PENGARUH VARIASI TEMPERATUR PADA PROSES
PLASTIC INJECTION MOLDING JENIS RN. 350
DENGAN BAHAN BAKU POLYPROPYLENE MURNI,
CAMPURAN POLYPROPYLENE, POLYETHYLENE DAN
POLYSTYRENE
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
EKO BAMBANG
NIM. 080421012
PROGRAM PENDIDIKAN SARJANA EKSTENSI
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT atas hidayah-Nya
memberikan pengetahuan, pengalaman, kesehatan dan kesempatan kepada
penulis, sehingga mampu menyelesaikan tugas akhir ini.
Tugas akhir ini merupakan satu persyaratan guna menyelesaikan
pendidikan untuk meraih gelar Sarjana Teknik pada Departemen Teknik Mesin
Universitas Sumatera Utara. Adapun judul tugas akhir ini adalah
“Pengaruh Variasi Temperatur Pada Proses Plastic Injection Molding RN. 350 Dengan Bahan Baku Polypropylene Murni, Campuran Polypropylene,
Polyethylene dan Polystyrene ”.
Dalam proses pembuatan laporan ini, penulis telah mendapat bimbingan
dan bantuan dari berbagai pihak baik material, spiritual, informasi maupun segi
administrasi. Oleh karena itu penulis mengucapkan terima kasih kepada :
1. Bapak Ir. Syahrul Abda, M.S.c, koordinator Ekstensi Departemen Teknik
Mesin Universitas Sumatera Utara .
2. Bapak Dr. Ing, Ir.Ikhwansyah Isranuri, selaku ketua Departemen Teknik
Mesin Universitas Sumatera Utara
3. Bapak Ir. Alfian Hamsi, Msc, selaku dosen pembimbing penulis yang
dengan sabar telah meluangkan waktu, pemikiran dan tenaga untuk
membimbing serta memberikan arahan hingga selesainya Tugas Sarjana
4. Seluruh Staf Pengajar pada Departemen Teknik Mesin Fakultas Teknik
Universitas Sumatera Utara yang telah memberikan bekal pengetahuan
kepada penulis hingga akhir studi.
5. Seluruh Staff laborautium Teknik Mesin Politeknik Negeri Medan.
6. Orang tua tercinta yang selalu memberikan dorongan, nasehat, kasih
sayang, do’a, dukungan material dan spiritual serta adik, dan teman-teman
yang banyak membantu penulis.
7. Bang Syawal yang banyak membantu penulis dari awal hingga akhir studi
dalam menangani administrasi sekalipun ditengah-tengah kesibukan yang
padat, serta kepada seluruh pegawai lainnya di Departemen Teknik Mesin
FT-USU.
8. Teman-teman mahasiswa antara lain Ariman, Ade Putra, Kurniawan,
Rizky, Sudi, M. Sajali, Roni dan teman-teman lain yang tidak dapat
disebutkan di sini satu-persatu yang telah banyak memberikan bantuan,
support dan inspirasi khususnya angkatan 2008 baik selama masa kuliah
maupun dalam penyelesaian skripsi ini.
9. Semua pihak yang telah membantu dan mendukung dalam menyelesaikan
Penulis sadar bahwa Tugas Akhir ini masih belum sempurna dikarenakan
keterbatasan penulis. Untuk itu penulis tetap mengharapkan saran dan kritik yang
sifatnya membangun untuk kesempurnaan Tugas Akhir ini.
Akhir kata penulis mengucapkan terima kasih.
Medan, Juni 2010
DAFTAR ISI
2.1. Definisi Plastic Injection Molding ……… 4
3.3. Bahan Baku ……… 23
3.4. Cara Menghitung Komposisi Bahan Baku... 24
3.5. Proses Pencetakan Plastik………. 25
3.6. Penjelasan Daerah Pemanasan Plastik... 28
3.7. Cara Pengambilan data ………. 29
3.8. Kendala – kendala……….. 35
BAB IV DATA DAN ANALISA……… 36
4.1. Data Penelitian ………... 36
4.1.1. Sifat Mekanik……… 37
4.2. Sifat Fisik ………... 47
4.3. Analisa Hasil Pengujian ………. 47
4.3.1. Analisa Kekuatan……… 47
4.4. Perbandingan Kekuatan Polypropylene Murni dengan Kekuatan Plastik (50%PP/30%PE/20%PS)...……… 49
4.4.1. Sifat Mekanik……… 50
4.4.2. Sifat Fisik ………. 60
4.4.3. Analisa Kekuatan... ………… 60
BAB V KESIMPULAN DAN SARAN ……….. 62
5.1. Kesimpulan ………... 62
5.2. Saran ………. 63
DAFTAR PUSTAKA ……….. 64
DAFTAR TABEL
Halaman
Tabel 2.1 Sifat-sifat polypropylene... 9
DAFTAR GAMBAR
Halaman
Gambar 2.1 Kelebihan proses PIM Dibandingkan Dengan
Proses –Proses Yang Lain... 4
Gambar 2.2 Keistimewaan proses Plastic Injection Molding ( PIM )... ... 5
Gambar 2.3 Tahapan Proses Plastic Injection Molding ( PIM )... 5
Gambar 2.4 Mesin Injection Molding...……….. 13
Gambar 2.5 Bagian detail plastic injection machine………… 13
Gambar 2.6 Pengisian bahan plastik kedalam cetakan (mold). 14 Gambar 2.7 Masa penenangan mulai pendinginan………….. 15
Gambar 2.8 Pengisian bahan plastik sekaligus pendinginan.... 15
Gambar 2.9 Pembukaan kedua mold sekaligus pengeluaran hasil cetakan………. 16
Gambar 2.10. Kelakuan tarikan bahan polimer... 17
Gambar 2.11. Kelakuan mulur dalam kurva tegangan -regangan... 18
Gambar 3.1 Diagram Alir Tahapan Penelitian……… 19
Gambar 3.2 Plastic Injection Molding Machine - Type RN 350………... 20
Gambar 3.3 Cetakan Specimen Uji Tarik……… 21
Gambar 3.4 Mesin Uji Tarik Universal……….. 21
Gambar 3.5 Polypropylene………. 23
Gambar 3.6 Polyethylene………... 23
Gambar 3.7 Polystyrene………. 23
Gambar 3.8 Plastic Injection Molding Machine Type RN 350………. 25
Gambar 3.10 Lampu Operasi Plastic Injection Molding
Machine Type RN 350…………..………. 26
Gambar 3.11 Tuas Tangan Plastic Injection Molding
Machine Type RN 350…………..………. 26
Gambar 3.12 Tombol kontrol Plastic Injection Molding
Machine Type RN 350…………..………. 26
Gambar 3.13 Cetakan dan produk spesimen uji tarik ... 27
Gambar 3.14 Skema Pencetakan Biji Plastik
50%PP / 30%PE / 20%PS ... 27
Gambar 3.15 Skema Pencetakan Biji Plastik
50%PP / 30%PE /20%PS... 28
Gambar 3.16 Skema pengujian tarik dari awal pembebanan... 29
Gambar 3.17 Gambaran singkat uji tarik dan tegangan yang
Terjadi………. 30
Gambar 3.18 Kurva tegangan–regangan ………. 31
Gambar 3.19 Profil data hasil uji tarik……….. 32
Gambar 3.20 Penentuan tegangan luluh (yield stress) untuk
kurva tanpa daerah linier………. 34
Gambar 3.21 Spesimen Uji tarik... 34
Gambar 3.22 Udara terjebak……….. 35
Gambar 4.1 Spesimen 160 °C (Type A) setelah
pengujian tarik... 36
Gambar 4.2 Spesimen 180 °C(Type A) setelah
pengujian tarik... 37
Gambar 4.3 Spesimen 200 °C (Type A) setelah
pengujian tarik... 37
Gambar 4.4 Hasil Pengujian Tarik Spesimen 160-1A……… 38
Gambar 4.5 Grafik Stress Vs Strain Spesimen 160-1A... 38
Gambar 4.6 Hasil Pengujian Tarik Spesimen 160-2A……… 39
Gambar 4.7 Grafik Stress Vs Strain Spesimen 160-2A... 39
Gambar 4.9 Grafik Stress Vs Strain Spesimen 160-3A... 40
Gambar 4.10 Hasil Pengujian Tarik Spesimen 180-1A………. 41
Gambar 4.11 Grafik Stress Vs Strain Spesimen 180-1A... 41
Gambar 4.12 Hasil Pengujian Tarik Spesimen 180-2A……… 42
Gambar 4.13 Grafik Stress Vs Strain Spesimen 180-2A... 42
Gambar 4.14 Hasil Pengujian Tarik Spesimen 180-3A……… 43
Gambar 4.15 Grafik Stress Vs Strain Spesimen 180-3A... 43
Gambar 4.16 Hasil Pengujian Tarik Spesimen 200-1A……… 44
Gambar 4.17 Grafik Stress Vs Strain Spesimen 200-1A... 44
Gambar 4.18 Hasil Pengujian Tarik Spesimen 200-2A……… 45
Gambar 4.19 Grafik Stress Vs Strain Spesimen 200-2A... 45
Gambar 4.20 Hasil Pengujian Tarik Spesimen 200-3A……… 46
Gambar 4.21 Grafik Stress Vs Strain Spesimen 200-3A... 46
Gambar 4.22 Spesimen 160oC (TypeB) setelah
pengujian tarik...………... 49
Gambar 4.23 Spesimen 180oC (Type B) setelah
pengujian tarik………... 49
Gambar 4.24 Spesimen 200oC (Type B) setelah
pengujian tarik………... 50
Gambar 4.25 Hasil Pengujian Tarik Spesimen 160-1B………. 51
Gambar 4.26 Grafik Stress Vs Strain Spesimen 160-1B... 51
Gambar 4.27 Hasil Pengujian Tarik Spesimen 160-2B………. 52
Gambar 4.28 Grafik Stress Vs Strain Spesimen 160-2B... 52
Gambar 4.29 Hasil Pengujian Tarik Spesimen 160-3B………. 53
Gambar 4.30 Grafik Stress Vs Strain Spesimen 160-3B... 53
Gambar 4.31 Hasil Pengujian Tarik Spesimen 180-1B………. 54
Gambar 4.32 Grafik Stress Vs Strain Spesimen 180-1B... 54
Gambar 4.33 Hasil Pengujian Tarik Spesimen 180-2B………. 55
Gambar 4.34 Grafik Stress Vs Strain Spesimen 180-2B... 55
Gambar 4.35 Hasil Pengujian Tarik Spesimen 180-3B………. 56
Gambar 4.37 Hasil Pengujian Tarik Spesimen 200-1B………. 57
Gambar 4.38 Grafik Stress Vs Strain Spesimen 200-1B... 57
Gambar 4.39 Hasil Pengujian Tarik Spesimen 200-2B………. 58
Gambar 4.40 Grafik Stress Vs Strain Spesimen 200-2B... 58
Gambar 4.41 Hasil Pengujian Tarik Spesimen 200-3B………. 59
BAB I
PENDAHULUAN
1.1.Latar Belakang
Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku
plastik semakin meningkat. Hal ini dikarenakan plastik mempunyai banyak
kelebihan-kelebihan yang mulai diperhitungkan oleh masyarakat. Keunggulan
plastik pada umumnya adalah lebih efisien dibandingkan penggunaan logam atau
kayu dan juga proses pengerjaannya yang relatif sederhana. Selain efisien, plastik
juga lebih ringan, lebih murah dan mudah dibentuk. Salah satu proses yang
digunakan untuk membuat produk dari bahan baku plastik adalah proses injection
molding.
