V-1
PENGARUH SUBSTITUSI PASIR DENGAN ABU VULKANIK GUNUNG SINABUNG TERHADAP KARAKTERISTIK BATAKO DENGAN
MENGGUNAKAN METODE TAGUCHI DAN FAULT TREE ANALYSIS
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh:
NIKO JUNIARTO LUBIS NIM. 110423018
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Tuhan yang Maha Esa karena atas berkat dan karuniaNya sehingga penulis memperoleh pengetahuan, kesehatan dan kesempatan untuk bisa menyelesaikan tugas sarjana ini.
Tugas sarjana merupakan salah satu dari kurikulum dan salah satu syarat khusus untuk menyelesaikan Tugas Akhir di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas sarjana yang berjudul “Pengaruh Substitusi Pasir dengan Abu Vulkanik Gunung Sinabung Terhadap Karakteristik Batako dengan Menggunakan Metode Taguchi dan Fault Tree Analysis”.
Walaupun penulis sudah berusaha semaksimal mungkin, namun penulis juga menyadari kemungkinan terdapat kekurangan. Oleh karena itu, penulis sangat mengharapkan saran dan kritik untuk menyempurnakan tugas sarjana ini.
Akhir kata penulis mengharapkan tugas sarjana ini bermanfaat bagi siapapun yang membacanya.
Medan, Juni 2015 Penulis
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini, penulis telah banyak mendapat bimbingan, dukungan dan bantuan dari berbagai pihak, baik secara langsung maupun tidak langsung. Untuk dukungan dan bantuan yang luar biasa, pada kesempatan kali ini penulis ingin beterima kasih kepada pihak dan nama-nama dibawah ini.
1. Kedua orangtua penulis Ayahanda Drs. Arif Chairul Lubis dan Ibunda Dra. Sri Arni Wahyuwardani serta kakanda Dr. Pika Novriani Lubis yang tidak henti mendukung penulis baik moril, materil, serta memberi motivasi terbesar bagi penulis hingga akhirnya mampu menyelesaikan laporan tugas akhir ini. 2. Dosen Pembimbing Bapak Ir. Abadi Ginting, MSIE yang telah menyediakan
waktunya untuk membimbing dan mengajarkan banyak ilmu serta banyak memotivasi penulis dalam melakukan penelitian dan pengerjaan laporan tugas akhir ini.
3. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
4. Bapak Ir. Ukurta Tarigan, MT. selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
5. Ibu Ir. Rosnani Ginting, MT. dan Bapak Ir. Mangara M. Tambunan, M.Sc selaku koordinator Tugas Akhir yang telah memberikan bimbingan dan arahan dalam pengajuan judul Tugas Sarjana.
7. Teman-teman dekat penulis yaitu para pemain dota antara lain tyos “tugit”, syafii anak betawi, reza gembung, rio “opung”, maksum copo, taufik salim, ryan kiting, bred josua, joekie, teman-teman futsal yang tidak bias disebutkan satu persatu dan pacar yaitu devi wulandari yang selalu ada untuk membantu penulis dalam banyak hal, serta banyak memotivasi penulis sehingga mampu menyelesaian penelitian ini.
8. Seluruh mahasiswa Teknik Industri Ekstensi USU 2011 dan 2012.
9. Segenap Pegawai Jurusan Teknik Industri: Bang Nurman, Bang Mijo, Kak Dina, Kak Ani, Bang Ridho, Kak Rahma, Bang Kumis dan Kak Mia atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
Terima kasih dan rasa syukur terbesar kepada Tuhan yang telah menghadirkan orang-orang yang luar biasa di hidup penulis.
Medan, Juni 2015 Penulis,
ABSTRAK
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
ABSTRAK ... iv
DAFTAR ISI ... v
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
I PENDAHULUAN ... I-1 1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-4 1.3. Tujuan Penelitian dan Manfaat Penelitian ... I-5 1.4. Batasan Masalah dan Asumsi ... I-6 1.5. Sistematika Penulisan Tugas Akhir ... I-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 2.4. Daerah Pemasaran ... II-2 2.5. Proses Produksi ... II-3 2.5.1. Standar Mutu Bahan/Produk ... II-3 2.5.2. Bahan yang Digunakan ... II-3 2.5.2.1. Bahan Baku ... II-3 2.5.2.2. Bahan Penolong ... II-4 2.5.3. Uraian Proses Produksi ... II-5 2.5.4. Mesin dan Peralatan ... II-7 2.5.4.1. Mesin Produksi ... II-7 2.5.5. Utilitas ... II-7 2.6. Struktur Organisasi ... II-8 2.6.1. Uraian Tugas dan Tanggung Jawab ... II-9 2.6.2. Jumlah Tenaga Kerja dan Jam Kerja ... II-11
DAFTAR ISI (LANJUTAN)
DAFTAR ISI (LANJUTAN)
BAB HALAMAN IV METODOLOGI PENELITIAN ... IV-1 4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual ... IV-2 4.6. Instrumen Penelitian ... IV-3 4.7. Sumber Data ... IV-3 4.8. Metode Pengumpulan Data ... IV-4 4.9. Prosedur Penelitian ... IV-4 4.10. Metode Pengolahan Data ... IV-6 4.11. Hasil dan Pembahasan ... IV-9 4.12. Kesimpulan dan Saran ... IV-10
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.3.3. Penentuan Aturan Dasar untuk Fault Tree Analysis ... V-8 5.3.4. Pembuatan Fault Tree Analysis ... V-8 5.3.5. Perhitungan Probabilitas Kegagalan pada Fault Tree
Analysis (FTA) ... V-10
5.3.5.1. Data Responden Kuesioner ... V-10 5.3.5.2. Kuesioner ... V-10 5.3.5.3. Kuesioner Probabilitas ... V-11 5.3.5.4. Hasil Rekapan Kuesioner ... V-12 5.4. Metode Taguchi ... V-15 5.4.1. Penentuan Variabel Tak Bebas ... V-15 5.4.2. Penentuan Jumlah Level dan Nilai Level Faktor ... V-16 5.4.3.. Perhitungan Derajad Kebebasan ... V-17 5.4.4. Pemilihan Matriks Ortogonal ... V-18 5.4.5. Penempatan Kolom untuk Faktor dan Interaksi ke Dalam
Matriks Ortogonal ... V-19 5.4.6. Tahap Pelaksanaan Eksperimen ... V-20 5.4.7. Perhitungan Efek Faktor Utama ... V-21 5.4.7.1. Perhitungan Efek Faktor dari Rata-rata... V-21 5.4.7.2. Perhitungan Efek Faktor Signal to Noise Ratio
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.4.8. Analisis Varians Taguchi ... V-26 5.4.8.1. Analisis Varians Rata-rata... V-26 5.4.8.2. Analisis Varians Signal to Noise Ratio (SNR) ... V-33 5.4.9. Strategi Pooling Up ... V-38
5.4.9.1. Strategi Pooling Up Rata-rata ... V-38 5.4.9.2. Strategi Pooling Up Signal to Noise Ratio (SNR) ... V-42 5.4.10. Perhitungan Interval Kepercayaan ... V-45 5.4.10.1. Perhitungan Interval Kepercayaan Rata-rata ... V-45 5.4.10.2. Perhitungan Interval Kepercayaan SNR ... V-47 5.4.11. Eksperimen Konfirmasi ... V-49
VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1. Analisis Cause and Effect Diagram/Fishbone Diagram ... VI-1 6.2. Analisis Fault Tree Analysis (FTA) ... VI-2 6.3. Analisis Hasil Penerapan Metode Taguchi ... VI-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Kecacatan Bulan Februari 2015 ... I-2 2.1. Jumlah Karyawan CV. Sigma Block ... II-12 3.1. Jenis-Jenis Semen Portland Serta Penggunaannya ... III-3 3.2. Persentase dari komposisi dan kadar senyawa kimia semen portland ... III-5 3.3. Persyaratan gradasi untuk agregat pada beton berbobot normal
(ASTM C-33) ... III-6 3.4. 5 x 5 desain latin square ... III-19 3.5. Two-factor factorial experiment ... III-20 3.6. Simbol-simbol Utama dari Fault Tree Analysis (FTA) ... III-35 3.7. Simbol-simbol Khusus dari Fault Tree Analysis (FTA) ... III-36 3.8. Simbol-simbol Events dari Fault Tree Analysis (FTA) ... III-36 5.1. Hasil Rekapan Kuesioner Batako Patah ... V-12 5.2. Rekapitulasi Perhitungan Probabilitas Penyebab Kecacatan Batako
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Kuesioner penyebab kecacatan batako patah di CV. Sigma Block ... L-1 2. Data Kuat Tekan Batako ... L-2 3. Tabel F ... L-3
4. Surat Penjajakan Pabrik ... L-4
5. Surat Balasan Pabrik ... L-5
ABSTRAK
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Dalam era globalisasi persaingan semakin kompetitif, perusahaan yang bergerak di bidang manufaktur maupun jasa harus mampu berkompetisi dan mampu mengoptimalkan sumber daya yang dimiliki. Persaingan dalam bidang pemasaran produk menyebabkan perusahaan perlu meningkatkan kualitas produk. Dalam kompetisi ini, perusahaan harus mampu bersaing agar tetap bertahan dengan menunjukkan keunggulan dari setiap produk yang dihasilkan. Salah satu cara untuk menunjukkan keunggulannya yaitu peningkatan kualitas produk yang dihasilkan sesuai dengan keinginan konsumen.
