STUDI TEMPERATUR OPTIMAL TERHADAP SIFAT MEKANIK DENGAN CAMPURAN BAHAN
POLYPROPYLENE DAN POLYETHYLENE PADA PROSES MIXING
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
]
WAHID TARIGAN NIM. 080421043
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
STUDI TEMPERATUR OPTIMAL TERHADAP SIFAT MEKANIK DENGAN CAMPURAN BAHAN
POLYPROPYLENE DAN POLYETHYLENE PADA PROSES MIXING
WAHID TARIGAN NIM. 080421043
Diketahui / Disyahkan : Disetujui oleh :
DepartemenTeknik Mesin Dosen Pembimbing, Fakultas Teknik USU
Ketua,
PENELITIAN PENGARUH TEMPERATUR
TERHADAP KEKUATAN TARIK PADA
CAMPURAN BAHAN POLYPROPYLENE
DAN POLYETHYLENE DENGAN
PROSES MIXING
WAHID TARIGAN
NIM : 080421043
Telah Disetujui dari Hasil Seminar Skripsi Pada Tanggal 6 April 2011
Pembanding I, Pembanding II,
DEPARTEMEN TEKNIK MESIN AGENDA : 257 /TS/2010 FAKULTAS TEKNIK USU DITERIMA TGL. : / /2010
MEDAN PARAF :
TUGAS SARJANA
N A M A : WAHID TARIGAN
N I M : 080421043
MATA PELAJARAN : METALURGI SERBUK
SPESIFIKASI : KAJIAN TEMPERATUR OPTIMAL PADA PROSES MIXING DENGAN VARIASI TEMPERATUR DAN KOMPOSISI UNTUK PEMAKAIAN PLASTIC INJECTION MOLDING.
DIBERIKAN TANGGAL : 08 November 2010
SELESAI TANGGAL : 26 Maret 2011
MEDAN, 26 Maret 2011
KETUA DEPARTEMEN TEKNIK MESIN, DOSEN PEMBIMBING,
KATA PENGANTAR
Puji dan syukur kita panjatkan kehadirat Tuhan Yang Maha Kuasa, atas segala karunia dan anugerah-Nya yang senantiasa diberikan sehingga penulis dapat menyelesaikan skripsi ini.
Skripsi ini merupakan salah satu syarat untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera Utara. Adapun Skripsi yang dipilih, diambil dari mata kuliah Metalurgi Serbuk, yaitu “Studi Temperatur Optimal Terhadap Sifat Mekanik Dengan Campuran Bahan Polypropiline Dan Polyethylene Pada Proses Mixing”.
Dalam penulisan skripsi ini, penulis telah berupaya dengan segala kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh dari perkuliahan, menggunakan literatur serta bimbingan dan arahan dari Dosen Pembimbing.
Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Bapak. Ir. Alfian Hamsi, M.Sc. sebagai dosen pembimbing yang telah banyak meluangkan waktunya dan dengan sabar membimbing saya hingga tugas ini dapat terselesaikan.
2. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri dan Bapak Ir. Syahril Gultom, MT, selaku Ketua dan Sekretaris Departemen Teknik Mesin, Fakultas Teknik USU.
3. Bapak Edy, dan Bapak Aman, dari Laboratorium Kimia Polimer MIPA USU yang telah berkenan membantu penulis dalam pembutan spesimen dan pengujian tarik.
4. Bapak/Ibu Staff Pengajar dan Pegawai Departemen Teknik Mesin Fakultas Teknik USU.
Fiance) atas doa dan dukungan yang selalu menyertai saya dalam menyelesaikan pendidikan ini.
6. Kepada teman-teman mahasiswa teknik mesin khususnya stambuk 2006 (Ricky dan Richard) yang selalu mendukung penulis dalam menyelesaikan tugas skripsi ini.
Penulis menyadari bahwa Tugas Sarjana ini masih jauh dari sempurna, oleh karena itu penulis mengharapkan kritik dan saran yang sifatnya membangun demi penyempurnaan di masa mendatang.
Akhir kata, penulis berharap semoga tulisan ini bermanfaat bagi kita semua.
Medan, Maret 2011 Penulis,
ABSTRAK
DAFTAR ISI
HALAMAN JUDUL
LEMBARAN PENGESAHAN DARI D0SEN PEMBIMBING LEMBARAN PENGESAHAN DARI DOSEN PEMBANDING SPESIFIKASI TUGAS
BAB I PENDAHULUAN 1.1. Latar Belakang 1.2. Perumusan Masalah 1.3. Tujuan dan Manfaat
1.3.1 Tujuan 1.3.2 Manfaat
1.4. Sistematika Penulisan
BAB II TINJAUAN PUSTAKA 2.1. Pencampuran 2.2. Defenisi Hot Press
2.3. Defenisi Plastic Injection Molding 2.4. Pengenalan Bahan Baku
2.5. Pemanfaatan Polimer 2.6. Bahan Baku
2.7. Sifat Mekanik Polimer 2.7.1Kekuatan (Strength) 2.7.2Elongation
2.7.4Ketangguhan (Toughness)
2.8. Perilaku Thermoplastik Saat Dideformasi
BAB III METODOLOGI
3.1. Tahapan Penelitian 3.2. Alat dan Bahan
3.2.1Alat
3.2.1.1. Mixer
3.2.1.2. Neraca Analitik 3.2.1.3. Hydraulic Hot Press 3.2.1.4. Cetakan
3.2.1.5. Mesin Uji Tarik 3.2.2Bahan Baku
3.3. Pembuatan Spesimen
3.3.1Penimbangan Komposisi Formula 3.3.2Pembuatan Campuran Polimer 3.3.3Pembuatan Film Spesimen
3.3.4Karakteristik Campuran Polypropylene dan Polyethylene . 3.4. Cara pengambilan Data
BAB IV DATA DAN ANALISA 4.1. Analisis Visual Spesimen 4.2. Hasil Uji Mekanik Spesimen
4.3. Perbandingan Kekuatan Campuran (Polypropylene + Polyethylene) dengan Polypropylene murni dan Polyethylene murni
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan
5.2. Saran
DAFTAR TABEL
Tabel 2.1 Sifat Fisik, Mekanis dan Thermal dari Polyethylene Tabel 2.2 Sifat Fisik, Mekanis dan Thermal dari Polypropylene Tabel 3.1 Bahan Baku dan Karakteristiknya
Tabel 3.2 Sampel Hasil Variasi Komposisi Volume Bahan dengan Variasi Temperatur
Tabel 4.1 Data Hasil Uji Tarik/Uji Mulur Spesimen ASTM D638 Type IV
Tabel 4.2 Sifat Mekanik Spesimen
DAFTAR GAMBAR
Gambar 2.1 Proses Pencampuran Pada Mesin Two Roll Mill Gambar 2.2 Proses Pencampuran Pada Internal Mixer
Gambar 2.3 Tahapan Proses Plastic Injection Molding (PIM) Gambar 2.4 Penggunaan Polimer Pada Kehidupan Sehari-hari
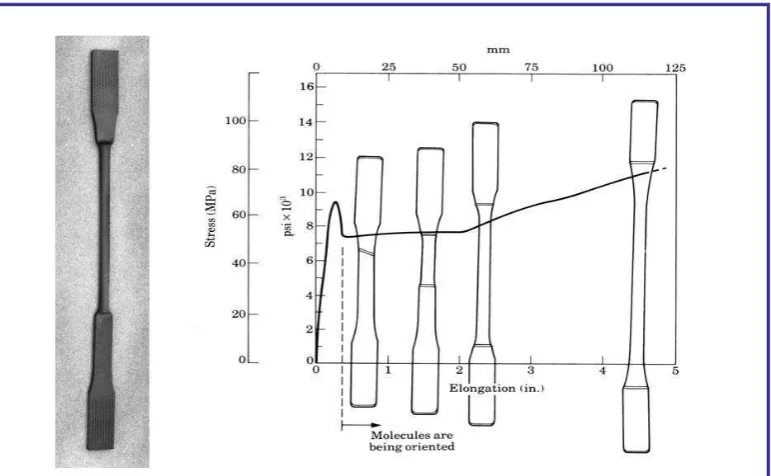
Gambar 2.5 Spesimen Uji Tarik Dan Perilaku Polimer Thermoplastik Saat Mengalami Pembebanan di Mesin Uji Tarik
Gambar 2.6 Kurva Tegangan Regangan Suatu Polimer Thermoplastik Gambar 2.7 Perilaku Elastik Polimer Thermoplastik
Gambar 2.8 Perilaku Plastik Polimer Thermoplastik
Gambar 2.9 Penciutan dan Kristalisasi Polimer Thermoplastik Amorphous Gambar 2.10 Deformasi Pada Polimer Setelah Pengujian Tarik
Gambar 2.11 Perbandingan Kekuatan Baja dengan Thermoplastik Gambar 3.1 Diagram Tahapan Penelitian
Gambar 3.2 Internal Mixer Gambar 3.3 Neraca Analitik Gambar 3.4 Hydraulic Hot Press
Gambar 3.5 Cetakan Standard ASTM D638 tipe IV Gambar 3.6 Mesin Uji Tarik
Gambar 3.7 Bahan Baku Polypropylene (PP) Gambar 3.8 Bahan Baku Polyethylene (PE) Gambar 3.9 Hasil Campuran Polimer
Gambar 3.10 Campuran Polimer Pada Cetakan Sebelum Ditekan Dengan Hydraulic Hot Press
Gambar 3.11 Diagram Pohon Sampel Hasil Variasi Komposisi Volume Bahan Baku Dengan Variasi Temperatur
Gambar 4.2 Kurva Tegangan-Regangan Kondisi Optimum pada 80% PP : 20%PE 165oC spesimen a
Gambar 4.3 Kurva Tegangan-Regangan Kondisi Optimum pada 70% PP : 30%PE 170oC spesimen a
Gambar 4.4 Kurva Tegangan-Regangan Kondisi Optimum pada 80% PP : 20%PE 175oC spesimen b
Gambar 4.5 Kurva Tegangan-Regangan Kondisi Optimum pada 80% PP : 20%PE 180oC spesimen c
Gambar 4.6 Sifat Material Dari Kurva Tegangan-Regangan Polimer Termoplastik
Gambar 4.7 Film Spesimen Polypropylene Murni Gambar 4.8 Film Spesimen Polyethylene Murni Gambar 4.9 PP 100% pada spesimen b
Gambar 4.10 PE 100% pada spesimen a
Gambar 4.11 Kurva Tegangan-Regangan kondisi optimum pada PP 100% murni spesimen b
ABSTRAK
BAB I PENDAHULUAN
1.1.Latar Belakang
Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku plastik semakin meningkat. Hal ini dikarenakan plastik mempunyai banyak kelebihan-kelebihan yang mulai diperhitungkan oleh masyarakat. Keunggulan plastik pada umumnya adalah lebih efisien dibandingkan penggunaan logam atau kayu dan juga proses pengerjaannya yang relatif sederhana. Selain efisien, plastik juga lebih ringan, lebih murah dan mudah dibentuk. Salah satu proses yang digunakan untuk membuat produk dari bahan baku plastik adalah proses injection molding.
