9
LANDASAN TEORI
2.1 Definisi dan Konsep Pengendalian Kualitas
Secara definitive yang dimaksudkan dengan kualitas atau mutu suatu produk/jasa adalah derajat/tingkat dimana produk atau jasa tersebut mampu memuaskan keinginan dari consumer (fitness for use/tailor made). Berbicara mengenai pemakain produk/ jasa dalam hal ini bisa pula diklasifikasikan menurut:
a. Manufacture
yaitu orang yang akan melaksanakan proses tambahan sebelum suatu produk jadi (finished product) dibuat. Dengan kata lain manufacturer adalah orang yang memakai bahan baku atau bahan setengah jadi untuk menghasilkan produk akhir yang akan dikonsumsikan langsung oleh konsumen. Dalam kacamata manufacturer, maka “fitness for use” akan memiliki arti dalam kemampuan untuk melaksanakan proses manufacturing dengan:
Low waste, mudah dikerjakan dengan waktu yang terbuang rendah, dll.
b. Penjual (merchant)
Yaitu orang yang akan menjual kembali produk yang bersangkutan. Disini dia lebih bertindak sebagai penyalur, pemasok ataupun pedagang barang-barang yang dihasilkan dari manufacturer. Untuk kacamata penjual (merchant) ini maka pengertian “fitness for use” akan meliputi hal-hal yang berkaitan dengan kebenaran aka nisi dari lable dan identitas yang diberikan, perlindungan dari kerusakan-kerusakan yang terjadi akibat pengiriman (handling) dan penyimpanan, kemudahan dalam proses handling, dan lain-lain.
2.2 Kualitas Kesesuain / Kesamaan (Quality of Conformance)
Suatu produk harus dibuat sedemikian rupa sehingga bisa sesuai (conform) dan memenuhi spesifikasi, standar dan kriteria-kriteria standar kerja lainya yang telah disepakati. Dalam pemakain nantinya, maka produk tersebut harus pula sesuai dengan fungsi yang telah dirancang sebelumny. Kualitas kesesuain ini akan berkaitan dengan tiga macam bentuk pengendalian (kontrol) sebagai berikut :
Pencegahan Cacat (Defect Prevention)
Yaitu mencegah kerusakan atau cacat sebelum benar-benar terjadi. Contoh dalam hal ini seperti pembuatan standar-standar kualitas, inspeksi terhadap material yang datang, membuat peta kontrol untuk mencegah penyimpangan dalam proses kerja yang berlangsung.
Aplikasi dan pemakain metode-metode yang spesifik untuk proses inspeksi, pengujian, analisi statistic, dan lain-lain. Proses untuk mencari penyimpangan-penyimpangan terhadap tolak ukur atau setandar yang telah ditetapkan.
Analisa dan Tindakan Koreksi (Defect Analysis and Corection)
Menganalsis kesalahan-kesalahan yang terjadi dan melakukan koreksi-koreksi terhadap penyimpangan tersebut. Kegiatan ini merupakan tanggung jawab dari bagian pengedalian kualitas.
Pelaksanaan yang cermat terhadap upaya pengendalian kualitas dari rancangan produk (quality of disgn) dan kualitas kesesuain (quality of conformance) akan memberikan tingkat kualitas performance dari produk yang dihasilkan (quality of conformance).
2.3 7 Alat Pengendali Kualitas (Seven tools)
Pada saat sekarang ini di dunia industri, kualitas memainkan peranan yang sangat penting apabila produk yang dihasilkan ingin tetap berada dipasaran, karena dengan adanya kualitas yang baik maka produk yang dihasilkan dapat bersaing dengan produk sejenis.
Kualitas produk yang dihasilkan harus memiliki kualitas yang baik, tetapi dalam proses produksinya masih banyak terjadinya cacat. Seven tools, merupakan salah satu alat statistik untuk mencari akar permasalahan kalitas, sehingga manajemen kualitas dapat menggunakan seven tools tersebut untuk mengetahui akar permasalahan terhadap produk yang mengalami cacat, serta dapat mengetahui penyebab-penyebab terjadinya cacat.
