BAB II
TINJAUAN PUSTAKA
2.1. Pencampuran
2.1.1. Teori Pencampuran
Dalam proses rekayasa industri, pencampuran adalah operasi unit yang melibatkan memanipulasi sistem fisik heterogen, dengan maksud untuk membuatnya lebih homogen. Contoh Familiar termasuk pemompaan air di kolam renang untuk menghomogenkan suhu air, dan mengaduk adonan pancake untuk menghilangkan benjolan.
Dalam kimia, suatu pencampuran adalah sebuah zat yang dibuat dengan menggabungkan dua zat atau lebih yang berbeda tanpa reaksi kimia yang terjadi (obyek tidak menempel satu sama lain). Sementara tak ada perubahan fisik dalam suatu pencampuran, properti kimia suatu pencampuran, seperti titik lelehnya, dapat menyimpang dari komponennya. Pencampuran dapat dipisahkan menjadi komponen aslinya secara mekanis. Pencampuran dapat bersifat homogen atau heterogen.
Dalam proses plastic injection molding, Mixing (mencampur) merupakan langkah pertama kesiapan bahan baku untuk molding (German 1990). Kualitas bahan baku sangat penting hingga kesalahan dalam pemilihan bahan baku ini tidak dapat diperbaiki dalam proses selanjutnya. Pencampuran menetapkan karakteristik dan keseragaman yang dibutuhkan PIM dan dengan demikian tingkat
keseragaman diharapkan dalam kondisi yang optimal dalam cetakan berikutnya dan kegiatan sintering.
Tujuan pencampuran adalah untuk melapisi partikel dengan pengikat, untuk memutus aglomerat, dan untuk mencapai distribusi seragam pengikat dan ukuran partikel seluruh bahan baku. Selanjutnya beberapa komponen dari binder harus tipis dan tersebar diantara partikel, untuk mendapatkan ini beberapa detail harus menjadi pertimbangan yang penting. Untuk binder thermoplastic pencampuran dilakukan pada temperatur yang lebih tinggi/menengah.
Pencampuran dapat diklasifikasikan menjadi beberapa jenis, yaitu sebagai berikut:
a. Pencampuran cairan larut
Campuran cairan larut adalah pencampuran sederhana fisik terdiri penggabungan dua atau lebih material hingga partikel, bagian, atau tetes masing-masing komponen disebarluaskan dalam satu sama lain secara memuaskan. Tingkat pencampuran atau keintiman dari partikel adalah masalah penilaian subjektif seperti apa yang diperlukan. Data yang spesifik yang dibutuhkan meliputi:
• Proporsi relatif dari cairan yang akan dicampur.
• Waktu yang tersedia untuk mendapatkan akhir campuran.
Evaluasi dari waktu yang tersedia cukup penting karena memiliki pengaruh yang besar terhadap tenaga mixer.
b. Suspensi padat
Suspensi padat adalah juga pekerjaan fisik yang melibatkan pencampuran sederhana menangguhkan padatan tidak larut dalam cairan. Data yang spesifik yang dibutuhkan meliputi:
• Persentase padatan, ukuran partikel, dan kecepatan pengaturan di kaki per detik.
• Kemudahan membasahi dari zat padat. • Jenis suspensi yang dibutuhkan..
c. Dispersi
Dispersi biasanya didefinisikan sebagai campuran dari dua atau lebih cairan non-larut, atau padatan dan cairan, yang lebih atau kurang stabil yang diukur oleh kehidupan sebelum perpisahan terlihat terjadi.
Data tambahan yang diperlukan termasuk :
• Jenis dispersi (cair-cair, padat dalam bentuk cair, gas dalam cair). • Relatif jumlah setiap tahap.
• Viskositas produk akhir.
• Tingkat penambahan satu komponen ke lain, dan di mana urutan.
• Waktu yang tersedia untuk menciptakan dispersi. Dimana kandungan padatan rendah, padatan mudah dapat dibasahi, dan aglomerat tidak membentuk, persyaratan aplikasi dan yang mirip dengan suspensi padatan.
• Kehalusan dispersi perlu dihasilkan oleh mixer. Hal ini berlaku untuk dispersi padat dalam cairan dan biasanya ditunjuk sebagai ukuran mikron partikel. Dissolving (pembubaran)
d. Dissolving
Umumnya mengacu pada melarutkan yang solid dalam cairan. Kebutuhannya adalah untuk memberikan laju aliran yang baik cair masa lalu permukaan padatan.
Jenis melarutkan berbagai masalah yang dihadapi ketika padatan adalah bahan non-kristalin seperti karet alam dan sintetis, resin padat dan polimer komersial lainnya. Bahan-bahan ini pertama melunak dan menjadi sangat lengket. Partikel-partikel ini cenderung menggumpal menjadi massa yang lebih besar. Peningkatan viskositas solusi dalam hasil pelarutan, dengan viskositas akhir menjadi sangat tinggi dalam solusi yang memiliki kandungan tinggi padat.
e. Ekstrasi
Dalam aplikasi pencampuran, ini didefinisikan sebagai pemisahan satu atau lebih komponen dari suatu campuran dengan menggunakan cairan pelarut. Setidaknya salah satu komponen harus bercampur dengan atau hanya sebagian terlarut dalam cairan ekstraktif sehingga setidaknya dua tahap terbentuk selama dan setelah proses ekstraksi.
Ekstraksi dapat dilakukan di dalam sebuah bejana tahap tunggal, atau dalam serangkaian bejana. Kolom lawan ekstraksi terus menerus telah menjadi kepentingan dalam beberapa tahun terakhir karena dapat menangani cukup laju
aliran tinggi melalui daerah pencampuran yang relatif kecil dengan kecepatan-di tingkat aliran proses.