Tabel 1.1. Data Kecacatan Bulan Februari 2015
Tanggal Jumlah
Produksi
Total Kecacatan (Batako patah)
2 Februari 2015 20160 1162
3 Februari 2015 20430 1569
4 Februari 2015 19260 1184
5 Februari 2015 19890 1677
6 Februari 2015 19710 1338
9 Februari 2015 20340 1450
10 Februari 2015 20880 1562 11 Februari 2015 20070 1367
12 Februari 2015 19440 989
13 Februari 2015 20340 1064
Batako patah disebabkan rendahnya kuat tekan dalam batako tersebut. Sehingga dilakukan penelitian untuk meningkatkan kualitas produk dengan cara meningkatkan kuat tekan dari produk batako. Diharapkan kuat tekan semakin tinggi dapat mengurangi jumlah kecacatan. Kualitas batako dipengaruhi beberapa faktor yaitu manusia, mesin dan material. Faktor utama yang berpengaruh terhadap kualitas batako adalah faktor material seperti jumlah pasir, jumlah semen, dan jumlah air. Untuk menghindari produk yang cacat maka perlu dilakukan penelitian mengenai faktor-faktor yang mempengaruhi kualitas batako untuk meminimumkan produk cacat serta mengidentifikasi faktor yang paling berpengaruh terhadap jumlah produk cacat.
Pengendalian kualitas dilakukan mulai dari proses input informasi/bahan baku dari dari pihak marketing dan purchasing hingga bahan baku tersebut masuk ke pabrik dan bahan baku itu diolah di pabrik (fase trasnformasi) yang akhirnya dikirim ke pelanggan. Bahkan pengedalian kualitas juga dilakukan setelah adanya purna jual.
dapat digunakan sebagai agregat halus. Ukuran abu Gunung Sinabung berada pada ukuran agregat halus yang diperbolehkan yaitu dibawah 4,75 mm. Penelitian ini dilakukan dengan menggunakan desain eksperimen metode taguchi dimana abu Gunung Sinabung digunakan sebagai agregat halus pengganti sebagian pasir. Penelitian ini diharapkan dapat meningkatkan kualitas batako yaitu meningkatnya kuat tekan batako sehingga diharapkan produk cacat dapat berkurang.
Metode Taguchi digunakan untuk mengetahui proses sehingga dapat mengendalikan kondisi proses dengan mengamati karakteristik dari produk maupun parameter proses sehingga memperoleh kombinasi level faktor optimum dari parameter proses tersebut. Metode Fault Tree Analysis (FTA) digunakan untuk mengidentifikasi faktor yang paling dominan mempengaruhi kualitas batako sebagai tindakan perbaikan dan memberikan usulan perbaikan dan mengurangi potensi penyebab kecacatan produk sehingga dapat menurunkan jumlah kecacatan produk pada proses produksi. Keunggulan metode taguchi yaitu dalam metode taguchi tidak perlu melakukan eksperimen dalam jumlah yang sangat banyak untuk menentukan sebuah kombinasi antara parameter yang digunakan. Metode taguchi menggunakan matriks khusus yang disebut matriks orthogonal. Matriks ini berfungsi untuk menentukan jumlah eksperimen minimal yang dapat mempengaruhi parameter.
1.2. Perumusan Masalah
untuk dapat meningkatkan kualitas kuat tekan batako. Bahan alternatif yang akan digunakan adalah abu vulkanik Gunung Sinabung sebagai aggregat yang diharapkan dapat meningkatkan kualitas batako karena kandungan kimia abu vulkanik merapi hampir menyerupai kandungan kimia semen portland.
1.3. Tujuan Penelitian dan Manfaat Penelitian
Tujuan umum penelitian yaitu meningkatkan kualitas produk batako dengan mengidentifikasi faktor-faktor yang berpengaruh. Mengetahui proses untuk mengendalikan kondisi proses dengan mengamati karakteristik dari produk maupun parameter proses, dan memberikan usulan perbaikan untuk mengurangi penyebab kecacatan produk.
Tujuan khusus dalam penelitian ini adalah:
1. Mengetahui faktor-faktor yang berpengaruh terhadap penelitian.
2. Memberikan usulan perbaikan untuk melakukan pencegahan dan mengurangi potensi penyebab kecacatan produk dengan menggunakan fault tree analysis. 3. Menentukan kombinasi level faktor optimum yang berpengaruh signifikan
dengan menggunakan metode Taguchi. Manfaat penelitian adalah sebagai berikut: 1. Bagi Mahasiswa
2. Bagi Perusahaan
Hasil penelitian dapat dijadikan sebagai masukan bagi perusahaan untuk mengetahui alternatif bahan lain pada proses pembuatan batako.
3. Bagi Departemen Teknik Industri
Sebagai tambahan referensi untuk memperkaya laporan penelitian Teknik Industri dan dapat digunakan sebagai acuan bagi penelitian selanjutnya.
1.4. Batasan Masalah dan Asumsi
Dalam penelitian ini hanya dibatasi pada : 1. Penelitian difokuskan pada produksi batako
2. Faktor-faktor yang diteliti adalah faktor-faktor terkendali yang mempengaruhi kualitas yaitu faktor komposisi bahan pembuat batako.
3. Hanya dilakukan penambahan abu Gunung Sinabung pada proses pembuatan batako.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Kegiatan produksi berjalan dengan normal sesuai prosedur operasional. 2. Tenaga kerja dianggap sudah menguasai pekerjaannya.
3. Proses produksi dan situasi kerja dalam keadaan normal.
4. Bahan selalu tersedia untuk diproses.
1.5. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan laporan bertujuan untuk mempermudah dalam menyusun dan mempelajari bagian-bagian dari seluruh rangkaian penelitian. Adapun sistematika penulisan laporan hasil penelitian ini adalah:
BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang masalah sehingga dapat diketahui mengapa penulis mengambil judul tersebut, batasan masalah untuk membatasi masalah agar terfokus pada masalah yang diteliti, rumusan masalah, tujuan penelitian, asumsi–asumsi yang digunakan penulis dalam menyusun penelitian, manfaat dari penelitian baik untuk penulis, perusahaan maupun universitas, dan sistematika penulisannya.
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan sejarah perusahaan, ruang lingkup perusahaan, lokasi dan daerah pemasaran perusahaan, serta uraian proses produksi.
BAB III LANDASAN TEORI
Menguraikan mengenai tinjauan-tinjauan kepustakaan yang berisi teori-teori mengenai batako, fault tree analysis, dan desain eksperimen metode taguchi.
BAB IV METODOLOGI PENELITIAN
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Menampilkan data primer dan sekunder yang digunakan dalam penelitian dan pengolahan data yang membantu dalam analisis pemecahan masalah. Data tersebut berupa data yang didapatkan melalui observasi yaitu urutan proses produksi dan data pengujian kuat tekan batako.
BAB VI ANALISA PEMECAHAN MASALAH
Menganalisis hasil pengolahan data untuk menghasilkan solusi terhadap masalah yang ada.
BAB VII KESIMPULAN DAN SARAN
Bab ini menguraikan tentang kesimpulan berdasarkan hasil penelitian serta saran-saran yang dapat diberikan berdasarkan analisis dan pembahasan terhadap data-data yang telah diperoleh.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. Sigma Block didirikan pada tahun 2008 oleh Petrus Barus, dan mulai beroperasi pada bulan Agustus 2008 yang berlokasi di Jl. Ngumban Surbakti no. 17, Sempakata, Medan – Sumatera Utara.
CV. Sigma Block bergerak dalam bidang manufacture concrete block dan memperdagangkannya untuk keperluan pembangunan rumah dan keperluan toko bahan bangunan (material). Concrete block adalah komposisi bahan bangunan yang dibuat dari campuran semen portland atau bahan perekat hidrolis sejenisnya, air dan agregat dengan atau tanpa bahan lainnya yang tidak mengurangi mutu bata beton.
CV. Sigma Block ini tumbuh dan berkembang secara bertahap, dengan konsisten dalam mengelola usaha sehingga mampu meningkatkan kapasitas produksi dan penjualan serta sekaligus mempeluas wilayah pemasarannya. CV. Sigma Block menggunakan pemasaran melalui sistem door to door kepada proyek dan sistem titip barang kepada toko material dengan tagihan pembayaran seminggu sekali.
2.2. Ruang Lingkup Bidang Usaha
kansten, capstone. Pada tahun awal beroperasinya CV. Sigma Block ini daerah pemasarannya masih terbatas pada toko bahan bangunan (material) yang berada pada sekitar daerah produksi dengan menawarkan dari pintu kepintu dengan contoh batako yang akan dijual (toko bahan bangunan) dan pasar (konsumen) hingga mendapat pelanggan yang royal serta toko material yang tetap. Hingga produk yang dihasilkan tersebut dipasarkan diwilayah Sumatera Utara dan beberapa wilayah Aceh.
2.3. Lokasi Perusahaan
CV. Sigma Block berlokasi di Jl. Ngumban Surbakti no. 17, Sempakata, Medan – Sumatera Utara.
2.4. Daerah Pemasaran
2.5. Proses Produksi
Tujuan dari proses proses produksi di CV. Sigma Block adalah untuk memperoleh produk paving block, riol, batako, kansten, capstone. Proses produksi yang terjadi di pabrik ini akan menghasilkan tiga jenis produk berdasarkan ketebalannya untuk ukuran paving block , yaitu:
1. Tebal 6 cm dengan K200 2. Tebal 8 cm dengan K350 3. Tebal 10 cm dengan K400
Sementara untuk ukuran batako, yaitu: 1. Tebal 6 cm dengan K60
2. Tebal 10 cm dengan K100
2.5.1. Standar Mutu Bahan/Produk
CV. Sigma Block mempunyai standar mutu untuk bahan baku yang digunakan. Untuk pasir, kadar lumpur yang diperbolehkan yaitu dibawah 5 %. Semen yang digunakan adalah semen berjenis portland. Tekanan yang digunakan pada saat pengepresan yaitu 200-300 Kg/cm2 untuk batako.
2.5.2. Bahan yang Digunakan 2.5.2.1.Bahan Baku
1. Pasir
Pasir yang digunakan harus memiliki kadar lumpur dibawah 5 %. Pasir yang digunakan pada CV.Sigma Block berasal dari Sungai Binge Langkat. Setiap hari CV. Sigma Block membutuhkan pasir sebanyak 24 m3.
2. Semen
Semen yang digunakan berjenis portland. Semen yang dibutuhkan setiap hari sebanyak 250-300 sack. 1 sack sama dengan 50 Kg.
3. Kerikil
Kerikil merupakan agregat kasar dalam pembuatan block. Kerikil yang digunakan yaitu kerikil kacang. Kerikil yang dibutuhkan setiap hari sebanyak 8 m3.
