commit to user
PENGARUH GERAK PEMAKANAN DAN MEDIA PENDINGIN
TERHADAP KEKASARAN PERMUKAAN LOGAM HASIL
PEMBUBUTAN PADA MATERIAL BAJA HQ 760
S K R I P S I
Oleh :
TRI ADI PRASETYA
NIM : K2506055
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
ii
PENGARUH GERAK PEMAKANAN DAN MEDIA PENDINGIN
TERHADAP KEKASARAN PERMUKAAN LOGAM HASIL
PEMBUBUTAN PADA MATERIAL BAJA HQ 760
Oleh :
TRI ADI PRASETYA
NIM : K2506055
Skripsi
Ditulis dan diajukan untuk memenuhi syarat
mendapatkan gelar Sarjana Pendidikan
Program Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
2010
commit to user
Skripsi ini telah disetujui untuk dipertahankan di hadapan Tim Penguji
Skripsi Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret
Surakarta.
Persetujuan Pembimbing
Pembimbing I
Drs. H. Suwachid, M.Pd, M.T.
NIP. 19500104 197903 1 001
Pembimbing II
Danar Susilo Wijayanto, S.T., M.Eng.
commit to user
SURAT PERNYATAAN
Dengan ini penulis menyatakan bahwa dalam penulisan skripsi ini tidak
terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu
perguruan tinggi dan menurut sepengetahuan penulis juga tidak terdapat karya
atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain kecuali secara
tertulis mengacu dalam naskah dan disebutkan dalam daftar pustaka.
Surakarta, Oktober 2010
Penulis,
Tri Adi Prasetya
commit to user
PENGESAHAN
Skripsi ini telah dipertahankan di hadapan Tim Penguji Skripsi Fakultas
Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta dan diterima
untuk memenuhi persyaratan mendapatkan gelar Sarjana Pendidikan.
Pada hari :
Tanggal : Oktober 2010
Tim Penguji Skripsi :
Nama Terang Tanda Tangan
Ketua : Prof. Dr. M. Akhyar, M.Pd ...
Sekretaris : Drs. Suhardi, M.T ...
Anggota I : Drs. H. Suwachid, M.Pd, M.T ...
Anggota II : Danar Susilo Wijayanto, S.T., M.Eng ...
Disahkan oleh
Fakultas Keguruan dan Ilmu Pendidikan
Universitas Sebelas Maret Surakarta
Dekan,
Prof. Dr. M. Furqon Hidayatullah, M. Pd
commit to user
ABSTRAK
Tri Adi Prasetya. PENGARUH GERAK PEMAKANAN DAN MEDIA
PENDINGIN TERHADAP KEKASARAN PERMUKAAN LOGAM HASIL
PEMBUBUTAN PADA MATERIAL BAJA HQ 760. Skripsi, Surakarta:
Fakultas Keguruan dan Ilmu Pendidikan. Universitas Sebelas Maret Surakarta,
Oktober 2010.
Tujuan penelitian ini adalah untuk mengetahui: (1) ada tidaknya
pengaruh variasi gerak pemakanan terhadap kekasaran permukaan logam hasil
pembubut pada material baja HQ 760, (2) ada tidaknya pengaruh variasi media
pendingin terhadap kekasaran permukaan logam hasil proses bubut konvensional
pada material baja HQ 760, (3) ada tidaknya pengaruh bersama (interaksi) variasi
gerak pemakanan dan variasi media pendingin terhadap kekasaran permukaan
logam hasil pembubutan pada material baja HQ 760, (4) interaksi gerak
pemakanan dan media pendingin yang menghasilkan kekasaran permukaan
terkecil hasil pembubutan pada material baja HQ 760.
Penelitian ini dilakukan di laboratorium Pemesinan Program Studi
Pendidikan Teknik Mesin Jurusan Pendidikan Teknik dan Kejuruan FKIP UNS
sebagai tempat pengerjaan pemesinan dengan mesin bubut konvensional dan
laboratorium Program Diploma Teknik Mesin Fakultas Teknik UGM sebagai
tempat pengujian tingkat kekasaran permukaan. Penelitian ini menggunakan
metode eksperimen. Populasi yang dipakai adalah baja HQ 760. Sampel diambil dengan teknik “Purposive Sampling” yaitu sampel baja HQ 760 dengan diameter 29,5 mm dan panjang 68 mm sebanyak 9 buah. Setiap sampel direplikasi tiga kali
pada saat pengukuran kekasaran permukaan sehingga didapat 27 data penelitian.
Teknik analisis data pada penelitian ini adalah analisis variansi dua jalan, yang
sebelumnya dilakukan uji prasyarat yaitu uji normalitas dan uji homogenitas,
setelah itu dilakukan uji komparasi ganda atau uji pasca anava, dan dilanjutkan
menghitung rerata antar sel.
Hasil penelitian ini adalah: (1) Ada pengaruh yang cukup signifikan
commit to user
permukaan logam hasil pembubutan pada material baja HQ 760. Hal ini dapat
dilihat pada hasil uji analisis data yang menyatakan bahwa Fobservasi = 18,62 dan Ftabel = 6,01, sehingga Fobservasi > Ftabel. (2) Ada pengaruh yang cukup signifikan dengan taraf signifikasi 1% antara media pendingin terhadap kekasaran
permukaan logam hasil pembubutan pada material baja HQ 760. Hal ini dapat
dilihat pada hasil uji analisis data yang menyatakan bahwa Fobservasi = 14,16 dan
Ftabel = 6,01, sehingga Fobservasi > Ftabel. (3) Tidak ada perbedaan pengaruh bersama
(interaksi) yang signifikan pada taraf 1 % yaitu interaksi variasi gerak pemakanan
dan variasi media pendingin terhadap kekasaran permukaan logam hasil
pembubutan pada material baja HQ 760. Hal ini dapat dilihat pada hasil uji
analisis data yang menyatakan bahwa Fobservasi = 2,30 dan Ftabel = 6,01, sehingga
Fobservasi < Ftabel. (4) Kekasaran permukaan yang paling kecil hasil proses
pembubutan pada material baja HQ 760 terjadi pada interaksi gerak pemakanan
0,316 mm/rev dengan variasi media pendingin oli SAE 40 yaitu sebesar 6,004
commit to user
ABSTRACT
Tri Adi Prasetya. THE EFFECT OF FEED AND CUTTING FLUIDS ON
METAL SURFACE ROUGHNESS HQ 760 STEEL RESULTS TURNING.
Thesis, Surakarta: Teacher Training and Education Faculty. Sebelas Maret
University Surakarta, October 2010.
The purpose of this study is to determine: (1) there is effect of the feed
variation on metal surface roughness of HQ 760 steel results of turning, (2) there
is effect of the cutting fluids variation on metal surface roughness of HQ 760 steel
results of turning, (3) correlation with the (interaction) feed and cutting fluids on
the metal surface roughness of HQ 760 steel results of turning, (4) the interaction
of feed and cutting fluids that produce the lowest roughness of HQ 760 steel
results of turning.
This research was conducted in the laboratory Machining Education
Studies Program Mechanical Engineering Department of Technical Education and
Vocational FKIP UNS as a place of execution of machining with conventional
lathes and Mechanical Engineering Diploma Program laboratory in Faculty of
Engineering UGM as a place to test the level of surface roughness. This research
uses experimental methods. The population used is steel HQ 760. Samples were
taken with the technique of purposive sampling of HQ 760 steel samples with a
diameter 29.5 mm and 68 mm long by 9 units. Each sample replicated three times
at the moment so that the surface roughness measurements obtained 27 research
data. The data analysis technique in this research is two-way analysis of variance,
which previously performed the prerequisite test test test normality and
homogeneity, after which the double comparative test or post-Anova test, and
proceed to calculate the mean between cells.
The results of this study were: (1) There was a significant effect with level of
significance of 1% between the feed on the of HQ 760 steel results of turning.
This can be seen on the results of test data analysis which states that Fobservasi =
18.62 and Ftable = 6.01, so Fobservasi> Ftable. (2) There was a significant effect with
commit to user
turning. This can be seen on the results of test data analysis which states that
Fobservasi = 14.16 and Ftable = 6.01, so Fobservasi> Ftable. (3) No difference with the effect of (interaction) is significant at 1% level of interaction of feed and cutting
fluids on the surface roughness of HQ 760 steel results of turning. This can be
seen on the results of test data analysis which states that Fobservasi = 2.30 and Ftable = 6.01, so Fobservasi <Ftable. (4) surface roughness of the least of the process of
commit to user
MOTTO
“Carilah dahulu Kerajaan Allah dan kebenarannya, maka semuanya itu akan ditambahkan kepadamu.” (Yesus Kristus)
“Jangan khawatir orang lain tidak mengerti dirimu, khawatirlah kalau kamu tidak mengerti orang lain.” (Sidharta Gautama)
“Kamu dapat merantaiku, kamu dapat menyiksaku, bahkan kamu dapat
menghancurkan tubuh ini, tetapi kamu tidak akan dapat memenjarakan
pikiranku.” (Mahatma Gandhi)
“Makhluk apa pun yang berdiam di bumi, apakah manusia atau hewan,
masing-masing memiliki peran, masing-masing-masing-masing dengan jalannya sendiri, untuk
memperindah dan memperkaya dunia ini.” (Dalai Lama)
“Hari kemarin menjadi sebuah pembelajaran, hari esok adalah sebuah
commit to user
PERSEMBAHAN
Karya ini kupersembahkan kepada :
1. Bapak dan Ibu tercinta
2. Kakak-kakakku, Mbak Lina dan Mas
Tian, juga Tyas terima kasih atas
perhatiannya
3. Teman-teman PTM angkatan 2006
4. Teman-teman Komalik
5. Teman-teman KMK St. Aloysius
Gonzaga
6. Teman-teman OMK Makamhaji
commit to user
KATA PENGANTAR
Puji syukur penulis haturkan ke hadirat Tuhan Yang Maha Esa, karena
atas berkat rahmatNya penulis dapat menyelesaikan skripsi ini, untuk memenuhi
sebagian persyaratan untuk mendapatkan gelar Sarjana Pendidikan.
