DAFTAR GAMBAR
Gambar Halaman
1. Grafik Hubungan tahun dan Kebutuhan 1,3-Propandiol Dunia dalam
Beberapa Tahun ... 4
2. Proses Produksi PDO secara kimiawi ... 7
3. Siklus Refrigerasi ... 114
4. Kurva Karakteristik Pertumbuhan Sel ... 120
5. Tata Letak Pabrik... 135
6. Tata Letak Peralatan Proses... 138
7. Grafik BEP danShut Down Point... 167
DAFTAR ISI Halaman DAFTAR ISI DAFTAR TABEL DAFTAR GAMBAR I. PENDAHULUAN
A. Latar Belakang ... 1
B. Kegunaan Produk ... 2
C. Ketersediaan Bahan Baku ... 2
D. Analisa Pasar ... 3
E. Kapasitas Pabrik ………5
II. DESKRIPSI PROSES A. Jenis Proses ... 6
B. Pertimbangan Pemilihan Proses ... 9
C. Uraian Proses ... 13
III. SPESIFIKASI BAHAN BAKU DAN PRODUK Sifat Bahan Baku dan Produk ... 20
IV. NERACA MASSA DAN ENERGI A. Neraca Massa ... 25
B. Neraca Energi ... 36
V. SPESIFIKASI PERALATAN A. Peralatan Proses ... 41
VI. UNIT PENDUKUNG PROSES DAN LABORATORIUM A. Unit Utilitas ... 106
1. Unit Penyediaan dan Pengolahan Air ... 106
2. Unit PenyediaSteam ... 107
3. Unit Penyedia Tenaga Listrik ... 112
4. Unit Penyedia Udara tekan ... 113
5. UnitRefrigerant ... 113
6. Unit Penyediaan Bahan Bakar ... 116
B. Laboratorium ... 116
C. Instrumentasi Dan Pengendalian Proses ... 129
VII. LOKASI DAN TATA LETAK PABRIK A. Lokasi Pabrik ... 131
VIII. SISTEM MANAJEMEN DAN ORGANISASI PERUSAHAAN
A. Bentuk Perusahaan ... 139
B. Deskripsi Jabatan ... 140
C. Hari Libur Karyawan ... 151
D. Jam Kerja ... 152
E. Sistem Pengupahan ... 154
F. Kesejahteraan Karyawan ... 156
G. Kesehatan dan Keselamatan Kerja ... 157
IX. INVESTASI DAN EVALUASI EKONOMI A. Investasi ... 161
B. Evaluasi Ekonomi ... 165
X. SIMPULAN DAN SARAN A. Simpulan ... 169
B. Saran ... 170
PRARANCANGAN PABRIK
1,3-PROPANDIOL DARI GLISEROL DAN
AMMONIUM HIDROKSIDA
KAPASITAS 40.000 TON/TAHUN
(Tugas Khusus Perancangan Evaporator Effect 1 (EV-301)
(Skripsi)
Oleh
YESIKA FITRIANA
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
PRARANCANGAN PABRIK 1,3-PROPANDIOL DARI
GLISEROL DAN AMMONIUM HIDROKSIDA
KAPASITAS 40.000 TON/TAHUN
(Perancangan
Evaporator effect
1 ( EV-301))
Oleh
YESIKA FITRIANA
Skripsi
Sebagai salah satu syarat untuk mencapai gelar Sarjana Teknik
Pada
Jurusan Teknik Kimia
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
Judul Skripsi : PRARANCANGAN PABRIK 1,3-PROPANDIOL DARI GLISEROL DAN AMONIUM HIDROKSIDA KAPASITAS 40.000 TON/TAHUN
(Perancangan Evaporator
Effect
1 (EV - 301))
Nama Mahasiswa : Yesika Fitriana No.Pokok Mahasiswa : 0615041078 Jurusan : Teknik Kimia
Fakultas : Teknik
MENYETUJUI 1. Komisi Pembimbing
Dr. Elida Purba, S.T.,M.Sc. Sri Ismiyati D,S.T.,M.Eng.
NIP. 196809021997022005 NIP. 197904192006042001
2. Ketua Jurusan
MENGESAHKAN
1. Tim Penguji
Ketua : Dr.Elida Purba, S.T., M.Sc . ...
Sekretaris : Sri Ismiyati D,S.T.,M.Eng. ...
Penguji
Bukan Pembimbing : Taharuddin, S.T., M.Sc. ...
Heri Rustamaji. S.T.,M.Eng. ...
2. Dekan Fakultas Teknik Universitas Lampung
Dr.Ir.Lusmeilia Afriani, D.E.A NIP. 196505101993032008
RIWAYAT HIDUP
Penulis dilahirkan di Kutosari pada tanggal 17 Mei 1988, sebagai putri pertama dari dua bersaudara dari pasangan Bapak Suradi dan Ibu Samirah.
Penulis menyelesaikan pendidikan Sekolah Dasar Negeri 01 Sambikarto pada tahun 1994, Sekolah Menengah Pertama Negeri 02 Sekampung pada tahun 2000, dan Sekolah Menengah Umum Negeri 03 Metro pada tahun 2006.
Pada tahun 2006, penulis terdaftar sebagai mahasiswa Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung melalui Seleksi Penerimaan Mahasiswa Baru ( SPMB ). Selama menjadi mahasiswa, penulis aktif dalam organisasi Himpunan Mahasiswa Teknik Kimia (HIMATEMIA) sebagai sekretaris divisi Chemical Engineering English Club(CEEC).
Pada tahun 2010, penulis melakukan Kerja Praktek di PT. Sweet IndoLampung di Tulang Bawang dengan Tugas Khusus “perhitungan penurunan warna pada karbonator”. Pada tahun 2010, penulis melakukan penelitian dengan judul
Motto
kesuksesan adalah saat anda berpindah dari suatu
kegagalan ke kegagalan lain tanpa Anda kehilangan
semangat Anda
Tiga asas besar untuk mewujudkan sesuatu, pertama
keja keras, kedua berpegang teguh pada tujuan dan
ketiga berpikir logis
( Thomas Edison)
Untuk mencapai kesuksesan, kita jangan hanya
bertindak, tapi juga perlu bermimpi, jangan hanya
Catatan Akhir Kuliahku...