4. Abu batu
Abu batu adalah batu yang dipecah dengan menggunakan stone crusher menjadi ukuran kecil yang berfungsi untuk menambah kekuatan beton pada campuran beton yang memakai jumlah semen yang sedikit. Jumlah abu batu yang dibutuhkan setiap hari yaitu 5 m3.
2.5.2.2.Bahan Penolong
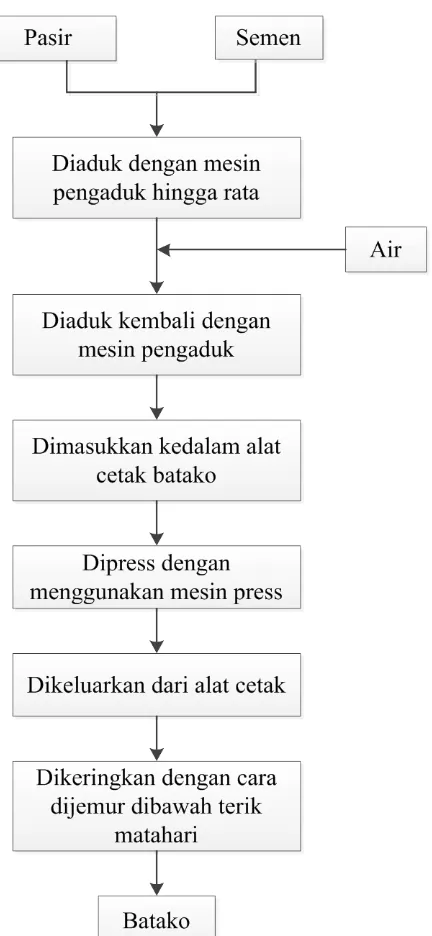
2.5.3. Uraian Proses Produksi
Proses produksi batako di CV. Sigma Block secara garis besar dibagi atas 3 stasiun kerja, yaitu: stasiun pengadukan, stasiun pencetakan, dan stasiun pengeringan. Adapun proses produksi batako dan paving block adalah sebagai berikut:
1. Pasir diayak untuk mendapatkan pasir yang halus
2. Pasir dan semen diaduk sampai rata dengan menggunakan mesin pengaduk (mixer) dan setelah rata ditambahkan air.
3. Adonan pasir, semen dan air tersebut diaduk kembali sehingga didapat adukan yang rata dan siap dipakai.
4. Adukan yang siap dipakai ditempatkan dialat cetak batako berupa lempengan besi khusus dengan menggunakan sekop.
5. Dengan menggunakan lempengan besi khusus tersebut adukan ditekan sampai padat dengan menggunakan mesin press
6. Batako yang sudah jadi tersebut kemudian dikeluarkan dari cetakan dengan cara menempatkan potongan papan di atas seluruh permukaan alat cetak. 7. Berikutnya alat cetak dilepas dengan hati-hati sehingga batako tersebut keluar
dari alat cetaknya.
8. Proses berikutnya adalah mengeringkan batako dengan cara di jemur di bawah terik matahari sehingga didapat batako yang sudah jadi.
2.5.4. Mesin dan Peralatan
Proses produksi CV. Sigma Block menggunakan mesin-mesin dan juga peralatan-peralatan yang sangat berperan dalam menghasilkan produknya yaitu Mixer, mesin Press.
2.5.2.1. Mesin Produksi
Spesifikasi mesin produksi yang ada di CV. Sigma Block adalah sebagai berikut:
1. Mixer
Mixer adalah mesin yang berfungsi untuk mengaduk adonan yaitu campuran
antara pasir, semen, kerikil dan abu batu dalam proses pembuatan concrete block.
2. Mesin Press
Mesin Press adalah mesin yang berfungsi untuk memberikan tekanan pada proses mencetak cocrete block. Tujuan pemberian tekanan tersebut adalah untuk memadatkan adonan yang akan dicetak.
2.5.5. Utilitas
Utilitas dalam suatu pabrik merupakan unit pembantu produksi yang tidak
mesin. Sumber tenaga yang digunakan berasal dari listrik yang diperoleh dari PLN.
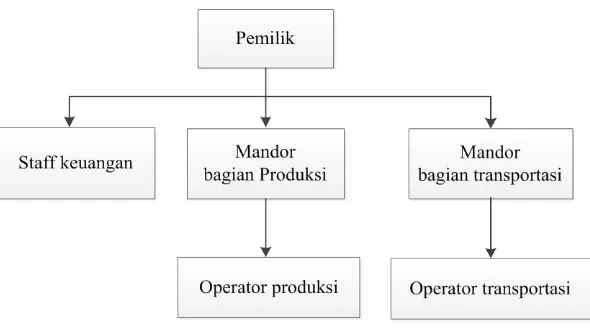
2.6. Struktur Organisasi Perusahaan
Struktur organisasi adalah bagian yang menggambarkan hubungan kerjasama antara dua orang atau lebih dengan tugas yang saling berkaitan untuk pencapaian suatu tujuan tertentu. Dengan adanya struktur organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik karena akan terhindar dari tumpang tindih dalam perintah dan tangggung jawab. Organisasi ditentukan atau dipengaruhi oleh badan usaha, jenis usaha dan besarnya usaha dan sistem produksi perusahaan.
Gambar 2.2. Struktur Organisasi CV. Sigma Block
2.6.1. Uraian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan adanya personil yang memegang jabatan tertentu, seperti yang terdapat dalam struktur organisasi dimana masing-masing mempunyai tugas dan wewenang yang seimbang dengan wewenang yang diterima. Organisasi yang baik adalah organisasi yang jelas dan teratur sehingga dalam melaksanakan tugas dan tanggung jawabnya setiap pemangku jabatan memiliki gambaran, batasan tugas dan tanggung jawabnya. 1. Pemilik
Sebagai pemilik sekaligus direktur dari CV. Sigma Block mengemban tugas dan wewenang sebagai berikut:
a. Melakukan pengawasan secara menyeluruh atas semua kegiatan produksi dan non produksi yang terjadi di pabrik.
c. Bertanggung jawab sepenuhnya terhadap jalannya operasional dan memperhatikan kondisi baik material maupun tenaga kerja.
2. Mandor bagian produksi
Tugas dan tanggung jawabnya adalah sebagai berikut:
a. Memastikan prosedur dan instruksi kerja yang dibuat pemilik untuk aktivitas sehari-hari agar mudah dipahami dan diukur pencapaiannya. b. Membuat planning dan strategi secara periodic tentang seluruh kegiatan
dari bagianbagian yang bernaung dibawahannya seperti bagian produksi. c. Bertanggung jawab terhadap aktivitas, produktivitas, dan kinerja seluruh
personil yang bernaung dalam bagian produksi.
d. Memberikan inovasi yang berupa ide-ide yang dapat diimplementasikan agar suatu proses produksi dapat berjalan dengan lebih baik dan lancar sesuai atau seiring dengan situasi dan kondisi masa dan perkembangan zaman.
3. Mandor bagian transportasi
Tugas dan tanggung jawabnya adalah sebagai berikut:
a. Memastikan prosedur dan instruksi kerja yang dibuat pemilik dalam melakukan proses pengantaran produk ke konsumen.
b. Bertanggung jawab terhadap aktivitas dan kinerja seluruh personil yang bernaung dalam bagian transportasi.
4. Bagian Keuangan
a. Melakukan pencatatan atas seluruh kegiatan keluar masuknya arus keuangan seperti hasil penjualan, pembayaran hutang, penagihan hutang, dan lain-lain.
b. Mencatat stok bahan baku untuk produksi dan stok produk.
c. Mempertanggung jawabkan tugas yang diberikan oleh pemilik dan menyampaikan laporan secara periodik kepada pemilik.
2.6.2. Jumlah Tenaga Kerja dan Jam kerja
Tenaga kerja yang bekerja di CV. Sigma Block hanya bekerja 1 shift, perincian jam kerja yang digunakan sebagai berikut:
1. Senin – Kamis
Pukul 07.00 WIB – 12.00 WIB : Jam kerja Pukul 12.00 WIB – 13.00 WIB : Jam istirahat
Pukul 13.00 WIB – 17.00 WIB : Jam kerja setelah istirahat 2. Jumat
Pukul 07.00 WIB – 11.30 WIB : Jam kerja Pukul 11.30 WIB – 13.30 WIB : Jam istirahat
Pukul 13.30 WIB – 17.00 WIB : Jam kerja setelah istirahat
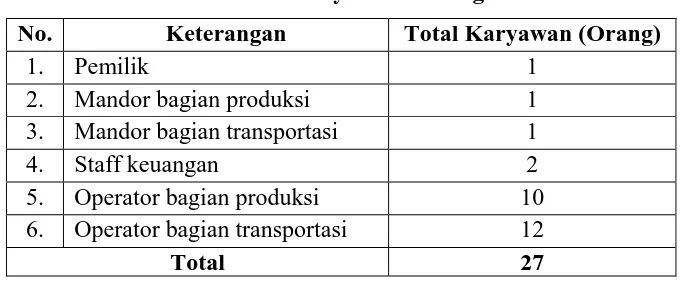
Tabel 2.1. Jumlah Karyawan CV. Sigma Block
No. Keterangan Total Karyawan (Orang)
1. Pemilik 1
2. Mandor bagian produksi 1
3. Mandor bagian transportasi 1
4. Staff keuangan 2
5. Operator bagian produksi 10
6. Operator bagian transportasi 12
BAB III LANDASAN TEORI
3.1. Batako
Batako merupakan bahan bangunan yang berupa bata cetak alternatif pengganti batu bata yang tersusun dari komposisi antara pasir, semen Portland dan air dengan perbandingan 1 semen : 4 pasir. Batako difokuskan sebagai konstruksi-konstruksi dinding bangunan nonstruktural. Bentuk dari batako/batu cetak itu sendiri terdiri dari dua jenis, yaitu batu cetak yang berlubang (hollow block) dan batu cetak yang tidak berlubang (solid block) serta mempunyai ukuran yang bervariasi.