Penulis menyadari bahwa dalam penyusunan skripsi ini menghadapi
hambatan dan kesulitan, namun dengan bantuan berbagai pihak, hambatan dan
kesulitan tersebut dapat teratasi. Oleh karena itu penulis menyampaikan terima
kasih kepada pihak-pihak yang dengan sepenuh hati memberi bantuan, dorongan,
motivasi, bimbingan, dan pengarahan, sehingga penyusunan skripsi ini dapat
terselesaikan. Untuk itu atas segala bantuannya, penulis menyampaikan terima
kasih kepada :
1. Dekan Fakultas Keguruan dan Ilmu Pendidikan UNS beserta seluruh stafnya.
2. Ketua Jurusan Pendidikan Teknik dan Kejuruan FKIP UNS.
3. Ketua Program Studi Pendidikan Teknik Mesin JPTK FKIP UNS.
4. Drs. H. Suwachid, M.Pd, M.T. selaku Pembimbing I yang dengan sabar
memberikan dorongan dan bimbingan dalam penyusunan skripsi ini.
5. Danar Susilo Wijayanto, S.T., M.Eng. selaku Pembimbing II yang dengan
sabar memberikan dorongan dan bimbingan dalam penyusunan skripsi ini.
6. Segenap dosen Program Studi Pendidikan Teknik Mesin JPTK FKIP UNS,
yang telah memberikan pembekalan materi untuk menyususun skripsi ini.
7. Kepada seluruh pihak yang telah membantu, yang tidak dapat penulis
sebutkan satu per satu. Terima kasih atas dukungan dan kerjasamanya.
Menyadari bahwa terbatasnya ilmu pengetahuan yang dimiliki
menyebabkan kurang sempurnanya penyusunan skripsi ini. Oleh karena itu,
penulis mengharapkan kritik dan saran yang bersifat membangun dari pembaca
demi kesempurnaan skripsi ini. Harapan penulis semoga skripsi ini dapat
bermanfaat.
Surakarta, Oktober 2010
commit to user
DAFTAR ISI
Halaman
HALAMAN JUDUL...
HALAMAN PENGAJUAN...
HALAMAN PERSETUJUAN...
HALAMAN SURAT PERNYATAAN...
HALAMAN PENGESAHAN ...
HALAMAN ABSTRAK ...
HALAMAN ABSTRACT ...
HALAMAN MOTTO ...
HALAMAN PERSEMBAHAN ...
KATA PENGANTAR ...
DAFTAR ISI...
DAFTAR TABEL...
DAFTAR GAMBAR...
DAFTAR LAMPIRAN...
i
ii
iii
iv
v
vi
viii
x
xi
xii
xiii
xv
xvi
xvii
BAB I. PENDAHULUAN
A. Latar Belakang Masalah ... 1
B. Identifikasi Masalah ... 3
C. Batasan Masalah ... 4
D. Perumusan Masalah ... 4
E. Tujuan Penelitian ... 4
F. Manfaat Penelitian ... 5
BAB II. LANDASAN TEORI A. Tinjauan Pustaka... 6
1. Mesin Bubut Konvensional ... 6
2. Bagian Utama Mesin Bubut Konvensional ... 7
3. Gerak Pemakanan Mesin Bubut Konvensional ... 10
commit to user
5. Material Baja HQ 760 ... 14
6. Kekasaran Permukaan ... 15
B. Penelitian yang Relevan ... 20
C. Kerangka Pemikiran ... 25
D. Hipotesis Penelitian ... 28
BAB III. METODE PENELITIAN A. Tempat dan Waktu Penelitian... 29
B. Metode Penelitian ... 30
C. Populasi dan Sampel ... 30
D. Teknik Pengumpulan Data ... 31
E. Teknik Analisis Data ... 41
BAB IV. HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data ... 49
B. Uji Prasyarat Analisis ... 51
1. Uji Normalitas ... 51
2. Uji Homogenitas ... 52
C. Pengujian Hipotesis ... 53
1. Hasil Pengujian Hipotesis dengan Anava Dua Jalan ... 53
2. Hasil Komparasi Ganda Pasca Anava Dua Jalan ... 55
D. Pembahasan Hasil Analisis Data ... 58
BAB V. SIMPULAN, IMPLIKASI, DAN SARAN A. Simpulan ... 61
B. Implikasi ... 62
C. Saran ... 63
DAFTAR PUSTAKA ... 64
commit to user
DAFTAR TABEL
Halama
n
Tabel 2.1. Gerak Pemakanan pada Mesin Bubut ……… 11
Tebel 2.2. Komposisi Kimia Bahan HQ 760 ... 15
Tabel 2.3. Ketidakteraturan Suatu Profil ... 16
Tabel 2.4. Standarisasi Simbol Nilai Kekasaran ... 20
Tabel 3.1. Rekomendasi Pembubutan ... 32
Tabel 3.2. Spesifikasi Dromus ... 33
Tabel 3.3. Spesifikasi Oli SAE 40 Merk Mesran ……… 34
Tabel 3.4. Pengumpulan Data ... 37
Tabel 3.5. Harga-harga yang perlu untuk Uji Bartlett ... 42
Tabel 3.6. Rangkuman Anava Dua Jalan ... 45
Tabel 4.1. Data Hasil Pengukuran Kekasaran Permukaan Hasil Pembubutan Baja HQ 760. ... 49
Tabel 4.2. Rerata Hasil Pengukuran Kekasaran Permukaan Material Baja HQ 760 (dalam µm) ... 32
Tabel 4.3. Hasil Uji Normalitas dengan Metode Liliefors ... 52
Tabel 4.4. Hasil Uji Homogenitas dengan Metode Bartlet ... 53
Tabel 4.5. Ringkasan Hasil Uji F untuk Anava Dua Jalan . ... 54
Tabel 4.6. Hasil Komparasi Rataan antar Kolom ... 56
Tabel 4.7. Hasil Komparasi Rataan antar Baris ... 56
Tabel 4.8. Hasil Komparasi Rataan antar Sel pada Kolom yang Sama. ... 56
commit to user
DAFTAR GAMBAR
Halama
n
Gambar 2.1. Mesin Bubut ... 6
Gambar 2.2. Eretan ... 7
Gambar 2.3. Kepala Lepas ... 8
Gambar 2.4. Tool Post ... 9
Gambar 2.5. Kran Pendingin ... 9
Gambar 2.6. Cekam ... 10
Gambar 2.7. Gerak Pemakanan ... 10
Gambar 2.8. Tekstur Permukaan ... 16
Gambar 2.9. Profil Permukaan ... 17
Gambar 2.10. Grafik Prediksi Kekasaran terhadap Gerak Pemakanan dengan Kecepatan Potong Bervariasi ... 21
Gambar 2.11. Variability Ra terhadap Lama Potong pada Berbagai Kecepatan Potong ... 24
Gambar 2.12 Kerangka Pemikiran ... .. 27
Gambar 3.1. Facing ... .. 38
Gambar 3.2. Pembuatan Stopper ... .. 38
Gambar 3.3. Spesimen Hasil Proses Eksperimen ... 39
Gambar 3.4. Pengukuran Benda Uji ... .. 39
Gambar 3.5. Bagan Alir Proses Eksperimen ... .. 40
commit to user
DAFTAR LAMPIRAN
Halama
n
Lampiran 1. Hasil Pengukuran Kekasaran Permukaan Baja HQ 760 ... 66
Lampiran 2. Uji Normalitas ... 67
Lampiran 3. Uji Homogenitas ... 73
Lampiran 4. Uji Analisis Variansi Dua Jalan ... 75
Lampiran 5. Uji Pasca Anava (Metode Scheffe) ... 78
Lampiran 6. Tabel-tabel Statistik ... 91
Lampiran 7. Print Out Hasil Pengukuran Kekasaran Permukaan ... 100
Lampiran 8. Data Spesimen HQ 760 ... 109
Lampiran 9. Dokumentasi Penelitian ... 113
commit to user
1 BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Perkembangan dunia industri telah mengalami kemajuan yang sangat
pesat. Dalam bidang manufaktur khususnya proses produksi, mesin-mesin
perkakas seperti mesin frais, dan mesin bubut sudah dilengkapi dengan sistem
kontrol berbasis komputer (Computer Numerically Controlled). Produktivitas
yang dihasilkan oleh mesin bubut yang memakai sistem komputer ini tentunya
lebih besar bila dibandingkan produktivitas yang dihasilkan mesin bubut
konvensional. Keuntungan lain mesin CNC adalah tingkat kecacatan hasil
pengerjaan yang lebih kecil serta kemudahan pengoperasiannya bila dibandingkan
dengan mesin konvensional. Hadirnya mesin-mesin CNC ini tidak menggeser
keberadaan mesin-mesin yang dioperasikan secara manual atau biasa disebut
mesin konvensional. Harga mesin CNC yang mahal membuat industri-industri
kecil tetap mempertahankan mesin-mesin konvensional. Mesin-mesin
konvensional mutlak memerlukan keterampilan manual dari operatornya,
sehingga produksi yang menggunakan mesin-mesin konvensional mampu
bersaing dengan produk yang dihasilkan mesin-mesin CNC.
