Tugas Akhir
RANCANG BANGUN MESIN PENGADUK ( MIXER )
BAHAN OLAH DAGING BAKSO
Diajukan Sebagai Salah Satu Syarat Meraih Gelar Sarjana Strata Satu ( S1 ) pada Fakultas Teknologi Industri Jurusan Teknik Mesin
Universitas Mercu Buana
Disusun Oleh :
Nama : IWAN WAHYUDI
Nim : 01301 - 061
FAKULTAS TEKNOLOGI INDUSTRI
JURUSAN TEKNIK MESIN
UNIVERSITAS MERCU BUANA
JAKARTA
LEMBAR PERNYATAAN
PERNYATAAN
Saya yang bertandatangan dibawah ini:
Nama : Iwan Wahyudi
Nim : 01301 – 061
Jurusan : Teknik Mesin
Fakultas : Fakultas Teknologi Industri
Dengan ini menyatakan dengan sesungguhnya bahwa Tugas akhir ini adalah hasil karya saya sendiri dan bukan salinan atau duplikat dari karya orang lain, kecuali pada bagian yang telah disebutkan sumbernya dalam daftar refrensi.
Jakarta, November 2007
DAFTAR NOTASI
dp Diameter poros ( m )
Fc Faktor koreksi ( Nm )
H Daya yang diserap bantalan ( watt )
M Massa ( kg )
n Putaran ( rpm )
P Panjang ( cm )
p Tekanan bantalan ( N/m2)
Pr Daya yang ditansmisikan ( Watt )
S Moment statis ( m3)
Sfi & Sf2 Faktor keamanan
T Torsi ( Nm )
W Waktu ( dtk )
wb Beban bantalan ( kg )
σ Tegangan lentur ( N/mm2 )
σB Kekuatan tarik bahan ( N/mm2 )
τa Teganang geser yang diijinkan ( N/mm2 )
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat ALLAH SWT, karena berkat rahmat serta hidayahnya maka penulis dapat menyelesaikan Tugas akhir ini tepat pada waktunya.
Sesuai dengan kurikulum di Fakultas Teknologi Industri Universitas mercu Buana Jurusan Teknik Mesin, maka setiap mahasiswa diwajibkan untuk menyelesaikan Tugas Akhir yang merupakan salah satu syarat yang harus dipenuhi dalam menempuh ujian sarjana.
Tidak lupa penulis mengucapkan terima kasih kepada:
1. Bapak Ir. Yuriadi Kusuma, Msc Selaku Dekan Fakultas Teknologi Industri. 2. Bapak Ir. Rulli Nutranta M.Eng selaku Kepala Program Studi.
3. Bapak Dr. H. Abdul Hamid, M.Eng selaku Dosen Pembimbing yang telah banyak memberikan dorongan semangat dan bimbingannya.
4. Bapak Ir. Nanang Ruhyat, MT selaku Koordinator Tugas Akhir.
5. Kedua orang tua, kakak dan adik yang telah memberikan saya support baik moral maupun materil. Wabil Khusus Alm. Ayahanda ( H. Rokum ) yang telah memberikan kepercayaan untuk melanjutkan pendidikan yang lebih tinggi lagi.
6. Bapak Munadi Firmansyah serta Bapak Sumantri selaku Laboran Teknik Mesin yang selalu mensupport saya. THANKS BOS……
7. Ari Susanti Triwahyuni, “Makasih karena udah sabar mau nungguin aa” 8. Sepno Alamsyah selaku Asisten Lab Mesin, Thanks Beno.. Udah mau
mondar mandir buat GW.
9. Keluarga Besar MESIN ’01. Budi Listiyono, Hendi, Samtari, Donal, Dwi Fajar, Iman, Nurhadi, Rizki, Agi, Budi ( Komeng ), Budi ( Mild ), Jerry, Jarot, Furqon, Sarif, Takur.
10. Keluarga besar Mesin ’00. Intel, Ega, Hendra, Nando.
11. Keluarga Besar Elektro, khususnya angkatan 2001, Irvan, Apendi. Yasef. 12. Keluarga Besar Merpati Putih Universitas Mercu Buana.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas akhir ini. Oleh karena itu, penulis menerima kritik dan saran yang bersifat membangun demi penyempurnaan Tugas Akhir ini. Akhir kata, semoga Tugas Akhir ini dapat bermanfaat bagi pihak – pihak yang membutuhkan
DAFTAR ISI halaman LEMBAR PENGESAHAN LEMBAR PERNYATAAN DAFTAR NOTASI KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL ABSTRAK BAB I PENDAHULUAN 1.1. Latar Belakang ... 1.2. Maksud dan Tujuan ... 1.3. Batasan Masalah ... 1.4. Teknik Pengumpulan Data ... 1.5. Sistematika Penulisan ...
BAB II TEORI DASAR
2.1. Bakso ... 2.2. Metode Rancangan ... 1 2 2 3 3 5 8
BAB III PERANCANGAN BAHAN OLAH DAGING BAKSO
3.1. Perencanaan Pulli ... 3.2. Perencanaan Sabuk ... 3.3. Perencanaan Roda Gigi ... 3.4. Menentukan Gaya Poros Ulir ... 3.5. Perhitungan Bantalan Gelinding ... BAB IV PERHITUNGAN MESIN PENGADUK BAHAN
OLAH DAGING BAKSO
4.1. Perhitungan Pulli ... 4.2. Perhitungan Sabuk ... 4.3. Perencanaan Roda Gigi ... 4.4. Menentukan Gaya Poros Ulir ... 4.5. Perhitungan Bantalan Gelinding ... 4.6. Perhitungan tegangan pada batang rangka ... BAB V KESIMPULAN 5.1. Kesimpulan ... 5.2. Saran ... DAFTAR PUSTAKA LAMPIRAN 28 29 31 33 39 43 47 48 50 59 62 66 67
DAFTAR GAMBAR
halaman Gambar 2.1 Bantalan Luncur ...
Gambar 2.2 Penampang Sabuk V ... Gambar 3.1 Mesin Pengaduk Bahan Olah Daging Bakso ... Gambar 3.2 Poros Utama ...
17 24 31 34
DAFTAR TABEL
halaman
Tabel 2.1 Nilai Garis Tengah Nominal Rangkaian R 20 (dinormalisasikan)... Tabel 2.2 Ukuran Sabuk V (normalisasi DIN) ... Tabel 3.1 Tabel Nomor Nominal Sabuk ... Tabel 3.2 Faktor Koreksi ... Tabel 4.1 Tabel Nomor Nominal Sabuk ... Tabel 4.2 Faktor Koreksi ...
22 25 37 40 56 60
ABSTRAK
Bakso adalah makanan yang sangat banyak di gemari oleh masyarakat namun dalam pembuatannya bakso masih menggunakan tenaga manusia, padahal jika kita dapat membuat sebuah mesin pengaduk bahan olah daging bakso maka akan semakin banyak bakso yang di hasilkan oleh pedagang dan sangat membanatu para pedagang untuk menghasilkan pengerjaan pembuatan bakso yang lebih efiesien dan hasil yang lebih maksimal.
Dalam perancangan mesin pengaduk ( mixer ) bahan olah daging bakso mengahasilkan : diameter roda gigi penggerak 25 mm dan diameter roda gigi yang di gerakan 250 mm.Perbandingan roda gigi pada poros penggerak dengan roda gigi yang di gerakan adalah 1 : 5, Diameter poros utama sebesar 19 mm dengan beban 98 N dapat menyalurkan daya sebesar 284 watt.Daya motor sebesar 322 watt dengan putaran mesin 1400 rpm direduksi menjadi 140 rpm dengan menggunakan pully besar sebesar 210 mm dengan diameter pully kecil sebesar 45 mm.Sabuk V yang digunakan adalah sabuk dengan type sabuk V – A No 56, dengan L = 1443 mm dengan jumlah 1 buah dapat menghubungkan daya sebesar 284 watt.
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Pada saat ini banyak makanan siap saji yang digemari oleh masyarakat, selain cepat dan menghemat waktu dalam pencarian makanan tersebut, bakso adalah makanan yang termasuk dalam salah satu makanan yang di gemari.
Pada keadaan krisis seperti ini, jenis industri kecil yang paling memungkinkan masih dapat berjalan dan bertahan untuk terus berproduksi, karena dengan bentuk industri ini orang masih dapat terus memperoleh pendukungan berdirinya suatu industri. Misalnya faktor financial, faktor alat atau mesin untuk berproduksi dan lain-lain.
Untuk membuat bakso salah satu bahan yang digunakan adalah daging yang di giling atau dan kemudian di aduk, agar hasil yang di dapat bisa lebih banyak.
Sehingga saya sebagai Mahasiswa terpanggil untuk dapat membuat mesin pengaduk ( mixer ) bahan olah daging bakso.
