PROSES MANUFAKTUR II
PROSES MANUFAKTUR II
Di Susun Oleh:
Di Susun Oleh:
BOY YUDHA B.
BOY YUDHA B.
5.14.04.0.0.00!
5.14.04.0.0.00!
"URUSAN TEKNIK INDUSTRI
"URUSAN TEKNIK INDUSTRI
FAKU#
FAKU#T
TAS T
AS TEKNI
EKNIK
K
UNI$ERSITAS IS#AM MA"APAHIT
UNI$ERSITAS IS#AM MA"APAHIT
MO"OKERTO
MO"OKERTO
KATA PEN%ANTAR
KATA PEN%ANTAR
Puji syukur kita panjatkan kehadirat Allah SWT, Tuhan Yang Maha Esa yang telah
Puji syukur kita panjatkan kehadirat Allah SWT, Tuhan Yang Maha Esa yang telah
memberikan rahmat serta
memberikan rahmat serta hidayah-Nya sehingga penyusunan tugas ini dapat
hidayah-Nya sehingga penyusunan tugas ini dapat
diselesaikan. Tu
diselesaikan. Tugas ini disusun
gas ini disusun sebagai tugas mata kuliah
sebagai tugas mata kuliah PROSES
PROSES
MANUFAKTUR II
MANUFAKTUR II dengan judul
dengan judul
&P'(ses )e*esin+n ,(n-ensi(n
&P'(ses )e*esin+n ,(n-ensi(n+l +n n(n
+l +n n(n ,(n-ensi(n+l /
,(n-ensi(n+l /
di
di ni!ersi
ni!ersitas "slam Majapahit. T
tas "slam Majapahit. Teknik jurusan
eknik jurusan Te
Teknik "ndustri. Te
knik "ndustri. Terima kasih
rima kasih
disampaikan kepada #apak $ari Pur%ant&ST,MT sela
disampaikan kepada #apak $ari Pur%ant&ST,MT selaku d&sen mata
ku d&sen mata kuliah Pr&ses
kuliah Pr&ses
Manu'aktur yang telah membimbing dan
Manu'aktur yang telah membimbing dan memberikan kuliah demilan(arnya tugas
memberikan kuliah demilan(arnya tugas
ini.)emikianlah makalah ini disusun sem&ga berman'aat, agar
ini.)emikianlah makalah ini disusun sem&ga berman'aat, agar dapat memenuhi
dapat memenuhi
tugas mata kuliah
tugas mata kuliah PROSES MANUFAKTUR II . 4 MARET 012 .
PROSES MANUFAKTUR II . 4 MARET 012 .
Pen3usun
Pen3usun
B(3 Yuh+B.
B(3 Yuh+B.
NIM. 5.14.04.0.0.00! NIM. 5.14.04.0.0.00!DAFTAR ISI $A*AMAN +)* ATA PENANTA #A# / PEN)A$*AN 0000000000000000000.. / /./ *ATA #E*AAN 0000000000000000000. / #A# "" PEM#A$SAN 1./ PEMES"NAN N2N 2N3ENS"2NA* 000000000000.1 1././ A#AS"3E +ET MA4$"NE 000000000000000... 1 1./.1A#AS"3E WATE +ET MA4$"NE 000000000000..5 1./.6 P*ASMA A4 000000000000000000000 // 1.1 PEMES"NAN 2N3ENS"2NA*0000000000000.0../1 1.1./ MES"N ##T 00000000000000000...000 /1 1.1.1 MES"N 7A"S 0000000000000000..00000/8 1.1.6 MES"N )" 00000000000000..000000.../5 #A# """ PENTP 6./ ES"MP*AN 0000000000000.00000000.../9 6.1 )A7TA PSTAA 000000000.0000000000./9
BAB I PENDAHULUAN 1.1LATAR BELAKANG
Pembuatan produk dalam skala an! besar den!an proses an! "epat adala# sala# satu m$s$ dar$ semua perusa#an manu%aktur d$ dun$a. Proses permes$nan merupakan %aktor an! mempen!aru#$ #al tersebut. Proses pemes$nan adala# proses pen!er&aan mater$al men&ad$ bentuk benda ker&a den!an men!!unakan perkakas poton! an! d$pasan! pada mes$n perkakas. 'es$n perkakas adala# suatu mes$n atau alat d$ mana ener!$ an! d$ber$kan d$!unakan untuk mende%ormas$kan den!an selan&utna men!er&akan
mater$al ke dalam bentuk dan ukuran den!an kekasaran an! sesua$ den!an an! d$$n!$nkan. Proses permes$nan terba!$ atas dua ma"am a$tu proses permes$nan kon(ens$onal dan non)kon(ens$onal. Pada ta#un
1*+,)an-pembuatan produk benda mas$# men!!unakan alat an! seder#ana- a$tu mes$n perkakas kon(ens$onal sepert$ mes$n bubut- mes$n bor- dan mes$n %ra$s milling/.
Perkemban!an teknolo!$ saat $n$ tela# men!alam$ kema&uan an! pesat.
Dalam #al $n$ komputer tela# d$apl$kas$kan ke dalam alat)alat mes$n perkakas kon(ens$onal. 0$stem pen!operas$anna men!!unakan pro!ram an!
d$kendal$kan lan!sun! ole# komputer se#$n!!a leb$# un!!ul ba$k dar$ se!$ ketel$t$an accuration/- ketepatan precision/- eks$b$l$tas- dan kapas$tas produks$
BAB II PE'BAHA0AN
2.1PE'E0INAN N3N L3N4EN0I3NAL 2.1.1 ABRA0I4E 5ET 'A6HINE
Abrasi!e jet ma(hine adalah sebuah pr&ses pemesinan yang menggunakan bahan abrasi!e yang di d&r&ng &leh gas ke(epatan tinggi atau air yang bertekanan tinggi untuk mengikis bahan dari benda kerja.
