BAB II
LANDASAN TEORI
2.1 Penyajian Data
Perumusan ilmu statistik juga berguna dalam pengendalian persediaan, khususnya dalam tulisan ini gunanya untuk membuat daftar distribusi frekwensinya. Untuk membuat daftar ini, ada beberapa istilah yang digunakan yaitu:
a. Kelas interval adalah banyaknya objek yang dikumpulkan dalam kelompok-kelompok berbentuk a – b.
b. Frekwensi (f) menyatakan banyaknya jumlah data yang terdapat dalam tiap-tiap kelas interval.
c. Ujung bawah adalah bilangan-bilangan di sebelah kiri kelas interval dan ujung atas adalah bilangan-bilangan di sebelah kanannya.
d. Panjang kelas interval adalah selisih positif antara tiap dua ujung bawah yang berurutan.
e. Batas bawah kelas interval sama dengan ujung bawah kelas interval dikurangi 0,5 dan batas atasnya sama dengan ujung atas kelas interval ditambah 0,5 di mana data yang dicatat, teliti hingga satuan. Untuk data dicatat hingga satu desimal, ujung bawah kelas intervalnya dikurangi 0.05 dan ujung atas kelas intervalnya ditambah 0.05 dan begitu seterusnya.
Untuk membuat daftar distribusi frekwensi dengan panjang kelas yang sama, maka dilakukan langkah-langkah sebagai berikut:
a. Tentukan rentang (R) yaitu data terbesar dikurangi data terkecil.
b. Tentukan banyak kelas interval (C) yang diperlukan. Menentukan kelas ini menggunakan aturan Sturges, yaitu:
C = 1+3.3logn
c. Tentukan panjang kelas interval (p). Mencari nilai dari p ini ditentukan oleh aturan:
kelas banyak
R p=
Harga p diambil sesuai dengan ketelitian satuan data yang digunakan.
d. Pilih ujung bawah kelas interval pertama. Hal ini sama dengan mengambil data terkecil atau nilai data yang lebih kecil dari data terkecil dengan ketentuan intervalnya tidak lebih besar dari panjang kelas (p).
e. Buat tabel distribusi frekwensi berdasarkan langkah-langkah di atas.
2.2 Teori Umum Inventory Control
Berbagai defenisi persediaan telah banyak dikemukakan oleh para ahli namun pada dasarnya persediaan merupakan sumber daya yang menganggur dan menunggu proses lanjutan. Proses lanjutan di sini artinya dapat berupa kegiatan produksi seperti pada sistem manufaktur, kegiatan pemasaran pada sistem produksi distribusi dan kegiatan konsumsi yang dijumpai pada sistem rumah tangga.
Pengendalian terhadap persediaan atau inventory control merupakan suatu aktivitas mempertahankan jumlah persediaan pada tingkat yang dikehendaki. Dan bila dikaji lebih lanjut, jumlah persediaan yang dikehendaki sebenarnya terbentuk akibat mekanisme pemenuhan atas permintaan. Selain mekanisme ini, banyak alasan mengapa persediaan sangat dibutuhkan dalam proses produksi, yaitu menghindari ketidakpastian dari berbagai faktor seperti permintaan, waktu pembuatan dan waktu tenggang (lead time). Persediaan juga dibutuhkan untuk menghindari keterlambatan pengiriman, menghindari material yang rusak, mengantisipasi kenaikan harga, mendapatkan diskon apabila membeli dalam jumlah tertentu dan alasan yang paling penting adalah menjamin kelangsungan produksi bagi perusahaan tersebut. Sebab lain
timbulnya persediaan adalah keinginan produsen ataupun distributor untuk melakukan spekulasi (penimbunan), yang tujuannya untuk memperoleh keuntungan lebih dari kenaikan harga barang di masa yang akan datang.
Pada umumnya, permasalahan yang dihadapi dalam pengendalian persediaan terbagi dalam 2 (dua) kategori, yaitu:
a. Permasalahan kwantitatif merupakan hal-hal yang berkaitan dalam penentuan jumlah barang yang akan dibuat, waktu pembuatan maupun jumlah persediaan pengamannya (buffer stock). Permasalahan ini dikenal dengan penentuan kebijakan persediaan (inventory policy).
b. Permasalahan kwalitatif merupakan semua hal yang berhubungan dengan “sistem operasi persediaan” termasuk pengorganisasian, mekanisme dan prosedur, administrasi dan sistem operasi persediaan.