Dalam masa era globalisasi, persaingan dalam industri semakin ketat.
Persaingan ini menyangkut perkembangan bidang teknologi, dimana dengan
adanya perkembangan teknologi dapat menekan biaya produksi suatu produk.
Selain perkembangan teknologi, biaya produksi dipengaruhi oleh bahan baku
yang dipakai, penggunaan listrik, sumber daya manusia dan lain-lain. Oleh karena
itu, untuk menghasilkan suatu produk yang efisien dan dapat bersaing perlu
pertimbangan dalam pembuatan produk tersebut, mulai dari pemilihan bahan
baku, proses pengerjaan, sampai produk yang dihasilkan.
Teknik injection molding harus dapat memenuhi meningkatnya
permintaan akan sebuah produk yang berkwalitas tinggi, namun tetap ekonomis
dari segi harga. Sebuah cetakan harus dapat memenuhi syarat keakuratan ukuran
dan kualitas permukaan, sehingga cetakan (Injection Molding) harus dibuat
dengan ketelitian yang tinggi. Cetakan (Injection Molding) menggunakan bahan
cetakan berkekuatan tinggi yang terbuat dari logam, umumnya baja. Selain itu ada
faktor lainya yang mempengaruhi kwalitas suatu produk yaitu temperatur
pemanasan bahan baku plastik, hal inilah yang mendasari sehingga penulis
dengan bahan baku polypropylene (PP), polyethylene (PE), polystyrene (PS),
dikaitkan dengan produk akhir yang dihasilkan.
1.2.Batasan Masalah
Agar pembahasan lebih mengena dan tidak terjebak dalam pembahasan yang
tidak perlu, maka perlu dibuat batasan masalah. Adapun batasan masalah tersebut
di titik beratkan pada pembahasan yang terkait dengan permasalahan ini yaitu :
1. Bahan baku yang digunakan dalam penelitian ini adalah biji plastik
polypropylene (PP), polyethylene (PE), polystyrene (PS),
2. Biji plastik plastik polypropylene (PP), polyethylene (PE), polystyrene
(PS) dicetak menjadi spesimen uji tarik dengan mesin injeksi molding.
3. Mesin Injeksi molding yang digunakan yaitu mesin injeksi molding jenis
RN.350
4. Spesimen uji tarik diuji dengan menggunakan Universal Tensile Testing
Machine.
1.3.Tujuan dan Manfaat 1.3.1. Tujuan
Tujuan dari penelitian ini adalah :
1. Mengidentifikasi pengaruh temperatur pemanasan terhadap spesimen uji
tarik yang terbuat dari biji plastik murni (polypropylene) dan biji plastik
yang terdiri dari 50% polypropylene, 30% polyethylene, 20% polystyrene,
pada proses injection molding.
2. Mengidentifikasi cacat pada spesimen uji tarik dengan melakukan
perbandingan beberapa spesimen uji tarik yang dihasilkan dari temperatur
pemanasan yang berbeda-beda.
1.3.2. Manfaat
Manfaat dari penelitian ini adalah :
1. Dihasilkan suatu produk dari hasil proses Injection Moulding dengan
variasi temperatur pemanasan dengan bentuk mold yang sederhana yaitu
2. Sumbangan bagi kalangan industri, sehingga mampu memproduksi
plastik dan mengetahui jenis-jenisnya serta proses pengerjaan yang cocok
dengan jenis plastik dan produk yang diinginkan.
3. Sumbangan bagi kalangan akademisi dalam bidang manufaktur tentang
proses pembuatan produk dari plastik (thermoplastic) dan
kesalahan-kesalahan yang sering terjadi pada proses pencetakan plastik.
1.4.Sistematika Penulisan
Sistematika Laporan Tugas Akhir ini memuat tentang isi bab-bab yang dapat
diuraikan sebagai berikut :
-BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang tujuan penelitian, batasan masalah,
manfaat penelitian dan sistematika penulisan.
-BAB II TINJAUAN PUSATAKA
Bab ini berisi tentang hasil penelitian terdahulu yang dapat diambil dari
jurnal, disertasi, tesis dan skripsi yang aktual, selain itu juga berisi landasan teori
yang meliputi konsep-konsep yang relevan dengan permasalahan yang akan
diteliti.
-BAB III METODOLOGI PENELITIAN
Bab ini berisi tentang diagram alur penelitian, alat dan bahan yang
digunakan dalam penelitian, proses pencetakan dengan mesin Injection moulding
dan cara pengambilan data. Dijelaskan juga kendala-kendala yang dihadapi
selama penelitian.
-BAB IV DATA DAN ANALISA
Bab ini berisi tentang data hasil penelitian, analisa serta pembahasannya.
-BAB V KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan hasil penelitian dan saran-saran yang bisa
BAB II
TINJAUAN PUSTAKA
2.1. Definisi Plastic Injection Molding
Plastic Injection Molding ( PIM ) merupakan metode proses produksi yang
cenderung menjadi pilihan untuk digunakan dalam menghasilkan atau memproses
komponen-komponen yang kecil dan berbentuk rumit, dimana biayanya lebih
murah jika dibandingkan dengan menggunakan metode-metode lain yang biasa
digunakan (Boses, 1995). Gambar 2.1 memperlihatkan kemampuan pemrosesan
dan tingkat ketelitian komponen yang dihasilkan dengan PIM dibandingkan
dengan proses-proses lain. Proses ini mampu menghasilkan bentuk rumit dalam
jumlah besar maupun kecil pada hampir semua jenis bahan termasuk logam,
keramik, campuran logam dan plastik.
Salah satu keistimewaan proses PIM ialah kemampuannya dalam
menggabungkan dan menggunakan kelebihan-kelebihan teknologi seperti
kemampuan pembentukan bahan plastik, ketepatan dalam proses pencetakan dan
kebebasan memilih bahan. Hal ini digambarkan pada gambar 2.2. Komponen
yang dihasilkan dengan teknologi PIM kini banyak digunakan dalam industri
otomotif, kimia, penerbangan, listrik, komputer, kedokteran dan peralatan militer.
Gambar 2.1 Kelebihan proses PIM Dibandingkan Dengan Proses - Proses
Serbuk
Binder
Campuran Butiran
Pencetakan
Debinding Sintering Selesai Keluaran
Gambar 2.2 Keistimewaan proses Plastic Injection Molding
( PIM ) (Moller, 1994)
Secara umum proses PIM dibagi menjadi beberapa tahap seperti pada
gambar 2.3 (German, 1990). Proses ini dimulai dengan mencampur serbuk dan
bahan pengikat. Kemudian campuran ini dibutirkan lalu disuntik ke dalam cetakan
(mould) sesuai dengan bentuk yang diinginkan. Komponen yang dihasilkan dari
proses injeksi disebut Green Compact. Bahan pengikat yang digunakan kemudian
dipisahkan melalui proses yang disebut sebagai proses pemisahan (debinding).
Komponen yang telah dibuang bahan pengikatnya disebut Brown Compact, yang
selanjutnya dipanaskan pada suhu di bawah titik didih bahan utama plastik yang
digunakan. Proses ini disebut proses pemanasan (sintering). Komponen hasil
pemanasan lalu didinginkan.
