PENGENDALIAN PERSEDIAAN SUKU CADANG
MESIN-MESIN PABRIK DI PT. PERKEBUNAN NUSANTARA III
PKS RAMBUTAN TEBING TINGGI
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
HERWANDI SILALAHI
080423044
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat TYME, atas segala berkah dan
rahmat-Nya sehingga penulis dapat melaksanakan Tugas Sarjana di PTPN III PKS
Rambutan Tebing Tinggi dan dapat menyelesaikan laporan ini.
Pelaksanaan Tugas Sarjana merupakan pengalaman yang berharga, dimana
saya dapat memperoleh pelajaran yang banyak dari dunia kerja secara langsung.
Tugas Sarjana ini merupakan salah satu persyaratan dalam memperoleh gelar
sarjana pada Jurusan Teknik Industri, Program Ekstensi, Fakultas Teknik,
Universitas Sumatera Utara. Dalam hal ini penulis mengangkat suatu
permasalahan yaitu “Pengendalian Persediaan Suku Cadang Mesin-mesin
Pabrik”.
Penulis berupaya menyempurnakan laporan ini, namun penulis menyadari
bahwa tidak ada yang sempurna, mungkin terdapat kekurangan-kekurangan akibat
kesalahan penulis, untuk itulah penulis mengharapkan saran dan kritik yang
membangun guna menyempurnakan laporan ini.
Akhir kata penulis mengucapkan terimakasih, semoga laporan ini
bermanfaat bagi kita semua.
Universitas Sumatera Utara Penulis
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis mendapatkan banyak bantuan,
bimbingan dan dorongan dari berbagai pihak, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT., selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara.
2. Ibu Ir. Elisabeth Ginting, MSi., selaku dosen pembimbing I yang telah banyak
memberikan bimbingan dan waktunya kepada penulis untuk menyelesaikan
tugas sarjana ini.
3. Ibu Ir. Nurhayati Sembiring, MT., selaku dosen pembimbing II yang telah
banyak memberikan bimbingan dan arahan kepeda penulis dalam
penyelesaian tugas sarjana ini.
4. Bapak Rediman Silalahi, ST., selaku Manager Pabrik Kelapa Sawit PTPN III
PKS Rambutan yang telah memberikan kesempatan kepada penulis untuk
melaksanakan riset tugas sarjana pada perusahaan tesebut.
5. Bapak Seno A.P, ST., selaku asisiten pada bagian pengolahan Pabrik Kelapa
Sawit yang telah banyak memberikan bimbingan selama pelaksanaan riset
tugas sarjana ini.
6. Seluruh staf dan karyawan pada PTPN III PKS Rambutan yang bersedia
memberikan masukan-masukan mengenai pabrik.
7. Kedua orang tua tercinta yang telah memberikan dukungan baik secara moril
8. Siska Damayanti, Amd., yang setia menemani, memberikan dukungan dan
bantuan kepada penulis.
9. Semua teman-teman penulis angkatan 2003 yang tidak dapat disebutkan satu
persatu yang telah memberikan dukungan kepada penulis.
10.Seluruh staff Jurusan Teknik Industri Universitas Sumatera Utara.
Penulis berupaya menyempurnakan laporan ini, namun penulis menyadari
bahwa tidak ada yang sempurna, mungkin terdapat kekurangan-kekurangan akibat
kesalahan penulis, untuk itulah penulis mengharapkan saran dan kritik yang
membangun guna menyempurnakan laporan ini.
Akhir kata penulis mengucapkan terimakasih, semoga tugas sarjana ini
bermanfaat bagi kita semua.
Universitas Sumatera Utara Penulis
DAFTAR ISI
BAB HALAMAN
JUDUL ……….. i
LEMBAR PENGESAHAN………...……….………. ii
KATA PENGANTAR ……… iii
UCAPAN TERIMA KASIH ………. iv
DAFTAR ISI ………... vi
DAFTAR TABEL ………... x
DAFTAR GAMBAR ………... xi
DAFTAR LAMPIRAN ………. xii
ABSTRAK ………...……... xiii I PENDAHULUAN……….………… I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Pembatasan Masalah ... I-3
1.6. Asumsi Masalah ... I-4
1.7. Sistematika Penulisan ... I-4
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.1.2. Lokasi Perusahaan ... II-4
2.1.3. Organisasi dan Manajemen ... II-5
2.1.4. Pembagian Tugas, Wewenang dan Tanggung Jawab ... II-4
2.1.5. Jumlah Tenaga Kerja dan Jam Kerja ... II-8
2.1.6. Sistem Pengupahan dan Fasilitas Lainnya ... II-16
2.2. Proses Produksi ... II-17
2.2.1. Standar Mutu Produk ... II-18
2.2.2. Bahan yang Digunakan ... II-19
2.3. Uraian Proses ... II-21
2.4. Mesin dan Peralatan ... II-33
2.5. Utilitas ... II-44
2.6. Safety and Fire Protection ... II-45
2.7. Waste Treatment ... II-46
III LANDASAN TEORI ... III-1
3.1. Pengertian dan Tujuan Pengendalian Persediaan ... III-1
3.2. Fungsi dan Jenis-Jenis Persediaan ……… III-4
3.3. Sistem Persediaan ………...………... III-5
3.4. Sistem Pemesanan dalam Pengendalian Persediaan ……….……… III-7
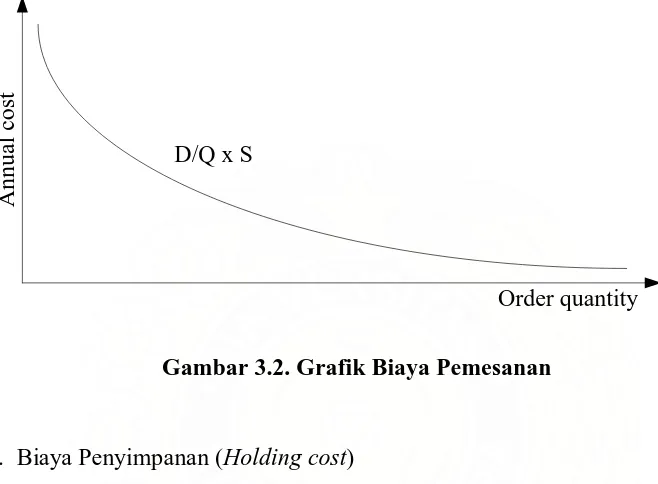
3.5. Biaya-Biaya dalam Persediaan ………...……….. III-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.7. Pengendalian Persediaan dengan Klasifikasi ABC ... III-16
3.7.1. Identifikasi Material Menggunakan Klasifikasi ABC …….. III-18 3.7.2. Penggunaan Klasifikasi ABC ………..……... III-19
3.8. Metode Economic Order Quantity ……..……….…..……… III-20
3.9. Terminologi Sistem Persediaan ………..…… III-23
3.10. Klasifikasi Suku Cadang ………...……… III-25
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Rancangan Penelitian ... IV-1
4.3. Objek Penelitian ………... IV-2
4.4. Variabel Penelitian ………... IV-2
4.5. Jenis Penelitian ………... IV-2
4.6. Pelaksanaan Penelitian ………. IV-3
4.7. Pengolahan Data ………...…… IV-5
4.8. Analisis Pemecahan Masalah ………...………… IV-7
4.9. Kesimpulan dan Saran ………...…... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ………... V-1
5.1. Metode Pengumpulan Data ……….………... V-1
5.1.1. Data Primer ………...……... V-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.2. Data Skunder ………...………. V-2
5.2. Pengolahan Data ………..………...………... V-6
5.2.1. Menentukan Total Harga Suku Cadang Mesin ……...…... V-6
5.2.2. Penentuan Material Kritis ...…...…. V-9
5.2.3. Data Break Down Time Mesin Kritis ... V-15
5.2.4. Data Pemakaian Suku Cadang Mesin Kritis Tahun 2009 ... V-15
5.2.5. Perhitungan Jumlah Pemesanan Menggunakan
Metode EOQ ………...…….. V-16
5.2.6. Reorder Point Pemesanan ………...……….. V-23
5.2.8. Total Biaya Persediaan ……….……. V-28
VI ANALISIS PEMECAHAN MASALAH ……...………….…………. VI-1
6.1. Analisis Klasifikasi ABC ……….……… VI-1
6.2. Analisis Frekuensi Pemesanan Suku Cadang Mesin ……… VI-2
6.3. Analisis Jumlah Pemesanan Ekonomis …...……… VI-3
6.4. Analisis Total Biaya Persediaan ... VI-3
VII KESIMPULAN DAN SARAN ………...…………. VII-1
7.1. Kesimpulan ……….……… VII-1
7.2. Saran ……….……... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Susunan dan Jumlah Tenaga Kerja PTPN III PKS Rambutan... II-14
2.2. Jam Kerja Bagian Produksi ...………... II-15
2.3. Jam Kerja Bagian Administrasi...………. II-15
2.4. Standar Mutu Minyak Sawit...……….…. II-18
2.5. Standar Mutu Inti Sawit...……….………... II-19
5.1. Data Kebutuhan Suku Cadang Tahun 2009 ……….. V-3
5.2. Data Break Down Time Mesin Tahun 2008 ... V-4
5.3. Total Harga Suku Cadang Mesin Tahun 2009 ……….. V-6
5.4. Total Harga Suku Cadang Terbesar Sampai Terkecil ………... V-8