Mesin bubut adalah suatu jenis mesin perkakas yang prinsip kerjanya
benda kerja berputar pada kedudukannya dan menggunakan alat potong untuk
menyayat benda kerja. Mesin bubut merupakan salah satu mesin produksi yang
dipakai untuk membentuk benda kerja yang berbentuk silindris.
Pada proses membubut, hasil pembubutan yang berkualitas tinggi dapat
dilihat dari segi bentuk, kepresisian ukuran, dan karakteristik permukaan berupa
kekasaran dari permukaan benda kerja. Pada dasarnya setiap pekerjaan mesin
mempunyai persyaratan kualitas permukaan (kekasaran permukaan) yang
berbeda-beda, tergantung dari fungsinya. Karakteristik permukaan tersebut harus
dapat digunakan sesuai dengan kebutuhan, sehingga efisiensi permukaan akan
commit to user
selalu berhubungan dengan gesekan, pelumasan, tahan kelelahan, maupun
perangkaian komponen-komponen mesin.
Kekasaran permukaan hasil pengerjaan pembubutan menjadi suatu
tuntutan yang harus diperhatikan, karena kekasaran permukaan komponen mesin
memiliki pengaruh dalam suatu rangkaian mesin. Kekasaran permukaan yang
tinggi komponen mesin pada rangkaian mesin yang berputar dapat menyebabkan
terjadinya keausan yang cepat, sehingga komponen mesin cepat rusak dan
akhirnya efisiensi kerja menjadi menurun. Pada bagian mesin yang akan dilapisi
seperti dikrom dan dicat diperlukan kekasaran permukaan yang rendah, karena
bila permukaan benda terlalu kasar akan menyebabkan hasil pelapisan menjadi
kasar dan lapisan akan mudah terkelupas. Mengingat kekasaran permukaan
produk hasil proses pembubutan memiliki fungsi yang sangat penting, maka di
setiap gambar kerja ada penunjukan isyarat tentang kekasaran permukaan yang
harus dipenuhi.
Pada industri kecil yang kebanyakan menggunakan mesin bubut
konvensional, untuk mendapatkan kekasaran permukaan yang sesuai permintaan
gambar kerja, biasanya seorang operator mesin hanya menggunakan feeling atau perasaannya. Dengan metode feeling tersebut tentu hasilnya tidak dapat dipastikan, kadang bisa sesuai dan terkadang tidak sesuai dengan permintaan
gambar kerja, tergantung dari jam terbang atau pengalaman operator mesin.
Penggunaan pendinginpun tidak diperhatikan, banyak operator pada industri kecil
mengabaikan fungsi pendingin, sehingga berpengaruh juga dengan kualitas
produk yang dihasilkan. Agar produk hasil industri kecil dapat bersaing dengan
industri besar, mutlak diperlukan hasil pengerjaan mesin yang sesuai dengan
permintaan gambar kerja.
Untuk mendapatkan kekasaran permukaan yang sesuai dengan permintaan
gambar kerja sehingga proses produksi mampu menghasilkan produk yang
berkualitas diperlukan pengaturan faktor-faktor yang mempengaruhi tingkat
kekasaran permukaan produk hasil proses pembubutan. Faktor-faktor yang
mempengaruhi kekasaran permukaan pada pengerjaan logam dengan
commit to user
gerak pemakanan, kondisi mesin, bahan benda kerja, bentuk ujung mata potong
pahat, pendinginan, dan operator. Untuk mendapatkan kekasaran permukaan yang
rendah, proses pembubutan dilakukan dengan kecepatan spindel yang tinggi,
gerak pemakanan yang kecil, dan kedalaman pemakanan yang kecil; sedangkan
untuk mendapatkan kekasaran permukaan yang tinggi dilakukan proses
pembubutan dengan kecepatan spindel yang rendah, gerakan pemakanan yang
besar dan kedalaman pemakanan yang besar pula. Pengaturan faktor-faktor yang
mempengaruhi kekasaran permukaan diperlukan untuk mendapatkan kekasaran
permukaan yang sesuai dengan permintaan gambar kerja.
Dari latar belakang masalah tersebut perlu diadakan penelitian yang
berhubungan dengan tingkat kekasaran hasil proses pembubutan, dengan
mengambil judul “PENGARUH GERAK PEMAKANAN DAN MEDIA
PENDINGIN TERHADAP KEKASARAN PERMUKAAN LOGAM HASIL
PEMBUBUTAN PADA MATERIAL BAJA HQ 760”.
B. Identifikasi Masalah
Berdasarkan latar belakang masalah dapat diidentifikasikan beberapa
faktor yang dapat mempengaruhi kekasaran permukaan logam hasil proses
pembubutan yang menggunakan mesin bubut konvensional. Faktor-faktor
tersebut adalah:
1. Gerak pemakanan (feed)
2. Media pendingin (collant)
3. Kecepatan spindel (RPM)
4. Kedalaman pemakanan (depth of cut)
5. Alat potong (bahan dan geometri pahat)
6. Karakteristik benda kerja (struktur dan kekerasan)
commit to user
C. Pembatasan Masalah
Agar penelitian yang dilakukan lebih mengarah pada sasaran yang akan
dicapai dan tidak menyimpang dari tujuan penelitian, maka dari berbagai
permasalahan yang timbul dibatasi pada :
1. Gerak pemakanan dalam satuan mm/putaran
2. Kekasaran permukaan dalam hal ini adalah Ra (kekasaran rata-rata
aritmetik) dengan satuan µm
3. Media pendingin menggunakan minyak pelumas, dromus, dan tanpa
media pendingin
D. Perumusan Masalah
Berdasarkan identifikasi masalah dan pembatasan masalah dapat dibuat
perumusan masalah sebagai berikut :
1. Adakah pengaruh gerak pemakanan terhadap kekasaran permukaan
logam hasil pembubutan pada material baja HQ 760?
2. Adakah pengaruh media pendingin terhadap kekasaran permukaan
logam hasil pembubutan pada material baja HQ 760?
3. Adakah interaksi gerak pemakanan dan media pendingin terhadap
kekasaran permukaan logam hasil pembubutan pada material baja HQ
760?
4. Manakah interaksi gerak pemakanan dan media pendingin yang
menghasilkan kekasaran permukaan paling kecil hasil proses
pembubutan konvensional pada material baja HQ 760?
E. Tujuan Penelitian
Berdasarkan perumusan masalah, tujuan yang hendak dicapai dari
penelitian ini adalah :
1. Mengetahui pengaruh variasi gerak pemakanan terhadap kekasaran
permukaan logam hasil pembubutan pada material baja HQ 760.
2. Mengetahui pengaruh variasi media pendingin terhadap kekasaran
commit to user
3. Mengetahui pengaruh bersama (interaksi) variasi gerak pemakanan dan
variasi media pendingin terhadap kekasaran permukaan logam hasil
pembubutan pada material baja HQ 760.
4. Mengetahui interaksi gerak pemakanan dan media pendingin yang
menghasilkan kekasaran permukaan paling kecil hasil pembubutan
pada material baja HQ 760.
F. Manfaat Penelitian
Setiap penelitian ilmiah yang bagaimanapun bentuknya pasti mempunyai
manfaat yang diharapkan. Adapun manfaat penelitian ini dapat penulis
kemukakan sebagai berikut :
1. Manfaat Praktis
Manfaat praktis yang diharapkan dari penelitian ini antara lain :
a. Dapat digunakan sebagai acuan dalam menentukan gerak pemakanan
yang paling optimal dan media pendingin yang sesuai untuk
mendapatkan kekasaran yang diinginkan dalam proses pemesinan
menggunakan mesin bubut konvensional pada material HQ 760.
b. Menjadi masukan perusahaan dalam hubungannya dengan peningkatan
kualitas dan kuantitas produk hasil pengerjaan pembubutan
konvensional.
c. Sebagai bahan panduan praktik bagi semua pihak tentang pentingnya
gerak pemakanan dan media pendingin terhadap kekasaran permukaan
pada baja HQ 760.
2. Manfaat Teoritis
Manfaat teoritis yang diharapkan dari penelitian ini antara lain :
a. Sebagai masukan dan pertimbangan bagi perkembangan penelitian
sejenis di masa yang akan datang.
b. Menjadi bahan pustaka bagi Program Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan Fakultas Keguruan dan Ilmu
commit to user
29 BAB II
LANDASAN TEORI
1. Tinjauan Pustaka
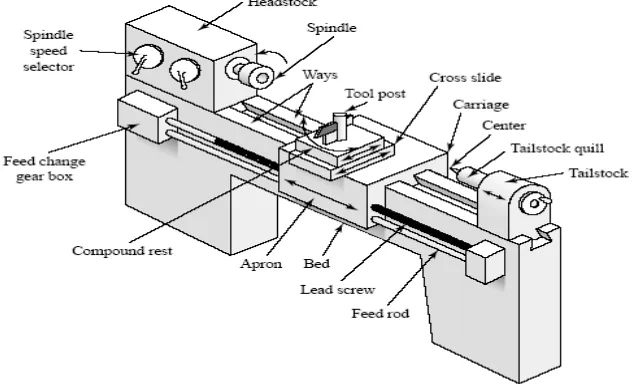
1. Mesin Bubut Konvensional
Mesin bubut (turning machine) adalah suatu jenis mesin perkakas yang
dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata
potong pahat (tools) sebagai alat untuk menyayat benda kerja tersebut. Mesin
bubut merupakan salah satu mesin proses produksi yang dipakai untuk
membentuk benda kerja yang berbentuk silindris. Pada prosesnya benda kerja
terlebih dahulu dipasang pada chuck (pencekam) yang terpasang pada spindel mesin, kemudian spindel dan benda kerja diputar dengan kecepatan sesuai
perhitungan. Alat potong (pahat) yang dipakai untuk membentuk benda kerja akan
disayatkan pada benda kerja yang berputar. Pada perkembangannya ada jenis
mesin bubut yang berputar alat potongnya, sedangkan benda kerjanya diam.