Ekstraksi persyaratan pemrosesan sangat bervariasi tergantung pada operasi yang akan dilakukan bahwa tidak praktis untuk mencoba untuk tabulasi data tertentu yang diperlukan. Biasanya yang terbaik adalah mencoba untuk mengklasifikasikan di bawah salah satu operasi lain seperti suspensi atau dispersi padatan.
Ada banyak metode pencampuran mengasumsikan bahwa serbuk merupakan cairan, dan pencampuran didominasi oleh difusi yang melintang terhadap bidang gaya gunting. Tetapi model difusi ini kurang sesuai untuk campuaran PIM (plactic injection molding), karena mengabaikan sifat gumpalan serbuk pada saat mixing. satu hal yang penting adalah meramalkan waktu yang diperlukian untuk mendapatkan campuran yang homogen.
2.1.2. Metode Pencampuran
Proses pencampuran memungkinkan bahan pengikat untuk berpindah diantara permukaan pertikel bahan campuran untuk mencapai keseragaman. Tingkat keseragaman diperoleh berdasarkan sifat alami (dasar) dari setiap komponen campuran dan teknik pencampurannya serta pengaruh kondisi.
1. Pencampuran Reaksi
Metode pencampuran reaksi merupakan satu metode yang begitu inovatif. Penggunaan metode ini memudahkan dalam penyamarataan sifat dan karakteristik bila terdapat material baru yang memiliki ketidaksesuaian yang tinggi. Proses ini seringkali melibatkan penambahan bahan reaktif ketiga, seperti bahan multifungsional katalis. Peningkatan kemampuan campuran reaktif untuk memperlihatkan efek emulsi rantai plastik atau bahan tambahan yang terbentuk selama proses pencampuran. Campuran yang lebih sempurna dengan tingkat produktif yang tinggi dapat diperoleh dengan metode ini, tetapi harus melalui pengendalian proses produksi yang lebih intensif.
2. Polimerisasi
Metode polimerisasi digunakan untuk mempersiapkan campuran bahan plastik, terutama pada polimerisasi emulsi. Bahan-bahan plastik dibutuhkan dalam bentuk latek atau emulsi. Proses pencampuran bahan latek yang ukurannya sangat kecil, akan berkurang dalam skala satu mikron atau lebih, saat pemisahan yang sempurna oleh air. Tidak ada pengaruh panas, tegangan dan bahan pengikat, jika latek diuapkan atau dibekukan. Campuran bahan plastik yang padat biasanya dapat diperoleh dengan proses pemisahan antara kedua komponen.
3. Pencampuran secara Mekanik
Pencampuran antara dua atau lebih bahan plastik pada titik cairnya merupakan praktek proses pemesinan secara langsung. Komposisi campuran sudah ditemukan dan ditentukan dengan jelas. Pencampuran mekanik molekul plastik pada titik cairnya diperkirakan akan berjalan lambat dan tidak utuh. Suhu
pencampuran harus diatas suhu cair dari unsur plastik yang menjadi komponen dalam campuran. Untuk alasan ekonomi, pencampuran secara mekanik lebih mendominasi. Ukuran partikel pada fase pemisahan sangat perlu dipertimbangkan untuk mengoptimalkan kinerja campuran. Biasanya pencampuran mekanik hanya memproduksi campuran kasar. Sifat campuran sangat dipengaruhi oleh kecepatan dan suhu pencampuran. Keseragaman campuran hanya dapat dicapai setelah tahap proses pencairan. Contoh mesin yang digunakan pada pencampuran mekanik, antara lain :
Two Roll Mill
Two-roll mill terdiri dari dua buah roll horizontal yang paralel dan berputar pada arah yang berbeda. Jarak antara kedua roll dibuat dengan jarak tertentu sehingga dapat diatur/distel karena memiliki bantalan blok pada sisi bagian depan secara berlawanan dengan setelan screw. Roll balik berputar lebih cepat ketimbang roll maju sesuai perbandingan yang disebut. Putaran roll menarik campuran kearah jepitan, yang merupakan pembersih pada roll. Permukaan sisa bagian roll digunakan untuk mengangkut kembali bahan mentah kearah jepitan untuk proses pencampuran berikutnya. Sebahagian besar kerja dilakukan dengan lambat pada roll bagian depan selama proses penggabungan campuran. Air dingin dialirkan melalui rongga roll untuk mendinginkan material masuk yang mengalami kontak langsung dengan permukaan roll selama proses pencampuran.
Gambar 2.1. Proses pencampuran pada mesin two roll mill Internal Mixer
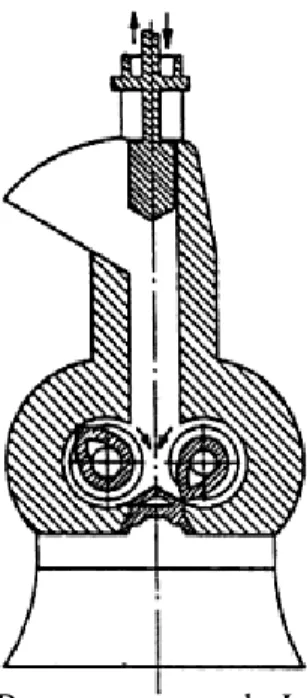
Alat penekan bertekanan tinggi seperti internal mixer digunakan untuk memanaskan dan mestabilkan perubahan campuran. Alat ini terdiri dari dua buah rotor horizontal yang terbungkus. Kerja yang dilakukan mesin ini terjadi antar rotor. Bentuk rotor ini menyerupai bentuk mesin pencampur axial sepanjang arah maju. Campuran masuk ke ruang pencampur melalui saluran masuk vertikal yang ditempatkan pada pengarah penekan yang bergerak secara hidrolik. Permukaan penekan sebelah bawah merupakan bagian dari ruang pencampuran. Campuran yang sudah merata disalurkan melalui bagian bawah dinding ruang pencampuran. Terdapat rongga yang kecil antara kedua rotor yang biasanya dijalankan pada kecepatan yang berbeda antara rotor dan dinding ruang pencampuran. Dari bentuk rotor dan gerakan penekan selama proses dapat dipastikan semua partikel campuran mengalami shear stress yang intensif pada celah (rongga) antara kedua rotor.