Dari beberapa pengertian diatas dapat ditarik kesimpulan tentang pengertian batako adalah salah satu bahan bangunan yang berupa batu-batuan yang pengerasannya tidak dibakar dengan bahan pembentuk yang berupa agregat halus (pasir), semen, air dan dalam pembuatannya dapat ditambahkan dengan bahan tambah lainnya (additive). Kemudian dicetak melalui proses pemadatan sehingga menjadi bentuk balok-balok dengan ukuran tertentu dan dimana proses pengerasannya tanpa melalui pembakaran serta dalam pemeliharaannya ditempatkan pada tempat yang lembab atau tidak terkena sinar matahari langsung atau hujan, tetapi dalam pembuatannya dicetak sedemikian rupa hingga memenuhi syarat dan dapat digunakan sebagai bahan untuk pasangan dinding.
1. Batako putih (tras)
Batako putih dibuat dari campuran tras, batu kapur, dan air. Campuran tersebut dicetak. Tras merupakan jenis tanah berwarna putih/putih kecoklatan yang berasal dari pelapukan batu – batu gunung berapi, warnanya ada yang putih dan ada juga yang putih kecoklatan.
2. Batako semen/batako pres
Batako pres dibuat dari campuran semen dan pasir atau abu batu. Ada yang dibuat secara manual (menggunakan tangan) dan ada juga yang menggunakan mesin. Perbedaanya dapat dilihat pada kepadatan permukaan batakonya.
3. Bata ringan
Bata ringan dibuat dari bahan batu pasir kuarsa, kapur, semen dan bahan lain yang dikategorikan sebagai bahan-bahan untuk beton ringan. Berat jenis sebesar 1850 kg/m3 dapat dianggap sebagai batasan atas dari beton ringan yang sebenarnya, meskipun nilai ini kadang-kadang melebihi. Dimensinya yang lebih besar dari bata konvensional yaitu 60 cm x 20cm dengan ketebalan 7 hingga 10 cm menjadikan pekerjaan dinding lebih cepat selesai dibandingkan bata konvensional.
3.2. Bahan Penyusun Batako
3.2.1. Semen Portland (Portland Cement)
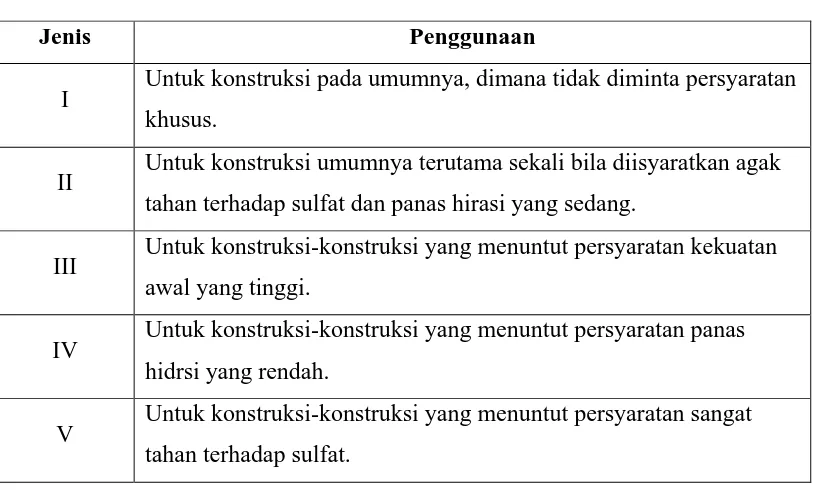
[image:43.595.110.517.434.679.2]Semen adalah suatu jenis bahan yang memiliki sifat adhesif dan kohesif yang memungkinkan melekatnya fragmen-fragmen mineral menjadi suatu massa yang padat. Semen hidraulik (hydraulic cements) atau semen yang mengeras dengan adanya air biasa dinamakan semen portland. Dinamakan semen portland karena setelah mengeras mirip dengan batu Portland yang ditemukan di dekat Dorset, Inggris. Nama ini dipatenkan oleh Joseph Aspdin dari Leeds, Inggris pada tahun 1824. Beton yang dibuat dengan semen portland umumnya membutuhkan sekitar 14 hari untuk mencapai kekuatan yang cukup dan mencapai kekuatan maksimal dalam waktu sekitar 28 hari. Tipe-tipe semen portland serta penggunaannya dapat dilihat pada tabel 3.1.1
Tabel 3.1 Jenis-Jenis Semen Portland Serta Penggunaannya
Jenis Penggunaan
I Untuk konstruksi pada umumnya, dimana tidak diminta persyaratan khusus.
II Untuk konstruksi umumnya terutama sekali bila diisyaratkan agak tahan terhadap sulfat dan panas hirasi yang sedang.
III Untuk konstruksi-konstruksi yang menuntut persyaratan kekuatan awal yang tinggi.
IV Untuk konstruksi-konstruksi yang menuntut persyaratan panas hidrsi yang rendah.
V Untuk konstruksi-konstruksi yang menuntut persyaratan sangat tahan terhadap sulfat.
1
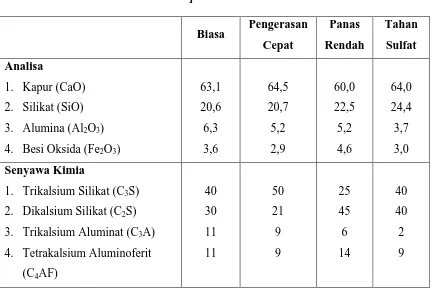
Persentase dari komposisi dan kadar senyawa kimia semen portland dapat dilihat pada tabel 3.2. Hampir dua pertiga bagian semen terbentuk dari zat kapur yang proporsinya berperan penting terhadap sifat-sifat semen. Zat kapur yang berlebihan kurang baik untuk semen serta menyebabkan terjadinya disintegrasi (perpecahan) semen setelah timbul ikatan. Silika membentuk sekitar seperlima, sedangkan alumina hanya ada sekitar seperduabelas dalam semen. Silika dalam kadar tinggi, yang biasanya disertai alumina dengan kadar rendah, menghasilkan semen dengan ikatan lambat dengan kekuatan tinggi dan meningkan ketahanan terhadap agresi kimia.
Besi Oksida memberi warna abu-abu pada semen dan berlaku sama seperti alumina. Magnesium dibatas sampai 4 persen. Jumlahnya yang berlebih kurang baik pada semen. Kandungan belerang yaitu sulfur trioksida (SO3) dibatasi 2,5 sampai 3 persen. Ketika semen dicampur dengan air timbullah reaksi kimia antara campuran-campurannya dengan air. Reaksi-reaksi ini menghasilkan bermacam-macam senyawa kimia yang menyebabkan ikatan dan pengerasan.2
2
Tabel 3.2. Persentase dari komposisi dan kadar senyawa kimia semen portland
Biasa Pengerasan Cepat Panas Rendah Tahan Sulfat Analisa
1. Kapur (CaO) 2. Silikat (SiO) 3. Alumina (Al2O3) 4. Besi Oksida (Fe2O3)
63,1 20,6 6,3 3,6 64,5 20,7 5,2 2,9 60,0 22,5 5,2 4,6 64,0 24,4 3,7 3,0 Senyawa Kimia
1. Trikalsium Silikat (C3S) 2. Dikalsium Silikat (C2S) 3. Trikalsium Aluminat (C3A) 4. Tetrakalsium Aluminoferit
(C4AF)
40 30 11 11 50 21 9 9 25 45 6 14 40 40 2 9
3.2.2. Agregat Halus
Society of Testing and Materials). Persyaratan gradasi untuk agregat pada beton
berbobot normal (ASTM C-33) dapat dilihat pada tabel 3.3.3
Tabel 3.3. Persyaratan gradasi untuk agregat pada beton berbobot normal (ASTM C-33)
Ukuran Saringan Standar Amerika Persen Lewat Agregat Halus
3/8 Inch (9,5 mm) 100
No. 4 (4,75 mm) 95 – 100
No. 8 (2,36 mm) 80 – 100
No. 16 (1,18 mm) 50 – 85
No. 30 (600 μm) 25 – 60
No. 50 (300 μm) 10 – 30
No. 100 (150 μm) 2 - 10
Karena agregat biasanya menempati sekitar 75 % dari isi total beton, maka sifat-sifat agregat ini mempunyai pengaruh yang besar terhadap perilaku dari beton yang sudah mengeras. Sifat agregat bukan hanya mempengaruhi sifat beton, akan tetapi juga mempengaruhi ketahanan (durability, daya tahan terhadap kemunduran mutu akibat siklus dari pembekuan-pencairan). Karena agregat lebih murah dari semen, maka adalah logis untuk menggunakannya dengan persentase yang setinggi mungkin.4
3
Nawy,Edward.G. 1990. Beton Bertulang Suatu Pendekatan Dasar. Terjemahan oleh Bambang Suryoatmono. Penerbit PT.Eresco : Bandung. hal 15
4
3.2.3. Air
Air diperlukan pada pembuatan beton atau batako agar terjadi reaksi kimiawi dengan semen untuk membasahi agregat dan untuk melumas campuran agar mudah pengerjaannya. Pada umumnya air minum dapat dipakai untuk campuran beton atau batako. Air yang mengandung senyawa-senyawa yang berbahaya, yang tercemar garam, minyak, gula, atau bahan-bahan kimia lain, bila dipakai untuk campuran beton akan sangat menurunkan kekuatannya dan dapat juga mengubah sifat-sifat semen.
