PENGARUH CAMPURAN 50% POLYPROPYLENE,
30% POLYETHYLENE, 20% POLYSTYRENE
TERHADAP VARIASI TEMPERATUR PADA PROSES
INJECTION MOLDING TIPE TEFORMA RN 350
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
]
PRANDANANTA SEMBIRING NIM. 060401029
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
PENGARUH CAMPURAN 50% POLYPROPYLENE,
30% POLYETHYLENE, 20% POLYSTYRENE
TERHADAP VARIASI TEMPERATUR PADA PROSES
INJECTION MOLDING TIPE TEFORMA RN 350
KATA PENGANTAR
Puji dan syukur kita panjatkan kehadirat Tuhan Yang Maha Kuasa, atas segala karunia dan anugerah-Nya yang senantiasa diberikan sehingga penulis dapat menyelesaikan skripsi ini.
Skripsi ini merupakan salah satu syarat untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera Utara. Adapun Skripsi yang dipilih, diambil dari mata kuliah Metalurgi Serbuk, yaitu “Pengaruh Campuran 50% Polypropylene, 30% Polyethylene, 20% Polystyrene Terhadap Variasi Temperatur Pada Proses Injection Molding Tipe Teforma RN 350”.
Dalam penulisan skripsi ini, penulis telah berupaya dengan segala kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh dari perkuliahan, menggunakan literatur serta bimbingan dan arahan dari Dosen Pembimbing.
Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Bapak. Ir. Alfian Hamsi, M.Sc. sebagai dosen pembimbing yang telah banyak meluangkan waktunya dan dengan sabar membimbing saya hingga tugas ini dapat terselesaikan.
2. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri dan Bapak Ir. M. Syahril Gultom, MT, selaku Ketua dan Sekretaris Departemen Teknik Mesin, Fakultas Teknik USU.
3. Bapak Ir. Suparmin, MT, Bapak Surya Darma, dan Bapak Trimo dari Politeknik Negeri Medan yang telah berkenan membantu penulis dalam pembuAtan spesimen dan pengujian tarik.
5. Orangtua tercinta P. SEMBIRING dan B. br GINTING serta abang PERANANTA SEMBIRNG atas doa dan dukungan yang selalu menyertai penulis dalam menyelesaikan pendidikan dan pembuatan tugas skripsi ini. 6. Kepada teman-teman mahasiswa teknik mesin khususnya stambuk 2006
yang selalu mendukung penulis dalam menyelesaikan tugas skripsi ini.
Penulis menyadari bahwa Tugas Sarjana ini masih jauh dari sempurna, oleh karena itu penulis mengharapkan kritik dan saran yang sifatnya membangun demi penyempurnaan di masa mendatang.
Akhir kata, penulis berharap semoga tulisan ini bermanfaat bagi kita semua.
Medan, Desember 2010 Penulis,
ABSTRAK
Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku plastik
semakin meningkat. Hal ini dikarenakan plastik mempunyai banyak
kelebihan-kelebihan yang mulai diperhitungkan oleh masyarakat. Keunggulan plastik pada
umumnya adalah lebih efisien dibandingkan penggunaan logam atau kayu dan
juga proses pengerjaannya yang relatif sederhana. Selain efisien, plastik juga lebih
ringan, lebih murah dan mudah dibentuk. Salah satu proses yang digunakan untuk
membuat produk dari bahan baku plastik adalah proses injection molding. Salah
satu faktor yang mempengaruhi kualitas suatu produk pada proses injeksi
molding yaitu temperatur pemanasan bahan baku plastic. Hal inilah yang
mendasari sehingga penulis melakukan penelitian pengaruh variasi temperatur
pada proses injection molding dengan bahan baku campuran antara polyethylene
(PE), polypropylene (PP), polystyrene (PS) terhadap sifat mekaniknya dengan
komposisi masing – masing 50%, 30%, 20% dibandingkan dengan bahan baku PP
murni (100%). Suhu injeksi yang digunakan adalah 160oC, 180oC, dan 200oC.
Untuk campuran, dari pengujian tarik yang dilakukan diperoleh kekuatan tarik
(tensile strength) masing – masing temperatur berturut – turut sebesar 13,50 MPa,
11,38 MPa, dan 6,9 MPa. Sedangkan untuk PP murni diperoleh kekuatannya
22,51 MPa, 27,66 MPa, dan 28,58 MPa. Dalam hal ini ternyata PP murni lebih
kuat dibandingkan campuran, karena spesimen campuran tidak homogen ketika
dilakukan proses injeksi molding. Namun campuran membentuk serat yang
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
LEMBARAN PENGESAHAN DARI PEMBIMBING ... ii
SPESIFIKASI TUGAS... iii
LEMBARAN ASISTENSI ... iv
BAB I PENDAHULUAN 1.1. Latar Belakang ... 1
BAB II TINJAUAN PUSTAKA 2.1. Defenisi Plastic Injection Molding ... 5
2.3.4 Ketangguhan (Thoughness) ... 14
2.4. Pemanfaatan Polimer... 14
2.5. Bahan Baku ... 16
2.7. Pencetakan (Molding) ... 30
2.8. Waktu Siklus ... 31
2.9. Parameter Proses Injection Molding... 34
2.10. Pencampuran ... 36
2.10.1 Teori pencampuran ... 36
2.10.2 Metode pencampuran ... 37
2.10.3 Faktor yang mempengaruhi sifat campuran ... 41
2.10.4 Mesin pencampur ... 41
BAB III METODOLOGI 3.1. Tahapan Penelitian ... 45
3.2. Peralatan ... 46
3.2.1 Mesin Plastic Injection Molding ... 46
3.2.2 Cetakan Plastic ... 47
3.2.3 Mesin Uji Tarik ... 48
3.3. Bahan Baku ... 49
3.4. Proses Pencetakan Plastic ... 50
3.5. Cara Pengambilan Data ... 51
4.1.3 Deformasi Spesimen Setelah Pengujian Tarik ... 64
4.2. Analisa Hasil Pengujian ... 65
4.2.1 Analisa Kekuatan ... 65
4.2.2 Analisa Temperatur ... 66
4.3.1 Sifat Mekanik Spesimen Temperatur 160 oC... 67
4.3.2 Sifat Mekanik Spesimen Temperatur 180 oC... 68
4.3.3 Sifat Mekanik Spesimen Temperatur 200 oC... 69
BAB V KESIMPULAN 5.1. Data Pengujian Tarik ... 72
5.1.1 Campuran 50% PP, 30% PE, 20% PS ... 72
5.1.2 PP Murni (100% PP) ... 73
5.2. Deformasi Spesimen Setelah Pengujian Tarik ... 74
5.3. Saran ... 75
DAFTAR TABEL
Tabel 2.1 Biaya Proses Plastic Injection Molding (PIM) 8 Tabel 2.2 Sifat fisik, mekanis, dan thermal dari Polyethylene 18
Tabel 2.3 Sifat – sifat Polypropylene 20
Tabel 2.4 Sifat fisik, mekanis, dan thermal dari Polypropylene 21 Tabel 2.5 Sifat fisik, mekanis, dan thermal dari Polystyrene 23
Tabel 3.1 Bahan Baku dan Komposisinya 49
Tabel 4.1 Sifat Mekanik Spesimen Temperatur 160oC 56 Tabel 4.2 Sifat Mekanik Spesimen Temperatur 180oC 59 Tabel 4.3 Sifat Mekanik Spesimen Temperatur 200oC 61
Tabel 4.4 Deformasi pada Spesimen 64
DAFTAR GAMBAR
Gambar 2.1 Kelebihan proses PIM dibandingkan dengan proses lain 6 Gambar 2.2 Keistimewaan Proses Plastic Injection Molding (PIM) 6 Gambar 2.3 Tahapan Proses Plastic Injection Molding (PIM) 7
Gambar 2.4 Klasifikasi Polimer 9
Gambar 2.5 Perkembangan Bahan Polimer 12
Gambar 2.6 Spesimen Uji Tarik dan Perilaku Polimer Thermoplastik
Saat Mengalami Pembebanan di Mesin Uji Tarik 24 Gambar 2.7 Kurva Tegangan Regangan Suatu Polimer Thermoplastik 25 Gambar 2.8 Perilaku Elastik Polimer Thermoplastik 26 Gambar 2.9 Perilaku Plastik Polimer Thermoplastik 27 Gambar 2.10 Penciutan dan Kristalisasi Polimer Thermoplastik Amorphous
Pada Pengujian Tarik 28
Gambar 2.11 Deformasi pada polimer setelah pengujian tarik 29 Gambar 2.12 Perbandingan kekuatan baja dengan termoplastik 29
Gambar 2.13 Proses Plastic Injection Molding 30
Gambar 2.14 Waktu siklus pada Mesin Injection Molding 31 Gambar 2.15 Pengisian bahan plastik ke dalam cetakan 32
Gambar 2.16 Masa penenangan mulai pendinginan 33
Gambar 2.17 Pengisian bahan plastik sekaligus pendinginan 33 Gambar 2.18 Pembukaan kedua mold sekaligus pengeluaran hasil cetakan 33 Gambar 2.19 Proses pencampuran pada mesin two roll mill 39
Gambar 2.20 Skema diagram internal mixer 39
Gambar 2.21 Mixer model sluiters 42
Gambar 2.22 Mixer model nobel dan model schippers 43 Gambar 2.23 Mixer interfarcial surface generator (ISG) 43
Gambar 3.2 Plastik Injection Molding Type RN 350 47
Gambar 3.3 Cetakan Spesimen Uji Tarik 47
Gambar 3.4 Mesin Uji Tarik 48
Gambar 3.5 Bahan Baku 50
Gambar 3.6 Spesimen Uji Tarik yang Dihasilkan 51
ABSTRAK
Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku plastik
semakin meningkat. Hal ini dikarenakan plastik mempunyai banyak
kelebihan-kelebihan yang mulai diperhitungkan oleh masyarakat. Keunggulan plastik pada
umumnya adalah lebih efisien dibandingkan penggunaan logam atau kayu dan
juga proses pengerjaannya yang relatif sederhana. Selain efisien, plastik juga lebih
ringan, lebih murah dan mudah dibentuk. Salah satu proses yang digunakan untuk
membuat produk dari bahan baku plastik adalah proses injection molding. Salah
satu faktor yang mempengaruhi kualitas suatu produk pada proses injeksi
molding yaitu temperatur pemanasan bahan baku plastic. Hal inilah yang
mendasari sehingga penulis melakukan penelitian pengaruh variasi temperatur
pada proses injection molding dengan bahan baku campuran antara polyethylene
(PE), polypropylene (PP), polystyrene (PS) terhadap sifat mekaniknya dengan
komposisi masing – masing 50%, 30%, 20% dibandingkan dengan bahan baku PP
murni (100%). Suhu injeksi yang digunakan adalah 160oC, 180oC, dan 200oC.