5.5. Klasifikasi Suku Cadang Mesin dengan Sistem ABC ……… V-11
5.6. Kelompok Suku Cadang Kritis (Kelompok A) ... V-14
5.7. Data Break Down Time Suku Cadang Mesin Kritis Tahun 2008 ... V-15
5.8. Data Pemakaian Suku Cadang Mesin Tahun 2009 ... V-16
6.1. Ringkasan Pengelompokkan Sistem ABC ……….. VI-1
6.2. Perbandingan Frekuensi Pemesanan oleh Perusahaan dengan
Metode EOQ ……… VI-2
6.3. Perbandingan Jumlah Pemesanan oleh Perusahaan dengan
Metode EOQ ……… VI-3
6.4. Perbandingan Total Biaya Persediaan Perusahaan per Tahun dengan
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Perkebunan Nusantara III PKS
Rambutan ……….... II-7
2.2. Grafik Sistem Perebusan Tiga Puncak ……….. II-25
2.3. Blok Diagram Proses Pengolahan Kelapa Sawit (TBS) ….…….. II-32
3.1. Diagram Sistem Persediaan Q-Sistem ………... III-9
3.2. Grafik Biaya Pemesanan ... III-11
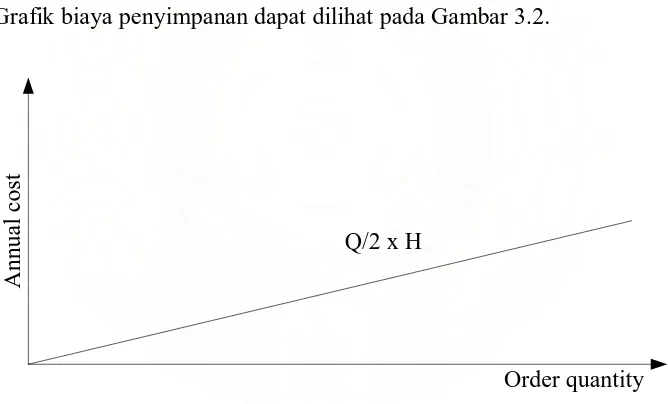
3.3. Grafik Biaya Peyimpanan ... III-12
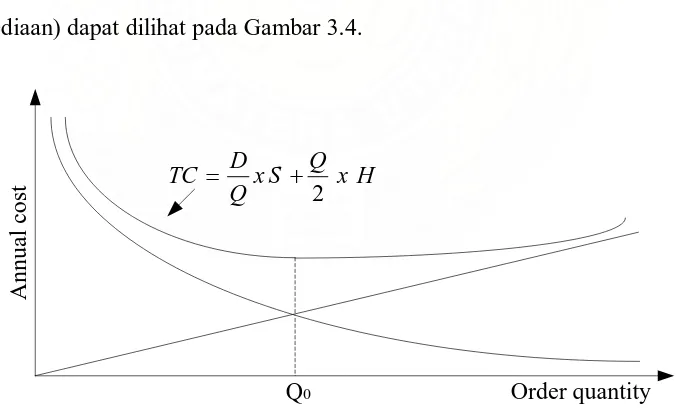
3.4. Grafik Total Biaya Persediaan ……....………. III-13
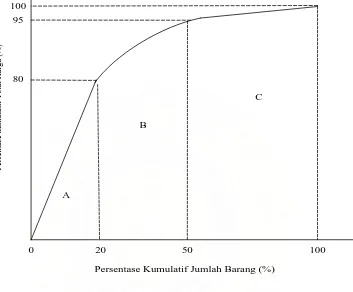
3.5. Pengelompokkan Barang Sistem ABC ……… III-18
4.1. Tahapan Proses Penelitian ………. IV-4
4.2. Blok Diagram Pengolahan Data ……… IV-6
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Data Break Down Time Mesin Tahun 2008 ………... L-1
2. Hasil Perhitungan Total Biaya Persediaan Suku Cadang
Kritis .………... L-2
3. Surat Permohonan Tugas Sarjana ………. L-3
4. Surat Permohonan Riset Tugas Sarjana untuk Perusahaan ... L-4
5. Surat Balasan dari Perusahaan ... L-5
6. Surat Keputusan Tugas Sarjana ………. L-6
ABSTRAK
PT. Perkebunan Nusantara III PKS Rambutan adalah suatu perusahaan industri yang bergerak di bidang pengolahan minyak sawit (Crude Palm Oil) dan inti sawit (Palm Kernel). Perusahaan beroperasi dengan menggunakan mesin/peralatan yang semi modern. Mesin dan peralatan memiliki suku cadang, dimana suku cadang mesin harus selalu tersedia di gudang. Persediaan suku cadang mesin di gudang dapat menimbulkan biaya penyimpanan. Semakin lama suku cadang yang disimpan akan mengakibatkan semakin besar biaya penyimpanan (biaya investasi), sebaliknya penyimpanan suku cadang yang tidak terlalu lama dapat menurunkan biaya penyimpanan, akan tetapi menyebabkan frekuensi pembelian suku cadang semakin besar yang berarti total biaya pemesanan semakin besar. Oleh sebab itu perusahaan harus melakukan pengendalian persediaan suku cadang mesin yang lebih efektif dan efesien.
Kebijakan yang diterapkan oleh perusahaan selama ini mampu menjamin kelancaran persediaan suku cadang mesin, sehingga tidak terjadinya kekurangan persediaan di gudang. Namun sistem pemesanan tidak tetap dan kuantitas pemesanan terlalu besar, sehingga dapat menimbulkan biaya persediaan suku cadang yang tidak optimal. Oleh sebab itu penulis ingin memberikan solusi bagaimana mendapatkan total biaya persediaan yang lebih ekonomis (optimal).
Pengoptimalan biaya persediaan suku cadang mesin dilakukan dengan menggunakan metode Economic Order Quantity (EOQ) dan Metode Lot For Lot. Penelitian dilakukan terhadap jenis suku cadang yang dinilai kritis dengan tahap-tahap pengolahan sebagai berikut : (1) Mengetahui pemakaian suku cadang mesin berdasarkan break down time mesin, (2) Penentuan suku cadang kritis berdasarkan klasifikasi ABC, (2) Penentuan jumlah pemesanan ekonomis, (3) Penentuan titik pemesanan kembali, dan (4) Perhitungan total biaya persediaan yang optimum.
Dari jumlah pemakaian suku cadang mesin berdasarkan break down time mesin dan penentuan suku cadang mesin berdasarkan klasifikasi ABC diperoleh 12 item suku cadang kritis dari 40 item suku cadang mesin, yaitu : Phericall roller bearing, Roller clain pitch, Left & right handed worm P/N 13, Nozzle, Press cylinder S/N 12, Bcarer ref 7 ac.ar.al, Coupling p/n 58949044, Trust miracle, Pipa steam, Bearing SKF 29326, Top screen assembly mesh 40, dan Top screen assembly mesh 30.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
PTPN III PKS Rambutan Tebing Tinggi merupakan suatu industri yang
berproduksi dengan menggunakan peralatan/mesin yang semi modern dalam
melaksanakan kegiatan produksinya. Tersedianya bahan dan peralatan/mesin yang
dibutuhkan merupakan salah satu faktor yang penting untuk menjamin kelancaran
proses produksi. Tanpa adanya sistem persediaan yang baik, perusahaan akan
dihadapkan pada permasalahan yang dapat mengganggu kelancaran proses
produksinya, maka perlu diadakan persediaan baik bahan maupun peralatan/mesin
untuk memenuhi kebutuhan.
Dalam suatu proses produksi ada beberapa hal yang harus diperhatikan,
yaitu bagaimana meningkatkan kapasitas produksi, perencanaan dan pengendalian
persediaan. Persediaan suku cadang mesin berguna untuk mengganti suku cadang
mesin yang mengalami kerusakan agar proses produksi tidak terhambat. Investasi
persediaan suku cadang memerlukan biaya yang tinggi, akan tetapi dilain pihak
suku cadang harus siap sedia di gudang untuk kelangsungan proses pelayanan
dalam pemeliharaan dan perbaikan suku cadang mesin.
Untuk mencapai jumlah pemesanan yang ekonomis dan total biaya
persediaan yang optimal, maka perusahaan harus senantiasa menjaga ketersediaan
suku cadang mesin. Hal ini terkadang tidak dilakukan perusahaan dengan
cadang mesin di gudang sekitar 10 sampai 11 bulan setiap tahunnya ditambah
dengan terjadinya break down time mesin, sehingga dapat menimbulkan kerugian
terhadap total biaya persediaan suku cadang mesin.
Sistem pemesanan suku cadang mesin-mesin di PTPN III PKS Rambutan
yang ada pada saat ini dilakukan dengan sistem pemesanan secara periodic setiap
tahunnya. Kebijakan dalam pengendalian persediaan suku cadang mesin yang
diterapkan oleh perusahaan saat ini menimbulkan biaya penyimpanan yang cukup
besar. Berdasarkan data nilai barang pada tahun 2008 di PTPN III PKS Rambutan
diketahui bahwa jumlah total harga 40 jenis suku cadang yang dibeli adalah
sebesar Rp. 395.792.500, sedangkan nilai dari pemakaian suku cadang mesin
sebesar Rp. 364.935.000. Dari data tersebut dapat dilihat bahwa terjadi akumulasi
nilai suku cadang sebesar Rp. 66.857.500 atau sekitar 16,89 %. Dengan biaya
penyimpanan selama 11 bulan, maka biaya total persediaan yang dikeluarkan oleh
perusahaan sebesar Rp. 27.928.190, artinya biaya yang diserap akibat
penyimpanan suku cadang yang cukup lama lebih besar. Hal ini merupakan suatu
masalah yang harus dipecahkan.
1.2. Rumusan Permasalahan
Adapun masalah yang ada pada PTPN III PKS Rambutan dalam hal
pengendalian persediaan suku cadang mesin-mesin yaitu jumlah pemesanan suku
cadang yang tidak ekonomis, sehingga apabila pemesanan dilakukan, kuantitas
pemesanannya bervariasi yang mengakibatkan menumpukknya suku cadang
menimbulkan biaya investasi (biaya penyimpanan) terhadap suku cadang tersebut.