Gambar 2.2. Proses Pencampuran pada Internal Mixer
4. Solute Mixer
Pada metode ini, bahan plastik yang dicampur akan menyatu bersama dengan pelarut. Hal ini akan menghilangkan atau paling tidak meminimalisir permasalahan kinetik yang terjadi selama proses pencampuran yang tidak sempurna dan perubahan struktur kimia yang disebabkan oleh panas dan shear stress. Solusi pencampuran sangat bermanfaat untuk pembelajaran mekanisme dasar kristalisasi dan parameter interaksi.
2.2. Pengertian Plastic Injection Molding
Plastic Injection Molding ( PIM ) merupakan salah satu proses injection molding yang sering digunakan untuk menghasilkan atau memproses komponen-komponen yang kecil dan berbentuk rumit (Boses 1995), Proses Injection Molding mampu menghasilkan bentuk rumit dalam jumlah besar maupun kecil pada hampir semua jenis bahan termasuk logam, keramik, campuran logam dan plastik.
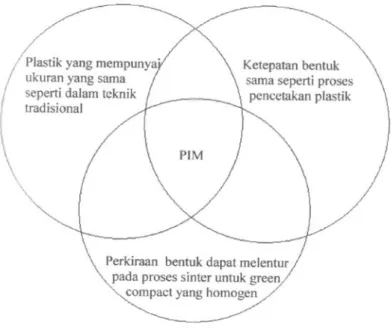
Salah satu keistimewaan proses PIM ialah kemampuannya dalam menggabungkan dan menggunakan kelebihan-kelebihan teknologi seperti kemampuan pembentukan bahan plastik, ketepatan dalam proses pencetakan dan kebebasan memilih bahan. Hal ini digambarkan pada gambar 2.3. Komponen yang dihasilkan dengan teknologi PIM kini banyak digunakan dalam industri otomotif, kimia, penerbangan, listrik, komputer, kedokteran dan peralatan militer.
Gambar 2.3 Keistimewaan Proses Plastic Injection Molding ( PIM ) (Moller 1994)
Serbuk
Binder
Campuran Butiran
Pencetakan
Debinding Sintering Selesai Keluaran
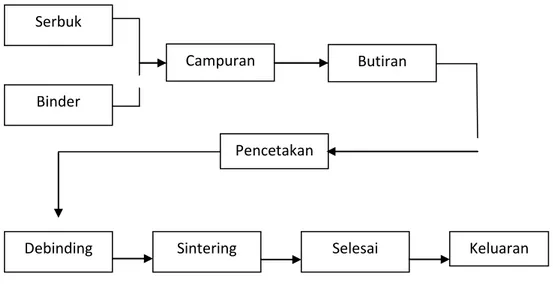
Secara umum proses PIM dibagi menjadi beberapa tahap seperti pada gambar 2.1 (German 1990). Proses ini dimulai dengan mencampur bahan baku plastik. Kemudian campuran ini dibutirkan lalu disuntik ke dalam cetakan (mould) sesuai dengan bentuk yang diinginkan.
Gambar 2.4. Tahapan Proses Plastic Injection Molding ( PIM ) (German 1990 )
2.2.1. Jenis – Jenis Mesin Plastik Molding
Berdasarkan Material Plastik yang digunakannya Plastic Molding dapat dibedakan atas beberapa jenis yaitu:
1. Blowing molding. 2. Compression molding. 3. Extrusion molding 4. Transfer molding. 5. Injection molding.
• Metode Blow molding
Blow molding merupakan suatu metode mencetak benda kerja berongga dengan cara meniupkan atau menghembuskan udara kedalam material/bahan yang menggunakan cetakan yang terdiri dari dua belahan mold yang tidak menggunakan inti sebagai pembentuk rongga tersebut.
Material plastik akan keluar secara perlahan, secara perlahan akan turun dari sebuah Extruder Head kemudian setelah cukup panjang kedua belahan mold akan di jepit dan menyatu sedangkan bagian bawahnya akan dimasuki sebuah alat peniup (blow Pin) yang menghembuskan udara ke dalam pipa plastik yang masih lunak, sehingga plastik tersebut akan mengembang dan membentuk seperti bentuk rongga mould-nya. Material yang sudah terbentuk akan mengeras dan bisa dikeluarkan dari mold hal ini karena Mold dilengkapi dengan saluran pendingin didalam kedua belahan mold. Untuk memperlancar proses peniupan proses ini dilengkapi dengan pisau pemotong pipa plastik yang baru keluar dari extruder head.