Akhirnya aku sampai pada waktu dimana semua perjalanan
kuliahku harus berakhir. Inilah catatan kecil yang
Kupersembahkan setulus hati kepada :
Allah SWT, atas kehendak-Nya semua ini ada.... ,
atas rahmat-Nya lah semua ini aku dapatkan,
dan atas Kekuatan dari Nya lah aku bisa bertahan...
Kedua Orang tuaku sebagai tanda baktiku...
Ini hanyalah sedikit balasan yang tidak bisa dibandingkan
dengan banyaknya pengorbanan dan kasih sayang yang tidak
pernah berakhir...
Adikku dan seluruh keluarga besarku...
Terima kasin atas Doa dan dukungannya...
My Chemical Engineering...
Terima kasih untuk motivasi dan semangatnya....
Dan
Almamaterku tercinta...
SANWACANA
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah memberikan rahmat, dan kekuatan sehingga skripsi ini dapat diselesaikan.
Skripsi dengan judul “Prarancangan Pabrik1,3-Propandiol dari Gliserol dan Amonium Hidroksida dengan Kapasitas 40.000 Ton/Tahun” adalah salah satu
syarat untuk memperoleh gelar sarjana di Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung.
Penyusunan tugas akhir ini tidak lepas dari bantuan dan dukungan dari beberapa pihak. Oleh karena itu penulis mengucapkan terima kasih kepada :
1. Ibu Panca Nugrahini F,S.T.,M.T.selaku ketua Jurusan Teknik Kimia. 2. Ibu Dr.Elida Purba, S.T., M.Sc., selaku Dosen Pembimbing I atas semua
ilmu, saran, dukungan, dan nasehat yang kelak akan sangat berguna di kemudian hari.
3. Ibu Sri Ismiyati D.,S.T.,M.Eng selaku Dosen Pembimbing II, atas ilmu, saran, dan kesabarannya dalam pengerjaan tugas akhir.
4. Bapak Taharuddin, S.T., M.Sc. selaku Dosen Penguji I dan Bapak Heri Rustamaji,S.T.M.Eng. selaku Dosen Penguji II, Pembimbing penelitian yang telah memberikan saran dan kritik, juga selaku dosen atas semua ilmu yang telah penulis dapatkan.
5. Bapak M. Hanif selaku Dosen Pembimbing Akademik atas saran dan nasehatnya selama penulis menjalani pendidikan.
7. Seluruh Dosen Teknik Kimia Universitas Lampung, atas semua ilmu dan bekal masa depan yang akan selalu bermanfaat.
8. Eko Hernadi atas segala bantuan dan motivasi nya selama ini.
9. Semua teman seperjuangan: Kurniadi, Nova Nuresti, Syamsidar, M. Irfanudin, Fajar ayu S. dan semua angkatan 2006 yang lain terima kasih atas perjuangannya sampai akhirnya kita lulus.
Semoga Allah SWT membalas kebaikan mereka terhadap penulis dan semoga skripsi ini berguna.
Bandar Lampung, Agustus 2012 Penulis,
ABSTRAK
PRARANCANGAN PABRIK 1,3-PROPANDIOL DARI GLISEROL DAN AMMONIUM HIDROKSIDA
KAPASITAS 40.000 TON/TAHUN (Perancangan Evaporator Effect 1 (EV-301)
Oleh
YESIKA FITRIANA
Kebutuhan 1,3-Propandiol di Indonesia cenderung meningkat tiap tahunnya.Selain itu, kebutuhan 1,3-Propandiol di dunia juga semakin meningkat dengan meningkatnya perkembangan industri –industri pengguna 1,3-Propandiol, terutama industri politrimetilen terephtalat (PTT). Sehingga pembangunan pabrik 1,3-Propandiol sangat diperlukan untuk mendukung perkembangan industri di dalam negeri.
1,3-Propandiol diproduksi dengan cara mereaksikan gliserol dengan ammonium hidroksida di dalam Fermentor pada suhu 37 oC dan tekanan 1 atm . Hasil keluaran fermentor berupa 1,3-Propandiol, biomassa, asam asetat, karbondioksida, air dan unreacted gliserol dan ammonium hidroksida dipisahkan lagi dengan proses distilasi
Kapasitas produksi pabrik direncanakan 40.000 ton/tahun dengan 330 hari kerja dalam 1 tahun. Lokasi pabrik direncanakan didirikan di daerah Kawasan Industri Gresik, Jawa Timur. Tenaga kerja yang dibutuhkan sebanyak 149 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang Direktur Utama yang dibantu oleh Direktur Produksi dan Direktur Keuangan dengan struktur organisasiline and staff.
ii Dari analisis ekonomi diperoleh:
Fixed Capital Investment (FCI) = Rp 714.207.670.373 Working Capital Investment (WCI) = Rp 840.244.318.086 Total Capital Investment (TCI) = Rp.126.036.647.713
Break Even Point (BEP) = 44,20 %
Shut Down Point (SDP) = 22,96 %
Pay Out Time before taxes (POT)b = 2,00 tahun Pay Out Time after taxes (POT)a = 2,38 tahun Return on Investment before taxes (ROI)b = 33,98 % Return on Investment after taxes (ROI)a = 27,19 % Discounted cash flow (DCF) = 32,98 %
IX. INVESTASI DAN EVALUASI EKONOMI
Suatu pabrik layak didirikan jika telah memenuhi beberapa syarat antara lain safety-nya terjamin dan dapat mendatangkan profit. Investasi pabrik merupakan dana atau modal yang dibutuhkan untuk membangun sebuah pabrik yang siap beroperasi termasuk untuk start up dan modal kerja. Untuk mendirikan suatu pabrik tidak hanya berorientasi pada perolehan profit, tapi juga berorientasi pada pengembalian modal yang dapat diketahui dengan melakukan uji kelayakan ekonomi pabrik.