Biaya investasi terhadap suku cadang mesin dapat menimbulkan biaya persediaan
suku cadang tidak optimal, sehingga masalah-masalah tersebut dapat
menimbulkan kerugian yang signifikan terhadap perusahaan. Maka permasalahan
yang akan dibahas dalam penelitian ini adalah bagaimana meminimisasi biaya
persediaan suku cadang mesin-mesin pabrik yang optimum berdasarkan sistem
pemesanan tetap (Q sistem) dan ukuran pemesanan dengan metode Lot For Lot.
1.3. Tujuan Penelitian
Tujuan yang dilakukan dalam penelitian ini adalah :
1. Menentukan suku cadang mesin-mesin pabrik yang dinilai paling kritis.
2. Menentukan jumlah pemesanan yang ekonomis.
3. Menentukan titik pemesanan kembali (reorder point)
4. Meminimisasi biaya persediaan.
1.4. Manfaat Penelitian
Manfaat penelitian tugas sarjana ini antara lain :
1. Hasil penelitian ini diharapkan dapat menjadi masukan bagi perusahaan dalam
menyusun perencanaan dan pengendalian persediaan suku cadang mesin yang
optimal di masa yang akan datang.
2. Menambah informasi-informasi secara teoritis tentang hal-hal yang
3. Dapat membandingkan teori-teori yang diperoleh pada saat mengikuti
perkuliahan dengan praktek di pabrik.
1.5. Pembatasan Masalah
Pembatasan masalah yang dilakukan dalam penelitian ini adalah :
1. Pemecahan masalah yang dilakukan hanya pada bagian persediaan suku
cadang mesin-mesin pabrik .
2. Jumlah pemakaian suku cadang tahun 2009 berdasarkan break down time
mesin tahun 2008.
3. Pembahasan hanya dilakukan terhadap suku cadang mesin-mesin yang dinilai
paling kritis.
4. Pengelompokan suku cadang mesin-mesin kritis dilakukan dengan
menggunakan analisis klasifikasi ABC.
5. Model persediaan yang digunakan berdasarkan sifatnya adalah static
deterministic inventory model, sedangkan berdasarkan kebijakan yang
digunakan menggunakan fixed reorder quantity models.
6. Analisis masalah dibatasi hanya pada metode EOQ dan Lot For Lot.
7. Aspek finansial dibatasi hanya pada biaya–biaya yang berhubungan dengan
masalah persediaan suku cadang mesin-mesin pabrik.
1.6. Asumsi Masalah
1. Lead time pemesanan untuk setiap jenis suku cadang mesin diketahui dan
konstan.
2. Pemesanan suku cadang mesin dilakukan tanpa adanya potongan harga.
3. Tidak adanya kekurangan persediaan (stock out cost).
4. Proses produksi dianggap cukup baik dan tidak terjadi perubahan pada
mesin-mesin pabrik.
5. Pola kerusakan mesin (break down) diketahui dan konstan.
I.7. Sistematika Penulisan
Sistematika penulisan tugas sarjana terdiri atas tujuh bab, yaitu :
BAB I : PENDAHULUAN
Dalam bab ini diuraikan latar belakang masalah, tujuan, perumusan
masalah, pembatasan masalah, dan asumsi yang dipakai untuk
menganalisa data yang ada.
BAB II : GAMBARAN UMUM PERUSAHAAN
Bab ini berisikan tentang sejarah perusahaan, ruang lingkup bidang
usaha, proses produksi, serta organisasi dan manajemen.
BAB III : LANDASAN TEORI
Bab ini menjelaskan secara lengkap tentang dasar teori yang
dipakai dalam analisis dan pemecahan masalah yang dirumuskan
untuk mencapai tujuan studi.
Pada bab ini diuraikan tentang tempat dan waktu penelitian, obyek
penelitian, dan tahapan proses penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisikan tentang data yang diambil untuk mendukung
pelaksanaan studi/penelitian dan perhitungan terhadap data yang
diambil untuk memperoleh variabel-variabel yang dipakai dalam
menentukan analisa.
BAB VI : ANALISIS PEMECAHAN MASALAH
Bab ini berisikan tentang penganalisaan variabel-variabel yang
diperoleh untuk mendapatkan perhitungan dan kesimpulan yang
tepat terhadap penelitian.
BAB VII : KESIMPULAN DAN SARAN
Bab ini memuat butir-butir penting dari hasil penganalisaan dan
memberikan saran atau usulan mengenai berbagai hal
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PTPN III PKS Rambutan merupakan salah satu Badan Usaha Milik
Negara (BUMN) yang bergerak dalam bidang usaha pengolahan kelapa sawit.
Pada awalnya PTPN III bernama PTP V, dimana PTP V tersebut adalah
perusahaan perkebunan milik swasta Belanda dengan nama NV RCMA (Rubber
Culture Mats Chaappij Amsterdam). Pada tahun 1958 perusahaan
dinasionalisasikan menjadi PPN cabang Sumatera Utara. Nasionalisasi menjadi
cabang Sumatera Utara ini berdasarkan PP No. 24/1958 JO, keputusan Menteri
Pertanian No. 229.1957 JO, No. 49/1958 JO dan UU No. 86/1958. Perusahaan ini
melakukan aktivitas produksi selama tiga tahun. Karena terjadinya
pergolakan-pergolakan politik, maka dilakukan reorganisasi dalam tubuh perusahaan. Dengan
PP No. 164/1961 tanggal 26 Agustus 1961 PPN cabang Sumatera Utara berubah
nama menjadi PPN Sumatera Utara IV. PPN Sumatera Utara IV berproduksi
selama dua tahun. Pada tanggal 20 Mei 1963 dilakukan reorganisasi dalam
perusahaan. Reorganisasi ini menghasilkan perubahan nama perusahaan menjadi
PPN karet V dari tahun 1963 sampai dengan 1968.
Pada tanggal 19 April 1968, dengan surat keputusan Menteri Pertanian No.
55/KPT/OP/1968, PPN karet berubah menjadi PNP V, PNP V kembali berubah
nama menjadi PTP V dengan dikeluarkannya PP No. 17/1971 tanggal 29 Mei
1976. Pada tahun 1992 dilakukan konsolidasi bersama PTP lainnya. Konsolidasi
teresebut menghasilkan penggabungan perusahaan yang menggabungkan PTP III,
PTP IV dan PTP V dengan seorang direksi yang berkedudukan di PTP
masing-masing. Pada tahun 1996 penggabungan PTP tersebut menjadi PTP Nusantara III
yang berkedudukan di Sei Skambing Medan Sumatera Utara. Sedangkan Pabrik
Kelapa Sawit Rambutan dibangun pada tahun 1983 dan merupakan salah satu
pabrik dari 11 PKS yang dimiliki oleh PTP Nusantara III yang terletak di Desa
Paya Bagas Kecamatan Rambutan, Kabupaten Serdang Bedagai, Propinsi
Sumatera Utara sekitar 85 km ke arah Tenggara Kota Medan.
Tata letak PTPN III PKS Rambutan terdiri atas :
1. Tempat pengolahan kelapa sawit
2. Laboratorium
3. Instalasi
4. Pembangkit tenaga listrik
5. Bengkel
6. Tempat penyimpanan minyak sawit dan inti sawit
7. Kantor
8. Parkir
9. Perumahan staff dan karyawan
10.Kamar mandi
11.Pengolahan limbah
Dalam menghadapi pasar bebas di era globalisasi sekarang ini, PTPN III
1. Sistem Manajemen Mutu ISO 9001
Sasaran Sistem Manajemen Mutu ISO 9001 adalah untuk menjamin produksi
yang dihasilkan sesuai dengan standar secara konsisten dan memuaskan
pelanggan yang telah di audit oleh pihak external pada bulan Mei tahun 2000
(PT. TUV INTERNASIONAL INDONESIA) dan telah mendapat Sertifikat
ISO 2002.
2. Sistem Manajemen Lingkungan ISO 14001
Tujuan Sistem Manajemen Lingkungan ISO 14001 adalah mengembangkan
usaha perkebunan dan industri hilir yang berwawasan lingkungan. Telah
menjalani TRIAL AUDIT oleh pihak eksternal (PT Surveyor Indonesia) pada
bulan Juni tahun 2000.
3. Sistem Manajemen Keselamatan Kerja dan Kesehatan Kerja (SMK3)
Tujuan Sistem Manajemen Keselamatan Kerja dan Kesehatan Kerja adalah
memberikan perlindungan Keselamatan dan Kesehatan Kerja terhadap seluruh
staff dan karyawan. Telah menjalani audit oleh pihak eksternal (PT.
Sucopindo) pada bulan oktober 2000. Atas Rekomendasi PT. Sucopindo, PKS
Rambutan memperoleh “SERTIFIKAT DAN BENDERA EMAS“.
PTPN III PKS Rambutan juga mendapatkan “PIAGAM PENGHARGAAN
ZERO ACCIDENT AWARD”
2.1.1. Ruang Lingkup Bidang Usaha
PTPN III PKS Rambutan Tebing Tinggi bergerak dalam bidang usaha
sawit (Kernel), sedangkan produk sampingannya berupa cangkang dan fiber yang
dapat dimanfaatkan sebagai bahan bakar penggerak turbin untuk menghasilkan
tenaga listrik dan uap yang digunakan oleh pabrik. Pengolahan yang dilakukan
menggunakan prinsip pemisahan antara minyak yang terkandung dalam daging
buah dengan intinya.
Dalam memproduksi CPO dan kernel ini, pabrik menetapkan suatu sasaran
mutu yang harus dicapai untuk menjaga kualitas dan standar mutu CPO
internasional. Hasil produksi perusahaan diusahakan mencapai standar mutu
minyak sawit Indonesia yang telah diperkenalan, yaitu Standard Indonesia Palm
Oil I (SIPO I), SIPO II, Standard Indonesia Kernel Oil I (SIKO I), SIKO II dan
telah terdaftar pada ISO 9000. Penerapan standar ini diperkirakan akan menjadi
keharusan bagi perusahaan yang mengekspor produknya terutama ke luar negeri.