Dalam rangka memenuhi kebutuhan manusia pada berbagai bidang kegiatan diperlukan bermacam-macam jenis barang, mulai dari yang sederhana dengan persyaratan mutu sederhana pula sampai dengan barang dengan persyaratan mutu sangat tinggi. Barang tersebut dapat dibuat dari bahan alam, bahan sintetik atau campuran/kombinasi kedua jenis bahan tersebut.
Namun, tidak jarang dijumpai kasus - kasus pada penggunaan barang – barang yang berbahan baku plastik yang membuat penggunaan tersebut kurang efisien seperti, mudah pecah, rapuh, tidak ulet, dan tidak tahan terhadap beban yang tidak terlalu berat, sehingga dibutuhkan suatu perubahan pada proses pembuatan barang – barang yang berbahan baku plastik tersebut, seperti komposisi campuran bahan baku plastik, proses pencampuran bahan baku, pemilihan temperatur optimal pada saat pencampuran untuk pemakaian injection molding, sehingga didapat hasil yang lebih baik. Hal ini lah yang mendasari sehingga penulis melakukan penelitian studi temperatur optimal terhadap campuran bahan polypropilene dan polyetilene pada proses mixing untuk pemakaian plastic injection molding. Dimana, penelitian ini bertujuan untuk mendapatkan suatu formula/komposisi campuran bahan baku plastik yang sangat baik untuk selanjutnya dipakai pada proses injection molding dengan memvariasikan komposisi perbandingan volume campuran dan temperature pada saat dilakukan proses pencampuran, kemudian memilih variasi yang paling optimal.
1.2.Perumusan Masalah
Dalam penyusunan skripsi ini perlu ditentukan batasan masalah agar pembahasan lebih fokus. Batasan masalah tersebut dititikberatkan pada bahan baku, komposisi bahan baku, temperatur proses pencampuran dan pengujian tarik. Secara rinci, batasan masalah tersebut, yaitu :
1. Pencampuran bahan baku yaitu biji plastik polypropylene (PP), polyethylene (PE) dengan komposisi perbandingan volume:
b. Formula 2 (Polypropylene 70% + polyethylene 30%) c. Formula 3 (Polypropylene 60% + polyethylene 40%)
2. Variasi temperatur mixer yang digunakan pada proses pencampuran bahan baku formula 1, formula 2, formula 3 adalah 160°C, 165°C, 170°C, 175°C, 180°C .
3. Mencetak 3 spesimen tiap masing – masing formmula/campuran dengan menggunakan mesin hydraulic hot press dengan cetakan standart ASTM D 638 Tipe IV
4. Spesimen yang dihasilkan dihitung sifat mekanisnya menggunakan mesin uji tarik.
1.3.Tujuan dan Manfaat 1.3.1. Tujuan
Tujuan dari penelitian ini adalah :
1. Mengidentifikasi temperatur optimal terhadap campuran polypropilene dan polyetilene pada proses mixing untuk pemakaian injection moldding 2. Mengidentifikasi pengaruh temperatur mixer pada proses pencampuran
bahan baku plastik untuk pemakaian injection molding terhadap produk akhir.
1.3.2. Manfaat
Manfaat dari penelitian ini adalah :
1. Dihasilkan suatu produk dari hasil proses Mixing dengan variasi temperatur mixer dengan bentuk mold yang sederhana yaitu berupa spesimen uji tarik yang dicetak dengan menggunakan mesin hot press. 2. Sumbangan bagi kalangan industri, sehingga mampu memproduksi
plastik dengan mengetahui jenis-jenisnya dan proses pengerjaan yang cocok dengan jenis plastik dan produk yang diinginkan.
3. Sumbangan bagi kalangan akademisi dalam bidang manufaktur tentang proses pembuatan berbagai produk dari plastik (thermoplastic) dan kesalahan-kesalahan yang sering terjadi pada realita di lapangan.
1.4.Sistematika Penulisan
Sistematika Laporan Tugas Akhir ini memuat tentang isi bab-bab yang dapat diuraikan sebagai berikut :
-BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang tujuan penelitian, batasan masalah, manfaat penelitian dan sistematika penulisan.
-BAB II TINJAUAN PUSATAKA
-BAB III METODOLOGI PENELITIAN
Bab ini berisi tentang diagram alur penelitian, alat dan bahan yang digunakan dalam penelitian, proses pencampuran dengan menggunakan mesin mixer, proses pencetakan dengan mesin hot press dan cara pengambilan data. Dijelaskan juga kendala-kendala yang dihadapi selama penelitian.
-BAB IV HASIL DAN PEMBAHASAN
Bab ini berisi tentang data hasil penelitian, analisa serta pembahasannya.
-BAB V KESIMPULAN DAN SARAN
BAB II
TINJAUAN PUSTAKA
2.1. Pencampuran
2.1.1. Teori Pencampuran
Dalam proses rekayasa industri, pencampuran adalah operasi unit yang melibatkan memanipulasi sistem fisik heterogen, dengan maksud untuk membuatnya lebih homogen. Contoh Familiar termasuk pemompaan air di kolam renang untuk menghomogenkan suhu air, dan mengaduk adonan pancake untuk menghilangkan benjolan.
Dalam
menggabungkan dua zat atau lebih yang berbeda tanpa reaksi kimia yang terjadi (obyek tidak menempel satu sama lain). Sementara tak ada perubahan fisik dalam suatu pencampuran, properti kimia suatu pencampuran, seperti dapat menyimpang dari komponennya. Pencampuran dapat komponen aslinya secara mekanis. Pencampuran dapat bersifat homogen atau heterogen.
keseragaman diharapkan dalam kondisi yang optimal dalam cetakan berikutnya dan kegiatan sintering.
Tujuan pencampuran adalah untuk melapisi partikel dengan pengikat, untuk memutus aglomerat, dan untuk mencapai distribusi seragam pengikat dan ukuran partikel seluruh bahan baku. Selanjutnya beberapa komponen dari binder harus tipis dan tersebar diantara partikel, untuk mendapatkan ini beberapa detail harus menjadi pertimbangan yang penting. Untuk binder thermoplastic pencampuran dilakukan pada temperatur yang lebih tinggi/menengah karena disini gaya gunting yang terjadi cukup dominan.
Pencampuran dapat diklasifikasikan menjadi beberapa jenis, yaitu sebagai berikut:
a. Pencampuran cairan larut
Campuran cairan larut adalah pencampuran sederhana fisik terdiri penggabungan dua atau lebih material hingga partikel, bagian, atau tetes masing-masing komponen disebarluaskan dalam satu sama lain secara memuaskan. Tingkat pencampuran atau keintiman dari partikel adalah masalah penilaian subjektif seperti apa yang diperlukan. Data yang spesifik yang dibutuhkan meliputi:
• Proporsi relatif dari cairan yang akan dicampur.
• Waktu yang tersedia untuk mendapatkan akhir campuran.
memperpanjang jangka waktu, tenaga kuda input bisa berkurang, atau sebaliknya meningkatkan tenaga kuda input akan mengurangi campuran waktu.
Jumlah turnovers batch yang diperlukan untuk mencapai memuaskan campuran sangat variabel. Sebagai contoh, 12 turnovers harus memberikan campuran cairan mudah larut viskositas dan densitas yang sama seperti alkohol dan air. Namun, sebanyak 36 turnovers mungkin diperlukan untuk mudah larut dari viskositas cairan yang sangat berbeda seperti glukosa dan air.
b. Suspensi padat
Suspensi padat adalah juga pekerjaan fisik yang melibatkan pencampuran sederhana menangguhkan padatan tidak larut dalam cairan. Data yang spesifik yang dibutuhkan meliputi:
• Persentase padatan, ukuran partikel, dan kecepatan pengaturan di kaki per detik.
• Kemudahan membasahi dari zat padat (Lihat juga Dispersi)
• Jenis suspensi yang dibutuhkan (a) suspensi seragam dari semua partikel, atau (b) suspensi off-bawah semua padatan.
c. Dispersi
volume dapat sangat bervariasi. Baling-baling konvensional atau turbin pada baling-baling khas dan kecepatan turbin yang memadai dalam beberapa aplikasi. Di lain, impeler kecepatan tinggi memperkenalkan geser yang lebih tinggi dan intensitas yang lebih besar dari agitasi yang diinginkan untuk memenuhi masalah menyebar dalam jangka waktu yang wajar. Beberapa aplikasi dapat menyebar rutin, yang lain mungkin memerlukan data eksperimen untuk menentukan tipe terbaik dari mixer.
Data tambahan yang diperlukan termasuk :
• Jenis dispersi (cair-cair, padat dalam bentuk cair, gas dalam cair). • Relatif jumlah setiap tahap.
