55
ANALISIS SPESIMEN LAS SMAW
TERHADAP CACAT SLAG INCLUSION DAN SLAG LINES
Sadar Wahjudi
Teknik Mesin, Politeknik Negeri Malang [email protected]
Abstrak
Untuk mengefektifkan dan mengefisiensikan pemeriksaan cacat las diperlukan pemilihan metode yang benar, untuk itu perlu dilakukan peneltian tentang Analisis Spesimen Las SMAW Terhadap Cacat Internal
Tujuan penelitian ini adalah untuk mendapatkan metode (Penetran Tes, Ultrasonik Tes dan Magnetic Tes) yang paling efektif dan effisien dalam memeriksa cacat las, metode yang dilakukan adalah membuat berbagai macam cacat las baik cacat permukaan maupun internal kemudian dilakukan pemeriksaan terhadap cacat cacat las dengan menggunakan metode penetran tes (PT), ultrasonic tes (UT) dan magnetic tes (MT) dengan memperhitungkan waktu pemeriksaannya
Dari hasil penelitian didapatkan yang paling efektif dan effisien dalam memeriksa cacat eksternal dengan menggunakan penetran tes, sedangkang untuk memriksa cacat las internal yang paling efektif dan effisien dengan menggunakan magnetic tes
Kata kunci:, cacat las, Penetran Test, Ultrasonic Test dan Magnetic Test.
1. Pendahuluan
Kurangnya pengetahuan tentang cacat-cacat las internal dan metode mendeteksinya oleh para mahasiswa jurusan teknik mesin khususnya program studi produksi dan perawatan, dikhawatirkan tidak bisa berkompetisi dengan tenaga kerja lain dan mengisi pekerjaan yang masih membutuhkan tenaga-tenaga terampil untuk menguji tanpa merusak material / non destructive test (NDT).
Seperti yang dilakukan peneliti peneliti terdahulu yaitu menguji hasil las-lasan dengan beberapa metode terhadap cacat las internal, tetapi disini tidak diketahui lama (waktu) pendeteksian terhadap metode yang digunakan dan metode apa yang digunakan sesuai dengan jenis cacat yang ada.
Sedang untuk mengefektifkan dan mengefisiensikan pemeriksaan cacat las diperlukan pengetahuan jenis cacat las sehingga dapat dipilih jenis metode yang digunakan. Oleh sebab itu perlu adanya penelitian tentang : ANALISIS SPESIMEN LAS TERHADAP CACAT INTERNAL
2. Tinjauan Pustaka 2.1 Cacat Las
Cacat las ada dua macam yaitu cacat
eksternal dan internal, sedang cacat internal
hasil pengelasan ini terbagi atas: slag
inclusion, slag lines, internal
porosity, worm holes, internal cold lap, incomplete fusion, internal crack .a. Slag Inclusion
Adalah salah satu jenis cacat pada las, Slag inclusion merupakan oksida dan benda non logam lainnya yang terjebak pada logam las. Slag inclusion bisa disebabkan oleh kontaminasi dari udara luar atau slag yang kurang bersih ketika mengelas dengan banyak lapisan (multi pass)
Gambar 1: Cacat Las Slag Inclusion Sumber: www.ndt-ed.org b. Slag Lines
Cacat ini hampir sama dengan slag inclusion tetapi kecacatannya berupa garis lurus c. Porosity
Adalah salah satu jenis cacat pengelasan yang disebabkan karena terkontaminasinya logam las dalam bentuk gas yang terperangkap sehingga di dalam logam las terdapat rongga-rongga.
Gambar 2:: Cacat Porosity Sumber: www.ndt-ed.org
56
e. Internal cold lap/incomplete fusion
Tidak menyatunya logam las dengan logam las atau logam las dengan logam dasar.
Gambar 4: Cacat Incomplate Fusion Sumber: www.ndt-ed.org f. Internal Crack
Retak merupakan putusnya benda kerja akibat tegangan. Retakan sering terjadi pada lasan maupun bagian benda kerja yang dekat dengan lasan. Retakan yang sering terjadi berupa retakan yang sangat sempit, walaupun tidak menutup kemungkinan terjadi retakan yang luas. Retakan dibagi dalam tiga jenis yakni: retakan panas, retakan dingin, dan macrofissure
Gambar 5: Internal Crack Sumber: www.ndt-ed.org 2.2 Non Destructive Test (NDT)
Non destructive test merupakan metode pengujian untuk memeriksa ada atau tidaknya cacat pada sebuah benda kerja. Oleh karena itu, pengujian tersebut tidak boleh meimbulkan kerusakan.