Peningkatan kualitas produksi dan jasa dapat dilakukan dengan berbagai alat bantu. 7 Tools merupakan alat bantu dalam pengolahan data untuk peningkatan kualitas, dan 7 New Tools merupakan alat bantu dalam memetakan masalah secara terstruktur, guna membantu kelancaran komunikasi pada tim kerja, dan untuk pengambilan keputusan. Dan alat dari 7 pengendalian kualitas sebagai berikut : 1. Pareto Diagram 2. Histogram 3. Fishbone 4. Scatter 5. Control Chart 6. Check Sheet 7. Grafik
Dan untuk 7 alat pengedali kualitas (New Tools) : (Affinity diagram, Relation diagram, Matrix diagram, Tree diagram, Arrow diagram, Process Decision Program Chart). Namun Dari semua metode-metode 7 alat pengendali kualitas (seven tools) diatas, untuk analisa pada topik ini hanya menggunakan 4 (empat) metode dari 7 alat pengendali kualitas seven tools diataranya adalah Check Sheet, pareto, fishbone, control chart.
2.4 4 (Empat) metode Analisa Cacat Produk
Dari ke tujuh metode seven tools peneliti hanya menggunakan 4 (empat) Metode, karena denganmenggunakan empat metode sudah dapat menganalisa penyebab
terjadinya cacat produk. Dari ke emapt metode mempunyai kelebihannya tersendiri, diantaranya adalah :
2.4.1 Lembar Pemeriksaan (Check sheet)
Lembar isian (check sheet) merupakan alat bantu untuk memudahkan dan menyederhanakan pencatatan data. Bentuk dan isinya disesuaikan dengan kebutuhan maupun kondisi kerja yang ada. Untuk mempermudah proses pengumpulan data maka perlu dibuat suatu lembar isian (check sheet), dengan memperhatikan hal-hal sebagai berikut :
a. Maksud pembuatan harus jelas. Dalam hal ini harus diketahui informasi yang jelas dan apakah data yang nantinya diperoleh cukup lengkap sebagai dasar untuk mengambil tindakan atau tidak.
b. Stratifikasi harus sebaik mungkin. Dapat dipahami dan diisi serta memberikan data yang lengkap tentang apa yang ingin diketahui. c. Dapat diisi dengan cepat, mudah dan secara otomatis bisa segera
diananlisa. Jika perlu dicantumkan gambar dan produk yang akan di check.
Tujuan pembuatan lembar pengecekan adalah menjamin bahwa data dikumpulkan secara teliti dan akurat oleh karyawan operasional untuk diadakan pengendalian proses dan penyelesaian masalah. Data dalam lembar pengecekan tersebut nantinya akan digunakan dan dianalisis secara cepat dan mudah. Lembar pengecekan ini memiliki beberapa bentuk kesalahan jumlah.
Ada beberapa jenis lembar isian yang dikenal dan dipergunakan untuk keperluan pengumpulan data, yaitu antara lain: Production Process Distribution Check Sheet. Lembar isian jenis ini dipergunakan untuk mengumpulkan data yang berasal dari proses produksi atau proses kerja lainnya. Out-put kerja sesuai dengan klasifikasi yang telah ditetapkan untuk dimasukkan dalam lembar kerja, sehingga akhirnya akan dapat diperoleh pola distribusi yang terjadi. Seperti halnya dengan histogram, maka bentuk distribusi data berdasarkan frekuensi kejadian yang diamati akan menunjukkan karakteristik proses yang terjadi.
Gambar 2.1 : Contoh Check Sheet Production Report
Date
Machine No / Tonnage F-13 / #
Part Name Lock Barrel 10ml 4,00 Gr
Part No / Item Code I-46 / IN-LCBAR-10 / 24 Pcs Material Name / ColourPP Z433 / Natural 68.992 Pcs Qty Per Box Container (Pcs)
Con Con Con
No. No. No.