1.2 Maksud dan Tujuan
Maksud dan tujuan dari perancangan alat ini adalah merancang suatu alat dengan hasil yang dapat menunjang kebutuhan bahan olah daging bakso yang dapat mencukulikebutuhan pasar dandapat di gunakan sebagai home industri sehingga dapat meningkatkan taraf hidup masyarakat.
1.3 Batasan Masalah
Dalam penyusunan tugas akhir ini, penulis hanya akan membahas tentang perancangan motor, puli, V- belt, poros, roda gigi spesifikasi motor listrik yang digunakan, data-data yang diperoleh dari hasil perhitungan dan pengujian dari analisa hasil pengujian tersebut serta struktur konstruksi dari mesin bahan olah daging bakso dilapangan.
1.4 Teknik Pengumpulan Data
Teknik yang dilakukan dalam pengumpulan data perancangan alat bahan olah daging bakso ini adalah:
a. Metoda observasi, yaitu metoda yang dilakukan dengan cara terjun langsung ke lapangan untuk mendapatkan data-data yang dibutuhkan untuk perancangan alat bahan olah daging bakso ini.
b. Study literature, yaitu membaca buku-buku referensi yang berhubungan dengan apa yang sedang dirancang.
1.5 Sistematika Penulisan
Penyusunan bab - bab dalam tugas akhir ini dimaksudkan untuk memudahkan dalam pembahasan. Adapun sistematika penulisan dalam laporan tugas akhir ini adalah sebagai berikut :
LEMBAR PENGESAHAN KATA PENGANTAR DAFTAR SIMBOL DAFTAR ISI
BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang masalah, tujuan, batasan masalah, metoda penelitian, sistematika penulisan.
BAB II TEORI DASAR
Pada bab ini dikumpulkan bahan-bahan referensi dan ilmu-ilmu terapan yang dapat digunakan untuk menunjang dalam perancangan mesin ini. BAB III PERANCANGAN BAHAN OLAH DAGING BAKSO
Bab ini berisikan tentang asumsi-asumsi awal yang digunakan dalam perancangan alat ini, yang hasilnya berupa karakteristik sampai pada akhirnya ditemukan kombinasi prinsip solusi yang terbaik
BAB IV PERHITUNGAN MESIN BAHAN OLAH DAGING BAKSO
Bab ini berisikan tentang analisa perhitungan dari data-data perancangan yang telah dilakukan pada bab sebelumnya serta kecendrungan yang terjadi dalam proses pengadukan.
BAB V KESIMPULAN DAN SARAN
Pada bab terakhir ini akan disimpulkan hasil dari kerja dan rancangan yang telah dibuat sebelumnya.
DAFTAR PUSTAKA LAMPIRAN
BAB II TEORI DASAR
2.1 Bakso
Bakso adalah makanan yang sangat banyak di gemari oleh masyarakat namun dalam pembuatannya bakso masih menggunakan tenaga manusia, padahal jika kita dapat membuat sebuah mesin pengaduk bahan olah daging bakso maka akan semakin banyak bakso yang di hasilkan oleh pedagang dan sangat membanatu para pedagang untuk menghasilkan pengerjaan pembuatan bakso yang lebih efiesien dan hasil yang lebih maksimal.
Karena Pada saat ini negara kita masih di landa krisis ekonomi yang berkepanjangan, karena itu perlu dilakukan berbagai upaya dalam mencari
bentuk penerapan teknologi yang dibutuhkan untuk percepatan pemulihan ekonomi. Peranan teknologi untuk membantu pemulihan ekonomi menjadi sangat penting. Salah satu bentuk teknologi strategis adalah teknologi yang dapat mendukung pengembangan unit-unit industri skala kecil dan menengah (UKM) berbasis sumber daya alam (SDA) setempat yang tersedia diberbagai pelosok tanah air. Strategi semacam ini untuk mendorong upaya kemandirian dalam rekayasa dan rancang bangun untuk menciptakan teknologi tepat guna yang dibutuhkan untuk pengembangan UKM berbasis SDA tersebut, sehingga benar-benar dapat membantu mempercepat pemulihan ekonomi sekaligus menghasilkan pembangunan yang lebih merata diseluruh tanah air.
Teknologi Tepat Guna (TTG) adalah teknologi yang sesuai dengan kebutuhan masyarakat bersifat dinamis, sesuai dengan kemampuan dan dapat dimanfaatkan oleh masyarakat dalam meningkatkan nilai tambah. Sesuai dengan hal tersebut produksi makanan yang sangat besar , dengan beragam produk antara lain sosis, abon, bakso dan lainnya.Pada produksi makanan banyak terdapat berbagai permasalahan, sebagai contoh cara pengaduk bahan olah daging bakso sampai pembuatan bentuk bakso yang terlalu makan banyak waktu dan tenaga sehingga sanngat menurunkan kapasitas produksi makanan tersebut. Untuk mengatasi hal tersebut sangat diperlukan suatu peralatan yang berteknologi tepat guna sesuai dengan kebutuhan.
Sebagai contoh bahan-bahan mentah bakso yang dapat di campur dan di aduk sehingga menjadi satu bahkan menjadikan suatu bulatan bakso. Teknologi Tepat Guna adalah teknologi yang sesuai dengan kebutuhan masyarakat, bersifat dinamis, sesuai dengan kemampuannya, tidak merusak lingkungan dan dapat dimanfaatkan oleh masyarakat dalam meningkatkan nilai tambah.
Sebagai contoh bahan-bahan mentah bakso yang dapat di campur dan di aduk sehingga menjadi satu bahkan menjadikan suatu bulatan bakso. Teknologi Tepat Guna adalah teknologi yang sesuai dengan kebutuhan masyarakat, bersifat dinamis, sesuai dengan kemampuannya, tidak merusak lingkungan dan dapat dimanfaatkan oleh masyarakat dalam meningkatkan nilai tambah.
Pengembangan teknologi tepat guna berpijak pada kepentingan missal masyarakatTujuan dari pembuatan alat tersebut adalah untuk meningkatkan produktifitas produsen makanan sehingga waktu pengerjaan dapat dipercepat dengan hasil yang optimal. Dengan demikian proses pengerjaan yang biasanya menggunakan manual yang hasilnya kurang produktif dan optimal maka perlu meningkatkan produktifitas dari pengerjaan. Sehingga diperlukan suatu rancangan alat yang mampu berdaya guna dan berteknologi tepat guna maka produsen makanan merasakan keuntungan dari hasil produksinya dan lebih efisien serta ekonomis.
Meskipun pembuatan alat sederhana sudah dapat diselesaikan dapat digunakan untuk memproses bahan olah daging bakso dengan hasil yang baik, model alat sederhana ini masih perlu dikembangkan lagi sehingga dapat menghasilkan suatu proses produksi yang lebih baik dan diharapkan biaya pembuatan dapat ditekan seminimal mungkin.
Pada tugas akhir ini penyusun mencoba merancang dan membangun alat pengaduk (mixer) bahan olah daging bakso dan akan dibahas melalui tahapan-tahapan kerja sebagai berikut :
2.2 Metode Rancangan
Metode rancangan teknik secara sistematis merupakan suatu metode rancangan yang bertujuan untuk membantu dan mempermudah suatu proses penciptaan dan pembentukan suatu desain konstruksi. Pada dasarnya rancangan teknik merupakan usaha untuk dapat memenuhi persyaratan-persyaratan yang diperlukan dalam pembuatan alat tersebut sehingga memungkinkan untuk memperoleh hasil atau produk yang terbaik sesuai dengan keinginan. Keinginan untuk memperoleh hal tersebut perlu didasari oleh latar belakang ilmu pengetahuan yang memadai serta wawasan yang luas mengenai aspek yang berkembang di dalam masyarakat. Ilmu pengetahuan yang dimiliki perancang diusahakan untuk memperoleh titik temu dengan aspek-aspek lainnya seperti ekonomi, sosial-politik dan lain-lain.
Rancangan teknik merupakan suatu pekerjaan kreatif yang berdasarkan pada berbagai disiplin ilmu seperti matematika, mekanika, thermodinamika, kinematika dan lain-lain. Serta juga diperlukan pengetahuan dan pengalaman.
Dalam rancangan diperlukan metode rancangan untuk memecahkan masalah yang dilakukan tahap demi tahap secara analisis dan sintetis.
Analisis adalah penguraian suatu system yang rumit atau kompleks, menjadi elemen-elemennya dan kemudian mempelajari karakteristik masing-masing elemen tersebut beserta kolerasinya.