Tujuan dilakukannya NDT adalah untuk meyakinkan atau menjamin bahwa suatu benda dapat bekerja dengan sempurna sesuai dengan rancangan. Ada banyak cara pemeriksaan NDT, yang setiap metoda pengujiannya memiliki kelebihan dan kekurangannya masing-masing. Namun jenis metode pengujian yang sering dilakukan, yaitu:
a. Radiographic Test (RT) b. Magnetic Particle Test (MT) c. Ultrasonic Test (UT) d. Penetrant Test (PT) 1. Radiography (RT)
RT menggunakan penetrasi sinar gama atau X-Ray pada benda uji untuk mencari cacat atau memeriksa fitur internal atau tersembunyi. Sebuah generator X-Ray atau isotop radioaktif digunakan sebagai sumber radiasi. Radiasi diarahkan melalui benda benda uji dan pada film atau detector lainnya, the shadowgraph yang dihasilkan menunjukkan fitur internal dan kondisi fisik benda uji. Ketebalan benda
uji dan perubahan densitas terlihat sebagai warna yang lebih terang atau lebih gelap pada film atau detector.
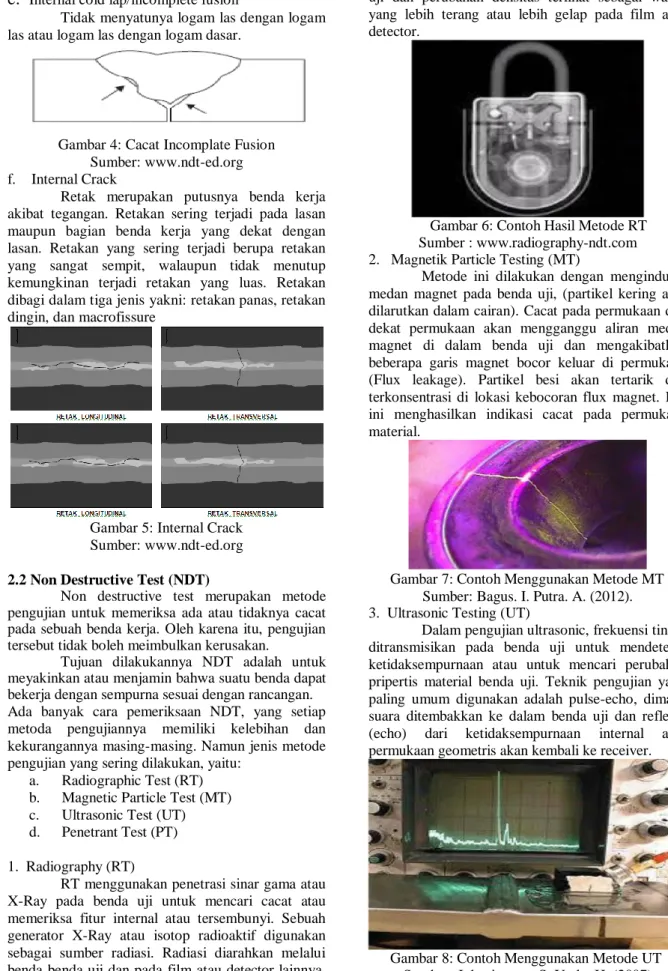
Gambar 6: Contoh Hasil Metode RT Sumber : www.radiography-ndt.com 2. Magnetik Particle Testing (MT)
Metode ini dilakukan dengan menginduksi medan magnet pada benda uji, (partikel kering atau dilarutkan dalam cairan). Cacat pada permukaan dan dekat permukaan akan mengganggu aliran medan magnet di dalam benda uji dan mengakibatkan beberapa garis magnet bocor keluar di permukaan (Flux leakage). Partikel besi akan tertarik dan terkonsentrasi di lokasi kebocoran flux magnet. Hal ini menghasilkan indikasi cacat pada permukaan material.
Gambar 7: Contoh Menggunakan Metode MT Sumber: Bagus. I. Putra. A. (2012). 3. Ultrasonic Testing (UT)
Dalam pengujian ultrasonic, frekuensi tinggi ditransmisikan pada benda uji untuk mendeteksi ketidaksempurnaan atau untuk mencari perubahan pripertis material benda uji. Teknik pengujian yang paling umum digunakan adalah pulse-echo, dimana suara ditembakkan ke dalam benda uji dan refleksi (echo) dari ketidaksempurnaan internal atau permukaan geometris akan kembali ke receiver.
Gambar 8: Contoh Menggunakan Metode UT Sumber: Jokosisworo, S. Yudo, H. (2007) 4. Penetrant Testing (PT)
57 Dengan metode pengujian ini benda uji dibasahi dengan cairan yang mengandung pewarna visible atau fluorencene. Cairan tersebut akan meresap pada celah atau discontinuity yang diindikasikan sebagai cacat. Setelah cairan meresap kelebihan cairan pada permukaan benda uji dibersihkan, developer kemudian disemprotkan untuk menarik keluar penetran dari cacat. Perbedaan warna yang kontras antara developer dan cairan penetran yang muncul keluar merepresentasikan suatu indikasi cacat.
Gambar 9: Contoh Menggunakan Metode PT Sumber: Jokosisworo, S. Yudo, H. (2007).
3.