HZ : Haze P H P H P H GM : Gas Mark P H P H P H BD : Black Dot p H P H P H FR : Foreign Matter P H P H P H OI : Oily P H P H P H DY : Dirty P H P H P H DI : Double Inject P H P H P H CT : Contamination P H P H P H DC : Discoloration P H P H P H PJ : Part Jatuh P H P H P H SS : Silver Streak P H P H P H P H P H P H AB : Air Bubble P H P H P H SD : Scratch / Dented P H P H P H FL : Flashes P H P H P H SM : Short Mold P H P H P H SK : Sink Mark P H P H P H FM : Flow Mark P H P H P H PB : Pin Broken P H P H P H GL : Gate Long P H P H P H GH : Gate Hole P H P H P H FE : Fish Eyes P H P H P H CR : Cracking P H P H P H BN : Bending P H P H P H WL : Weld Line P H P H P H HF : Hairy/Fiber P H P H P H ML : Melting P H P H P H NS : Not Smooth P H P H P H KN : Kink P H P H P H AL : Alarm P H P H P H P H P H P H P H P H P H P H P H P H Shift P H P H P H Purging P H P H P H P H P H P H Others P H P H P H P H P H P H P H P H P H No Shift I Remaks : pcs : pcs : pcs 1 Purging : pcs : pcs : pcs 2 Contamination
Total (OK + Hold + Reject) Shift I :pcs Total (OK + Hold + Reject) Shift II :pcs Total (OK + Hold + Reject) Shift III :pcs 3 Others
No No No 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 Kg Kg Remark:
** Oprt Check. Operator melakukan check 1shoot (sampling) dari setiap box container yg akan di taking. Beri Check list " O " pada P (Pass) jika sample OK dan H menyatakan pat tsb di Hold.
*** Trouble (Dispose) yang dimaksud adalah material yg di dispose pada saat Mass Pro / diluar start up.
Doc.No. FR-PDA 1-007 Rev.04 Effective date : Jan 02,2014
Shift III NG Categories : : : Production Report PO No GI No GR No Kind of NG *Qty/ Cont (Pcs) Kind of NG **Oprt Check Waktu **Oprt Check : Total : Total : *Qty/ Cont (Pcs) Kind of NG *Qty/ Cont (Pcs) Shift I Total Waktu : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
Qty (Kg) Time PIC V : R
: : :
Material Lot No Qty (Kg) Time PIC V : R Material Lot No
: : OK / NG
MATERIAL SUPPLY MATERIAL RETURN
: : OK / NG : : OK / NG : : OK / NG : : OK / NG : : OK / NG : : OK / NG : : OK / NG : : OK / NG : : OK / NG : : OK / NG Grand Total (Shift 1 + Shift 2 + Shift 3) : Total
TROUBLE SHOOTING RECORD
Problem Kinds of Action Start Finish Result PIC
Quantity OK Quantity OK Quantity OK Quantity Hold Quantity Hold Quantity Hold
: : : Trouble (Dispose)***
: : : Loss Material Shift IIShift III
Part + Runner
: : :
: : : Total
: : :
: : :
: : : Kind of Loss Material Qty (Kg) Remaks
: : : Total : : : Material Start Up : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : Shift III :
PRODUCTION OUTPUT REJECTION
Shift I Shift II Shift III
**Oprt
Check Waktu
Shift II
Part Weight/ pcs
Cavity Actual / Cavity Standard Prod. Capacity Per Day
1.000 Working Hours Per Shift Shift I : Shift II :
Operator Name Shift I : Shift II : Shift III : Production Lot No
Foreman II Supervisor Foreman I Manager
2.4.2 Diagram Pareto (Pareto Analysis)
Diagram Pareto disebut juga gambaran pemisah unsur penyebab yang paling dominan dari unsur-unsur penyebab lainnya dari suatu masalah. Diagram Pareto diperkenalkan oleh seorang ahli yaitu Alfredo Pareto. Diagram Pareto ini merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah. Hal ini dapat membantu menemukan permasalahan yang terpenting untuk segera diselesaikan (ranking tertinggi) sampai dengan yang tidak harus segera diselesaikan (ranking terendah). Selain itu, Diagram Pareto juga dapat digunakan untuk membandingkan kondisi proses, misalnya ketidaksesuaian proses, sebelum dan setelahdiambil tindakan perbaikan terhadap proses.
Adapun Penyusunan Diagram Pareto meliputi 6 (enam) langkah, yaitu: 1. Menentukan metode atau arti dari pengklasifikasian data, misalnya
berdasarka masalah, penyebab jenis ketidaksesuaian, dan sebagainya.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristikkarakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat rangking kategori data tersebut dari yaang terbesar hingga yang terkecil.