Untuk campuran, dari pengujian tarik yang dilakukan diperoleh kekuatan tarik
(tensile strength) masing – masing temperatur berturut – turut sebesar 13,50 MPa,
11,38 MPa, dan 6,9 MPa. Sedangkan untuk PP murni diperoleh kekuatannya
22,51 MPa, 27,66 MPa, dan 28,58 MPa. Dalam hal ini ternyata PP murni lebih
kuat dibandingkan campuran, karena spesimen campuran tidak homogen ketika
dilakukan proses injeksi molding. Namun campuran membentuk serat yang
panjang ketika diuji tarik sehingga dapat diprediksi kapan putusnya dibandingkan
BAB I PENDAHULUAN
1.1.Latar Belakang
Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku
plastik semakin meningkat. Hal ini dikarenakan plastik mempunyai banyak
kelebihan-kelebihan yang mulai diperhitungkan oleh masyarakat. Keunggulan
plastik pada umumnya adalah lebih efisien dibandingkan penggunaan logam atau
kayu dan juga proses pengerjaannya yang relatif sederhana. Selain efisien, plastik
juga lebih ringan, lebih murah dan mudah dibentuk. Salah satu proses yang
digunakan untuk membuat produk dari bahan baku plastik adalah proses injection
molding.
Dalam masa era globalisasi, persaingan dalam industri semakin ketat.
Persaingan ini menyangkut perkembangan bidang teknologi, dimana dengan
adanya perkembangan teknologi dapat menekan biaya produksi suatu produk.
Selain perkembangan teknologi, biaya produksi dipengaruhi oleh bahan baku
yang dipakai, penggunaan listrik, sumber daya manusia dan lain-lain. Oleh karena
itu, untuk menghasilkan suatu produk yang efisien dan dapat bersaing perlu
pertimbangan dalam pembuatan produk tersebut, mulai dari pemilihan bahan
baku, proses pengerjaan, sampai produk yang dihasilkan.
Teknik injection molding harus dapat memenuhi meningkatnya
permintaan akan sebuah produk yang berkwalitas tinggi, namun tetap ekonomis
dan kualitas permukaan, sehingga cetakan (Injection Molding) harus dibuat
dengan ketelitian yang tinggi. Cetakan (Injection Molding) menggunakan bahan
cetakan berkekuatan tinggi yang terbuat dari logam, umumnya baja. Selain itu ada
faktor lainya yang mempengaruhi kualitas suatu produk yaitu temperatur
pemanasan bahan baku plastik, hal inilah yang mendasari sehingga penulis
melakukan penelitian pengaruh variasi temperatur pada proses injection moulding
dengan bahan baku polyethylene (PE), polypropylene (PP), polystyrene (PS),
dikaitkan dengan produk akhir yang dihasilkan.
1.2.Perumusan Masalah
Agar pembahasan lebih mengena dan tidak terjebak dalam pembahasan yang
tidak perlu, maka perlu dibuat batasan masalah. Adapun batasan masalah tersebut
dititikberatkan pada pembahasan yang terkait dengan permasalahan ini yaitu :
1. Bahan yang di uji adalah biji plastik polyethylene (PE), polypropylene
(PP), polystyrene (PS).
2. Temperatur yang digunakan dalam pengujian biji plastik ini yaitu :
polyethylene (PE), polypropylene (PP), polystyrene (PS), ini adalah
160°C, 180°C, 200°C.
3. Tekanan yang digunakan dalam pegujian ini adalah 8 bar.
1.3.Tujuan dan Manfaat 1.3.1. Tujuan
Tujuan dari penelitian ini adalah :
1. Mengidentifikasi pengaruh temperatur pemanasan plastik pada proses
injection molding terhadap produk akhir sehingga bisa mengetahui cacat
produk hasil pengujian dengan perbandingan berbagai sample produk yang
dihasilkan dari temperatur pemanasan yang berbeda-beda.
2. Mengetahui sifat-sifat mekanik dan sifat-sifat fisik dari spesimen yang
telah dicetak dengan pengujian tarik
3. Memperoleh hasil berupa nilai/tingkat keuletan yang dimiliki dari
spesimen tersebut.
1.3.2. Manfaat
Manfaat dari penelitian ini adalah :
1. Dihasilkan suatu produk dari hasil proses Injection Moulding dengan
variasi temperatur pemanasan dengan bentuk mold yang sederhana yaitu
berupa spesimen uji tarik (skala kecil) dan bisa untuk bidang industri
plastik (skala besar).
2. Sumbangan bagi kalangan industri, sehingga mampu memproduksi
plastik dengan mengetahui jenis-jenisnya dan proses pengerjaan yang
cocok dengan jenis plastik dan produk yang diinginkan.
3. Sumbangan bagi kalangan akademisi dalam bidang manufaktur tentang
1.4.Sistematika Penulisan
Sistematika Laporan Tugas Akhir ini memuat tentang isi bab-bab yang dapat
diuraikan sebagai berikut :
i. BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang tujuan penelitian, batasan masalah,
manfaat penelitian dan sistematika penulisan.
ii. BAB II TINJAUAN PUSTAKA
Bab ini berisi tentang hasil penelitian terdahulu yang dapat diambil dari
jurnal, disertasi, tesis dan skripsi yang aktual, selain itu juga berisi landasan teori
yang meliputi konsep-konsep yang relevan dengan permasalahan yang akan
diteliti.
iii.BAB III METODOLOGI
Bab ini berisi tentang diagram alur penelitian, alat dan bahan yang
digunakan dalam penelitian, proses pencetakan dengan mesin Injection moulding
dan cara pengambilan data. Dijelaskan juga kendala-kendala yang dihadapi
selama penelitian.
iv.BAB IV DATA DAN ANALISA
Bab ini berisi tentang data hasil penelitian, analisa serta pembahasannya.
v. BAB V KESIMPULAN
Bab ini berisi kesimpulan hasil penelitian dan saran-saran yang bisa
BAB II
TINJAUAN PUSTAKA
2.1. Definisi Plastic Injection Molding
Plastic Injection Molding ( PIM ) merupakan metode proses produksi yang
cenderung menjadi pilihan untuk digunakan dalam menghasilkan atau memproses
komponen-komponen yang kecil dan berbentuk rumit, dimana biayanya lebih
murah jika dibandingkan dengan menggunakan metode-metode lain yang biasa
digunakan (Boses, 1995). Gambar 2.1 memperlihatkan kemampuan pemrosesan
dan tingkat ketelitian komponen yang dihasilkan dengan PIM dibandingkan
dengan proses-proses lain. Proses ini mampu menghasilkan bentuk rumit dalam
jumlah besar maupun kecil pada hampir semua jenis bahan termasuk logam,
keramik, campuran logam dan plastik.
Salah satu keistimewaan proses PIM ialah kemampuannya dalam
menggabungkan dan menggunakan kelebihan-kelebihan teknologi seperti
kemampuan pembentukan bahan plastik, ketepatan dalam proses pencetakan dan
kebebasan memilih bahan. Hal ini digambarkan pada gambar 2.2. Komponen
yang dihasilkan dengan teknologi PIM kini banyak digunakan dalam industri
Gambar 2.1 Kelebihan Proses PIM Dibandingkan Dengan Proses - Proses
Yang Lain ( Cremer 1994 )
Gambar 2.2 Keistimewaan Proses Plastic Injection Molding ( PIM )
(Moller 1994)
Secara umum proses PIM dibagi menjadi beberapa tahap seperti pada
gambar 2.3 (German, 1990). Proses ini dimulai dengan mencampur serbuk dan
Serbuk
Binder
Campuran Butiran
Pencetakan
Debinding Sintering Selesai Keluaran
(mould) sesuai dengan bentuk yang diinginkan. Komponen yang dihasilkan dari
proses injeksi disebut Green Compact. Bahan pengikat yang digunakan kemudian
dipisahkan melalui proses yang disebut sebagai proses pemisahan (debinding).
Komponen yang telah dibuang bahan pengikatnya disebut Brown Compact, yang
selanjutnya dipanaskan pada suhu di bawah titik didih bahan utama plastik yang
digunakan. Proses ini disebut proses pemanasan (sintering). Komponen hasil
pemanasan lalu didinginkan.
Gambar 2.3 Tahapan Proses Plastic Injection Molding ( PIM ) (German 1990 )
Masalah biaya sering menjadi kendala dalam usaha pengembangan
teknologi manufaktur. Hal ini juga terjadi pada proses PIM. Tabel 2.1
memperlihatkan biaya untuk menghasilkan produk melalui proses PIM
(Nallicheri, 1991). Biaya bahan mentah yang terdiri dari serbuk plastik dan bahan
pengikat diperkirakan hampir 25,36 % dari biaya keseluruhan. Sedangkan bahan
pengikat diperkirakan 40% dari biaya bahan mentah tersebut dan ini relatif tinggi,
sehingga dianggap penting untuk menemukan pengganti bahan pengikat tersebut
Tabel 2.1 Biaya Proses Plastic Injection Molding ( PIM )
(Nallicheri, 1991)
Perkomponen ( $ ) Persentase ( % )
Bahan 0,05 25,36
Pengacuan Suntikan 0,06 27,75
Penyingkiran 0,07 32,50
Sinter 0,03 15,39
Jumlah 0,21 100
2.2. Pengenalan Bahan Baku
Menurut id.wikipedia.org/plastik (2010) Plastik adalah bahan sintetis yang
dapat diubah bentuk dan dapat mempertahankan perubahan bentuk serta
dikeraskan tergantung pada strukturnya.