2.1.2. Lokasi Perusahaan
PKS Rambutan terletak di Desa Paya Bagas, Kecamatan Rambutan,
Kotamadya Tebing Tinggi, Propinsi Sumatera Utara. PKS Rambutan berada pada
3°35 Lintang Utara dan 98°41 Bujur Timur atau berada ± 85 km arah Tenggara
kota Medan. Elevasi pabrik berada pada 18 meter diatas permukaan laut. Dengan
elevasi seperti ini suhu minimum dan maksimum berkisar antara 22°C - 32°C dan
suhu rata-rata mencapai 27°C. PKS Rambutan mempunyai curah hujan rata-rata
lima tahun terakhir 1447 mm/tahun dengan 86 hari hujan dan beriklim sedang.
Unit kebun rambutan mempunyai luas area 6351,26 ha yang dibagi dua
budidaya karet memiliki area 1720,78 ha, sedangkan sisanya merupakan budidaya
tanaman kelapa sawit dan areal penunjang aktifitas dan kuantitas dari perkebunan
kebun Rambutan. PKS Rambutan mengolah tandan buah segar yang berasal dari
berbagai daerah. Daerah-daerah pemasok TBS yang diolah di PKS Rambutan
adalah kebun rambutan, kebun sei induk, kebun tanah raja, kebun gunung para,
kebun gunung Pamela dan pihak luar seperti koperasi dan perkebunan inti rakyat
(PIR).
2.1.3. Organisasi dan Manajemen
Organisasi merupakan wadah atau tempat dilakukannya segala rencana
serta kebijakan-kebijakan perusahaan dalam pencapaian tujuan bersama.
Organisasi harus digerakkan dengan suatu proses yang dinamika dan khas, yang
disebut dengan manajemen. Struktur organisasi memberikan gambaran secara
skematis tentang hubungan, kerja sama, pembagian tugas, pendelegasian
wewenang serta pembatasan tanggung jawab dari orang-orang yang terdapat
dalam organisasi dengan jelas. Struktur organisasi yang digunakan PTPN III PKS
Rambutan adalah struktur organisasi yang berbentuk lini dan fungsional karena
terlihat adanya pembidangan tugas, dimana pembagian unit-unit organisasi
didasarkan pada spesialisasi tugas. Disamping itu, wewenang dari pimpinan
dilimpahkan pada unit-unit organisasi di bawahnya dalam bidang-bidang tertentu
secara langsung. Struktur organisasi juga ditentukan dan dipengaruhi oleh badan
Organisasi garis adalah suatu bentuk struktur organisasi dimana
kekuasaan dan tanggung jawab diturunkan secara garis dari tingkat pimpinan atas
kepada bawahannya. Dalam bentuk organisasi ini tidak seorang bawahan yang
memiliki atasan lebih dari satu orang, jadi kesimpang siuran perintah yang
diterima oleh bawahan sangat kecil kemungkinannya untuk terjadi. Pada struktur
organisasi garis prinsip unity of command atau kesatuan dalam komando akan
terpelihara dengan baik. Atasan hanya memerintah bawahan tertentu dan bawahan
akan memberikan laporan kepada atasan yang memberi perintah.
Organisasi fungsional dalam struktur organisasi ini yaitu, setiap petugas
memiliki fungsi yang telah ditentukan oleh pimpinan perusahaan. Jadi tugas dan
tanggung jawab dalam organisasi ini dibagi menurut fungsi masing-masing.
Pimpinan tiap bidang berhak memerintah kepada semua pelaksana yang
menyangkut bidang kerjanya. Petugas-petugas yang setingkat mempunyai
wewenang dan tanggung jawab yang sama. Struktur organisasi PTPN III PKS
2.1.4. Pembagian Tugas, Wewenang dan Tanggung Jawab
Dalam malakukan aktivitas perusahaan PTPN III PKS Rambutan
membutuhkan tenaga kerja dan staffnya untuk menjalankan fungsi manajemen.
Tugas, wewenang dan tanggung jawab dilakukan sesuai dengan jabatannya
masing-masing. Pembagian tugas dalam organisasi didasarkan atas kualifikasi dan
tanggung jawab. Pembagian tugas dan tanggung jawab dari pimpinan/staff yang
bekerja di PTPN III PKS Rambutan adalah sebagai berikut :
A. Manajer
1. Memimpin dan mengkoordinir masinis kepala yang ditetapkan direksi.
2. Memimpin dan mengkoordinasi tugas-tugas operasional pabrik.
3. Menilai dan mengevaluasi seluruh laporan pekerjaan pabrik, baik di
bidang produksi, teknik, pengangkutan maupun administrasi.
4. Melaksanakan dan memelihara kelengkapan dalam rangka kesehatan dan
keselamatan kerja (K3) di lingkungan pabrik .
5. Mengatur, mengkoordinir dan menciptakan sistem administrasi dan
pelaporan yang baik dibidang teknik dan pengolahan serta melakukan
peningkatan kinerja pabrik.
6. Melakukan koordinasi dengan bagian terkait terutama untuk pekerjaan
dibidang pengolahan produksi, teknik, administrasi dan laboratorium.
7. Melakukan pengawasan secara menyeluruh atas aset perusahaan termasuk
produksi hasil olahan dan mengawasi pengolahan limbah pabrik.
8. Membuat laporan kepada direksi.
10.Melakukan penilaian terhadap karyawan pada setiap akhir tahun atau
periode penilaian karyawan.
B. Masinis Kepala (Maskep)
1. Menjamin dan menyetujui proses pengolahan.
2. Menjamin dan menyetujui rencana pemeliharaan pabrik.
3. Menjamin bahwa kebijaksanaan mutu dimengerti , ditetapkan, dipelihara
diseluruh unit pabrik.
4. Membantu manajer untuk mengidentifikasikan persyaratan-persyaratan
sumber daya manusia dan menggunakan personil terlatih disetiap posisi.
5. Meninjau persyaratan kontrak yang berhubungan dengan pemeliharaan
pabrik.
6. Meninjau persyaratan bahan kimia, peralatan dan pembuatan yang
diusulkan oleh asisten pengolahan, asisten teknik, dan laboratorium.
7. Meninjau rencana produksi dan jadwal pemeliharaan peralatan di pabrik.
8. Mengidentidikasikan kebutuhan pemeliharaan untuk semua personil yang
langsung mempengaruhi mutu.
9. Mengevaluasi kemajuan proses pengolahan dan peralatan mesin.
10.Membantu ADM dalam pembuatan dan peninjauan kontrak.
C. Asisten Pengolahan
1. Menentukan sasaran mutu tahunan yang berhubungan dengan proses
pengolahan.
2. Menentukan standard stok produksi sesuai rencana yang telah ditentukan
3. Menjamin bahwa kebijaksanaan mutu dimengerti, diterapkan dan
dipelihara oleh mandor-mandor dan pekerja pada proses pengolahan.
4. Membuat rencana pemakaian tenaga kerja, peralatan dan bahan-bahan
kimia yang digunakan pada proses pengolahan sesuai ketentuan yang ada.
5. Berusaha agar proses produksi dilakukan secara efektif dan afesien untuk
mencapai produktifitas yang tinggi.
6. Mengendalikan proses pengolahan dengan spesifikasi yang telah
ditetapkan.
7. Mengawasi barang yang dipasok pelanggan jangan sampai rusak atau
hilang.
8. Melakukan pengawasan terhadap bahan baku yang diterima serta produk
yang dikirim.
9. Mengawasi dan mengevaluasi kondisi persediaan produk digudang.
10.Mengendalikan catatan mutu terhadap identifikasi, pengarsipan,
pemeliharaan sesuai dengan spesifikasi yang telah ditentukan.
11.Bertanggung jawab terhadap kebersihan seluruh lingkungan pabrik.
12.Bertanggung jawab tehadap pencapaian target produksi sesuai dengan
bahan baku yang diterima.
13.Menandatangani dan mengevaluasi check sheet dalam proses pengolahan.
14.Mengidentifikasikan kebutuhan pelatihan untuk semua mandor di proses
D. Asisten Laboratorium
1. Menjamin bahwa kebijaksanaan mutu dimengerti, ditetapkan dan
dipelihara diseluruh tingkat organisasi di laboratorium dan sortasi.
2. Membuat rencana pemakaian bahan-bahan serta alat yang berhubungan
dengan analisa lanoratorium dan sortasi untuk disampaikan kepada kepala
pengolahan setelah disetujui ADM.
3. Menjamin bahwa pemeriksaan dan pengujian pada penerimaan bahan
dalam proses dan prodeuk akhir telah dilaksanakan sesuai dengan prosedur
dan catatan mutu yang telah ditetapkan.
4. Mengawasi bahwa semua dokumen mutu yang berhubungan dengan
sortasi dan laboratorium telah dipelihara dengan baik.
5. Mengawasi bahwa pada identifikasi penerimaan bahan baku pada proses
maupun produk akhir telah dilaksanakan sesuai dengan persyaratan yang
telah ditetapkan.
6. Menyetujui laporan hasil pemeriksaan dan pengujian pada penerimaan
bahan baku pada awal maupun produk akhir.
7. Mengevaluasi teknik statistik yang berhubugan dengan aktifitas pengujian
dan pemeriksaan di laboratorium dan sortasi.
E. Asisten Teknik
1. Menerima laporan hasil perbaikan reperasi yang diborongkan kepada
kontraktor.
2. Membantu maskep dan mengevaluasi reperasi yang dilakukan oleh
3. Menentukan spare part yang digunakan mesin sesuai dengan standard
yang ditetapkan.
4. Menjamin bahwa kebijakan mutu dimengerti seluruh mandor dan
karyawan teknik.
5. Menjamin bahwa semua aktifitas yang dilakukan o;eh pelaksana teknik
sesuai dengan quality procedure yang telah diimplementasikan sampai
efektif.