2.2. Pengenalan Bahan Baku
Penemuan ebonite atau karet keras, pada tahun 1839 oleh Charles
Goodyear dan penemuan seluloid oleh J. W. Hyatt sekitar 1869 merupakan awal
perkembangan industri plastik. Pada tahun 1909 bahan yang paling penting yaitu
resin penol formaldehida dikembangkan oleh kelompok yang dipimpin Dr. L.H.
Baekeland. Setelah itu penelitian mengenai bahan sintetis meningkat dengan cepat
dan mulai dikembangkan bahan buatan dengan berbagai sifat fisik. Di Indonesia
pemakaian bahan plastik, baik untuk keperluan industri, rumah tangga,
pengemasan, dan keperluan lainnya meningkat dengan cepat sekitar tahun
1970-an.
Istilah plastik mencakup semua bahan yang mampu dibentuk. Dalam
pengertian modern lebih luas, plastik mencakup semua bahan sintetis organik
yang berubah menjadi plastis setelah dipanaskan dan mampu dibentuk dibawah
pengaruh tekanan. Bahan ini secara bertahap mulai menggantikan gelas, kayu dan
logam di bidang industri bangunan dan digunakan juga sebagai pelapis dan serat
untuk tekstil. (B.H.Amstead, 1991)
Plastik adalah bahan yang dipolimerisasi dengan pelunak, pewarna,
stabiliser, pengisi, dan bahan tambah yang siap untuk diproduksi sesuai dengan
hasil yang diinginkan (Irvin I Rubin, 1972)
Pada dasarnya plastik secara umum digolongkan ke dalam 3 (tiga) macam
dilihat dari temperaturnya, yakni :
1. Bahan Thermoplastik (Thermoplastic) yaitu akan melunak bila dipanaskan
dan setelah didinginkan akan dapat mengeras. Contoh Bahan
Thermoplastik adalah : Polisterin, Polietilen, Nilon, Plastik fleksiglass dan
Teflon.
2. Bahan Thermoseting (Thermosetting) yaitu plastik dalam bentuk cair dan
dapat dicetak sesuai yang diinginkan serta akan mengeras jika dipanaskan
dan tetap tidak dapat dibuat menjadi plastik lagi. Contoh bahan
thermosetting adalah : Bakelit, Silikon dan Epoksi.
3. Bahan Elastis (Elastomer) yaitu bahan yang sangat elastis. Contoh bahan
Beberapa keuntungan plastik adalah :
1. Massa jenis rendah (0,9-2,2 [kg/dm3])
2. Tahan terhdap arus listrik dan panas, memiliki sedikit elektron bebas
untuk mengalirkan panas dan arus listrik.
3. Tahan terhadap korosi kimia karena tidak terionisasi untuk membentuk
elektron kimia. Pada umumnya tahan terhadap larutan kimia, dan logam
juga sangat sukar untuk larut.
4. Mempunyai permukaan dan penampakan yang sangat baik dan mudah
diwarnai.
Kerugian plastik adalah :
1. Modulus elastisnya rendah.
2. Mudah mulur (Creep) pada suhu kamar.
3. Maksimum temperatur nominalnya rendah.
4. Mudah patah pada sudut bagian yang tajam.
Secara umum Thermoplastic tidak tahan terhadap temperatur tinggi, kecuali
Teflon. Bahan-bahan Thermoplastic akan meleleh bila dipanaskan pada
temperatur tinggi, sedangkan pada bahan-bahan Thermosetting tidak terbakar tapi
akan terpisah dan hancur.
Temperatur pelelehan dan pemisahan untuk bahan-bahan plastik jauh lebih
rendah dibandingkan baja. Plastik akan memanjang (Creep) pada temperatur
kamar. Kecenderungan bahan plastik akan mulur bila temperaturnya naik
menunjukkan bahwa perubahan kecil saja pada temperatur dapat mempengaruhi
sifat-sifat fisik bahan. Pengaruh temperatur dan laju regangan pada tegangan tarik
harus dievaluasi dengan baik bila plastik akan digunakan. Pertama terjadi
deformasi elastis seketika, diikuti deformasi melar, setelah waktu tertentu apabila
tegangan hilang dari benda uji sebagian akan kembali ke bentuk semula setelah
waktu yang lama. Cara deformasi seperti ini banyak ditemukan, suatu garis
pendekatan yang sering dipakai untuk berbagai bahan mempergunakan empat
2.2.1. Polyethylene
Polyethylene ini dibuat dengan jalan polimerisasi gas etilen yang dapat
diperoleh dengan memberi hydrogen gas petroleum pada pemecahan minyak
(nafta), gas alam atau asetelin.
polyethylene digolongkan menjadi polyethylene tekanan tinggi, tekanan
medium dan tekanan rendah. Oleh tekanan polimerisasinya atau masing-masing
menjadi polyethylene massa jenis rendah dengan massa jenis 0,910-0,926,
polyethylene massa jenis medium dengan massa jenis 0,926-0,940 dan
polyethylene massa jenis tinggi 0,941-0,965. Menurut massa jenisnya, karenanya
sifatnya erat kaitannya dengan massa jenisnya (kristanilitas) cara polimerisasi
etilen yang berbeda didapat struktur-struktur yang berbeda pula. Pada
polyethylene massa jenis rendah, molekul-molekulnya tidak mengkristal secara
baik tetapi memiliki banyak cabang. Disisi lain polyethylene tekanan rendah
kurang bercabang dan merupakan rantai lurus karena itu massa jenisnya lebih
besar sebab mengkristal secara baik sehingga memiliki kristalinitas tinggi.
Karena kristal yang berbentuk baik itu mempunyai gaya antar molekul yang kuat,
maka bahan ini memiliki kekuatan mekanis yang tinggi dan titik lunak yang tinggi
pula. Berikut ini akan ditunjukkan hubungan antara massa jenis dan sifat-sifat lain
polyethylene.
polyethylene mudah diolah maka dari itu sering di cetak dengan penekanan,
injeksi, ekstruksi, peniupan dan hampa udara. polyethylene massa jenis terendah
terutama digunakan dalam bentuk tipis atau lembaran, misalnya : tas, botol-botol
yang dapat dijepit tabung tinta pada pena, tali senar/dawai, isolator kabel, wadah
alat dapur, botol minyak tanah, dan kantong tempat sampah. Sedangkan
polyethylene massa jenis tinggi digunakan untuk perpipaan, mainan, filament
tenunan dan peralatan rumah tangga. Kedua jenis polyethylene ini memiliki daya
tahan kimia yang sangat baik, sedikit penyerapan uap air dan ketahanan listrik
yang tinggi. Umumnya bahan tambahan (additive) digunkan dalam polyethylene
yaitu karbon hitam sebagai penstabil, pewarna untuk memberikan warna, serat
kaca untuk peningkatan daya lentur, tarik dan karet butyl (butyl rubber) untuk
2.2.2. Polypropylene
Bahan baku polyprophylene di dapat dengan menguraikan petroleum
dengan metode tekanan rendah polyethylene menggunakan katalis zieger-natta
polyprophylene dengan keteraturan ruang dapat diperoleh dari polyprophylene.
Sifat-sifat polyprophylene serupa dengan sifat-sifat polyethylene. Massa
jenisnya rendah (0,90-0,92) termasuk kelompok yang paling ringan diantara bahan
polimer, dapat terbakar bila dinyalakan dibandingkan polyethylene massa jenis
tinggi. Titik lunaknya tinggi sekali (176°C), kekuatan tarik, kekuatan lentur dan
kekuatannya lebih tinggi tetapi tahan impaknya lebih rendah terutama pada
temperatur rendah. Sifat tembus cahayanya pada pencetakan lebih baik dari pada
polyethylene dengan permukaan mengkilap, penyusutannya pada pencetakan
kecil, penampilan dan ketelitian dimensinya lebih baik. Sifat mekaniknya dapat
ditingkatkan sampai batas tertentu dengan jalan mencampurkan serat gelas dan
pemuaian termal juga dapat diperbaiki sampai setingkat dengan bahan
thermoseting. Sifat-sifat listriknya hampir sama dengan sifat-sifat pada
polyethylene. Ketahanan kimianya kira-kira sama bahkan lebih baik dari pada
polyethylene massa jenis tinggi. Ketahanan retak-tegangannya sangat baik. Dalam
hidrokarbon aromatik dan hidrokarbon yang terklorinasi, larut pada 80°C atau
lebih, tetapi pada temperatur biasa hanya membengkak. Oleh karena itu sukar
untuk diolah dengan perekatan dan pencapan seperti halnya dengan polyethylene
yang memerlukan perlakuan tertentu pada permukaannya.
Tabel 2.1 Sifat-sifat Polypropylene
Sifat-sifat Polyprophylene
Kristalinitas
Massa jenis [103Kg.m-3]
Tg [°C]
Tm[°C]
Tegangan Tarik [N.mm-2]
Modulus Tarik [N.mm-2]
Perpanjangan [%]
Catatan
Tg = Temperatur tansisi kaca yaitu temperatur dimana polimer berubah dari
keadaan beku (rigid) ke suatu bahan yang liat (fleksible)
Tm = Temperatur luluh yaitu pada saat kritanilitas tidak tampak (kristanilitas :
Derajat kemungkinan terbentuknya susunan kristal dalam bentuk rantai).