Prinsip kerja abrasi!e jet ma(hine:
prinsip dasar dari abrassi!e jet ma(hine ialah adanya pemusatan aliran 'luida dan partikel
abrasi' dengan ke(epatan dan tekanan tinggi ; ultra high preasure <$P= pada benda kerja. Metal rem&!al pada benda kerja terjadi karena adanya e'ek abrasi dan er&si &leh aliran 'luida dan
partikel abrasi' adalah ukuran lebih halus <dari urutan mikr&n= dalam A+M dibandingkan pada pasir, pr&ses peledakan.
pr&ses Parameter A+M dapat lebih baik dik&ntr&l dan diatur dalam perbandingan dengan pasir &perati&n peledakan.
)alam praktek yang sebenarnya, diameter dalam n&>>le biasanya berkisar dari ?.?@8 sampai ?, mm sedangkan ke(epatan keluar dari abrasi!e dari mulut adalah dipelihara antara 1?? dan ?? m ; detik. jarak dari ujung n&sel dari permukaan bekerja pada saat mesin dikenal sebagai Bberdiri dari jarak jauhB <atau n&>>le jarak ujung= yang biasanya ber!ariasi ?,@-/,? mm. ukuran partikel abrasi' biasanya diambil sebagai /-8? mikr&n.
euntungan dari abrasi!e jet ma(hine
C emampuan meraut bahan getas, tipis dan daerah sulit C "n!estasi dan k&nsumsi daya rendah
C Material rem&!al rate bagus
ekurangan dari abrasi!e jet ma(hine C Terbatas untuk bahan getas.
C Perlu pr&ses lanjut kalau terjadi sti(king <penempelan= C Akurasi rendah
7akt&r yang mempengaruhi ke(epatan p&t&ng Abrasi!e +et Ma(hine • ekerasan material
• Tebal material • e&metri bagian
• P&%er di n&sel<tekanan dan laju aliran 'luida= • uantitas dan kualitas abrasi!e yang di gunakan. • +enis abrasi!e
• ualitas abrasi!e
Ada beberapa aplikasi dari ajm
• Pembersih area sulit pada r&ngga (etakan
• Pem&t&ngan tipis benda dari ka(a, keramik, mika, dll. • Pembuangan lem, (at, dll.
• Mempr&duksi benda dengan kualitas permukaan tinggi.
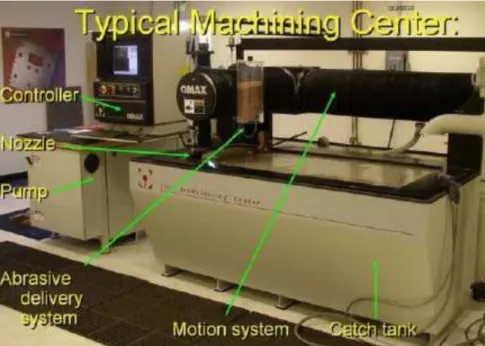
Adapun k&mp&nen D k&mp&nen pada pemesinan abrasi!e jet ma(hine yaitu :
Sistem Abrasi!e Pengiriman Sistem &ntr&l
P&mpa
N&>>le
Miing Tabung
M&ti&n sistem
/.Sise* A'+si-e Pen6i'i*+n
Abrasive merupakan sebuah laju aliran sederhana dari pasir granite yang halus se(ara k&nstan.Semua itu diperlukan untuk kelan(aran pr&ses pem&t&ngan yang akurat. Sistem k&nstruksi pengiriman abrasive yang m&dern diran(ang untuk menghilangkan getaran
dan penggumpalan pasir granite. $al ini merupakan pers&alan yang ra%an pada padatan sistem metering katup pengiriman abrasi!e k&nstruksi sebelumnya.
1. Sise* ,(n'(l
Se(ara hist&ris, mesin pem&t&ngan jet abrasi' telah menggunakan sistem k&ntr&l
tradisi&nal 4N4 yang mana sering dikenal dengan nama F-(&deF. Namun, ada gerakan (epat dari tekn&l&gi ini untuk sistem jet abrasi', terutama untuk a plikasi mesin jangka pendek dan terbatas untuk pr&duksi t&k&.
G-code merupakan pengendali yang dikembangkan untuk memindahkan alat
pem&t&ng kaku, seperti pabrik akhir atau pem&t&ng mekanis.Tingkat umpan untuk alat ini umumnya diselenggarakan k&nstan atau ber!ariasi hanya dalam kenaikan tersendiri untuk sudut dan kur!a. Setiap kali perubahan dalam tingkat pemasukan
perintah<Command = pemr&graman. 6. P(*)+
Pr&ses pem&t&ngan jet air dimulai dengan p&mpa intensifier , yang men(iptakan tekanan ultra tinggi <lebih dari 8?.??? psi= tekanan air yang dibutuhkan untuk mem&t&ng bahan keras. P&mpa intensifier menggunakan tekanan hidrolik atas sistem air. Sebuah m&t&r besar tenaga kuda drive dengan p&mpahidrolik dapat men(iptakan kekuatan tekanan
hidrolik pada piston dalam silinder . Tekanan hidrolik diperkuat &leh rasio silinder hidrolik yang lebih besar yang dimana akan mend&r&ng pist&n ke(il ke silinder yang telah diisi dengan air, sehingga men(iptakan tekanan air ultra-tinggi.
4.n(77el
N&>>el ini digunakan sebagai media penembak dari aliran airGpasir abrasive bertekanan tinggi.yang mana n&>>le itu dapat dide'inisikan sebagai pemer(epat aliran 'luida.