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif masingmasing masalah. Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
Selain itu Diagram Pareto ini mempunyai beberapa Prinsip yaitu :
Vilfredo Pareto (1848-1923), ahli ekonomi Italia, mengatakan bahwasannya 20% dari population memiliki 80% dari total kekayaan
Juran mengistilahkan “vital few, trivial many”: 20% dari masalah kualitas menyebabkan kerugian sebesar 80%.
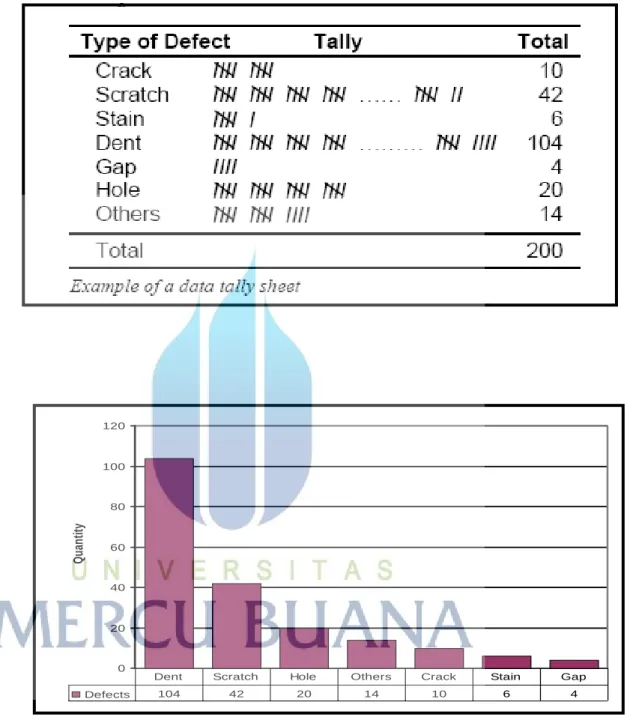
Dibawah ini merupakan contoh dari penggunaan diagram pareto, sebagai berikut :
– Kumpulkan fakta mengenai permasalahan, menggunakan checksheet atau brainstorming, tergantung ketersediaan informasinya.
– Buat daftar awal dari klasifikasi permasalahan.
– Hitung frekuensi kejadian untuk tiap klasifikasi masalah.
– Atur klasifikasi berdasarkan urutan mulai dari yang tertinggi sampai yang terendah. Buat diagram batang
Tabel 2.1 : Check Sheet Kualifikasi P e r m a s a l a h a n
Gambar 2.2 : Diagram Pareto
Diagram pareto analysis membantu menampilkan secara grafis sehingga beberapa masalah signifikan dapat terlihat secara jelas Menunjukkan masalah mana yang harus ditangani terlebih dahulu.
0 20 40 60 80 100 120 Q u an ti ty Defects 104 42 20 14 10 6 4 Dent Scratch Hole Others Crack Stain Gap
2.4.3 Diagram Sebab Akibat (Cause and Effect Diagram)
Istilah lain dari Cause and Effect adalah Diagram Ishikawa, dikembangkan oleh Kaoru Ishikawa seorang pakar kendali mutu. Sering kali disebut sebagai fishbone diagram dikarenakan bentuknya yang menyerupai tulang ikan. Fishbone Diagram lahir karena adanya kebutuhan akan peningkatan mutu atau kualitas dari barang yang dihasilkan. Seringkali dalam suatu proses produksi dirasakan hasil akhir yang diperoleh tidak sesuai dengan ekspektasi, misalnya: barang cacat terjadi lebih dari yang ditetapkan, hasil penjualan sedikit, mutu barang kompetitor lebih baik dari barang kita, nasabah lebih memilih produk kompetitor kompetitor , dan lain-lain. Dari sinilah timbul pemikiran untuk melakukan analisa dan evaluasi terhadap proses yang sudah terjadi dalam rangka untuk memperbaiki mutu. Fishbone Diagram merupakan salah satu alat pengendali mutu yang fungsinya untuk mendeteksi permasalahan yang terjadi dalam suatu proses industri.