Molekul Polypropylene mengandung atom karbon tertier dengan gugus
metil rantai utama. Atom hidrogen terikat pada atom karbon tertier yang mudah
bereaksi dengan oksigen dan ozon, yang menyebabkan ketahanan oksidasinya
lebih kecil daripada polyethylene. Di lain fihak karena temperatur pengolahan
lebih tinggi daripada polyethylene, oksidasi harus dicegah. Fenol alkil dipakai
sebagai anti oksidasi yang dikombinasikan dengan senyawa belerang organik dan
senyawa amin.
Agar degradasi oleh sinar Ultra Violet secara efektif dapat dikurangi, maka
dicampurkan bubuk karbon sebagai bahan pengabsorb UV. Polypropylene
mempunyai tembus cahaya jauh lebih baik daripada polyethylene, oleh karena itu
dipakai sebagai bahan pada pembuatan film. Dengan mempergunakan bahan
penginti kristal, ukuran kristal dapat dibuat lebih kecil agar lebih transfaran, yang
juga memperbaiki kekakuannya dari kekuatan impaknya pada temperatur rendah.
Sebagai penginti dipergunakan bahan Na, Zn, Al dan garam-garam logam lainnya
dari asam karboksilat aromatik. Permeabilitas gas polypropylene lebih baik dari
pada polyethylene, karena itu perlu berhati-hati untuk mencegah dispersi pada
pengepakan wangi-wangian tersebut. (Tata Surdia, 1999)
2.2.3. Polystyrene
Polystyrene adalah bahan thermoplastik yang khusus diciptakan untuk
setak injeksi dan ekstrusi. Ciri-ciri khasnya ialah berat jenisnya yang rendah
(1,07), daya tahan terhadap air dan zat kimia, stabilitas dimensi dan kemampuan
isolasi. Polystyrene merupakan bahan pengganti karet yang baik untuk isolasi
listrik. Resin polystyrene dapat dicetak menjadi kotak baterai, piring, bagian dari
radio, roda gigi, pola untuk pengecoran, kotak es, kemasan, gelas dan ubin
Sifat-sifat Polystyrene yaitu tidak berwarna dan merupakan resin transparan dapat
diwarnai secara bening. Massa jenisnya lebih rendah dari Polyethylene dan
polyprophylene. Memiliki sifat yang baik sekali terutama bagi frekwensi tinggi,
walaupun kestabilan terhadap cahaya dan sifat tahan cuacanya agak rendah
daripada resin metakrilik. Ketahanan radiasinya sangat baik. Polystyrene mudah
larut dalam keton ester dan pelarut hidrokarbon aromatik, tahan terhadap asam,
alkali, asam klor, asam organik, minyak bumi dan alkohol. Kestabilan panas dan
kecairannya pada pencairan sangat baik, sedangkan barang cetakan yang titik
lunaknya rendah (70°C) memiliki ketahanan impak yang rendah dan bersifat
getas. Ketahanan terhadap retak tegangan, juga kurang baik.
Jenis-jenis Polystyrene antara lain :
a. Polystyrene keperluan umum
Adalah plastik yang paling umum dipakai
b. Polystyrene dengan ketahanan impak tinggi
Kegetasan, yang merupakan kekurangan bagi Polystyrene, telah diperbaiki
terutama dengan jalan mencampurkan 5-20 % karet sintetik atau SBR (Styrene
Butadiene Rubber). Makin banyak kadar karetnya makin baik ketahanan
impaknya sedangkan sebaliknya terjadi pada kekuatan tarik, ketahanan panas,
mampu cetak, kehalusan permukaan dan seterusnya makin berkurang. Untuk
memperbaiki sifat tembus cahaya dari bahan yang dicampur karet, dibuat sehalus
mungkin partikel karet yang didispersikan agar dapat menghindari hamburan
cahaya, dengan itu pula kekuatan impaknya menjadi lebih baik.
c. Polystyrene tahan cahaya
Seperti telah diuraikan diatas, Polystyrene mempunyai ketahanan cahaya yang
buruk, jadi karena cahaya fluoresen dan cahaya matahari langsung menjadi pudar
warnanya dan terdegradasi. Polystyrene keperluan umum tidak cocok untuk
peralatan yang kena sinar atau pengunaan diluar rumah. Jenis ini telah
dikembangkan dengan mencampur zat pengabsorb Ultra Violet dan zat
d. Polystyrene busa
Butan, pentan, heksan dst, dicampurkan sebagai bahan pembusa bagi Polystyrene,
yang dibuat dalam bentuk butiran. Kalau dipanaskan dalam cetakan akan
mengembang menjadi 20-70 kali lebih besar menjadi lunak dan kuat sebagai
barang busa yang tercetak. Kertas stiren yang mempunyai permukaan mengkilat
bagus dibuat dengan menggunakan mesin ekstrusi. Busa Polystyrene terdiri dari
gelembung-gelembung kecil yang bebas sehingga dapat menghalangi panas dan
suara.
Polystyrene akan lunak pada temperatur sekitar 95°C dan menjadi cairan kental
pada 120 -180°C dan menjadi encer diatas 250°C, kemudian terurai diatas
320-330°C. Karena itu, dibanding dengan resin termoplastik lain, bahan ini
mempunyai temperatur dekomposisi termal yang lebih tingi dan kecairanya lebih
baik. Pencetakan injeksi adalah cara yang paling cocok. Akan tetapi karena
tegangan dalam terjadi selama pencetakan, maka perlu penganilan yang tepat.
Yaitu dipanaskan pada temperatur lebih rendah dari temperatur ketahanan
panasnya (70-80°C) kemudian didinginkan perlahan-lahan. (Tata Surdia, 1999)
2.3. Pencetakan (Molding)
Mekanisme proses injection molding diawali dengan bahan baku yang
ada di hopper turun untuk memasuki rongga ulir pada screw. Screw akan
bergerak untuk membawa butiran plastik menuju barrel untuk melelehkan butiran
plastik. Langkah berikutnya, cetakan ditutup dan screw didorong maju oleh piston
untuk mendorong lelehan plastik dari screw chamber melalui nozzle masuk ke
dalam cetakan. Lelehan plastik yang telah diinjeksi mengalami pengerasan karena
energi panasnya diserap oleh dinding cetakan yang berpendingin air. Setelah
proses pendinginan dan kekakuan produk cukup maka screw bergerak mundur
untuk melakukan pengisian barrel. Pada saat itu, clamping unit akan bergerak
untuk membuka cetakan. Produk dikeluarkan dengan ejector. Setelah itu, cetakan
siap untuk diinjeksi kembali. Gambar 2.4 memperlihatkan mekanisme injection
Gambar 2.4 Mesin Injection Molding
Gambar 2.5 Bagian detail plastic injection machine
Enam langkah utama yang biasanya dilakukan pada proses Injection
Molding :
1. Pengapitan
Suatu mesin Injeksi memiliki tiga bagian utama, yaitu cetakan, pengapit
dan unit penyuntik. Unit pengapit adalah pemegang cetakan yang mengalami
tekanan selama proses penyuntikan dan pendinginan. Pada dasarnya, pengapit ini
memegang kedua belah cetakan bersama-sama.
2. Suntikan
Pada saat penyuntikan, material plastik umumnya dalam bentuk
butiran/pellet, diisi kedalam suatu wadah saluran tuang (hopper) yang terdapat
bagian atas unit mesin. Butir/pellet ini disuap ke dalam silinder untuk dipanaskan
hingga mencair. Di dalam silinder (barrel) terdapat mesin screw (berputar) yang
mencampur bahan butiran/pellet cair dan mendorong campuran ke bagian ujung
silinder. Ketika material yang dikumpulkan di ujung screw telah cukup, proses
penyuntikan dimulai. Plastik yang dicairkan dimasukkan kedalam cetakan melalui
suatu nozzle injector, ketika tekanan dan kecepatan diatur oleh screw tersebut.
Sebagian mesin injeksi menggunakan suatu pendorong sebagai pengganti screw.
Mold Nozzle Injector Hopper
Screw
Barrel Heaters
3. Penenangan
Tahap ini adalah waktu penenangan sesaat setelah proses penyuntikan.
Plastik cair telah disuntik kedalam cetakan dan tekanan dipertahankan untuk
meyakinkan segala sisi rongga cetakan telah terisi secara sempurna.
Mold Nozzle Injector Hopper
Screw
Barrel Heaters
Gambar 2.7 Masa penenangan mulai pendinginan
4. Pendinginan
Plastik didinginkan didalam cetakan untuk mendapatkan bentuk padatnya
didalam cetakan. Pada proses ini sekaligus pengisian ulang bahan plastik dari
hopper ke dalam barrel dengan screw yang berputar.
Mold Nozzle Injector Hopper
Screw
Barrel Heaters
5. Cetakan Dibuka
Unit pengapit dibuka, yang memisahkan keduabelah cetakan
Mold Nozzle Injector Hopper
Screw Barrel Heaters
Gambar 2.9 Pembukaan kedua mold sekaligus pengeluaran hasil cetakan
6. Pengeluaran
Pena dan plat ejector mendorong dan mengeluarkan hasil cetakan dari
dalam cetakan. Geram dan sisa pada sisi-sisi hasil cetakan yang tidak dipakai
dapat didaur ulang untuk digunakan pada pencetakan berikutnya.