Pada dasarnya plastik secara umum digolongkan ke dalam 3 (tiga) macam
dilihat dari temperaturnya (Ilham, 2007), yakni :
1. Bahan Thermoplastik (Thermoplastic) yaitu akan melunak bila dipanaskan
dan setelah didinginkan akan dapat mengeras. Contoh bahan thermoplastik
adalah : Polistiren, Polietilen, Polipropilen, Nilon, Plastik fleksiglass dan
Teflon.
2. Bahan Thermoseting (Thermosetting) yaitu plastik dalam bentuk cair dan
dapat dicetak sesuai yang diinginkan serta akan mengeras jika dipanaskan
dan tetap tidak dapat dibuat menjadi plastik lagi. Contoh bahan
3. Bahan Elastis (Elastomer) yaitu bahan yang sangat elastis. Contoh bahan
elastis adalah : karet sintetis.
Berikut pembagian polymer secara umum :
Gambar 2.4 Klasifikasi Polimer
( sumber : Pengetahuan Dasar Plastik, penerbit : PT. Tri Polyta Indonesia, tbk )
Polimer memiliki beberapa karakteristik untuk menggambarkan sifat fisik dan
sifat kimianya. Sifat-sifat tersebut akan mempengaruhi aplikasi penggunaan
polimer tersebut (id.wikipedia.org/polimer, 2010). Karakteristik polimer antara
lain :
1. Crystallinity (kristalinitas)
Struktur polimer yang tidak tersusun secara teratur umumnya memiliki warna
transparan. Karakteristik ini membuat polimer dapat digunakan untuk berbagai
aplikasi seperti pembungkus makanan, kontak lensa dan sebagainya. Semakin
tinggi derajat kristalisasinya, semakin sedikit cahaya yang dapat melewati polimer
tersebut.
2. Thermosetting dan Thermoplastic (Daya tahan terhadap panas)
thermosetting setelah dipanaskan tidak dapat dibentuk ulang. Ketahanan polimer terhadap panas ini membuatnya dapat digunakan pada berbagai aplikasi antara lain untuk insulasi listrik, insulasi panas, penyimpanan bahan kimia dan sebagainya.
3. Branching (percabangan)
Semakin banyak cabang pada rantai polimer maka densitasnya akan semakin
kecil. Hal ini akan membuat titik leleh polimer berkurang dan elastisitasnya
bertambah karena gaya ikatan intermolekularnya semakin lemah.
4. Tacticity (taktisitas)
Taktisitas menggambarkan susunan isomerik gugus fungsional dari rantai karbon.
Ada tiga jenis taktisitas yaitu isotaktik dimana gugus-gugus subtituennya terletak
pada satu sisi yang sama, sindiotaktik dimana gugus-gugus subtituennya lebih
teratur, dan ataktik dimana gugus-gugus subtituennya terletak pada sisi yang acak.
Beberapa keuntungan plastik (Ilham, 2007) adalah :
1. Massa jenis rendah (0,9 - 2,2 [g/cm3])
2. Tahan terhadap arus listrik dan panas, memiliki sedikit elektron bebas
untuk mengalirkan panas dan arus listrik.
3. Tahan terhadap korosi kimia karena tidak terionisasi untuk membentuk
elektron kimia. Pada umumnya tahan terhadap larutan kimia, dan logam
juga sangat sukar untuk larut.
4. Mempunyai permukaan dan penampakan yang sangat baik dan mudah
Kerugian plastik (Ilham, 2007) adalah :
1. Modulus elastisnya rendah.
2. Mudah mulur (Creep) pada suhu kamar.
3. Maksimum temperatur nominalnya rendah.
4. Mudah patah pada sudut bagian yang tajam.
Secara umum Thermoplastic tidak tahan terhadap temperatur tinggi,
kecuali Teflon. Bahan-bahan Thermoplastic akan meleleh bila dipanaskan pada
temperatur tinggi, sedangkan pada bahan-bahan Thermosetting tidak terbakar tapi
akan terpisah dan hancur.
Temperatur pelelehan dan pemisahan untuk bahan-bahan plastik jauh lebih
rendah dibandingkan baja. Plastik akan memanjang (Creep) pada temperatur
kamar. Kecenderungan bahan plastik akan mulur bila temperaturnya naik
menunjukkan bahwa perubahan kecil saja pada temperatur dapat mempengaruhi
sifat-sifat fisik bahan. Pengaruh temperatur dan laju regangan pada tegangan tarik
harus dievaluasi dengan baik bila plastik akan digunakan. Pertama terjadi
deformasi elastis seketika, diikuti deformasi melar, setelah waktu tertentu apabila
tegangan hilang dari benda uji sebagian akan kembali ke bentuk semula setelah
waktu yang lama. Cara deformasi seperti ini banyak ditemukan, suatu garis
pendekatan yang sering dipakai untuk berbagai bahan mempergunakan empat
Gambar 2.5 Perkembangan Bahan Polimer (Rahmat Saptono, 2007 )
2.3Sifat Mekanik Polimer 2.3.1 Kekuatan (Strength)
Menurut Rahmat (2007) Kekuatan merupakan salah satu sifat mekanik
dari polimer. Ada beberapa macam kekuatan dalam polimer, diantaranya yaitu:
A. Kekuatan Tarik (Tensile Strength) (Rahmat, 2007)
Kekuatan tarik adalah tegangan yang dibutuhkan untuk mematahkan suatu
sampel. Kekuatan tarik penting untuk polymer yang akan ditarik,
contohnya fiber, harus mempunyai kekuatan tarik yang baik.
B. Compressive strength (Rahmat, 2007)
Adalah ketahanan terhadap tekanan. Beton merupakan contoh material
yang memiliki kekuatan tekan yang bagus. Segala sesuatu yang harus
C. Flexural strength (Rahmat, 2007)
Adalah ketahanan pada bending (flexing). Polimer mempunyai flexural
strength jika dia kuat saat dibengkokkan.
D. Impact strength (Rahmat, 2007)
Adalah ketahanan terhadap tegangan yang datang secara tiba-tiba. Polimer
mempunyai kekuatan impak jika dia kuat saat dipukul dengan keras secara
tiba-tiba seperti dengan palu.
2.3.2 Elongation
Menurut Rahmat (2007) semua jenis kekuatan memberitahu kita berapa
tegangan yang dibutuhkan untuk mematahkan sesuatu, tetapi tidak memberitahu
kita tentang apa yang terjadi pada sampel kita saat kita mencoba untuk
mematahkannya, itulah kenapa kita mempelajari elongation dari polimer. Elongasi
merupakan salah satu jenis deformasi. Deformasi merupakan perubahan ukuran
yang terjadi saat material di beri gaya. % Elongasi adalah panjang polimer setelah
di beri gaya (L) dibagi dengan panjang sampel sebelum diberi gaya (Lo)
kemudian dikalikan 100%. Elongation-to-break (ultimate elongation) adalah
regangan pada sampel pada saat sampel patah. Elastomer memiliki ultimate
elongation yang tinggi.
2.3.3 Modulus
Modulus diukur dengan menghitung tegangan dibagi dengan elongasi.
2.3.4 Ketangguhan (Toughness)
Ketangguhan adalah pengukuran sebenarnya dari energi yang dapat
diserap oleh suatu material sebelum material tersebut patah (Rahmat, 2007).
2.4 Pemanfaatan Polimer
Banyak polimer yang telah dikenal dan secara umum digunakan dalam kehidupan
sehari-hari (id.wikipedia.org/polimer, 2010) yaitu :
1. Polyethylene (PE)
Biasanya digunakan untuk pembungkus makanan, kantung plastik, ember
dan sebagainya.
2. Polypropylene (PP)
Biasanya digunakan untuk membuat karung, tali, botol dan sebagainya.
3. Teflon
Teflon atau politetrafluoroetilena memiliki sifat yang tahan terhadap bahan
kimia dan panas, sehingga seringkali digunakan untuk pelapis tangki atau
panci anti lengket
4. PVC
PVC (polivinilklorida) biasanya digunakan untuk membuat pipa, selang,
pelapis lantai dan sebagainya
5. Akrilat (flexiglass)
Beberapa polimer dibuat dari asam akrilat sebagai monomernya.
Polimetilmetakrilat atau flexiglass merupakan plastik bening, keras tetapi
ringan. Polimer jenis ini banyak digunakan untuk kaca jendela pesawat
6. Bakelit
Bakelit banyak digunakan untuk alat-alat listrik.
7. Polyester
Poliester dibentuk dari monomer-monomer ester. Salah satu contoh
polimer ini adalah dakron. Dakron digunakan sebagai serat tekstil. Selain
dakron dikenal pula Mylar, yang digunakan sebagai pita perekam
magnetik
8. Polyurethanes
Polyurethanes banyak digunakan untuk produk-produk yang terbuat dari
foam, serat, dan yang digunakan untuk elastomer dan pelapis (coating).
Aplikasinya dalam kehidupan sehari-hari misalnya untuk pembuatan
wadah dari foam, untuk industri garmen, untuk aplikasi bahan bangunan
dan sebagainya.