• Viskositas produk akhir, jika diketahui, bersama dengan rincian kondisi viskositas sementara atau interim yang lebih ekstrim dari kondisi awal atau akhir.
• Tingkat penambahan satu komponen ke lain, dan di mana urutan.
• Jika padatan yang hadir, beberapa ekspresi untuk kemudahan atau kesulitan pembasahan. Beberapa bahan yang bersifat halus cahaya cenderung mengapung di permukaan cairan, sedangkan yang lain mungkin cenderung untuk membentuk aglomerat yang menolak pembasahan lengkap. Kedua kondisi membutuhkan intensitas lebih besar agitasi untuk menyelesaikan dispersi.
suspensi padatan. Sebuah perubahan waktu yang tersedia memiliki pengaruh yang sangat sedikit pada tingkat daya kuda karena bahan tersebut biasanya tersebar secepat itu ditambahkan. Dalam lebih daya kuda aplikasi tingkat dan sulit waktu yang tersedia biasanya memiliki hubungan yang pasti karena tidak perlu hanya untuk geser tinggi tetapi untuk omset memadai.
• Kehalusan dispersi perlu dihasilkan oleh mixer. Hal ini berlaku untuk dispersi padat dalam cairan dan biasanya ditunjuk sebagai ukuran mikron partikel. Beberapa dispersi dianggap lengkap bila hanya halus dalam penampilan, yang lainnya mungkin memerlukan pengurangan aglomerat dengan ukuran mikron tertentu maksimal. Aglomerat terbentuk setelah entrainment awal padatan dapat dikurangi lebih mudah sampai titik tertentu, setelah pengurangan lebih lanjut menjadi sangat lambat dengan tingkat daya kuda konvensional. Dalam kondisi ini, jika waktu adalah penting, tenaga kuda tinggi khusus, geser tinggi, mixer omset tinggi akan diperlukan. Jika pengolahan berikutnya (atau pengurangan partikel dalam jenis peralatan lainnya, seperti roller, pasir atau pabrik koloid, direncanakan, ini harus dinyatakan karena akan menyederhanakan pekerjaan menyebar dibutuhkan mixer.
d. Dissolving (pembubaran)
yang menyediakan pembasahan awal dan suspensi padatan akan memuaskan semua aplikasi. Dalam kasus-kasus di mana makanan padat sulit untuk membubarkan atau mana lebih cepat melarutkan diinginkan, tingkat daya kuda yang lebih tinggi diperlukan.
Jenis melarutkan berbagai masalah yang dihadapi ketika padatan adalah bahan non-kristalin seperti karet alam dan sintetis, resin padat dan polimer komersial lainnya. Bahan-bahan ini pertama melunak dan menjadi sangat lengket. Partikel-partikel ini cenderung menggumpal menjadi massa yang lebih besar atau untuk mengikuti dinding kapal. Peningkatan viskositas solusi dalam hasil pelarutan, dengan viskositas akhir menjadi sangat tinggi dalam solusi yang memiliki kandungan tinggi padat. Pembubaran aplikasi jenis ini harus mempertimbangkan faktor viskositas sebagai bagian inheren dari masalah melarutkan.
e. Ekstrasi
Dalam aplikasi pencampuran, ini didefinisikan sebagai pemisahan satu atau lebih komponen dari suatu campuran dengan menggunakan cairan pelarut. Setidaknya salah satu komponen harus bercampur dengan atau hanya sebagian terlarut dalam cairan ekstraktif sehingga setidaknya dua tahap terbentuk selama dan setelah proses ekstraksi. Ekstraksi operasi umumnya dipecah menjadi berikut:
• Pencucian, di mana satu atau lebih komponen dari campuran padat dikeluarkan oleh pengobatan cair.
• Mencuci, yang mirip dengan pencucian kecuali bahwa padatan dihapus biasanya hadir hanya pada permukaan padat daripada seluruh fasa padat. • Precipitive ekstraksi, di mana suatu sistem cairan homogen dari dua atau
lebih komponen ini disebabkan untuk dipecah menjadi dua tahap dengan penambahan komponen ketiga.
Dalam semua sistem ini, agitasi digunakan untuk meningkatkan rendemen dengan area kontak meningkatkan dan koefisien perpindahan massa. Geser tinggi dan omset tinggi pada umumnya diberikan untuk membubarkan tahapan dalam ekstraksi cair-cair dan pencucian dengan tingkat daya kuda mirip dengan dispersi. Namun, mencuci dan ekstraksi precipitive biasanya hanya memerlukan agitasi ringan mirip dengan pencampuran.
Ekstraksi dapat dilakukan di dalam sebuah bejana tahap tunggal, atau dalam serangkaian bejana. Kolom lawan ekstraksi terus menerus telah menjadi kepentingan dalam beberapa tahun terakhir karena dapat menangani cukup laju aliran tinggi melalui daerah pencampuran yang relatif kecil dengan kecepatan-di tingkat aliran proses.
Ada banyak metode pencampuran mengasumsikan bahwa serbuk merupakan cairan, dan pencampuran didominasi oleh difusi yang melintang terhadap bidang gaya gunting. Tetapi model difusi ini kurang sesuai untuk campuaran PIM (plactic injection molding), karena mengabaikan sifat gumpalan serbuk pada saat mixing. satu hal yang penting adalah meramalkan waktu yang diperlukian untuk mendapatkan campuran yang homogen.
Proses pencampuran memungkinkan bahan pengikat untuk berpindah diantara permukaan pertikel bahan campuran untuk mencapai keseragaman. Tingkat keseragaman diperoleh berdasarkan sifat alami (dasar) dari setiap komponen campuran dan tehnik pencampurannya serta pengaruh kondisi.
2.1.2. Metode Pencampuran
Proses pencampuran memungkinkan bahan pengikat untuk berpindah diantara permukaan pertikel bahan campuran untuk mencapai keseragaman. Tingkat keseragaman diperoleh berdasarkan sifat alami (dasar) dari setiap komponen campuran dan tehnik pencampurannya serta pengaruh kondisi.
Beberapa tehnik dalam proses pencampuran dapat diuraikan sebagai berikut :
1. Pencampuran Reaksi
bila terdapat material baru yang memiliki ketidaksesuaian yang tinggi. Proses ini seringkali melibatkan penambahan bahan reaktif ketiga, seperti bahan multifungsional co-polimer atau katalis trans-reactive. Peningkatan kemampuan campuran reaktif untuk memperlihatkan efek emulsi rantai plastik atau bahan co-polimer tambahan yang terbentuk selama proses pencampuran. Campuran yang lebih sempurna dengan tingkat produktif yang tinggi dapat diperoleh dengan metode ini, tetapi harus melalui pengendalian proses produksi yang lebih intensif.
2. Polimerisasi
Metode polimerisasi digunakan untuk mempersiapkan campuran bahan plastik, terutama pada polimerisasi emulsi. Bahan-bahan plastik dibutuhkan dalam bentuk latek atau emulsi. Proses pencampuran bahan latek yang ukurannya sangat kecil, akan berkurang dalam skala satu mikron atau lebih, saat pemisahan yang sempurna oleh air. Tidak ada pengaruh panas, tegangan dan bahan pengikat, jika latek diuapkan atau dibekukan. Campuran bahan plastik yang padat biasanya dapat diperoleh dengan proses pemisahan antara kedua komponen.
3. Pencampuran secara Mekanik
Pencampuran antara dua atau lebih bahan plastik pada titik cairnya merupakan praktek proses pemesinan secara langsung. Komposisi campuran sudah ditemukan dan ditentukan dengan jelas. Pencampuran mekanik molekul plastik pada titik cairnya diperkirakan akan berjalan lambat dan tidak utuh. Suhu pencampuran harus diatas suhu cair (Tm) dari unsur plastik yang menjadi
dipertimbangkan untuk mengoptimalkan kinerja campuran. Biasanya pencampuran mekanik hanya memproduksi campuran kasar. Sifat campuran sangat dipengaruhi oleh kecepatan dan suhu pencampuran. Keseragaman campuran hanya dapat dicapai setelah tahap proses pencairan. Contoh mesin yang digunakan pada pencampuran mekanik, antara lain :
Two Roll Mill
Gambar 2.1 Proses pencampuran pada mesin two roll mill
Internal Mixer
Gambar 2.2 Proses Pencampuran padaInternal Mixer
4. Solusi Pencampuran (Solution Mixer)
Pada metode ini, bahan plastik yang dicampur akan menyatu bersama dengan pelarut. Hal ini akan menghilangkan atau paling tidak meminimalisir permasalahan kinetik yang terjadi selama proses pencampuran yang tidak sempurna dan perubahan struktur kimia yang disebabkan oleh panas dan shear stress. Solusi pencampuran sangat bermanfaat untuk pembelajaran mekanisme dasar kristalisasi dan parameter interaksi.
2.1.3. Mekanisme Pencampuran
lokasi ke lokasi lain. Jenis proses pencampuran akan menyebabkan keadaan kurang memerintahkan di dalam mixer, komponen yang harus dicampur akan didistribusikan ke komponen lainnya. Dengan maju waktu campuran akan menjadi lebih dan lebih secara acak dipesan. Setelah waktu pencampuran tertentu negara acak utama tercapai. Biasanya jenis ini diterapkan untuk pencampuran bahan-bahan gratis-mengalir dan kasar. Kemungkinan ancaman selama pencampuran makro adalah-de pencampuran komponen, karena perbedaan dalam ukuran, bentuk atau densitas dari partikel yang berbeda dapat menyebabkan segregasi. Dalam rentang pencampuran konvektif, Hosokawa memiliki beberapa proses yang tersedia dari mixer silo ke mixer horizontal dan pencampur kerucut. Jenis yang paling terkenal adalah Vrieco-Nauta ® mixer, karena kemampuannya itu untuk campuran bahan tanpa segregasi.