2.4. Kekuatan Tarik
Kekuatan tarik adalah salah satu sifat dasar dari bahan. Hubungan
tegangan-regangan pada kekuatan tarik memberikan nilai yang cukup berubah
tergantung pada laju tegangan, temperatur, lebaman dst, sebab dalam bahan
polimer sifat-sifat viskoelastik mempunyai kekhasan seperti dinyatakan diatas,
Pada bahan thermoplastik kelakuan demikian sangat berubah dengan penyearahan
molekul rantai dalam bahan. Umunya kekuatan tarik dari bahan polimer lebih
rendah daripada umpamanya baja 70 kgf/mm2, duralumin 44 kgf/mm2 dan
sebagainya. Kekuatan tarik nilon 66 adalah 6,5 - 8,4 kgf/mm2 dan PVC 3,5-6,3
kgf/mm2. Pada resin biasa seperti Polystyrene, Polyethylene dan Polypropylene
kekuatan tariknya antara 0,7-8,4 kgf/mm2. Sedangkan pada film dan serat sangat
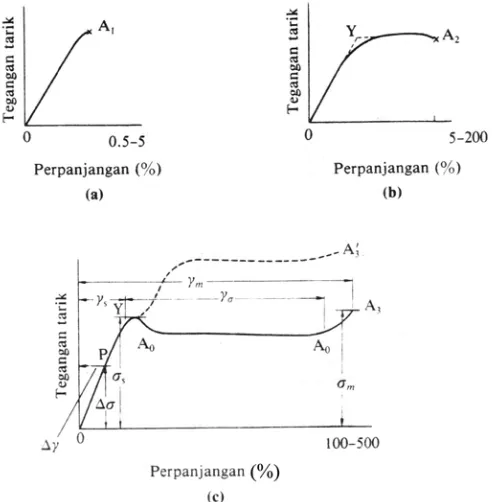
Gambar 2.10 menunjukan kekuatan tarik dari bahan polimer dalam bentuk
kurva tegangan-regangan menurut kehasannya lunak atau besar, lemah atau kuat,
getas atau liat. Dilihat dari kelakuan mulurnya ada tiga jenis kurva tegangan –
regangan seperti ditunjukkan pada gambar 2.11.
Seperti ditunjukkan oleh garis OA1 pada (a) laju perpanjangan agak
rendah dan meningkat sampai 0,5-2 % pada saat patah menunjukkan hubungan
lurus. Bahan yang termasuk kelompok ini adalah fenol, urea, melamin, polister tak
jenuh, epoksi dan resin stiren yang bersifat patah getas.
Pada jenis selanjutnya, yang ditunjukkan pada (c), OY adalah lurus
sampai titik mulur pada Y, tetapi setelah itu memberikan perpanjangan yang besar
sampai 100 -1000%, dan sebelum patah tegangan tarik meningkat cepat.
Kadang-kadang peningkatan terakhir ini tidak dapat teramati. Bahan yang termasuk
kelompok ini adalah polyethylene, polypropylene, polyacetal dan lainnya yang
terdiri dari molekul rantai.
Jenis (b) ada di antara (a) dan (c) yang tidak menunjukkan penurunan
bebas setelah titik mulur seperti halnya ditunjukkan pada (c) tetapi hanya satu titik
infleksi, jadi beban meningkat dan akhirnya mengakibatkan patah. Bahan yang
termasuk jenis ini adalah resin ABS, Asetat, resin fluoro,dst.
Kelakuan bahan tersebut diatas berlaku pada temperatur kamar (200C). Kelakuan
tersebut akan berubah banyak apabila temperatur berubah.
Gambar 2.11 Kelakuan mulur dalam kurva tegangan-regangan
Resin termoset seperti resin fenol menunjukkan kelakuan semacam pada
(a), walaupun temperatur berubah sampai batas tertentu, sedangkan resin
thermoplastik sering berubah dari kelakuan (a) ke (c) apabila temperatur
meningkat.
Dari setiap gambar tersebut, konstanta perbandingan antara tegangan dan
regangan pada bagian lurus OY adalah modulus elastic yaitu modulus elastic
Young. Modulus elastic Young pada bahan polimer terletak di daerah 0,1-21 x 102
kgf/mm2 .
Harga tersebut lebih rendah daripada baja yaitu 200x102 kgf/mm2. Akan
tetapi kalau molekul rantai cukup terarah seperti serat, maka harga tersebut diatas
menjadi lebih besar hampir menyamai logam. Deformasi oleh penarikan sampai
patah berbeda banyak tergantung pada jenis dan temperatur. Pada 20ºC
perpanjangannya ada pada daerah luas yaitu 0,5 – 700%. Kebanyakan thermoset,
kurang dari 5%. Pada resin thermoplastic berkristal kebanyakan menunjukkan tipe
BAB III
METODOLOGI
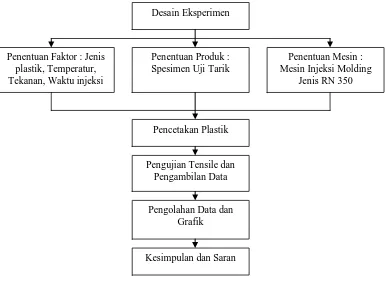
3.1. Tahapan Penelitian
Secara skematik tahapan penelitian adalah seperti gambar 3.1
Gambar 3.1 Diagram Alir Tahapan Penelitian
3.2. Peralatan
Alat yang digunakan adalah serangkaian mesin yang tediri dari mesin
Injeksi molding, Cetakan plastik, Mesin uji tarik serta alat pendukung lainnya.
3.2.1 Mesin Plastic Injection Molding
Mesin Plastic Injection Molding adalah suatu alat atau mesin yang
digunakan untuk membentuk suatu perlengkapan dari bahan plastik dengan
menggunakan system suntikan, maksudnya adalah bahan dasar yang telah lebih
dulu dicairkan / dilebur pada temperatur tertentu kemudian disuntikan pada
cetakan melalui saluran masuk dengan tenaga tekan yang diperoleh dari udara
bertekanan yang dihasilkan dari kompresor. Penentuan Faktor : Jenis
plastik, Temperatur, Tekanan, Waktu injeksi
Penentuan Produk : Spesimen Uji Tarik
Penentuan Mesin : Mesin Injeksi Molding
Jenis RN 350 Desain Eksperimen
Pencetakan Plastik
Pengujian Tensile dan Pengambilan Data
Pengolahan Data dan Grafik
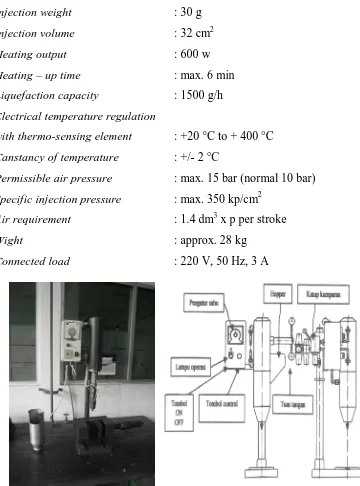
Pada penelitian ini digunakanlah Mesin Plastic Injection Molding jenis
RN 350, adapun spesifikasinya sebagai berikut :
Injection weight : 30 g
Injection volume : 32 cm2
Heating output : 600 w
Heating – up time : max. 6 min
Liquefaction capacity : 1500 g/h
Electrical temperature regulation
with thermo-sensing element : +20 °C to + 400 °C
Canstancy of temperature : +/- 2 °C
Permissible air pressure : max. 15 bar (normal 10 bar)
Specific injection pressure : max. 350 kp/cm2
Air requirement : 1.4 dm3 x p per stroke
Wight : approx. 28 kg
Connected load : 220 V, 50 Hz, 3 A
Gambar 3.2 Plastic Injection Molding Machine Type RN 350
3.2.2 Cetakan Plastik
Cetakan Plastik yang digunakan berupa cetakan dua pelat (Two Plate)
yaitu berupa cetakan yang paling sederhana yang memiliki satu bukaan, produk
yang dihasilkan dari cetakan ini yaitu berupa produk spesimen uji tarik.
Gambar 3.3 Cetakan Specimen Uji Tarik (Politeknik Negeri Medan, 2011)
3.2.3 Mesin Uji Tarik Universal
Untuk melakukan pengujian tarik digunakanlah mesin uji tarik universal
yang terhubung dengan computer.
Gambar 3.4 Mesin Uji Tarik Universal (Politeknik Negeri Medan, 2011)
1
2 3 4
5 6
Keterangan gambar 3.4 :
1. Tombol power utama
2. Hand lever
3. Tombol pengatur gaya
4. Skala uji tarik
5. Power off
6. Power on
7. Ragum pencekam
8. Piston uji tarik
Adapun Spesifikasi mesin tersebut antara lain :
Nama Mesin : Universal Tensile Testing Machine
Model : Tarno Grocki
Tahun Pembuatan : 1989
Manufactued : Wilhelm Herm. Holm
Export Association of German
Gaya max : 100 kN
Stroke : 250 mm
3.3. Bahan Baku
Bahan baku yang digunakan dalam penelitian ini adalah Polypropylene
(PP), Polyethylene (PE), Polystyrene (PS).
Gambar 3.5 Polypropylene (Politeknik Negeri Medan, 2011)
Gambar 3.6 Polyethylene (Politeknik Negeri Medan, 2011)
3.4. Cara Menghitung Komposisi Bahan Baku
Pada peneltian ini digunakan biji plastik dengan formulasi sebagai berikut:
1. Biji plastik polypropylene murni
2. Biji plastik 50% polypropylene / 30% polyethylene / 20% polystyrene yang
dilelehkan secara bersamaan pada proses pencetakan plastik menjadi
spesimen uji tarik.