9. Karet alam dan karet sintetis
Karet diperoleh dari getah pohon karet (lateks). Karet alam merupakan
polimer isoprena. Karet sintetis terdiri dari beberapa macam, misalnya
polibutadiena, polikloroprena dan polistirena. Karet sintetis yang telah
banyak dikenal yaitu SBR. SBR terdiri dari monomer stirena dan
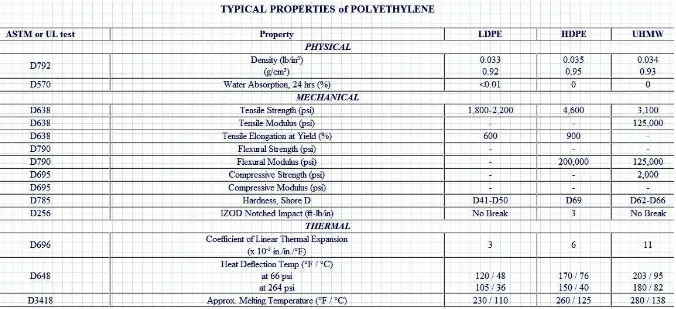
2.5 Bahan baku a. Polyethylene (PE)
Polyethylene ini dibuat dengan jalan polimerisasi gas etilen yang dapat
diperoleh dengan memberi hydrogen gas petroleum pada pemecahan minyak
(nafia), gas alam atau asetelin. Melihat
dan
sangat bervariasi bergantung pada tipe polietilena. Pada tingkat komersil,
polietilena berdensitas menengah dan tinggi, titik lelehnya berkisar 120oC hingga
135oC. Titik leleh polietilena berdensitas rendah berkisar 105oC hingga 115oC.
Kebanyakan LDPE, MDPE, dan HDPE mempunyai tingkat resistansi kimia yang
sangat baikdan tidak larut pada temperatur ruang karena sifat kristalinitas mereka.
Polietilena umumnya bisa dilarutkan pada temperatur yang tinggi dalam
Polyethylene digolongkan menjadi polyethylene tekanan tinggi, tekanan
medium dan tekanan rendah. Oleh tekanan polimerisasinya atau masing-masing
menjadi polyethylene massa jenis rendah dengan massa jenis 0,910 - 0,926 g.cm-3,
Polyethylene massa jenis medium dengan massa jenis 0,926 - 0,940 dan
polyethylene massa jenis tinggi 0,941 - 0,965. Pada polyethylene massa jenis
rendah, molekul-molekulnya tidak mengkristal secra baik tetapi memiliki banyak
cabang. Disisi lain polyethylene tekanan rendah kurang bercabang dan merupakan
rantai lurus karena itu massa jenisnya lebih besar sebab mengkristal secara baik
mempunyai gaya antar molekul yang kuat, maka bahan ini memiliki kekuatan
mekanis yang tinggi dan titik lunak yang tinggi pula.
Polyethylene mudah diolah maka dari itu sering di cetak dengan
penekanan, injeksi, ekstruksi, peniupan dan hampa udara. Polyethylene massa
jenis terendah terutama digunakan dalam bentuk tipis atau lembaran, misalnya :
tas, botol-botol yang dapat dijepit tabung tinta pada pena, tali senar/dawai, isolator
kabel, wadah alat dapur, botol minyak tanah, dan kantong tempat sampah.
Sedangkan polyethylene massa jenis tinggi digunakan untuk perpipaan, mainan,
filament tenunan dan peralatan rumah tangga. Kedua jenis polyethylene ini
memiliki daya tahan kimia yang sangat baik, sedikit penyerapan uap air dan
ketahanan listrik yang tinggi. Umumnya bahan tambahan (additive) digunkan
dalam polyethylene yaitu karbon hitam sebagai penstabil, pewarna untuk
memberikan warna, serat kaca untuk peningkatan daya lentur, tarik dan karet
Table 2.2 Sifat fisik, mekanis dan thermal dari Polyethylene
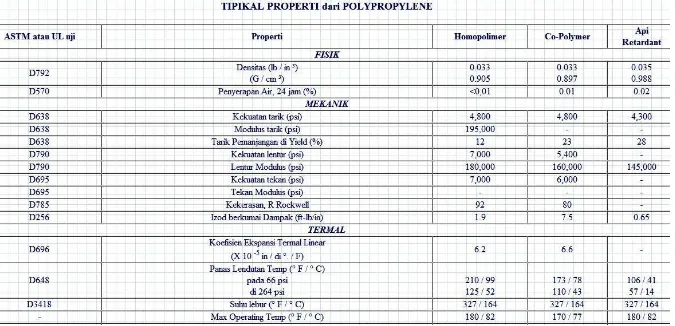
b. Polyprophylene (PP)
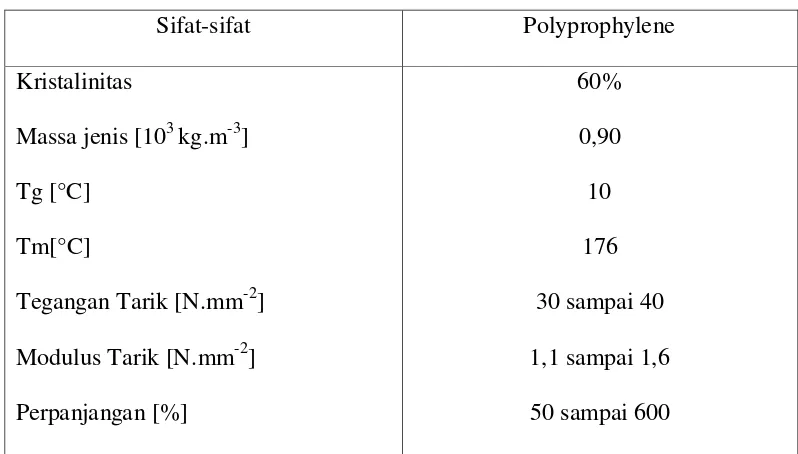
Sifat-sifat polyprophylene serupa dengan sifat-sifat polyethylene. Massa
jenisnya rendah (0,90 - 0,92) g.cm-3 termasuk kelompok yang paling ringan
diantara bahan polimer, dapat terbakar bila dinyalakan dibandingkan polyethylene
massa jenis tinggi. Titik lelehnyanya tinggi sekali (176°C), kekuatan tarik,
kekuatan lentur dan kekuatannya lebih tinggi tetapi tahan impaknya lebih rendah
terutama pada temperatur rendah. Sifat tembus cahayanya pada pencetakan lebih
baik dari pada polyethylene dengan permukaan mengkilap, penyusutannya pada
pencetakan kecil, penampilan dan ketelitian dimensinya lebih baik. Sifat
mekaniknya dapat ditingkatkan sampai batas tertentu dengan jalan mencampurkan
serat gelas dan pemuaian termal juga dapat diperbaiki sampai setingkat dengan
bahan thermoseting. Sifat- sifat listriknya hampir sama dengan sifat-sifat pada
polyethylene. Tahan kimianya kira-kira sama bahkan lebih baik dari pada
polyethylene massa jenis tinggi (Boedeker, 2010).
Polyprophylene yang banyak digunakan memiliki kristal yang berbentuk
garis sebagai suatu polimer linear dengan kelompok-kelompok disisinya dengan
tersusun secara teratur sepanjang rantai. Adanya kelompok sisi ini menjadi
polimer lebih kaku dan ebih kuat dibandingkan dengan polyethylene dalam
Tabel 2.3 Sifat-sifat Polyprophylene
Tegangan Tarik [N.mm-2]
Modulus Tarik [N.mm-2]
Perpanjangan [%]
Sumber : Hadi Syamsul, Ir. 1995 , ”Teknologi Bahan 3”, Hal 36
Catatan
Tg = Temperatur tansisi kaca yaitu temperatur dimana polimer berubah dari
keadaan beku (rigid) ke suatu bahan yang liat (fleksible)
Table 2.4 Sifat fisik, mekanis dan thermal dari Polypropylene
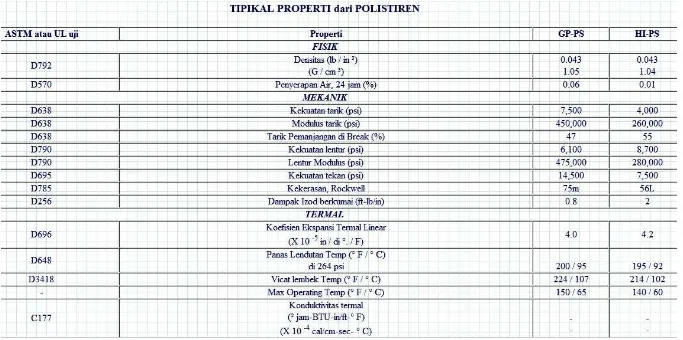
c. Polystyrene
Polistirena adalah sebua
ruangan, polistirena biasanya bersifat
yang lebih tinggi. Stirena tergolong senyawa
adalah sebuah plastik tak berwarna, keras dengan fleksibilitas yang terbatas yang
dapat dibentuk menjadi berbagai macam produk dengan detil yang bagus.
Penambahan karet pada saat polimerisasi dapat meningkatkan fleksibilitas dan
ketahanan kejut. Polistirena jenis ini dikenal dengan nama High Impact
Polystyrene (HIPS). Polistirena murni yang transparan bisa dibuat menjadi
beraneka warna melalui proses compounding (Boedeker, 2010).
Menurut Boedeker (2010) Karakteristik polistiren :
1. Warna dasarnya putih transparan seperti kaca
2. Temperatur operasi maksimal < 90 °C
3. Tingkat kekerasannya tinggi
4. Sangat kaku, rapuh, kecuali dimodifikasi
5. Sifat-sifat isolator listriknya prima/sangat baik
6. Bersifat listrik statik, maka menarik debu
7. Warnanya transparan, jernih, permukaannya lembut
8. Sifat higroskopisnya/penyerapan uap air rendah
9. Mudah dalam pembuatan, penyusutannya sangat rendah
Table 2.5 Sifat fisik, mekanis dan thermal dari Polistiren
2.6 Perilaku Thermoplastik Saat Dideformasi
Perilaku mekanika polimer thermoplastik sebagai respon terhadap
pembebanan secara umum dapat dijelaskan dengan mempelajari hubungan antara
struktur rantai molekulnya dan fenomena yang teramati.