2.2. Defenisi Hot Press
Hot press merupakan suatu perlakuan dengan menggunakan mesin press panas yang digunakan untuk menyampaikan konsep tekanan dengan aplikasi panas untuk melelehkan bahan, (seperti termoplastik) yang juga disebut termo pembentuk, prosedur ini menciptakan produk dengan tekstur, atau bentuk dapat dipakai sebagai hasil langsung. Operasi ini dicapai melalui penggunaan hidrolik atau dengan operasi dari sebuah proses sekrup disesuaikan untuk mentransfer energi, (dalam bentuk tekanan), untuk materi.
Suhu berkisar diperlukan tergantung pada respon panas dari bahan yang digunakan. Contoh dari produk jadi akan menjadi dash board plastik dari sebuah mobil ekonomi atau sejumlah berbentuk potongan yang membentuk mobil, mesin, furnitur, dll. Menekan telah digunakan selama ratusan tahun, jauh sebelum penerapan listrik dan hidrolika. Pengolahan cair dari buah-buahan dan sayuran, seperti zaitun dan anggur telah bekerja hand-made, menekan sekrup kayu dan perangkat serupa lainnya yang akan memberikan tekanan yang cukup untuk membuat jus atau minyak.
Dengan mengencangkan pelat terhadap kertas menggunakan sebuah gelendong, tekanan diberikan dan mencetak didirikan. Selama berabad-abad, platen yang modern. Kemudian silinder menekan dan menekan rotary dikembangkan yang sangat meningkatkan tingkat produksi.
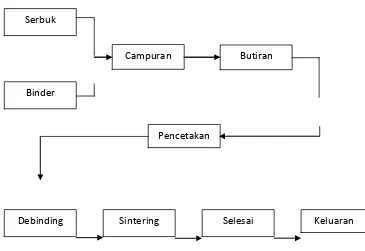
2.3. Definisi Plastic Injection Molding
Plastic Injection Molding ( PIM ) merupakan salah satu proses injection molding yang sering digunakan untuk menghasilkan atau memproses komponen-komponen yang kecil dan berbentuk rumit (Boses 1995), Proses Injection Molding mampu menghasilkan bentuk rumit dalam jumlah besar maupun kecil pada hampir semua jenis bahan termasuk logam, keramik, campuran logam dan plastik.
Serbuk
Binder
Campuran Butiran
Pencetakan
Debinding Sintering Selesai Keluaran
Gambar 2.3 Tahapan Proses Plastic Injection Molding ( PIM ) (German 1990 )
2.4. Pengenalan Bahan Baku
Istilah plastik dan polimer sering kali dipakai secara bergantian. Faktanya, plastik adalah suatu material hasil rekayasa yang tidak sederhana dalam struktur molekulnya melainkan memiliki komposisi yang rumit, yang dengan sengaja diatur untuk memenuhi aplikasi – aplikasi spesifik yang diinginkan. Plastik merupakan polimer yang ditambah kan dengan aditif, dimana aditif merupakan material yang dapat meningkatkan kemampuan (properties) polimer.
1. Crystallinity (kristalinitas)
Struktur polimer yang tidak tersusun secara teratur umumnya memiliki warna transparan. Karakteristik ini membuat polimer dapat digunakan untuk berbagai aplikasi seperti pembungkus makanan, kontak lensa dan sebagainya. Semakin tinggi derajat kristalisasinya, semakin sedikit cahaya yang dapat melewati polimer tersebut.
2. Thermosetting dan Thermoplastic (Daya tahan terhadap panas)
Berdasarkan ketahanannya terhadap panas, polimer dibedakan menjadi polimer thermoplastic dan thermosetting. Polimer thermoplastic dapat melunak bila dipanaskan, sehingga jenis polimer ini dapat dibentuk ulang. Sedangkan polimer thermosetting setelah dipanaskan tidak dapat dibentuk ulang. Ketahanan polimer terhadap panas ini membuatnya dapat digunakan pada berbagai aplikasi antara lain untuk insulasi listrik, insulasi panas, penyimpanan bahan kimia dan sebagainya.
3. Branching (percabangan)
Semakin banyak cabang pada rantai polimer maka densitasnya akan semakin kecil. Hal ini akan membuat titik leleh polimer berkurang dan elastisitasnya bertambah karena gaya ikatan intermolekularnya semakin lemah.
Taktisitas menggambarkan susunan isomerik gugus fungsional dari rantai karbon. Ada tiga jenis taktisitas yaitu isotaktik dimana gugus-gugus subtituennya terletak pada satu sisi yang sama, sindiotaktik dimana gugus-gugus subtituennya lebih teratur, dan ataktik dimana gugus-gugus subtituennya terletak pada sisi yang acak.
Pada dasarnya plastik secara umum digolongkan ke dalam 3 (tiga) macam dilihat dari temperaturnya, yakni :
1. Bahan Thermoplastik (Thermoplastic) yaitu akan melunak bila dipanaskan dan setelah didinginkan akan dapat mengeras. Contoh bahan thermoplastik adalah : Polistiren, Polietilen, Polipropilen, Nilon, Plastik fleksiglass dan Teflon.
2. Bahan Thermoseting (Thermosetting) yaitu plastik dalam bentuk cair dan dapat dicetak sesuai yang diinginkan serta akan mengeras jika dipanaskan dan tetap tidak dapat dibuat menjadi plastik lagi. Contoh bahan thermosetting adalah : Bakelit, Silikon dan Epoksi.
3. Bahan Elastis (Elastomer) yaitu bahan yang sangat elastis. Contoh bahan elastis adalah : karet sintetis.
Beberapa keuntungan plastik adalah :
1. Massa jenis rendah (0,9-2,2 [g/cm3])
2. Tahan terhadap arus listrik dan panas, memiliki sedikit elektron bebas untuk mengalirkan panas dan arus listrik.
4. Mempunyai permukaan dan penampakan yang sangat baik dan mudah diwarnai.
Kerugian plastik adalah :
1. Modulus elastisnya rendah.
2. Mudah mulur (Creep) pada suhu kamar. 3. Maksimum temperatur nominalnya rendah. 4. Mudah patah pada sudut bagian yang tajam.
2.5. Pemanfaatan Polimer
Penggunaan polimer dalam kehidupan sehari – hari yang telah dikenal dan digunakan secara umum yaitu:
1. Polyurethanes
Polyurethanes banyak digunakan untuk produk-produk yang terbuat dari foam, serat, dan yang digunakan untuk elastomer dan pelapis (coating).Aplikasinya dalam kehidupan sehari-hari misalnya untuk pembuatan wadah dari foam, untuk industri garmen, untuk aplikasi bahan bangunan dan sebagainya.
2. Polyester
3. Polypropylene (PP)
Biasanya digunakan untuk membuat karung, tali, botol dan sebagainya. 4. Polyethylene (PE)
Biasanya digunakan untuk pembungkus makanan, kantung plastik, ember dan sebagainya.
5. Akrilat (flexiglass)
Beberapa polimer dibuat dari asam akrilat sebagai monomernya.Polimetilmetakrilat atau flexiglass merupakan plastik bening, keras tetapi ringan.Polimer jenis ini banyak digunakan untuk kaca jendela pesawat terbang dan mobil.
6. Bakelit
Bakelit banyak digunakan untuk alat-alat listrik. 7. PVC
PVC (polivinilklorida) biasanya digunakan untuk membuat pipa, selang, pelapis lantai dan sebagainya
8. Teflon
Teflon atau politetrafluoroetilena memiliki sifat yang tahan terhadap bahan kimia dan panas, sehingga seringkali digunakan untuk pelapis tangki atau panci anti lengket
9. Karet alam dan karet sintetis
banyak dikenal yaitu SBR. SBR terdiri dari monomer stirena dan 1,3-butadiena, banyak digunakan untuk pembuatan ban mobil.
Berikut contoh penggunaan polimer dalam kehidupan sehari – hari:
Gambar 2.4 Penggunaan polimer dalam kehidupan sehari- hari
1. Aplikasi
Sebelum memilih bahan plastik, perlu dipertimbangkan apakah bahan tersebut memenuhi kebutuhan aplikasi. Empat hal dapat dipertimbangkan sebagai parameter/kondisi untuk penggunaan
• Lingkungan penggunaan
Perlu meneliti pengaruh lingkungan terhadap produk yang dibuat dari bahan plastik yang digunakan. Pengaruh lingkungan tersebut meliputi suhu, kelembaban dan daerah kerja, kemungkinan kontak dengan gas, unsur kimia, atau larutan kimia, maupun keterbukaan alam (matahari, hujan atau radiasi)
• Jenis gaya eksternal yang dikenakan padanya
Perlu dianalisa jenis gaya eksternal seperti gaya tarik, lentur, kompresi, geser atau friksi yang dikenakan di bawah lingkungan tersebut di atas dan bagaimana kombinasi dari gaya-gaya di atas. Perlu diteliti apakah gaya-gaya ini dikenakan sebagai beban tumbukan, tegangan berulang atau gaya dinamis. Setelah mempertimbangkan faktor-faktor ini baru memilih bahan-bahan plastik yang memiliki ketahanan terhadap gaya eksternal.
• Situasi khusus
memenuhi persyaratan “Standar UL” untuk keamanan termal dan listrik.
• Pengguna dan tujuan pemakaian
Faktor tersebut pantas memperoleh perhatian siapa pengguna produk tersebut misalnya anak-anak, atau orang dewasa baru dipertimbangkan pemilihan bahan yang sesuai atau tidak membahayakan. Selanjutnya mempertimbangkan di mana produk tersebut akan digunakan, apakah untuk tujuan produksi atau untuk konsumen umum, baru kemudian memilih jenis bahan plastik yang di kehendaki.
2. Sifat-sifat Bahan Plastik
Dengan mempertimbangkan faktor yang memenuhi aplikasi pemilihan bahan plastik, barulah memilih bahan plastik yang memiliki sifat-sifat bahan tersebut seperti berat spesifik, warna, transparansi, sifat, mekanik, elektronik, termal, kimiawi, durabilitas dan prosesabilitas.