Karena karakter pasta semen merupakan hasil kimia antara semen dengan air, maka bukan perbandingan jumlah air terhadap total (semen + agregat halus + agregat kasar) meterial yang menentukan, melainkan hanya perbandingan antara air dan semen pada campuran yang menentukan. Air yang berlebihan akan menyebabkan banyaknya gelembung air setelah diproses hidrasi selesai, sedangkan air yang terlalu sedikit akan menyebabkan hidrasi tidak seluruhnya selesai. Sebagai akibatnya beton atau batako yang dihasilkan akan berkurang kekuatannya.5
3.4.4. Abu Vulkanik6
Abu vulkanik atau pasir vulkanik adalah bahan material vulkanik jatuhan yang disemburkan ke udara saat terjadi suatu letusan. Abu maupun pasir vulkanik terdiri dari batuan berukuran besar sampai berukuran halus, yang berukuran besar
5
Nawy,Edward.G. Op. cit. hal 13
6
Sudaryo, Sutjipto. 2009. Identifikasi dan penentuan logam pada tanah vulkanik didaerah
Cangkringan Kabupaten Sleman dengan metode analisis aktivasi neutron cepat. Seminar nasional
biasanya jatuh disekitar kawah sampai radius 5–7 km dari kawah, sedangkan yang berukuran halus dapat jatuh pada jarak mencapai ratusan kilometer bahkan ribuan kilometer dari kawah disebabkan oleh adanya hembusan angin.
Abu vulkanik sangat baik digunakan untuk bahan beton. Ujung silika yang runcing membentuk partikel yang memiliki sudut. Pola partikel bersudut itulah yang membuat ikatan abu vulkanik dengan semen menjadi lebih kuat.Pasir biasa memiliki ujung bulat sehingga kekuatan ikatannya dengan bahan pembuat beton lainnya lebih lemah. Selain silika, abu vulkanik juga memiliki kandungan besi (FeO). Kandungan besi abu vulkanik sangat baik karena belum mengalami pelapukan sehingga baik untuk campuran bahan bangunan. Abu vulkanik juga memiliki kandungan lempung yang sangat sedikit. Selain membuat beton semakin kuat, sedikitnya lempung juga akan meningkatkan daya tahan beton dan membuat tingkat kekeroposan beton lebih rendah.
3.3. Desain Eksperimen7
Desain eksperimen, yaitu suatu rancangan percobaan (dengan tiap langkah tindakan yang betul-betul terdefenisikan) sedemikian sehingga informasi yang berhubungan dengan atau diperlukan untuk persoalan yang sedang diselidiki dapat dikumpulkan. Desain suatu eksperimen bertujuan untuk memperoleh atau mengumpulkan informasi sebanyak-banyaknya yang diperlukan dan berguna dalam melakukan penyelidikan persoalan yang akan dibahas. Desain eksperimen
7
perlu dimengerti prinsip-prinsip dasar yang lazim digunakan dan dikenal yaitu: replikasi, randomisasi atau pengacakan dan kontrol lokal.
Sebelum memberikan penjelasan ketiga prinsip dasar diatas, terlebih dahulu akan dijelaskan pengertian tentang perlakuan, kekeliruan eksperimen dan unit eksperimen.
1. Perlakuan
Untuk kita di sini, dengan perlakuan dartikan sekumpulan daripada kondisi-kondisi eksperimen yang akan digunakan terhadap unit eksperimen dalam ruang lingkup desain yang dipilih. Perlakuan ini bisa berbentuk tunggal atau terjadi dalam bentuk kombinasi.
Ketika melakukan percobaan dalam rangka menyelidiki efek sejenis makanan terhadap sapi misalnya, maka perlakuan bisa berbentuk: a) jenis sapi, b) jenis kelamin sapi, c) umur sapi, atau d) ukuran makanan yang diberikan. Tiap perlakuan diatas merupakan perlakuan tunggal yang mungkin memberikan efek sendiri-sendiri terhadap variabel respon (berat badan misalnya). Efek perlakuan-perlakuan terhadap variabel respon mungkin saja terjadi dalam bentuk gabungan atau bentuk kombinasi beberapa perlakuan tunggal yang terjadi secara bersamaan. Dalam hal ini kita peroleh kombinasi perlakuan. Efek gabungan daripada jenis kelamin sapi dan ukuran makanan yang diberikan terhadap berat badan misalnya, merupakan salah satu kombinasi perlakuan yang mungkin terjadi.
2. Unit eksperimen
beberapa faktor) dikenakan dalam sebuah replikasi eksperimen dasar. Dalam contoh di atas misalnya, seekor sapi merupakan unit eksperimen dalam percobaan menyelidiki efek makanan terhadap sapi.
3. Kekeliruan eksperimen
Kekeliruan eksperimen menyatakan kegagalan daripada dua unit eksperimen identik yang dikenai perlakuan untuk memberikan hasil yang sama. Ini bisa terjadi karena, misalnya kekeliruan waktu menjalankan eksperimen, variasi antara unit eksperimen dan pengaruh gabungan dari semua faktor tambahan yang mempengaruhi karakteristik yang sedang dipelajari.
Tentu saja kekeliruan kesperimen ini hendaknya diusahakan supaya terjadi sekecil-kecilnya. Cara yang lazim ditempuh untuk menguranginya antara lain dengan jalan: menggunakan informasi sebaik-baiknya tentang variabel yang telah ditentukan dengan tepat, melakukan eksperimen seteliti-telitinya dan menggunakan disain eksperimen yang lebih efisien.
Prinsip dasar yang lazim digunakan dan dikenal yaitu: replikasi, randomisasi atau pengacakan dan kontrol lokal berikut penjelasannya.
1. Replikasi
Replikasi diartikan dengan pengulangan daripada eksperimen dasar. Replikasi diperlukan karena dapat:
b. Menghasilkan taksiran yang lebih akurat untuk kekeliruan eksperimen. c. Memungkinkan kita untuk memperoleh taksiran yang lebih baik mengenai
efek rata-rata daripada suatu faktor 2. Pengacakan atau Randomisasi
Tes atau uji signifikansi akan banyak dilakukan. Untuk ini, umumnya untuk setiap prosedur pengujian, asumsi-asumsi tertentu perlu diambil dan dipenuhi agar pengujian yang dilakukan menjadi berlaku. Salah satu daripadanya ialah pengamatan-pengamatan (jadi juga kekeliruan-kekeliruan) berdistribusi secara independen. Asumsi ini sukar untuk dapat dipenuhi tetapi dengan jalan berpedomen kepada prinsip sampel acak (random sampel) yang diambil dari sebuah populasi atau berpedoman pada perlakuan acak terhadap unit eksperimen, maka pengujian dapat dijalankan seakan-akan asumsi yang diambil benar adanya. Dengan kata lain, pengacakan menyebabkan penguijian menjadi berlaku yang menyebabkan pula memungkinkannya data dianalisi dengan anggapan seolah-olah asumsi tentang independen dipenuhi. Pengacakan memungkinkan kita untuk melanjutkan langkah-langkah berikutnya dengan anggapan soal independensi sebagai suatu kenyataan. Ini berarti bahwa pengacakan tidak menjamin terjadinya independensi, melainkan hanyalah memperkecil adanya korelasi antar pengamatan.
Selain daripada keberhasilan untuk membuat korelasi antar kekeliruan sekecil-kecilnya, pengacakan juga merupakan suatu cara untuk ”menghilangkan” bias. Misalnya pada contoh berikut:
kentang. Untuk itu dia akan mengambil sebuah sampel dari setiap macam kentang dan lalu ditentukan adanya zat tersebut dengan menggunakan metoda A. Kemudian ia melakukan penentuan zat itu dengan metoda B. Urutan penggunaan metoda A dan lalu metoda B dalam penentuan zat tersebut dilakukan beberapa kali terhadap sampel yang berbeda-beda. Dalam hal ini, setiap perbandingan yang dilakukan antara metoda A dan metoda B akan bias ke arah B karena bisa terjadi adanya pengaruh A terhadap B dalam penggunaannya; bisa jadi B telah “belajar” daripada A. Bias ini akan diperkecil jika dilakukan pengacakan mengenai penggunaan metoda terhadap objek sampel. Jadi secara acak ditentukan metoda mana yang harus digunakan labih dahulu terhadap unit eksperimen yang tidak secara berurutan A lalu B. Pengacakan dalam hal ini misalnya, dapat dilakukan melalui undian dengan sebuah mata uang.
3. Kontrol lokal
Kontrol lokal merupakan sebagian daripada kesluruhan prinsip disain yang harus dilaksanakan. Biasanya merupakan langkah-langkah atau usaha-usaha yang berbentuk penyeimbangan, pengkotakan atau pemblokan dan pengelompokan daripada unit-unit eksperimen yang digunakan dalam disain. Jika replikasi dan pengacakan pada dasarnya akan memungkinkan berlakunya uji signifikansi, maka kontrol lokal menyebabkan desain lebih efisien, yaitu menghasilkan prosedur pengujian dengan kuasa yang lebih tinggi.
Pemblokkan berarti pengalokasian unit-unit eksperimen kedalam blok sedemikian sehingga unit-unit dalam blok secara relatif bersifat homogen sedangkan sebagian besar daripada variasi yang dapat diperkirakan di antara unit-unit telah baur (confourded) dengan blok. Ini berarti, berdasarkan pengetahuan si peneliti mengenai sifat atau kelakuan unit-unit eksperimen, maka dapat dibuat desain eksperimen yang sedemikian rupa sehingga kebanyakan daripada variasi yang dapat diduga tidak menjadi bagian daripada keliruan eksperimen. Dengan jalan demikian dapat diperoleh disain yang lebih efisien.
Dengan penyeimbangan diartikan usaha memperoleh unit-unit eksperimen, usaha pengelompokan, pemblokan dan penggunaan perlakuan terhadap unit-unit eksperimen sedemikian rupa sehingga dihasilkan suatu konfigurasi atau formasi yang seimbang. Untuk desain tertentu mungkin proses penyeimbangan ini praktis tidak dapat dicapai dalam hal lainnya mungkin dapat menghasilkan keseimbangan parsil, hampir terjadi keseimbangan atau keseimbangan sempurna.
faktor yang bersangkutan.
3.4. Single-Factor Experiment8
Pada single-factor experiment hanya salah satu faktor yang diselidiki. Faktor ini mungkin baik kualitatif atau kuantitatif. Jika level faktor adalah kualitatif (jenis alat, jenis material, dan lain-lain), itu adalah disebut faktor kualitatif. Jika level faktor adalah kuantitatif (suhu, tekanan, kecepatan, dan lain-lain), itu disebut faktor kuantitatif. Level faktor bisa diperbaiki (memilih level tertentu) atau acak (memilih secara acak).