Tabel 3.1 Bahan Baku dan Komposisinya
Bahan Baku *Temperatur
Leleh Berat/butir Komposisi
Polypropylene (PP) 160-175 oC 0,017 gr 50 %
Polyethylene (PE) 109-125 oC 0,025 gr 30 %
Polystyrene (PS) 74-104 oC 0,021 gr 20 %
*Sumber
Berat dari masing – masing butir bahan baku diukur menggunakan
timbangan digital. Untuk menghasilkan satu buah spesimen diperlukan bahan
baku dengan berat 9,5 gr. Maka untuk komposisi bahan baku yang terdiri dari Biji
plastik 50% polypropylene / 30% polyethylene / 20% polystyrene dapat dihitung
sebagai berikut :
• 50% Polypropylene
= 100
50
x 9,5 gr
= 4,75 gr
• 30% Polyethylene
= 100
30
x 9,5 gr
• 20% Polystyrene
= 100
20
x 9,5 gr
= 1,9 gr
3.5. Proses Pencetakan Plastik
Berikut ini akan diuraikan proses pencetakan spesimen uji tarik dengan
menggunakan mesin injeksi molding jenis RN 350.
1. Hubungkan arus listrik ke mesin injeksi molding, lalu tekan tombol on.
2. Biji plastik polypropylene murni tanpa campuran dimasukan kedalam
hopper pada mesin Injeksi molding untuk dipanaskan hingga meleleh.
Gambar 3.8 Plastic Injection Molding Machine Type RN 350
3. Temperatur di setting pada 160°C. Handle pengatur temperatur pada
mesin injeksi molding jenis RN 350 ditunjukkan oleh tanda anak panah
berwarna merah
handle pengatur temperatur
Gambar 3.9 Plastic Injection Molding Machine Type RN 350
5. Biarkan biji plastik meleleh, hal ini ditandai dengan menyalanya lampu
operasi.
Lampu operasi
Gambar 3.10 Lampu operasi Plastic Injection Molding Machine Type RN 350
6. Turunkan tuas tangan agar ujung nozel tepat diatas lubang cetakan,
kemudian tahan agar posisinya tidak bergeser.
Gambar 3.11 Tuas tangan Plastic Injection Molding Machine Type RN 350
7. Tekan tombol kontrol pada panel kontrol dan udara yang bertekanan
dilepaskan melalui silinder. Tekanan dipertahankan selama tombol
ditekan hingga plastik memenuhi seluruh rongga cetakan. Ketika udara
dilepaskan, silinder kembali keposisi semula.
8. Biarkan selama 5 menit agar plastik didalam cetakan mengeras.
Kemudian buka cetakan dan dihasilkanlah sebuah spesimen uji tarik
Gambar 3.13 Cetakan dan produk Spesimen uji tarik
9. Lakukan hal yang sama dengan merubah temperatur cetak menjadi 180°C
dan 200 °C. Pada setiap temperatur dicetak 3 buah spesimen uji tarik.
Untuk mencetak spesimen uji tarik dengan bahan baku 50% PP / 30% PE /
20% PS, langkah kerjanya sama seperti cara mencetak plastik dengan bahan baku
polypropylene murni, semua bahan baku tersebut dimasukkan kedalam hopper,
lalu temperatur pemanasannya diatur pada 160 °C, setelah lampu operasi menyala
menandakan plastik telah meleleh dan temperatur 160 °C telah tercapai maka
dilakukanlah penyuntikan plastik kedalam cetakan dan dicetaklah spesimen uji
tarik sebanyak 3 buah. Begitu juga proses yang dilakukan untuk mencetak
spesimen uji tarik pada temperatur 180 °C dan 200 °C. Kita tinggal mengatur
temperaturnya dengan memutar handle pengatur temperatur pada mesin injeksi
molding dan kemudian dibuatlah 3 buah spesimen untuk masing-masing
temperatur.
Gambar 3.14 Skema Pencetakan Spesimen Uji Tarik dari biji plastik
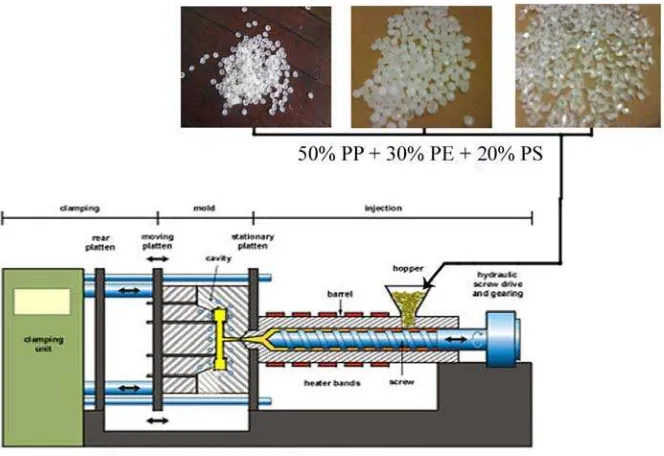
3.6. Penjelasan Daerah Pemanasan Plastik
Gambar 3.15 Skema Pencetakan Spesimen Uji Tarik dari biji plastik
50%PP / 30%PE / 20%PS
Dengan melihat gambar skema diatas (Gambar 3.15) kita dapat
mengetahui bahwa biji plastik yang terdiri dari 50%PP / 30%PE / 20%PS
dimasukan secara bersamaan ke dalam hopper, kemudian biji-biji plastik tersebut
akan memasuki rongga-rongga barrel dan karena adanya heater bands yang
dipasang di sisi-sisi barrel maka biji plastik tersebut akan meleleh pada saat proses
pemanasan, setelah seluruh biji plastik tersebut meleleh maka screw akan
mendorong lelehan plastik tersebut untuk diinjeksikan kedalam cetakan (mold)
spesimen uji tarik dengan cara menepatkan ujung nozzle ke lubang saluran
cetakan. Setelah seluruh rongga cetakan terisi lelehan plastik nozzle dilepaskan
dari cetakan dan didiamkan selama 5 menit agar plastik yang berada didalam
cetakan mengeras, kemudian cetakan dibuka, maka dihasilkanlah spesimen uji
3.7. Cara Pengambilan Data
Untuk mengetahui sifat-sifat mekanik dari suatu material, maka yang
harus dilakukan adalah pengujian terhadap material tersebut. Dalam dunia industri
tentu akan menjadi sangat boros bila dilakukan pengujian dari setiap barang yang
ingin diketahui sifat mekaniknya. Ada beberapa uji mekanik yang bisa dilakukan
untuk mengetahui sifat-sifat material, antara lain uji tarik (tensile test), uji tekan
(compression test), uji torsi/ puntir (torsion test), uji fatigue, dll. Dari sekian
pengujian yang dapat dilakukan untuk mengetahui sifat material, uji tarik menjadi
pengujian paling disukai untuk dilakukan karena dari satu pengujian dapat
diketahui lebih banyak sifat material dari satu pengujian tersebut.
Uji tarik mungkin dapat dikatakan pengujian yang paling mendasar.
Pengujian ini sangat sederhana, tidak mahal dan telah mengalami standarisasi di
seluruh dunia, baik dari metode pengujian, bentuk spesimen yang di uji dan
metode perhitungan dari hasil pengujian tersebut. Dengan menarik suatu material
secara perlahan-lahan, kita akan mengetahui reaksi dari material tersebut terhadap
pembebanan yang diberikan dan seberapa panjang material tersebut bertahan
sampai akhirnya putus.
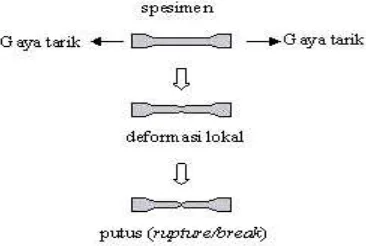
Cara pengambilan data pada penelitian ini yaitu dengan melakukan
pengujian pada mesin uji tarik. Spesimen uji tarik diuji pada mesin uji tarik yang
terhubung dengan computer sehingga setelah pengujian selesai dilakukan, data
hasil pengujian akan didapatkan dengan bantuan proses komputerisasi.
Gambar 3.16 Skema pengujian tarik dari awal pembebanan
Dari uji tarik, banyak sifat-sifat yang bisa kita ketahui dibandingkan
pengujian lain. Dari hasil penarikan material hingga material tersebut putus, kita
dapat mengetahui data yaitu berupa tegangan tarik versus pertambahan panjang
dari material yang kita uji.
Gambar 3.17 Gambaran singkat uji tarik dan tegangan yang terjadi
pada tanggal 28 November 2010)
Biasanya yang menjadi fokus perhatian adalah kemampuan maksimum bahan
tersebut dalam menahan beban. Kemampuan ini umumnya disebut “Ultimate
Tensile Strenght” disingkat dengan UTS, dalam bahasa Indonesia disebut
tegangan tegangan tarik maksimum.