3. Pertimbangan Ekonomis
4. Keamanan dan Kesehatan
Merupakan salah satu faktor penting mempertimbangkan kesehatan dan keamanan orang yang bekerja pada proses fabrikasi dan atau pengguna prosuk akhir.
5. Limbah
Hal ini penting di carikan jalan keluar penanganannya, disertai kegiatan promosi daur ulang dalam proses proses produksi.
2.6. Bahan baku
a. Polyethylene (PE)
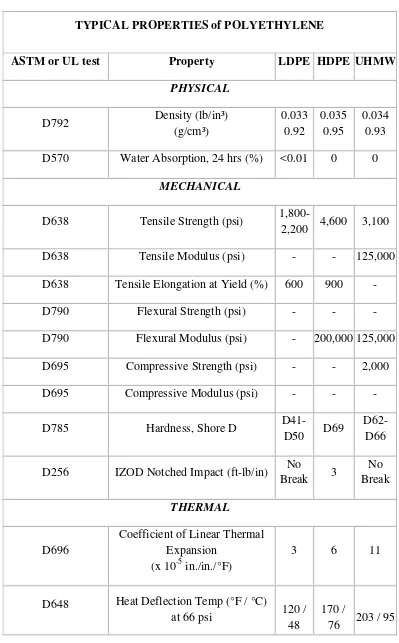
Polyethylene merupakan polimer termoplastik yang mudah diolah maka dari itu sering di cetak dengan penekanan, injeksi, ekstruksi, peniupan dan hampa udara. Polyethylene massa jenis terendah terutama digunakan dalam bentuk tipis atau lembaran, misalnya : tas, botol-botol yang dapat dijepit tabung tinta pada pena, tali senar/dawai, isolator kabel, wadah alat dapur, botol minyak tanah, dan kantong tempat sampah. Sedangkan polyethylene massa jenis tinggi digunakan untuk perpipaan, mainan, filament tenunan dan peralatan rumah tangga.
mempunyai gaya antar molekul yang kuat, maka bahan ini memiliki kekuatan mekanis yang tinggi dan titik lunak yang tinggi pula.
Polyethylene ini dibuat dengan jalan polimerisasi gas etilen yang dapat diperoleh dengan memberi hydrogen gas petroleum pada pemecahan minyak (nafia), gas alam atau asetelin.Melihat dan sangat bervariasi bergantung pada tipe polietilena. Pada tingkat komersil, polietilena berdensitas tinggi, titik lelehnya 135oC. Titik leleh polietilen HDPE mempunyai tingkat resistansi kimia yang sangat baik dan tidak larut pada temperatur ruang karena sifat kristalinitas mereka. Polietilena umumnya bisa dilarutkan pada temperatur yang tinggi dalam
Table 2.1 Sifat fisik, mekanis dan thermal dari Polyethylene
TYPICAL PROPERTIES of POLYETHYLENE
ASTM or UL test Property LDPE HDPE UHMW
PHYSICAL D570 Water Absorption, 24 hrs (%) <0.01 0 0
MECHANICAL
D638 Tensile Strength (psi)
1,800-2,200 4,600 3,100
D638 Tensile Modulus (psi) - - 125,000
D638 Tensile Elongation at Yield (%) 600 900
-D790 Flexural Strength (psi) - -
-D790 Flexural Modulus (psi) - 200,000125,000 D695 Compressive Strength (psi) - - 2,000
D695 Compressive Modulus (psi) - -
-D785 Hardness, Shore D
D41-D50 D69
D62-D66
D256 IZOD Notched Impact (ft-lb/in) No Break 3
No Break THERMAL
D696
Coefficient of Linear Thermal Expansion
(x 10-5 in./in./°F)
3 6 11
D648 Heat Deflection Temp (°F / °C)
at 66 psi 120 / 48
170 /
at 264 psi 105 / 36
150 / 40
180 / 82
D3418 Approx. Melting Temperature (°F / °C)
UL94 Flammability Rating n.r. n.r. H-B
ELECTRICAL
D149 Dielectric Strength (V/mil) short time, 1/8" thick
460-700
450-500 900
D150 Dielectric Constant at 1 kHz 2.25-2.30
2.30-2.35
2.30-2.35 D150 Dissipation Factor at 1 kHz 0.0002 0.0002 0.0002
D257 Volume Resistivity (ohm-cm) at
50% RH 10
15
1015 1018
D495 Arc Resistance (sec) 135-160
200-250 250-350
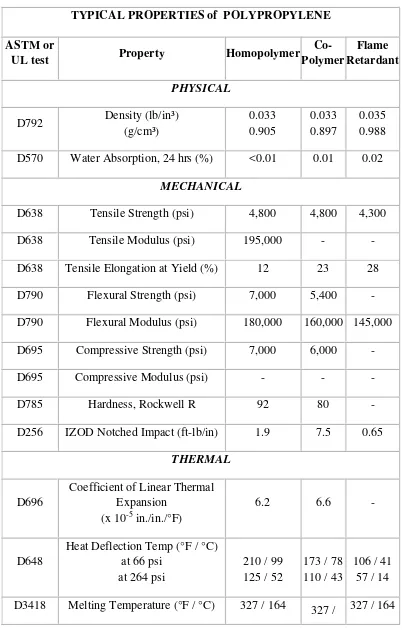
b. Polyprophylene (PP)
Polipropilen dibentuk dengan berbagai tekni termoplastik, memiliki sifat-sifat listrik yang baik, tahan terhadap impak, kekuatan nya tinggi dan tahan terhadap suhu tinggi serta zat-zat kimia.
Serat polipropilen dapat dijalin untuk dijadikan tali/tambang, jala dan tekstil. Sering juga digunakan untuk membuat peralatan rumah sakit, laboratorium, mainan anak-anak, koper, perabotan, kemasan makanan, kotak TV dan isolasi listrik.
Polypropylene memiliki sifat – sifat yang serupa dengan polyethylene Sifat mekaniknya dapat ditingkatkan sampai batas tertentu dengan jalan mencampurkan serat gelas dan pemuaian termal juga dapat diperbaiki sampai setingkat dengan bahan thermoseting. Sifat- sifat listriknya hampir sama dengan sifat-sifat pada polyethylene. Tahan kimianya kira-kira sama bahkan lebih baik dari pada polyethylene massa jenis tinggi.
Polypropylene paling umum digunakan untuk cetakan plastik, dimana hal ini disuntikkan ke dalam cetakan sementara cair, membentuk bentuk kompleks dengan biaya yang relatif rendah dan volume tinggi; contoh termasuk tutup botol, botol, dan alat kelengkapan. Polypropylene memiliki rumus molekul (C3H6)n.
Table 2.2 Sifat fisik, mekanis dan thermal dari Polpropylene
TYPICAL PROPERTIES of POLYPROPYLENE ASTM or D570 Water Absorption, 24 hrs (%) <0.01 0.01 0.02
MECHANICAL
D638 Tensile Strength (psi) 4,800 4,800 4,300
D638 Tensile Modulus (psi) 195,000 -
-D638 Tensile Elongation at Yield (%) 12 23 28 D790 Flexural Strength (psi) 7,000 5,400 -D790 Flexural Modulus (psi) 180,000 160,000 145,000 D695 Compressive Strength (psi) 7,000 6,000
-D695 Compressive Modulus (psi) - -
-D785 Hardness, Rockwell R 92 80
-D256 IZOD Notched Impact (ft-lb/in) 1.9 7.5 0.65 THERMAL
D696
164
UL94 Flammability Rating HB n.r. V-O
ELECTRICAL
D149 Dielectric Strength (V/mil) short
time, 1/8" thick 500-660 475 500-650 D150 Dielectric Constant at 1 kHz 2.25 2.2-2.36 2.3 D150 Dissipation Factor at 1 kHz 0.0005-0.0018 0.0017
-D257 Volume Resistivity (ohm-cm) at
50% RH 8.5 x 10
14
2 x 1016 1015
D495 Arc Resistance (sec) 160 100
-Sumber : Boedeker.com
2.7. Sifat Mekanik Polimer 2.7.1. Kekuatan (Strength)
Kekuatan merupakan salah satu sifat mekanik dari polimer. Ada beberapa macam kekuatan dalam polimer, diantaranya yaitu:
A. Kekuatan Tarik (Tensile Strength)
B. Compressive strength
Adalah ketahanan terhadap tekanan.Beton merupakan contoh material yang memiliki kekuatan tekan yang bagus.Segala sesuatu yang harus menahan berat dari bawah harus mempunyai kekuatan tekan yang bagus. C. Flexural strength
Adalah ketahanan pada bending (flexing).Polimer mempunyai flexural strength jika dia kuat saat dibengkokkan.
D. Impact strength
Adalah ketahanan terhadap tegangan yang datang secara tiba-tiba.Polimer mempunyai kekuatan impak jika dia kuat saat dipukul dengan keras secara tiba-tiba seperti dengan palu.
2.7.2. Elongation
Semua jenis kekuatan memberitahu kita berapa tegangan yang dibutuhkan untuk mematahkan sesuatu, tetapi tidak memberitahu kita tentang apa yang terjadi pada sampel kita saat kita mencoba untuk mematahkannya, itulah kenapa kita mempelajari elongation dari polimer. Elongasi merupakan salah satu jenis deformasi. Deformasi merupakan perubahan ukuran yang terjadi saat material di beri gaya.% Elongasi adalah panjang polimer setelah di beri gaya (L) dibagi dengan panjang sampel sebelum diberi gaya (Lo) kemudian dikalikan 100%. Elongation-to-break (ultimate elongation) adalah regangan pada sampel pada saat sampel patah.Elastomer memiliki ultimate elongation yang tinggi.
2.7.3. Modulus
2.7.4. Ketangguhan (Toughness)
Ketangguhan adalah pengukuran sebenarnya dari energi yang dapat diserap oleh suatu material sebelum material tersebut patah. Pengukuran dibawah kurva stress-strain menunjukkan toughness (ketangguhan).