Sedangkan sintetis adalah menggabungkan kembali elemen-elemen yang telah diketahui karakteristiknya untuk kemudian diciptakan suatu system baru. Pada metode rancangan, suatu tahap yang merupakan kelanjutan dari tahap sebelumnya dan menjadi bahan acuan tahap berikutnya. Pada kenyataannya suatu tahap merupakan proses yang kompleks, biasanya untuk memecahkan dibutuhkan iterasi. Iterasi adalh suatu proses dimana suatu solusi dicapai secara tahap demi tahap. Dan pada iterasi dimungkinkan seorang perancang untuk kembali pada tahap sebelumnya untuk melakukan pengulangan.
Untuk menghasilkan suatu konstruksi yang baik, perlu melibatkan salah satu unsur atau beberapa kegiatan yaitu rekayasa penelitian dan rancangan seperti :
a. Rekayasa
Adalah penerapan ilmu dan matematika untuk memanfaatkan benda dan energi dalam ala mini sehingga berguna bagi manusia dalam kegiatan pembuatan pembangunan, permesinan produk system dan proses.
b. Penelitian
Adalah kegiatan penyelidikan pengujian / percobaan yang ditunjukan untuk hal-hal berikut :
Penemuan dan pemahaman fakta
Perbaikan berdasarkan fakta atas teori / hokum tyang telah ada.
Penerapan praktis suatui teori baru / yang telah diperbaiki. c. Metode Penelitian
Metode penelitian yang digunakan dijelaskan dalam bentuk diagram alir.
d. Rancangan
Adalah bagian dari kegiatan rekayasa yang merupakan usaha secara intelektual untuk memnuhi tuntutan-tuntutan tertentu dengan cara sebaik mungkin.
2.2.1 Proses Rancangan
Dalam melakukan rancangan, maka prosedur yang berlaku yaitu prosedur yang bertahap. Dalam tahap-tahapan inilah yang dinamakan proses rancangan. Seperti telah dibahas sebelumnya bahwa proses ini bersifat iteratif yang memungkinkan perancang untuk kembali ke tahap sebelumnya.
Pada dasarnya rancangan bermula karena adanya suatu kebutuhan pada masyarakat (consumen goods) atau industri
(capital goods). Kebutuhan tersebut dianggap sebagai
ketidaksempurnaan mesin ataupun proses kerjanya, sehingga diperlukan mesin/ proses baru yang lebih sempurna. Kesempurnaan ini seiring dengan perubahan jaman.
Suatu produk baru dapat dikatakan sempurna pada jaman sekarang, tetapi belum tentu sempurna dimasa depan, begitu selanjutnya seiring dengan kemajuan teknologi. Kebutuhan inilah yang akhirnya mendorong siklus produk sekaligus kemajuan teknologi.
2.2.1.1 Logam Untuk mesin pengaduk (mixer) Bahan Olah Daging Bakso.
Dalam industri mesin, logam untuk mesin pengaduk bahan olah daging bakso mendapat perhatian khusus jenis logam yang dipakai sangat menentukan
mutu dan kualitasnya, terutama yang berhubungan dengan kestabilan dan elastisitasnya terhadap getaran dan juga ke sterilan pada bahan makanan yang akan diolah. Kekuatan kontruksi mesin juga dipengaruhi oleh logam bahannya. Logam yang digunakan dapat dibedakan atas beberapa kelompok yaitu :
1. Besi Kasar (besi tuang)
Merupakan besi perkakas tanpa campuran, yang teerdiri dari Besi (Fe) dan karbon (C) 1,7% sampai 4,5%, baik digunakan pada konstruksi kaki atau standar mesin.
2. Baja Untuk Bangunan dan Baja Konstruksi
Merupakan baja tanpa campuran, yang terdiri dari besi dan karbon maksimal (0,45% C). Digunakan pada besi profil, seng, pasak pasang, kawat, standar atau kaki mesin.
3. Baja Perkakas Tanpa Campuran
Baja yang terdiri 0,45% sampai 1,7% karbon dan besi. Bila dikeraskan, baja ini dapat digunakan sebagai bahan perkakas mesin sederhana. Tanpa pengerasan baja ini biasanya digunkan untuk perkakas tangan saja.
4. Baja Perkakas Lapis
Merupakan baja yang dibuat dari Fe dan logam campuran krom, kobalt, wolfram dan nikel. Digunakan untuk pembuatan perkakas tangan bermutu baikatau perkakas mesin yang berdaya guna tinggi.
5. Logam Keras
Logam yang terdiri dari wolfram dan zat arang karbon (C) ditambah kobalt sintetis, digunakan untuk bahan perkakas mesin.
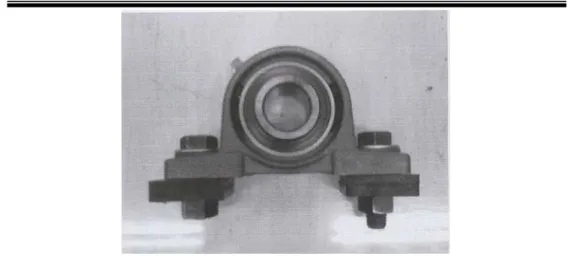
2.2.1.2 Bantalan Pada Poros Mesin
Bantalan adalah elemen yang menumpu poros beban, sehingga putaran atau gerakan bolak balik dapat berlangsung secara halus, aman dan panjang umurnya (life time). Bantalan harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainnya bekerja dengan baik. Jika bantalan tidak berfungsi dengan baik maka prestasi seluruh sistem akan menurun atau tidak dapat bekerja dengan semestinya. Jadi bantalan dalam permersinan dapat disamakan peranannya dengan potensi pada gedung.
a. Klasifikasi Bantalan
Bantalan dapat diklasifikasikan sebagai berikut : 1) Atas dasar gerakan bantalan terhadap poros
• Bantalan luncur
Pada bantalan ini terjadi gesekan luncur antara poros dan bantalan karena permukaan poros ditumpu oleh permukaan bantalan dengan perantaraan lapisan pelumas.
• Bantalan gelinding
Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar dengan bagian yang diam melalui elemen seperti peluru, rol atau rol jarum dan rol bulat.
b. Atas dasar arah beban terhadap poros 1) Bantalan radial
Arah beban yang ditumpu bantalan ini adalah tegak lurus sumbu poros.
2) Bantalan radial
Arah bantalan ini adalah sejajar dengan sumbu poros.
3) Bantalan gelinding khusus
Bantalan ini dapat menumpu beban yang arahnya sejajar dan tegak lurus sumbu poros. c. Perbandingan antara bantalan luncur dan bantalan
gelinding
Bantalan luncur mampu menahan poros perputaran tinggi dengan beban besar. Bantalan ini sederhana konstruksinya dan dapat dibuat serta dipasang dengan mudah. Karena gesekannya yang besar pada waktu mulai jalan, bantalan luncur memerlukan momen awal yang besar. Pelumasan pada bantalan ini tidak begitu sederhana. Panas yang timbul dari gesekan yang besar, terutama dari beban yang besar, memerlukan pendingin khusus. Sekalipun demikian, karena adanya lapisan pelumas, bantalan ini dapat meredam tumbukan dan getaran sehingga hamper tidak bersuara. Tingkat ketelitian yang diperlukan tidak setinggi bantalan gelinding sehingga lebih murah.
Bantalan gelinding umumnya lebih cocok untuk beban lebih kecil dari pada bantalan luncur, tergantung pada bentuk elemen grelindingnya. Putaran pada bantalan ini dibatasi oleh gaya
sentrifugal yang timbul pada elemen gelinding tersebut. Karena konstruksinya yang sukar dan ketelitiannya yang tinggi, maka bantalan gelindingnya hanya dapat dibuat oleh pabrik-pabrik tertentu saja. Adapun harganya pada umumnya lebih mahal dari bantalan luncur. Untuk menekan biaya pembuatan serta mmemudahkan pemakaian, bantalan gelinding diproduksikan menurut standar dalam ukuran dan bentuk. Keunggulan bantalan ini adalah pada gesekannya yang rendah. Pelumasannyapun sangat sederhan yaitu cukup dengan gemuk bahkan pada bantalan yang memakai seal sendiri tidak memerlukan pelumasan lagi. Meskipun ketelitiannya sangat tinggi, namun karena adanya elemen gelinding dan sangkar, pada putaran tinggi bantalan ini sedikit gaduh dibandingkan dengan bantalan luncur.
Pada waktu memilih bantalan, ciri masing-masing harus dipertimbangkan sesuai dengan pemakaiannya, lokasi dan macam beban yang akan dialami.
Gambar 2.1 Bantalan Luncur
d. Poros
Dalam hal ini dapat dibedakan :
1) Poros dukung, poros yang diperuntukkan mendukung elemen mesin yang berputar 2) Poros transmisi atau poros pemindah, poros
yang terutama dipergunakan untuk memindahkan momen puntir, dalam hal ini mendukung elemen mesin hanya suatu cara bukan tujuan.
e. Poros Dukung
Poros dukung dapat dibagi dalam poros tetap atau poros berhenti dan poros berputar.