Dalam kecepatan putar sesuai perhitungan, alat potong akan mudah memotong
benda kerja sehingga benda kerja mudah dibentuk sesuai yang diinginkan. Mesin
bubut manual dikatakan konvensional untuk membedakan dengan mesin-mesin
yang dikontrol dengan komputer (Computer Numerically Controlled) ataupun
kontrol numerik (Numerical Control). (Wirawan Sumbodo, 2008 : 227)
commit to user
2. Bagian Utama Mesin Bubut Konvensional
a. Motor Utama
Motor utama adalah motor penggerak cekam (chuck) untuk memutar benda kerja. Motor ini adalah motor jenis arus searah (DC)
dengan kecepatan putar yang variabel.
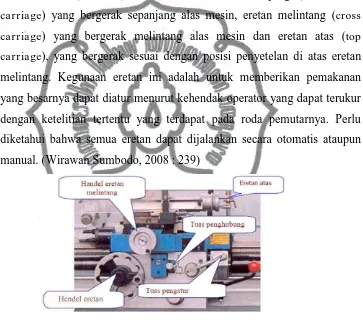
b. Eretan
Eretan (carriage) terdiri atas eretan memanjang (longitudinal
carriage) yang bergerak sepanjang alas mesin, eretan melintang (cross carriage) yang bergerak melintang alas mesin dan eretan atas (top carriage), yang bergerak sesuai dengan posisi penyetelan di atas eretan melintang. Kegunaan eretan ini adalah untuk memberikan pemakanan
yang besarnya dapat diatur menurut kehendak operator yang dapat terukur
dengan ketelitian tertentu yang terdapat pada roda pemutarnya. Perlu
diketahui bahwa semua eretan dapat dijalankan secara otomatis ataupun
manual. (Wirawan Sumbodo, 2008 : 239)
Gambar 2.2. Eretan
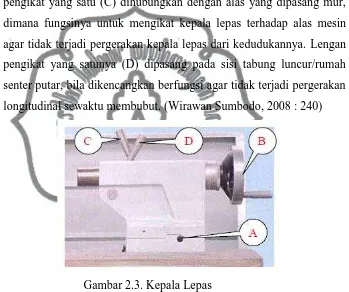
c. Kepala Lepas (Tail Stock)
Kepala lepas digunakan untuk dudukan senter putar sebagai
pendukung benda kerja pada saat pembubutan, dudukan bor tangkai
tirus dan cekam bor sebagai menjepit bor. Kepala lepas dapat bergeser
sepanjang alas mesin, porosnya berlubang tirus, sehingga
memudahkan tangkai bor untuk dijepit. Tinggi kepala lepas sama
dengan tinggi senter tetap. Kepala lepas ini terdiri dari terdapat dua
commit to user
yang terpasang pada kedua sisi alas kepala lepas sekaligus berfungsi
untuk pengatur pergeseran badan kepala lepas untuk keperluan agar
dudukan senter putar sepusat dengan senter tetap atau sumbu mesin,
atau tidak sepusat yaitu pada waktu membubut tirus di antara dua
senter.
Selain roda pemutar (B), kepala lepas juga terdapat dua lagi lengan
pengikat yang satu (C) dihubungkan dengan alas yang dipasang mur,
dimana fungsinya untuk mengikat kepala lepas terhadap alas mesin
agar tidak terjadi pergerakan kepala lepas dari kedudukannya. Lengan
pengikat yang satunya (D) dipasang pada sisi tabung luncur/rumah
senter putar, bila dikencangkan berfungsi agar tidak terjadi pergerakan
longitudinal sewaktu membubut. (Wirawan Sumbodo, 2008 : 240)
Gambar 2.3. Kepala Lepas
Keterangan gambar :
A : Buat pengikat
B : Roda pemutar
C : Lengan pengikat
D : Lengan pengikat
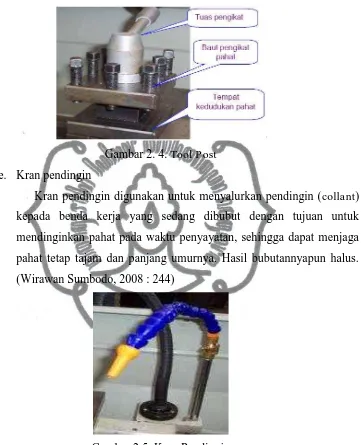
d. Penjepit Pahat (Tool Post)
Penjepit pahat digunakan untuk menjepit atau memegang pahat,
yang bentuknya ada beberapa macam di antaranya seperti ditunjukkan
pada gambar 2.4. Jenis ini sangat praktis dan dapat menjepit 4 (empat)
commit to user
memerlukan 4 (empat) macam pahat dapat dipasang dan disetel
sekaligus. (Wirawan Sumbodo, 2008 : 243)
Gambar 2. 4. Tool Post
e. Kran pendingin
Kran pendingin digunakan untuk menyalurkan pendingin (collant)
kepada benda kerja yang sedang dibubut dengan tujuan untuk
mendinginkan pahat pada waktu penyayatan, sehingga dapat menjaga
pahat tetap tajam dan panjang umurnya. Hasil bubutannyapun halus.
(Wirawan Sumbodo, 2008 : 244)
Gambar 2.5. Kran Pendingin
f. Cekam (Chuck)
Cekam adalah sebuah alat yang digunakan untuk menjepit benda
kerja. Jenisnya ada yang berahang tiga sepusat (self centering chuck)
yang dapat dilihat pada gambar 2.6, dan ada juga yang berahang tiga
dan empat tidak sepusat (independenc chuck). Cekam rahang tiga
sepusat, digunakan untuk benda-benda silindris, dimana gerakan
commit to user
dengan rahang tiga dan empat tidak sepusat, setiap rahang dapat
bergerak sendiri tanpa diikuti oleh rahang yang lain, maka jenis ini
biasanya untuk mencekam benda-benda yang tidak silindris atau
digunakan pada saat pembubutan eksentrik. (Wirawan Sumbodo, 2008
: 247)
Gambar 2.6. Cekam
3. Gerak Pemakanan Mesin Bubut Konvensional
Gerak pemakanan, f (feed), adalah jarak yang ditempuh oleh pahat setiap
benda kerja berputar satu kali (gambar 2.7.), sehingga satuan f adalah
mm/putaran. Gerak pemakanan ditentukan berdasarkan kekuatan mesin, material
benda kerja, material pahat, bentuk pahat, dan terutama kehalusan permukaan
yang diinginkan. Gerak pemakanan biasanya ditentukan dalam hubungannya
dengan kedalaman potong a. Gerak pemakanan tersebut berharga sekitar 1/3 sampai 1/20 a, atau sesuai dengan kehalusan permukaan yang dikehendaki. (Windarto, 2008 :146)
Gambar 2.7. Gerak Pemakanan
Keterangan gambar :
a = kedalaman potong
commit to user
Semakin besar gerak pemakanan pahat maka lebih tebal beram yang
terbentuk. Penampang beram adalah penampang yang dihasilkan setelah satu
putaran benda kerja, pada setiap pemutaran terkelupas sebuah cincin. Semakin
besar penampang beram maka semakin kasar permukaan benda kerja. Luas
penampang beram adalah hasil perkalian antara gerak pemakanan (f) dan
kedalaman potong (a).
A = f . a ……. (mm2). (George Love, 1986 : 182)
Gerak pemakanan ini juga digunakan untuk menghitung kecepatan gerak
pemakanan. Kecepatan gerak pemakanan ini dihitung dengan tujuan mengetahui
waktu yang dibutuhkan pahat untuk bergeser menyayat benda kerja tiap putaran
per menit, dengan diketahuinya kecepatan gerak pemakanan ini waktu produksi
bisa direncanakan. Rumus kecepatan gerak pemakanan sebagai berikut :
Gerak pemakanan ini biasanya disediakan dalam daftar spesifikasi yang
dicantumkan pada mesin bubut bersangkutan. Untuk memperoleh gerak
pemakanan yang kita inginkan kita bisa mengatur tuas pengatur gerak pemakanan
yang ada pada mesin bubut.
Tabel 2.1Gerak Pemakanan pada Mesin Bubut
Sumber : Manual Mesin Bubut konvensional Krisbow KW15-486 Dimana :
V = Kecepatan gerak pemakanan
f = gerak pemakanan
commit to user
4. Media Pendingin
Pendingin adalah cairan yang digunakan dalam proses produksi yang
fungsinya untuk pendinginan panas yang tinggi akibat gesekan dua benda
(Bambang Priambodo, 1992 : 87). Cairan pendingin mempunyai kegunaan yang
khusus dalam proses pemesinan. Selain untuk memperpanjang umur pahat, cairan
pendingin dalam beberapa kasus, mampu menurunkan gaya dan memperhalus
permukaan produk hasil pemesinan. Selain itu, cairan pendingin juga berfungsi
sebagai pembersih/pembawa beram (terutama dalam proses gerinda) dan
melumasi elemen pembimbing (ways) mesin perkakas serta melindungi benda
kerja dan komponen mesin dari korosi. Cairan pendingin bekerja pada daerah
kontak antara beram dengan pahat. Secara umum dapat dikatakan bahwa peran
utama cairan pendingin adalah untuk mendinginkan dan melumasi (Windarto,
2008 : 299).
Cairan pendingin yang biasa dipakai dalam proses pemesinan dapat
dikategorikan dalam empat jenis utama yaitu :
1. Straight oils (minyak murni)
Minyak murni (straight oils) adalah minyak yang tidak dapat diemulsikan
dan digunakan pada proses pemesinan dalam bentuk sudah diencerkan.