Contoh hasil produksi yang dapat dikerjakan dengan metode ini adalah bentuk Gelas dan botol. Proses tersebut seperti gambar dibawah ini:
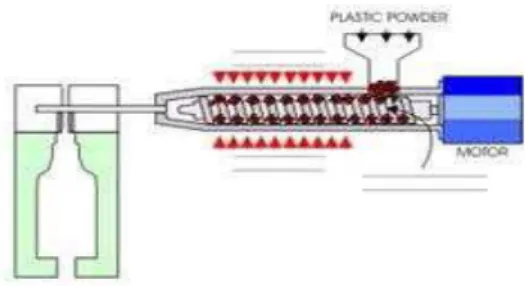
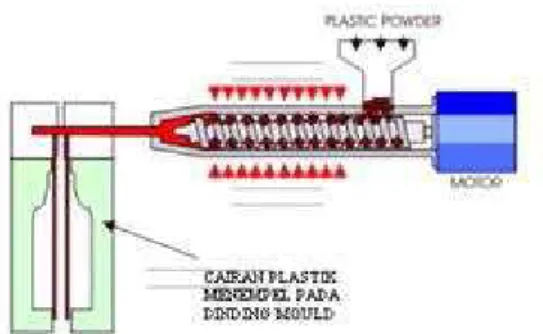
1. Proses Pengisian butiran Plastik dari Hopper kedalam Heater. Oleh motor Screw berputar sambil menarik butiran plastik mengisi ruang Heater.
2. Proses pemanasan butiran plastik kedalam heater. Setelah butiran plastic meleleh dan membentuk seperti pasta maka plastik diinjeksikan kedalam mold.
Gambar 2.6 Proses Pemanasan Butiran Plastik
3. Proses peniupan udara. Saat plastik menempel pada dinding mold seperti pada tahap kedua maka udara dengan tekanan tertentu ditiupkan kedalam mold.
Gambar 2.7 Proses Peniupan Udara
4. Proses pengeluaran produk. Produk dikeluarkan setelah produk dingin dengan cara salah satu cavity plate membuka.
• Metode Compression Molding (Thermoforming)
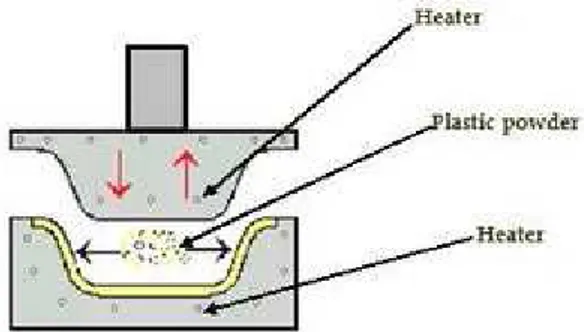
Compression molding (Thermoforming) merupakan metode mold plastic dimana material plastik (compound plastic) diletakan kedalam mold yang dipanaskan kemudian setelah material tersebut menjadi lunak dan bersifat plastis, maka bagian atas dari die atau mould akan bergerak turun menekan material menjadi bentuk yang diinginkan. Apabila panas dan tekanan yang ada diteruskan, maka akan menghasilkan reaksi kimia yang bisa mengeraskan material thermoseting tersebut.
Gambar 2.9 Metode Compression Molding
Material Thermosetting diletakkan kedalam mold yang bersuhu antara 300 oF hingga 359 oF dan tekanan mold berkisar antara 155 bar hingga 600 bar.
Proses compression molding dapat dibedakan atas empat macam yaitu :
1. Flash type Mold - jenis ini bentuknya sederhana, murah, saat mold menutup maka material sisa yang kemudian meluap akan membentuk lapisan parting line dan karena tipisnya akan segera mengeras/beku sehingga menghindari meluapnya material lebih banyak. Jadi biasanya mold akan di isi material sepenuhnya sampai luapan yang terjadi sebanyak yang diijinkan.
2. Positive mould - jenis ini terdiri dari dari suatu rongga (cavity) yang dalam dengan sebuah plunger yang mengkompresikan/memadatkan material pada bagian bawah mold pemberian material disesuaikan dengan kapasitasnya baik dengan cara menimbang sehingga menghasilkan produk yang baik dan seragam. 3. Landed Positive Mold - mirip dengan tipe diatas ,akan tetapi tinggi bidang batas dibatasi.bagian “land” bekerja menahan tekanan (bukan bagian produknya). Karena ketebalan material terkontrol dengan baik, maka kepadatan benda kerja tergantung dari posisi pengisian yang diberikan.
4. Semi positive mold - merupakan kombinasi antara flash type dan landed positive mold.
• Metode Extrusion Molding
Extrusion molding mempunyai kemiripan dengan injection molding, hanya pada extrusion molding ini material yang akan dibentuk akan berupa bentukan profil tertentu yang panjang. Pada prinsipnya juga ada bagian mesin yang berfungsi mengubah material plastik menjadi bentuk lunak (semifluida) seperti pasta dengan cara memanaskannya dalam sebuah silinder, dan memaksanya keluar dengan tekanan melalui sebuah forming die (extruder head or hole), yaitu suatu lubang dengan bentuk profill tertentu itu akan keluar dan diterima oleh sebuah conveyor dan dijalankan/ditarik sambil didinginkan, sehingga profil yang terbentuk akan mengeras, dan setelah mencapai panjang tertentu akan dipotong dengan pemotong yang melengkapi mesin extrusi tersebut.
Berikut ini contoh proses Extrusion molding :
1. Butiran kecil material plastik oleh gerakan srew dimasukkan kedalam silinder heater dipanaskan untuk diubah menjadi material kental seperti pasta.
Gambar 2.10 Pemanasan Plastik
2. Didalam silinder Heater atau pemanas, butiran plastik berubah menjadi cair, lalu dengan tekanan tertentu dimasukkan melalui sebuah forming die (extruder head atau hole), yaitu suatu lubang dengan bentuk profill.