Fishbone Diagram dalam penerapannya digunakan untuk
mengidentifikasi faktor-faktor yang menjadi penyebab permasalahan. Diagram ini sangat praktis dilakukan dan dapat mengarahkan satu tim untuk terus menggali sehingga menemukan penyebab utama atau Akar suatu permasalahan. Akar ”penyebab ” terjadinya masalah ini memiliki beragam variabel yang berpotensi menyebabkan munculnya permasalahan.
Dr. Kaoru Ishikawa seorang ilmuwan Jepang, merupakan tokoh
kualitas yang telah memperkenalkan user friendly control, Fishbone cause and effect diagram, emphasized the„internal customer’ kepada dunia.
Ishikawa juga yang pertama memperkenalkan 7 (seven) quality tools: control chart, run chart, histogram, scatter diagram, pareto chart, and
flowchart yang sering juga disebut dengan “7 alat pengendali mutu/kualitas” (quality control seven tools).
Diagram Fishbone dari Ishikawa menjadi satu tool yang sangat populer dan dipakai di seluruh penjuru dunia dalam mengidentifikasi faktor penyebab problem/masalah. Alasannya sederhana. Fishbone diagram tergolong praktis, dan memandu setiap tim untuk terus berpikir
menemukan penyebab utama suatu permasalahan. Diagram “tulang ikan” ini dikenal dengan cause and effect diagram. Diagram Ishikawa juga disebut dengan “tulang ikan” karena memang kalau diperhatikan rangka
analisis diagram Fishbone bentuknya ada kemiripan dengan ikan, dimana ada bagian kepala (sebagai effect) dan bagian tubuh ikan berupa rangka serta duri-durinya digambarkan sebagai penyebab (cause) suatu permasalahan yang timbul.
Masalah-masalah klasik di industri manufaktur seperti: a. keterlambatan proses produksi
b. tingkat defect (cacat) produk yang tinggi c. mesin produksi yang sering mengalami trouble
d. output lini produksi yang tidak stabil yang berakibat kacaunya plan produksi
e. produktivitas yang tidak mencapai target f. complain pelanggan yang terus berulang
Diagram Ishikawa(disebut juga diagram tulang ikan, atau cause-and-effect matrix) adalah diagram yang menunjukkan penyebab-penyebab dari sebuah even yang spesifik. Pemakaian diagram Ishikawa yang paling umum adalah untuk mencegah defect serta mengembangkan kualitas produk. Diagram Ishikawa dapat membantu mengidentifikasi faktor-faktor yang signifikan dan memberi efek terhadap sebuah even.
Bagian-bagian dari Diagram Fishbone : 1. Bagian Kepala Ikan
Kepala ikan biasanya selalu terletak di sebelah kanan. Di bagian ini, ditulis even yang dipengaruhi oleh penyebab-penyebab yang nantinya di tulis di bagian tulang ikan. Even ini sering berupa masalah atau topik yang akan di cari tahu penyebabnya.
2. Bagian Tulang Ikan
Pada bagian tulang ikan, ditulis kategori-kategori yang bisa berpengaruh terhadap even tersebut.
Gamba
Gambar 2.3: Contoh Kerangka Gambar Diagram Fishbone
Kategori yang paling umum digunakan:
Orang : Semua orang yang terlibat dari sebuah proses.
Metode : Bagaimana proses itu dilakukan, kebutuhan yang spesifik dari poses itu, seperti prosedur, peraturan, dll.
Material : Semua material yang diperlukan untuk menjalankan proses seperti bahan dasar, pena, kertas dll.
Mesin : Semua mesin, peralatan, komputer dll yang diperlukan untuk melakukan pekerjaan.
Pengukuran : Cara pengambilan data dari proses yang dipakai untuk menentukan kualitas proses.
Lingkungan : Kondisi di sekitar tempat kerja, seperti suhu udara, tingkat kebisingan, kelembaban udara, dll.