Minyak ini terdiri dari bahan minyak mineral dasar atau minyak bumi, dan
kadang mengandung pelumas yang lain seperti lemak, minyak tumbuhan, dan
ester. Selain itu bisa juga ditambahkan aditif tekanan tinggi seperti chlorine, sulphur, dan phosporus. Minyak murni ini berasal salah satu atau kombinasi dari minyak bumi (naphthenic, paraffinic), minyak binatang, minyak ikan atau
minyak nabati.
Viskositasnya dapat bermacam-macam dari yang encer sampai yang kental
tergantung dari pemakaian. Pencampuran antara minyak bumi dengan minyak
hewani atau nabati menaikkan daya pembasahan (wetting action) sehingga
memperbaiki daya lumas. Penambahan unsur lain seperti chlorine, sulphur, atau phosporu (EP additives) menaikkan daya lumas pada temperatur dan tekanan tinggi. Minyak murni menghasilkan pelumasan terbaik, akan tetapi
commit to user
2. Soluble oils
Soluble oil akan membentuk emulsi ketika dicampur dengan air.
Konsentrat mengandung minyak mineral dasar dan pengemulsi untuk
menstabilkan emulsi. Minyak ini digunakan dalam bentuk sudah diencerkan
(biasanya konsentrasinya = 3 sampai 10%) dan unjuk kerja pelumasan dan
penghantaran panasnya bagus. Minyak ini digunakan luas oleh industri
pemesinan dan harganya lebih murah di antara cairan pendingin yang lain.
3. Synthetic fluids (cairan sintetis).
Minyak sintetik (synthetic fluids) tidak mengandung minyak bumi atau
minyak mineral dan sebagai gantinya dibuat dari campuran organik dan
anorganik alkaline bersama-sama dengan bahan penambah (additive) untuk penangkal korosi. Minyak ini biasanya digunakan dalam bentuk sudah
diencerkan (biasanya dengan rasio 3 sampai 10%). Minyak sintetik
menghasilkan unjuk kerja pendinginan terbaik di antara semua cairan
pendingin. Cairan ini merupakan larutan murni (true solutions) atau larutan
permukaan aktif (surface active). Pada larutan murni, unsur yang dilarutkan
terbesar di antara molekul air dan tegangan permukaan (surface tension)
hampir tidak berubah. Larutan murni ini tidak bersifat melumasi dan biasanya
dipakai untuk sifat penyerapan panas yang tinggi dan melindungi terhadap
korosi. Sementara itu dengan penambahan unsur lain yang mampu
membentuk kumpulan molekul akan mengurangi tegangan permukaan
menjadi jenis cairan permukaan aktif sehingga mudah membasahi dan daya
lumasnya baik.
4. Semisynthetic fluids (cairan semi sintetis)
Cairan semi sintetik (semi-synthetic fluids) adalah kombinasi antara
minyak sintetik (A) dan soluble oil (B) dan memiliki karakteristik kedua minyak pembentuknya. Harga dan unjuk kerja penghantaran panasnya terletak
antara dua buah cairan pembentuknya tersebut. Jenis cairan ini mempunyai
karakteristik sebagai berikut :
commit to user
b. Kandungan pengemulsinya (molekul penurun tegangan permukaan)
lebih banyak dari tipe A
Partikel minyaknya lebih kecil dan lebih tersebar. Dapat berupa jenis dengan minyak yang sangat jenuh (“super-fatted”) atau jenis EP (Extreme Pressure). (Windarto, 2008 :300)
Pada saat proses pembubutan terjadi gesekan antara benda kerja dengan
ujung pahat yang menimbulkan panas. Gesekan dan panas tersebut dapat
menyebabkan beram menempel pada ujung mata pahat, sehingga ujung mata
pahat akan rusak. Kekasaran permukaan benda yang dihasilkan akan tinggi dan
ukuran kekasarannya tidak tepat. Hal ini dapat dihindari dengan penggunaan
media pendingin pada saat proses pembubutan, karena media pendingin dapat
berperan sebagai pelumas dan penyerap panas (Arief Darmawan, 1989/1990 : 6).
Keuntungan penggunaan media pendingin pada proses pembubutan :
1. Mengurangi biaya alat potong. Media pendingin mengurangi keausan alat
potong, jika umur pahat makin panjang dan menghemat waktu untuk
mengasah/menajamkan kembali alat potong.
2. Meningkatkan kecepatan produksi. Media pendingin mengurangi gesekan dan
panas yang terjadi, maka kecepatan potong dapat ditingkatkan.
3. Menghemat energi. Gesekan yang terjadi kecil, maka energi yang diperlukan
untuk penggerak mesinpun kecil.
4. Permukaan hasil pemotongan lebih baik. Karena sisi tajam alat potong tidak
cepat tumpul dan tidak mudah rusak, maka mampu menghasilkan permukaan
sesuai dengan yang direncanakan. (Arief Darmawan, 1989/1990 : 7)
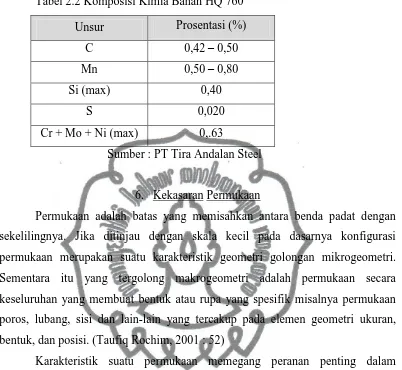
5. Material Baja HQ 760
Material yang digunakan sebagai spesimen uji dalam penelitian adalah
commit to user
Tabel 2.2 Komposisi Kimia Bahan HQ 760
Unsur Prosentasi (%)
C 0,42 – 0,50
Mn 0,50 – 0,80
Si (max) 0,40
S 0,020
Cr + Mo + Ni (max) 0,.63
Sumber : PT Tira Andalan Steel
6. Kekasaran Permukaan
Permukaan adalah batas yang memisahkan antara benda padat dengan
sekelilingnya. Jika ditinjau dengan skala kecil pada dasarnya konfigurasi
permukaan merupakan suatu karakteristik geometri golongan mikrogeometri.
Sementara itu yang tergolong makrogeometri adalah permukaan secara
keseluruhan yang membuat bentuk atau rupa yang spesifik misalnya permukaan
poros, lubang, sisi dan lain-lain yang tercakup pada elemen geometri ukuran,
bentuk, dan posisi. (Taufiq Rochim, 2001 : 52)
Karakteristik suatu permukaan memegang peranan penting dalam
perancangan komponen mesin atau peralatan. Banyak hal di mana karakteristik
permukaan perlu dinyatakan dengan jelas misalnya dalam kaitannya dengan
gesekan, keausan, pelumasan ketahanan lelah, perekatan dua atau lebih komponen
mesin dan sebagainya.
Konfigurasi permukaan yang kita lihat dengan mata sebenarnya tidaklah
serapi yang terlihat. Apabila profil permukaan kita lihat dari penampang
melintang benda kita akan melihat ketidakteraturan dari profil permukaan suatu
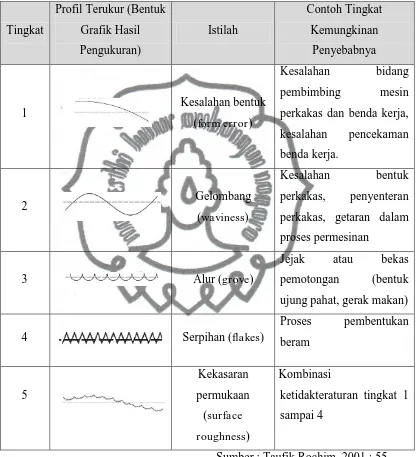
benda. Ketidakteraturan konfigurasi suatu permukaan bila ditinjau dari profilnya
dapat diuraikan menjadi beberapa tingkat seperti yang terlihat pada tabel 2.2.
Tingkat pertama merupakan ketidakteraturan makrogeometri yaitu keseluruhan
permukaan yang membuat bentuk. Tingkat kedua yaitu yang disebut dengan
gelombang (waviness), merupakan ketidakteraturan yang periodik dengan panjang
commit to user
yaitu alur (groove) dan tingkat keempat adalah serpihan (flaw) dan keduanya lebih
dikenal dengan istilah kekasaran (roughness). (Taufiq Rochim, 2001 : 54)
Tabel 2.3 Ketidakteraturan Suatu Profil (Konfigurasi Penampang Permukaan)
Tingkat
[image:33.595.113.530.174.631.2]Profil Terukur (Bentuk
Grafik Hasil
Pengukuran)
Istilah
Contoh Tingkat
Kemungkinan
Penyebabnya
1 Kesalahan bentuk
(form error)
Kesalahan bidang
pembimbing mesin
perkakas dan benda kerja,
kesalahan pencekaman
benda kerja.
2 Gelombang
(waviness)
Kesalahan bentuk
perkakas, penyenteran
perkakas, getaran dalam
proses permesinan
3 Alur (grove)
Jejak atau bekas
pemotongan (bentuk
ujung pahat, gerak makan)
4 Serpihan (flakes)
Proses pembentukan
beram
5
Kekasaran
permukaan
(surface
roughness)
Kombinasi
ketidakteraturan tingkat 1
sampai 4
Sumber : Taufik Rochim, 2001 : 55
Istilah kekasaran permukaan digunakan secara luas di industri dan
biasanya digunakan untuk mengukur kehalusan dari suatu permukaan benda.