Beberapa contoh single-factor experiment adalah:
a. Mempelajari pengaruh jenis alat pada permukaan akhir dari bagian mesin b. Pengaruh jenis tanah terhadap hasil
c. Pengaruh jenis program pelatihan terhadap kinerja peserta d. Pengaruh suhu terhadap proses akhir
e. Pengaruh kecepatan pada permukaan akhir dari bagian mesin
Jika level telah ditetapkan, maka model statistik yang terkait disebut Model efek tetap. Masing-masing level faktor dianggap sebagai perlakuan.
3.4.1. Completely Randomized Design
Dalam single-factor experiment jika urutan eksperimen serta alokasi eksperimental unit (sampel) benar-benar acak, hal itu disebut rancangan acak
8
lengkap (completely randomized design). Model statistik completely randomized design dapat dilihat sebagai berikut:
Yij = μ + Ti + eij ��
= 1, 2, … ,�
� = 1, 2, … ,�
dimana,
Yij = pengamatan j dari perlakuan ke-i / level
μ = rata-rata keseluruhan Ti = Pengaruh perlakuan i eij = error
Model statistik diatas adalah model statistik linier yang sering disebut sebagai model efek. Juga disebut sebagai satu arah atau faktor tunggal model Analysis of Variance (ANOVA). Tujuannya di sini adalah untuk menguji
hipotesis yang tepat tentang cara perlakuan dan memperkirakannya.
Untuk pengujian hipotesis, model error diasumsikan menjadi variabel acak yang berdistribusi normal secara independen dengan rata-rata nol dan varians σ2. Dan σ2
diasumsikan konstan untuk semua levelan faktor tersebut. Hipotesis yang tepat adalah sebagai berikut:
H0: T1 = T2 = … = Ta = 0
H1: Ti≠ 0, setidaknya untuk satu i
3.4.2. Randomize Completely Block Design
Dalam setiap variabilitas percobaan faktor gangguan dapat mempengaruhi hasil. Faktor gangguan atau noise factor mempengaruhi respon percobaan. Faktor gangguan dapat diperbaiki dalam percobaan. Jika faktor gangguan tidak ditangani dengan baik dalam desain, varians kesalahan akan besar dan kadang-kadang kita mungkin tidak dapat mengetahui atribut apakah yang mempengaruhi dalam perlakuan. Ketika faktor gangguan diketahui dan terkendali, dapat digunakan rancangan acak. Dalam desain ini kita mengendalikan variasi karena salah satu sumber gangguan. Sebagai contoh, misalkan ada empat jenis mata bor yang digunakan untuk mengebor lubang. Kami ingin menentukan apakah keempat bor menghasilkan permukaan akhir yang sama atau tidak. Jika eksperimen memutuskan untuk memiliki empat pengamatan untuk setiap bor, ia membutuhkan 16 uji sampel. Jika dia memberikan sampel secara acak ke empat bor, itu akan menjadi completely randomized design. Jika sampel ini homogen (memiliki lebih atau kurang sifat metal yang sama), variasi antara perlakuan dapat dikaitkan dengan bor. Jika sampel berbeda dalam sifat metal, sulit untuk menyimpulkan apakah permukaan akhir ini disebabkan oleh bor atau sampel dan kesalahan acak akan mengandung kesalahan dan variabilitas antara sampel.
(bor). Desain ini banyak digunakan dalam praktek. Blok dapat batch bahan, mesin, hari, orang, laboratorium yang berbeda, dan lain-lain yang berkontribusi terhadap variabilitas yang dapat dikendalikan. Dalam desain ini blok mewakili pembatasan pengacakan. Tapi dalam blok pengacakan diperbolehkan. Dengan rumus sebagai berikut:
Yij = μ + Ti + Bj + eij ��
= 1, 2, … ,�
�= 1, 2, … ,�
dimana,
μ = rata-rata keseluruhan Ti = efek perlakuan ke-i
Bj = efek blok j
eij = random error
3.4.3. Balanced Incomplete Block Design (BIBD)
Jika setiap perlakuan tidak ada dalam setiap blok, hal itu disebut randomized incomplete block design. Ketika semua perbandingan perlakuan
sama-sama penting, kombinasi perlakuan di setiap blok harus dipilih secara seimbang, yaitu, setiap pasang perawatan terjadi bersama-sama beberapa kali sebagai setiap pasangan lainnya. Jenis desain ini disebut balanced incomplete block design (BIBD). Incomplete block designs digunakan ketika ada kendala
pada sumber daya yang dibutuhkan untuk melakukan eksperimen seperti ketersediaan unit percobaan atau fasilitas, dan lain-lain.
rancangan lengkap seimbang. Misalkan dalam rancangan acak (hari sebagai blok), empat percobaan yang akan dilakukan disetiap blok untuk setiap perlakuan. Jika hanya 3 percobaan yang mungkin dalam setiap hari, kami bisa menggunakan BIBD. Demikian pula jika batch bahan baku (blok) hanya cukup untuk melakukan hanya tiga perlakuan dari empat, kita menggunakan BIBD. Model statistik adalah sebagai berikut:
Yij = μ + Ti + Bj + eij ��
= 1, 2, … ,�
� = 1, 2, … ,�
dimana,
Yij = pengamatan ke-i di blok j
μ = rata-rata keseluruhan Ti = efek perlakuan ke-i
Bj = efek blok j
eij = random error
3.4.4. Latin Square Design
Dalam randomized complete block design, kami mencoba untuk mengendalikan / menghilangkan salah satu sumber variabilitas karena faktor gangguan. Dalam desain latin square, dua sumber variabilitas dihilangkan melalui blocking dalam dua arah. Sebagai contoh, sebuah penelitian pusat ruang angkasa
dalam hal keterampilan dan level pengalamannya. Dengan demikian, ada dua sumber variasi, salah satu adalah batch material dan yang kedua adalah operator. Oleh karena itu, desain terdiri dari pengujian formulasi sekali dengan setiap batch bahan dan masing formulasi dipersiapkan hanya sekali oleh masing-masing operator. Dengan demikian, prinsip blocking digunakan untuk memblokir batch bahan serta operator. Hal ini menyebabkan pembatasan pengacakan di
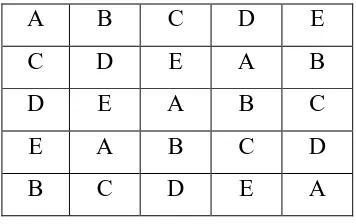
[image:59.595.223.401.415.527.2]kedua arah (kolom dan baris). Dalam desain ini perlakuan ditandai dengan huruf Latin A, B, C, ..., dan lain-lain, dan karena itu disebut desain latin square. Dalam desain ini, setiap huruf hanya muncul sekali dalam setiap baris dan hanya sekali dalam setiap kolom. 5 x 5 desain latin square ditunjukkan pada Tabel 3.4.
Tabel 3.4. 5 x 5 desain latin square
A B C D E
C D E A B
D E A B C
E A B C D
B C D E A
3.5. Multi-factor Factorial Experiments
perlakuannya. Artinya, setiap level dari salah satu faktor dikombinasikan dengan setiap level faktor-faktor lain. Ketika semua perlakuan yang mungkin dipelajari, kita menyebutnya sebagai full factorial experiment. Jika jumlah faktor hanya dua, itu disebut two-factor experiment.
3.5.1. Two-Factor Factorial Experiment
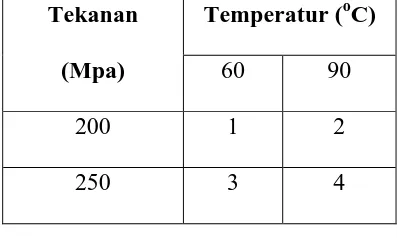
Misalkan kita ingin mempelajari pengaruh suhu dan tekanan pada waktu reaksi dari proses kimia. Selanjutnya kita ingin menyelidiki suhu pada dua tingkat (70 °C dan 90 °C) dan tekanan pada dua tingkat (200 MPa dan 250 MPa). Two-factor Two-factorial experiment akan direpresentasikan sebagai diberikan dalam Tabel
[image:60.595.212.411.445.564.2]3.5.
Tabel 3.5. Two-factor factorial experiment Tekanan
(Mpa)
Temperatur (oC)
60 90
200 1 2
250 3 4
Perhatikan bahwa ada empat kombinasi perlakuan (1, 2, 3 dan 4) dalam desain dua faktor sebagai diberikan pada Tabel 4.1. Dua faktor dilambangkan dengan A dan B dan keduanya telah ditetapkan. Dengan rumus sebagai berikut:
Yij = μ + Ai + Bj + (AB)i j + eijk �
�= 1, 2, … ,�
� = 1, 2, … ,�
�= 1, 2, … ,�
μ = rata-rata keseluruhan Ai = efek level ke-i dari faktor A
Bj = efek level ke-j dari faktor B
ABij = Efek interaksi antara A dan B
eijk = random error
3.5.2. Three-Factor Factorial Experiment
Konsep Two-factor factorial experiment dapat diperluas untuk sejumlah faktor. Misalkan kita memiliki faktor A dengan level a, faktor B dengan level b dan faktor C dengan level c dan seterusnya, yang diatur dalam percobaan faktorial. Desain ini akan memiliki abc...n Jumlah pengamatan, di mana n adalah jumlah pengulangan. Untuk mendapatkan kesalahan eksperimental yang diperlukan untuk menguji semua efek utama dan efek interaksi, kita harus memiliki minimal dua pengulangan. Jika semua faktor tetap, kita dapat merumuskan hipotesis yang tepat dan menguji semua efek. Dalam model efek tetap (semua faktor tetap), F-statistik dihitung dengan membagi mean square semua efek oleh kesalahan mean square. Jumlah derajat kebebasan untuk efek utama adalah jumlah tingkat satu faktor dikurangi, dan derajat kebebasan untuk interaksi adalah produk dari derajat kebebasan yang terkait dengan efek interaksi individu. Dengan rumus sebagai berikut:
Yij = μ + Ai + Bj + (AB)i j + Ck + (AC)ik + (BC)jk +ABC)ijk + e(ijk)l �
�= 1, 2, … ,�
�= 1, 2, … ,�
� = 1, 2, … ,�
3.6. Defenisi Metode Taguchi9
Metode Taguchi adalah salah satu metode yang digunakan dalam kegiatan off line control pada tahap desain proses produksi. Metode ini memberikan sebuah
jalan bagi seorang designer untuk tidak perlu melakukan eksperimen dalam jumlah yang sangat banyak untuk menemukan sebuah kombinasi antara parameter mesin (seperti tekanan, suhu, kecepatan) dan berbagai bahan baku yang mungkin untuk digunakan. Dengan metode ini seorang disigner cukup melakukan beberapa eksperimen untuk menemukan kondisi parameter seperti apa dan bahan baku mana yang kemudian akan memberikan hasil yang terbaik. Taguchi memperkenalkan apa yang disebut dengan magic number, yang merupakan jumlah eksperimen seperti apa yang harus dilakukan untuk mewakili eksperimen lain yang tidak perlu dilakukan. Parameter juga memperhatikan noise atau kondisi lingkungan yang mungkin berpengaruh pada parameter utama. Dengan menggunakan metode ini yang pasti akan mengurangi biaya yang dikeluarkan untuk melakukan eksperimen-eksperimen.