Gambar 2.6 Spesimen Uji Tarik Dan Perilaku Polimer Thermoplastik Saat
Mengalami Pembebanan Di Mesin Uji Tarik (Rahmat Saptono, 2007 )
Perilaku mekanik dari polimer thermoplastik secara umum dapat dikelompokkan
menjadi 3 bagian, yaitu: (1) Perilaku Elastik, (2) Perilaku Plastik, dan (3) Perilaku
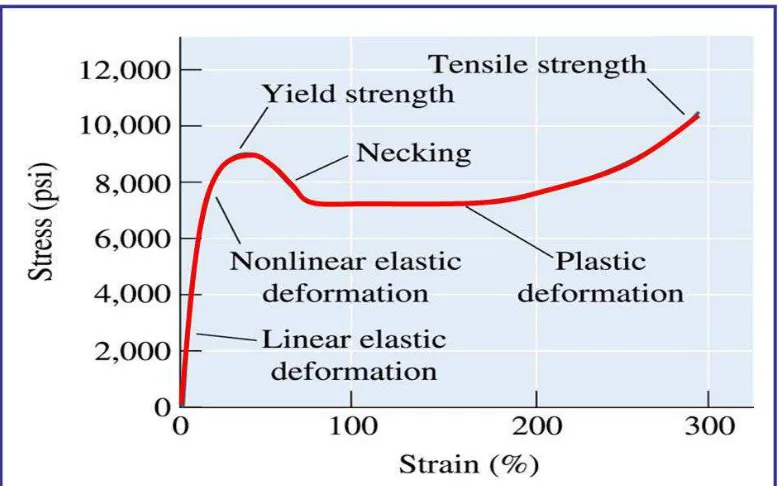
Gambar 2.7 Kurva Tegangan Regangan Suatu Polimer Thermoplastik
(Rahmat Saptono, 2007 )
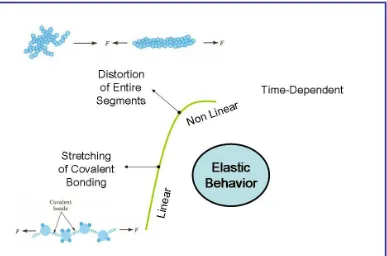
Perilaku thermoplastik secara umum adalah elastik non-linear yang
tergantung pada waktu (time-dependent). Hal ini dapat dijelaskan dari 2
mekanisme yang terjadi pada daerah elastis, yaitu: (1) distorsi keseluruhan bagian
yang mengalami deformasi, dan (2) regangan dan distorsi ikatan-ikatan
kovalennya. Perilaku elastik non-inear atau non-proporsional pada daerah elastis
terutama berhubungan dengan mekanisme distorsi dari keseluruhan rantai
Gambar 2.8 Perilaku Elastik Polimer Thermoplastik (Rahmat Saptono, 2007 )
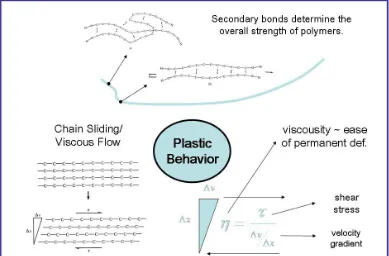
Perilaku plastis pada polimer thermoplastik pada umumnya dapat
dijelaskan dengan mekanisme gelinciran rantai (chain sliding). Ikatan sekunder
sangat berperan dalam mekanisme ini sebagaimana diilustrasikan dalam gambar.
Mula-mula akan terjadi pelurusan rantai liner molekul polimer yang keadaannya
dapat diilustrasikan seperti ‘mie’ dengan ikatan sekunder dan saling kunci
mekanik. Selanjutnya akan terjadi gelinciran antar rantai molekul yang telah lurus
pada arah garis gaya.
Ikatan sekunder dalam hal ini akan berperan sebagai semacam ‘tahanan’
dalam proses gelincir atau deformasi geser (shear) antar rantai molekul yang
sejajar searah dengan arah garis gaya. Dengan demikian dapat dijelaskan bahwa
deformasi plastik atau yang selama ini kita kenal dengan kekuatan (strength) dari
polimer.
Gelinciran rantai molekul polimer thermoplastik dapat pula dilihat sebagai
aliran viskos dari suatu fluida. Kemudahan molekul polimer untuk dideformasi
secara permanen dalam hal ini berbanding lurus dengan viskositas dari polimer.
Dari persamaan umum dapat dilihat bahwa tegangan geser akan menyebabkan
gradien kecepatan antar rantai molekul yang dapat menyebabkan deformasi
permanen tergantung pada viskositasnya.
Gambar 2.9 Perilaku Plastik Polimer Thermoplastik (Rahmat Saptono, 2007 )
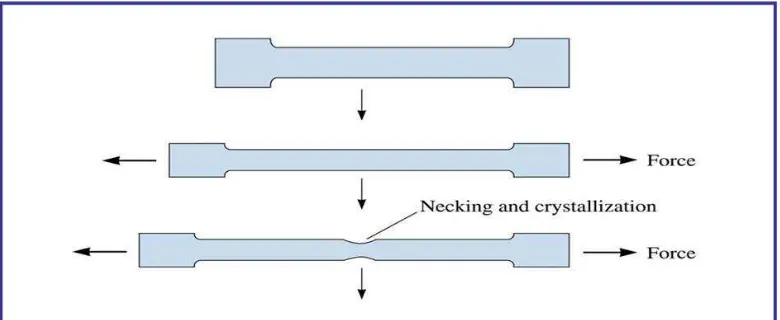
Perilaku penciutan (necking) dari polimer thermoplastik amorphous agak
sedikit berbeda dengan perilaku penciutan logam pada umumnya. Hal ini
disebabkan karena pada saat terjadi penciutan akan terjadi kristalisasi yang
Gambar 2.10 Penciutan dan Kristalisasi Polimer Thermoplastik Amorphous
pada Pengujian Tarik (Rahmat Saptono, 2007 )
Visko-elastisitas berhubungan perilaku polimer thermoplastik saat
dideformasi yang terjadi dengan deformasi elastis dan aliran viskos ketika beban
diaplikasikan pada bahan. Hal ini berhubungan dengan ketergantungan perilaku
bahan terhadap waktu pada saat deformasi elastis dan plastis. Secara sederhana
perilaku viskoelastis dapat disimulasikan dengan mengkombinasikan persamaan
Pegas Hooke dan Dashspot. Regangan, misalnya, dapat diasumsikan seri atau
Gambar 2.11 Deformasi pada polimer setelah pengujian tarik (Callister)
Keterangan Gambar 2.11:
A. Elastis – Getas
B. Elastis – Plastik
C. Elastisitas tinggi
Gambar 2.12 Perbandingan kekuatan baja dengan termoplastik
2.7 Pencetakan (Molding)
Mekanisme proses injection molding diawali dengan bahan baku yang
ada di hopper turun untuk memasuki rongga ulir pada screw. Screw akan
bergerak untuk membawa butiran plastik menuju barrel untuk melelehkan butiran
plastik. Langkah berikutnya, cetakan ditutup dan screw didorong maju oleh piston
untuk mendorong lelehan plastik dari screw chamber melalui nozzle masuk ke
dalam cetakan.
Lelehan plastik yang telah diinjeksi mengalami pengerasan karena
energi panasnya diserap oleh dinding cetakan yang berpendingin air. Setelah
proses pendinginan dan kekakuan produk cukup maka screw bergerak mundur
untuk melakukan pengisian barrel. Pada saat itu, clamping unit akan bergerak
untuk membuka cetakan. Produk dikeluarkan dengan ejector. Setelah itu, cetakan
siap untuk diinjeksi kembali. Gambar 2.13 memperlihatkan mekanisme injection
molding.
2.8 Waktu Siklus
Waktu siklus adalah waktu yang dibutuhkan oleh suatu mesin untuk
membuat suatu produk. Satu waktu siklus injection molding, diawali dengan
closing the mold, kemudian diikuti dengan phasa injection process, cooling time,
holding pressure time, screw forward, opening the mold, ejection dan diakhiri
dengan phasa closing the mold, seperti yang diperlihatkan gambar 2.14
Gambar 2.14 Waktu siklus pada Mesin Injection Molding(Pötsch, 1995)
Enam langkah utama yang biasanya dilakukan pada proses Injection Molding :
1. Pengapitan
Suatu mesin injeksi memiliki tiga bagian utama, yaitu cetakan, pengapit
dan unit penyuntik. Unit pengapit adalah pemegang cetakan yang mengalami
tekanan selama proses penyuntikan dan pendinginan. Pada dasarnya, pengapit ini
2. Suntikan
Pada saat penyuntikan, material plastik umumnya dalam bentuk
butiran/pellet, diisi kedalam suatu wadah saluran tuang (hopper) yang terdapat
bagian atas unit mesin. Butir/pellet ini disuap ke dalam silinder untuk dipanaskan
hingga mencair. Di dalam silinder (barrel) terdapat mesin screw (berputar) yang
mencampur bahan butiran/pellet cair dan mendorong campuran ke bagian ujung
silinder.
Ketika material yang dikumpulkan di ujung screw telah cukup, proses
penyuntikan dimulai. Plastik yang dicairkan dimasukkan kedalam cetakan melalui
suatu nozzle injector, ketika tekanan dan kecepatan diatur oleh screw tersebut.
Sebagian mesin injeksi menggunakan suatu pendorong sebagai pengganti screw.
Gambar 2.15 Pengisian bahan plastic kedalam cetakan (mold)
3. Penenangan
Tahap ini adalah waktu penenangan sesaat setelah proses penyuntikan. Plastik cair telah disuntik kedalam cetakan dan tekanan dipertahankan untuk
meyakinkan segala sisi rongga cetakan telah terisi secara sempurna. HOPPER
SCREW PRESS NOZZLE INJECTOR
Gambar 2.16 Masa penenangan mulai pendinginan
4. Pendinginan
Plastik didinginkan didalam cetakan untuk mendapatkan bentuk padatnya
didalam cetakan. Pada proses ini sekaligus pengisian ulang bahan plastik dari
hopper ke dalam barrel dengan screw yang berputar.