Standard Amerika B46.1-1947 mendefinisikan mengenai kekasaran permukaan,
permukaan yang digambarkan dari konsep permukaan metrologi dan terminologi
commit to user
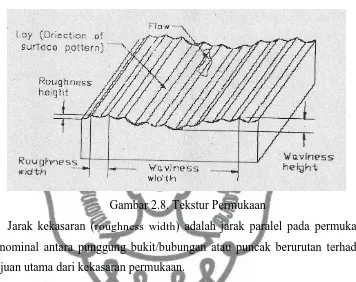
Kekasaran terdiri dari ketidakteraturan dari tekstur permukaan, yang pada
umumnya mencakup ketidakteraturan yang diakibatkan oleh perlakuan selama
[image:34.595.142.498.187.469.2]proses produksi. Contoh bentuk tekstur permukaan benda kerja dapat dilihat pada
gambar 2.8.
Gambar 2.8. Tekstur Permukaan
Jarak kekasaran (roughness width) adalah jarak paralel pada permukaan
yang nominal antara punggung bukit/bubungan atau puncak berurutan terhadap
pola ajuan utama dari kekasaran permukaan.
Penggalan jarak kekasaran (roughness width off cut) adalah pengukuran
rata-rata tingginya kekasaran yang menandakan pengaturan jarak yang terbesar
dari ketidakteraturan permukaan berulang. Nilai penggalan jarak kekasaran dinilai
dalam perseribu dari suatu inci. Tabel standar untuk nilai-nilai penggalan jarak
kekasaran 0,003; 0,10; 0,030; 0,100; dan 1,000 inci. Jika tidak ada nilai, maka
ditetapkan suatu asumsi penilaian/beban maksimum 0,030 inci.
Waviness yaitu meliputi semua ketidakteraturan yang terjadi pada permukaan. Waviness height adalah jarak puncak tertinggi terhadap lembah. Waviness width adalah pengaturan jarak dari gelombang/lambaian berurutan mencapai puncak atau lembah gelombang/lambaian berurutan lain.
Lay adalah arah dari pola acuan permukaan utama, secara normal ditentukan oleh metode produksi.
commit to user
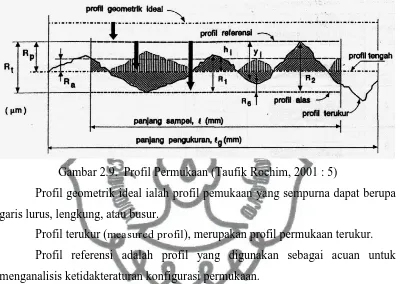
Untuk mereproduksi profil suatu permukaan, sensor arau peraba harus
digerakkan mengikuti lintasan yang berupa garis lurus dengan panjang
pengukuran (transversing length; lg) yang telah ditentukan. Reproduksi yang
[image:35.595.114.514.196.480.2]dihasilkan oleh alat ukur kekasaran akan terlihat seperti gambar 2.9.
Gambar 2.9. Profil Permukaan (Taufik Rochim, 2001 : 5)
Profil geometrik ideal ialah profil pemukaan yang sempurna dapat berupa
garis lurus, lengkung, atau busur.
Profil terukur (measured profil), merupakan profil permukaan terukur.
Profil referensi adalah profil yang digunakan sebagai acuan untuk
menganalisis ketidakteraturan konfigurasi permukaan.
Profil akar/alas yaitu profil referensi yang digeserkan ke bawah, sehingga
menyinggung titik terrendah profil terukur.
Profil tengah adalah profil yang digeserkan ke bawah sedemikian rupa,
sehingga jumlah luas bagi daerah-daerah di atas profil tengah sampai profil
terukur adalah sama dengan jumlah luas daerah-daerah di bawah profil tengah
sampai ke profil terukur.
Berdasarkan profil-profil yang diterangkan di atas, dapat didefinisikan
beberapa parameter permukaan, yaitu yang berhubungan dengan dimensi pada
arah tegak dan arah memanjang. Untuk dimensi arah tegak dikenal beberapa
parameter yaitu:
1. Kekasaran total (peak to valley height/total height), Rt (µm) adalah jarak
commit to user
2. Kekasaran perataan (depth of surface smoothness/peak to mean line), Rp (µm)
adalah jarak rata-rata antara profil referensi dengan profil terukur yang
nilainya sama dengan jarak antara profil referensi dengan profil tengah.
3. Kekasaran rata-rata aritmetik (mean roughness index/center line average,
CLA), Ra (µm) adalah harga rata-rata aritmetik bagi harga absolutnya jarak
antara profil terukur dengan profil tengah.
4. Kekasaran rata-rata kuadratik (root mean square height), Rq (µm) adalah akar
bagi jarak kuadrat rata-rata antara profil terukur dengan profil tengah.
5. Kekasaran total rata-rata, Rz (µm), merupakan jarak rata-rata profil alas ke
profil terukur pada lima puncak tertinggi dikurangi jarak rata-rata profil alas
ke profil terukur pada lima lembah terrendah.
Harga kekasaran rata-rata (Ra) maksimal yang diijinkan ditulis di atas
simbol segitiga. Satuan yang digunakan harus sesuai dengan satuan panjang yang
digunakan dalam gambar teknik (metrik atau inci). Jika angka kekasaran Ra
minimum diperlukan dapat dituliskan di bawah angka kekasaran maksimum.
Angka kekasaran dapat diklarifikasikan menjadi 12 angka kelas kekasaran seperti
commit to user
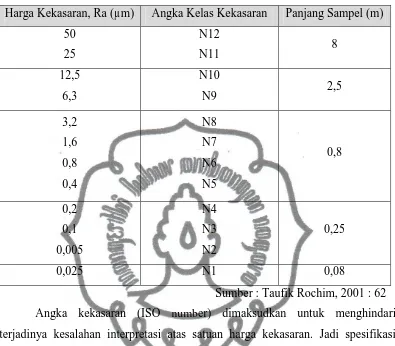
Tabel 2.4 Standarisasi Simbol Nilai Kekasaran
Harga Kekasaran, Ra (µm) Angka Kelas Kekasaran Panjang Sampel (m)
50
25
N12
N11 8
12,5
6,3
N10
N9 2,5
3,2
1,6
0,8
0,4
N8
N7
N6
N5
0,8
0,2
0,1
0,005
N4
N3
N2
0,25
0,025 N1 0,08
Sumber : Taufik Rochim, 2001 : 62
Angka kekasaran (ISO number) dimaksudkan untuk menghindari terjadinya kesalahan interpretasi atas satuan harga kekasaran. Jadi spesifikasi
kekasaran dapat langsung dituliskan nilainya atau dengan menuliskan angka
kekasaran ISO. Panjang sampel pengukuran disesuaikan dengan angka kekasaran
yang dimiliki oleh suatu permukaan. Apabila panjang sampel tidak dicantumkan
di dalam penulisan simbol berat, maka panjang sampel 0,8 mm (bila diperkirakan
proses permesinannya halus sampai sedang) dan 2,5 mm (bila diperkirakan proses
permesinannya kasar). (Taufiq Rochim, 2001 : 55-63)
2. Penelitian yang Relevan
Penelitian yang akan dilakukan ini merujuk pada penelitian yang telah
dilakukan sebelumnya.
Yusuf Cahyo Wibowo (2006) meneliti tentang pengaruh kecepatan spindel
dan kedalaman pemakanan terhadap tingkat kekasaran logam paduan aluminium
commit to user
kecepatan spindel 460 rpm, 755 rpm, dan 1255 rpm. Variasi kedalaman
pemakanan juga menggunakan tiga variasi yaitu 0,5 mm; 1 mm; dan 1,5 mm.
Spesimen yang digunakan berjumlah 9 buah dengan panjang 60 mm dan
diameternya 25,4 mm. Pengukuran kekasaran permukaan dilakukan dengan
menggunakan Mitutoyo Surftest. Hasil penelitian menunjukkan bahwa ada pengaruh yang signifikan antara variasi kecepatan spindel terhadap tingkat
kekasaran permukaan logam paduan aluminium. Semakin besar kecepatan spindel
yang digunakan, semakin kecil tingkat kekasaran permukaan benda kerja. Ada
pengaruh kedalaman pemakanan terhadap tingkat kekasaran permukaan logam.
Kedalaman pemakanan yang semakin kecil akan menghasilkan tingkat kekasaran
permukaan yang semakin kecil. Tidak ada interaksi yang positif dan signifikan
antara variasi kecepatan spindel dan kedalaman pemakanan terhadap tingkat
kekasaran permukaan logam paduan aluminium. Simpulan penelitian bahwa
kekasaran permukaan yang paling kecil dihasilkan pada kecepatan spindel 1255
rpm dengan kedalaman pemakanan 0,5 mm dan yang paling besar pada kecepatan
spindel 460 rpm dan kedalaman pemakanan 1,5 mm.
Ali Mursit (2006) meneliti tentang pengaruh sudut potong utama dan
variasi penggunaan media pendingin terhadap kekasaran permukaan hasil
pembubutan baja EMS 45. Dalam penelitian ini digunakan metode eksperimen
dengan variasi sudut potong utama, yaitu : 500, 600, 700. Variasi penggunaan media pendingin yang digunakan dalam penelitian ini adalah air, coolant, dan oli SAE 40. Dari hasil penelitian dapat disimpulkan bahwa ada pengaruh yang
signifikan antara sudut potong utama terhadap kekasaran pernukaan hasil
pembubutan baja EMS 45. Ada pengaruh yang signifikan antara variasi
penggunaan media pendingin terhadap kekasaran pernukaan hasil pembubutan
baja EMS 45. Ada pengaruh yang signifikan antara sudut potong utama dan
variasi penggunaan media pendingin terhadap kekasaran pernukaan hasil
pembubutan baja EMS 45. Didapat kekasaran permukaan yang minimal dari hasil
pembubutan baja EMS 45 yaitu 6,233 µm pada proses perlakuan sudut potong
commit to user
Ninuk Jonoadji dan Joni Dewanto (1999) meneliti tentang pengaruh
parameter potong dan geometri pahat terhadap kekasaran permukaan pada proses
bubut. Proses pemesinan dilakukan pada pada material baja S45C dengan
menggunakan pahat coated carbide. Kondisi pemesinan menggunakan variasi kecepatan potong 150 m/mnt, 175 m/mnt, 200m/mnt. Gerak makan divariasi 0,1
mm/rev; 0,15 mm/rev; dan 1,2 mm/ rev. Kedalaman potong 1 mm. Percobaan
dilakukan berdasarkan desain eksperimen dan analisis regresi. Dari hasil
percobaan didapatkan gerak pemakanan memberikan pengaruh yang paling besar
dan kecepatan potong memberikan pengaruh paling kecil terhadap kekasaran
permukaan.