Elemen mesin yang berputar, seperti cakra tali dan puli sabuk mesin, piringan kabel, roda jalan dipasang berputar terhadap poros dukung yang dipasang tetap npada poros dukung yang berputar.
Pada umumnya poros dukung tetap itu pada kedua atau salah satu ujungnya ditumpu dan sering sering ditahan terhadap perputaran. Pada waktu mengangkat muatan diblok bawah, pena itu dibebani lengkung dan putus geser. Tebal pena tergantung antara lain pada bsar momen lengkung maksimum, biasanya putus geser dapat diabaikan. f. Poros Transmisi
Poros ini berfungsi untuk memindahkan tenaga mekanik salah satu elemen mesin lainnya. Dalam hal ini elemen mesin menjadi terpuntir (terputar) dan dibengkokkan. Disamping itu bobot diri poros, bobot elemen mesin, seperti piringan sabuk dan piringan tali, bus rangkai dan tarikan sabuk serta tarikan tali.
Poros semata-mata dibebani puntir pada penampang yang tegak lurus pada sumbu panjang poros, karena itu jarang terdapat penampang ini disamping puntir, hampir selalu dibebani lengkung dan putus geser. Tetapi bagian bobot diri dan bobot elemen mesin dalam pelengkungan poros kebanyakan hanya sedikit sehingga dapat diabaikan, bahkan pada poros panjang.
Untuk memperkirakan garis tengah poros transmisi, biasanya yang diketahui hanya daya yang dipindahkan, dan perputaran saat perpindahan daya tersebut.
2.2.1.3 Sabuk V (V-Belt)
Sabuk V-belt dengan penampang bebentuk trapesium banyak digunakan, sabuk ini terutama dipakai agar dalam keadaan yang paling tidak menguntungkan (jarak sumbu kecil, perbandingan transmisi besar, atau keduanya), prategang kecil namun masih memberi penyelesaian.
Gesekan antara sabuk V dan puli, lebih besar dari pada gesekan antara sabuk rata dan puli, suatu kerugian adalah aus pada sisi samping sebab kecapatan sabuk sama dengan kecepatan puli hanya dapat dijumpai di satu tempat.
Berbagai hasil buatan pabrik terdapat dalam perdagangan, antara lain sabuk – blauri (dari flender) dan sabuk V textropi (dari Chalmers), yang karena kelembutannya yang besar memungkinkan jarak sumbu yang pendek. Biasanya jarak sumbu yang minimum ini kurang lebih sama dengan garis tengah puli besar, perbandingan transmisi (i) dapat sebesar (i = 10…15). Pada sisi luarnya sabuk tersidi dari karet lunak yang diperkuat dengan tenunan dari nilon atau dari polyester (tubuh sabuk penarik, gambar 2.6), pada sisi dalamnya untuk kepentingan kelembutannya hanya dari karet yang lebih keras (b), keseluruhannya itu diselubungi dengan tenunan yang dicelup dalam karet.
Juga terdapat sabuk V yang mempunyai kawat baja sebagai tubuh sabuk penarik. Transmisi serupa itu tidak begitu lebih banyak mengambil tempat dibandingkan dengan transmisi roda gigi, transmisi tadi masih
dan dapat meredam getaran. Karena sifat yang terakhir ini transmisi sangat baik untuk dipakai dalam mesin perkakas yang teliti. Sabuk V tidak boleh terkena minyak, tidak boleh dibiarkan terkena temperature lebih tinggi dari 60° celcius. Juga dijumpai sabuk V dalam perdagangan yang tahan terhadap minyak dan temperature yang lebih tinggi dan yang dapat melepaskan listrik statik sepanjang permukaannya. Yang belakangan ini perlu dalam hal sabuk berjalan dalam ruangan yang mana terdapat bahaya ledakan.
Dengan jenis sabuk rata yang modern dalam hal ii seiring dicapai hasil yang sama dengan puli lebih sempit dan yang lebih murah, Kerugian sabuk V ialah tidak pernah ada kepastian bahwa semua sabuk memindahkan gaya yang sama. Kalau satu sabuk meregang dari suatu bundle maka, sabuk lainnya terbebani terlampau kuat. Kalau diambil secara ketat, setelah salah satu sabuk rusak maka keseluruhannya harus diganti.
Sabuk V kebanyakan dijual dalam panjang normal tanpa sambungan dengan puli yang sesuai. Dalam hal ini, puli ini harus dipasang pada ujung poros sebelah blik luar bantalan yang menumpuk, apabila puli ditempatkan antara blok bantalan, maka harus dipegunakan sabuk
dengan penahan sabuk, akan tetapi penahan sabuk ini mempengaruhi umur dan berjalan tenangnya sabuk secara tidak baik.
Untuk memungkinkan sabuk tanpa sambungan dapat dipasang sekeliling puli, salah satu poros harus dapat digeser cukup jauh, misalnya karena motor listrik terletak pada eretan. Apabila hal ini tidak dapat dilaksanakan maka harus dipasang puli pemegang dengan alur, lebih baik pada sisi dalam, sangat dekat dengan puli yang lebih besar. Puli penegang ini harus mempunyai garis tengah yang sedikitnya sama besarnya dengan puli kecil. Apabila disebabkan kekurangan tempat hal ini dapat dilakukan, maka yang dewasa ini dibuat Perserikatan Produsen Karet, sesuai dengan ISO, memberikan untuk b = db – d :
Tabel 2.1 Nilai Garis Tengah Nominal Rangkaian R 20 (dinormalisasikan)
Seri Z A B C S D E
Jadi garis netral letaknya lebih banyak keluar. Dianjurkan untuk memilih nilai untuk garis tengah nominal dari rangkaian R 20 yang di normalisasikan, yaitu 50 – 56 – 63 – 71 – 80 – 90 – 100 – 112 – 125 – 140 – 160 – 180 – 200 – 224 – 250 – 280 – 315 – 400 – 450 – 500 dan sebagainya (dalam mm)
Pada transmisi yang lebih besar dari i = 3, dan suatu jarak sumbu yang sama dengan atau yang sedikit lebih kecil dari puli besar, kadang-kadang tidak perlu untuk alur dalam puli besar.
Pada puli secara berjajar dipasang sekian banyak senar sebagiamana diperlukan untuk memindahkan daya yang dibutuhkan.
Harus benar-benar diperhatika bahwa sabuk V dari satu bundel semuanya praktis sama panjangnya. Ketika dibuat dalam pabrik hal ini tidak mungkin dicapai dengan tepat. Karena itu panjang yang sebenarnya ditunjukkan denga lingkaran kode pada sabuk. Penyimpangan yang dalam pada suatu keadaan tertentu diperbolehkan, ditunjukkan oleh pengusaha pabrik. Pada umumnya penyimpangan itu mengenai tidak lebih dari satu atau dua nomor kode.
Kecepatan keliling biasnya terletak antara 2 m/detik dan 25 m/detik, jadi dalam maksimumnya lebih rendah daripada sabuk rata, Perbedaan ini disebabkan oleh massa yang dalam perbandingan lebih besar tiap satuan panjang sabuk V (massa-jenis kulit kurang lebih 0,9 Kg/dm3).
Dianjurkan agar banyak pelengkungan yang dialami oleh senar, tidak dibuat berjumlah lebih dari 40/detik. Kalau (Lm = panjang rata-rata senar) dan (v = kecepatan senar), maka lebih baik banyaknya pelengkungan :
W = 2v/Lm < 40/detik atau = 2400/menit.
Gambar 2.2 Penampang Sabuk V
Dapat dipergunakan puli penegang pada sisi luar, seekat mungkin dengan puli kecil. Dengan menggunakan puli penegang ini, sabuk memperoleh prategang yang
diperlukan setelah dipasang disekeliling puli. Setelah itu puli dikencangkan.
Sabuk V dan puli di normalisasikan NEN 1727. Sementara itu diusahakan untuk menjelmakan suatu normalisasi internasional dalm bidang ini dalam hubungan ISO. Disamping itu di negeri Belanda dijumpai banyak sabuk V menurut norma DIN. Dengan demikian di negeri Belanda sering terdapat sabuk V dengan ukuran yang menyimpang dari noram negeri Belanda.
Perserikatan pabrik karet (Verenigde Rubberfabrieken) negeri Belanda menghasilkan :
Tabel 2.2 Ukuran Sabuk V (normalisasi DIN)
Seri Ukuran Dalam mm
Z 10 X 6 A 13 X 9 B 17 X 11 C 22 X 14 D 32 X 19 E 38 X 25
Dan selain itu seri S, 25 x 16 mm, menurut DIN.
Dalam hal ini ukuran yang disebutkan pertama menunjukkan sisi sejajar terpanjang untuk penampang trapezium, ukuran kedua ialah kabel sabuk. Sisi samping sabuk membuat sudut 38º satu sama lain.