Gambar 2.17 Pengisian bahan plastik sekaligus pendinginan
5. Cetakan Dibuka
Unit pengapit dibuka, yang memisahkan keduabelah cetakan
6. Pengeluaran
Pena dan plat ejector mendorong dan mengeluarkan hasil cetakan dari
dalam cetakan,. Geram dan sisa pada sisi-sisi hasil cetakan yang tidak dipakai
dapat didaur ulang untuk digunakan pada pencetakan berikutnya.
2.9 Parameter proses injection molding
Untuk memperoleh benda cetak dengan kualitas hasil yang optimal, perlu
mengaturbeberapa paramateryang mempengaruhi jalannya proses produksi
tersebut. Parameter- parameter suatu proses tentu saja ada yang berperan sedikit
dan adapula yang mempunyai peran yang signifikan dalam mempengaruhi hasil
produksi yang diinginkan. Biasanya orang perlu melakukan beberapa kali
percobaan hingga ditemukan parameter-parameter apa saja yang cukup
berpengaruh terhadap produk akhir benda cetak.
Adapun parameter-parameter yang berpengaruh terhadap proses produksi plastik
melalui metoda injection molding adalah:
a. Temperatur leleh (melt temperature)
Adalah batas temperatur dimana bahan plastik mulai meleleh kalau
diberikan enegi panas.
b. Batas tekanan (pressure limit)
Adalah batas tekanan udara yang perlu diberikan untuk menggerakkan
tekanan, maka bahan plastik kemungkinan tidak akan keluar atau terinjeksi ke
dalam cetakan. Akan tetapi jika tekanan udara terlalu tinggibdapat mengakibatkan
tersemburnya bahan plastik dari dalam cetakan dan hal ini akan berakibat proses
produksi menjadi tidak efisien.
c. Waktu tahan (holding time)
Adalah waktu yang diukur dari saat temperatur leleh yang di-set telah
tercapai hingga keseluruhan bahan plastik yang ada dalam tabung pemanas
benar-benar telah meleleh semuanya. Hal ini dikarenakan sifat rambatan panas yang
memerlukan waktu untuk merambat ke seluruh bagian yang ingin dipanaskan.
Dikhawatirkan jika waktu tahan ini terlalu cepat maka sebagian bahan plastik
dalam tabung pemanas belum meleleh semuanya, sehingga akan memper- sulit
jalannya aliran bahan plastik dari dalam nozzle.
d. Waktu penekanan (holding pressure)
Adalah durasi atau lamanya waktu yang diperlukan untuk memberikan
tekanan pada piston yang mendorong plastik yang telah leleh. Pengaturan waktu
penekanan bertujuan untuk meyakinkan bahwa bahan plastik telah benar-benar
mengisi ke seluruh rongga cetak. Oleh karenanya waktu penekanan ini sangat
tergantung dengan besar kecilnya dimensi cetakan (mold). Makin besar ukuran
cetakan makin lama waktu penekan yang diperlukan.
e. Temperatur cetakan (mould temperature)
f. Kecepatan injeksi (injection rate)
Yaitu kecepatan lajunya bahan plastik yang telah meleleh keluar dari
nozzle untuk mengisi rongga cetak. Untuk mesin-mesin injeksi tertentu kecepatan
ini dapat terukur, tetapi untuk mesin-mesin injeksi sederhana kadang-kadang tidak
dilengkapi dengan pengukur kecepatan ini.
g. Ketebalan dinding cetakan (wall thickness )
Menyangkut desain secara keseluruhan dari cetakan (moulding). Semakin
tebal dinding cetakan, semakin besar kemungkinan untuk terjadinya cacat
shrinkage.
2.10. Pencampuran
2.10.1. Teori Pencampuran
Pencampuran adalah tahap pertama pada proses PIM dan proses ini sangat
penting untuk menentukan keberhasilan proses (German, 1990). Pencampuran ini
dimaksudkan untuk membuat sifat bahan campuran yang seragam (Moller & Lee,
1994 ) dan juga menjaga batas keseragaman yang diinginkan pada keadaan yang
optimal sejak proses pencampuran hingga proses pensinteran. Tujuan
pencampuran adalah untuk melapisi partikel dengan bahan pengikat, memecah
gumpalan-gumpalan dan untuk memperoleh butiran ukuran pertikel yang
homogen pada proses injection molding (Ilham, 2007).
Proses pencampuran selalu dilakukan pada suhu tertentu bergantung pada
tegangan shear stress lebih dominan, pencampuran dilakukan pada suhu rata-rata
yaitu sekitar 190oC. Pemanasan diperlukan untuk menurunkan viskositas
campuran.
Cacat yang terjadi dapat dihindari apabila pencampuran dilakukan pada
suhu dimana campuran masih mempunyai kekuatan patah. Pencampuran pada
suhu yang terlalu tinggi menyebabkan bahan pengikat terpisah dari serbuk karena
viskositas campuran terlalu rendah. Pencampuran yang dilakukan di udara bebas
dapat menyebabkan bahan pengikat teroksidasi dan ini akan menaikkan viscositas
campuran (Kwon, 1995). Peningkatan viskositas ini menyebabkan bahan pengikat
kurang sesuai untuk digunakan dalam proses injeksi plastik karena akan
menyulitkan pada saat injeksi.
2.10.2. Metode Pencampuran
Proses pencampuran memungkinkan bahan pengikat untuk berpindah
diantara permukaan pertikel bahan campuran untuk mencapai keseragaman.
Tingkat keseragaman diperoleh berdasarkan sifat alami (dasar) dari setiap
komponen campuran dan tehnik pencampurannya serta pengaruh kondisi.
Beberapa tehnik dalam proses pencampuran dapat diuraikan sebagai berikut :
1. Pencampuran secara Mekanik
Pencampuran antara dua atau lebih bahan plastik pada titik cairnya
merupakan praktek proses pemesinan secara langsung. Komposisi campuran
sudah ditemukan dan ditentukan dengan jelas. Pencampuran mekanik molekul
pencampuran harus diatas suhu transisi bahan kaca,Tg, dari unsur plastik yang
menjadi komponen dalam campuran dan diatas suhu cair, Tm, dari unsur
campuran plastik semikristallin. Untuk alasan ekonomi, pencampuran secara
mekanik lebih mendominasi. Ukuran partikel pada fase pemisahan sangat perlu
dipertimbangkan untuk mengoptimalkan kinerja campuran. Biasanya
pencampuran mekanik hanya memproduksi campuran kasar. Sifat campuran
sangat dipengaruhi oleh kecepatan dan suhu pencampuran (Ilham, 2007).
Keseragaman campuran hanya dapat dicapai setelah tahap proses pencairan.
Contoh mesin yang digunakan pada pencampuran mekanik, antara lain :
Two Roll Mill
Two-roll mill terdiri dari dua buah roll horizontal yang paralel dan
berputar pada arah yang berbeda. Jarak antara kedua roll dibuat dengan jarak
tertentu sehingga dapat diatur/distel karena memiliki bantalan blok pada sisi
bagian depan secara berlawanan dengan setelan screw. Roll balik berputar lebih
cepat ketimbang roll maju sesuai perbandingan yang disebut ”friction ratio”.
Friction rasio yang tinggi digunakan untuk menyaring campuran. Putaran roll
menarik campuran kearah jepitan, yang merupakan pembersih pada roll.
Permukaan sisa bagian roll digunakan untuk mengangkut kembali bahan mentah
kearah jepitan untuk proses pencampuran berikutnya. Sebahagian besar kerja
dilakukan dengan lambat pada roll bagian depan selama proses penggabungan
campuran. Air dingin dialirkan melalui rongga roll untuk mendinginkan material
masuk yang mengalami kontak langsung dengan permukaan roll selama proses
Gambar 2.19. Proses pencampuran pada mesin two roll mill
Internal Mixer
Menurut Ilham (2007) Alat penekan bertekanan tinggi seperti internal
mixer digunakan untuk memanaskan dan mestabilkan perubahan campuran. Alat
ini terdiri dari dua buah rotor horizontal yang terbungkus. Kerja yang dilakukan
mesin ini terjadi antar rotor dan antara rotor dengan jaket. Bentuk rotor ini
menyerupai bentuk mesin pencampur axial sepanjang arah maju. Campuran
masuk ke ruang pencampur melalui saluran masuk vertikal yang ditempatkan
pada pengarah penekan yang bergerak secara hidrolik. Permukaan penekan
sebelah bawah merupakan bagian dari ruang pencampuran. Campuran yang sudah
merata disalurkan melalui bagian bawah dinding ruang pencampuran. Terdapat
rongga yang kecil antara kedua rotor yang biasanya dijalankan pada kecepatan
yang berbeda antara rotor dan dinding ruang pencampuran. Dari bentuk rotor dan
gerakan penekan selama proses dapat dipastikan semua partikel campuran
mengalami shear stress yang intensif pada celah (rongga) antara kedua rotor.
2. Solusi Pencampuran (Solution Mixer)
Pada metode ini, bahan plastik yang dicampur akan menyatu bersama
dengan pelarut. Hal ini akan menghilangkan atau paling tidak meminimalisir
permasalahan kinetik yang terjadi selama proses pencampuran yang tidak
sempurna dan perubahan struktur kimia yang disebabkan oleh panas dan shear
stress (Ilham, 2007). Solusi pencampuran sangat bermanfaat untuk pembelajaran
mekanisme dasar kristalisasi dan parameter interaksi.