Maka dari itu, pengendalian persediaan merupakan segala tindakan yang dilakukan untuk mengusahakan tersedianya persediaan dalam jumlah tertentu. Karena baik penimbunan persediaan maupun kekurangan persediaan, kedua sama-sama membutuhkan biaya maka pengendalian persediaan dimaksudkan untuk menetapkan jumlah persediaan yang mengakibatkan kedua jenis biaya tersebut menjadi sekecil mungkin.
2.3 Jenis-Jenis Persediaan
Persediaan merupakan komponen, material maupun produk jadi yang tersedia dan siap untuk disalurkan. Persediaan adalah bahan mentah, barang dalam proses (work in process), barang jadi, bahan pembantu, bahan pelengkap, komponen yang disimpan dalam antisipasinya terhadap pemenuhan permintaan. (Riggs,1976). Defenisi persediaan inilah yang akan digunakan, karena hal ini berkaitan dengan metode pengendalian persediaan yang akan dibahas yaitu metode pengendalian persediaan untuk item fisik.
Secara fisik, pengelompokkan item persediaan ini dibagi atas 5 (lima) kategori, yaitu sebagai berikut:
a. Bahan mentah (raw materials) yaitu barang-barang berwujud seperti baja, kayu, tanah liat atau bahan-bahan mentah lainnya yang diperoleh dari sumber daya alam, atau dibeli dari pemasok, maupun diolah sendiri oleh perusahaan untuk digunakan perusahaan dalam proses produksinya sendiri.
b. Komponen, yaitu barang-barang yang terdiri atas bagian-bagian yang diperoleh dari perusahaan lain atau hasil produksi sendiri untuk digunakan dalam pembuatan barang jadi atau barang setengah jadi.
c. Barang setengah jadi (work in process), yaitu barang-barang keluaran dari tiap operasi produksi atau perakitan yang telah memiliki bentuk lebih kompleks dari pada komponen, namun masih perlu proses lebih lanjut untuk menjadi barang jadi.
d. Barang jadi (finished good), adalah barang-barang yang telah selesai diproses dan siap untuk didistribusikan ke konsumen.
e. Bahan pembantu, adalah barang-barang yang diperlukan dalam proses pembuatan atau perakitan barang, namun bukan merupakan komponen barang jadi. Yang termasuk bahan pembantu ini adalah bahan bakar, pelumas, listrik dan lain-lain.
2.4 Aturan Kerja Inventory Control
Manajer operasi memiliki tujuan yang kompleks seperti bagaimana mencapai pengoperasian pabrik yang efisien, meminimumkan investasi dalam bagian persediaan, dan memaksimumkan pelayanan kepada konsumen.
Dalam mengelola persediaan, ada beberapa pertimbangan yang dijadikan dasar pemikiran. Tetapi pertimbangan yang paling mendasar di dalam pengendalian
persediaan adalah berupa biaya dan tingkat permintaan. Kedua faktor inilah yang menyebabkan timbulnya prsediaan dalam suatu proses produksi.
Seperti sudah dijelaskan, bahwa kebijakan dalam pengendalian persediaan meliputi dua keputusan yaitu kapan pembuatan dilakukan (reorder point) dan jumlah yang harus dibuat (reorder quantity). Kebijakan tentang kedua keputusan ini disebut aturan kerja pengendalian persediaan (inventory control operating doctrine).