2.8. Perilaku Thermoplastik Saat Dideformasi
Perilaku mekanika polimer thermoplastik sebagai respon terhadap pembebanan secara umum dapat dijelaskan dengan mempelajari hubungan antara struktur rantai molekulnya dan fenomena yang teramati.
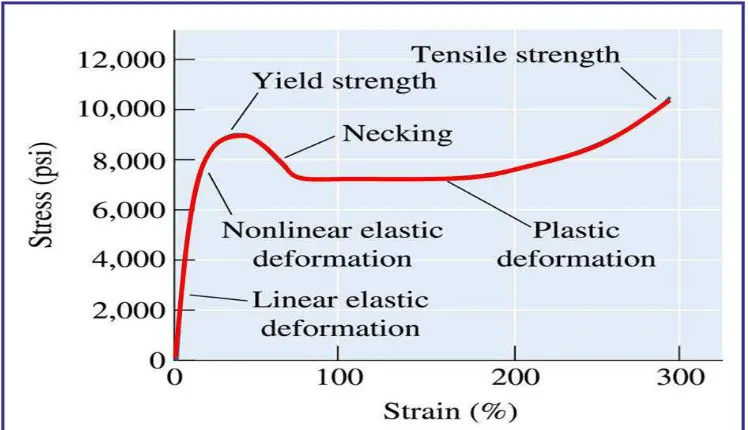
Perilaku mekanik dari polimer thermoplastik secara umum dapat dikelompokkan menjadi 3 bagian, yaitu: (1) Perilaku Elastik, (2) Perilaku Plastik, dan (3) Perilaku Visko-Elastik. Berikut Kurva Tegangan Regangan Suatu Polimer Thermoplastik:
Gambar 2.6 Kurva Tegangan Regangan Suatu Polimer Thermoplastik
(Rahmat Saptono, 2007 )
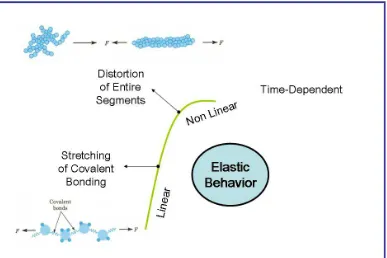
Gambar 2.7 Perilaku Elastik Polimer Thermoplastik (Rahmat Saptono, 2007 )
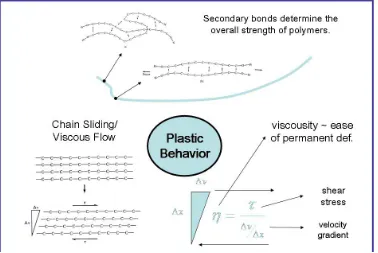
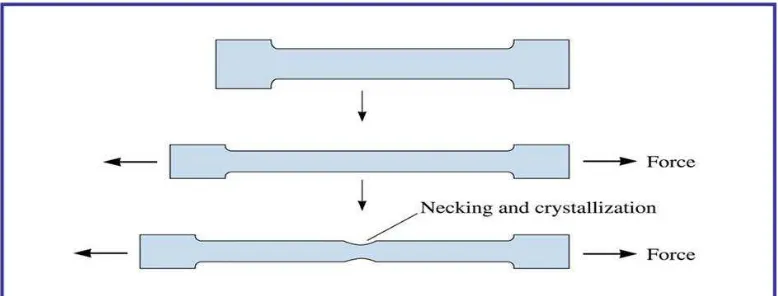
Perilaku plastis pada polimer thermoplastik pada umumnya dapat dijelaskan dengan mekanisme gelinciran rantai (chain sliding). Ikatan sekunder sangat berperan dalam mekanisme ini sebagaimana diilustrasikan dalam gambar. Mula-mula akan terjadi pelurusan rantai liner molekul polimer yang keadaannya dapat diilustrasikan seperti ‘mie’ dengan ikatan sekunder dan saling kunci mekanik. Selanjutnya akan terjadi gelinciran antar rantai molekul yang telah lurus pada arah garis gaya.
deformasi plastik atau yang selama ini kita kenal dengan kekuatan (strength) dari polimer.
Gelinciran rantai molekul polimer thermoplastik dapat pula dilihat sebagai aliran viskos dari suatu fluida. Kemudahan molekul polimer untuk dideformasi secara permanen dalam hal ini berbanding lurus dengan viskositas dari polimer. Dari persamaan umum dapat dilihat bahwa tegangan geser akan menyebabkan gradien kecepatan antar rantai molekul yang dapat menyebabkan deformasi permanen tergantung pada viskositasnya.
Gambar 2.8 Perilaku Plastik Polimer Thermoplastik (Rahmat Saptono, 2007 )
Gambar 2.9 Penciutan dan Kristalisasi Polimer Thermoplastik Amorphous
pada Pengujian Tarik (Rahmat Saptono, 2007 )
Gambar 2.10 Deformasi pada polimer setelah pengujian tarik (Callister)
Keterangan Gambar 2.11:
A. Elastis – Getas B. Elastis – Plastik C. Elastisitas tinggi
Gambar 2.11 Perbandingan kekuatan baja dengan termoplastik
BAB III METODOLOGI
3.1. Tahapan Penelitian
Berikut ini adalah diagram alir tahapan penelitian :
Polypropilen & Polyetilen
Mixer
Hydraulic Hot Press
Gambar 3.1 Diagram tahapan penelitian
3.2. Alat dan Bahan
3.2.1 Alat
3.2.1.1Mixer
Mixer yang digunakan berupa internal mixer. Kecepatan motor 1410 rpm dan kecepatan saat pencampuran 10 rpm.
Spesimen diuji tarik dengan mesin uji tarik Tarno test
Analisa Data
Gambar 3.2 Internal Mixer
Keterangan gambar 3.2 :
1. Indikator kuat arus dan tegangan 2. Pengatur temperature pencampuran 3. Tombol power pemanas pada mixer 4. Tombol penggerak motor
5. Motor 6. Hopper
7. Ruang pemanas danpencampuran
Internal mixer atau yang di sebut dengan mesin pencampur yang terdapat di laboratorium kimia polimer fakultas MIPA USU, adalah mesin yang bukan merupakan hasil dari pabrik yang memproduksi mesin internal mixer. Merupakan hasil rakitan, namun prinsip kerjanya sama dengan prinsip kerja pada mesin internal mixer hasil pabrikan.
• Variasi temperatur pada mesin internal mixer ini adalah 0-400oC. • Kecepatan mixer pada mesin internal mixer ini hanya satu variasi
dan tidak terdapat/terlihat pada indikator, sehingga hanya dapat dihitung dengan menggunakan timer.
• Kapasitas mixer adalah 100gr
Pada mesin internal mixer ini terdapat beberapa bagian, yaitu:
1.Indikator
Gambar: Indikator
mesin, menunjukknan besarnya suhu pemanas pada mesin, dan juga untuk menghidupkan/mematikan pemanas dan motor penggerak.
2.mixer
Gambar: mixer
Kecepatan mixer pada alat ini tidak dapat dirubah, dengan kata lain, hanya memiliki satu variasi kecepatan yang hanya dapat dihitung dengan cara manual seperti penggunaan timer dan lain sebagainya.
3.Motor Penggerak
Gambar: Motor Penggerak
3.2.1.2 Neraca Analitik
Alat ini memiliki ketelitian yang tinggi, mampu menimbang zat atau benda sampai batas 0,001 gr. Neraca ini sangat peka, karena itu bekerja dengan neraca ini harus secara halus dan hati-hati. Alat ini digunakan penulis di Laboratorium Kimia Dasar MIPA USU.
Gambar 3.3 Neraca Analitik 1
2
3
Keterangan gambar 3.3 :
1. Bahan yang akan ditimbang 2. Landasan timbangang 3. Indikator
4. Tombol power
3.2.1.3 Hydraulic hot press
Mesin hydraulic hot press adalah suatu alat atau mesin yang digunakan untuk membentuk suatu perlengkapan dari bahan plastik dengan menyampaikan konsep/sistem tekanan dengan aplikasi panas untuk melelehkan bahan, (seperti termoplastik) yang juga disebut termo pembentuk, prosedur ini menciptakan produk dengan tekstur, atau bentuk dapat dipakai sebagai hasil langsung. Operasi ini dicapai melalui penggunaan hidrolik disesuaikan untuk mentransfer energi, (dalam bentuk tekanan), untuk materi.
Gambar 3.4 Hydraulic hot press
Keterangan gambar 3.4 :
1. Pengatur temperature pencampuran 2. Panel power
3. Pemanas 4. Hydraulic 5. Rumah mesin 6. Ruang penekanan 1
2
3
4
5
3.2.1.4 Cetakan
Untuk pengambilan data sifat mekanik, ukuran spesimen dibuat sesuai standard ASTM D638 tipe IV dengan dimensi seperti gambar berikut:
Gambar 3.5 Cetakan Standard ASTM D638 tipe IV
Keterangan gambar 3.5 :
3.2.1.5MesinUjiTarik
Merupakan alat yang digunakan untuk menghitung sifat mekanik spesimen. Sifat mekanik yang dapat diuji oleh mesin ini adalah :
- Kekuatan tarik (tensile strength) - Kekuatan tekan (compressive strength) - kekuatan bending (flexural strength)
Menggunakan piston yang digerakkan oleh pompa hidraulik Memiliki skala 100 kgf, 200kgf, 400kgf, 1000 kgf dan 2000 kgf.. Grafik pengujian yang dilakukan dicetak di kertasgrafik.