Perhitungan evaluasi ekonomi meliputi :
1. Modal keseluruhan (Total Capital Investment)
• Modal tetap (Fixed Capital)
• Modal kerja (Working Capital)
2. Biaya produksi (Manufacturing Cost)
• Biaya produksi langsung (Direct Production Cost)
• Biaya produksi tetap (Fixed Charges)
160
3. Pengeluaran umum (General Expense) 4. Analisa pendapatan (Annual Cash Flow) 5. Analisa Kelayakan
• Percent Return On Investment(ROI)
• Payback Period/Pay Out Time(POT)
• Discounted Cash Flow
• Break Even Point(BEP) dan Shut Down Point(SDP)
Basis atau asumsi yang diambil dalam adalah : 1. Kapasitas produksi 40.000 ton/tahun 2. Pabrik beroperasi selama 330 hari/tahun 3. Usia ekonomi pabrik 10 tahun
4. Masa konstruksi pabrik selama 2 tahun. Konstruksi dilakukan mulai awal tahun 2016 sampai akhir tahun 2017. Pabrik mulai beroperasi pada awal tahun 2018.
5. Nilai rongsokan (salvage value) sama dengan 0. 6. Nilai kurs $1 = Rp 9.455
7. Kapasitas produksi tahun pertama sebesar 70% dari kapasitas rancangan, tahun kedua 90%, tahun ketiga dan seterusnya 100%.
8. Suku bunga pinjaman bank sebesar 15% untuk mata uang USD dan konstan selama 10 tahun pabrik beroperasi.
9. Chemical Engineering Index(CE Indeks) tahun 2016 adalah 750,28
161
11. Metode yang digunakan dalam melakukan analisa ekonomi adalah metode linier danDiscounted Cash Flow(DCF).
Harga Peralatan dihitung dengan indeks harga:
Cx= Cyx y x I I
Keterangan:
Cx= harga alat pada tahun x Cy= harga alat pada tahun y Ix = indeks harga pada tahun x Iy = indeks harga pada tahun y
A. Investasi
Investasi total pabrik merupakan jumlah dari fixed capital investment,working capital investment,manufacturing costdangeneral expenses.
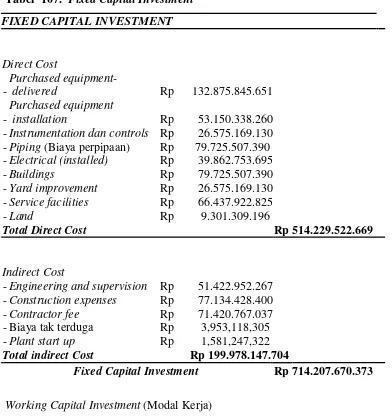
1. Fixed Capital Investment(Modal Tetap)
162
Tabel 107. Fixed Capital Investment FIXED CAPITAL INVESTMENT
Direct Cost
-Purchased
equipment-delivered Rp 132.875.845.651
-Purchased equipment
installation Rp 53.150.338.260 -Instrumentation dan controls Rp 26.575.169.130 -Piping(Biaya perpipaan) Rp 79.725.507.390 -Electrical (installed) Rp 39.862.753.695 -Buildings Rp 79.725.507.390 -Yard improvement Rp 26.575.169.130 -Service facilities Rp 66.437.922.825
-Land Rp 9.301.309.196
Total Direct Cost Rp 514.229.522.669
Indirect Cost
-Engineering and supervision Rp 51.422.952.267 -Construction expenses Rp 77.134.428.400 -Contractor fee Rp 71.420.767.037 - Biaya tak terduga Rp 3,953,118,305 -Plant start up Rp 1,581,247,322
Total indirect Cost Rp 199.978.147.704
Fixed Capital Investment Rp 714.207.670.373
2. Working Capital Investment(Modal Kerja)
126.036.647.713,-163
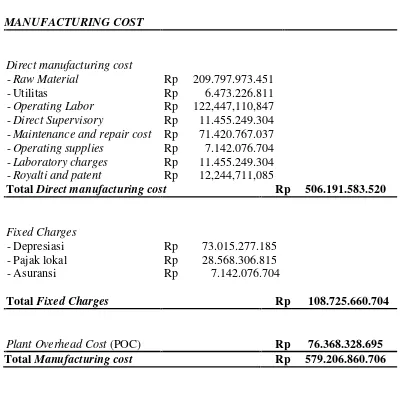
3. Manufacturing Cost(Biaya Produksi)
164
Tabel 108. Manufacturing Cost
MANUFACTURING COST
Direct manufacturing cost
-Raw Material Rp 209.797.973.451 - Utilitas Rp 6.473.226.811 -Operating Labor Rp 122,447,110,847 -Direct Supervisory Rp 11.455.249.304 -Maintenance and repair cost Rp 71.420.767.037 -Operating supplies Rp 7.142.076.704 -Laboratory charges Rp 11.455.249.304 -Royalti and patent Rp 12,244,711,085
TotalDirect manufacturing cost Rp 506.191.583.520
Fixed Charges
- Depresiasi Rp 73.015.277.185 - Pajak lokal Rp 28.568.306.815 - Asuransi Rp 7.142.076.704
TotalFixed Charges Rp 108.725.660.704
Plant Overhead Cost(POC) Rp 76.368.328.695
TotalManufacturing cost Rp 579.206.860.706
4. General Expenses(Biaya Umum)
165
Tabel 109.General Expenses GENERAL EXPENSES
Administrative cost Rp 8.810.000.000 Distribution and Selling
Cost Rp 76.368.328.695
Research and
Development Cost Rp 15.273.665.739 Financing(interest) Rp 84.024.431.809
TotalGeneral Expenses Rp 184.476.426.242
B. Evaluasi Ekonomi
Evaluasi atau uji kelayakan ekonomi pabrik 1,3-propandiol dilakukan dengan menghitungreturn on investment (ROI), payout time (POT), break even point (BEP), shut down point (SDP), dan cash flow pabrik yang dihitung dengan menggunakan metodediscounted cash flow(DCF).