Gambar 2.10. Grafik Prediksi Kekasaran terhadap Gerak Pemakanan dengan
Kecepatan Potong Bervariasi. (Ninuk Jonoadji dan Joni Dewanto, 1999 :
82 – 88)
(b.) Nose radius 0,8 mm (a). Nose radius 0,4 mm
[image:39.595.107.570.154.689.2]commit to user
Dari gambar 2.10 terlihat bahwa dengan bertambahnya nilai dari gerak
pemakanan akan memperbesar nilai Ra pada semua nilai kecepatan potong pada
tiap radius. Pada nilai gerak pemakanan yang sama, memperbesar kecepatan
potong akan menurunkan nilai Ra.
Isdaryanto Iskandar (1995) meneliti tentang variabilitas kualitas
permukaan baja AISI 1060 yang dihasilkan dengan proses bubut dengan
menggunakan pahat karbida terhadap lama pemotongan pada berbagai kecepatan
potong, tanpa dan menggunakan media pendingin. Kondisi pemesinan
menggunakan variasi kecepatan potong 300 m/mnt, 240 m/mnt, 180 m/mnt, 140
m/mnt, 110 m/mnt. Pemotongan dilakukan tanpa menggunakan media pendingin
dan menggunakan media pendingin dromus. Kedalaman potong 1 mm. Gerak
pemakanan 0,1 mm/rev. Hasil penelitian menunjukkan dalam kondisi tanpa media
pendingin, hasil terbaik (tingkat kekasaran N7) dihasilkan pada kecepatan potong
300 m/mnt. Pada kecepatan potong 240 m/mnt masih berada pada tingkat
kekasaran N7, pada kecepatan lainnya yang lebih rendah memiliki tingkat
kekasaran N8. Pemotongan dalam kondisi menggunakan pendingin hasil terbaik
(tingkat kekasaran N7) dihasilkan pada kecepatan potong 300 m/mnt. Pada
kecepatan potong 240 m/mnt, 180 m/mnt, 140 m/mnt masih berada pada tingkat
kekasaran N7, pada kecepatan lain 110 m/mnt memiliki tingkat kekasaran N8.
Grafik hubungan antara penggunaan media pendingin dan kekasaran
commit to user
(a) Pemotongan tanpa menggunakan media pendingin
(b) Pemotongan dengan menggunakan media pendingin
[image:41.595.152.498.111.626.2]commit to user
3. Kerangka Pemikiran
Kekasaran permukaan produk hasil pengerjaan pada mesin-mesin
merupakan salah satu bagian yang harus diperhitungkan sebagai upaya bengkel
pemesinan dalam meningkatkan kualitas produk. Selain itu, diperlukan cara agar
mesin perkakas tersebut menghasilkan produk dengan jumlah banyak dalam
waktu singkat, sehingga biaya produksi dapat ditekan serendah-rendahnya.
Produk yang berkualitas diperoleh dari adanya proses pemesinan yang
baik. Kekasaran permukaan adalah salah satu keadaan yang disebabkan oleh
kondisi pemotongan dari proses pemesinan. Dari penelitian sebelumnya kekasaran
produk dari mesin bubut dapat dipengaruhi oleh beberapa faktor seperti : gerak
pemakanan, kedalaman potong, kecepatan potong, sudut potong utama, geometri
pahat, material pahat, media pendingin dan material benda kerja.
1. Pengaruh Gerak Pemakanan terhadap Kekasaran Permukaan
Pada penelitian sebelumnya telah diteliti mengenai pengaruh kecepatan
spindel dan kedalaman pemakanan terhadap tingkat kekasaran logam, juga
pengaruh parameter potong dan geometri pahat terhadap kekasaran permukaan
pada proses bubut. Dari kedua penelitian diatas parameter potong memiliki
pengaruh terhadap kekasaran permukaan. Hasil penelitian menunjukan gerak
pemakanan memberikan pengaruh yang paling besar terhadap kekasaran
permukaan. Berbeda dengan penelitian sebelumnya yang proses pembubutan
menggunakan mesin CNC, pada penelitian ini menggunakan mesin bubut
konvensional.
Gerak pemakanan, f (feed), adalah jarak yang ditempuh oleh pahat setiap
benda kerja berputar satu kali. Semakin panjang jarak penyayatan pahat satu
kali benda kerja berputar semakin tebal penampang beram yang terbentuk,
ketebalan penampang beram yang dihasilkan akan mempengaruhi kekasaran
permukaan, semakin tebal penampang beram yang dihasilkan pahat sekali
benda kerja berputar semakin kasar permukaan benda kerja. Dengan demikian
commit to user
2. Pengaruh Media Pendingin terhadap Kekasaran Permukaan
Sebelum penelitian ini telah ada penelitian mengenai pengaruh sudut
potong utama dan variasi penggunaan media pendingin terhadap kekasaran
permukaan dengan variasi media pendingin yang digunakan air, coolant, dan oli SAE 40. Pada penelitian mengenai variabilitas kualitas permukaan baja
yang dihasilkan dengan proses bubut dengan menggunakan pahat karbida
terhadap lama pemotongan pada berbagai kecepatan potong, tanpa
menggunakan media pendingin dan menggunakan media pendingin, media
pendingin yang digunakan adalah dromus. Pada penelitian ini untuk
mengetahui pengaruh variasi penggunaan media pendingin terhadap kekasaran
permukaan logam, maka divariasikanlah penggunaan media yang memiliki
sifat melumasi, media pendingin yang memiliki sifat mendinginkan dan
menggunakan media pendingin udara atau pembubutan kering.
Pada saat pemotongan, apabila gaya gesek yang terjadi antara muka pahat
dan beram lebih kecil dibandingkan dengan gaya yang dibutuhkan untuk
menggeser material (beram) dari muka pahat, seluruh beram akan mengalir
meninggalkan muka pahat. Apabila yang terjadi sebaliknya, material akan
menempel pada muka pahat. Gejala ini dikenal dengan seizure. Bilamana penumpukan ini terjadi berlapis-lapis, fenomena ini dikenal sebagai built up edge.
Apabila pada muka pahat terjadi built up edge sedangkan temperatur pada
tempat tersebut berada di bawah temperatur rekristalisasi, kekerasan built up edge cukup besar dan mampu untuk menjadi mata potong kedua. Karena adanya mata potong kedua, pada benda kerja akan timbul bidang kerja baru
yang tidak stabil. Akibat dari hal tersebut di atas, adalah kualitas permukaan
benda kerja yang dihasilkan akan menurun atau berfluktuasi.
Saat proses pembubutan terjadi gesekan antara benda kerja dengan ujung
pahat yang menimbulkan panas. Gesekan dan panas tersebut dapat
menyebabkan beram menempel pada ujung mata pahat sehingga ujung mata
pahat akan rusak. Kekasaran permukaan benda yang dihasilkan akan tinggi
commit to user
penggunaan media pendingin pada saat proses pembubutan, karena media
pendingin dapat berperan sebagai pelumas dan penyerap panas. Dengan
demikian diduga ada pengaruh media pendingin terhadap kekasaran
permukaan.
3. Pengaruh Gerak Pemakanan dan Media Pendingin terhadap Kekasaran
Permukaan
Dari teori dan penelitian yang telah dilakukan sebelumnya diketahui gerak
pemakan mempengaruhi kekasaran permukaan, sama halnya dengan media
pendingin juga memiliki pengaruh terhadap kekasaran permukaan, dengan
demikian diduga ada pengaruh gerak pemakanan dan media pendingin
terhadap kekasaran permukaan.
Pada penelitian ini digunakan benda kerja bahan baja HQ 760. Proses
pembubutannya menggunakan mesin bubut konvensional. Gerak pemakanan pada
penelitian ini akan divariasikan yaitu 3,16 mm/rev; 4,10 mm/rev; dan 5,16
mm/rev. Media pendinginnya juga divariasi yaitu menggunakan dromus, oli SAE
40, dan udara. Untuk mengetahui secara pasti ada tidaknya pengaruh gerak
pemakanan dan media pendingin terhadap kekasaran permukaan logam hasil
proses bubut konvensional pada material baja HQ 760, maka dilakukan
pengukuran kekasaran permukaannya menggunakan Fowler Surfcoder SE 1700 Surface roughness measuring instrument.
Berdasarkan uraian tersebut dapat ditentukan paradigma penelitian sebagai berikut :
[image:44.595.117.528.557.702.2]
Gambar 2.12. Kerangka Pemikiran B
A
X A3
A1
B2 B1
B3
A2 Keterangan :
A = Variasi Gerakan Pemakanan
B = Variasi Media Pendingin
commit to user
4. Hipotesis Penelitian
Berdasarkan rumusan masalah dan analisa kerangka pemikiran di atas
dapat diambil hipotesis sebagai berikut :
1. Ada pengaruh gerak pemakanan terhadap kekasaran permukaan logam
hasil pembubutan pada material baja HQ 760.