Pada tahap sangat awal dari uji tarik, hubungan antara beban atau gaya yang
diberikan berbanding lurus dengan perubahan panjang bahan tersebut. Ini disebut
daerah linier atau linier zone. Di daerah ini, kurva pertambahan panjang vs beban
mengikuti aturan Hooke sebagai berikut :
Rasio tegangan (stress) dan regangan (strain) adalah konstan
Stress :
E = ε σ
dimana :
F : Gaya tarikan (kN)
A : Luas penampang (mm2)
L
∆ : Pertambahan panjang (mm)
L : Panjang awal (mm)
ε : Regangan
σ : Tegangan (Mpa)
E : Modulus Elastisitas (Gpa)
Selanjutnya kita dapatkan gambar, yang merupakan kurva standar ketika
melakukan eksperimen uji tarik. E adalah gradien kurva dalam daerah linier, di
mana perbandingan tegangan ( )σ dan tegangan (ε ) selalu tetap. E diberi nama
“Modulus Elastisitas “ atau “Young Modulus”. Kurva yang menyatakan antara
strain dan stress seperti ini kerap disingkat kurva SS (SS curve).
Gambar 3.18 Kurva tegangan–regangan
pada tanggal 28 November 2010)
Untuk keperluan kebanyakan analisa teknik, data yang didapatkan dari uji tarik
Gambar 3.19 Profil data hasil uji tarik
pada tanggal 28 November 2010)
Dengan berpedoman pada hasil uji tarik seperti pada gambar 3.19 kita
dapat membahas istilah mengenai sifat-sifat mekanik bahan. Asumsikan bahwa
kita melakukan uji tarik mulai dari titik 0 sampai D sesuai dengan arah panah
dalam gambar.
Deformasi plastis (plastic deformation)
Yaitu perubahan bentuk yang tidak kembali ke keadaan semula. Pada gambar 3.19
yaitu bila bahan ditarik sampai melewati batas proporsional dan mencapai daerah
landing.
Tegangan luluh atas σuy (upper yield stress)
Tegangan maksimum sebelum bahan memasuki fase landing peralihan deformasi
elastis ke plastis.
Tegangan luluh bawah σ ly (lower yield stress)
Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase deformasi
plastis. Bila hanya disebut tegangan luluh (yield stress), maka yang dimaksud
Regangan elastis εy (yield strain)
Regangan permanen saat bahan akan memasuki fase deformasi plastis.
Regangan elastis ε e (elastic strain)
Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban dilepaskan
regangan ini akan kembali keposisi semula.
Regangan plastis εp (plastic strain)
Regangan yang diakibatkan perubahan plastis. Pada saat beban dilepaskan
regangan ini tetap tinggal sebagai perubahan permanent bahan.
Regangan total (total strain)
Merupakan gabungan regangan plastis dan regangan elastis, εT = εe + εp
Perhatikan dengan arah OABE. Pada titik B, regangan yang ada adalah regangan
total. Ketika beban dilepaskan, posisi regangan ada pada titik E dan besar
regangan yang tinggal (OE) adalah regangan plastis.
Tegangan tarik maksimum TTM (UTS, Ultimate tensile strength)
Pada gambar 3.19 ditunjukan dengan titik C (σβ), merupakan besar tegangan
maksimum yang didapatkan dalam uji tarik.
Kekuatan patah (fracture strength)
Pada gambar 3.19 ditunjukkan dengan titik D, merupakan besar tegangan dimana
bahan yang diuji putus atau patah.
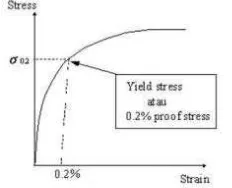
Tegangan luluh pada data tanpa batas jelas antara perubahan elastis dan plastis.
Untuk hasil uji tarik yang tidak memiliki daerah linier dan landing yang jelas,
regangan permanent sebesar 0.2 %, regangan ini disebut offset-strain (Gambar
3.20).
Gambar 3.20 Penentuan tegangan luluh (yield stress) untuk kurva tanpa daerah
linier
pada tanggal 28 November 2010)
Prosedur pengujian :
1. Mempersiapkan alat dan bahan yang diperlukan
2. Meletakkan spesimen uji tarik pada mesin uji tarik dan atur jarum
penunjuk skala pada angka nol.
3. Menghidupkan mesin dan mengamati perubahan yang terjadi baik pada
grafik yang muncul dilayar komputer maupun pada jarum penunjuk skala.
4. Menambahkan beban pada spesimen uji tarik yang diberikan dengan
kecepatan konstan hingga spesimen uji tarik putus.
5. Menghentikan mesin uji tarik dan melepaskan spesimen dari ragum
pencekam dan mengukur pertambahan panjang yang terjadi pada spesimen
tersebut.
6. Menganalisa data yang telah didapat dari hasil pengujian dengan bantuan
proses komputerisasi.
3.7. Kendala-kendala
Pada proses injeksi molding seringkali terjadi gangguan / cacat produk
yang dapat merusak / menganggu penampilan produk. Cacat produk dapat
ditimbulkan berbagai faktor, baik yang bersumber pada faktor desain maupun
parameter injeksinya. Untuk mengatasi cacat tersebut tentunya harus disesuaikan
dengan bentuk dan jenis gangguan atau cacat yang ditimbulkan dan pengaruhnya
pada produk. Cacat yang sering terjadi pada penelitian ini yaitu udara terjebak
(Air Traped). Cacat yang terjadi akibat udara terjebak dalam cetakan akan
membentuk produk yang tidak terisi penuh hal ini menyebabkan produk tidak
dapat digunakan untuk pengujian tarik.
Udara yang terjebak
Gambar 3.22 Udara terjebak
Hal ini dapat terjadi karena beberapa hal :
1. Kecepatan aliran dan tekanan terlalu tinggi sehingga udara tidak sempat
keluar dari dalam rongga cetakan.
2. Holding pressure terlalu rendah.
BAB IV
DATA DAN ANALISA
4.1. Data Penelitian
Pada Bab ini akan dibahas bagaimana analisa grafik hasil pengujian tarik
pada :
3. Biji plastik polypropylene murni yang dicetak pada temperatur 160°C,
180 °C dan 200 °C. (Type A)
4. Biji plastik 50% polypropylene, 30% polyethylene dan 20% polystyrene
yang dilelehkan secara bersamaan pada proses pencetakan plastik menjadi
spesimen uji tarik dengan temperatur pencetakannya yaitu pada 160 °C,
180 °C dan 200 °C. (Type B)
Untuk masing-masing temperatur dicetak sebanyak 3 buah spesimen sehingga
mendapatkan hasil yang akurat pada pengujian tarik.
Berikut ini adalah gambar spesimen setelah dilakukan pengujian tarik.
Gambar 4.2. Spesimen 180 °C (Type A) setelah pengujian tarik
Gambar 4.3. Spesimen 200 °C (Type A) setelah pengujian tarik
4.1.1. Sifat Mekanik
Setelah dilakukan pengujian tarik, diperoleh data – data berupa sifat
mekanis spesimen yang meliputi:
• Max stress (tensile strength) : MPa
• Yield stress (kekuatan mulur) : MPa
• Proportional limit (batas elatis) : MPa
• Modulus Elastis : MPa
Berikut ini disajikan hasil pengujian tarik untuk tiap-tiap spesimen.
Spesimen 160-1 (PP Murni)
Gambar 4.4. Hasil Pengujian Tarik Spesimen 160-1A
Dari hasil pengujian tarik untuk spesimen 160-1A dapat diketahui :
Max. Stress : 22.15 Mpa
Yield Stress : 15.51 Mpa
Proportional Limit : 14.12 Mpa
Elastic Modulus : 73163.09 Mpa
Elongation : 6.70 %
Gambar 4.5. Grafik Stress VS Strain Spesimen 160-1A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa
Spesimen 160-2 (PP Murni)
Gambar 4.6. Hasil Pengujian Tarik Spesimen 160-2A
Dari hasil pengujian tarik untuk spesimen 160-2A dapat diketahui :
Max. Stress : 24.67 Mpa
Yield Stress : 15.98 Mpa
Proportional Limit : 15.51 Mpa
Elastic Modulus : 70953.39 Mpa
Elongation : 11.27 %
Gambar 4.7. Grafik Stress VS Strain Spesimen 160-2A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 160-3 (PP Murni)
Gambar 4.8. Hasil Pengujian Tarik Spesimen 160-3A
Dari hasil pengujian tarik untuk spesimen 160-3A dapat diketahui :
Max. Stress : 17.25 Mpa
Yield Stress : 12.94 Mpa
Proportional Limit : 12.26 Mpa
Elastic Modulus : 95574.89 Mpa
Elongation : 6.52 %
Gambar 4.9. Grafik Stress VS Strain Spesimen 160-3A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 180-1 (PP Murni)
Gambar 4.10. Hasil Pengujian Tarik Spesimen 180-1A
Dari hasil pengujian tarik untuk spesimen 180-1A dapat diketahui :
Max. Stress : 24.32 Mpa
Yield Stress : 18.24 Mpa
Proportional Limit : 18.24 Mpa
Elastic Modulus : 71035.27 Mpa
Elongation : 8.63 %
Gambar 4.11. Grafik Stress VS Strain Spesimen 180-1A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 180-2 (PP Murni)
Gambar 4.12 Hasil Pengujian Tarik Spesimen 180-2A
Dari hasil pengujian tarik untuk spesimen 180-2A dapat diketahui :
Max. Stress : 33.58 Mpa
Yield Stress : 22.18 Mpa
Proportional Limit : 21.28 Mpa
Elastic Modulus : 71267.08Mpa
Elongation : 12.45 %
Gambar 4.13. Grafik Stress VS Strain Spesimen 180-2A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 180-3 (PP Murni)
Gambar 4.14. Hasil Pengujian Tarik Spesimen 180-3A
Dari hasil pengujian tarik untuk spesimen 180-3A dapat diketahui :
Max. Stress : 25.09 Mpa
Yield Stress : 16.57 Mpa
Proportional Limit : 15.88 Mpa
Elastic Modulus : 72227.28Mpa
Elongation : 14.63 %
Gambar 4.15. Grafik Stress VS Strain Spesimen 180-3A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 200-1 (PP Murni)
Gambar 4.16. Hasil Pengujian Tarik Spesimen 200-1A
Dari hasil pengujian tarik untuk spesimen 200-1A dapat diketahui :
Max. Stress : 30.88 Mpa
Yield Stress : 19.07 Mpa
Proportional Limit : 18.53 Mpa
Elastic Modulus : 71294.11Mpa
Elongation : 12.00 %
Gambar 4.17. Grafik Stress VS Strain Spesimen 200-1A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 200-2 (PP Murni)
Gambar 4.18. Hasil Pengujian Tarik Spesimen 200-2A
Dari hasil pengujian tarik untuk spesimen 200-2A dapat diketahui :
Max. Stress : 25.91 Mpa
Yield Stress : 17.53 Mpa
Proportional Limit : 16.26 Mpa
Elastic Modulus : 78722.54 Mpa
Elongation : 6.90 %
Gambar 4.19. Grafik Stress VS Strain Spesimen 200-2A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 200-3 (PP Murni)
Gambar 4.20. Hasil Pengujian Tarik Spesimen 200-3A
Dari hasil pengujian tarik untuk spesimen 200-3A dapat diketahui :
Max. Stress : 28.95 Mpa
Yield Stress : 18.09 Mpa
Proportional Limit : 17.83 Mpa
Elastic Modulus : 87989.48 Mpa
Elongation : 6.70 %
Gambar 4.21. Grafik Stress VS Strain Spesimen 200-3A (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
4.2. Sifat Fisik
• Spesimen bersifat elastis – plastis.