Gambar 2.11 Proses Pencetakan
3. Produk ditarik atau dikeluarkan dan diterima oleh sebuah conveyor dan dijalankan/ditarik sambil didingikan, sehingga profil yang terbentuk akan mengeras.
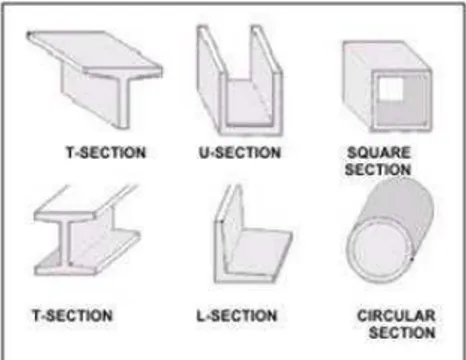
Berikut ini contoh produk-produk yang dihasilkan dengan extrution molding.
Gambar 2.13 Produk Yang Dihasilkan dengan Extrution Molding
Bentuk extruder head (forming) ini bisa bermacam-macam, sesuai dengan keinginan kita dan bisa dipasang dan diganti-ganti karena dilengkapi dengan holder. Tentu saja bagian ini harus dibuat dari bahan baja pilihan yang dikeraskan, yang mampu menahan panas dan gesekan dari material yang diproses pendinginan benda kerja dilakukan dengan menyemprotkan udara pada profil yang berjalan, sehingga bisa merata keseluruh bagian/panjang profil yang dihasilkan.
• Metode Transfer Molding
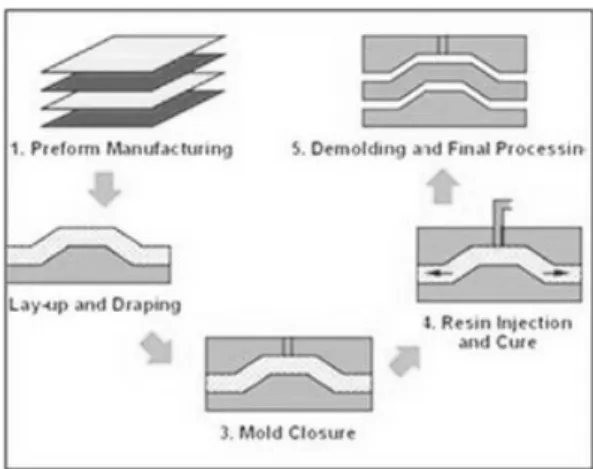
Transfer molding merupakan proses pembentukan suatu benda kedalam sebuah mold (yang tertutup) dari material thermosetting, yang disiapkan kedalam reservoir dan memaksanya masuk melalui runner/kanal kedalam cavity dengan menggunakan panas dan tekanan.
Pada proses transfer molding dibutuhkan toleransi yang kecil pada semua bagian mold, sehingga sangat perlu dalam pembuatan mold, dikonsultasikan secara baik dengan product designer, mold designer dan molder/operator untuk menentukan toleransi.
Proses transfer moulding terdiri atas dua type yaitu: sprue Type dan plunger tipe. Jenis plunger memerlukan tekanan yang lebih kecil dibandingkan dengan tipe sprue.
Gambar 2.14 Proses Transfer Molding
• Metode Injection Molding
Proses injection molding merupakan proses pembentukan benda kerja dari material compound berbentuk butiran yang ditempatkan kedalam suatu hopper/torong dan masuk kedalam silinder injeksi yang kemudian didorong melalui nozel dan sprue bushing kedalam rongga (cavity) dari mold yang sudah tertutup. Setelah beberapa saat didinginkan, mold akan dibuka dan benda jadi akan dikeluarkan dengan ejector. Material yang sangat sesuai adalah material thermoplastik dan karena pemanasan material ini akan melunak dan sebaliknya akan mengeras lagi bila didinginkan. Perubahan – perubahan ini hanya bersifat fisik, jadi bukan perubahan kimiawi sehingga memungkinkan untuk mendaur ulang material sesuai dengan kebutuhan.
Material plastik yang dipindahkan dari silinder pemanas biasanya suhunya berkisar antara 177 derajat Celcius hingga 274 derajat Celcius. Semakin panas
suhunya, plastik/material itu akan semakin encer (rendah viskositasnya) sehingga semakin mudah diinjeksi, disemprotkan kedalam mold. Setiap material memiliki karakter suhu molding. Semakin lunak formulasinya, yang berarti kandungan plastis tinggi, membutuhkan temperatur rendah, sebaliknya yang memiliki formulasi lebih keras butuh temperatur tinggi. Bentuk-bentuk partikel yang sulit, besar dan jumlah cavity yang banyak serta runner yang panjang menyebabkan tuntutan temperatur yang tinggi atau naik.
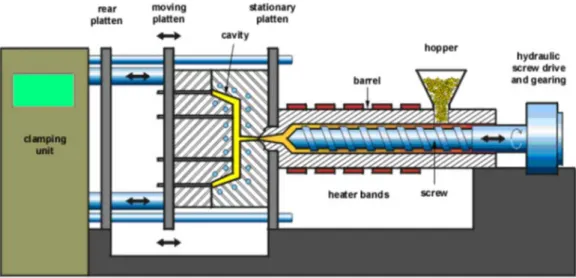
Gambar 2.15 Unit Mesin Injcetion Moulding (Gutowski : 2002)
Terdapat tiga bagian utama dalam mesin injection molding,yaitu(Anif Jamaludin:2007):
1. Clamping Unit
Merupakan tempat untuk menyatukan molding. Clamping system sangat kompleks, dan di dalamnya terdapat mesin molding(cetakan), dwelling untuk memastikan molding terisi penuh oleh resin, injection untuk memasukan resin melalui sprue pendingin, ejection untuk mengeluarkan hasil cetakan plastik dari molding.