Dengan menerapkan diagram Fishbone ini dapat menolong kita untuk dapat menemukan akar “penyebab” terjadinya masalah khususnya di industri manufaktur dimana prosesnya terkenal dengan banyaknya ragam variabel yang berpotensi menyebabkan munculnya permasalahan. Apabila “masalah” dan “penyebab” sudah diketahui secara pasti, maka tindakan dan langkah perbaikan akan lebih mudah dilakukan. Dengan diagram ini, semuanya menjadi lebih jelas dan memungkinkan kita untuk dapat melihat semua kemungkinan “penyebab” dan mencari “akar” permasalahan sebenarnya. Langkah-langkah menerapkan diagram tulang ikan adalah :
Langkah 1:
Menyepakati pernyataan masalah. Sepakati sebuah pernyataan masalah (problem statement). Pernyataan masalah ini diinterpretasikan sebagai “effect”, atau secara visual dalam fishbone seperti “kepala ikan”. Tuliskan masalah tersebut di tengah media di sebelah.
Langkah 2: Mengidentifikasi kategori-kategori
Dari garis horisontal utama, buat garis diagonal yang menjadi “cabang”. Setiap cabang mewakili “sebab utama” dari masalah yang ditulis. Sebab ini diinterpretasikan sebagai “cause”, atau secara visual dalam fishbone seperti “tulang ikan”. Kategori sebab utama mengorganisasikan sebab sedemikian rupa sehingga masuk akal dengan situasi. Kategori-kategori ini antara lain:
Kategori 6Myang biasa digunakan dalam industri manufaktur :
Machine (mesin atau teknologi),
Material (termasuk raw material, consumption, dan informasi),
Man Power (tenaga kerja atau pekerjaan fisik) / Mind Power (pekerjaan pikiran: kaizen, saran, dan sebagainya),
Measurement (pengukuran atau inspeksi), dan
Milieu/ Mother Nature (lingkungan).
Langkah 3:
Menemukan sebab-sebab potensial dengan cara brainstorming Setiap kategori mempunyai sebab-sebab yang perlu diuraikan melalui sesi brainstorming. Saat sebab-sebab dikemukakan, tentukan bersama-sama di mana sebab tersebut harus ditempatkan dalam fishbone diagram, yaitu tentukan di bawah kategori yang mana gagasan tersebut harus ditempatkan, misal: “Mengapa bahaya potensial? Penyebab: Karyawan tidak mengikuti prosedur!” Karena penyebabnya karyawan (manusia), maka diletakkan di bawah “Man”. Sebab-sebab ditulis dengan garis horisontal sehingga banyak “tulang” kecil keluar dari garis diagonal. Pertanyakan kembali “Mengapa sebab itu muncul?” sehingga “tulang” lebih kecil (subsebab) keluar dari garis horisontal tadi, misal: “Mengapa karyawan disebut tidak mengikuti prosedur? Jawab: karena tidak memakai APD”. Satu sebab bisa ditulis di beberapa tempat jika sebab tersebut berhubungan dengan beberapa kategori.
Langkah 4:
Mengkaji dan menyepakati sebab-sebab yang paling mungkin. Setelah setiap kategori diisi carilah sebab yang paling mungkin di antara semua sebabsebab dan sub-subnya. Jika ada sebab-sebab yang muncul pada lebih
dari satu kategori, kemungkinan merupakan petunjuk sebab yang paling mungkin.Kaji kembali sebab-sebab yang telah didaftarkan (sebab yang tampaknya paling memungkinkan) dan tanyakan, “Mengapa ini sebabnya?”Pertanyaan “Mengapa?” akan membantu kita sampai pada sebab pokok dari permasalahan teridentifikasi. Tanyakan “Mengapa ?” sampai saat pertanyaan itu tidak bisa dijawab lagi. Kalau sudah sampai ke situ sebab pokok telah terindentifikasi. Lingkarilah sebab yang tampaknya paling memungkin pada fishbone diagram.