3. Polimerisasi
Metode polimerisasi digunakan untuk mempersiapkan campuran bahan
plastik, terutama pada polimerisasi emulsi. Bahan-bahan plastik dibutuhkan dalam
bentuk latek atau emulsi. Proses pencampuran bahan latek yang ukurannya sangat
kecil, akan berkurang dalam skala satu mikron atau lebih, saat pemisahan yang
sempurna oleh air. Tidak ada pengaruh panas, tegangan dan bahan pengikat, jika
latek diuapkan atau dibekukan. Campuran bahan plastik yang padat biasanya
dapat diperoleh dengan proses pemisahan antara kedua komponen (Ilham, 2007).
4. Pencampuran Reaksi
Metode pencampuran reaksi merupakan satu metode yang begitu inovatif.
Penggunaan metode ini memudahkan dalam penyamarataan sifat dan
karakteiristik bila terdapat material baru yang memiliki ketidaksesuaian yang
tinggi. Proses ini seringkali melibatkan penambahan bahan reaktif ketiga, seperti
Peningkatan kemampuan campuran reaktif untuk memperlihatkan efek emulsi
rantai plastik atau bahan co-polimer tambahan yang terbentuk selama proses
pencampuran. Campuran yang lebih sempurna dengan tingkat produktif yang
tinggi dapat diperoleh dengan metode ini, tetapi harus melalui pengendalian
proses produksi yang lebih intensif.
2.10.3. Faktor yang Mempengaruhi Sifat Campuran
Menurut Ilham (2007) pada umumnya pencampuran diproses dengan mesin penggulung, mesin penekan, mesin injeksi molding, atau mesin pencampur
yang intensif. Pengembangan mikrostruktur diawali sejak komponen
pencampuran mengalami kontak fisik ketika struktur mengalami pendinginan
selama proses. Dengan kata lain, proses ini mengalami pelelehan campuran,
pembentukan dan pemadatan. Kebanyakan tehnik konvensional pelelehan
campuran menghasilkan campuran yang berbeda fase. Biasanya komponen minor
fase ini dipisahkan dalam bentuk komponen fase yang kontiniu. Jika campuran
dipisahkan pada beberapa temperatur maka domain dari komponen minor akan
mengalami pertambahan ukuran. Dengan pencampuran mekanik, beberapa
molekul komponen yang terpisah secara pemanasan terbuka akan bergabung dan
menjadi domain. Oleh sebab itu campuran mengalami pemisahan fase.
2.10.4. Mesin Pencampur
Secara umum mesin pencampur terdiri dari dua jenis yaitu pencampuran
statis dan pencampuran radial (Ilham, 2007).
Pencampuran jenis ini disebut pencampur tanpa penggerak atau pencampur
statis karena tidak ada bagian mesin yang bergerak. Mesin pencampur statis yang
pertama, diciptakan oleh Sluiters (1965) yaitu mesin pencampur daun banyak.
Pencampuran ini memisahkan aliran dalam saluran segi empat. Peralatan ini
digunakan untuk mencampur resin pekat dan dibuat dari pipa yang panjang.
Peralatan yang panjang memungkinkan terjadinya aliran bergelombang didalam
pipa dan ini menyebabkan butiran pencampuran yang lebih baik.
.
Gambar 2.21 Mixer model Sluiters
Mesin pencampur yang diciptakan oleh Nobel ( U.S. Patent 3,015,425)
digunakan untuk mencampur dua jenis fluida yang dialirkan melalui sebuah
saluran kecil dan kemudian berpisah kedalam dua saluran lain yang terdapat
diujungnya, dan kembali bersatu diujung yang lain. Dengan proses pemisahan dan
penyatuan yang terus menerus, maka pembentukan campuran dari kedua aliran
dapat diperoleh bentuk campuran yang merata. Peralatan yang sama dipatenkan
oleh Schippers ( U.S. Patent 3,206,170), yaitu mempunyai dua aliran untuk setiap
Gambar 2.22 Mixer model Nobel dan model Schippers
Salah satu mesin pencampur statis tanpa gerakan yang dihasilkan secara
komersil ialah “Interfacial Surface Generator”(ISG). Metode pencampuran ini
serupa dengan pencampuran yang dibuat Schippers ( U.S. Patent 3,206,170).
Gambar 2.23 Mixer Interfacial Surface Generator (ISG). (Rauwendall)
b. Mesin Pencampur Radial
Menurut Ilham (2007) mesin pencampur radial ialah mesin pencampur
dimana pencampuran bahan dilakuka n dengan cara berputar dalam bentuk aliran
turbulen atau laminar. Fluida berputar mengelilingi pusat putaran yang
bentuk vektor-vektor kecepatan yang akan memaksa fluida mengalir dari pusat ke
arah dinding luar pipa. Pada saat yang sama, aliran berbalik dan dapat mengarah
BAB III METODOLOGI 3.1. Tahapan Penelitian
Secara skematik tahapan penelitian adalah seperti gambar berikut :
Gambar 3.1 skema tahapan penelitian
Persiapan Bahan Baku
Menghitung jumlah butir bahan baku berdasarkan komposisi
Mencetak specimen dengan mesin Injeksi Molding RN 350
160 oC 180 oC 200 oC
Specimen diuji tarik dengan mesin uji tarik Tarno test UPH 100 kN
Diperoleh data hasil pengujian
Analisa Data
Kesimpulan
3.2. Peralatan
Alat yang digunakan adalah serangkaian mesin yang terdiri dari mesin
injeksi molding, cetakan plastik, mesin uji tarik serta alat pendukung lainnya.
3.2.1 Mesin Plastic Injection Molding
Mesin Plastic Injection Molding adalah suatu alat atau mesin yang
digunakan untuk membentuk suatu perlengkapan dari bahan plastik dengan
menggunakan sistem suntikan, maksudnya adalah bahan dasar yang telah lebih
dulu dicairkan/dilebur pada temperatur tertentu kemudian disuntikkan pada
cetakan melalui saluran masuk dengan tenaga tekan yang diperoleh dari udara
bertekanan yang dihasilkan dari kompresor. Penekanannya menggunakan piston.
Pada penelitian ini digunakanlah mesin Plastic Injection Molding jenis RN
350, adapun spesifikasinya sebagai berikut :
Gambar 3.2 Plastic Injection Molding Type RN 350
3.2.2 Cetakan Plastik
Cetakan Plastik yang digunakan berupa cetakan dua pelat (Two Plate)
yaitu berupa cetakan yang paling sederhana yang memiliki satu bukaan, produk
yang dihasilkan dari cetakan ini yaitu berupa produk specimen uji tarik.
Gambar 3.3 Cetakan Specimen Uji Tarik
Handle penekan
Hopper
Ruang pemanas
Ragum
Landasan Nozzle
Pengatur suhu
Tombol Injeksi
3.2.3 Mesin Uji Tarik
Gambar 3.4 Mesin Uji Tarik
Keterangan gambar 3.3 :
1. Tombol power utama
2. Hand lever
3. Tombol pengatur gaya
4. Skala uji tarik
5. Power off
6. Power on
7. Ragum pencekam
8. Piston uji tarik
Spesifikasi mesin uji tarik Tarno UPH 10 kN :
3.3. Bahan Baku
Bahan baku yang digunakan dalam penelitian ini adalah :
Tabel 3.1 Bahan Baku dan Komposisinya
Bahan Baku Temperatur Leleh Berat/butir Komposisi
Polipropilen (PP) 164 oC 0,017 gr 50 %
Polietilen (PE) 125 oC 0,025 gr 30 %
Polistiren (PS) 107 oC 0,021 gr 20 %
Berat dari masing – masing butir bahan baku diukur menggunakan
timbangan digital. Untuk menghasilkan satu buah specimen diperlukan bahan
baku dengan berat 9,5 gr. Maka untuk komposisi bahan baku dihitung
Polipropilen Polietilen
Polistirene
Gambar 3.5 Bahan Baku
3.4. Proses Pencetakan Plastik
Campuran biji plastik polyprophylene, polyethylene, dan polystirene
dimasukan ke dalam hopper pada mesin injeksi molding untuk dipanaskan hingga
meleleh. Dalam pengujian ini divariasikan temperature injeksinya. Temperature
di setting pada 160°C, 180°C, 200°C mengacu pada temperature leleh yang
tertinggi yaitu polipropilen. Temperatur mold 25oC. Tekanan sebesar 8 bar.
Setelah meleleh plastik tersebut diinjeksikan ke dalam cetakan specimen uji tarik.
dilakukan untuk mendapatkan data yang bersifat objektif dan valid pada saat
pengujian tarik.
Gambar 3.6 Spesimen Uji Tarik yang Dihasilkan
3.5. Cara Pengambilan Data
Cara pengambilan data pada penelitian ini yaitu dengan melakukan
pengujian terlebih dahulu. Spesimen uji tarik diuji pada mesin uji tarik yang
terhubung dengan komputer sehingga setelah pengujian selesai dilakukan, data
hasil pengujian akan didapatkan dengan bantuan proses komputerisasi. Pengujian
ini dimaksudkan untuk mengetahui sifat-sifat mekanis bahan. Deformasi bahan
disebabkan oleh adanya beban tarik adalah dasar dari pengujian dan studi
mengenai kekuatan, hal ini disebabkan beberapa alasan :
1. Mudah dilakukan
2. Menghasilkan tegangan yang seragam pada penampang
3. Kebanyakan bahan mempunyai kelemahan untuk menerima beban
tegangan tarik yang seragam pada penampang. Maka dalam pengujian
Hasil akhir dari penelitian ini adalah data mengenai pengaruh campuran
bahan baku dan variasi temperature injeksi terhadap kekuatan tariknya.
3.6. Kendala-kendala
Pada proses injeksi molding seringkali terjadi gangguan / cacat produk
yang dapat merusak / menganggu penampilan produk. Cacat produk dapat
ditimbulkan berbagai faktor, baik yang bersumber pada faktor desain maupun
parameter injeksinya. Beberapa diantaranya sebagai berikut :
i. Material/bahan dasar
Adapun bahan dasar yang digunakan dalam tugas skripsi ini adalah biji
plastik yaitu Polyethylene, Polypropylene, dan polystyrene yang kemudian
dicampur berdasarkan komposisi yang telah diatur sebelumnya.