2.4.1 Klasifikasi Biaya Persediaan
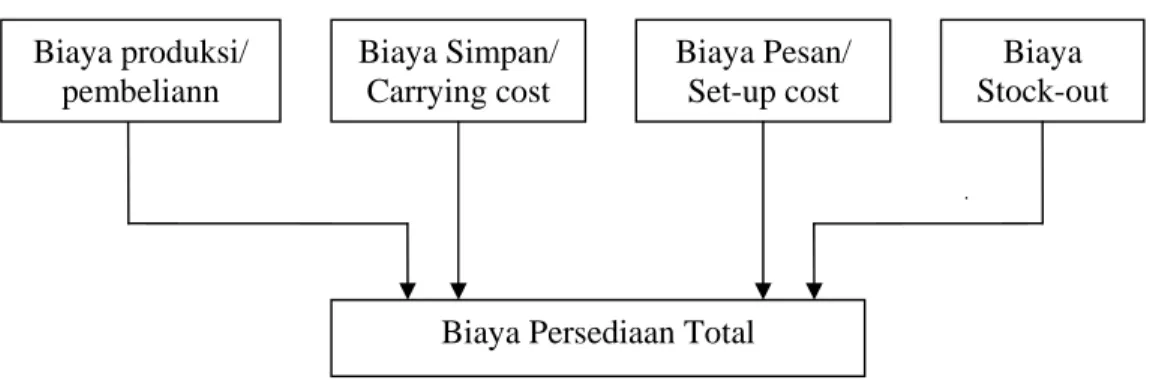
Salah satu diantara pertimbangan yang berhubungan dengan aturan kerja di atas biaya-biaya persediaan (inventory costs), yaitu semua biaya-biaya yang timbul akibat dari pengadaan persediaan. Adapun komponen biaya-biaya tersebut terdiri atas:
Gambar 2.1 Biaya-Biaya dalam Persediaan
a. Biaya pembelian atau produksi
Biaya pembelian merupakan harga pembelian atau produksi yang terbagi dalam dua jenis biaya, yaitu:
1. Jika harga pembelian tetap, maka ongkos per satuan juga tetap tanpa memandang jumlah yang dibeli.
2. Jika diskon tersedia, maka harga per satuan merupakan variabel yang bergantung pada jumlah pembelian.
Biaya Stock-out
Biaya Persediaan Total Biaya Simpan/ Carrying cost Biaya Pesan/ Set-up cost Biaya produksi/ pembeliann
b. Biaya pengadaan produksi (Set-up costs)
Karena penelitian ini bersifat produksi maka biaya pengadaannya disebut Set-up costs. Biaya pengadaan mencakSet-up semua biaya yang berhubungan dengan proses produksi. Biaya-biaya tersebut meliputi:
1. Biaya perbaikan mesin 2. Penambahan mesin baru 3. Biaya pembelian bahan baku
4. Biaya untuk memperoleh tenaga kerja 5. Dan lain-lain.
Pada umumnya, jumlah set-up costs menurun ataupun meningkat sesuai dengan jumlah putaran produksinya. Artinya, dalam beberapa hal berlaku anggapan yang menyatakan bahwa jika jumlah barang yang diproduksi lebih banyak setiap putaran produksi maka biaya yang timbul akibat produksi tersebut akan lebih murah, karena hal ini dapat memperkecil jumlah putaran produksi. Akan tetapi, hal ini akan menimbulkan kasus baru yaitu berupa bertambahnya biaya penyimpanan.
c. Biaya penyimpanan (Carrying cost)
Biaya penyimpanan terdiri dari semua ongkos yang berhubungan dengan biaya penyimpanan barang dalam stock. Biaya-biaya ini meliputi:
1. Bunga modal yang tertanam 2. Sewa gudang
3. Asuransi, pajak 4. Ongkos bongkar muat
5. Harga penyusutan dan harga kerusakan 6. Penurunan harga
7. Dan lain-lain.
d. Biaya stock-out (Shortage costs)
Biaya stock-out timbul akibat tidak terpenuhinya kebutuhan pelanggan pada periode tertentu. Begitu banyak kerugian yang disebabkan permintaan yang tidak terpenuhi, seperti kehilangan penjualan, kehilangan pelanggan, biaya pemesanan khusus, adanya selisih harga, terganggunya proses produksi, dan bertambahnya pengeluaran dari kegiatan manajerial.
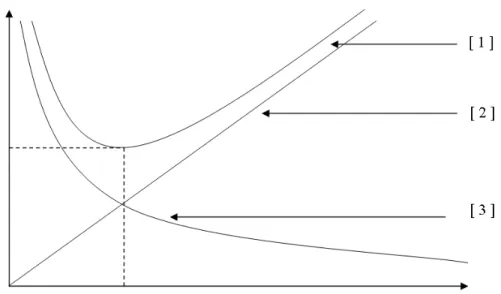
Hubungan antara tingkat persediaan dan jumlah biaya persediaan, dapat diilustrasikan pada gambar berikut:
Keterangan: 1. Total biaya persediaan 2. Carrying cost
3. Set-up cost
Gambar 2.2 Biaya Total Minimum
Dari ilustrasi di atas terlihat bahwa biaya penyimpanan (carrying costs) berbanding lurus dengan tingkat persediaan, sedangkan biaya pengadaan persediaan (set-up costs) berbanding terbalik dengan tingkat persediaan.
