BAB VIII
IMPLEMENTASI PENYEIMBANGAN LINI PERAKITAN
8.1 Tujuan Praktikum
Tujuan dari praktikum ini terhadap praktikan antara lain:
1. Mampu menyeimbangkan lini perakitan untuk meningkatkan performa lini perakitan.
2. Memahami proses penyeimbangan lini perakitan secara riil.
3. Mampu membandingkan serta menganalisis perbedaan dan proses antara teori dan implementasi penyeimbangan lini perakitan.
8.2 Tugas Praktikum
Tugas yang akan dilakukan pada praktikum ini membuat analisa penyeimbangan lini perakitan dari kasus laporan dengan CT terbaik dan implementasi teori di penyeimbangan lini perakitan secara riil.
8.3 Output
8.3.1 Teori Penyeimbangan Lini Produksi
a. Hasil Rancangan Lini Perakitan yang Sudah Diseimbangkan
T = Jam kerja per hari (detik), 6 jam = 21600 detik D = Jumlah produk yang dirakit, 150 unit
CT Initial = 33 detik
b. Tabel Perhitungan
Tabel 8. 1 Penentuan Kolom (K) dan CT Tepilih Teoritis
CT terpilih 33 detik
menentukan jumlah minimum stasiun kerja
k =
Total Ti/CT terpilih
k = 3
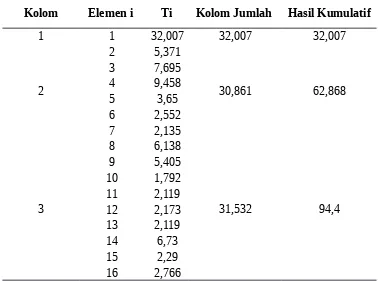
Tabel 8. 2 Penugasan Elemen Kerja Lini Produksi Teoritis
Kolom Elemen i Ti Kolom Jumlah Hasil Kumulatif
1 1 32,007 32,007 32,007
2
Tabel 8. 3 Nilai ST dan Delay of Station Teoritis
= CT – Sti of Station Time
1 32,007 0,993 0,986049
2 30,861 2,139 4,575321
3 31,532 1,468 2,155024
Total 94,4 4,6 7,716394
Tabel 8. 4 Penilaian Performansi Secara Teoritis
Parameter Nilai
EL 95,35%
SI 2,7778398
BD 4,65%
IT 4,6
8.3.2 Hasil Implementasi Penyeimbangan Lini Produksi a. Tabel Input Hasil Implementasi Penyeimbangan Lini
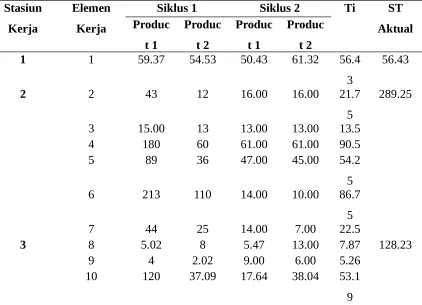
Tabel 8. 5 Waktu Proses dan Stasiun Kerja Aktual
Stasiun Kerja
Elemen Kerja
Siklus 1 Siklus 2 Ti ST
Aktual
1 1 59.37 54.53 50.43 61.32 56.4
3
56.43
2 2 43 12 16.00 16.00 21.7
5
289.25
3 15.00 13 13.00 13.00 13.5
4 180 60 61.00 61.00 90.5
5 89 36 47.00 45.00 54.2
5
6 213 110 14.00 10.00 86.7
5
7 44 25 14.00 7.00 22.5
3 8 5.02 8 5.47 13.00 7.87 128.23
9 4 2.02 9.00 6.00 5.26
10 120 37.09 17.64 38.04 53.1
Stasiun Kerja
Elemen Kerja
Siklus 1 Siklus 2 Ti ST
Aktual
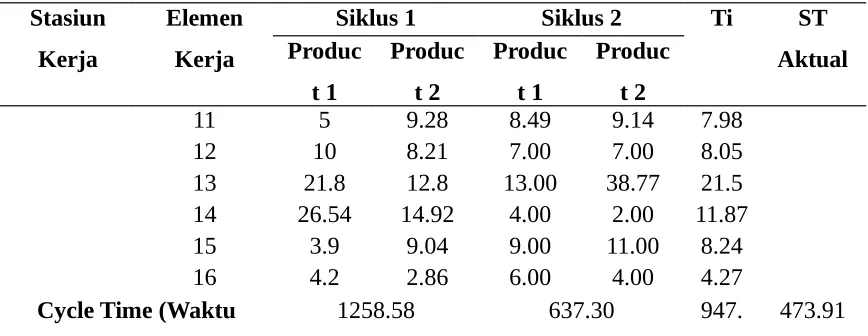
13 21.8 12.8 13.00 38.77 21.5
14 26.54 14.92 4.00 2.00 11.87
15 3.9 9.04 9.00 11.00 8.24
Siklus 1 Siklus 2
Produk 1 Produk 2 Produk 1 Produk 2