Gambar 1.1 No77el
8. Mi8in6 +un6
Tabung pen(ampuran adalah tempat abrasi' (ampuran dengan air tekanan tinggi.Tabung pen(ampuran harus diganti jika t&leransi turun di ba%ah tingkat yang dapat diterima.ntuk
akurasi maksimum, ganti tabung pen(ampuran lebih sering. 5. M(i(n sise*
angka untuk membuat bagian-bagian presisi, sebuah abrasi!e sistem jet harus memiliki meja dan presisi y gerak sistem (&ntr&l
1./.1 A#AS"3E WATE +ET MA4$"NE
1.De9inisi A'+si-e "eM+hinin6
Abrasi!e +et Ma(hining adalah suatu alat untuk mengembangkan dan penanganan aliran gas abrasi'-sarat untuk mesin jet abrasi', menggunakan peralatan untuk penyimpanan, makan, dan pengendalian bubuk abrasi!e dalam jet pemba%a disampaikan melalui tabung tegak pada tekanan yang relati' tinggi dan ke(epatan. jet tekanan yang relati' tinggi dan ke(epatan tinggi digunakan dan dapat digunakan di mana tekanan gas yang relati' tinggi diperlukan dan dapat digunakan dengan aliran gas bertekanan pada setiap tekanan yang diinginkan.
eterangan :
/ D air bertekanan tinggi inlet 1 D permata <ruby atau berlian= 6 D abrasi!e <garnet=
D pen(ampuran tabung 8 D penjaga
5 D mem&t&ng air jet @ D mem&t&ng bahan
ambar Abrasi!e Water +et Ma(hine
Tekanan gas biasanya sudah lebih rendah dari sekitar 1?? PS".jika luas daerah aliran
penampang n&sel pengiriman yang lumayan berkurang, rasi& dari partikel !&lume gas tidak akan lagi membentuk k&mbinasi bisa diterapkan dalam kaitannya dengan ke(epatan gas dan massa partikel abrasi'. Penemuan ini bertujuan mengurangi daerah aliran penampang n&sel dan
sebaiknya beberapa pengurangan di daerah aliran penampang tabung pakan sehingga k&ndisi untuk abrasi disediakan.bentuk n&!el tabung pakan dan n&sel pengiriman digunakan membuat kerja praktis dari tekanan jauh lebih tinggi daripada bekerja. aliran abrasi' pada tekanan lebih dari 1?? PS", misalnya, dari urutan 6?? atau ?? PS" di(apai. #anyak !ariasi yang lebih luas dan ukuran partikel partikel daripada yang dipraktekkan dalam peralatan diketahui sebelum dapat disediakan.aluminium &ksida atau silik&n karbida partikel dapat digunakan.
.P'insi) Ke';+A'+si-e "eM+hinin6
Aliran bertekanan gas abrasi'-sarat diba%a dalam garis lurus tubing disukai diperpanjang
ke arah !ertikal, desirably !ertikal d&%n%ardly, dari sudut pengembangan aliran gas bertekanan ke lubang pengiriman n&>el abrasi' digunakan. $al ini membuat peningkatan luas mungkin dalam tekanan dan ke(epatan, tanpa Sejalan meningkatkan keausan pipa.ini saluran pengiriman !ertikal abrasi' atau tubing terbentuk dari bahan kaku seperti karbida atau l&gam, tanpa kerja dari setiap >&na karet 'leksibel. )engan kerja dengan garis lurus, sebaiknya d&%n%ardly
diperpanjang tubing, pakaian kasar untuk yang terkena pipa berkurang, bahkan pada tekanan tinggi.pemasangan peralatan pembangkit jet abrasi' dengan menyediakan mekanisme untuk penyesuaian !ertikal n&>el dalam kaitannya dengan mendukung pekerjaan juga ditujukan.
Abrasi!e +et Ma(hining <A+M= menggunakan aliran butiran abrasi!e halus di(ampur
dengan udara atau gas pemba%a lainnya pada tekanan tinggi.Aliran ini diarahkan &leh n&sel yang didesain (&(&k untuk keperluan tersebut kepada permukaan benda kerja yang
dikerjakan.Pengelupasan material terjadi ga(a er&si!e yang disebabkan &leh tumbuhan partikel abrasi!e pada permukaan benda kerja dengan ke(epatan tinggi <http:;;translate.g&&gle.(&.id=. Pemusatan aliran dengan ke(epatan tinggi daripada 'luida <udara atau gas= yang
ber(ampur dengan partikel-partikel abrasi!e pada benda kerja.Metal rem&!al pada benda kerja terjadi karena e'ek shearing &leh partikel abrasi!e dan disertai &leh e'ek abrasi dan er&si &leh aliran 'luida dan partikel.
#erdasarkan pada k&mp&nen pemesinanabrasi!e jet ma(hining mempunyai k&mp&nenk&mp&nen.
Adapun k&mp&nen-k&mp&nennya terdiri dari sistem abrasi!e pengiriman, sistem k&ntr&l, p&mpa, n&>>le, miing tabung dan sistem m&ti&n.
<.1.Sise* A'+si-e Pen6i'i*+n
Sebuah laju aliran sederhana tetap abrasi!e semua yang diperlukan untuk kelan(aran, mem&t&ng akurat.sistem m&dern pakan abrasi' adalah menghilangkan getaran pengumpan masalah ra%an dan padatan metering katup sistem sebelumnya dan menggunakan diameter &ri'i(e tetap sederhana untuk meter aliran abrasi!e dari bagian ba%ah h&pper pakan ke(il yang terletak berdekatan dengan n&>el pada Y- sumbu kereta.
Sebuah lubang sistem metering ini sangat handal dan sangat diulang. Setelah aliran
abrasi!e melalui lubang diukur selama mesin set-up, nilai dapat dimasukkan ke dalam pr&gram k&mputer k&ntr&l dan tidak ada penyesuaian atau 'ine-tuning aliran abrasi!e akan pernah
diperlukan. erb&ng abrasi' ke(il yang terletak pada sumbu Y kereta biasanya.menampung sekitar pas&kan 8-menit abrasi!e dan dapat diisi ulang dengan send&k tangan sementara pem&t&ngan sedang berlangsung.