Gambar 3.6 MesinUjiTarik 1
6 5 4 3 2
Keterangan gambar 3.6 :
1. Pencekam spesimen 2. Indikator load 3. Indikator stroke 4. Skala uji tarik 5. Tombol power
6. Alat untuk menggambarkan grafik pengujian pada Kertas grafik 7. Mesin penggerak
Spesifikasi mesin uji tarik Tarno type SC – 2DE :
- Nama : Electronic System Universal Testing Machine - Pabrikan : Tokyo Japan
- Gaya max : 2000 kg f - Stroke : 250 mm
- Kec. Piston : 0 – 250 mm/min 3.2.2 Bahan Baku
Bahan baku yang digunakan dalam penelitian ini adalah :
Tabel 3.1 Bahan Baku dan Karakteristiknya
Bahan Baku TemperaturLeleh Berat/butir
Polipropilen (PP) 164 oC 0,025 gr
Polietilen (PE) 125 oC 0,025 gr
Gambar 3.7 Bahan Baku Polypropylene (PP)
Gambar 3.8 Bahan Baku polyethylene (PE)
3.3 Pembuatan Spesimen
3.3.1 Penimbangan Komposisi Formula
Komposisi formula tersebut adalah :
- Formula 1 (Polypropylene 80% + polyethylene 20%) - Formula 2 (Polypropylene 70% + polyethylene 30%) - Formula 3 (Polypropylene 60% + polyethylene 40%) 3.3.2 Pembuatan Campuran Polimer
Pencampuran polypropylene dan polyethylene dilakukan dengan menggunakan alat yang bernama Internal Mixer. Temperatur yang digunakan bervariasi, yaitu 160oC, 165oC, 170oC, 175oC dan 180oC Komposisi formula PP : PE yang digunakan adalah (80% : 20%), (70% : 30%), (60% : 40%).
Campuran polimer yang dihasilkan dari proses pencampuran dengan internal mixer seperti ditunjukkan pada gambar berikut :
3.3.3 Pembuatan Film Spesimen
Setelah mengalami pencampuran didalam internal mixer, campuran polimer tersebut akan dibuat film spesimen yaitu dengan memasukkannya ke dalam cetakan sesuai ketentuan untuk uji karakteristiknya yaitu standard ASTM D638 tipe IV dan ditekan dengan menggunakan hydraulic hot press. Lamanya penekanan dengan hydraulic hot press yaitu 30 menit. Berikut ini adalah gambar campuran polimer untuk pembuatan film spesimen sebelum ditekan dengan hydraulic hot press.
Gambar 3.10 Campuran Polimer pada cetakan sebelum ditekan dengan hydraulic hot press.
Tabel 3.2 Sampel hasil variasi komposisi volume bahan dengan variasi temperatur
Gambar 3.11 Diagram pohon sampel hasil variasi komposisi volume bahan baku dengan variasi temperatur
Dari tabel 3.2 dan gambar 3.11 diketahui bahwa terdapat lima variasi temperatur mixer dan tiga variasi komposisi bahan baku polypropylene dan
polyethylene dimana setiap kombinasi dicetak tiga spesimen, sehingga diproleh 45 buah spesimen yang kemudian akan diuji tarik.
3.3.4 Karakteristik Campuran Polypropylene dan Polyethylene
Untuk mengetahui karakteristik campuran polimer polypropylene dan polyethylene, perlu dilakukan kekuatan uji tarik. Dari sini akan diperoleh tegangan dan regangan dari tiap film spesimen dengan komposisi formula yang berbeda. Hasil tersebut akan dibandingkan dengan polypropylene dan polyethylene murni. Apakah pencampuran polimer ini lebih baik dari pada dengan polimer murni
3.4 Cara Pengambilan Data
Cara pengambilan data pada penelitian ini yaitu dengan melakukan pengukuran dimensi dari tiap spesimen yang ada dan kemudian melakukan pengujian tarik dengan menggunakan mesin uji tarik Tarno type SC – 2DE dengan beban 100 kgf dan kecepatan tarik 20 mm/min sehingga didapat data yang selanjutnya dianalisis. Pengujian ini dimaksudkan untuk mengetahui sifat-sifat mekanis bahan. Deformasi bahan disebabkan oleh adanya beban tarik adalah dasar dari pengujian dan studi mengenai kekuatan, hal ini disebabkan beberapa alasan :
1. Mudah dilakukan
2. Menghasilkan tegangan yang seragam pada penampang
BAB IV
DATA DAN ANALISA
4.1. Analisis Visual Spesimen
Pada penelitian ini, spesimen yang dihasilkan berbentuk film tipis dengan ketebalan 2 mm dan dibentuk sesuai dengan ASTM D638 Type IV. Tampilan film bahan Polipropilen (PP) : Polietilena(PE) : dengan komposisi 80% : 20% (F1), 70%: 30% (F2), dan 60% :40% (F3) dengan variasi temperatur pada internal mixer 160oC, 165oC, 170oC, 175oC, 180oC dapat dilihat seperti pada lampiran 1.
Dari gambar yang terdapat pada lampiran 1, dapat dilihat bahwa spesimen antara masing – masing komposisi tidak terdapat perbedaan warna yang berarti walaupun komposisi campuran dan juga temperatur pada proses pencampuran yang diberikan pada saat pencetakan berbeda. Selanjutnya film spesimen ini dilakukan uji mekanik yaitu Uji Tarik/Uji Kemuluran. Dari pengujian tarik ini nantinya akan diketahui berapa kekuatan spesimen, pertambahan panjang (elongasi), dan modulus elastisitas (E) spesimen.
4.2. Hasil Uji Mekanik Spesimen
175oC b 2,10 5,90 12,39 53,45 17,91
Berdasarkan tabel 4.1, maka kekuatan tarik, kemuluran, dan modulus elastis spesimen dapat dicari berdasarkan perhitungan sebagai berikut:
1 kgf=9,807N.
Luas penampang awal (Ao) 80% PP : 20% PE (Spesimen a) adalah :
Ao = 2,05 mm x 6,15 mm
Fmaks = 40,51 x 9,807 N
= 397,281 N
Maka kekuatan tarik σmaks (stress) spesimen adalah :
Kemuluran ϵ merupakan perbandingan antara pertambahan panjang ΔL dengan panjang mula – mula Lo dimana panjang mula – mula spesimen 65 mm dan pertambahan panjang spesimen 6,95 mm maka diperoleh :
Modulus elastis (E) merupakan konstanta dari perbandingan lurus antara tegangan dan regangan. Besarnya modulus ini sama dengan angka kemiringan dari kurva tegangan – regangan yang berupa garis lurus pada bagian yang dekat ke titik 0.
175oC
Gambar spesimen setelah dilakukan pengujian tarik dapat kita lihat pada lampiran 2.
Dari hasil perhitungan uji tarik yang telah dilakukan, maka diperoleh 5 sampel yang memiliki kondisi optimum, yaitu :
Kurva tegangan – regangan spesimen pada kondisi optimum setelah pengujian tarik ditunjukkan seperti pada gambar berikut :
Gambar 4.1 Kurva Tegangan – Regangan Kondisi Optimum pada 80% PP : 20% PE 160oC spesimen c
Keterangan gambar 4.1 :
a. Titik puncak (ultimate strenght)
b. Titik batas Elastis – Plastis (yield point) c. Titik regangan
Penjelasan gambar 4.1 :
Gambar 4.1 merupakan gambar dari kurva hasil pengujian tarik Kondisi optimum pada 80% PP : 20% PE 160oC spesimen c yang sudah dilakukan pengujian. Dimulai dari titik nol yang merupakan awal dari penarikan spesimen, pergerakan garis menuju keatas (σ) menunjukkan kenaikan tegangan, sedangkan pergerakan garis menuju kekanan (ε) menunjukkan kenaikan regangan. Dengan kecepatan tarik 20 mm/min dan beban 100 kgf garis bergerak perlahan dari titik
nol menuju titik puncak tegangan setelah melewati titik yield point yang merupakan titik batas plastis – elastis. Sampai dititik ultimate strength yang merupakan titik puncak dan diketahui teganagan 34,40 Mpa yang kemudian garis pada kurva turun secara vertikal kebawah sehingga membentuk garis tegak lurus yang artinya spesimen yang diuji putus dengan regangan 13,70 %,
Jika dibandingkan dengan kurva tegangan – regangan polimer termoplastik tentang sifat material dari kurva tegangan regangan polimer thermoplastik (Wirjosentono B, 1995), diketahui bahwa spesimen yang dihasilkan adalah jenis spesimen yang keras dan rapuh.
Gambar 4.2 Kurva Tegangan – Regangan Kondisi Optimum pada 80% PP : 20% PE 165oC spesimen a
Tegangan(σ)
Regangan(ε) b
c a
36,44
16,32
Keterangan gambar 4.2 :
a. Titik puncak (ultimate strenght)
b. Titik batas Elastis – Plastis (yield point) c. Titik regangan
Penjelasan gambar 4.2 :
Dengan kecepatan tarik 20 mm/min dan beban 100 kgf garis bergerak perlahan dari titik nol menuju titik puncak tegangan setelah melewati titik yield point yang merupakan titik batas plastis – elastis. Sampai dititik ultimate strength yang merupakan titik puncak dan diketahui teganagan 36,44 Mpa yang kemudian garis pada kurva turun secara vertikal kebawah sehingga membentuk garis tegak lurus yang artinya spesimen yang diuji putus dengan regangan 16,32 %,
Gambar 4.3 Kurva Tegangan – Regangan Kondisi Optimum pada 70% PP : 30% PE 170oC spesimen a
Keterangan gambar 4.3 :
a. Titik puncak (ultimate strenght)
b. Titik batas Elastis – Plastis (yield point) c. Titik regangan
Penjelasan gambar 4.3 :
Sama hal nya dengan kurva tegangan – regangan yang sebelum nya dibahas, dimulai dari titik nol, garis bergerak melewati titik yield point yang merupakan titik batas plastis – elastis dengan kecepatan 20 mm/min dan beban
Tegangan(σ)
Regangan(ε) a
c b
0
100 kgf menuju puncak dengan kenaikan tegangan yang konstan hingga sampai dititik ultimate strength yang merupakan titik puncak dengan teganagan 36,95 Mpa yang kemudian garis pada kurva turun secara vertikal kebawah sehingga membentuk garis tegak lurus yang artinya spesimen yang diuji putus dengan regangan 14,29 %,
Gambar 4.4 Kurva Tegangan – Regangan Kondisi Optimum pada 80% PP : 20% PE 175oC spesimen b
Keterangan gambar 4.4 :
a. Titik puncak (ultimate strenght)
b. Titik batas Elastis – Plastis (yield point) c. Titik regangan
Penjelasan gambar 4.4 :
Pada kurva tegangan – regangan gambar 4.3, jika dibandingkan dengan kurva tegangan – regangan polimer termoplastik tentang sifat material dari kurva tegangan regangan polimer thermoplastik (Wirjosentono B, 1995), diketahui bahwa spesimen yang dihasilkan adalah jenis spesimen yang keras dan rapuh. Sama seperti kurva tegangan – regangan pada pengujian tarik spesimen sebelumnya, garis bergerak dari titik nol yang merupakan awal proses pengujian bergerak menuju titik ultimate strenght dengan tegangan 42,30 Mpa yang terkebih dahulu melalui titik yield point yang merupakan titik batas plastis – elastis dengan kecepatan 20 mmm/min dan beban 100 kgf dan kemudian turun secara vertikal yang artinya putus dengan regangan 27,55 %. Pengujian ini adalah yang paling optimal.