2. Plasticizing Unit
Merupakan bagian untuk memasukan pellet plastik (resin) danpemanasan. Bagian dari Plasticizing unit: Hopper untuk memasukkan resin; Screw untuk mencampurkan material supaya merata, Barrel, Heater, dan Nozzle.
3. Drive Unit
Unit untuk melakukan kontrol kerja dari Injection Molding,terdiri dari Motor untuk menggerakan screw, piston injeksi menggunakan Hydraulic system (sistem pompa) untuk mengalirkan fluida dan menginjeksi resin cair ke molding.
2.3. Pengenalan Bahan Baku 2.3.1. Polimer
Polimer sebenarnya sudah ada dan digunakan manusia sejak berabad-abad yang lalu. Polimer - polimer yang sudah digunakan itu adalah jenis polimer alam seperti selulosa, pati, protein, wol, dan karet. Istilah polimer pertama kali digunakan oleh kimiawan dari Swedia, Berzelius (1833).
Istilah plastik dan polimer sering kali dipakai secara bergantian. Faktanya, plastik adalah suatu material hasil rekayasa yang tidak sederhana dalam struktur molekulnya melainkan memiliki komposisi yang rumit, yang dengan sengaja diatur untuk memenuhi aplikasi – aplikasi spesifik yang diinginkan. Plastik merupakan polimer yang ditambah kan dengan aditif, dimana aditif merupakan material yang dapat meningkatkan kemampuan (properties) polimer.
Aditif adalah material yang ditambahkan untuk meningkatkan kemampuan (properties) dari polimer. (Crompton, 1979)
Secara umum polimer memiliki sifat-sifat umum yang khas, diantaranya adalah :
• Mampu cetak yang baik. Pada temperatur relatif rendah bahan dapat dicetak dengan penyuntikan, penekanan, ekstrusi dan seterusnya akibatnya biaya pembuatan relatif lebih rendah dibanding pada logam atau keramik. • Produk yang kuat dan ringan dapat dibuat. Berat jenis polimer adalah
rendah dianding logam dan keramik, yaitu 1,0 – 1,7 yang memungkinkan dapat diproduksi barang yang kuat dan ringan.
• Banyak diantara polimer bersifat isolator yang baik. Polimer mungkin saja dibuat konduktor dengan jalan mencampurnya dengan serbuk logam, butiran karbon, serbuk alam dan lain-lain.
• Baik sekali dalam ketahanan air dan ketahanan zat kimia. Pemilihan bahan yang baik akan menghasilkan produk yang mempunyai sifat-sifat baik sekali.
• Produk-produk dengan sifat yang cukup berbeda dapat dibuat tergantung pada cara pembuatannya. Dengan mencampur zat plastis, pengisi dan sebagainya. Sifat-sifat dapat berubah dalam daerah yang luas.
• Kekerasan permukaan sangat kurang. Bahan polimer yang keras ada tetapi masih jauh dibaah kekerasan logam dan keramik.
• Kurang tahan terhadap pelarut. Umumnya larut dalam zat pelarut tertentu kecuali pada bahan tertentu seperti politetrafluoretilen. Kalau tidak larut, mudah retak karena kontak terus-menerus dengan zat pelarut dan disertai adanya tegangan. Oleh karena itu perlu perhatian khusus.
• Beberapa bahan tahan abrasi atau mempunyai koefisien gesek yang kecil (Surdya, T dan Saito, S, 1986)
Pada dasarnya plastik secara umum digolongkan ke dalam 3 (tiga) macam dilihat dari temperaturnya, yakni :
1. Bahan Thermoplastik (Thermoplastic) yaitu akan melunak bila dipanaskan dan setelah didinginkan akan dapat mengeras. Contoh bahan thermoplastik adalah : Polistiren, Polietilen, Polipropilen, Nilon, Plastik fleksiglass dan Teflon.
2. Bahan Thermoseting (Thermosetting) yaitu plastik dalam bentuk cair dan dapat dicetak sesuai yang diinginkan serta akan mengeras jika dipanaskan dan tetap tidak dapat dibuat menjadi plastik lagi. Contoh bahan thermosetting adalah : Bakelit, Silikon dan Epoksi.
3. Bahan Elastis (Elastomer) yaitu bahan yang sangat elastis. Contoh bahan elastis adalah : karet sintetis.
Gambar 2.16. Klasifikasi polimer (Saptono, Rahmat, 2007)
2.3.2. Pemanfaatan Polimer
Penggunaan polimer dalam kehidupan sehari – hari yang telah dikenal dan digunakan secara umum yaitu:
1. Polyurethanes
Polyurethanes banyak digunakan untuk produk-produk yang terbuat dari foam, serat, dan yang digunakan untuk elastomer dan pelapis (coating).Aplikasinya dalam kehidupan sehari-hari misalnya untuk pembuatan wadah dari foam, untuk industri garmen, untuk aplikasi bahan bangunan dan sebagainya.
2. Polyester
Poliester dibentuk dari monomer-monomer ester.Salah satu contoh polimer ini adalah dakron.Dakron digunakan sebagai serat tekstil. Selain
dakron dikenal pula Mylar, yang digunakan sebagai pita perekam magnetik
3. Polypropylene (PP)
Biasanya digunakan untuk membuat tali, botol, spakbor sepeda motor dan sebagainya.