<..Sise* K(n'(l
7undamental keterbatasan sistem k&ntr&l 4N4 tradisi&nal. Se(ara hist&ris, air jet dan
tabel jet abrasi' pem&t&ngan telah menggunakan sistem k&ntr&l tradisi&nal 4N4 menggunakan alat mesin akrab F-(&de.F Namun, ada gerakan (epat dari tekn&l&gi ini untuk sistem jet abrasi', terutama untuk aplikasi mesin jangka pendek dan terbatas-pr&duksi t&k&.-k&de pengendali dikembangkan untuk memindahkan alat pem&t&ng kaku, seperti pabrik akhir atau pem&t&ng mekanis.Tingkat umpan untuk alat ini umumnya diadakan k&nstan atau ber!ariasi hanya dalam kenaikan tersendiri untuk sudut dan kur!a.
Setiap kali perubahan dalam tingkat pakan entri pemr&graman diinginkan harus
dilakukan. Air jet atau jet abrasi' pasti bukan merupakan alat pem&t&ng kak uH menggunakan tingkat 'eed k&nstan akan menghasilkan berat under(utting atau lan(ip di sudut-sudut dan di sekitar kur!a. Selain itu, perubahan langkah membuat diskrit tingkat pakan juga akan
mengakibatkan dip&t&ng tidak rata di mana transisi terjadi.
Perubahan dalam tingkat pakan sudut dan kur!a harus dibuat lan(ar dan se(ara bertahap,
dengan laju perubahan ditentukan &leh jenis bahan yang p&t&ng, ketebalan, ge&metri bagian dan sejumlah parameter n&>>le.
Alg&ritma k&ntr&l yang menghitung persis bagaimana tingkat pa kan harus ber!ariasi untuk suatu ge&metri yang diberikan dalam bahan tertentu untuk membuat bagian yang tepat. Alg&ritma ini sebenarnya yang diinginkan menentukan !ariasi pada tingkat setiap umpan ?,???8 F<?,?/1 mm= sepanjang jalan alat untuk memberikan umpan pr&'il tingkat yang sangat halus dan bagian yang sangat akurat. Menggunakan -4&de untuk mengubah pr&'il ini 'eed rate yang diinginkan ke dalam instruksi k&ntr&l sebenarnya untuk m&t&r ser!& akan membutuhkan sejumlah besar pemr&graman dan mem&ri (&ntr&ller. Sebaliknya, kekuatan dan mem&ri dari P4 m&dern dapat
digunakan untuk menghitung dan menyimpan seluruh perkakas dan pr&'il 'eed rate dan kemudian langsung dri!e ser!&m&t&rs yang meng&ntr&l IY gerakan. $al ini menyebabkan bagian yang lebih tepat yang jauh lebih mudah untuk men(iptakan daripada jika -k&de pemr&graman yang digunakan.
<.<.P(*)+
Tekanan a%al ultra-tinggi sistem pem&t&ngan menggunakan p&mpa hidr&lik intensi'ier eksklusi'.Pada saat itu, p&mpa intensi'ier adalah satu-satunya p&mpa andal yang mampu men(iptakan tekanan (ukup tinggi untuk mesin air jet. M&t&r mesin atau listrik dri!e p&mpa hidr&lik yang mem&mpa (airan hidr&lik pada tekanan dari /.??? menjadi .??? psi <5.J?? untuk [email protected]?? kPa= ke dalam silinder intensi'ier.
4airan hidr&lik kemudian mend&r&ng pada pist&n besar untuk menghasilkan kekuatan
tinggi pada penyelam berdiameter ke(il.plunger ini pressuri>es air ke tingkat yang sebanding dengan luas penampang pist&n relati' besar dan plunger ke(il. P&r&s engk&l p&mpat ekn&l&gi abad-tua di belakang p&mpa p&r&s engk&l didasarkan pada penggunaan (ranksha't mekanik untuk memindahkan sejumlah indi!idu atau t&rak pist&n b&lak-balik dalam silinder. Periksa
katup dalam silinder masing-masing memungkinkan air untuk memasuki silinder sebagai p lunger (ara 1 <p&mpa p&r&s engk&l= ditarik dan kemudian keluar silinder ke &utlet mani'&ld sebagai
uang muka plunger ke p&mpa (ylinder.4ranksha't se(ara inheren lebih e'isien daripada p&mpa intensi'ier karena mereka tidak memerlukan sistem hidr&lik p&%er-meramp&k.
Selain itu, p&r&s engk&l p&mpa dengan tiga atau lebih silinder dapat diran(ang untuk
memberikan &utput tekanan yang sangat seragam tanpa perlu menggunakan sistem attenuat&r. p&r&s engk&l p&mpa tidak umum digunakan dalam aplikasi tekanan ultra-tinggi sampai (ukup baru-baru ini. "ni karena p&r&s engk&l khas p&mpa di&perasikan pada str&ke lebih per menit dari
suatu p&mpa intensi'ier dan menyebabkan hidup tidak dapat diterima singkat segel dan katup (ek. Perbaikan dalam desain segel dan bahan, dik&mbinasikan dengan ketersediaan luas dan mengurangi biaya k&mp&nen katup keramik, memungkinkan untuk meng&perasikan p&mpa engk&l di ?.??? sampai 8?.??? psi <19?.??? untuk 68.??? kPa= rentang dengan kehandalan yang sangat baik. $al ini merupakan suatu ter&b&san besar dalam penggunaan p&mpa tersebut untuk mem&t&ng jet abrasi'. 1? ; 6? tenaga kuda khas (ranksha'ts p&mpa tripleks digerakkan. Pengalaman telah menunjukkan bah%a jet abrasi' tidak benar-benar membutuhkan
5?.??? psi penuh </.??? kPa= kemampuan p&mpa intensi'ier. )alam sebuah jet abrasi', bahan abrasi' melakukan pem&t&ngan yang sebenarnya saat air hanya bertindak sebagai sarana untuk memba%a mele%ati bahan yang dip&t&ng. $al ini sangat mengurangi keuntungan menggunakan tekanan ultra-tinggi. Memang banyak &perat&r jet abrasi' dengan 5?.??? psi </.??? kPa= p&mpa intensi'ier telah belajar bah%a mereka mendapatkan p&t&ngan halus dan keandalan yang
lebih banyak jika mereka meng&perasikan jet kasar mereka di ?.??? sampai 8?.??? psi
<1@5.??? untuk 68.??? kPa= jangkauan. Sekarang p&mpa p&r&s engk&l menghasilkan tekanan pada daerah tersebut, peningkatan jumlah sistem jet abrasi' yang dijual dengan p&mpa p&r&s
engk&l-jenis yang lebih e'isien dan mudah dipelihara. <.4.N(77le
Semua sistem jet abrasi!e menggunakan n&>el dasar yang sama dua tahap. Pertama, air
mele%ati sebuah lubang berdiameter ke(il permata untuk membentuk sebuah jet yang sempit.Air jet kemudian mele%ati sebuah ruang ke(il di mana e'ek !enturi men(iptakan !akum sedikit yang
menarik bahan abrasi' dan udara ke daerah ini melalui tabung.Partikel abrasi' yang diper(epat &leh aliran air dan bergerak bersama-sama mereka masuk ke dalam tabung, panjang silinder ber&ngga pen(ampuran keramik.