Keterangan gambar 4.5 :
a. Titik puncak (ultimate strenght)
b. Titik batas Elastis – Plastis (yield point) c. Titik regangan
Penjelasan gambar 4.5 :
Hampir tidak ada perbedaan yang begitu berarti dengan kurva tegangan – regangan telah dibahas sebelumnya, proses awal hingga akhir dengan tegangan 40,25 dan regangan 21,66 %
Dari kurva tegangan – regangan kelima spesimen pada kondisi optimum menunjukkan tidak ada perbedaan bentuk. Hal ini disebabkan karena bahan bakunya sama, yang membedakan hanya komposisinya dan temperatur mixernya saja. Jika dibandingkan dengan kurva tegangan – regangan polimer termoplastik diperoleh bahwa spesimen yang dihasilkan adalah jenis spesimen yang keras dan rapuh (Wirjosentono B, 1995).
Gambar 4.6 Sifat Material dari Kurva Tegangan Regangan Polimer Thermoplastik (Wirjosentono, B., 1995)
4.3 Perbandingan Kekuatan Campuran (Polypropylene + Polyethylene) dengan Polypropylene Murni dan Polyethylene Murni
Dalam penelitian ini juga dilakukan pengujian kekuatan tarik terhadap spesimen polypropylene murni (100%) dan polyethylene murni (100%). Spesimen dicetak sesuai dengan titik leleh masing-masing. Dimana polypropylene pada suhu 165 oC dan polyethylene pada suhu 135 oC. Berikut ini adalah gambar polypropylene murni dan polyethylene murni.
Gambar 4.7 Film Spesimen polypropylene murni
Hasil Uji Mekanik
Berikut ini adalah tabel dan gambar hasil pengujian tarik film spesimen dari polypropylene murni (100%) dan polyethylene murni (100%).
Tabel 4.3 Data Hasil Uji Tarik Film Spesimen
Sampel Jumlah Tebal
Tabel 4.4 Hasil Perhitungan Sifat Mekanik
Gambar spesimen setelah dilakukan pengujian tarik pada kondisi optimum seperti terlihat pada gambar
Gambar 4.9 PP 100% pada spesimen b
Dari hasil perhitungan uji tarik yang telah dilakukan, maka diperoleh sampel yang memiliki kondisi optimum, yaitu :
1. Sampel PP 100% spesimen b 2. Sampel PE 100% spesimen a
Kurva tegangan – regangan spesimen pada kondisi optimum setelah pengujian tarik ditunjukkan seperti pada gambar berikut :
Gambar 4.11 Kurva Tegangan – Regangan kondisi optimum pada PP 100% murni spesimen b
Tegangan (
σ
)Regangan (
ε
) 44,9236,49 a
b
c
Keterangan gambar 4.11 :
a. Titik batas elastis – plastis (yield point) b. Titik puncak (ultimate strength) c. Titik batas regangan
Gambar 4.11 merupakan gambar dari kurva hasil pengujian tarik 100% PP murni temperatur 165oC spesimen b yang sudah dilakukan pengujian. Diketahui nilai tegangannya tinggi yaitu 44,92 MPa dan nilai regangannya rendah yaitu 36,49 %. Kurva ini hanyalah sebagai perbandingan terhadap kurva yang mengalami pencampuran. Kurva ini termasuk kurva keras dan rapuh menurut (Wirjosentono B, 1995).
Keterangan gambar 4.12 :
a. Titik batas elastis – plastis (yield point) b. Titik puncak (ultimate strength) c. Titik batas regangan
BAB V
KESIMPULAN DAN SARAN
5.1.Kesimpulan
Setelah dilakukan penelitian, pengujian dan analisis terhadap bahan spesimen campuran polypropilene dan polyethylene, maka dapat disimpulkan untuk keadaan optimum bahwa :
1. Dihasilkan spesimen baru antara campuran polypropilene dan polyethylene 2. Dari hasil perhitungan uji tarik pencampuran polypropilene dan
ε = 14,29 %
3. Dari hasil perhitungan uji tarik pencampuran polypropilene murni dan polyethylene murni, diperoleh 2 sampel yang memiliki kondisi optimum :
• polypropilene Murni (spesimen b)
σmaks = 44,92 MPa
ε = 36,49 %
E = 123,102 MPa • polyethylene Murni (spesimen a)
σmaks = 31,09MPa
ε = 307,41%
4. Pada penelitian ini, suhu paling optimal adalah 175 oC dan campuran paling optimal adalah PP 80% : PE 20%
5. Jika dilakukan perbandingan : • Hasil Optimal Penelitian
Tegangan = Tinggi Regangan = Tinggi • polypropilene Murni
Tegangan = Tinggi Regangan = Rendah • polyethylene Murni
Tegangan = Rendah Regangan = Sangat Tinggi
6. Nilai komposisi polypropilene mempengaruhi tegangan, sedangkan nilai komposisi polyethylene mempengaruhi regangan.
5.2.Saran
1. Untuk meningkatkan interaksi antara polypropilene dan polyethylene, perlu penambahan senyawa penghubung agar karakteristik bahan campuran yang dihasilkan dapat lebih meningkat..
2. Untuk mnendapat campuran yang lebih homogen, ada baik nya menambahkan variasi putaran pada internal mixer.
DAFTAR PUSTAKA
1. Azizah, Utiya dan Sukarmin. 2004. Polimer. Jakarta : Direktorat Jenderal Pendidikan Dasar dan Menengah.
2. Callister, D. William. 2001. Fundamentals of Materials Science and Engineering. New York : John Wiley & Sons, Inc.
3. Kazmer, David O. 2005. Design with Plastics Focus : Injection Molding. Lowell : Department of Plastics Engineering University of Massachusetts Lowell.
4. Kurniawan, AchmadHadi. 2008. TugasSarjana : PolimerdanKomposit. Jember :TeknikMesinUniversitasJember.
5. Maryono.2008.Tesis:KompositPolietilenaDenganSerbukSekamPadiSebag aiAlternatifBahanJerigenPlastik. Medan :SekolahPascaSarjanaIlmuFisika USU.
6. Mujiarto, Imam. 2005. Jurnal :SifatKarakteristik Material PlastikdanBahanAditif. Semarang : AMNI.
7. Mullah, Ilham. 2007. TugasSarjana :Studi Rheologi Minyak Kelapa Sawit Sebagai Binder Untuk Feedstock Pada Proses Plastic Injection Molding. Medan : Teknik Mesin USU.
8. Rosato, D.V. 2000. Injection Molding Handbook (3rd Edition). New York :Kluwer Academic Publishers.
9. Saptono, Rahmat. 2008. Pengetahuan Bahan. Jakarta : Departemen Metalurgi dan Material Universitas Indonesia.
10. Smallman, RE dan RJ Bishop. 2000. Metalurgi Fisik Modern dan Rekayasa Material. Jakarta : Erlangga.
11. Trilene. Pengetahuan Dasar Plastik. PT Tri Polyta Indonesia Tbk. 12. http://www.wilkipedia.co.id//
LAMPIRAN 1
(a) (b)
(c)
Gambar 1.1 Film Spesimen. (a) F1 160oC, (b) F2 160oC, (c) F3 160oC
(a) (b)
(c)
(a) (b)
(c)
Gambar 1.3 Film Spesimen (a) F1 170oC, (b) F2 170oC, (c) F3 170oC
(a) (b)
(c)
(a) (b)
(c)
LAMPIRAN 2
(a) (b)
(c)
Gambar 4.6 Film Spesimen Setelah Pengujian Tarik
a) F1 160oC, (b) F2 160oC, (c) F3 160oC
(a) (b)
(c)
Gambar 4.7 Film Spesimen Setelah Pengujian Tarik
a) F1 165 o
C, (b) F2 165 o
C, (c) F3 165 o
(a) (b)
(c)
Gambar 4.8 Film Spesimen Setelah Pengujian Tarik
a) F1 170oC, (b) F2 170oC, (c) F3 170oC
(a) (b)
(c)
Gambar 4.9 Film Spesimen Setelah Pengujian Tarik
(a) (b)
(c)
Gambar 4.10 Film Spesimen Setelah Pengujian Tarik
LAMPIRAN 3
Suhu 160o C
• 80% PP : 20% PE (Spesimen a) Fmaks = 40,51 x 9,807 N
= 397,281 N
• 80% PP : 20% PE (Spesimen b) Fmaks = 39,93 x 9,807 N
• 80% PP : 20% PE (Spesimen c) Fmaks = 44,66 x 9,807 N
= 437,980 N
• 70% PP : 30% PE (Spesimen a) Fmaks = 40,99 x 9,807 N
= 401,988 N