4. Polyethylene (PE)
Biasanya digunakan untuk pembungkus makanan, kantung plastik, ember, helm dan sebagainya.
5. Akrilat (flexiglass)
Beberapa polimer dibuat dari asam akrilat sebagai monomernya. Polimetil metakrilat atau flexiglass merupakan plastik bening, keras tetapi ringan.Polimer jenis ini banyak digunakan untuk kaca jendela pesawat terbang dan mobil.
6. Bakelit
Bakelit banyak digunakan untuk alat-alat listrik. 7. PVC
PVC (polivinilklorida) biasanya digunakan untuk membuat pipa, selang, pelapis lantai dan sebagainya
8. Teflon
Teflon atau politetrafluoroetilena memiliki sifat yang tahan terhadap bahan kimia dan panas, sehingga seringkali digunakan untuk pelapis tangki atau panci anti lengket
9. Karet alam dan karet sintetis
Karet diperoleh dari getah pohon karet (lateks). Karet alam merupakan polimer isoprena. Karet sintetis terdiri dari beberapa macam, misalnya polibutadiena, polikloroprena dan polistirena. Karet sintetis yang telah banyak dikenal yaitu SBR. SBR terdiri dari monomer stirena dan 1,3-butadiena, banyak digunakan untuk pembuatan ban mobil.
Berikut contoh penggunaan polimer dalam kehidupan sehari – hari:
Gambar 2.17. Penggunaan polimer dalam kehidupan sehari- hari
Faktor utama yang perlu diperhatikan dalam memilih bahan plastik meliputi :
1. Aplikasi
Sebelum memilih bahan plastik, perlu dipertimbangkan apakah bahan tersebut memenuhi kebutuhan aplikasi. Empat hal dapat dipertimbangkan sebagai parameter/kondisi untuk penggunaan
• Lingkungan penggunaan
Perlu meneliti pengaruh lingkungan terhadap produk yang dibuat dari bahan plastik yang digunakan. Pengaruh lingkungan tersebut meliputi suhu, kelembaban dan daerah kerja, kemungkinan kontak dengan gas, unsur kimia, atau larutan kimia, maupun keterbukaan alam (matahari, hujan atau radiasi)
• Jenis gaya eksternal yang dikenakan padanya
Perlu dianalisa jenis gaya eksternal seperti gaya tarik, lentur, kompresi, geser atau friksi yang dikenakan di bawah lingkungan tersebut di atas dan bagaimana kombinasi dari gaya-gaya di atas. Perlu diteliti apakah gaya-gaya ini dikenakan sebagai beban tumbukan, tegangan berulang atau gaya dinamis. Setelah
mempertimbangkan faktor-faktor ini baru memilih bahan-bahan plastik yang memiliki ketahanan terhadap gaya eksternal. • Situasi khusus
Setiap negara mempunyai standar kualitas tidak sama, sehingga bahan yang dipilih harus memenuhi persyaratan standar di negara masing-masing.
• Pengguna dan tujuan pemakaian
Faktor tersebut pantas memperoleh perhatian siapa pengguna produk tersebut misalnya anak-anak, atau orang dewasa baru dipertimbangkan pemilihan bahan yang sesuai atau tidak
membahayakan. Selanjutnya mempertimbangkan di mana produk tersebut akan digunakan, apakah untuk tujuan produksi atau untuk
konsumen umum, baru kemudian memilih jenis bahan plastik yang di kehendaki.
2. Sifat-sifat Bahan Plastik
Dengan mempertimbangkan faktor yang memenuhi aplikasi pemilihan bahan plastik, barulah memilih bahan plastik yang memiliki sifat-sifat bahan tersebut seperti berat spesifik, warna, transparansi, sifat, mekanik, elektronik, termal, kimiawi, durabilitas dan prosesabilitas. 3. Pertimbangan Ekonomis
Harga merupakan salah satu faktor penentu dalam pemilihan jenis bahan plastik baik dengan membandingkan harga produk saingan maupun dengan bahan plastik lain setelah mempertimbangkan biaya proses fabrikasi.
4. Keamanan dan Kesehatan
Merupakan salah satu faktor penting mempertimbangkan kesehatan dan keamanan orang yang bekerja pada proses fabrikasi dan atau pengguna prosuk akhir.
5. Limbah
Hal ini penting di carikan jalan keluar penanganannya, disertai kegiatan promosi daur ulang dalam proses proses produksi.
2.3.3. Karakterisasi
Karakterisasi dilakukan untuk mengetahui dan menganalisa campuran polimer. Karakterisasi yang dilakukan berupa uji tarik (Kekuatan tarik, Regangan, Modulus elastisitas).
2.3.3.1 Kekuatan Tarik
Kekuatan tarik adalah salah satu sifat dasar dari bahan polimer yang terpenting dan sering digunakan untuk karakteristik untuk suatu bahan polimer. Kekuatan tarik sesuatu bahan didefenisikan sebagai besarnya beban maksimum (Fmaks) yang digunakan untuk memutuskan spesimennya bahan dibagi dengan luas penampang awal (A0).
Keterangan
= Kekutan Tarik (MPa) F = Beban Maksimum (kgf) A0 = Luas penampang awal (mm2)
Bila suatu bahan dikenakan bebanterik yang disebut tegangan (gaya persatuan luas), maka bahan akan mengalami perpanjangan (regangan). Kurva tegangan terhadap regangan merupakan gambaran karakteristik dari sifat mekanik suatu bahan.