2. Ada pengaruh media pendingin terhadap kekasaran permukaan logam
hasil pembubutan pada material baja HQ 760.
3. Ada pengaruh secara bersama gerak pemakanan dan media pendingin
terhadap kekasaran permukaan logam hasil pembubutan pada material
baja HQ 760.
4. Ada interaksi gerak pemakanan dan media pendingin yang
menghasilkan kekasaran permukaan paling kecil hasil pembubutan
commit to user
52 BAB III
METODOLOGI PENELITIAN
A. Tempat dan Waktu Penelitian
1. Tempat Penelitian
Penelitian ini dilaksanakan di laboratorium Pemesinan Program Studi
Pendidikan Teknik Mesin Jurusan Pendidikan Teknik dan Kejuruan FKIP UNS
sebagai tempat pengerjaan pemesinan dengan mesin bubut konvensional, dan
laboratorium Program Diploma Teknik Mesin Fakultas Teknik UGM sebagai
tempat pengujian tingkat kekasaran permukaan.
2. Waktu Penelitian
Penelitian ini dilaksanakan bulan Mei s/d Oktober 2010. Adapun jadwal
pelaksanaan kegiatan sebagai berikut :
a. Seminar proposal : 21 Mei 2010
b. Revisi proposal : 21 Mei sampai 5 Juli 2010
c. Perijianan : 19 Juli 2010
d. Proses pemesinan : 16 Agustus sampai 3 September 2010
e. Uji kekasaran : 7 September 2010
f. Analisis data : 13 – 18 September 2010
g. Penulisan laporan : Minggu ketiga September 2010 sampai minggu
pertama Oktober 2010
B. Metodologi Penelitian
Penelitian ini dilakukan untuk mengetahui pengaruh gerak pemakanan dan
media pendingin terhadap kekasaran permukaan logam hasil proses pembubutan
konvensional pada material baja HQ 760. Untuk mendapatkan kebenaran ilmiah,
metode yang digunakan dalam penelitian ini adalah metode eksperimen.
Penelitian eksperimen adalah penelitian yang dilakukan dengan mengadakan
manipulasi terhadap obyek penelitian serta adanya kontrol.
Metode eksperimen yang digunakan adalah metode eksperimen desain
commit to user
desain dimana perlakuan dilakukan sepenuhnya secara acak kepada unit-unit
eksperimen atau sebaliknya. Syarat yang harus dipenuhi dalam desain ini adalah
mempunyai data yang homogen (Sudjana, 1991: 15). Desain model tetap yaitu
desain yang digunakan apabila penelitian hanya mempunyai a buah taraf faktor A
dan hanya b buah faktor B dan semuanya digunakan dalam eksperimen yang dilakukan (Sudjana, 1991: 116). Eksperimen faktorial adalah eksperimen yang
semua (hampir semua) taraf sebuah faktor tertentu dikombinasikan atau
disilangkan dengan semua (hampir semua) taraf tiap faktor lainnya yang ada
dalam eksperimen itu (Sudjana, 1991: 109).
Pada penelitian ini untuk pengukuran tingkat kekasaran digunakan desain
eksperimen faktorial 3 x 3. Terdapat dua variabel bebas yang kemudian pada
desain eksperimen ini disebut faktor. Faktor pertama mempunyai tiga taraf yaitu
variasi gerak pemakanan (feed) 0,316 mm/rev; 0,410 mm/rev; dan 0,516 mm/rev.
Faktor kedua mempunyai tiga taraf, yaitu variasi media pendingin yaitu dengan
dromus, oli SAE 40, dan udara. Pada eksperimen ini diperoleh desain eksperimen
faktorial 3 x 3 dengan demikian diperlukan 9 kondisi eksperimen atau 9
kombinasi perlakuan yang berbeda-beda.
C. Populasi dan Sampel
1. Populasi Penelitian
Populasi menurut Suharsimi Arikunto (2002 : 108), menyatakan bahwa
populasi adalah keseluruhan subyek penelitian. Populasi penelitian ini adalah
keseluruhan spesimen yaitu HQ 760 berbentuk silinder.
2. Sampel Penelitian
Menurut Suharsimi Arikunto (2002 : 109) “sampel adalah bagian atau
wakil populasi yang diteliti”.
Tujuan digunakannya teknik sampling adalah untuk menentukan seberapa
banyak sampel yang diambil. Dalam penelitian ini sampel penelitian diambil
commit to user
Sementara menurut Suharsimi Arikunto (2002 : 117) teknik purposive sampling adalah sampel yang dilakukan dengan cara mengambil subyek bukan didasarkan atas strata, random atau daerah tetapi didasarkan adanya tujuan
tertentu.
Data didapat dari hasil pengujian kekasaran permukaan spesimen baja HQ
760 di laboratorium yang sebelumnya telah mengalami proses pembubutan
dengan variasi gerak pemakanan 3,16 mm/rev; 4,10 mm/rev; dan 5,16 mm/rev;
serta variasi penggunaan media pendingin dengan dromus, oli SAE 40, dan udara.
Sampel dalam penelitian ini diambil dari bahan HQ 760 dengan ukuran
diameter 29,5 mm dan panjang 68 mm, sebanyak 9 buah.
Pengambilan data kekasaran permukaan dilakukan 3 kali pada tempat yang
berbeda pada tiap-tiap sampel, sehingga jumlah datanya adalah 27.
D. Teknik Pengumpulan Data
1. Identifikasi Variabel
Dalam penelitian ini, dilakukan pengukuran terhadap keberadaan suatu
variabel dengan instrumen penelitian. Selanjutnya dilakukan analisis untuk
mencari hubungan antara variabel yang satu dengan variabel yang lain. Sugiyono
(2005 : 91) menyebutkan “Variabel merupakan gejala yang menjadi fokus peneliti
untuk diamati, variabel itu sebagai atribut dari sekelompok orang atau obyek yang
mempunyai variasi antara satu dengan yang lainnya dalam kelompok itu”.
a. Variabel Bebas
Variabel bebas adalah variabel yang menjadi sebab timbulnya atau
berubahnya variabel terikat. Munculnya variabel ini tidak dipengaruhi atau tidak
ditentukan oleh ada atau tidaknya variabel lain. Tanpa adanya variabel bebas,
maka tidak akan ada variabel terikat. Jika variabel bebas berubah, maka akan
muncul variabel terikat yang berbeda atau yang lain.
commit to user
Tabel 3.1 Rekomendasi Pembubutan
Turning with carbide tool Rough
turning Medium turning Finish turning
Depth of cut min. 5 1 s/d 5 max. 1
Feed (f) mm/rev min. 1,0 0,3 s/d 1,0 max. 0,3
ISO machining
gruop for carbide tool
P30 s/d P40 P20 s/d P30 P10
Cutting speed (Vc)
m/min 40 s/d 60 60 s/d 150 >150
Sumber : PT Tira Andalas Steel
1) Gerak pemakanan (feed)
Dari tabel 3.1 untuk pahat jenis carbide tool direkomendasikan untuk proses medium turning menggunakan gerak pemakanan 0,3 s/d 1,0 mm/rev. Berdasarkan rekomendasi tabel 3.1 dan gerak pemakanan
yang ada pada mesin bubut konvensional Krisbow KW15-486 gerak
pemakanan yang digunakan dalam percobaan ini:
a) Gerak pemakanan rendah
Untuk kecepatan pemakanan rendah digunakan kecepatan
pemakanan 0,316 mm/rev.
b) Gerak pemakanan tengah
Untuk kecepatan pemakanan tengah digunakan kecepatan
pemakanan 0,410 mm/rev sesuai dengan rekomendasi dari pahat yang
digunakan.
c) Gerak pemakanan tinggi
Untuk kecepatan pemakanan tinggi digunakan kecepatan
pemakanan 0,516 mm/rev.
2) Media Pendingin
commit to user
a) Dromus
Dromus dalam penggunaannya sebagai cairan pendingin,
dicampur dengan air, dengan perbandingan 20 air : 1 dromus. Dromus
adalah sejenis minyak mineral yang mengemulsi dengan air, berwarna
putih susu. Cairan dromus dicampur dengan air bertujuan untuk
meningkatkan daya pelumasan pada air, karena daya lumas air sangat
kecil sehingga bila digunakan sebagai media pendingin kurang baik,
karena syarat suatu media pendingin yang baik selain mampu
mendinginkan juga mampu melumasi. Jadi dromus akan memiliki
[image:50.595.164.508.226.565.2]daya pendinginan yang besar, tetapi tetap memiliki daya pelumasan.
Tabel 3.2 Spesifikasi Dromus
TYPICAL CHARACTERISTICS DROMUS
Density at 15°C - Kg/m3 955
Flash Point, Base oil, °C 162
Viscosity @ 40°C 80
pH (10% Emulsion) 8,7
Emulsion stability (500 ppm) 22
hr. oil/cream @ 25°C
None
Copper Strip @ 40°C 1a
Herbert Rust Test pass
Freeze/Thaw (40 cycles) No separation
Sumber : http://www-static.shell.com
b) Minyak pelumas
Minyak pelumas memiliki daya pendinginan kurang dibanding air,
mimyak pelumas memiliki daya pelumasan yang sangat baik. Daya
pelumasan ini dapat mengurangi gesekan yang terjadi pada saat
pembubutan, sehingga panas yang terjadi akibat gesekan dapat
dicegah.
Menurut Anwir (1994 : 72) minyak pelumas yang digunakan untuk
pendingin itu di samping mendinginkan, harus juga melumasi. Minyak
commit to user
terjadi. Minyak pelumas yan