Sabuk V harus sesuai dengan cermat dalam alur puli, sehingga sisi luar sabuk menjadi rata dengan sisi luar puli.
Juga harus diperhatikan bahwa pada puli kecil sudut α sebagai akibat pelengkungan sabuk menjadi lebih kecil (α = 34…38º menurut garis tengah).
Puli tersebut menurut garis tengah nominal (d), untuk keperluan ini semula diambil garis luar db1 dikurangi dengan table sabuk. Dalam hal ini garis netral sabuk akan terletak ditengah-tengah penampang. Tetapi pendapat ini tidak benar lagi untuk sabuk.
2.2.1.4 Hubungan Elemen
Bagaimana elemen struktur saling berhubungan sring kali merupakan masalah desain yang sangat kritis, dan hal ini dapat mempengaruhi penentuan system structural dasarnya, khususnya pola serta materialnya.
elemen structural yang sangat bergantung pada geometrid an sifat fisik elemen-elemen yang akan digabungkannya.
Tinjaulah elemen-elemen struktur kaku linear sederhan yang tergabung !. Jelas bahwa titik hubung yang lazim digunakan untuk ini adalah bersifat menumpang tindih elemen-elemen, merubah bentuk dan menguncinya.
Titik hubung banyak yang menggunakan elemen ketiga sebagai penghubung. Baut, paku keeling dan las adalh contoh elemen ketiga dari yang di maksud. Alat penghubung berupa elemen ketiga dari penghubung juga memerlukan potongan kecil lain sebagai tambahan (misalnya alat penutup). Fungsi utama elemen-elemen penghubung tersebut membantu dalam meneruskan gaya-gaya yang ada dititik hubung dari satu elemen struktur ke elemen struktur lainnya.
Baut yang menghubungkan dari satu elemen ke elemen lainnya sehingga timbul gaya geser pada baut tersebut. Sebagaimana akan dibahas berikut ini, tidak semua titik hubung dalam menjelaskan fungsinya memerlukan elemen ketiga. Apabila digunakan alat-alat hubung maupun.
BAB III
PERANCANGAN BAHAN OLAH DAGING BAKSO
3.1. Perencanaan Pulli
Perhitungan pulli dilakukan dengan maksud untuk mengetahui diameter lingkaran jarak bagi dan diameter pulli, serta rasio perbandingan kecepatan antara pulli yang ada berdasarkan pada ukuran puli tersebut. Untuk jelasnya perhitungan pulli untuk mesin pengaduk bakso seperti dibawah ini :
Diketahui :
Diameter pulli kecil : D1 = 45 mm Kecepatan putar motor : n1 = 1400 rpm Percepatan gravitasi : g = 9,81 m/s2 Diameter pulli besar : D2 = 210 mm
Berdasarkan data diatas maka dapat dihitung parameter - parameter lainnya yang merupakan hal penting dalam perhitungan ini :
• Perhitungan kecepatan pulli besar
2 1 1 2 . D n D n =
• Kecepatan linier sabuk v
60 . .D2 n2 v=π
Berdasarkan data diatas maka dapat di buat grafik pulli besar dan pulli kecil yang dapat di gunakan dalam acuan dalam pemilihan diameter pulli besar dan pulli kecil :
3.2. Perencanaan Sabuk
Sabuk sebagai media transmisi harus mempunyai kriteria di antaranya jenis sabuk, panjang sabuk.dengan demikian dapat di ketahui peranan sabuk ini dalam penstrnsmisian
Kecepatan cukup penting sehingga sabuk harus benar – benar sesuai dengan mesin ini.adapun yang di rancang dengan beban sebesar 10 Kg ( 98 N ) adalah sebagai berikut :
Motor penggerak yang digunakan adalah motor listrik, dengan spesifikasi sebagai berikut :
1. Daya Motor : P ( Watt ) 2. Putaran Motor : n( Rpm ) 3. Torsi Motor : T ( N.m ) 4. Efisiensi Kerja Mesin
PE = Q.V PM = p bη η η . . P s E PM Ps Pb Pp ηS ηb ηp PE : Daya Efektif ( W ) Q : Kapasitas ( N ) V : Kecepatan Translasi ( m/s ) Belt Puli Motor
Gambar 3.1 Mesin Pengaduk Bahan Olah Daging Bakso
3.3. Perencanaan Roda Gigi
Pada perencanaan mesin pengaduk ini di gunakan dua buah roda gigi yang saling berputar satu sama lain. roda gigi 1 berfungsi sebagai penggerak , roda gigi 2 yang di gerakan ( yang mendapat distribusi daya dari putaran poros dan dua buah roda pulli ).
Dari pengukuran di lapangan dapat di ketahui beberapa parameter yang dapat di gunakan untuk perhitungan roda gigi.
Hasil pengukuran atau pengamatan di lapangan, antara lain : Putaran poros penggerak n1 = 1400 rpm
Putaran pulli yang di gerakan ( roda gigi 2 ) yang di rencanakan n2= 140 rpm
Diameter roda gigi 1 ( roda gigi penggerak ) d = 25 mm 1
Jumlah gigi pada roda gigi 1 z1= 5
Dengan data – data yang di dapat dari pengukuran dilapangan maka dapat di lakukan perhitungan terhadap roda gigi.
Jumlah gigi yang di rencanakan untuk roda gigi besar ( roda gigi yang di gerakan ) untuk menggerakan poros pengaduk yang terdapat di dalam tabung pengaduk :
2 1 1 2 z z n n =
Dalam perencanaannya jumlah gigi pada roda gigi besar ( z2) adalah 50 gigi. Modul gigi, m M = 1 1 z d
Diameter roda gigi yang direncanakan, d2 d2 = z2 x m Perbandingan putaran, U U = 1 2 n n = 2 1 d d = 2 1 . . z m z m = 2 1 z z
Perbandingan roda gigi pada poros penggerak dengan roda gigi yang digerakkan, i :
Perbandingan putaran dengan perbandingan roda gigi di dapatkan U < I dan i > I : sehingga dapat dikatakan bahwa roda gigi tersebut digunakan untuk reduksi ( U < I dan i > I ).
3.4. Menentukan Gaya Poros Ulir
Gaya yang bekerja pada poros ulir diantaranya gaya normal, dimana gaya ini tegak lurus dengan ulir dan berpengaruh pada gaya penekanan. Disamping terjadi gaya normal juga terjadi gaya geser antara poros ulir dengan mesin pengaduk bahan olah daging bakso.
3.4.1. Gaya Normal
Gaya ini dipengaruhi oleh gaya berat bahan olah daging bakso, berdasarkan pengamatan dilapangan, poros ulir ini mampu menekan bahan olah daging bakso Q = 98 N sehingga gaya normal dapat dihitung. Rp = β sin Q Dimana :
Q = Gaya poros yang digunakan untuk menekan bahan olah daging bakso.
= 98 N
β = Sudut ulir dari poros = 15,380
Maka :
Rp = β sin
Q
Gambar 3.2 Poros Utama
3.4.2. Gaya menekan ulir
Gaya ini merupakan gaya dari ulir untuk melakukan proses penekanan dan pengadukan bahan olah daging bakso, sehingga bahan olah daging tersebut tercampur rata dan terdorong keluar sampai membentuk bulatan dan jatuh pada tempat penyimpanan yang tersedia.