6. Mempersiapkan agenda pertemuan untuk tinjauan manajemen yang
berhubungan dengan masalah-masalah teknik.
7. Mengajukan permintaan bahan, alat, mesin untuk kepentingan teknik
sesuai dengan perencanaanyang telah dibuat.
8. Memelihara semua dokumen dan catatan mutu dibagian teknik.
9. Menjamin bahwa semua peralatan/mesin yang digunakan dalam proses
telah siap dioperasikan.
10.Merencanakan semua peralatan/mesin untuk dipelihara secara rutin.
11.Menandatangani laporan pemeliharaan rutin dan break down maintenance.
12.Membuat laporan bulanan emergency maintenance.
F. Asisten Tata Usaha
1. Merencanakan, mengarahkan dan mengawasi kegiatan-kegiatan bidang
administrasi dan keuangan.
2. Mengkoordinir laporan bulanan dan tahunan atas anggaran kegiatan di
pabrik.
4. Menganalisa dan memberikan tindakan perbaikan terhadap administrasi
pabrik.
5. Membuat laporan pertanggungjawaban kepada manager.
G. Papam (Perwira Pengaman)
1. Menyusun rencana kerja dibidang keamanan.
2. Mengkoordinir petugas keamanan.
3. Melaksanakan dan mengawasi kegiatan pengamanan terhadap aset pabrik
Membuat laporan pertanggungjawaban bidang keamanan kepada manager.
H. Karyawan
1. Melakukan kegiatan operasional di lantai pabrik.
2. Membantu atasan dalam melakukan tugas.
3. Bertanggung jawab kepada atasan atas pekerjaan yang dipercayakan
padanya.
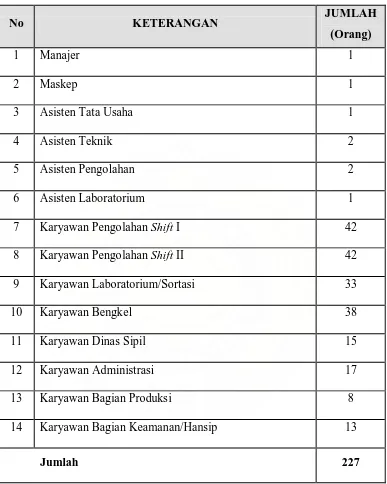
2.1.5. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja/karyawan pada suatu pabrik sangat dibutuhkan untuk
mendukung kelancaran proses pengoperasian pabrik PTPT III PKS Rambutan.
Perusahaan tersebut memiliki jumlah tenaga kerja sebanyak 227 karyawan dan
Tabel 2.1. Susunan dan Jumlah Tenaga Kerja PTPN III PKS Rambutan
No KETERANGAN JUMLAH
(Orang)
1 Manajer 1
2 Maskep 1
3 Asisten Tata Usaha 1
4 Asisten Teknik 2
5 Asisten Pengolahan 2
6 Asisten Laboratorium 1
7 Karyawan Pengolahan Shift I 42
8 Karyawan Pengolahan Shift II 42
9 Karyawan Laboratorium/Sortasi 33
10 Karyawan Bengkel 38
11 Karyawan Dinas Sipil 15
12 Karyawan Administrasi 17
13 Karyawan Bagian Produksi 8
14 Karyawan Bagian Keamanan/Hansip 13
Jumlah 227
Sumber : PTPN III PKS Rambutan
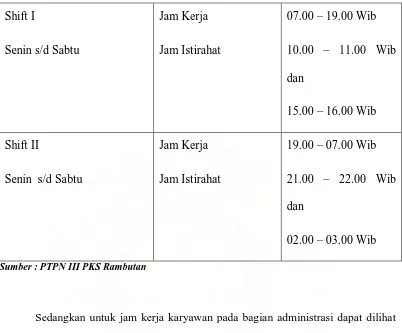
Jam kerja karyawan pada bagian produksi pabrik PTPT III PKS Rambutan
Tabel 2.2. Jam Kerja Bagian Produksi
Shift I
Senin s/d Sabtu
Jam Kerja
Jam Istirahat
07.00 – 19.00 Wib
10.00 – 11.00 Wib
dan
15.00 – 16.00 Wib
Shift II
Senin s/d Sabtu
Jam Kerja
Jam Istirahat
19.00 – 07.00 Wib
21.00 – 22.00 Wib
dan
02.00 – 03.00 Wib
Sumber : PTPN III PKS Rambutan
Sedangkan untuk jam kerja karyawan pada bagian administrasi dapat dilihat
pada Tabel 2.3.
Tabel 2.3. Jam Kerja Bagian Administrasi
Senin s/d Jum’at Jam Kerja
Jam Istirahat
07.00 – 16.00 Wib
12.00 - 14.00 Wib
Sabtu Jam Kerja
Jam Istirahat
07.00 – 16.00 Wib
09.30 – 10.00 Wib
2.1.6. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada pabrik PTPN III PKS Rambutan Tebing Tinggi
adalah sebagai berikut :
1. Gaji pokok bulanan
2. Premi pengolahan, dihitung berdasarkan sawit yang diolah
3. Catu beras tiap bulan
Selain pemberian gaji tetap, perusahaan juga memberikan imbalan
kompensasi yang merupakan suatu bentuk balas jasa yang besarnya ditentukan
berdasarkan prestasi, serta mempunyai kecenderungan untuk diberikan secara
tetap, seperti pemberian bermacam-macam fasilitas kepada karyawan, pemberian
tunjangan, dan pemberian insentif. Pemberian kompensasi ini merupakan
pendorong utama bagi karyawan untuk lebih meningkatkan semangat dan gairah
dalam bekerja. Agar kompensasi yang diberikan dapat memberikan efek positif,
maka jumlah yang diberikan haruslah dapat memenuhi kebutuhan secara minimal
serta sesuai dengan peraturan yang ada.
Selain pemberian gaji diatas, perusahaan juga memberikan beberapa
tunjangan seperti :
1. Tunjangan Kesehatan
2. Tunjangan Keluarga
3. Tunjangan pemakaman
4. Tunjangan Hari raya
Sistem pengupahan dan fasilitas yang diberikan kepada setiap karyawan
dilakuka secara adil sesuai dengan prestasi kerja karyawan tersebut, agar tidak
terjadi kecemburuan sosial yang mengakibatkan dampak buruk bagi karyawan
dan perusahaan itu sendiri. Dengan adanya pemeberian upah dan fasilitas yang
dibutuhkan oleh setiap karyawan, maka karyawan dapat bekerja dengan baik
sehingga perusahaan dapat menghasilkan produksi yang baik dan berkualitas.
2.2. Proses Produksi
Proses adalah cara, metode dan teknik bagaimana sesungguhnya
sumber-sumber yang ada diubah untuk memperoleh suatu hasil. Sedangkan produksi
adalah kegiatan untuk menciptakan atau menambah kegunaan suatu barang atau
jasa. Dari uraian diatas, proses produksi dapat diartikan sebagai cara, metode atau
teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa
dengan menggunakan sumbar-sumber yang ada.
Kelapa sawit merupakan sumber minyak nabati yang penting disamping
kacang-kacangan, jagung dan sebaginya. Minyak kelapa sawit yang digunakan
berasal dari daging buah (misocrap) dan dari inti sawit (endosperm). Selain
menghasilkan minyak dan inti sawit, hasil dari proses buah kelapa sawit adalah
tandan buah kosong yang dapat diabukan dan digunakan sebagai pupuk kalium,
cangkang yang dapat diolah menjadi arang untuk pengeras jalan di kebun, ampas
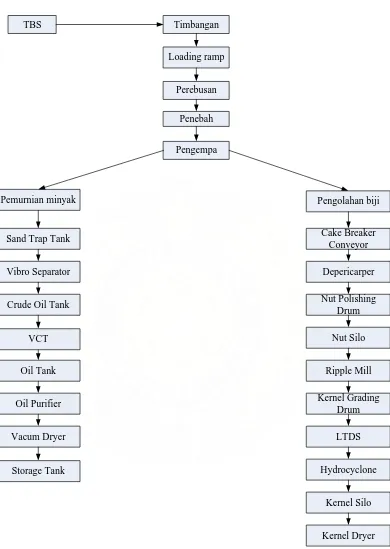
dan fiber dapat digunakan untuk bahan bakar boiler. Proses produksi kelapa sawit
1. Penimbangan Tandan Buah Sawit (TBS)
2. Penampungan TBS Sementara
3. Perebusan
4. Penebahan
5. Pengempaan
6. Pemurnian Minyak Sawit
7. Pengolahan Biji
8. Pengeringan Inti Sawit
2.2.1. Standar Mutu Produk
Agar dapat menghasilkan minyak sawit (CPO) dan inti sawit (Kernel)
yang berkualitas, diperlukan batasan-batasan atau standar mutu produk. Dalam
pengendalian mutu minyak sawit dipakai tiga parameter kualitas faktor, yaitu :
kadar Asam Lemak Bebas (ALB), kadar air, dan kadar kotoran. Standar mutu
minyak kelapa sawit umumnya dihubungkan dengan maksud dan penggunaanya.
Standar mutu minyak sawit dapat dilihat pada Tabel 2.4.
Tabel 2.4. Standar Mutu Minyak Sawit
NO Parameter Produksi (%) Ekspor (%)
1 Asam Lemak Bebas 3,5 5,00
2 Kadar Air 0,15 0,15
3 Kadar Kotoran 0,02 0,02
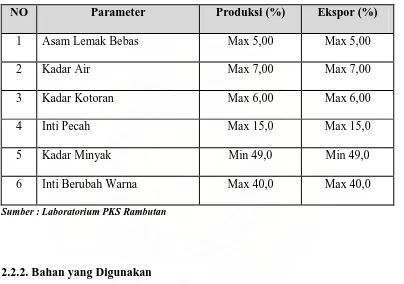
Sedangkan standar mutu inti sawit dipakai enam parameter, yaitu : kadar
ALB, kadar Air, kadar kotoran, inti pecah, kadar minyak, dan inti berubah warna.