1. Return On Investment(ROI)
Nilai Return on Investment (ROI) merupakan cara yang paling sederhana untuk menentukan keuntungan atau profitability dari sebuah investasi. Nilai ROI merupakan perbandingan antara persen net income terhadap investasi total atau kecepatan tahunan dari keuntungan untuk mengembalikan modal. Besar ROI dari pabrik 1,3-propandiol sebelum pajak adalah 33,98 % dan setelah pajak adalah 27,19 %.
2. Payback Period/Payout Time(POT)
166
adalah 2,00 tahun. Menurut Vilbrandt (1959), waktu pengembalian modal maksimum untuk pabrik beresiko tinggi sesudah pajak selama 2,38 tahun. 3. Break Even Point(BEP)
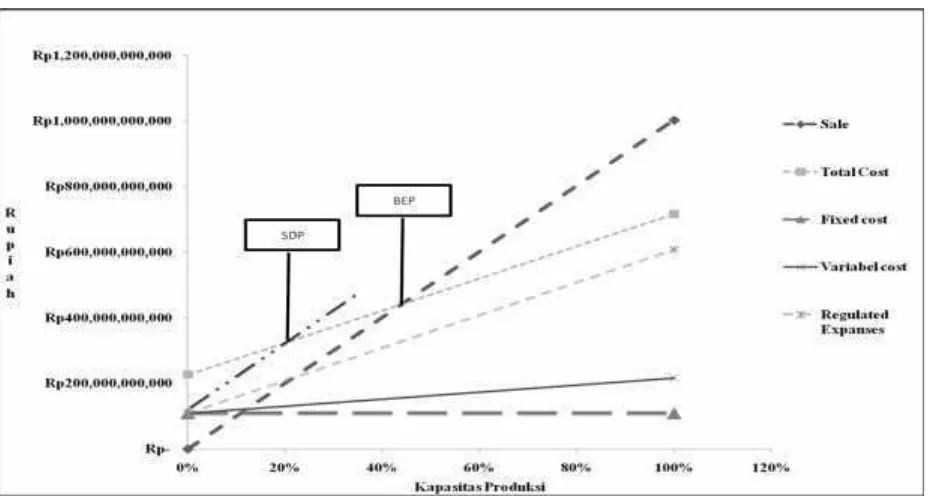
Break Event Point(BEP) merupakan titik di mana kapasitas produksi yang dihasilkan dapat menutupi seluruh biaya produksi tanpa adanya keuntungan maupun kerugian. Nilai BEP merupakan persentase kapasitas pabrik terhadap kapasitas penuhnya. Dari analisis ekonomi, diketahui BEP pabrik 1,3-propandiol adalah 44,20 %. Jadi, kapasitas pabrik ketika BEP sebesar 17.680 ton/tahun. Pengoperasian pabrik di bawah kapasitas tersebut menyebabkan pabrik merugi. Sebaliknya, pengoperasian pabrik di atas kapasitas produksi tersebut menyebabkan pabrik untung.
4. Shut Down Point(SDP)
Nilai Shut Down Point (SDP) suatu pabrik merupakan level produksi di mana pada kondisi ini menutup pabrik lebih menguntungkan daripada mengoperasikannya. Keadaan ini terjadi bilaoutputturun sampai di bawah BEP dan pada kondisi di mana fixed expenses lebih kecil daripada selisih antara total cost dan total sales. Penurunan kapasitas terpasang terpaksa dilakukan bila bahan baku kurang dan untuk menjaga ketersediaan produk di pasaran atau menjaga harga produk di pasaran. Dari analisis ekonomi, diketahui nilai SDP pabrik 1,3-propandiol adalah 22,96 %
167
Gambar 7. Grafik BEP danShut Down Point
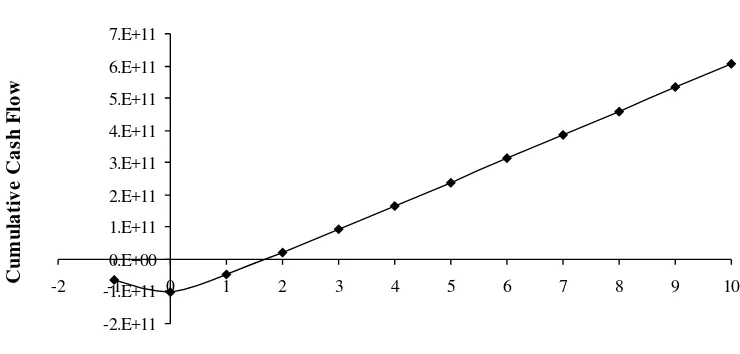
5. Discounted Cash Flow
Metodediscounted cash flowmerupakan analisis kelayakan ekonomi yang berdasarkan aliran uang masuk selama masa usia ekonomi pabrik. Nilai Internal Rate of Return (IRR) atau Discounted Cash Flow Rate of Return merupakan suku bunga yang menghasilkan harga net present value pada akhir umur pabrik sama dengan nol. Dari analisis ekonomi, diketahui tingkat suku bunga maksimum agar modal dapat diperoleh kembali di akhir umur pabrik sebesar 32,98 %.
168
-2.E+11 -1.E+11 0.E+00 1.E+11 2.E+11 3.E+11 4.E+11 5.E+11 6.E+11 7.E+11
-2 -1 0 1 2 3 4 5 6 7 8 9 10
Umur Pabrik (tahun)
C
u
m
u
la
ti
v
e
C
a
sh
F
lo
w
X. SIMPULAN DAN SARAN
A. Simpulan
Berdasarkan hasil analisis ekonomi yang telah dilakukan terhadap pabrik 1,3-propandiol dengan kapasitas 40.000 ton per tahun dapat diambil kesimpulan sebagai berikut:
1. Persen Return on Investment(ROI) sesudah pajak adalah sebesar 27,19 %. Menurut Vilbrandt (1959), laju pengembalian modal minimum untuk pabrik beresiko sedang sesudah pajak sebesar 11%.