• Sedikit terdapat lubang karena bahan bakunya homogen.
• Penyusutannya rendah.
• Ketika ditarik langsung putus tanpa membentuk serat.
4.3. Analisa Hasil Pengujian 4.3.1. Analisa Kekuatan
Temperatur memainkan peranan yang sangat penting dalam proses
moulding. Jika temperatur moldingnya lebih tinggi dari titik leleh plastik, maka
spesimen akan rusak, banyak terdapat lubang, dan kekuatannya akan turun
(Wiedemann dan Rothe : 1990).
Dari hasil pencetakan, banyak terdapat lubang pada spesimen yang
mempengaruhi sifat fisik dan mekanis spesimen. Diperoleh juga bahwa makin
tinggi temperatur moulding maka penyusutannya juga semakin tinggi dan jumlah
lubang semakin banyak.
Dari data pengujian tarik diperoleh rata – rata tegangan maksimum (max
stress) spesimen untuk masing – masing temperatur.
180
Dalam hal ini, kekuatan akan meningkat apabila temperatur pemanasan
dinaikkan, namun kenaikannya tidak terlalu tinggi. Dari hasil pengujian tarik
terhadap spesimen Polypropylene (PP) murni ternyata pada pengujian spesimen
yang dicetak pada temperatur 200 °C menghasilkan kekuatan yang lebih besar
bila dibandingkan dengan spesimen yang dicetak pada temperatur 160 °C ataupun
180°C. Hal ini dapat diketahui dari rata-rata tegangan maksimumnya yang lebih
besar yaitu 28,58 Mpa. Dimana tegangan maksimum ini menjadi fokus perhatian
4.4. Perbandingan Kekuatan Plastik Polypropylene (PP) Murni dengan Kekuatan Plastik (50% PP / 30%PE / 20%PS)
Dalam penelitian ini juga dilakukan pengujian kekuatan tarik terhadap
spesimen yang terbuat dari bahan baku 50% PP / 30% PE / 20% PS yang secara
besamaan dicetak menjadi spesimen uji tarik. Temperatur cetak diatur pada
160°C, 180°C, 200°C, spesimen yang dicetak sebanyak 3 spesimen pada tiap-tiap
temperatur.
Berikut ini adalah gambar spesimen setelah dilakukan pengujian tarik.
Gambar 4.22. Spesimen 160oC (Type B) setelah pengujian tarik
Gambar 4.24. Spesimen 200oC (Type B) setelah pengujian tarik
4.4.1. Sifat Mekanik
Setelah dilakukan pengujian tarik, diperoleh data – data berupa sifat
mekanis spesimen yang meliputi:
• Max stress (tensile strength) : MPa
• Yield stress (kekuatan mulur) : MPa
• Proportional limit (batas elatis) : MPa
• Modulus Elastis : MPa
Spesimen 160-1 (50%PP / 30%PE / 20%PS)
Gambar 4.25. Hasil Pengujian Tarik Spesimen 160-1B
Dari hasil pengujian tarik untuk spesimen 160-1B dapat diketahui :
Max. Stress : 13.50 Mpa
Yield Stress : 1.45 Mpa
Proportional Limit : 0.48 Mpa
Elastic Modulus : 61156.55 Mpa
Elongation : 13.67 %
Gambar 4.26. Grafik Stress VS Strain Spesimen 160-1B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 160-2 (50%PP / 30%PE / 20%PS)
Gambar 4.27. Hasil Pengujian Tarik Spesimen 160-2B
Dari hasil pengujian tarik untuk spesimen 160-2B dapat diketahui :
Max. Stress : 13.98 Mpa
Yield Stress : 6.02 Mpa
Proportional Limit : 4.82 Mpa
Elastic Modulus : 93352.63 Mpa
Elongation : 8.68 %
Gambar 4.28. Grafik Stress VS Strain Spesimen 160-2B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 160-3 (50%PP / 30%PE / 20%PS)
Gambar 4.29. Hasil Pengujian Tarik Spesimen 160-3B
Dari hasil pengujian tarik untuk spesimen 160-3 dapat diketahui :
Max. Stress : 17.35 Mpa
Yield Stress : 15.91 Mpa
Proportional Limit : 11.81 Mpa
Elastic Modulus : 70124.18 Mpa
Elongation : 7.40 %
Gambar 4.30. Grafik Stress VS Strain Spesimen 160-3B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 180-1 (50%PP / 30%PE / 20%PS)
Gambar 4.31. Hasil Pengujian Tarik Spesimen 180-1B
Dari hasil pengujian tarik untuk spesimen 180-1B dapat diketahui :
Max. Stress : 10.94 Mpa
Yield Stress : 1.09 Mpa
Proportional Limit : 0.27 Mpa
Elastic Modulus : 140836.84 Mpa
Elongation : 22.40 %
Gambar 4.32. Grafik Stress VS Strain Spesimen 180-1B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 180-2 (50%PP / 30%PE / 20%PS)
Gambar 4.33. Hasil Pengujian Tarik Spesimen 180-2B
Dari hasil pengujian tarik untuk spesimen 180-2B dapat diketahui :
Max. Stress : 12.59 Mpa
Yield Stress : 0.52 Mpa
Proportional Limit : 0.26 Mpa
Elastic Modulus : 197008.70 Mpa
Elongation : 13.65 %
Gambar 4.34. Grafik Stress VS Strain Spesimen 180-2B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 180-3 (50%PP / 30%PE / 20%PS)
Gambar 4.35. Hasil Pengujian Tarik Spesimen 180-3B
Dari hasil pengujian tarik untuk spesimen 180-3B dapat diketahui :
Max. Stress : 10.61 Mpa
Yield Stress : 9.29 Mpa
Proportional Limit : 8.76 Mpa
Elastic Modulus : 71006.25 Mpa
Elongation : 8.60 %
Gambar 4.36. Grafik Stress VS Strain Spesimen 180-3B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 200-1 (50%PP / 30%PE / 20%PS)
Gambar 4.37. Hasil Pengujian Tarik Spesimen 200-1B
Dari hasil pengujian tarik untuk spesimen 200-1B dapat diketahui :
Max. Stress : 7.63 Mpa
Yield Stress : 2.44 Mpa
Proportional Limit : 1.22 Mpa
Elastic Modulus : 42522.70 Mpa
Elongation : 7.70 %
Gambar 4.38. Grafik Stress VS Strain Spesimen 200-1B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 200-2 (50%PP / 30%PE / 20%PS)
Gambar 4.39. Hasil Pengujian Tarik Spesimen 200-2B
Dari hasil pengujian tarik untuk spesimen 200-2B dapat diketahui :
Max. Stress : 2.22 Mpa
Yield Stress : 2.22 Mpa
Proportional Limit : 1.11 Mpa
Elastic Modulus : 59845.53 Mpa
Elongation : 4.38 %
Gambar 4.40. Grafik Stress VS Strain Spesimen 200-2B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji
Spesimen 200-3 (50%PP / 30%PE / 20%PS)
Gambar 4.41. Hasil Pengujian Tarik Spesimen 200-3B
Dari hasil pengujian tarik untuk spesimen 200-3B dapat diketahui :
Max. Stress : 6.18 Mpa
Yield Stress : 0.77 Mpa
Proportional Limit : 0.51 Mpa
Elastic Modulus : 95080.77 Mpa
Elongation : 4.63 %
Gambar 4.42. Grafik Stress VS Strain Spesimen 200-3B (dalam Ms. Excel )
Berdasarkan bentuk grafik hasil pengujian dapat diketahui bahwa spesimen uji