[image:36.595.112.516.247.531.2]Standar mutu Inti sawit dapat dilihat pada Tabel 2.5.
Tabel 2.5. Standar Mutu Inti Sawit
NO Parameter Produksi (%) Ekspor (%)
1 Asam Lemak Bebas Max 5,00 Max 5,00
2 Kadar Air Max 7,00 Max 7,00
3 Kadar Kotoran Max 6,00 Max 6,00
4 Inti Pecah Max 15,0 Max 15,0
5 Kadar Minyak Min 49,0 Min 49,0
6 Inti Berubah Warna Max 40,0 Max 40,0
Sumber : Laboratorium PKS Rambutan
2.2.2. Bahan yang Digunakan
Bahan yang digunakan dalam proses pengolahan kelapa sawit adalah
bahan baku, dan bahan penolong. Bahan baku adalah bahan utama yang
diperlukan dalam pembuatan produk. Bahan baku pada produk minyak kelapa
sawit adalah tandan buah sawit (TBS) yang terdiri dari dura, psipera, dan tenera.
Perbandingan ketiga jenis varietas buah kelapa sawit ini sebagai berikut :
a. Dura
Spesifikasi : Bentuk buah agak bulat
Tebal cangkang 2-5 mm
Percent pericarp terhadap buah, 70 %
Percent inti terhadap buah, 10 %
b. Pesifera
Spesifikasi : Ukuran buah lebih kecil
Tebal pericarp, sangat tebal
Tebal cangkang, 0-0,1 mm
Percent pericarp terhadap buah, 95 %
Percent inti terhadap buah, 5 %
c. Tenera
Spesifikasi : Buah agak lonjong
Tebal pericarp, 4-10 mm
Tebal cangkang, 1-25 mm
Percent inti terhadap buah, 5 %
Kualitas maupun kuantitas minyak dan inti sawit erat hubungannya
dengan umur buah. Didalam buah mentah terdapat asam lemak bebas yang rendah
namun minyaknya rendah. Didalam buah yang kelewat masak terdapat minyak
dalam jumlah yang banyak akan tetapi kadar asam lemak bebasnya tinggi. Secara
ekomonis buah yang diinginkan untuk dipanen adalah buah yang kandungan
minyaknya tinggi dan kadar asam lemak optimum. Buah masak yang demikian
lazim disebut buah yang berumur enam bulan sejak polinasi.
Sedangkan bahan penolong adalah bahan yang digunakan untuk
long yang digunakan oleh PTPN III PKS Rambutan adalah :
1. Steam (uap)
Steam disuplai dari back preassure vessel (BPV) yaitu suatu tangki
penampung uap. Uap dihasilkan dari boiler untuk memutar turbin sehingga
menghasilkan tenaga listrik.
2. Air panas
Air panas diperoleh dari hasil pemanasan air bersih oleh uap pada suatu tangki
yang disebut hot water tanki, dari tangki ini air panas disalurkan pada setiap
stasiun yang memerlukannya.
2.3. Uraian Proses
Uraian proses produksi dari awal hingga akhir pengolahan kelapa sawit
adalah sebagai berikut :
1. Stasiun Penerimaan Buah
Stasiun penerimaan buah berfungsi untuk menerima tandan buah sawit
(TBS) yang berasal dari kebun. Pada stasiun ini TBS melalui tahapan
penimbangan buah dan penumpukan buah. Tandan buah sawit yang masuk ke
PKS Rambutan ditimbang di jembatan timbang yang terbuat dari plat baja
berbentuk segi empat. Fungsi dari jembatan timbang adalah untuk mengetahui
jumlah berat tandan yang akan diolah dengan cara sebagai berikut :
1. Truk berisi TBS ditimbang dan dinyatakan sebagai bruto.
2. Setelah ditimbang TBS dibongkar di loading ramp dan truk kosong ditimbang
3. Selisih antara bruto dan tara adalah netto dan merupakan berat TBS yang
diterima di pabrik.
Tujuan penimbangan adalah :
1. Mengetahui rendemen yang dihasilkan minyak sawit dari TBS yang diolah.
2. Mengetahui kapasitas olah.
3. Mengetahui TBS yang masuk, sehingga diketahui input dari perusahaan.
2. Penampungan TBS sementara (Loading ramp)
Setelah tandan buah sawit ditimbang, kemudian dilanjutkan ketempat
penampungan TBS sementara untuk disortasi dan dimasukkan kedalam lori.
Proses di loading ramp sangat bergantung pada jumlah kapasitas lori. Fungsi
sortasi adalah untuk mengetahui kualitas TBS dari setiap TBS yang masuk ke
PKS Rambutan dan menseleksi bahan atau TBS yang bisa diolah, dan yang tidak
bisa diolah dikembalikan lagi ke kebun. Sebelum pengisian lori dilakukan,
dipastikan letak posisi lori tepat pada pintu loading ramp.
3. Stasiun Perebusan (Sterilizer)
TBS yang telah dimasukkan kedalam lori, selanjutnya ditarik oleh rail
track yang merupakan landasan untuk bergerak yang terbuat dari baja. Rail track
ini mempunyai jumlah tiga unit untuk jalannya lori. Buah ditarik menuju sterilizer
untuk direbus. Pada proses perebusan ada tiga unit ketel rebusan, setiap unit diisi
sebanyak delapan lori, setiap lori berisi TBS sebanyak 2,5 ton. Sistem perebusan
yang bernama Program Logical Control (PLC). Adapun tujuan dari perebusan,
yaitu :
1. Memudahkan brondolan lepas dari tandan.
2. Melunakkan buah sehingga mudah diaduk.
3. Menonaktifkan enzim-enzim yang merusak mutu minyak.
4. Melekangkan inti dari cangkang.
5. Menggumpalkan zat putih telur (protein) dalam buah agar pemurnian mintak
mudah dilakukan.
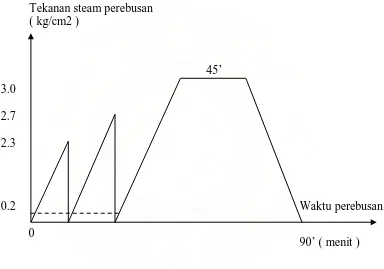
Dalam perebusan diperlukan waktu 90 menit dengan menggunakan suhu
140ºC. Perebusan diperlukan tekanan uap atau steam sebesar 2,8 – 3,0 kg/cm.
Kapasitas sterilizer dalam perebusan TBS adalah 30 ton/jam. Pada perebusan ini
air yang dibuang melalui condensat pump untuk membuang udara pada buah
sehingga tidak terjadi isolasi yang dapat direndam. Cara pembuangan air
kondensat dalam perebusan adalah cara perebusan tiga puncak dengan
menggunakan pemanasan pada tekanan kerja dilakukan tiga kali penaikan tekanan
uap dan pengeluaran kondensat serta udara yang kemudian akan menuju
pembuangan limbah. Proses perebusan tiga puncak antara lain :
a. Daeration
Yaitu pembuangan udara dengan cara memasukkan uap secara perlahan-lahan
yang bertujuan untuk mendorong udara keluar, sehingga tercapai tekanan
b. Maintain pack I
Yaitu menaikkan tekanan dalam ketel rebusan yang bertujuan untuk
mengeluarkan air dalam buah. Prosesnya sebagai berikut :
- Kran pemasukan uap (in let steam) dibuka 15 menit untuk mencapai tekanan
2,3 kg/cm.
- Kemudian in let steam ditutup, sedangkan outlet steam kran pembuangan
kondensat dan udara dibuka dengan cepat untuk menurunkan tekanan
menjadi 0,3 kg/cm.
- Waktu yang dipergunakan untuk menurunkan tekanan dari 2.3 kg/cm2
menjadi 0.2 kg/cm2 adalah 3 menit, kemudian kran-kran ditutup kembali.
c. Maintain pack II
Yaitu memasukkan uap untuk mencapai tekanan kerja 2,7 kg/cm yang
bertujuan untuk merebus dengan tekanan uap tertutup.
d. Maintain pack III
Memasukkan uap untuk mencapai tekanan 2,5 - 3,0 kg/cm yang bertujuan
untuk membuang air kondensat. Prosesnya adalah :
- Kran in let steam dibuka penuh untuk mencapai tekanan 3.0 kg/cm2.
- Jumlah waktu untuk mencapai puncak tiga ( tekanan 3.0 kg/cm2 ) adalah 13
menit.
- Puncak tiga ini ditahan selama 45 menit (keadaan ini disebut holding time).
- Selesai masa tahan in let steam ditutup sedangkan outlet steam kran
pembuangan kondensat dan pembuangan udara dibuka selama 5 menit
- Setelah tekanan dalam perebusan turun hingga 0 kg/cm2 dan air kondensat
terkuras habis, pintu pengeluran dapat dibuka dan dengan bantuan capstand
lori-lori dikelurkan untuk proses lanjutan. Waktu yang dipergunakan untuk
membuka pintu mengeluarkan lori adalah 5 menit.
Secara grafik, sistem perebusan dengan tiga puncak dapat dilihat pada
Gambar 2.2.
[image:42.595.120.504.278.547.2]Tekanan steam perebusan ( kg/cm2 )
Gambar 2.2. Grafik sistem perebusan tiga puncak (triple peak)
4. Stasiun Penebah (Threeser)
Buah yang telah selesai direbus kemudian dikeluarkan dari sterilizer
menggunakan penarik lori (capstan) dibawa ke stasiun penebah, kemudian
diangkat dengan pengangkat lori (hosting crane) lalu dimasukkan ke tempat
penebahan buah (threeser). Setelah buah masuk ke threseer yaitu alat untuk
memisahkan antara brondolan dengan janjangan dengan cara membanting dan Waktu perebusan
90’ ( menit ) 3.0
2.3
0 0.2 2.7
mendorong janjangan keluar menuju empty bunch conveyor (janjangan kosong).