2. Pay Out Time (POT) sesudah pajak selama 2,00 tahun. Menurut Vilbrandt (1959), waktu pengembalian modal maksimum untuk pabrik beresiko sedang sesudah pajak selama 5 tahun.
3. Break Even Point (BEP) sebesar 44,20 %. Break even point pabrik pada umumnya adalah 30–60% kapasitas produksi.
170
B. Saran
I. PENDAHULUAN
A. LATAR BELAKANG
Indonesia sangat kaya akan sumber daya alam yang dapat dimanfaatkan sebagai bahan baku dalam industri. Salah satu industri yang memanfaatkan sumber daya alam adalah industri biodiesel, dengan menggunakan bahan baku CPO (crude palm oil). Dari 1 kilogram bahan baku CPO bisa menghasilkan sedikitnya 1 liter biodiesel. Sedangkan dari distilasi limbahnya dapat dihasilkan gliserol (crude glycerol).
Gliserol ini bukannya tidak berguna, banyak industri menggunakannya sebagai zat tambahan (aditif) dalam produk-produk rumah tangga sabun, shampoo. Namun pemanfaatan gliserol yang terbatas dapat menyebabkan kelebihan produksi gliserol. Oleh karena itu untuk meningkatkan nilai ekonominya, maka gliserol harus dikonversi menjadi senyawa lain. Salah satu pemanfaatan gliserol lebih lanjut adalah sebagai bahan baku 1,3-propandiol (PDO).
2
menciptakan lapangan pekerjaan sehingga dapat mengurangi tingkat pengangguran.
B. KEGUNAAN PRODUK
Kegunaan dari PDO adalah sebagai bahan baku pembuatan polimer, kosmetik, makanan, minyak pelumas, hingga obat-obatan. Pemanfaatan PDO yang paling utama adalah pada industri polimer, dimana PDO digunakan dalam produksi polyurethane,polyether, atau polyester. Salah satu penelitian mengenai kegunaan PDO yang sedang berkembang sekarang adalah penelitian mengenai pemanfaatan PDO sebagai salah satu monomer dalam pembuatan polytrimethylene terephthalate(PTT), yang merupakan jenis polimer
biodegradable.
C. KETERSEDIAAN BAHAN BAKU
3
Pada tahun 2009, telah terdapat 25 unit pabrik biodiesel dengan kapasitas masing-masing pabrik minimal 30.000 ton/tahun. Hal tersebut semakin
memperkuat bahwa pendirian pabrik DPO mempunyai prospek yang cerah karena jumlah bahan baku yang melimpah. Hingga sekarang di Indonesia sendiri masih belum terdapat pabrik PDO.
D. ANALISA PASAR
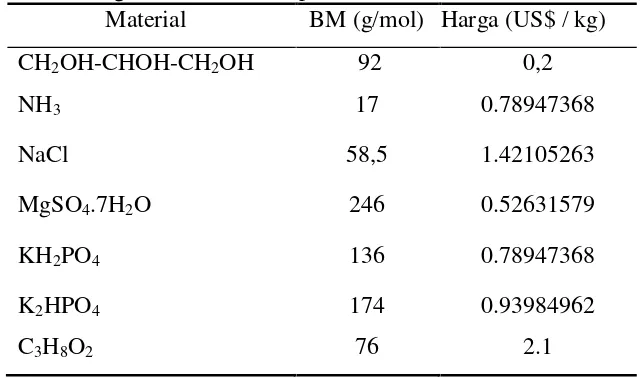
1. Harga Bahan Baku dan Produk
Harga bahan baku dan produk dalam pabrik 1,3 - Propandiol dapat dilihat pada tabel 1. di bawah ini
Tabel 1.Harga bahan baku dan produk
Material BM (g/mol) Harga (US$ / kg)
CH2OH-CHOH-CH2OH 92 0,2
NH3 17 0.78947368
NaCl 58,5 1.42105263
MgSO4.7H2O 246 0.52631579
KH2PO4 136 0.78947368
K2HPO4 C3H8O2
174 76
0.93984962 2.1
http://www.indian-chemicals.com
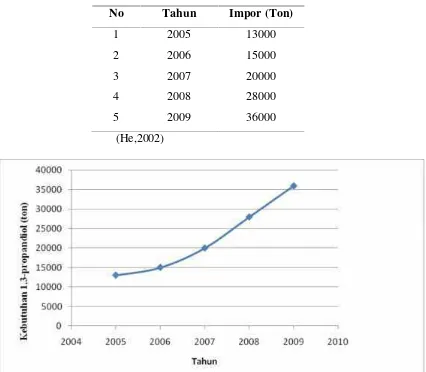
2. Kebutuhan Pasar
4
China. Misalnya pada tahun 2009 indonesia mengimpor 1,3-propandiol sebesar 2.564 ton PDO.
Tabel 2. Data kebutuhan 1,3-propandiol di Asia dari tahun 2004–2009.
No Tahun Impor (Ton)
1 2005 13000
2 2006 15000
3 2007 20000
4 2008 28000
5 2009 36000
[image:30.595.115.541.217.589.2](He,2002)
Gambar 2. Grafik Hubungan Tahun dengan Jumlah kebutuhan 1,3-propandiol.