2.4.2 Pola Permintaan
Hal lainnya yang juga harus dipertimbangkan dalam pengelolaan persediaan adalah permintaan terhadap suatu barang. Pengelolaan persediaan akan sangat berbeda bila permintaan tergantung atau tidak tergantung pada kondisi pasar.
a. Persediaan barang jadi biasanya tergantung pada permintaan pasar atau merupakan independent demand inventory.
Independent demand inventory merupakan permintaan pasar yang kadang-kadang terpengaruh oleh permintaan yang acak atau keinginan pelanggan yang berubah-ubah.
b. Persediaan barang setengah jadi (work in process) dan bahan mentah (raw materials) ditentukan oleh tuntutan proses produksi dan bukan pada keinginan pasar dan merupakan dependent demand inventory.
Dependent demand inventory memiliki pola permintaan yang bergejolak atau yang ada dan tidak ada atau “on-off”, karena penyelesaian barang jadi dijadwalkan dalam paket atau lot.
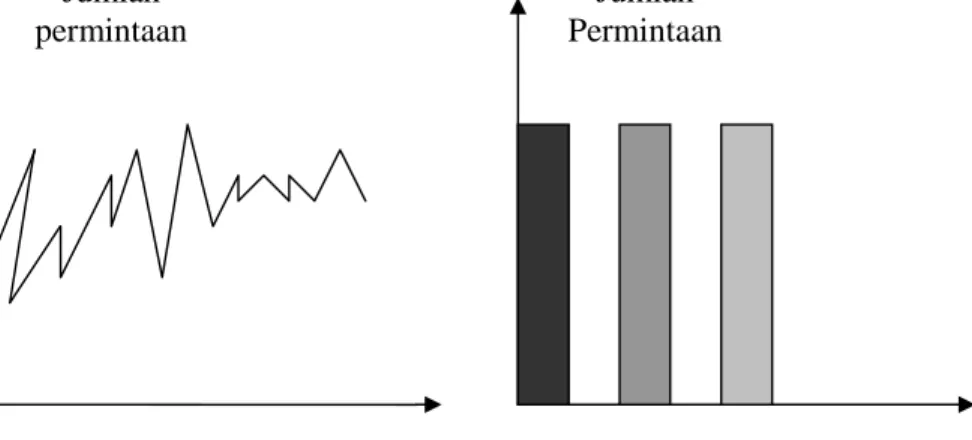
Kedua pola permintaan di atas diilustrasikan seperti gambar berikut:
a. Independent Inventory b. Dependent Inventory
Gambar 2.3 Pola Independent dan Dependent Inventory
waktu waktu
Jumlah permintaan
Jumlah Permintaan
Karena perbedaan pola permintaan ini, maka penentuan jumlah persediaan dan kapan dilakukan pemesanan akan berbeda, yaitu:
a. Pada sistem independent demand inventory, maka model yang tepat adalah pengisian kembali persediaan disesuaikan dengan jumlah yang dibutuhkan atau merupakan penggantian atau replenishment. Pada saat persediaan mulai berkurang, kondisi ini memacu untuk segera melakukan produksi sebagai ganti persediaan yang telah digunakan.
b. Pada sistem dependent demand inventory, apabila persediaan berkurang maka pemesanan belum dapat dilakukan. Pemesanan baru akan dilakukan jika ada permintaan barang dari tahapan proses produksi berikutnya.
2.5 Model Inventory Control
Di dalam persediaan terdapat berbagai jenis model yang dapat digunakan. Dari berbagai model yang tersedia, perusahaan dapat memilih satu atau beberapa model yang sesuai dengan keadaan yang sering dihadapinya.
Adapun langkah-langkah yang perlu dilakukan untuk dapat membangun atau membentuk model persediaan yang sesuai dengan kebutuhan adalah sebagai berikut:
a. Pelajari keadaan yang berkaitan dengan persediaan dan kemudian merumuskan sifat-sifat atau ciri-ciri keadaan tersebut.
b. Merumuskan asumsi-asumsi yang dibutuhkan. c. Membuat rumus atau persamaan biaya persediaan.
d. Mengoptimumkan rumus atau persamaan tersebut dengan menentukan titik atau waktu pemesanan serta jumlah pemesanan.