4ampuran yang dihasilkan keluar abrasi!e dan air tabung pen(ampuran sebagai arus k&heren dan mem&t&ng materi. Sangatlah penting bah%a mulut permata dan tabung
pen(ampuran harus tepat sesuai untuk memastikan bah%a air jet mele%ati langsung di
tengahtengah tabung pen(ampuran. +ika kualitas abrasi!ejet akan tersebar, kualitas pem&t&ngan yangdihasilkan akan menjadi miskin, dan kehidupan tabung pen(ampuran akan pendek.
)iameterlubang khas untuk sebuah n&>>le jet abrasi!e ?,?/? Funtuk ?,?/F <?,18 mm sampai ?,68 mm=. Permata lubang mungkin ruby, sapphire atau berlian, dengan batu sa'ir yang paling umum.uang !enturi antara mulut permata dan bagian atas tabung pen(ampuran merupakan daerah yangtergantung pada pemakaian.memakai $al ini disebabkan &leh aksi er&si dari aliran abrasi' karena memasuki sisi ruangan dan entrained &leh %aterjet tersebut. #eberapa n&>el menyediakan liner karbida untuk meminimalkan pakai ini.penyelarasan yang tepat dari mulut permata dan tabung pen(ampuran sangat penting untuk kehidupan tabung p en(ampuran. $al ini
terutama berlaku untuk diameter relati' ke(il ?,?6? F<?,@8 mm=. <.5.Mi8in6 T+un6
Tabung pen(ampuran adalah tempat abrasi' (ampuran dengan air tekanan tinggi.Tabung pen(ampuran harus diganti jika t&leransi turun di ba%ah tingkat yang dapat diterima.ntuk
akurasi maksimum, ganti tabung pen(ampuran lebih sering. <.2.M(i(n sise*
angka untuk membuat bagian-bagian presisi, sebuah abrasi!e sistem jet harus memiliki
meja dan presisi y gerak sistem k&ntr&l.Tabel jatuh ke dalam tiga kateg&ri umum.*antai-m&unt sistem gantry Terpadu tabel ; gantry sistem *antai-m&unt sistem pen&pang.
2.1.8 PLA0'A AR6
Pe*((n6+n )+n+'+n +i' =WJC >
Pem&t&ngan Waterjet <W+4=, juga dikenal sebagai mesin air jet atau mesin hidr&dinamik, menggunakan jet tinggi ke(epatan 'luida menimpa benda kerja untuk melakukan &perasi pem&t&ngan. Water +et 4utter menggunakan aliran air halus dengan tekanan dan ke(epatan
tinggi, yang diarahkan pada permukaan bendakerja sehingga menyebabkan benda kerja terp&t&ng ntuk mendapatkan aliran air yang halus digunakan pembukaan n&sel dengan
diameter sekitar ?,?? sampai ?,?/5 in <?,/ sampai ?, mm=. Agar diper&leh aliran dengan energi yang (ukup untuk pem&t&ngan, digunakan tekanan di atas 5?.??? lb;in1<?? Mpa=, dan pan(aran men(apai ke(epatan di atas 6??? 't;se(. <J??m;s=.4airan ditekan sesuai tingkat yang diinginkan dengan menggunakan p&mpa hidraulik.Sebagai (airan pem&t&ng biasanya digunakan larutan p&limer karena (endrung menghasilkan aliran yang lebih menyatu <coherent stream=.Aliran
(airan dari n&sel dapat diatur besarnya, untuk material yang tipis pembukaan diatur lebih ke(il agar dihasilkan pem&t&ngan yang lebih halus.
Parameter dalam pr&ses WJC adalah :
7 +arak antara n&sel dan permukaan benda kerja < stand off distance=. 7 )iameter pembukaan n&sel,
7 Tekanan air dan ke(epatan p&t&ng.
+arak antara pembukaan n&sel dengan permukaan benda kerja harus diatur seke(il mungkin untuk menghindari adanya per(ikan aliran (airan. +arak yang umum digunakan adalah /;9 in <6,1 mm=. kuran pembukaan n&sel berpengaruh terhadap ketelitian pem&t&ngan, pembukaan ke(il digunakan untuk pem&t&ngan halus pada material yang tipis, sedang untuk mem&t&ng material yang lebih tebal dibutuhkan pan(aran aliran dan tekanan yang lebih besar pula. e(epatan pem&t&ngan yang sering digunakan dari /1 in.;min <8 mm;s= sampai di atas /1?? in.;min <8??
mm;s=.