Empty bunch conveyor berfungsi untuk membawa janjangan kosong ke empty
bunch hopper atau tempat penampungan sementara janjangan kosong yang
kemudian akan diangkut ke areal tanaman. Sedangkan brondolan menuju
conveyor pengiriman buah (fruit transfrer conveyor).
Dari fruit transfer conveyor brondolan diproses ke fruit elevator yang
berfungsi untuk mengangkut brondolan dengan alat bantu timba-timba dari
pembagi yang diarahkan ke fruit distributor conveyor yang berfungsi untuk
membagi brondolan kedalam alat pencacah (digester) yang selanjutnya akan
memisahkan daging buah dan biji. Digester berfungsi untuk melumatkan daging
buah agar mudah diproses dan memisahkan butiran-butiran minyak dengan
menggunakan suhu 80° - 90°C. Proses ini harus dalam keadaan panas agar
serat-serat buah atau cangkang mudah terpisah dari bijinya dan menjadi lembut, dimana
jika dingin akan menjadi beku. Pada proses digester menggunakan air dengan
perbandingan antara air dan buah yaitu 1: 2.
Pada digester terdapat empat pasang mata pisau, tiga yang berguna untuk
mengaduk dan satu pasang untuk mengeluarkan massa. Brondolan yang telah
dicacah kemudian dipress menggunakan screw press yang berfungsi untuk
pengepressan minyak yang terdapat pada daging buah dengan tekanan 60 kg/cm,
sehingga minyak kasar keluar dari daging buah. Pada proses pengepressan
brondolan menghasilkan perbandingan pengenceran antara minyak sebesar 40 %,
air 40 % dan ampas 20 %. Pada proses pengepressan ini untuk mengepress
dengan temperatur 95°C yang berasal dari menara air dengan persediaan air untuk
pabrik dengan pH = 7.
5. Stasiun Pengempaan (press in station)
Pengempaan adalah proses pemerasan minyak dari massa remasan dan
mengusahakan agar kehilangan pada ampas remasan sekecil mungkin. Alat yang
digunakan terdiri dari sebuah press cylinder yang berlubang-lubang dan
didalamnya terdapat screw press yang berputar-putar berlawanan arah. Tekanan
kempa diatur oleh dua buah cones yang berada pada bagian ujung pengempa yang
dapat digerakkan maju-mundur secara hidrolis.
Dengan tolakan pisau kempa dalam digester, massa adukan keluar dan
masuk kedalam alat kempa melalui feed screw, selanjutnya dikempa oleh mesin
screw. Proses pemerasan didasarkan pada prinsip kerja double screw yang
berputar berlawanan arah, sehingga massa remasan ditekan dan mengeluarkan
minyak kasar (crude oil). Minyak keluar dari feed screw dan main screw dan
ditampung dalam talang minyak, selanjutnya dialirkan ke saringan bergetar (sand
trap tank). Untuk memudahkan pemisahan dan pengaliran minyak pada feed
screw dilakukan injeksi uap dan penambahan panas. Setelah minyak diperas
sebagai sisanya berupa ampas dan biji yang didorong keluar dan jatuh kedalam
screw conveyor untuk dibawa ke alat pemisah ampas dan biji. Proses pengempaan
merupakan tahapan proses yang memisahkan proses produksi selanjutnya menjadi
dua bagian, yaitu crude oil diteruskan ke proses pemurnian minyak (clarification),
6. Stasiun Klarifikasi (Proses Pemurnian Minyak)
Minyak kasar yang keluar dari proses pengempaan (Screw press) masih
mengandung kotoran-kotoran, pasir, cairan dan benda kasar lainnya. Oleh karena
itu perlu dilakukan pemurnian untuk mengurangi atau menghilangkan kandungan
yang tidak diharapkan. Minyak dari pengadukan dan pengempaan dialirkan ke
crude oil tank melalui sand trap tank yang berfungsi menangkap pasir yang
terikut dengan minyak dan vibro separator yang berfungsi memisahkan kotoran
berupa sabut dan kotoran lainnya yang tidak dapat lolos dari saringan/ayakan.
Kemudian minyak dari crude oil tank dipompakan ke stasiun klarifikasi.
Fungsi dari crude oil tank adalah :
1. Menurunkan NOS
2. Menambah panas
3. Transit tank
Tahapan-tahapan proses pemurnian minyak, yaitu :
a. Vertical clarifier Tank (VCT)
Vertical continue Tank adalah tangki pemisah. Minyak dalam tangki ini
masih bercampur dengan sludge (lumpur, air dan kotoran lainnya).
Pemisahan minyak dari sludge berdasarkan perbedaan berat jenis antar
minyak dengan sludge melelui proses pengendapan. Agar pemisahan minyak
dan sludge dapat berlangsung terus menerus dan sempurna, maka temperature
di dalam tangkiperlu dijaga 950C dengan mengalirkan uap melalui pipa
b. Oil Tank
Pure tank adalah bejana penampang minyak sebelum diolah dengan
menggunakan oil purifier. Temperatur minyak tetap 900 - 950C agar minyak
tetap cair sehingga mudah diproses.
c. Oil Purifier
Oil purifier adalah suatu mesin yang berfungsi memisahkan minyak dari
kotoran dan air. Pemisahan minyak dari kotoran/sludge adalah berdasarkan
dengan berat jenis dengan cara memberikan gaya centrifugal. Putaran alat ini
7500 per menit, kemudian minyak yang dihasilkan dipompakan ke vacum
drier untuk dikeringkan, sedangkan sludge dialirkan ke fat-fit.
d. Vacuum Dryer
Vacuum dryer berfungsi mengeringkan minyak. Proses pengeringan adalah
dengan cara mengabutkan minyak didalam vacum. Air akan menguap
meninggalkan minyak kemudian minyak yang sudah bebas air ini
dipompakan kedalam tangki timbun.
e. Sludge Tank
Sludge tank adalah bejana penampung sludge sebelum diolah menggunakan
sludge separator. Temperatur sludge tetap dijaga 900 – 950C agar tetap
mencair, sehingga mudah diproses.
f. Sludge Separator
Sludge sparator adalah suatu mesin yang berfungsi memisahkan minyak dari
kotoran kasar dan air. Pemisahan minyak dari kotoran/sludge adalah
Minyak yang dihasilkan dipompakan ke vertical clarifier Tank sedangkan
sludgenya dialirkan ke fat – fit. Seluruhnya sludge dari pabrik dialirkan ke
fat-fit untuk mengutip minyak yang masih ada, sisanya berupa limbah yang
dialirkan ke sistem penanganan limbah.
Setelah minyak yang diproses menjadi murni, selanjutnya minyak murni
disimpan ditempat penyimpanan sementara minyak (storage tank) sebelum
dikirim.
7. Stasiun Pengolahan Biji (Kernel Plan)
Adapun tahapan-tahapan dalam pengolahan biji adalah sebagai berikut :
a. Cake Breaker Conveyor
Fungsi dari cake creaker conveyor adalah untuk membawa dan memecahkan
gumpalan cake dari stasiun press ke depericarper. CBC merupakan konveyor
berbentuk uliran terbuka untuk menghantarkan ampas kempa ke alat pemolis
biji (polishing drum), sambil bongkahan ampasnya dipecah-pecah dan
dikeringkan sepanjang uliran. Uliran berputar digerakkan oleh elektromotor.
Pemecah ampas dilakukan sambil memberikan pemanasan dengan
menggunakan uap yang dimasukkan, sehingga temperatur mencapai 700C.
b. Depericarper
Fungsi dari depericarper adalah untuk memisahkan fiber dengan nut dan
membawa fiber menuju boiler untuk dijadikan bahan bakar.
c. Nut Polishing Drum
Fungsi dari Nut polishing drum adalah :
2. Membawa nut dari depericarper ke nut transport.
3. Memisahkan nut dari sampah.
Nut yang keluar dari nut polishing drum dibawa ke nut silo menggunakan nut
elevator.
d. Nut Silo
Fungsi dari nut silo adalah sebagai tempat penyimpanan sementara nut
sebelum diolah selanjutnya. Nut silo dilengkapi dengan 3 unit pemanas yang
disusun bertingkat dan dilengkapi dengan shacking grac (pengguncang)
untuk mengeluatkan biji kering.
e. Ripple Mill
Fungsi dari ripple mill adalah memecah nut dengan sistem pemulas, sehingga
biji terpecah menjadi cangkang dan inti yang kemudian menuju LTDS. Ripple
mill memecah biji dengan gaya sentrifugal. Biji yang masuk akan terdampar ke
dinding, sehingga biji terpecah dan cangkang terlepas dari inti.
f. Kernel Grading Drum
Fungsi kernel grading drum adalah menyaring nut utuh dan nut pecah yang
berukuran besar yang dapat terikut ke produksi untuk diproses ulang dan
mengurangi beban peralatan pada proses selanjutnya. Kernel grading drum
dapat ditempatkan stelah ripple mill atau setelah LTDS.
g. Light Tenera Dust Separation (LTDS)
Fungsi LTDS adalah memisahkan cangkang, inti utuh dan inti pecah dan
h. Hydrocyclone
Fungsi hydrocyclone adalah mengutip kembali inti yang terikut dengan
cangkang, mengurangi loses inti pada cangkang dan kadar kotoran menurut
berat jenisnya, yang kemudian akan menuju ke penyimpanan inti (kernel
silo).
i. Kernel Silo
Fungsi kernel silo adalah mengurangi kadar air yang terkandung dalam inti
produksi. Penurunan kadar air pada inti bertujuan untuk menghindari
penjamuran pada saat penyimpanan. Penurunan inti harus benar-benar
diawasi dengan cermat dan jangan sampai lengah.
j. Kernel Storage
Fungsi kernel storage adalah sebagai tempat penyimpanan inti sementara
yang akan menuju gedung inti yang akan dikirim kepada pelanggan
menggunakan truk.