2.3.3.2 Regangan
Pertambahan panjang yang terjadi akibat perlakuan yang diberikan pada sampel sehingga pertambahan panjang sampel setiap satuan atau perbandingan antara pertambahan panjang mula – mula disebut regangan atau :
Dalam bentuk persamaan :
2.3.3.3 Modulus elastisitas
Modulus elastisitas adalah perbandingan antara tegangan tarik dan regangan.
Dalam bentuk persamaan
Keterangan :
E = Modulus elastisitas (MPa) σ = Kekuatan Tarik (MPa) ε = Regangan
2.4. Bahan baku
2.4.1. Polyethylene (PE)
Polyethylene merupakan polimer termoplastik yang mudah diolah maka dari itu sering di cetak dengan penekanan, injeksi, ekstruksi, peniupan dan hampa udara.
Polyethylene juga sering digunakan pada pembuatan barang seperti pipa plastik (http://www.alibaba.com/product.gs/249708012/pe_pp_product.html). Dan juga helm untuk keselamatan kegiatan arung jeram (http://indonetwork/my_qasoline/2182192/helmets-lokal-red.html)
Polyethylene memiliki titik leleh rata-rata sebesar 105-115°C. Disisi lain polyethylene tekanan rendah kurang bercabang dan merupakan rantai lurus karena itu massa jenisnya lebih besar sebab mengkristal secara baik sehingga memiliki kristalinitas tinggi. Karena kristal yang berbentuk baik itu mempunyai gaya antar molekul yang kuat, maka bahan ini memiliki kekuatan mekanis yang tinggi dan titik lunak yang tinggi pula.
Polyethylene ini dibuat dengan jalan polimerisasi gas etilen yang dapat diperoleh dengan memberi hydrogen gas petroleum pada pemecahan minyak (nafia), gas alam atau asetelin.Melihat kristalinitas dan massa molekul, titik leleh, dan transisi gelas sulit melihat sifat fisik polietilena. Temperatur titik tersebut sangat bervariasi bergantung pada tipe polietilena.Pada tingkat komersil, Kebanyakan LDPE, MDPE, dan HDPE mempunyai tingkat resistansi kimia yang sangat baikdan tidak larut pada temperatur ruang karena sifat kristalinitas mereka. Polietilena umumnya bisa dilarutkan pada temperatur yang tinggi dalam hidrokarbon aromatik seperti toluena atau xilena, atau larutan terklorinasi seperti trikloroetana atau triklorobenzena.
Produknya mempunyai fleksibilitas pada suhu ruang maupun rendah, kedap air, tidak ber- reaksi dengan zat kimia, dapat disambung dengan cara dipanaskan dan dapat diberi warna. Produknya mencakup: cetakan es, baki, pencuci film, kain, kemasan, botol susu bayi, selang air, kabel koaksial, helm dan bahan isolasi atau peredam getaran untuk frekwensi tinggi. Semua produk-produk diatas, dibuat dengan cara: cetak-injeksi, cetak-tiup atau ekstrusi.
2.4.1.1. Low Density Polyethylene (LDPE)
Sifat mekanis jenis plastik LDPE adalah kuat, agak tembus cahaya, fleksibel dan permukaan agak berlemak. Pada suhu di bawah 60oC sangat resisten terhadap senyawa kimia, daya proteksi terhadap uap air tergolong baik, akan tetapi kurang baik bagi gas-gas yang lain seperti oksigen, sedangkan jenis plastik HDPE mempunyai sifat lebih kaku, lebih keras, kurang tembus cahaya dan kurang terasa berlemak (Koswara, 2006)
2.4.1.2 High Density Polyethylene (HDPE)
Pada polyethylene jenis low density terdapat sedikit cabang pada rantai antara molekulnya yang menyebabkan plastik ini memiliki densitas yang rendah, sedangkan high density mempunyai jumlah rantai cabang yang lebih sedikit dibanding jenis low density. Dengan demikian, high density memiliki sifat bahan yang lebih kuat, keras, buram dan lebih tahan terhadap suhu tinggi.
2.4.2. Polyprophylene (PP)
Polypropylene dibentuk dengan berbagai teknik termoplastik, memiliki sifat-sifat listrik yang baik, tahan terhadap impak, kekuatan nya tinggi dan tahan terhadap suhu tinggi serta zat-zat kimia.
Sering juga digunakan untuk membuat peralatan/aksesoris sepeda motor sperti spakbor depan (http//asiamtr.indonetwork.co.id/375302/spakbor-mds.html), koper, perabotan, kemasan makanan,dan isolasi listrik.
Polypropylene memiliki sifat – sifat yang serupa dengan polyethylene Sifat mekaniknya dapat ditingkatkan sampai batas tertentu dengan jalan mencampurkan serat gelas dan pemuaian termal juga dapat diperbaiki sampai setingkat dengan bahan thermoseting. Sifat- sifat listriknya hampir sama dengan sifat-sifat pada polyethylene. Tahan kimianya kira-kira sama bahkan lebih baik dari pada polyethylene massa jenis tinggi.
Polypropylene paling umum digunakan untuk cetakan plastik, dimana hal ini disuntikkan ke dalam cetakan sementara cair, membentuk bentuk kompleks dengan biaya yang relatif rendah dan volume tinggi; contoh termasuk tutup botol, botol, dan alat kelengkapan. Polypropylene memiliki rumus molekul (C3H6)n. Massa jenisnya rendah termasuk kelompok yang paling ringan diantara bahan polimer, dapat terbakar bila dinyalakan dibandingkan polyethylene massa jenis tinggi. Titik lelehnyanya tinggi sekali (164°C), kekuatan tarik, kekuatan lentur dan kekuatannya lebih tinggi tetapi tahan impaknya lebih rendah terutama pada temperatur rendah.