Pe*((n6+n )+n+'+n +i' +'+si9 = AWJC >
Air jet mesin <W+M= terutama digunakan untuk mem&t&ng dan (elah berp&ri bukan l&gam
seperti kayu, kertas, kulit, dan busa.Namun, tidak e'isien untuk pengerjaan material keras. etika abrasi!e di(ampur dalam air jet, Abrasi!e Water +et Ma(hining, pr&ses baru dan lebih kuat
direalisasikan.#aik W+M dan AW+M menggunakan prinsip dari pressuri>ing air untuk tekanan sangat tinggi, dan memungkinkan air untuk melarikan diri melalui lubang yang sangat ke(il <&ri'i(e=. Air jet mesin menggunakan sinar keluar air &ri'i(e <atau permata= untuk mem&t&ng hal-hal lembut seperti p&p&k dan permen, tetapi tidak e'ekti' untuk mem&t&ng bahan lebih keras. Air inlet biasanya bertekanan antara 1?.??? dan 88.??? p&und per in(i persegi <PS"=. "ni diper(epat melalui lubang ke(il di F+e%elF, yang biasanya ?,?/? Funtuk ?,?/8F diameter. $al ini
men(iptakan sebuah bal&k ke(epatan air yang sangat tinggi. Abrasi!e mesin air jet
bah%a bal&k menggunakan air yang sama untuk memper(epat partikel kasar untuk ke(epatan (ukup (epat untuk mem&t&ng bahan jauh lebih sulit. )engan bantuan abrasi!e, bahan kekerasan apapun dapat dip&t&ng tanpa delaminasi, tanpa kerusakan termal, dalam %aktu yang sama,
dengan tingkat pem&t&ngan yang sangat tinggi dan kemampuan untuk mem&t&ng ketebalan yang sangat besar. WJC digunakan untuk pem&t&ngan benda kerja l&gam, maka biasanya harus
ditambahkan partikel abrasi' kedalam aliran pan(aran. Partikel abrasi' yang sering digunakan adalah &ksida aluminium, di&ksida silik&n, dan garnet <mineral silikat=. Partikel abrasi' yang ditambahkan kedalam aliran air sekitar ?,8 lb;min <?,16 kg;min= setelah keluar dari n&sel.
Parameter dalam pr&ses AWJC sama dengan pada pr&ses WJC , yaitu : 7 diameter pembukaan n&sel,
7 tekanan air, dan
7 jarak antara pembukaan n&sel dan permukaan bendakerja.
)iameter pembukaan n&sel berkisar antara ?,?/? in. <?,18 mm= sampai ?,?18 in. <?,56 mm=, sedikit lebih besar daripada WJC. Tekanan air yang digunakan hampir sama seperti WJC , sedang jarak antara pembukaan n&sel dengan permukaan bendakerja sedikit lebih ke(il, untuk meminimalkan dampak dari per(ikan (airan pem&t&ng, yang sekarang mengandung partikel abrasi'. +arak tersebut sekitar seperempat dan setengah dari jarak yang biasa dipakai pada WJC.
Pe*esin+n P+n+'+n A'+si9 = AJM >
Abrasi!e +et Ma(hine adalah pr&ses pelepasan material yang menggunakan aliran gas
ke(epatan tinggi yang mengandung partikel-pertikel abrasi' ke(il. )isini digunakan gas kering dengan tekanan 18 sampai 1?? lb;in1<?,1 sampai /, MPa= dialirkan melalui lubang n&sel dengan diameter ?,??6 sampai ?,?? in. <?,?@8 sampai /,? mm= pada ke(epatan 8?? sampai /??? 't;min <1,8 sampai 8,? m;s=. as yang digunakan adalah udara kering, nitr&gin, di&ksida karb&n, dan helium.ntuk mengarahkan n&sel pada bendakerja biasanya dilakukan se(ara
manual &leh se&rang &perat&r.+arak antara ujung n&sel dengan permukaan bendakerja sekitar /;9 in. sampai beberapa in.Tempat kerja harus disiapkan dengan !entilasi yang (ukup memadai untuk &perat&r.
AJM pada umumnya digunakan untuk pr&ses penyelesaian seperti pemangkasan,
pembersihan, pem&lesan, dan sebagainya. Pem&t&ngan dapat dilakukan untuk material yang keras dan getas < sebagai (&nt&h gelas, silik&n, mika, dan keramik = yang berbentuk rata dan tipis. Abrasi' yang sering digunakan adalah &ksida aluminium <untuk aluminium dan kuningan=, karbida silik&n <untuk baja tahan karat dan keramik=, dan butir gelas <untuk pem&lesan=. kuran diameter butir sangat halus, berkisar antara /8 sampai ? mm, dan untuk dapat digunakan ukuran tersebut harus seragam.
2.2 PE'E0INAN K3N4EN0I3NAL 2.2.1 'E0IN BUBUT
Pengertian Mesin Bubut
Mesin Bubut adalah suatu mesin yang umumnya terbuat dari logam, gunanya
membentuk benda kerja dengan cara menyanyat, dengan gerakan
utamanya berputar.
Proses bubut adalah proses pemakanan benda kerja yang sayatannya
dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat
yang digerakkan secar translasi sejajar dengan sumbu putar dari benda kerja.
B+6i+n?+6i+n U+*+ Mesin Buu
#agian-bagian utama dari mesin bubut biasanya terdiri dari /? bagian yaitu sebagai berikut:
/. aki meja, dengan k&tak. 1. Bed dengan pematang !.
6. epala tetap dengan berbagai perlengkapan ke(epatan dan dilengkapi berbagai chuck untuk dipasang pada p&r&s utama guna mengikat benda kerja.
. Saklar listrik untuk penggerak m&t&r.
8. *emari atau k&tak r&da gigi untuk penyetelan;pemilihan ke(epatan p&r&s utama termasuk gerkan eretan membujur dan eretan melintang se(ara &t&matis.
5. Eretan membujur. @. Eretan melintang.
9. Eretan atas;eretan kesil dengan pengikat pahat. J. Supp&rt <eretan;asutan membujur=.
/?. epala lepas untuk memegangatau mengikat alat pembuat lubang &leh center drill dan pengeb&ran benda kerja &leh b&r.