F = Rp . cos β
Gaya Geser Bahan Olah Daging Bakso dengan poros ulir tekan :
Fs = µ.Rp
Dimana :
µ= Koefisien Gesek
Koefisien gesek pada bahan olah daging bakso dengan poros ulir tekan diasumsikan dengan stenliess dalam keadaan awal ( starting ). Dari table koefisien gesek rata-rata dari bahan ( Khurmi, 1982 : diperoleh (µ) = 0,08 )
Maka :
Fs = µ. Rp
Sehingga gaya yang bekerja pada poros ulir tekan adalah : Fx = F + Fs
Dimana :
Fx = Gaya yang bekerja pada poros ulir tekan ( N ) F = Gaya yang digunakan Untuk menekan ( N ) Fs = Gaya gesek bahan olah daging bakso dengan
Maka :
Fx = F + Fs
• Torsi pada pulli kecil
1 1 5 1 9,74.10 n P T =
• Torsi pada pulli besar
2 2 5 2 9,74.10 n P T =
• Perhitungan diameter poros, ds :
Karena terjadinya kejutan maka diambil faktor koreksi (kt) = 2 dan berdasarkan adanya beban lenturan maka diambil faktor beban lentur (Cb) = 2 berdasarkan hal-hal tersebut maka dihitung:
1. diameter poros listrik, ds1 :
ds1 = 3 1 1 . . . 1 , 5 ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ T Cb kt a τ
2. Diameter poros besar, ds2:
ds1 = 3 1 1 . . . 1 , 5 ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ T Cb kt a τ
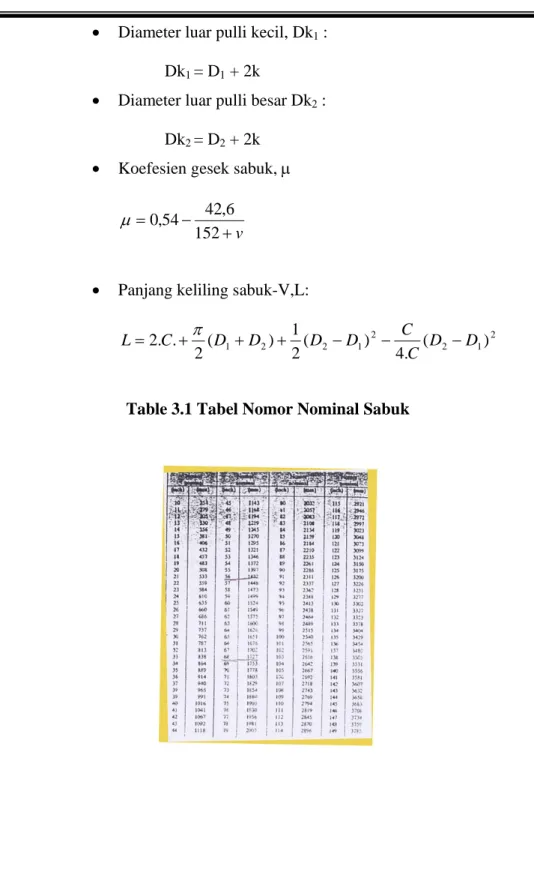
• Diameter luar pulli kecil, Dk1 : Dk1 = D1 + 2k
• Diameter luar pulli besar Dk2 : Dk2 = D2 + 2k
• Koefesien gesek sabuk, µ
v + − = 152 6 , 42 54 , 0 µ
• Panjang keliling sabuk-V,L:
2 1 2 2 1 2 2 1 ( ) . 4 ) ( 2 1 ) ( 2 . . 2 D D C C D D D D C L= +π + + − − −
• Jarak sumbu poros untuk ke dua pulli, C : b = 2.L - 3,14(D2 + D1) 8 ) ( 8 2 1 2 2 D D b b C= + − −
• Sudut kontak sabuk dan pulli,θ
C dp Dp o 57.( ) 180 − − = θ
• Berdasarkan table koreksi didapatkan kθ kθ = 0,94.2,717
= 2,55
• Gaya pada bagian yang kendor dan tegangan pada sabuk,F1 dan F2 2,3.log µθ ecα F F cos 2 1 = T = (F1-F2).r
T = Torsi pada poros = 2,45 Nm
• Gaya tangensial efektif yang bekerja sepanjang lingkaran jarak bagi alur puli, Fe
Fe = F1-F2
• Besarnya daya yang dapat ditransmisikan oleh sabuk, Po Po = Fe. v
• Jumlah sabuk yang diperlukan
N = θ k P P o d .
3.5. Perhitungan Bantalan Gelinding
Berdasarkan pada data - data di bawah ini, maka kita dapat melakukan perhitungan terhadap bantalan yang digunakan pada mesin ini. Adapun data - data yang diperlukan dalam perhitungan bantalan adalah sebagai berikut :
o Jumlah bantalan, n = 2
o Diameter poros utama, ds = 25 mm o Putaran poros n = 200 rpm o Beban bantalan, F = 10kg
o Diamter bola bantalan, Da = 5 mm o Jumlah bola pada bantalan, Z = 9 buah o Jumlah baris pada bantalan, i = 1 o Sudut kontak nominal, α = 25o
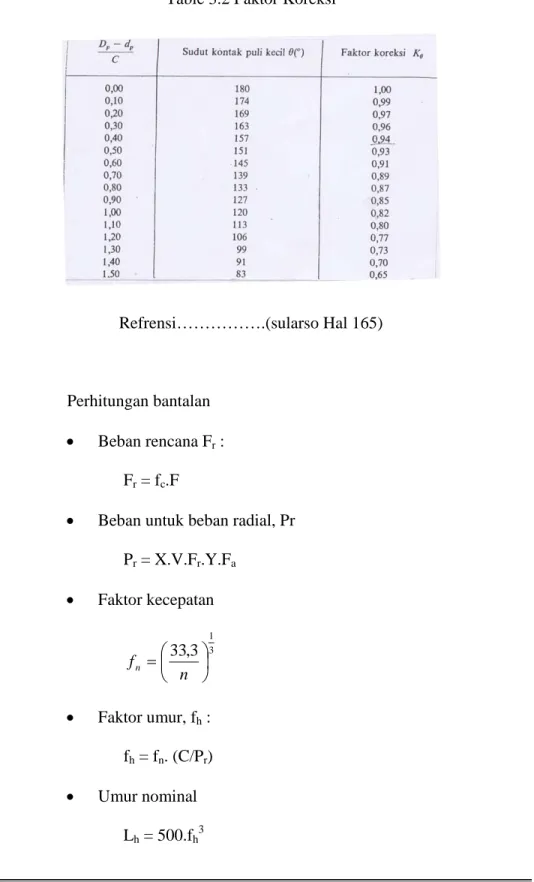
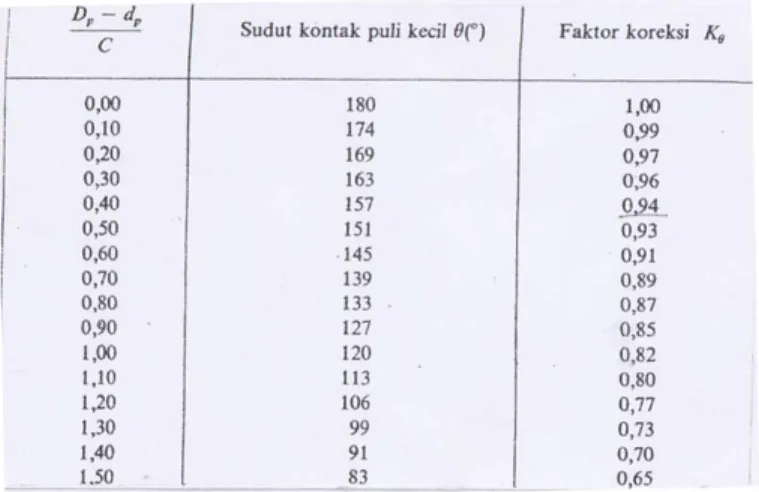
Untuk menentukan faktor koreksi yang ditransmisikan, dapat dilihat pada tabel 3.2 dibawah ini :
Table 3.2 Faktor Koreksi
Refrensi……….(sularso Hal 165)
Perhitungan bantalan • Beban rencana Fr : Fr = fc.F
• Beban untuk beban radial, Pr Pr = X.V.Fr.Y.Fa • Faktor kecepatan 3 1 3 , 33 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ = n fn • Faktor umur, fh : fh = fn. (C/Pr) • Umur nominal L = 500.f 3
Perhitungan tegangan pada batang rangka
Karena penulis tidak memfokuskan pada pembahasan mengenai rangka secara terperinci, maka perhitungan hanya dilakukan pada salah satu bagian rangka saja dengan beramsumsi :
• Beban terbagi rata dan profil rangka berbentuk siku • Semua gaya yang bekerja dianggap vertikal
Bahan rangka yang digunakan dalam hal tarikan dan tekanan :
3 y F 40 w (N) x L Fa = F/2 Fb = F/2
Diketahui dimensi siku 40 x 40 x 3 (mm), serta beban yang dipikul 37,6 kg. dari data diatas dapat dilakukan perhitungan .