Gambar 2.4:
Contoh Diagram Fishbone– Mengidentifikasi Katagori-Katagori
Tabel 2.2 :
Rangkuman diskusi pada sesi brainstorming fishbone diagram
NO
Possible Root Cause Discussion
Root Cause
1
MAN
Kemampuan karyawan melakukan tugas (cedera lama, fisik)
Cidera personil teridentifikasi saat brifing K3*. Pelaksaan tugas tidak tergantung pada fisik N
Tidak tahu prosedur Awareness di OJT sudah diseediakan N Tidak mengikuti prosedur K3 Karyawan baru di-berifing K3 dan sistem N
Penalti N
Tidak menghadiri training K3 Pelatihan K3 diberikan dalam orientasi dan OJT N
2
MACHINE / TOOLS
Tinggi tempat kerja rendah Bukan Akar masalah jika metode dapat diubah N part sudah using Tiddak ada part usang menyebabkan insiden N
Tidak ada tanda bahaya Tanda bahaya sudah ada N
3
METHOD
Prosedur tidak diperbaruhi Review prosedur rutin setahun sekali N Tidak ada prosedur K3 Prosedur meliputi prosedur k3 untuk semua kegiatan N Prosedur k3 salah Prosedur sudah ditinjau oleh supervisor, manager N Prosedur k3 membingungkan Prosedur sudah ditinjau oleh supervisor, manager N prosedur terlalu manual Bag dipegang operator, perlu memastikan tidak ada kebocoraan oli dll. Y
Tidak ada komunikasi K3 Disertakan dalam OJT N
4
MATERIAL
APD** yang salah Verifikasi dengan vendor sebelum membeli N Material yang tidak bisa
diandalkan bahan kimia (bag kimia)
Bag plastik rentan robek bila menyentuh objek tajam Y
Kualitas rendah (Pipa, APD, bag, kimia)
Verifikasi dengan vendor sebelum membeli
N material yang digunakan salah
(pipa, APD, bag kimia)
Verifikasi dengan vendor sebelum membeli
N
Tidak ada APD yang disediakan
APD sudah disediakan untuk semua aktivitas
Dari contoh di atas, fishbone diagram dapat menemukan akar permasalahan, yaitu kabut oli selama ini dibersihkan dengan ditampung di bag plastik yang rentan robek dan selama tidak ada bag plastik ada kemungkinan oli menetes jika kran rusak, solusi bisa dengan menambahkan containment tray atau safety cabinet yang permanen menempel pada pipa.
Jika masalah rumit dan waktunya memungkinkan, kita bisa meninggalkan fishbone diagram di dinding selama beberapa hari untuk membiarkan ide menetas dan membiarkan orang yang lalu lalang turut berkontribusi. Jika fishbone diagram terlihat timpang atau sempit, kita bisa mengatur ulang fishbone diagram dengan kategori sebab utama yang berbeda. Kunci sukses fishbone diagram adalah terus bertanya “Mengapa?”, lihatlah diagram dan carilah pola tanpa banyak bicara, dan libatkan orang-orang di “grass root” yang terkait dengan masalah karena biasanya mereka lebih mengerti permasalahan di lapangan.
2.4.4 Peta Kendali (Control Chart)
Control Chart adalah grafik yang digunakan untuk mengkaji perubahan proses dari waktu ke waktu. Merupakan salah satu alat atau tools dalam pengendalian proses secara statististik yang sering kita kenal dengan SPC (Statistical Process Control), ada juga yang menyebutnya dengan Seven Tools. Pembuatan control chart dalam SPC bertujuan untuk mengidentifikasi setiap kondisi didalam proses yang tidak terkendali
secara statistik (out of control) karena pengendaliannya terhadap proses makacontrol chart termasuk ke dalam aktivitas on line quality control.
Dalam proses pembuatan control chart sangat penting memperhatikan jenis data yang kita miliki untuk menentukan jenis control chart yang tetap, sehingga dapat memberikan informasi yang tetap terhadap kinerja proses. Kesalahan pemilihan jenis control chart dapat berakibat fatal, karena tidak ada informasi yang bisa tarik dari data yang sudah dikumpulkan bahkan dapat memberikan gambaran yang salah terhadap kinerja proses.
Ciri khas dari control chart baik untuk dapat variabel maupun atribute selalu di batas oleh batas kendali atas ( Upper Control Limit) dan batas kendali bawah (Lower Control Limit). Peta kendali X-bar R sebenarnya lebih baik digunakan dari pada X-bar S karena dalam menggambarkan variasi yang terjadi didalam sample dari setiap sub group, sedangkan dalam X-bar R hanya menunjukan rentang nilai sample dalam masing-masing sub grup. P Chart digunakan untuk pengendalian proporsi produksi cacat, ukuran sample yang dalam pembuatan P chart dapat berbeda antara suatu sub group dengan sub group yang lainnya. Sedikit berbeda dengan NP chart, digunakan untuk memonitor jumlah produk cacat dan ukuran sample sub group datanya harus sama. P Chart dan NP chart dapat di dekati dengan distribusi binomial dalam perhitungannya.