5
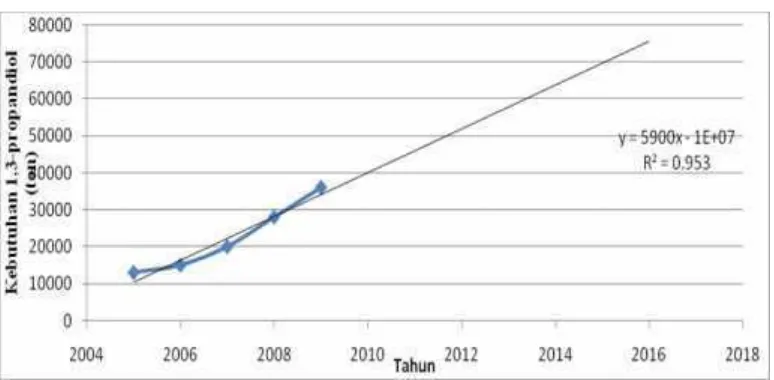
D. KAPASITAS PABRIK
[image:31.595.133.520.306.496.2]Prediksi kapasitas diambil berdasarkan data statistik yang diperoleh dari He Huang menunjukkan data kebutuhan 1,3-propandiol di Asia bergerak naik dari tahun ke tahun. Dari Tabel 2 diketahui bahwa setiap tahun kebutuhan 1,3-propandiol meningkat. Prediksi jumlah kebutuhan untuk tahun-tahun ke depan dengan asumsi produksi polimer dengan bahan baku 1,3-propandiol berjalan terus menerus melalui perhitungan data secara ekstrapolasi dari data yang telah ada pada tahun sebelumnya dapat dilihat di Gambar 3.
Gambar 3. Grafik Hubungan Tahun dengan Prediksi kebutuhan 1,3-propandiol
II. DESKRIPSI PROSES
A. JENIS–JENIS PROSES
Terdapat dua jenis 1,3-propandiol (PDO) menurut proses produksinya yaitu chemical PDO dan bio-PDO, dimana chemical PDO disintesis secara kimia dari bahan baku yaitu etylen oxide danacrolein, sedangkan bio-PDO disintesis secara fermentasi dari bahan baku gliserol.
Menurut literatur [Biebl et al., 1999], bio-PDO (1,3-propandiol) merupakan salah satu produk fermentasi yang telah lama dikenal. Produk dari hasil fermentasi ini pertama kali diidentifikasi pada tahun 1881 oleh August Freund. Percobaan yang dilakukan saat itu adalah percobaan yang menggunakan glycerol-fermenting mixed culture dengan mikroorganisme Clostridium pasteurianium. Selain mikroorganisme tersebut, jenis mikroorganisme lain yang dapat digunakan untuk fermentasi gliserol menjadi PDO adalah Klebsiella (K. pneumoniae), Enterobacter (E. agglomerans), Citrobacter (C. freundii), Clostridium butyricum, danLactobacilli (L. brevisdanL. buchneri)[Biebl et al. 1999].
7
sifat fisik bahan tersebut. Selain itu, PDO juga merupakan monomer untuk pembuatan berbagai macam polimer berharga di dunia. Beberapa proses yang dapat digunakan untuk menghasilkan 1,3–propandiol (PDO) adalah sebagai
berikut:
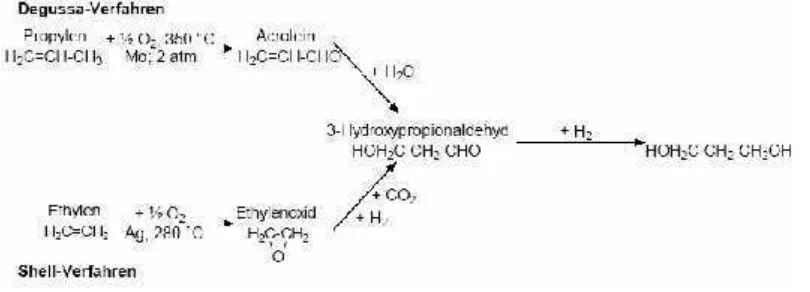
1).1,3–Propandiol (PDO) dariethylene oxide
[image:33.595.149.554.281.427.2]Reaksi:
Gambar 2.1 Proses Produksi PDO secara kimiawi oleh Perusahaan
Degussa dan Shell [von Ralf Bock, 2004]
8
2). 1,3–Propandiol (PDO) dariacrolein
Proses kedua terdiri atas reaksi hidrolisis dan hidrogenasi katalitik acrolein. Penyiapan bahan baku dilakukan dengan hidrasi dalam fasa larutan kemudian menggunakan katalis asam untuk membentuk HPA (3-hydroxypropanal). Setelah menyingkirkan acrolein yang tidak bereaksi, kemudian campuran reaksi dihidrogenasikan untuk membentuk 1,3-propandiol (PDO). Kemudian PDO direcovery dengan distilasi untuk memperoleh PDO murni. Katalis yang digunakan yaitu Al2O3, SiO2 atau TiO2. Suhu operasi 30-80oC, dan konversi mencapai 50%.
(US. Patent No. 334,778)
3). 1,3–Propandiol dari gliserol
Reaksi metabolisme produksi 1,3-propandiol (PDO):
68 C3H8O3(l)+ 3 NH4OH(l) → 3 C4H7O2N(s)+ 49 C3H8O2 (l)+ 15 CO2 (g)+ 15 C2H4O2(l)+
43 H2O(l)
Proses pembentukan 1,3-propandiol dengan menggunakan proses biologis menggunakan mikroorganisme secara langsung maupun enzim yang dihasilkan oleh sumber–sumber biologis. Mikroorganisme yang sudah digunakan secara komersil adalah Klebsiella pneumoniae. Fermentasi berlangsung pada suhu 25–
30oC serta pH dijaga pada nilai 6,0–7,0. Proses fermentasi berlangsung dalam kondisi anaerobik dengan mengalirkan gas N2 kedalam fermentor. Konversi yang diperoleh yaitu 69%.