1. Beban yang dipikul oleh rangka
F = m x g
2. Gaya geser tegak maksimum Q (N)
Q =
2
3. Pada titik geser nol momen lentur maksimum adalah : M
M =
12 .L
F
4. Momen Inersia terhadap sumbu netral ( I ) lebar siku, b tinggi, h
5. Tegangan Lentur (σ1)
Dimana jarak sumbu netral keelemen yang terjauh Y = 1,112.10-2 σ1 = I Y M . 6. Moment Statis (S) S =
∑
Y1A17. Tegangan geser maksimum yang terjadi pada sumbu netral
(
τmaks)
BAB IV
PERHITUNGAN MESIN PENGADUK BAHAN OLAH DAGING BAKSO
4.1. Perhitungan Pulli
Perhitungan pulli dilakukan dengan maksud untuk mengetahui diameter lingkaran jarak bagi dan diameter pulli, serta rasio perbandingan kecepatan antara pulli yang ada berdasarkan pada ukuran puli tersebut. Untuk jelasnya perhitungan pulli untuk mesin pengaduk bakso seperti dibawah ini :
Diketahui :
Diameter pulli kecil : D1 = 45 mm Kecepatan putar motor : n1 = 1400 rpm Percepatan gravitasi : g = 9,81 m/s2 Diameter pulli besar : D2 = 210 mm
Berdasarkan data diatas maka dapat dihitung parameter - parameter lainnya yang merupakan hal penting dalam perhitungan ini :
• Perhitungan kecepatan pulli besar
2 1 1 2 . D n D n = 4 , 0 1400 . 045 , 0 2 = n rpm n2 =140
• Kecepatan linier sabuk v
60 . .D2 n2 v=π 60 140 . 4 , 0 . 14 , 3 = v v = 2,9 m/s
Berdasarkan data diatas maka dapat di buat grafik pulli besar dan pulli kecil yang dapat di gunakan dalam acuan dalam pemilihan diameter pulli besar dan pulli kecil :
4.2. Perhitungan Sabuk
Sabuk sebagai media transmisi harus mempunyai kriteria di antaranya jenis sabuk, panjang sabuk.dengan demikian dapat di ketahui peranan sabuk ini dalam penstansmisian
Kecepatan cukup penting sehingga sabuk harus benar – benar sesuai dengan mesin ini.adapun yang di rancang dengan beban sebesar 10 Kg ( 98 N ) adalah sebagai berikut :
Motor penggerak yang digunakan adalah motor listrik, dengan spesifikasi sebagai berikut :
1. Daya Motor : P ( Watt )
2. Putaran Motor : n ( Rpm )
3. Torsi Motor : T ( N.m )
4. Efisiensi Kerja Mesin
PE = Q.V = 98.2,9 = 284 Watt PM = p bη η η . . P s E PM = 98 , 0 . 95 , 0 . 95 , 0 284 PM = 322 watt
PM Ps Pb Pp ηS ηb ηp PE : Daya Efektif ( W ) Q : Kapasitas ( N ) V : Kecepatan Translasi( m/s )
4.3. Perencanaan Roda Gigi
Pada perencanaan mesin pengaduk ini di gunakan dua buah roda gigi yang saling berputar satu sama lain. roda gigi 1 berfungsi sebagai penggerak , roda gigi 2 yang di gerakan ( yang mendapat distribusi daya dari putaran poros dan dua buah roda pulli ).
Dari pengukuran di lapangan dapat di ketahui beberapa parameter yang dapat di gunakan untuk perhitungan roda gigi.
Hasil pengukuran atau pengamatan di lapangan, antara lain : Putaran poros penggerak n1 = 1400 rpm
Putaran pulli yang di gerakan ( roda gigi 2 ) yang di rencanakan
2
n = 140 rpm
Diameter roda gigi 1 ( roda gigi penggerak ) d1= 25 mm Jumlah gigi pada roda gigi 1 z = 5
Belt Puli
Dengan data – data yang di dapat dari pengukuran dilapangan maka dapat di lakukan perhitungan terhadap roda gigi.
Jumlah gigi yang di rencanakan untuk roda gigi besar ( roda gigi yang di gerakan ) untuk menggerakan poros pengaduk yang terdapat di dalam tabung pengaduk :
2 1 1 2 z z n n = 2 1 1 2 z z n n = 2 5 1400 140 z = 140 z2 = 7000 z2 = 50
Dalam perencanaannya jumlah gigi pada roda gigi besar ( z2) adalah
50 gigi. Modul gigi, m M = 1 1 z d = 5 25 = 5 mm
Diameter roda gigi yang direncanakan, d2
d2 = z2 x m = 50 x 5 = 250 mm
Perbandingan putaran, U U = 1 2 n n = 2 1 d d = 2 1 . . z m z m = 2 1 z z U = 1400 140 = 0,1
Perbandingan roda gigi pada poros penggerak dengan roda gigi yang digerakkan, i i = 1 2 z z = 5 50 = 10
Perbandingan putaran dengan perbandingan roda gigi di dapatkan U < I dan i > I : sehingga dapat dikatakan bahwa roda gigi tersebut digunakan untuk reduksi ( U < I dan i ).
4.4. Menentukan Gaya Poros Ulir
Gaya yang bekerja pada poros ulir diantaranya gaya normal, dimana gaya ini tegak lurus dengan ulir dan berpengaruh pada gaya penekanan. Disamping terjadi gaya normal juga terjadi gaya geser antara poros ulir dengan mesin pengaduk bahan olah daging bakso.
4.4.1. Gaya Normal
Gaya ini dipengaruhi oleh gaya berat bahan olah daging bakso, berdasarkan pengamatan dilapangan, poros ulir ini mampu menekan bahan olah daging bakso Q = 98 N sehingga gaya normal dapat dihitung. Rp = β sin Q Dimana :
Q = Gaya poros yang digunakan untuk menekan bahan olah daging bakso.
= 98 N
β = Sudut ulir dari poros = 15,380 Maka : Rp = β sin Q = 0 38 , 15 98 = 2256 , 0 98 = 434 N
4.4.2. Gaya menekan ulir
Gaya ini merupakan gaya dari ulir untuk melakukan proses penekanan dan pengadukan bahan olah daging bakso, sehingga bahan olah daging tersebut tercampur rata dan terdorong keluar sampai membentuk bulatan dan jatuh pada tempat penyimpanan yang tersedia.
F = Rp . cos β = 434 . cos 15,380 = 434 . 0,96 = 416 N
Gaya Geser Bahan Olah Daging Bakso dengan poros ulir tekan : Fs = µ.Rp
Dimana :
µ= Koefisien Gesek
Koefisien gesek pada bahan olah daging bakso dengan poros ulir tekan diasumsikan dengan stenliess dalam keadaan awal ( starting ). Dari table koefisien gesek rata-rata dari bahan ( Khurmi, 1982 : diperoleh (µ) = 0,08 ).
Maka :
Fs = µ. Rp = 0,08.434 = 34 N
Sehingga gaya yang bekerja pada poros ulir tekan adalah : Fx = F + Fs
Dimana :
Fx = Gaya yang bekerja pada poros ulir tekan ( N ) F = Gaya yang digunakan Untuk menekan ( N )
Fs = Gaya gesek bahan olah daging bakso dengan poros ulir tekan ( N )
Maka :
Fx = F + Fs = 416 + 34 = 450 N • Torsi pada pulli kecil
1 1 5 1 9,74.10 n P T = 1400 181 , 0 10 . 74 , 9 5 1 = T = 116,88 kg.mm = 0,116 Nm
• Torsi pada pulli besar 2 2 5 2 9,74.10 n P T = 140 181 , 0 10 . 74 , 9 5 2 = T T2 = 584 kg.mm = 11 Nm
• Perhitungan diameter poros, ds :
Karena terjadinya kejutan maka diambil faktor koreksi (kt) = 2 danberdasarkan adanya beban lenturan maka diambil faktor beban lentur (Cb) = 2 berdasarkan hal-hal tersebut maka dihitung: 1. Diameter poros kecil, ds1 :
ds1 = 3 1 1 . . . 1 , 5 ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ T Cb kt a τ ds1 = 3 1 6.2.2.2,45 10 . 39 1 , 5 ⎥⎦ ⎤ ⎢⎣ ⎡ = 4,76 .10 -3 m = 5 mm
2. Diameter poros besar, ds2: ds2 = 3 1 1 . . . 1 , 5 ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ T Cb kt a τ ds2 = 3 1 6.2.2.11 10 . 39 1 , 5 ⎥⎦ ⎤ ⎢⎣ ⎡ = 0,0191 m = 19 mm
• Diameter luar pulli kecil, Dk1 : Dk1 = D1 + 2k
= 45 + 2.4,5 = 54 mm
• Diameter luar pulli besar Dk2 : Dk2 = D2 + 2k
= 210 + 2.4,5 = 219 mm
• Koefesien gesek sabuk, µ
v + − = 152 6 , 42 54 , 0 µ 0032 . 0 152 6 , 42 54 , 0 + − = µ = 0,280
• Panjang keliling sabuk-V,L: 2 1 2 2 1 2 2 1 ( ) . 4 ) ( 2 1 ) ( 2 . . 2 D D C C D D D D C L= +π + + − − − 2 1 2 2 1 ( ) . 4 1 ) ( 2 . . 2 D D C D D C L= +π + + − 2 ) 45 210 ( . 4 1 ) 210 45 ( 2 . 560 . 2 + + + − = C L π = 1443 mm
Berdasarkan nomor nominal sabuk-V di dapat : No 56 L= 1443 mm Tabel 4.1 Tabel Nomor Nominal Sabuk
• Jarak sumbu poros untuk ke dua pulli, C : b = 2.L - 3,14(D2 + D1)
= 2.1443 – 3,14 (45 + 210) = 2116,7 mm
8 ) ( 8 2 1 2 2 D D b b C= + − − 8 ) 45 200 ( 8 7 , 2116 7 , 2116 + 2 − − 2 = C = 561,7 mm
• Sudut kontak sabuk dan pulli,θ
C dp Dp o 57.( ) 180 − − = θ 7 , 561 ) 45 200 .( 57 180 − − = o θ = 155,8 o θ = 155,8o 180 π θ = 2,717
• Berdasarkan table koreksi didapatkan kθ kθ = 0,94.2,717
• Gaya pada bagian yang kendor dan tegangan pada sabuk,F1 dan F2 2,3.log µθ ecα F F cos 2 1 = 2,3.log ec o F F 20 cos 55 . 2 . 269 , 0 2 1 = log 3 , 2 45 , 2 2 1 = F F log 10,835 2 1 = − F F 6,83 2 1 = F F F1 = 10,83 F2 ……….(1) T = (F1-F2).r
T = Torsi pada poros = 2,45 Nm 2,45 = (F1-F2).0,0325
(F1-F2) = 2,45/0,0325
(F1-F2) = 75,38 ……….(2) kemudian subtitusikan persamaan (1) dan (2) sehingga : 10,83 F2 – F2 = 75,38
10,83 F2 = 75,38
F2 = 75,38/ 10,83 = 8,5 N
F1 = 10,83 F2 = 10,83 . 8,5 = 92,5 N
• Gaya tangensial efektif yang bekerja sepanjang lingkaran jarak bagi alur puli, Fe
Fe = F1-F2 = 92,5 – 8,5 = 84 N
• Besarnya daya yang dapat ditransmisikan oleh sabuk, Po Po = Fe. v
= 84 .0,0032 = 271 watt
• Jumlah sabuk yang diperlukan
N = θ k P P o d . N = 94 , 0 . 1 , 109 160 = 1,4 = 1 buah
4.5. Perhitungan Bantalan Gelinding
Berdasarkan pada data - data di bawah ini, maka kita dapat melakukan perhitungan terhadap bantalan yang digunakan pada mesin ini.