Idle (menit) 11.97 0 4.17 0
Delay (menit) 0.33 0 1.13 0
Bottleneck WS 2 dan WS 3 - WS 2 dan WS 3
-Reject Product 1 1 0 1
b. Tabel Perhitungan
Tabel 8. 7 Tabel CT Terpilih dan Jumlah kolom Stasiun Kerja (K)
CT Terpilih ¿(waktu siklus1+waktu siklus2) 2
¿1258.58+637.30
2 ¿947.94detik
Jumlah Minimun Stasiun Kerja k = Total Ti/CT
Tabel 8. 8 ST dan Delay Station Lini Produksi Aktual
WS ST (1) (2) Delay of station time = CT - STi
(3) Kuadrat dr (2)
1 56.43 891.51 794790.08
2 289.25 658.69 433872.52
Total 473.91 1900587.1
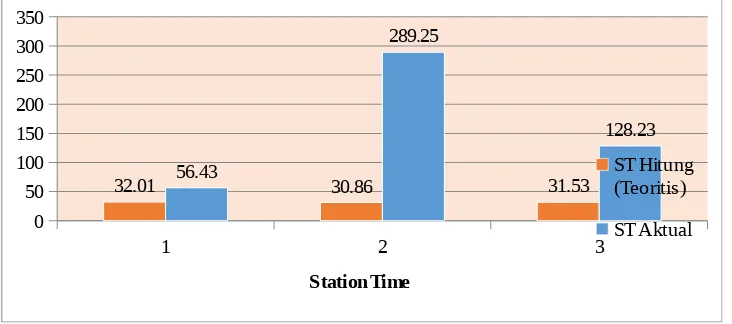
Tabel 8. 9 Perbandingan Waktu Stasiun Kerja Aktual dan Teoritis
WS ST Aktual ST Hitung (Teoritis)
1 56.43 32.007
2 289.25 30.861
3 128.23 31.532
4 5
TOTAL 473.91 94.4
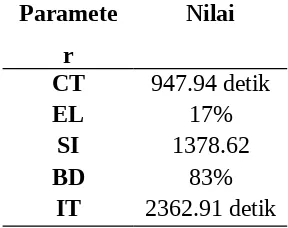
Tabel 8. 10 Tabel Penilaian Performansi Lini Produksi Aktual
Paramete r
Nilai
CT 947.94 detik
EL 17%
SI 1378.62
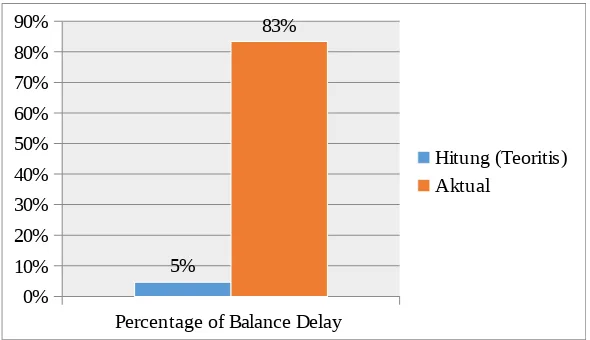
BD 83%
IT 2362.91 detik
Tabel 8. 11 Tabel Perbandingan Penilaian Performansi Lini Produksi Teoritis dan Aktual
Performansi Hitung (Teoritis) Aktual Persentage of Line
Efficiency
95.35% 17%
Smoothness Index 2.78 1378.62
Idle Time (detik) 4.60 2369.91
8.3.3 Grafik Perbandingan Output antara Teori dan Implementasi
1 2 3
0 50 100 150 200 250 300 350
32.01 56.43 30.86 31.53
289.25
128.23 ST Hitung (Teoritis)
ST Aktual
Station Time
Gambar 8. 2 Grafik Perbandingan Waktu Stasiun Kerja (ST) Teoritis dan Aktual
Persentage of Line Efficiency 0.00%
20.00% 40.00% 60.00% 80.00% 100.00% 120.00%
95.35%
17%
Hitung (Teoritis) Aktual
Smoothness Index
Gambar 8. 4 Grafik Perbandingan SI Teoritis dan Aktual
Idle Time (detik)
Gambar 8. 5 Grafik Perbandingan IT Teoritis dan Aktual
Percentage of Balance Delay 0%
1 2 3 0
50 100 150 200 250 300 350
56.43
289.25
128.23
32.01 30.86 31.53
grafik beban kerja setiap stasiun kerja
ST Aktual ST Teoritis
Gambar 8. 7 Grafik Perbandingan Beban Kerja Setiap Stasiun Kerja
8.4. Analisa
8.4.1. Analisa perbandingan EL, SI, BD, IT
Perbandingan EL
Efisiensi Lintasan Perakitan yaitu rasio antara waktu yang digunakan dengan waktu yang tersedia. Keseimbangan lintasan yang baik adalah jika efisiensi setelah diseimbangkan lebih besar dari efisiensi sebelum diseimbangkan.