9
B. PEMILIHAN PROSES
1. Perbandingan proses
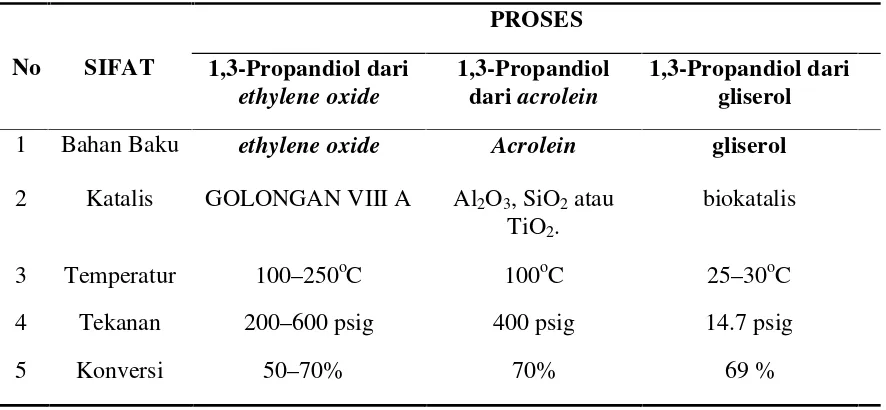
[image:35.595.111.554.248.453.2]Berdasarkan ketiga proses tersebut, maka perbandingan proses pembuatan 1,3-propandiol (PDO) dapat dilihat seperti pada tabel berikut:
Tabel 2.1 Perbandingan Proses Pembuatan 1,3-Propandiol (PDO).
No SIFAT
PROSES 1,3-Propandiol dari
ethylene oxide
1,3-Propandiol
dariacrolein
1,3-Propandiol dari gliserol
1 Bahan Baku ethylene oxide Acrolein gliserol
2 Katalis GOLONGAN VIII A Al2O3, SiO2atau TiO2.
biokatalis
3 Temperatur 100–250oC 100oC 25–30oC
4 Tekanan 200–600 psig 400 psig 14.7 psig
5 Konversi 50–70% 70% 69 %
2. Potensial Ekonomi
Tabel 2.2 harga bahan baku dan produk
No Bahan Kimia BM ( g/mol) Harga (US$ / kg)
1 Gliserol 92 0,2
2 Acrolein 56 2.795
3 Ethylene Oxide 44 1.606
[image:35.595.132.546.555.676.2]10
Perhitungan potensi ekonomi masing-masing proses adalah sebagai berikut:
1. 1.3- propandiol dari acrolein Yield = 70 %
Basis 1 kg produk ( 1.3- propandiol)
Yield =
0.7 =
Massa reaktan = 1.428 kg acrolein
Cost = 1.428 kg × $ 2.795/kg
= $ 3.395
Potensial ekonomi = harga jual produk–harga beli bahan baku
= (US $ 2.1 )–(US $ 3.395)
= US$ -1.295 (rugi)
2. 1.3- propandiol dariethylene oxide Yield = 80 %
Basis 1 kg produk ( 1.3- propandiol)
Yield =
11
Massa reaktan = 1.25 kgethylene oxide
Cost = 1.25 kg × $ 1.606/kg
= $ 2.0075
Potensial ekonomi = harga jual produk–harga beli bahan baku
= (US $ 2.1 )–(US $ 2.0075)
= US$ 0.00925
3. 1.3- propandiol dari gliserol Yield = 60 %
Basis 1 kg produk ( 1.3- propandiol)
Yield =
0.6 =
Massa reaktan = 1.667 kg acrolein
Cost = 1.667 kg × $ 0.2/kg
= $ 0.33
Potensial ekonomi = harga jual produk–harga beli bahan baku
= (US $ 2.1 )–(US $ 0.33)
12
1,3-propandiol yang berasal dari proses kimia dapat diproduksi dari acrolein dan etilen oksida. Acrolein dihidrasi pada temperatur dan tekanan tinggi untuk membentuk 3-hydroxypropionaldehyde. Kemudian dihidrogenasi menjadi 1,3-propandiol menggunakan katalis rubidium dibawah tekanan tinggi (400 psig).
Ethylene oxide dibentuk dengan gas sintetik melalui hydroformulation membentuk 3-hydroxypropanal, tetapi reaksi berlangsung dalam tekanan tinggi (150 bar). Hasilnya kemudian diekstrak dari fasa organik dengan air dan kemudian dihidrogenasi menggunakan katalis nikel dibawah tekanan tinggi (200 psig).
Dari Tabel 2.1 di atas dapat disimpulkan bahwa proses yang dipilih dalam menyintetis 1,3-Propandiol yaitu dengan bahan baku gliserol dengan proses fermentasi. Hal ini dikarenakan proses kimia dengan bahan baku ethylene oxide dan acrolein membutuhkan tekanan yang tinggi, temperatur yang tinggi dan katalis sehingga akan mengakibatkan mahalnya biaya produksi, sedangkan proses fermentasi tidak memerlukan tekanan dan temperatur yang tinggi, dan juga tidak menghasilkan by-product yang bersifat toxic, disamping itu gliserol yang digunakan merupakan sumber bahan baku terbarukan (renewable source).
13
yang menghasilkan potensial ekonomi yang besar dengan kondisi operasi yang tidak terlalu tinggi
C. URAIAN PROSES
1. Persiapan bahan baku
Pada sub bab berikut ini akan dijelaskan mengenai tahap-tahap dalam penyiapan umpan. Tahap-tahap tersebut terdiri dari penyiapan bahan baku utama berupa gliserol, penyiapan inokulum (Klebseilla pneumoniae), penyiapan nutrisi (garam-garam mineral dan amonia) , dan penyiapan nitrogen.
14
Proses sterilisasi perlu untuk dilakukan dengan tujuan untuk menghilangkan mikroorganisme-mikroorganisme lain yang mungkin ada (kontaminan). Sterilisasi dapat dilakukan dengan menggunakan uap jenuh bertekanan rendah (low pressure steam) namun penggunaan steam dalam sterilisasi dapat mengakibatkan terjadinya pelarutan bahan baku walaupun dalam jumlah sedikit. Selain dengan steam, sterilisasi dapat pula dilakukan dengan memanfaatkan panas dari unit penukar panas (heat exchanger). Pada pabrik ini proses sterilisasi menggunakan heat exchanger pada suhu 120oC dimana proses dilakukan secara kontinyu. Kemudian dilakukan pendinginan hingga suhu fermentasi yaitu 37oC.
b) Penyiapan inokulum
Tahap penyiapan inokulum dilakukan dengan tujuan memperbanyak jumlah sel bakteri (Klebseilla pneumoniae) serta untuk mempersingkat waktu fermentasi di fermentor utama.