Metode Taguchi memperkenalkan pendekatan dengan menggunakan pendekatan desain eksperimen yang berguna untuk:
1. Merancang suatu produk/merancang proses sehingga kualitas kokoh terhadap kondisi lingkungan.
2. Merancang/mengembangkan produk sehingga kualitasnya kokoh terhadap variasi komponen.
3. Meminimalkan variasi di sekitar target.
9
Metode Taguchi mempunyai beberapa keunggulan seperti:
1. Desain eksperimen Taguchi lebih efisien karena memungkinkan untuk melaksanakan penelitian yang melibatkan banyak faktor dan jumlah.
2. Desain eksperimen Taguchi memungkinkan diperolehnya suatu proses yang menghasilkan produk yang konsisten dan kokoh terhadap faktor yang tidak dapat dikontrol (faktor gangguan).
3. Metode Taguchi menghasilkan kesimpulan mengenai respon faktor-faktor dan level dari faktor-faktor kontrol yang menghasilkan respon optimum.
Metode Taguchi juga memiliki kekurangan dibandingkan dengan metode lain diantaranya adalah rancangan metode Taguchi mempunyai strukur yang sangat komplek, di mana terdapat rancangan yang mengorbankan pengaruh interaksi dan ada pula rancangan yang mengorbankan pengaruh utama dan pengaruh interaksi yang cukup signifikan.
Metode Taguchi menggunakan seperangkat matriks khusus yang disebut matriks orthogonal. Matriks standar ini merupakan langkah untuk menentukan jumah eksperimen minimal yang dapat mempengaruhi parameter. Bagian terpenting dari metode matriks orthogonal terletak pada pemilihan kombinasi level variabel-variabel input masing-masing eksperimen.
3.7. Desain Ekperimen Taguchi10
Pada umumya desain eksperimen Taguchi dibagi menjadi tiga tahap utama yang mencakup semua pendekatan eksperimen. Tiga tahap utama tersebut adalah:
10
1. Tahap Perancangan 2. Tahap Pelaksanaan 3. Tahap Analisa
3.7.1. Tahap Perencanaan
Perencanaan eksperimen merupakan tahap terpenting yang meliputi perumusan masalah, penetapan tujuan eksperimen, penentuan variabel takbebas, identifikasi faktor-faktor (variabel bebas), pemisahan faktor kontrol dan faktor gangguan, penentuan jumlah level dan nilai level faktor, letak dari kolom interaksi, perhitungan derajad kebebasan, dan pemilihan matriks ortogonal.
1. Perumusan masalah
Perumusan masalah harus spesifik dan jelas batasannya dan secara teknis harus dapat dituangkan ke dalam percobaan yang akan dilakukan.
2. Tujuan eksperimen
tujuan yang melandasi percobaan harus dapat menjawab apa yang telah dinyatakan pada perumusan masalah, yaitu mencari sebab yang menjadi akibat pada masalah yang kita amati.
3. Penentuan Variabel Tak Bebas
4. Identifikasi faktor-faktor (Variabel Bebas)
Variabel Bebas adalah variabel yang perubahannya tidak tergantung pada variabel lain. Pada tahap ini akan dipilih faktor-faktor yang akan diselediki pengaruhnya terhadap variabel tak bebas yang bersangkutan. Dalam seluruh percobaan tidak seluruh faktor yang diperkirakan mempengaruhi variabel yang diselediki, sebab hal ini akan membuat pelaksanaan percobaan dan analisisnya menjadi kompleks. Hanya faktor-faktor yang dianggap penting saja yang diselediki. Beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor yang akan diteliti adalah brainstorming, flowchart, dan diagram sebab akibat.
5. Pemisahan faktor kontrol dan faktor gangguan
Dalam metode Taguchi, faktor-faktor tersebut perlu diidentifikasikan dengan jelas karena pengaruh antara kedua jenis faktor tersebut berbeda. Faktor terkontrol (control factors) adalah faktor yang nilainya dapat diatur atau dikendalikan, atau faktor yang nilainya ingin kita atur atau kendalikan. Sedangkan faktor gangguan (noise factors) adalah faktor yang nilainya tidak bisa kita atur atau dikendalikan, atau faktor yang tidak ingin kita atur atau kendalikan, walupun dapat kita atur faktor gangguan akan mahal biayanya. 6. Penentuan jumlah level dan nilai level faktor
Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan ongkos eksperimen.
7. Perhitungan derajat kebebasan (degrees of freedom/dof)
Perhitungan derajat kebebasan dilakukan untuk menghitung jumlah minimum percobaan yang harus dilakukan untuk menyelidiki faktor yang diamati.
8. Pemilihan matriks orthogonal
Pemilihan matriks ortogonal yang sesuai tergantung dari nilai faktor dan interaksi yang diharapkan dan nilai level dari tiap-tiap faktor. Penentuan ini akan mempengaruhi total jumlah derajad kebebasan yang berguna untuk menentukan jenis matriks ortogonal yang dipilih.
9. Penempatan kolom untuk faktor dan interaksi ke dalam matriks ortogonal
Untuk memudahkan di kolom mana saja diletakkan interaksi faktor pada setiap
matriks ortogonal, Taguchi menyatakan grafik linier dan tabel triangular untuk
masing-masing matriks ortogonal. Grafik linier adalah representasi grafik dari
informasi interaksi dalam suatu matriks eksperimen, yang terdiri dari titik dan
garis. Tabel triangular memuat seluruh kemungkinan dan kolom-kolom interaksi
untuk setiap tabel matriks ortogonal.
3.7.2. Tahap Pelaksanaan
Pelaksaan eksperimen meliputi penentuan jumlah replikasi percobaan dan
randomisasi pelaksanaan percobaan.
1. Jumlah Replikasi
Replikasi adalah pengulangan kembali perlakuan yang sama dalam suatu
tinggi. Replikasi bertujuan untuk mengurangi tingkat kesalahan percobaan,
menambah ketelitian data percobaan dan mendapatkan harga estimasi kesalahan
percobaan sehingga memungkinkan diadakan test signifikasi hasil eksperimen.
2. Randomisasi
Secara umum randomisasi dimaksudkan untuk meratakan pengaruh dari
faktor-faktor yang tidak dapat dikendalikan pada semua unit percobaan, memberikan
kesempatan yang sama pada semua unit percobaan untuk menerima suatu
perlakuan sehingga diharapkan ada kehomogenan pengaruh pada setiap perlakuan
yang sama dan mendapatkan hasil pengamatan yang bebas satu sama lain.
Pelaksanaan percobaan Taguchi adalah pengerjaan berdasarkan setting faktor
pada matriks ortogonal dengan jumlah percobaan sesuai jumlah replikasi dan
urutan seperti randomisasi.
3.7.3. Tahap Analisa
Pada analisis dilakukan pengumpulan data dan pengolahan data yaitu meliputi pengumpulan data, pengaturan data, perhitungan serta penyajian data dalam suatu lay out tertentu yang sesuai dengan desain yang dipilih untuk suatu percobaan yang dipilih. Selain itu dilakukan perhitungan dan penyajian data dengan statistik analisis variansi, tes hipotesa dan penerapan rumus-rumus empiris pada data hasil eksperimen.
1. Analisis varians Taguchi
kuadrat untuk masing-masing kolom. Untuk analisi varias dua arah adalah data eksperimen yang terdiri dari dua faktor atau lebih dan dua level atau lebih. Jumlah kuadrat total adalah sebagai berikut:
SST =
∑
y
2
N
i=1
Dimana:
SST = jumlah kuadrat total N = jumlah percobaan
y = data yang diperoleh dari percobaan Jumlah kuadrat faktor A dihitung dengan rumus:
SSA =
��
�
��2 nAi�
KA�=1
� −
T2 N
Dimana:
KA = Jumlah level faktor A Ai = Level ke i faktor A
nAi = Jumlah percobaan level ke i faktor A T = Jumlah seluruh nilai data
N = Banyak data keseluruhan 2. Uji F
Fsumber =
variansi karena perlakuan+variansi karena error
variansi karena error
Hipotesa pengujian dalam suatu percobaan adalah: H0 = tidak ada pengaruh perlakuan
H1 = ada pengaruh perlakuan
Apabila nilai F test lebih kecil nilai Ftabel (Fhitung > Ftabel), maka hipotesa (H0) ditolak dan berarti ada perbedaan perlakuan.
3. Strategi pooling up
Strategi pooling up dirancang untuk mengestimasi variansi error pada analisis varians. Strategi ini menguji F efek kolom terkecil terhadap yang lebih besar berikutnya untuk melihat kesignifikannya. Strategi pooling up cenderung memaksimalkan jumlah kolom yang dipertimbangkan signifikan. Dengan keputusan signifikan faktor-faktor tersebut akan digunakan dalam putaran percobaan selanjutnya.