Jika dilihat dari perbandingan grafik EL teoritis dan aktual diatas terjadi perbedaan yang sangat signifikan dimana EL teoritis lebih besar daripada EL aktual yaitu dengan presentasi masing-masing 95.35% dan 17%. Hal tersebut menjelaskan bahwa keseimbangan lintasan tidak baik dalam keadaan aktual atau keadaan sebenarnya. Itu bisa terjadi akibat waktu siklus yang dihasilkan lebih besar dimana penyebabnya adalah terdapat perakitan yang membutuhkan waktu lebih karena di dalam perakitan tersebut terdapat bagian-bagian yang sangat kecil sehingga dalam pemasangannya perlu ketelitian tingkat tinggi.
Perbandingan SI
mengindikasikan lini perakitan tersebut semakin seimbang karena pembagian beban kerja semakin merata.
Jika dilihat dari perbandingan grafik SI teoritis dan aktual diatas terdapat perbedaan yang sangat mencolok. Nilai hitung teoritis menghasilkan nilai 2.78 sedangkan untuk penghitungan aktual menghasilkan nilai 1378.62 yang jauh sekali dari nilai 2.78 dimana hal tersebut memiliki arti bahwa pembagian beban kerja tidak merata. Terdapat lini perakitan yang menerima beban kerja sangat besar dan sebaliknya terdapat lini perakitan yang beban kerjanya terlampau ringan sehingga waktu tunggu relatif yang dihasilkan sangat tinggi akibat tidak meratanya beban kerja tersebut.
Perbandingan BD
Balance Delay merupakan rasio antar waktu idle dalam lini perakitan dengan waktu yang tersedia. Penurunan balance delay (BD) suatu lini perakitan mengindikasikan bahwa lini perakitan yang terbentuk memiliki keseimbangan yang lebih baik.
Jika dilihat dari perbandingan grafik BD teoritis dan aktual diatas terdapat perbedaan yang sangat signifikan. Nilai hitung teoritis hanya sebesar 5% sedangkan nilai aktualnya mencapai 83% yang mana terdapat kenaikkan yang tinggi sekali hal tersebut mengindikasikan bahwa perakitan yang terbentuk memiliki keseimbangan yang lebih buruk dalam aktualnya. Hal tersebut bisa diakibatkan oleh lamanya waktu siklus yang dihasilkan pada keadaan sebenarnya seperti terdapat perakitan yang lama pada salah satu lini perakitan akibat dari kurangnya pemahaman dari prosedur perakitan.
Perbandingan IT
dapat dikerjakan terlebih dahulu tetapi malah tidak dilakukan dan menunggu hasil rakitan dari lini perakitan sebelumnya sehingga terjadilah idle time tersebut dimana seharusnya tidak terdapat idle time sama sekali jika menilik dari hitung secara teoritis.
8.4.2. Analisa grafik perbandingan beban kerja
Dilihat dari grafik diatas terdapat perbedaan beban kerja yang cukup signifikan untuk tiap stasiun kerja antara teoritis dan aktualnya. Dimana untuk yang secara teoritis beban kerja untuk tiap stasiun kerja sangat merata yaitu untuk stasiun kerja 1, 2 dan 3 secara berutuan memiliki nilai 32.007, 30.861 dan 31.532. Sedangkan untuk yang secara aktual atau keadaan yang sebenarnya beban kerja sangat tidak merata untuk tiap stasiun kerja dimana nilainya adalah stasiun kerja 1 56.43, stasiun kerja 2 289.25, dan stasiun kerja 3 128.23. Tidak meratanya beban kerja tersebut disebabkan oleh pembagian perakitan yang tidak merata untuk tiap stasiun kerjanya. Stasiun kerja 2 memiliki beban yang paling tinggi karena pada stasiun kerja 2 tersebut mengerjakan lebih banyak proses perakitan daripada stasiun kerja 1 maupun stasiun kerja 2.
stasiun kerja ideal untuk keadaan aktual adalah 1 sehingga beban kerja akan jauh lebih merata dan nilai performansi untuk keadaan aktual juga akan semakin baik. 8.5. Kesimpulan
Berdasarkan hasil praktikum implementasi penyeimbangan lini perakitan ini didapatkan beberapa kesimpulan yang menjawab tujuan praktikum dalam poin poin berikut ini
1. Untuk mampu menyeimbangkan lini perakitan maka diperlukan perhitungan jumlah kolom (K) atau stasiun kerja yang ideal yang sesuai dan merujuk pada total nilai Ti lini produksi dan waktu siklus (CT) yang terpilih agar beban kerja masing masing stasiun kerja dapat dialokasikan secara adil dan efektif.
2. Pada lini perakitan secara riil, untuk mendapatkan lini perakitan yang seimbang seharusnya perlu adanya perhitungan terlebih dahulu terhadap nilai ST, CT, dan K untuk menentukan nilai masing masing komponen perhitungan tersebut tidak hanya mengacu pada data teoritis dan langsung mengimplementasikannya dalam keadaan aktual karena data teoritis berbeda dengan data yang didapat secara aktual diakibatkan macam macam hambatan yang mungkin terjadi pada keadaan aktual seperti idletime,
delaytime, dan bottleneck