Jika yang ingin kita kembalikan kecacatan dari suatu produk, maka control chart yang dapat digunakan C chart dan U chart. Untuk pengendalian terhadap jenis cacat maka harus menggunakan C chart,
sedangkan U Chart digunakan untuk pengendalian terhadap jumlah cacat per unit. Kedua peta kendali ini, dalam perhitungan capability proses di dekati dengan distribusi Poisson.
Untuk penggunaan peta kendali (control chart) penulis disesuaikan dengan data pembahasan, karena data sample tidak seragam, maka untuk pembahasan ini menggunakan peta kendali p-chart, dan berikut penjelasan tentang peta kendali P dan NP.
P-chart dengan Sampel Variabel
P-chart ini juga dapat digunakan jika pengukuran sampel tidak konstan, yang mana di setiap subgrup jumlah datanya bervariasi. Dalam kasus perusahaaan melaksanakan 100% inspeksi (inspeksi total), variasi dalam tingkat produksi mungkin akan menghasilkan ukuran sampel yang berbeda untuk setiap kali observasi, hal ini mungkin bisa terjadi karena adanya perubahan maintenance, shift, dan sebagainya.
Perubahan ukuran subgrup tersebut menyebabkan perubahan dalam batas-batas kendali, meskipun garis pusatnya tetap. Jika ukuran subgrup di setiap kali observasi naik atau lebih banyak, maka batas-batas kendali menjadi lebih rendah. Tabel dibawah ini menjelaskan tiga teknik untuk menangani kasus P-chart dengan sampel variabel.
Contoh yang akan disajikan di bawah ini adalah P-chart dengan sampel variabel menggunakan peta kendali model harian/individu, perhatikan data pada Tabel di bawah ini.
Tabel 2.3 :
Contoh Data peta kendali untuk proporsi cacat dengan ukuran sampel variabel
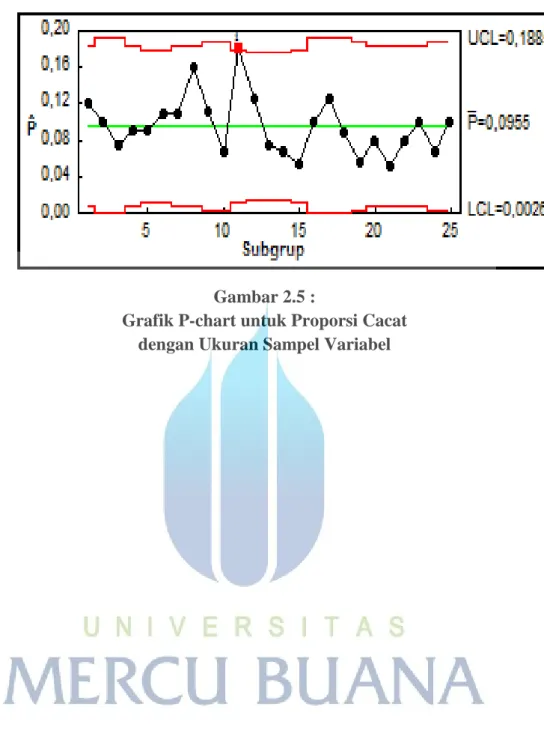
Dari Tabel 04, berisi 25 sampel di atas kita menghitung: = 25 ∑ i=1 Di = 234 = 0,0955 25 ∑ i=1 ni 2450
Sebagai akibatnya garis pusat berada pada 0,0955 dan batas kendalinya adalah UCL = + 3 p̂ = 0,0955 + 3 (0,0955)(0,9045) ni dan LCL = – 3 p̂ = 0,0955 – 3 (0,0955)(0,9045) ni
yang mana p̂ adalah penghampir standar deviasi sampel proporsi cacat p̂.
Perhitungan untuk menentukan batas kendali P-chart ditunjukkan tiga kolom terakhir Tabel 3 di atas, dan Gambar 5 di bawah ini adalah P-chart tersebut.
Gambar 2.5 :
Grafik P-chart untuk Proporsi Cacat dengan Ukuran Sampel Variabel