4. Rasio S/N
Rasio S/N (rasio Signal-To-Noise) digunakan untuk memilih faktor-faktor yang memiliki konstribusi pada pengurangan variasi suatu respon. Rasio S/N merupakan rancangan untuk transformasi pengulangan data ke dalam suatu nilai yang merupakan ukuran variasi yang timbul Rasio S/N terdiri dari beberapa tipe karakteristik kualitas, yaitu:
a. Semakin kecil, semakin baik
S/N = - 10 log
�
1n
∑
Y
i2 r
i=1
�
Dimana:
n = jumlah pengulangan dari suatu trial b. Tertuju pada nilai tertentu
Karakteristik kualitas dengan nilai atau target tidak nol dan terbatas. Atau dengan kata lain nilai yang mendekati suatu nilai yang ditentukan adalah yang terbaik.
S/N = - 10 log Ve
S/N = - 10 log
�
Vm- VenVe
�
c. Semakin besar, semakin baik
Karakteristik kualitas dengan rentang nilai tak terbatas dan non-negatif. Nilai semakin besar adalah semakin diinginkan.
S/N = - 10 log
�
1n
∑
1 Yi2 ri=1
�
3.7.4. Interprestasi Hasil Eksperimen
Dalam menganalisa hasil eksperimen dari taguchi ini menggunakan analisis varians, yaitu perhitungan jumlah kuadrat (ST), S terhadap rata-rata (Sn), S faktor atau S error (Se). Interpretasi dilakukan antara lain:
Merupakan porsi masing-masing faktor dan interaksi faktor yang signifikan terhadap total variansi yang diamati. Persen kontribusi adalah:
ρ = SSA
SST x 100 %
Jika persen kontribusi error ≤ 15% maka berarti tidak ada faktor yang berpengaruh terabaikan. Tetapi jika ≥ 50 % artinya behwa terdapat faktor yang berpengaruh terabaikan dan error yang hadir terlalu besar.
2. Interval kepercayaan
Interval kepercayaan (Convidence Interva; CI) dihitung dalam tiga kondisi, yaitu:
a. Interval kepercayaan untuk level faktor (CI1)
CI1 =
�
Fα;1;Ve MSe
n
Dimana:
Fα;1;Ve = rasio F
α = resiko V1 = 1
Ve = derajad kebebasan error MSe = rata-rata uadrat error
n = jumlah yang diuji pada suatu kondisi tersebut
b. Interval kepercayaan pada kondisi perlakuan yang diprediksi (CI2)
CI2 =
�
Dimana: neff =
N
1+(jumlahdoffyangberhubungandenganestimasiA)
N = jumlah data percobaan
c. Interval kepercayaan untuk memprediksi eksperimen konfirmasi (CI3)
CI3 =
�
F
α;1;VeMS
e��
1 neff
�
+
�
1 r
��
Dimana:
r = jumlah sampel pada percobaan konfirmasi dan r ≠ 0 V2 = derajat kebebasan varian kesalahan pooling
neff = jumlah pengulangan efektif
3.7.5. Eksperimen Konfirmasi
Percobaan konfirmasi adalah percobaan yang dilakukan untuk memeriksa
kesimpulan yang didapat. Tujuan percobaan konfirmasi adalah untuk memverifikasi
dugaan yang dibuat pada saat model performansi penentuan faktor dan interaksinya
dan setting parameter (faktor) yang optimum hasil analisis hasil percobaan pada
performansi yang diharapkan.
Langkah-langkah eksperimen konfirmasi adalah sebagai berikut:
1. Merancang kondisi optimum untuk faktor dan level signifikan
2. Membandingkan rata dan variasi hasil percobaan konfirmasi dengan rata-rata dan variansi yang diharapkan
2. Hasil dari eksperimen konfirmasi dekat dengan nilai yang diprediksi
3.8. Fault Tree Analysis11
Fault Tree Analysis awalnya digunakan untuk mendeteksi potensi masalah
keselamatan dan keandalan, Fault Tree Analysis alat yang sangat terstruktur dan formal untuk memfasilitasi perencanaan eksperimen. Teknik pertama terdaftar melibatkan kekhawatiran pelanggan utama atau potensi masalah area. Untuk setiap masalah atau potensi masalah, kondisi diidentifikasi yang baik bisa mengakibatkan terjadinya peristiwa masalah atauefeknya. Garis dapat ditarik dari masing-masing penyebab masalah. Diagram potensi kejadian paling atas dan menyebar dari baris ke berbagai penyebab yang terkait dengan setiap masalah memberikan efek bergambar pohon.
Setelah diagram pohon telah dibuat, pengawasan yang lebih ketat dapat diberikan kepada setiap penyebab atau kondisi termasuk pada pohon. Visi yang lebih jelas tentang apa tujuan spesifik harus dapat berfungsi sebagai panduan dalam menentukan apa yang akan diukur dalam percobaan. Selain pernyataan yang lebih jelas dan lebih tepat dari tujuan atau kriteria pengukuran lebih langsung dan bermakna, Fault Tree Analysis juga dapat membantu mengidentifikasi faktor-faktor yang harus incoporated dalam studi dan termasuk dalam matriks eksperimen. Untuk menghilangkan kondisi atau mengurangi efeknya pada masalah utama juga membantu mengklasifikasikan sebagai faktor kontrol atau faktor ganguan.
11
3.8.1. Langkah-langkah dalam Pelaksanaan Fault Tree Analysis12
Fault Tree Analysis (FTA) memerlukan langkah-langkah sebagai berikut:
1. Mengidentifikasi tujuan untuk Fault Tree Analysis 2. Tentukan puncak masalah dari Fault Tree Analysis 3. Tentukan lingkup Fault Tree Analysis
4. Tentukan resolusi Fault Tree Analysis
5. Tentukan aturan-aturan dasar untuk Fault Tree Analysis 6. Membangun Fault Tree Analysis
7. Evaluasi Fault Tree Analysis 8. Menafsirkan dan menyajikan hasil.
Lima langkah pertama melibatkan perumusan masalah untuk FTA. Langkah-langkah yang tersisa melibatkan pembangunan sebenarnya dari FT, evaluasi FT, dan interpretasi hasil FT. Sementara sebagian besar langkah-langkah yang dilakukan secara berurutan, langkah 3 sampai 5 dapat dilanjutkan secara bersamaan. Hal ini tidak biasa untuk langkah 4 dan 5 harus diubah selama langkah 6 dan 7. Hubungan timbal balik dari delapan langkah ditunjukkan pada gambar 3.1.
12
Gambar 3.1. Langkah-langkah Fault Tree Analysis
3.8.2. Konstruksi Fault Tree13
Pertama harus mengenal simbol-simbol dasar yang merupakan bagian dari fault tree analysis (FTA) sebelum berpindah ke tahap pembuatan dan
langkah-langkah fault tree analysis (FTA).
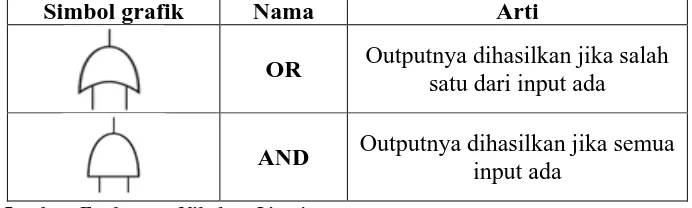
Fault tree analysis (FTA) menggunakan tiga tipe simbol yaitu:
1. Simbol-simbol utama dan simbol khusus dari fault tree analysis (FTA) yang dapat dilihat pada Tabel 3.6 dan Tabel 3.7.
2. Simbol-simbol event dapat dilihat pada Tabel 3.8.
Tabel 3.6. Simbol-simbol Utama dari Fault Tree Analysis (FTA)
Simbol grafik Nama Arti
OR Outputnya dihasilkan jika salah satu dari input ada
AND Outputnya dihasilkan jika semua input ada
Sumber: Fault trees, Nikolaos Limnios
13
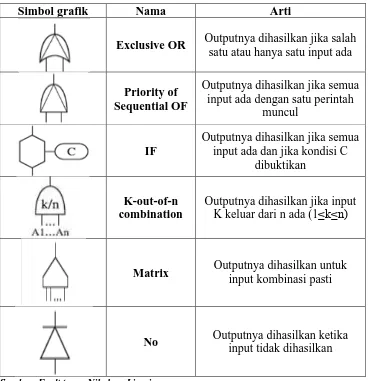
Tabel 3.7. Simbol-simbol Khusus dari Fault Tree Analysis (FTA)
Simbol grafik Nama Arti
Exclusive OR Outputnya dihasilkan jika salah satu atau hanya satu input ada
Priority of Sequential OF
Outputnya dihasilkan jika semua input ada dengan satu perintah
muncul
IF
Outputnya dihasilkan jika semua input ada dan jika kondisi C
dibuktikan
K-out-of-n combination
Outputnya dihasilkan jika input K keluar dari n ada (1≤k≤n)
Matrix Outputnya dihasilkan untuk input kombinasi pasti
[image:76.595.129.497.138.519.2]No Outputnya dihasilkan ketika input tidak dihasilkan Sumber: Fault trees, Nikolaos Limnios
Tabel 3.8. Simbol-simbol Events Fault Tree Analysis (FTA)
Simbol Grafik Arti
Persegi panjang
Kejadian puncak atau menengah Lingkaran
Kejadian dasar utama
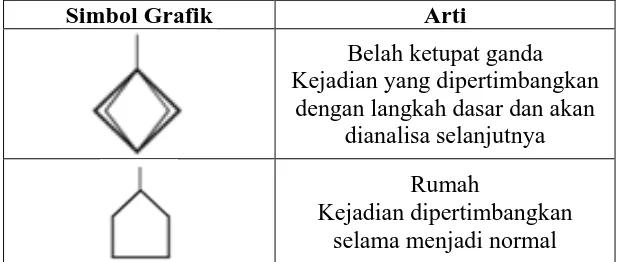
Tabel 3.8. Simbol-simbol Events Fault Tree Analysis (FTA)
Simbol Grafik Arti
Belah ketupat ganda Kejadian yang dipertimbangkan
dengan langkah dasar dan akan dianalisa selanjutnya
Rumah
BAB IV
METODOLOG