Model persediaan dibentuk berdasarkan karakteristik yang terdapat dalam persediaan, meliputi:
a. Kebutuhan
Pola kebutuhan terhadap suatu barang dapat memiliki sifat deterministik (diketahui dengan pasti) atau probabilistik (tidak pasti). Kebutuhan deterministik dapat bersifat statis, yaitu sifat yang mempunyai laju pemakaian konstan setiap saat. Atau kebutuhan deterministik yang bersifat dinamis, yaitu kebutuhan yang diketahui dengan pasti namun bervariasi dari periode ke periode.
b. Sistem Pemesanan
Sistem pemesanan yang dikenal dalam persediaan terbagi atas 2 (dua) sistem, yaitu:
1. Pemesanan Tunggal
Sistem ini digunakan untuk jangka waktu yang tidak terlalu lama (jangka pendek), karena kebutuhan untuk satu periode dapat dipenuhi walau hanya dalam satu kali pemesanan.
2. Pemesanan Berulang
Dalam sistem ini kebutuhan untuk satu periode waktu dapat dipenuhi dengan melakukan pemesanan atau pembuatan berulang kali. Sistem ini dapat dibagi dua, yaitu: sistem pemesanan dengan ukuran pemesanan tetap dan sistem pemesanan dengan selang waktu tetap.
c. Waktu Tenggang (Lead Time)
Waktu tenggang dapat juga bersifat deterministik (diketahui dengan pasti) atau probabilistik (tidak pasti).
Metode inventory control yang digunakan untuk melakukan perhitungan yakni tingkat persediaan optimal dengan laju produksi tertentu. Dan variabel-variabel yang diperlukan untuk melakukan perhitungan adalah sebagai berikut:
m = kecepatan produksi per satuan waktu n = jumlah yang dibutuhkan per satuan waktu S = tingkat persediaan pada awal produksi
t = waktu satu putaran produksi T = waktu dalam satu periode
Q = tingkat produksi optimal tiap putaran produksi Cc = biaya penyimpanan CPO per kilogram
Cs = biaya pengadaan produksi CPO
Untuk memodelkan ataupun merumuskan model persediaan yang akan diuraikan dalam tulisan ini, maka diberikan asumsi-asumsi sebagai berikut:
a. Kecepatan permintaan, n kg per satuan waktu dan diadakan segera sebelum persediaan habis.
b. Kecepatan pengadaan persediaan, m kg per satuan waktu. c. Kurun waktu antara dua putaran produksi adalah tetap. d. Tingkat persediaan adalah sama untuk tiap putaran produksi. e. Tidak terjadi kehabisan persediaan (stock-out).
Pada umumnya, pengendalian persediaan selalu berasumsi bahwa melakukan pengadaan persediaan kembali selalu bisa dilakukan dalam waktu yang bersamaan di saat persediaan habis . Tetapi kenyataannya kondisi ini tidaklah ada, pihak perusahaan tentu saja mempertimbangkan tentang kapasitas mesin produksi yang pada umumnya terbatas sehingga tidak mungkin pengadaan persediaan dilakukan dengan seketika.
Ide di atas inilah yang akan dijadikan dasar pemilihan model pengendalian persediaan. Dengan menggunakan notasi-notasi dan asumsi-asumsi yang sudah dipaparkan sebelumnya untuk menurunkan rumus sehingga diperoleh tingkat persediaan optimal dengan biaya minimum.
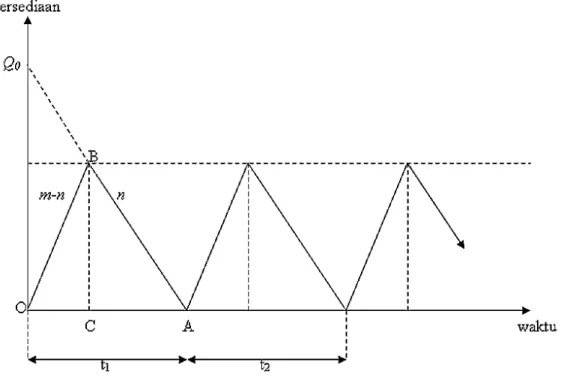
Asumsikan produksi berjalan kontinu, dengan kecepatan produksi m kg per satuan waktu. Jika jumlah permintaan n kg per satuan waktu, maka persediaan dalam gudang (stock) akan sama dengan (m-n) kg per satuan waktu. Dan jika produksi berhenti, maka persediaan berkurang dengan kecepatan n kg per satuan waktu.
