PENGARUH VARIASI JARAK PENEMBAKAN SHOT PEENING TERHADAP STRUKTUR MIKRO, STRUKTUR MAKRO, KEKASARAN, KETEBALAN DAN KEKERASAN MENGGUNAKAN STEEL BALL 0.7 MM PADA MATERIAL STAINLESS STEEL AISI-304
Teks penuh
Gambar



Dokumen terkait
Penelitian ini bertujuan untuk menjawab salah satu penyebab kerusakan karena korosi dengan perlakuan permukaan shot peening yaitu penembakan bola baja dengan
Laju korosi antara raw material SS 304 yang telah diperlakukan shot peening dengan variasi waktu penembakan dan penambahan perlakuan pelapisan Ni-Cr ditunjukkan pada Gambar 10, di
1) Membahas pengaruh proses dry shot peening dengan variasi intensitas tembakan terhadap sifat mekanis dan struktur mikro aluminium alloy 2024..
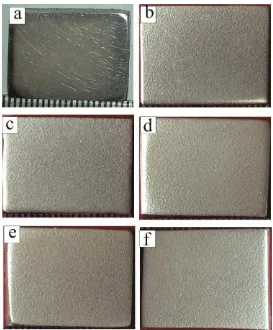
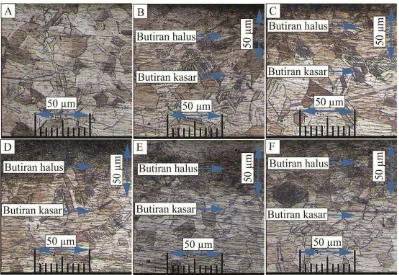
Gambar struktur mikro pada permukaan lekukan aluminium 2024 setelah proses dry shot peening terlihat semakin gelap, karena butirannya semakin padat, yang
Hasil pengujian struktur mikro menunjukkan bahwa sambungan FSW setelah di-shot peening, mengalami deformasi plastis terbatas sampai dengan kedalaman 0,7 mm dari permukaan
Penelitian ini bertujuan untuk menjawab salah satu penyebab kerusakan karena korosi dengan perlakuan permukaan shot peening yaitu penembakan bola baja dengan
Penelitian ini bertujuan untuk menjawab salah satu penyebab kerusakan karena korosi dengan perlakuan permukaan shot peening yaitu penembakan bola baja dengan
Hasil pengujian struktur mikro menunjukkan bahwa sambungan FSW setelah di-shot peening, mengalami deformasi plastis terbatas sampai dengan kedalaman 0,7 mm dari permukaan