@+'+ Ke';+ Mesin Buu
#enda diikat atau dipegang dengan suatu alat pemegang atau pengikat
yang disebut (ekam atau chuck . 4ekam ditempatkan atau dipasang pada ujung p&r&s utama mesin bubut dengan sambungan pasak atau sambungan ulir,
sehimgga benda kerja pada chuck ikut berputar pada saat mesin dijalankan. Pahat yang dipasang pada pengikat pahat disebut juga tool - post .
Tool - post dapat bergerak sejsjar dengan garis hati benda kerja atau
membujur. Alat ini dipasang diatas asutan;eretan ke(il yang diletakan diatas asutan melintang <cross slide=, dan keduanya dialetaklan diatas asutan membujur yang disebut pula upport . arena pahat beserta tool - post nya diletakan diatas asutan melintang, maka pahat dapat bergerak melintang dan membujur. +adi, tebal muka sayatan pahat dapat ditambah.
Pada umumnya bentuk ulir adalah segitiga atau 3 <ulir metri( dengan
sudut 5?&dan ulir %ith%&rth 88&=, segi empat dan trape>ium <sudut ulir 1J&=. 4ara membubut ulir segitiga adalah sebagai berikut:
/. #ubutlah diameter ulir.
1. #ubutlah alur pembebas sedalam atau lebih sedikit dari dalamnya ulir. 6. Pinggulah ujung dari benda kerja.
. Ser&ngkan eretan atas setengah dari sudut ulir yang akan dibuat dan pasanglah pahat ulir.
8. Ambillah mal ulir yang akan dibuat.
5. Tempatkanlah ujung pahat tegak lurus terhadap benda kerja.
@. en(angkan baut-baut penjepit bila pahat sudah sama tinggi dengan senter dan lurus dengan benda kerja.
9. Tempatkan tuas-tuas pengatur transp&rter menurut tabel sesuai dengan banyaknya ulir yang akan dibuat.
J. Masukkan r&da gigi agar mesin jalannya se(ara ganda.
/?. +alankan mesin dan kenakan ujung pahat sampai benda kerja tersentuh. //. $entikan mesin dan tariklah eretan kekanan.
/1. Putarlah (in(in pembagi, sehingga angka ? segaris dengan angka ? pada eretan lintang dan tidak merubah kedudukannya.
/6. Majukan eretan lintang 6 garis pada (in(in pembagi, maka pahat maju untuk penyayatan.
/. Putar (in(in pembagi sehingga angka ? lagi dan eretan lintang tidak b&leh bergerak.
/8. +alankan mesin
/5. Masukan tuas penghubung transp&rter pada %aktu salah satu angka pada penunjuk ulir bertepatan dengan angka ?.
/@. #ila pahat sudah masuk pada pembebas, putarlah kembali eretan lintang sehingga pahat bebas dari benda kerja.
/9. embalikan eretan. /J. $entikan mesin. 1.1.1 MES"N 7A"S
Pen6e'i+n Mesin F'+is
Mesin 'rais adalah mesin perkakas untuk mengejakan;menyelesaikan
permukaan suatu benda kerja dengan mempergunakan pisau sebagai alatnya. Pada mesin 'rais, pisau terpasang pada arb&r dan diputar &leh spindle. #enda kerja terpasang pada meja dengan bantuan (at&k <!i(e= atau alat bantu lainnya. Meja bergerak !erti(al <naik-turun=, h&ri>&ntal <maju-mundur dan kekiri-kekanan=.
)engan gerakan ini maka dapat menghasilkan benda-benda seperti pembuatan: /. #idang rata
1. Alur 6. &da gigi
. Segi banyak beraturan 8. #idang bertingkat
Sesuai dengan keperluannya, mesin 'rais dibagi dalam 1 g&l&ngan besar yaitu, mesin 'rais baku dan mesin 'rais husus. Mesin 'rais baku dibagi lagi menjadi 1 kel&mp&k, yaitu Mesin 'rais meja, dan mesin 'rais lutut dan tiang. Mesin-mesin 'rais yang terg&l&ng jenis mesin 'rais lutut dan tiang diantaranya ialah Mesin 'rais hori!ontal , Mesin 'rais vertical , dan Mesin 'rais
universal . Pada mesin 'rais hori!ontal , meja dari mesinnya hanya dapat digerakan pada tiga arah yaitu, arah membujur, arah melintang dan arah tegak. S edang pada mesin 'rais tegak letak sumbu utama spindelnya tegak lurus terhadap meja mesin. )engan perlengkapan kepala tegak yang dapat diputar-putar, maka kedudukan spindle sumbu utama dapat dibuat menyudut terhadap meja mesin. Mesin 'rais jenis ini banyak digunakan untuk melakukan pekerjaan-pekerjaan yang
mempergunakan 'rais sisi atau 'rais jari. Sedang untuk 'rais universal , meja dari mesin ini pada mesin hori!ontal hanya meja uni!ersal dapat diputar mendatar dan membentuk sudut 8?kearah tiang mesin.
<.< M++*?*++* Pis+u F'+is
Mesin 'rais mempunyai berma(am-ma(am pisau, dimana hasil-hasil bentuk dari pekerjaan mesin 'rais tergantung dari bentuk pisau 'rais yang
digunakan, karena bentuk utama 'rais tidak berubah %alaupun sudah diasah, jadi tidak seperti pada pahat bubut yang disesuaikan menurut kebutuhannya dan
disamping bentuk-bentuk yang sudah tetap 'rais itu sekelilingnya mempunyai gigi yang berperan sebagai mata pem&t&ngan. $asil-hasil bentuk dari pekerjaan mesin 'rais tergantung dari bentuk pisau
'rais yang digunakan, karena bentuk utama 'rais tidak berubah %alaupun sudah diasah, jadi tidak seperti pada pahat bubut yang disesuaikan menurut kebutuhan dan disamping bentuk-bentuk yang sudah tetap 'rais itu sekelilingnya mempunyai gigi yang berperan sebagai mata pem&t&ngnya.