15
dan medium pembiakan sama dengan komposisi medium yang akan digunakan untuk proses fermentasi pada fermentor utama.
Bakteri Klebseilla pneumoniae yang berada di dalam labu erlenmeyer dibiakkan selama 1 hari. Setelah pembiakan selesai, kultur kemudian dipindahkan secara aseptis ke fermentor berukuran kecil (skala laboratorium) dan dibiakkan selama 12 jam [Zeng, 1993].
Setelah itu, proses inokulasi dilakukan ke dalam seed fermenter dimana inokulasi ke dalam seed fermenter dilakukan 1 kali sehingga akan diperoleh seed bakteri Klebseilla pneumoniae dalam jumlah yang cukup untuk proses fermentasi di fermentor utama.
c) Penyiapan nutrisi
Selain menggunakan gliserol sebagai bahan baku utama, terdapat pula bahan baku lain berupa garam-garam yang dilarutkan (K2HPO4, KH2PO4, NaCl, MgSO4.7H2O) serta larutan amonia sebagai sumber N. Seperti halnya gliserol, sebelum digunakan dalam proses fermentasi, garam-garam yang telah dilarutkan tersebut serta larutan amonia harus disterilisasi.
16
karamelisasi. Sterilisasi untuk nutrisi ini juga dilakukan secara kontinyu . setlah sterilisasi, larutan-larutan garam serta larutan amonia tersebut kemudian dipindahkan secara aseptis ke dalam fermentor yang tentunya telah disterilisasi pula.
d) Penyiapan Larutan Amoniak (NH4OH)
NH4OH yang digunakan dalam reaksi berasal dari amoniak yang dilarutkan dengan air. Amoniak berasal dari produk petrokimia yang memilki spesifikasi NH3 99.5% dan H2O sebesar 0.5%. Penambahan air hingga konsentrasi NH3 75%. Kemudian disterilisasi melalui heat exchanger pada suhu 120oC, kemudian didinginkan hingga 37oC.
e) Penyiapan Nitrogen
17
3. FERMENTASI
Proses fermentasi dalam teknologi bioproses merupakan tahap yang paling penting serta merupakan tahap utama. Temperatur, pH, konsentrasi substrat, ketiadaan oksigen merupakan faktor-faktor yang harus diperhatikan agar produksi PDO (oleh bakteri Klebseilla pneumoniae) optimum. Fermentasi dilakukan secara batch. Sedangkan untuk kondisi operasi, fermentasi dilakukan pada temperatur 37oC serta nilai pH dijaga pada pH netral (pH = 7,0) dengan penambahan larutan KOH 30% [Menzel et al., 1997].
Menurut reaksi pembentukan produk PDO [Menzel et. al., 1997]:
68C3H8O3(l) + 3NH4OH(l) → 3C4H7O2N(s) + 49C3H8O2 (l) + 15CO2 (g) + 15C2H4O2(l) + 43 H2O(l)
jumlah kebutuhan amonia stoikiometris yang diperlukan untuk pembentukan satu mol PDO adalah 0,062 mol amonia atau 35,14 kg amonia terlarut (NH4OH 25%-w H2O) dalam satu m3 volum kerja. Jumlah amonia harus dibuat berlebih agar pembentukan produk PDO dapat optimum. Suplai amonia ke dalam fermentor utama diberikan excess sebesar 30% dari kebutuhan amonia stoikiometri.
18
fermentasi, dari reaksi 2.1 tersebut, dapat diketahui bahwa selain PDO dihasilkan pula asam asetat (produk samping), karbon dioksida (CO2), serta biomassa.
4. Proses pemisahan dan pemurnian produk
Setelah proses fermentasi selesai dilakukan, produk yang dihasilkan kemudian dialirkan ke tahap mikrofiltrasi. Pada tahap ini, seluruh biomassa (bakteri Klebseilla pneumoniae) dipisahkan dari air broth-nya dengan memanfaatkan driving force berupa beda tekan dan perbedaan ukuran partikel yang dapat melewati pori-pori membran.
19
III. SPESIFIKASI BAHAN DAN PRODUK
A. SPESIFIKASI BAHAN 1. Bahan Baku
i. Gliserol
Rumus molekul : C3H8O3
Rumus bangun : CH2OHCHOHCH2OH
Kemurnian : 80 %
Pengotor : K3PO4(7,5%), CH3(CH2)14CO2K(6%)
sisanya air sebesar 6,5%
Titik leleh : 17.8oC
Titik didih : 290oC
Densitas uap : 3.17 g/l
Tekanan uap : < 1 mmHg pada 20oC
Specific gravity : 1.261
✁
Critical temperatur : 492.2oC
Critical pressure :42.5 atm
ii. Amoniak (NH3)
Rumus molekul : NH3
Densitas uap : 0.596 g/l
Tekanan uap : 10 atm pada 25oC
Specific gravity : 0.682
1. Produk
i. 1,3–propandiol (PDO)
Rumus molekul : C3H8O2
Rumus bangun : HO(CH2)3OH
Wujud : cair
Titik leleh : - 32oC
Titik didih : 214oC
✂✂
pH ( 1% solution) : 4.5–7
flash point : 140oC
kestabilan : stabil, polimerisasi yang berbahaya tidak akan terjadi
ii. Klebsiella pneumoniae
Karakteristik :family enterobacteriaceae,
berbentuk batang kecil, gram negatif, non motil, fakultatif anaerobik, hidup secara individual, dan dalam koloni berlendir..
Sumber : manusia, hewan ( kuda, hewan ternak)
Periode inkubasi : tidak teridentifikasi dengan jelas
Inaktivasi secara fisik : sensitif terhadap uap panas basah (121oC minimal 15 menit) dan uap panas kering
iii. Asam asetat
Rumus kimia : CH3COOH
✄ ☎
pH : 2.4 (0.1 M)
titik didih : 118oC
titik leleh : 16.6oC
densitas uap : 2.1
tekanan uap : 11 mmHg pada 20oC