Kendala dalam hal ini adalah karena tidak semua bahan baku ditimbang
dengan saksama. Maka ada ukuran yang biji plastik yang lebih besar dari
yang lain maupun sebaliknya sehingga dapat mempengaruhi komposisi.
ii. Mesin Injection Molding RN-350
Berhubung karena mesin yang digunakan sudah mulai rusak dan kurang
perawatan, maka dibutuhkan keteliian dari pengguna. Contohnya seperti
indikator suhu yang ada bisa jadi meragukan, maka ada baiknya apabila
digunakan peralatan tambahan seperti Themokopel dari luar. Selain itu
karena percobaan dimulai dari suhu kamar, kendala lan adalah lamanya
iii. Cetakan
Memang cetakan/mold yang digunakan telah disediakan di laboratorium.
Namun kami melihat kendala pada mold tersebut dimana specimen yang
dihasilkan terkadang susut ataupun memeiliki ruang hampa ditengahnya.
Hal ini disebabkan karena tidak adanya lubang udara keluar pada bagian
ujung belakang dari mold tersebut.
iv. Mesin uji tarik Tarno UPH 10 kN
Sebenarnya untuk pengujian logam mesin ini sangat efektif dan dapat
digunakan. Namun pada pengujian ini kendalan yang kami hadapi teletak
pada ragum/alat penjepit specimen yang ada, sehingga harus dibuat alat
tambahan menyerupai pengait sehingga specimen yang ada dapat diuji dan
tidak mengalami kegagalan.
v. Kompressor udara
Tekanan maximum yang dapat dicapai oleh kompressor adalah 10 bar.
Namun dalam prakteknya yang tercapai hanya 8 bar dan inilah yag
digunakan. Tapi ada juga kendala yang dihadapi yaitu tekanan kompressor
yang akan berkurang ketika digunakan untuk mencetak sebuah specimen
sehingga harus menunggu kompressor kembali untuk memompa udara
BAB IV
DATA DAN ANALISA
4.1. Data Penelitian
Pada penelitian ini specimen dicetak pada mesin Injeksi Molding pada suhu
160oC, 180oC, dan 200oC. Perbandingan campuran bahan baku adalah 50% PP,
30% PE, 20% PS. Pada masing – masing temperatur dicetak sebanyak 3 buah
specimen untuk mendapatkan hasil yang akurat pada saat pengujian tarik.
Temperatur leleh masing – masing campuran, yaitu :
- Polipropilen (PP) 164oC
- Polietilen (PE) 125oC
- Polistiren (PS) 107oC
Berikut ini adalah gambar spesimen setelah dilakukan pengujian tarik.
Gambar 4.2. Spesimen 180oC setelah pengujian tarik
Gambar 4.3. Spesimen 200oC setelah pengujian tarik
Data – data yang diperoleh setelah dilakukan pengujian tarik adalah :
Sifat Mekanis
Sifat Fisis
4.1.1. Sifat Mekanik
Setelah dilakukan pengujian tarik, diperoleh data – data berupa sifat
mekanis spesimen yang meliputi:
• Max stress (tensile strength) : MPa
• Yield stress (kekuatan mulur) : MPa
• Proportional limit (batas elatis) : MPa
• Modulus Elastis : MPa
• Elongation (perpanjangan) : mm/mm atau %
4.1.1.1.Sifat Mekanik Spesimen Temperatur 160oC
Tabel 4.1 Sifat Mekanik Spesimen Temperatur 160oC
Gambar 4.4. Hasil Pengujian Tarik Spesimen 160-1
Gambar 4.6. Hasil Pengujian Tarik Spesimen 160-3
Dari data yang telah diperoleh di laboratorium maka dapat dibuat grafik stress vs strain berikut:
4.1.1.2.Sifat Mekanik Spesimen Temperatur 180oC
Tabel 4.2 Sifat Mekanik Spesimen Temperatur 180oC
180oC Max Stress
Yield Stress
Proportional Limit
Modulus
Elastis Elongation
1 12,59 0,52 0,26 197008,70 13,65 %
2 10,61 9,29 8,76 71006,25 8,60 %
3 10,94 1,09 0,27 140836,84 22,40 %
(dalam MPa)
Gambar 4.9. Hasil Pengujian Tarik Spesimen 180-2
Gambar 4.11. Grafik Stress – Strain Spesimen 180oC (dalam Ms Excel)
4.1.1.3.Sifat Mekanik Spesimen Temperatur 200oC
Tabel 4.3 Sifat Mekanik Spesimen Temperatur 200oC
200oC Max Stress
Yield Stress
Proportional Limit
Modulus
Elastis Elongation
1 7,63 2,4 1,22 42522,70 7,70 %
2 2,22 2,22 1,11 59845,53 4,38 %
3 6,18 0,77 0,51 95080,77 4,63 %
Gambar 4.12. Hasil Pengujian Tarik Spesimen 200-1
Gambar 4.14. Hasil Pengujian Tarik Spesimen 200-3
4.1.2. Sifat Fisis
Sifat fisik spesimen setelah dilakukan pengujian tarik adalah : • Spesimen rapuh pada suhu 2000c
• Spesimen bersifat elastis pada suhu 1600c dan 1800c.
• Banyak terdapat lubang/ruang kosong pada suhu 2000c sehingga kekuatannya jauh berkurang.
• Penyusutan spesimen sangat besar pada suhu 2000c.
• Ketika ditarik tidak langsung putus, tetapi membentuk serat yang banyak dan panjang.
4.1.3. Deformasi Spesimen Setelah Pengujian Tarik
Setelah pengujian tarik dilakukan, specimen mengalami deformasi
berupa perubahan lebar dan tebal specimen.
Tabel 4.4 Deformasi Pada Spesimen
4.2. Analisa Hasil Pengujian 4.2.1. Analisa Kekuatan
Temperatur memainkan peranan yang sangat penting dalam proses
moulding. Jika temperature moldingnya lebih tinggi dari titik leleh plastic, maka
specimen akan rusak, banyak terdapat lubang, dan kekuatannya akan turun
(Wiedemann dan Rothe, 1990).
Dari hasil pencetakan, banyak terdapat lubang pada spesimen yang
mempengaruhi sifat fisis dan mekanis spesimen. Diperoleh juga bahwa makin
tinggi temperature moulding maka penyusutannya juga semakin tinggi dan jumlah
lubang semakin banyak.
Dari data pengujian tarik diperoleh rata – rata tegangan maksimum
(max stress) spesimen untuk masing – masing temperatur.
Temperatur 160oC
Temperatur 180oC
Diperoleh hasil berupa
4.2.2. Analisa Temperatur
Pada setiap temperatur, masing – masing bahan baku mengalami
beberapa kondisi, yaitu :
A. Temperatur 160oC
a. Polipropilen (PP) belum meleleh secara sempurna karena titik leleh PP
pada suhu 164oC. Kekuatannya sudah ada.
b. Polietilen (PE) telah meleleh karena titik leleh PE pada suhu 125oC,
namun belum mengalami degradasi. Kekuatannya masih ada.
c. Polistiren (PE) telah mengalami degradasi karena titik leleh PS pada suhu
107oC. Kekuatannya telah hilang.
B. Temperatur 180oC
a. PP telah meleleh.
b. PE mengalami degradasi.
C. Temperatur 200oC
a. PP telah meleleh namun belum mengalami degradasi. Kekuatannya masih
ada.
b. PE mengalami degradasi.
c. PS mengalami degradasi.
4.3. Perbandingan Kekuatan Campuran (PP,PE,PS) dengan Kekuatan PP Murni
Dalam penelitian ini juga dilakukan pengujian kekuatan tarik terhadap
spesimen PP murni (100%). Spesimen dicetak dengan temperatur molding 160oC,
180oC, dan 200oC. Data – data yang diperoleh sebagai berikut :
4.3.1. Sifat Mekanik Spesimen 160oC
Tabel 4.5 Sifat Mekanik Spesimen Temperatur 160oC
Gambar 4.16. Grafik Stress – Strain Spesimen 160oC (dalam Ms Excel)
4.3.2. Sifat Mekanik Spesimen 180oC
Tabel 4.6 Sifat Mekanik Spesimen Temperatur 180oC
180oC Max Stress
Yield Stress
Proportional Limit
Modulus
Elastis Elongation
1 24,32 18,24 18,24 71035,27 8,63 %
2 33,58 22,18 21,18 71267,08 12,45 %
3 25,09 16,57 15,88 72227,28 14,63 %
Gambar 4.17. Grafik Stress – Strain Spesimen 180oC (dalam Ms Excel)
4.3.3. Sifat Mekanik Spesimen 200oC
Tabel 4.7 Sifat Mekanik Spesimen Temperatur 200oC
200oC Max Stress
Yield Stress
Proportional Limit
Modulus
Elastis Elongation
1 30,88 19,07 18,53 71294,11 12 %
2 25,91 17,53 16,26 78722,54 6,9 %
3 28,95 18,09 17,83 87989,48 6,7 %
Gambar 4.18. Grafik Stress – Strain Spesimen 200oC (dalam Ms Excel)
Dari data pengujian tarik diperoleh rata – rata tegangan maksimum (max
stress) spesimen untuk masing – masing temperatur.
Temperatur 160oC
Temperatur 180oC
Dari hasil pengujian tarik terhadap spesimen PP murni ternyata menghasilkan
kekuatan yang sangat besar bila dibandingkan dengan kekuatan spesimen yang
dicampur.
Sifat fisik yang terbentuk, yaitu :
• Spesimen bersifat elastis – plastis.
• Sedikit terdapat lubang karena bahan bakunya homogen.
• Penyusutannya rendah.
BAB V KESIMPULAN
Dari penelitian ini diperoleh :
5.1.Data Pengujian Tarik
5.1.1 Campuran 50% PP, 30% PE, 20% PS a. Temperatur 160 oC
b. Temperatur 180 oC