Adapun data - data yang diperlukan dalam perhitungan bantalan adalah sebagai berikut :
o Jumlah bantalan, n = 2
o Diameter poros utama, ds = 25 mm o Putaran poros n = 200 rpm o Beban bantalan, F = 10kg
o Diamter bola bantalan, Da = 5 mm o Jumlah bola pada bantalan, Z = 9 buah o Jumlah baris pada bantalan, i = 1 o Sudut kontak nominal, α = 25o
Untuk menentukan faktor koreksi yang ditransmisikan, dapat dilihat pada table 4.3 dibawah ini :
Table 4.2 Faktor Koreksi
Perhitungan bantalan • Beban rencana Fr : Fr = fc.F = 1,5.10
= 15 kg = 147 N • Beban untuk beban radial, Pr Pr = X.V.Fr.Y.Fa = 0,56.1 15.1,45.10 = 121,8 • Faktor kecepatan 3 1 3 , 33 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ = n fn 3 1 2 3 , 33 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ = n f = 2,6 • Faktor umur, fh : fh = fn. (C/Pr) = 2,6 (198,22/121,8) = 4,23 • Umur nominal Lh = 500.fh3 = 500. (4,23)3 =37924,05 jam
4.6. Perhitungan tegangan pada batang rangka
Karena penulis tidak memfokuskan pada pembahasan mengenai rangka secara terperinci, maka perhitungan hanya dilakukan pada salah satu bagian rangka saja dengan beramsumsi :
• Beban terbagi rata dan profil rangka berbentuk siku • Semua gaya yang bekerja dianggap vertikal
Bahan rangka yang digunakan dalam hal tarikan dan tekanan :
3 y F 40 w (N) x L Fa = F/2 Fb = F/2
Diketahui dimensi siku 40 x 40 x 3 (mm), serta beban yang dipikul 37,6 kg. dari data diatas dapat dilakukan perhitungan .
1. Beban yang dipikul oleh rangka F = m x g
= 36,7 kg x 9,81 m/s2 = 360,072 N
2. Gaya geser tegak maksimum Q (N)
Q = 2 F = 2 072 , 360 = 180,036 N
3. Pada titik geser nol momen lentur maksimum adalah : M
M = 12 .L F = 12 1 072 , 360 x = 30,005 Nm
4. Momen Inersia terhadap sumbu netral ( I ) lebar siku, b
tinggi siku, h A1 = 0,3 x 3,7 = 1,11 cm2 Y1 = 0,3 + (3,7/2) = 2,15 cm A2 = 0,3 x 4 = 1,20 cm2
Y2 = (0,3/2) = 0,15 cm Y = 2 1 2 . 2 1 . 1 A A Y A Y A + + = 20 , 1 11 , 1 15 , 0 . 20 , 1 15 , 2 . 11 , 1 + + = 1,112 cm = 111,2 m Ix = 12 3 bh + Y2 .A =
( )
⎟⎟ ⎠ ⎞ + ⎜⎜ ⎝ ⎛ 11 , 1 . 04 , 1 12 7 , 3 . 3 , 0 2 3 +(
)
⎟⎟ ⎠ ⎞ + ⎜⎜ ⎝ ⎛ 20 , 1 . 96 , 0 12 3 , 0 . 4 2 3 = 2,467 + 1,115 = 3,582 cm4 = 3,582. 10-8 m4 Iy = 12 3 bh = 12 3 , 0 . 7 , 3 3 + 12 3 , 0 . 4 3 = 0,083 + 0,009 = 0,0173 cm4 = 1,73. 10-10 m4karena Iy < Ix maka harga I yang dipilih adalah harga yang lebih kecil yaitu Iy
5. Tegangan Lentur (σ1)
Dimana jarak sumbu netral keelemen yang terjauh Y = 1,112.10-2 1 σ = I Y M . σ1 = 10 2 10 73 , 1 10 112 , 1 . 005 , 30 − − × × = 19,286.108 N/m2 6. Moment Statis (S) S =
∑
Y1A1 = ( 1,04.10-2.3,7.10-2.3.10-3 ) + ( 0,96.10-2.4.10-2.3.10-3 ) = 1,154.10-6 + 1,152 10-6 = 2,306.10-6 m37. Tegangan geser maksimum yang terjadi pada sumbu netral
(
τmaks)
τmaks = ( Q.S )/( b.I ) = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ × × × − − − 10 2 6 10 73 , 1 . 10 4 10 306 , 2 . 036 , 180 = 59,9.106 N/m2BAB V
KESIMPULAN
5.1. Kesimpulan
Dari hasil perancangan, mesin pengaduk bahan olah daging bakso serta melakukan perhitungan maka kita dapat mengambil kesimpulan sebagai berikut :
1. Rangka dapat menunjang beban sebesar 360 N atau 36,7 kg. Ini terbukti bahwa profil siku berdimensi 4 x 4 mempunyai tegangan geser sebesar 59.106 N/m2
2. diameter roda gigi penggerak 25 mm dan diameter roda gigi yang di gerakan 250 mm.
3. Perbandingan roda gigi pada poros penggerak dengan roda gigi yang di gerakan adalah 5 : 1
4. Diameter poros utama sebesar 19 mm dengan beban 98 N dapat menyalurkan daya sebesar 284 Watt.
5. Daya motor sebesar 322 watt dengan putaran mesin 1400 Rpm direduksi menjadi 140 rpm dengan menggunakan pully besar sebesar 210 mm dengan diameter pully kecil sebesar 45 mm.
6. Sabuk V yang digunakan adalah sabuk dengan type sabuk V – A No 56, dengan L = 1443 mm dengan jumlah 1 buah dapat menghubungkan daya sebesar 284 Watt.
7. Bantalan yang digunakan adalah bantalan gelinding dengan diameter 25 mm mempunyai umur nominal 37924,05 jam.
5.2. Saran
Dalam perancangan mesin pengaduk bahan olah daging bakso ini diperlukan bahan yang sesuai dengan perencanaan. Dimana harus diperhatikan tentang kemudahan pencarian bahan tersebut dipasaran serta harga dari bahan yang digunakan dalam perencanaan suatu mesin diusahakan dibuat tidak terlalu rumit dalam proses pembuatannya. Mudah di gunakan oleh para konsumen.Untuk menjaga usia mesin, haruslah diperhatikan sistem perawatan serta komponen – komponen yang perlu mendapat perhatian khusus.
DAFTAR PUSTAKA
Darwin Sebayang. IR, W. Seto Wiliam. “ Getaran Mekanis “. Erlangga. Jakarta.
House ( PVT ).Ltd.Ram Nagar. New Delhi.
Kanginan, Marten. 1991. Fisika SMA. Jilid 1A. Erlangga. Jakarta.
Khurmi. RS, JK. 1982. A Text Book of Machine Design. Eurasia Publishing Sularso, MSME. IR, Kiyokatsu. Suga. Dasar Perencanaan dan Penelitian Elemen Mesin. Pradnya Paramita. Jakarta.