Pada mesin 'rais selain mengerjakan pekerjaan-pekerjaan pen ge'raisan rata, menyudut, membel&k, mengalur, dan sebagainya, dapat pula mengerjakan benda kerja yang berbidang- bidang atau bersudut-sudut. Yang dimaksud dengan benda kerja yang berbidang-bidang adalah benda kerja yang mempunyai beberapa bidang atau bersudut atau beralur yang beraturan,
misalnya segi banyak beraturan, batang beralur, r&da gigi, r&da gigi (a(ing dan lain sebagainya. epala pembagi ini ber'ungsi untuk membuat bagian pembagian atau mengerjakan benda kerja yang berbidang tadi dalam sekali pen(ekaman.
)alam pelaksanaannya, &perasi tersebut diatas ada (ara pembagian yang merupakan tingkatan, yaitu:
/. Pembagi langsung <dire(t indeing= 1. Pembagi sederhana <simple indeing= 6. Pembagi sudut <angel indeing=
. Pembagi di'erensial <di''erensial indeing=
eempat (ara tersebut diatas memang merupakan tingkatan-tingkatan (ara pengerjaan, artinya bila dengan (ara pertama tidak bisa digunakan, kita gunakan (ara kedua dan seterusnya.
a. Segi banyak beraturan b. #atang beralur
(. &da gigi
d. &da gigi (a(ing
epala pembagi ini ber'ungsi untuk membuat bagian pembagian atau mengerjakan benda kerja yang berbidang tadi dalam sekali pen(ekaman. )alampelaksanaannya, &perasi tersebut diatas ada (ara pembagian yang merupakan tingkatan, yaitu pembagi langsung <direct inde"ing =, pembagi sederhana < simpleinde"ing =, pembagi sudut <angel inde"ing =, dan yang terakhir adalah pembagi di'erensial <differensial inde"ing =. eempat (ara tersebut diatas memang merupakan tingkatan tingkatan (ara pengerjaan, artinya bila dengan (ara pertama tidak bisa digunakan, kita gunakan (ara kedua dan seterusnya.
1.1.6 MES"N )"
Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill) . Sedangkan proses bor (boring) adalah proses meluaskan/ memperbesar lubang.
arakteristik proses gurdi agak berbeda dengan proses pemesinan yang lain, yaitu !
• Beram harus keluar dari lubang yang dibuat
• Beram yang keluar dapat menyebabkan masalah ketika ukurannya besar dan atau kontinyu
• Proses pembuatan lubang bisa sulit jika membuat lubang yang dalam
• "ntuk pembuatan lubang dalam pada benda kerja yang besar, cairan pendingin dimasukkan ke permukaan
potong melalui tengah mata bor. B#$%#&'B#$%#& MS%& $"*%
+enis'jenis Mesin $urdi • Mesin penggurdi portable • Mesin penggurdi peka Pasangan bangku Pasangan lantai
• Mesin penggurdi -ertical ugas ringan
ugas berat
Penggurdi gang (kelompok) • Mesin penggurdi radial
• Mesin penggurdi turret
• Mesin penggurdi spindle jamak "nit tunggal
+enis perpindahan
• Mesin penggurdi produksi Meja pengarah
+enis perpindahan
• Mesin penggurdi lubang dalam
Mesin Penggurdi Portable dan Peka
Penggurdi Portable ($ambar .0.) adalah mesin penggurdi kecil padat yang terutama digunakan untuk operasi penggurdian yang tidak dapat dilakukan dengan mudah pada kempa gurdi biasa. Mesin penggurdi peka adalah mesin kecil berkecepatan tinggi dari konstruksi sederhana yang mirip dengan kempa gurdi tegak biasa ($ambar .1.).
GA'BAR 9.8 GA'BAR 9.+ • Mesin Penggurdi Gang (Kelompok)
alau beberapa spindel penggurdi dipasangkan pada meja tunggal, ini disebut sebagai penggurdi gang atau kelompok. +enis ini sesuai untuk pekerjaan produksi yang harus melakukan beberapa operasi.
• Mesin Penggurdi Radial
Mesin penggurdi radial dirancang untuk pekerjaan besar kalau tidak
memungkinkan bagi benda kerja untuk digerakkan berputar bila beberapa lubang harus digurdi. Mesin ini, yang ditunjukkan pada $ambar .2. , terdiri atas sebuah tiang -ertikal yang menyangga sebuah lengan yang memba3a kepala gurdi.
• Mesin Turet
Mesin turet mengatasi keterbatasan ruang lantai yang ditimbulkan oleh kempa gurdi kelompok. Sebuah kempa gurdi KN delapan
stasiun turet ditunjukkan dalam $ambar .4. Stasiunnya dapat disetel dengan berbagai perkakas.
B#B %%% P&""P 0.5 S%MP"6#&
Pada akhirnya penulis mengetahuin pengetahuan tentang pemesinan kon-ensional dan non kon-ensioal. Mengetaui jenis jenis serta pengetahuan dan dapat menyerap ilmu tentang materi tersebut
S##&
Dalam pembuatan makala# d$perlukan ker&a keras dalam men"ar$ berba!a$ re%rens$ a!ar makala# an! d$buat leb$# ba$k. Pela&ar$la# makala# an! d$buat a!ar dapat menamba# :a:asan la!$.
8.2 DA;TAR PU0TAKA
Tau'iK &(him, </JJ?=. Teori #er$a Bor . #andung: P&liteknik Manu'aktur #andung. au7i8 ochim, (5990). Teori & Teknologi Proses Pemesinan. Bandung! Proyek :*S. ;o< =alley echnnical >ollege, ?@@4, Machine Shop 0 : "Milling Machines" Tool Holding
<Su*e': S3+*suin 1= <Su*e': B.M A*se+1=.