Gambar 2.4 Grafik Model Inventory Control
Dari gambar 2.4 terlihat bahwa dalam setiap putaran produksi, yaitu ketika t1,
persediaan bertambah dengan kecepatan (m-n) kg per satuan waktu. Namun ketika t2,
persediaan berkurang dengan kecepatan n kg per satuan waktu.
Misalkan ketika akhir dari bagian t1, persediaannya adalah S. Maka:
(
m n)
t S = .1 − dan S =t2.n atau n m S t − = 1 dan n S t2 = …(1)Jika Q adalah tingkat persediaan pada satu putaran produksi, maka:
S n t
Q− .1 = …(2)
S n n m S Q = − − . Q m n m S = − . …(3)
Biaya penyimpanan (Carrying cost) untuk satu putaran produksi dapat dilihat dari luas OBC dan ABC, yaitu:
(
t t)
S Cc Cc St St . . . 2 1 . . 2 1 . 2 1 2 1 2 1 ⎟ = + ⎠ ⎞ ⎜ ⎝ ⎛ +Sehingga diperoleh biaya penyimpanan per satuan waktu, yaitu:
(
)
Cc S t t Cc S t t . . 2 1 . . . 2 1 2 1 2 1 = + + …(4)Substitusi persamaan (3) ke dalam persamaan (4), sehingga diperoleh:
Cc Q m n m Cc S . . . 2 1 . . 2 1 ⎥⎦ ⎤ ⎢⎣ ⎡ − = …(5)
Biaya pengadaan (Set-up costs) satu putaran produksi adalah:
2 1 t
t Cs
− …(6)
Substitusikan persamaan (1) ke dalam persamaan (6), maka:
n S n m S Cs t t Cs + − = + 2 1
(
m n)
n Sn Sm Sn Cs . − − + =(
)
Sm Cs n n m− . . = …(7)Substitusikan persamaan (3) ke dalam persamaan (7) dan diperoleh:
(
)
(
)
(
)
⎥⎦⎤ ⎢ ⎣ ⎡ − ⎥⎦ ⎤ ⎢⎣ ⎡ − = − Q n m m m n n m Cc Sm Cs n n m . . . . .Maka diperoleh biaya pengadaan (Set-up costs) per satuan waktu adalah:
Q n Cc .
…(8)
Maka diperoleh seluruh total biaya per satuan waktu, yaitu:
( ) Q n Cs Q Cc n n m CQ . . . . 2 1 + ⎥⎦ ⎤ ⎢⎣ ⎡ − = …(9) ( )Q
C optimal jika turunan pertama akan sama dengan nol dan C( )Q akan minimum dilihat pada turunan kedua. Dalam hal ini yang di cari dari persediaan adalah tingkat produksi optimalnya. ( )
( )
2. 1 . 0 1 2 = − ⎥⎦ ⎤ ⎢⎣ ⎡ − = Q n Cs Cc m n Q d dCQ Cc Q Cs n m n . . 2 . . 1 ⎥⎦⎤ 2 = ⎢⎣ ⎡ − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n Cc n Cs Q 1 . . . 2 2⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n Cc n Cs Q 1 . . . 2 …(10)
Waktu optimal yang dibutuhkan untuk satu putaran produksi adalah:
n Q
t 0
0 = …(11)
Substitusikan persamaan (10) ke dalam persamaan (11) dan diperoleh waktu optimalnya, yaitu: ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n n Cc Cs t 1 . . . 2 0 …(12)
Menentukan total biaya minimum dilakukan dengan cara mensubstitusikan nilai Q 0 pada persamaan (9) sehingga menjadi:
( ) 0 0 . . . . 2 1 0 Q n Cs Q Cc m n m CQ + ⎥⎦ ⎤ ⎢⎣ ⎡ − = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⎥⎦ ⎤ ⎢⎣ ⎡ − = m n Cc n Cs n Cs m n Cc n Cs Cc m n m 1 . . . 2 . 1 . . . 2 . . . 2 1 ( ) Cs n m n Cc n Cs Cc m n m C m n Cc n Cs Q . 1 . 2 . . . 2 1 . 1 . . . 2 0 + ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⎥⎦ ⎤ ⎢⎣ ⎡ − = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = 2.Cs .n
( ) ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n Cc n Cs n Cs CQ 1 . . . 2 . . 2 0 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n n Cs Cc. . . 1 . 2
Sehingga diperoleh persamaan untuk biaya minimum per satuan waktu,yaitu:
( ) ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n n Cs Cc CQ 2. . . . 1 0 …(13)