TBS Timbangan
Loading ramp
Perebusan Penebah
Pengempa
Pemurnian minyak
Sand Trap Tank
Vibro Separator
Crude Oil Tank
VCT
Oil Tank
Oil Purifier
Vacum Dryer
Storage Tank
Pengolahan biji
Cake Breaker Conveyor Depericarper Nut Polishing
Drum Nut Silo
Ripple Mill Kernel Grading
Drum LTDS
Hydrocyclone
Kernel Silo
Kernel Dryer
[image:50.595.118.508.99.648.2]Kernel Storage
8. Pengeringan Inti Sawit
Air merupakan media untuk proses reaksi biokimia seperti pembentukan
asam lemak bebas, pemecahan protein dan hidrolisa karbohidrat yang cukup
banyak terkandung terutama dalam inti sawit yang dihasilkan dengan pemisah
secara basah alat pengeringan inti yang dipakai adalah tipe rectangulair. Alat ini
mengeringkan inti dengan udara panas, yaitu mengalirkan udara melalui heater
yang terdiri dari spiral berisi uap panas dengan suhu 1300C (heater atas), 850C
(heater sedang), dan 600C (heater bawah). Udara panas dihembuskan dan keluar
dari lubang yang sudah ada, sehingga pengeringan inti setiap lapisan dapat terjadi
dengan baik. Masa pengeringan tergantung dari kadar air dalam inti, yang
dipengaruhi oleh sistem perebusan bua, fermentasi biji dan sistem pemisahan inti
dengan cangkang.
2.4. Mesin Dan Peralatan
Mesin adalah suatu peralatan yang digerakkan oleh suatu kekuatan/tenaga
yang dipergunakan untuk membantu manusia dalam melakukan proses
pengerjaan/produksi, sedangkan peralatan merupakan instrumen atau perkakas
dari suatu mesin. Mesin dan peralatan adalah salah satu faktor utama proses
produksi. Pemilihan mesin dan peralatan yang tepat akan meningkatkan
produktivitas dan meminimumkan biaya produksi. Adapun spesifikasi mesin dan
peralatan yang digunakan PTPN III PKS Rambutan dalam kegiatan produksi
pengolahan Minyak Sawit (Crude Palm Oil) dan Inti Sawit (Palm Kernel) adalah
1. Sterilizer Station
Spesifikasi sterilizer 8 lori adalah :
Diameter = 2.700 mm
Panjang = 28.500 mm
Kapasitas = 20 ton
Tekanan uap = 0 – 3,5 kg/cm2
Temperatur uap = 115°C – 140oC
Dibuat oleh = Kesco
Jumlah = 3 unit
Fungsi = Sebagai ruangan untuk tempat perebusan buah
2. Threshing Station
a. Hoisting Crane
Merk = Demag
Kapasitas = 6,5 ton
Jumlah = 2 unit
Fungsi = Mengangkat buah dari dalam lori ke thresser
b. Automatic feeder
Panjang = 5860 mm
Lebar = 3300 mm
Kapasitas = 35 ton/jam
Power (P) = 250 Hp
Tegangan (V) = 220 V
Putaran = 24 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Menggerakkan dan mengatur kecepatan pada mesin
polishing drum (bantingan)
3. Theresher (Mesin penebah)
Diameter = 2057 mm
Panjang = 5029 mm
Kapasitas = 35 ton/jam
Power (P) = 240 Hp
Tegangan (V) = 220 V
Arus (I) = 1,36 A
Putaran = 25 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Sebagai tempat bantingan agar buah dapat terlepas dari
tandannya
4. Empty Bunches Conveyor ( Konveyor Janjangan Kosong )
HORIZONTAL INCLINED
Panjang = 25.000 mm 20.000 mm
Garpu/timba = 109 pcs 82 pcs
Type = Reinold Reinold
Z = 16 16
Panjang rantai = 46.000 mm 40.000 mm
Power (P) = 600 Hp 400 Hp
Tegangan (V) = 220 V 220 V
Arus (I) = 3,4 A 2,27 A
Putaran = 10 rpm 15 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Membawa janjangan kosong ke empty bunch conveyor
5. Empty Bunch Hopper (Penimbun janjangan kosong)
Tinggi = 5000 mm
Panjang = 17500 mm
Lebar = 10000 mm
Power (P) = 240 Hp
Tegangan (V) = 220 V
Arus (I) = 1,36 A
Putaran = 25 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Membongkar jajangan langsung ke trailer–trailer atau
truk–truk yang ditempatkan di bawah hopper
6. Fruits Elevator (Timba–timba buah)
Kapasitas = 35 ton/jam
Daya = 5,5 Kw
P.Timba = 525 mm
L.Timba = 220 mm
Power (P) = 150 Hp
Tegangan (V) = 220 V
Arus (I) = 0,85 A
Putaran = 40 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Mengangkat buah untuk disuplai ke fruits distributing
conveyor
7. Pressing Station
a. Fruits Distributing Conveyor
Diameter = 600 mm
Panjang = 7.000 mm
Power (P) = 200 Hp
Tegangan (V) = 220 V
Arus (I) = 1,14 A
Putaran = 24 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
8. Digester
Internal diameter = 1200 mm
Tinggi Conteiner = 3000 mm
Isi = 3200 ltr
Kapasitas = 10 ton/jam
Power (P) = 240 Hp
Tegangan (V) = 220 V
Arus (I) = 1,36 A
Putaran = 10 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Type = LD 3200
Jumlah = 4 unit
Fungsi = Melumatkan berondolan-berondolan sebelum di press
9. Twin Screw Press
Panjang = 4910 mm
Lebar = 1478 mm
Tinggi = 1035 mm
Kapasitas = 10 – 12 ton/jam
Power (P) = 600 Hp
Tegangan (V) = 380 V
Arus (I) = 1,97 A
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Type = LP 10 – 12
Jumlah = 4 unit
Fungsi = Memisahkan buah yang sudah lumat menjadi minyak dan
cake
10. Clarification Station
a. Vibrio Separator
Merek = Amcko
Diameter = ± 1524 mm (60” )
Jumlah = 2 unit
Power (P) = 4,05 Hp
Tegangan (V) = 380 V
Arus (I) = 0,01 A
Putaran = 1480 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Memisahkan partikel-partikel besar yang ada dalam
crude oil yang dialirkan dari sand trap tank
b. Crude Oil Tank
Kapasitas = 5 m3
c. Continuous Settling Tank
Jumlah = 1 unit
Diameter = 5000 m
Fungsi = Memisahkan minyak dari bahan lain bukan minyak
d. Sludge Tank
Kapasitas = 24 m3
Jumlah = 1 unit
Fungsi = Mempersiapkan cairan sisa agar lebih muda diproses
kembali pada decanter
e. Oil Tank
Kapasitas = 24 m3
Jumlah = 4 unit
Fungsi = Menampung minyak yang berasal dari continious tank
dan untuk mengurangi kadar air yang terkandung dalam
minyak
f. Sludge Drain Tank
Kapasitas = 15 m3
Panjang = 5000 m
Lebar = 2000 m
Tinggi = 1500 m
Fungsi = Menampung hasil pengutipan minyak dari sludge
separator
g. Hot Well Water Tank
Fungsi = Menampung kelebihan dari tangki air panas, air
kondensasi dan air pendingin turbin.
h. Sludge Oil Recovery Tank
Kapasitas = 150 m3
Jumlah = 2 unit
11. Kernel Recovery Station
a. Depericarper
Kapasitas = 35 ton TBS/jam
Jumlah = 1 unit
Power (P) = 4 Hp
Tegangan (V) = 220 V
Arus (I) = 0,02 A
Putaran = 1500 rpm
Frekwensi (F) = 50 Hz
Fungsi = Memisahkan biji atau nut dari sabut/fibre dan campuran
lain yang tergolong fraksi ringan
b. Cake Breaker Conveyor
Diameter = 7 00 mm
Power (P) = 100 Hp
Tegangan (V) = 220 V
Arus (I) = 0,57 A
Putaran = 60 rpm
Cos Ø = 0,8
Kapasitas = 35 ton TBS/jam
Jumlah = 1 unit
Fungsi = Memecahkan gumpalan-gumpalan ampas yang keluar
dari screw press dan juga untuk mengurangi kadar air
yang terdapat dalam ampas agar memiliki persyaratan
bagi bahan bakar boiler
c. Polishing Drum
Diameter = 1000 mm
Panjang = 7900 mm
Power (P) = 150 Hp
Tegangan (V) = 220 V
Arus (I) = 0,85 A
Putaran = 1500 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Memisahkan kernel dengan bahan lain yang bukan kernel
d. Fibre Cyclone
Diameter cyclone = 2500 mm
Tinggi = 2440 mm
Kapasitas = 35 ton/jam
Fungsi = Menampung serat-serat yang terangkat akibat tekanan
isap
e. Nut Conveyor
Diameter = 300 mm
Kapasitas = 5 ton biji/jam
Power (P) = 240 Hp
Tegangan (V) = 220 V
Arus (I) = 1,36 A
Putaran = 25 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Fungsi = Membawa kernel menuju transport pneumatic biji
f. Pneumatic Nut Transport
Kapasitas = 5 ton biji/jam
Power (P) = 240 Hp
Tegangan (V) = 220 V
Arus (I) = 1,36 A
Putaran = 25 rpm
Frekwensi (F) = 50 Hz
Cos Ø = 0,8
Jumlah = 1 unit
Fungsi = Membawa kernel menuju nut silo
Kapasitas = 30 m3
Jumlah = 2 unit
Fungsi = Tempat penampung nut sebelum dipecahkan
h. Ripple Mill
Type = E 450
Kapasitas = 6 ton nut/jam
Power (P)