Metode Penelitian3.1 Populasi dan Sampel
Populasi : Hasil Proses Pengelasan SMAW 1 G Sampel : Cacat Las Internal
3.2 Variabel-variabel yang akan diteliti :
1. Metode NDT (penetran, ultrasonic dan magnetic)
2. Cacat Las Proses SMAW 1G 3.3 Teknik Pengumpulan Data
Membuat cacat las : 1. Slag Inclusion
1. Memotong pelat baja dengan ukuran 10 x 100 x 200 (mm)
2. Membuat bevel 300 pada satu sisi pelat baja 3. Menggerida ujung bevel untuk dibuat root 4. Menggerinda permukaan bevel agar rata dan
menghilangkan kerak yang tertinggal
5. Membuat tack weld pada material pelat baja yang akan di las
6. Melakukan Proses pengelasan 1 G, setelah layer kedua pembersihan dilakukan tidak sempurna pada beberapa tempat.
7. Dilanjutkan proses pengelasan sampai capping.
8. Dilakukan proses pemeriksaan hasil las dengan PT dicatat waktu yang diperlukan 9. Dilakukan proses pemeriksaan hasil las
dengan UT dicatat waktu yang diperlukan 10. Dilakukan proses pemeriksaan hasil las
dengan MT dicatat waktu yang diperlukan
11. Hasil Dibandingkan dan dianalisis a. Slag Lines
1. Memotong pelat baja dengan ukuran 10 x 100 x 200 (mm)
2. Membuat bevel 300 pada satu sisi pelat baja 3. Menggerida ujung bevel untuk dibuat root 4. Menggerinda permukaan bevel agar rata dan
menghilangkan kerak yang tertinggal
5. Membuat tack weld pada material pelat baja yang akan di las
6. Melakukan Proses pengelasan 1 G, setelah layer kedua pembersihan pada satu garis dilakukan tidak sempurna, agar terjadi cacat las slag lines
7. Dilanjutkan proses pengelasan sampai capping.
8. Dilakukan proses pemeriksaan hasil las dengan PT dicatat waktu yang diperlukan 9. Dilakukan proses pemeriksaan hasil las
dengan UT dicatat waktu yang diperlukan 10. Dilakukan proses pemeriksaan hasil las
dengan MT dicatat waktu yang diperlukan 11. Hasil Dibandingkan dan dianalisis b. Porosity
1. Memotong pelat baja dengan ukuran 10 x 100 x 200 (mm)
2. Membuat bevel 300 pada satu sisi pelat baja 3. Menggerida ujung bevel untuk dibuat root 4. Menggerinda permukaan bevel agar rata dan
menghilangkan kerak yang tertinggal 5. Membuat tack weld pada material pelat baja
yang akan di las
6. Melakukan Proses pengelasan 1 G, setelah layer kedua proses pengelasan diikuti dengan tiupan udara dari kipas angin, agar terjadi cacat las porosity.
7. Dilanjutkan proses pengelasan sampai capping.
8. Dilakukan proses pemeriksaan hasil las dengan PT dicatat waktu yang diperlukan 9. Dilakukan proses pemeriksaan hasil las
dengan UT dicatat waktu yang diperlukan 10. Dilakukan proses pemeriksaan hasil las
dengan MT dicatat waktu yang diperlukan 11. Hasil Dibandingkan dan dianalisis c. Incomplete fusion
1. Memotong pelat baja dengan ukuran 10 x 100 x 200 (mm)
2. Membuat bevel 300 pada satu sisi pelat baja 3. Menggerida ujung bevel untuk dibuat root 4. Menggerinda permukaan bevel agar rata dan
menghilangkan kerak yang tertinggal
5. Membuat tack weld pada material pelat baja yang akan di las
6. Melakukan Proses pengelasan 1 G, setelah layer kedua proses pengelasan dilakukan dengan kecepatan lebih besar dan arus
58 dikurangi 15 Amper, agar terjadi cacat las Incomplete fusion
7. Dilanjutkan proses pengelasan sampai capping.
8. Dilakukan proses pemeriksaan hasil las dengan PT dicatat waktu yang diperlukan 9. Dilakukan proses pemeriksaan hasil las
dengan UT dicatat waktu yang diperlukan 10. Dilakukan proses pemeriksaan hasil las
dengan MT dicatat waktu yang diperlukan 11. Hasil Dibandingkan dan dianalisis d. Internal Crack
1. Memotong pelat baja dengan ukuran 10 x 100 x 200 (mm)
2. Membuat bevel 300 pada satu sisi pelat baja 3. Menggerida ujung bevel untuk dibuat root 4. Menggerinda permukaan bevel agar rata dan
menghilangkan kerak yang tertinggal
5. Membuat tack weld pada material pelat baja yang akan di las
6. Melakukan Proses pengelasan 1 G, setelah layer kedua proses pengelasan dilakukan dilanjutkan dengan pendinginan cepat dilanjut layer berikutnya sampai dengan cup agar terjadi cacat las Internal Crack
7. Dilanjutkan proses pengelasan sampai capping.
8. Dilakukan proses pemeriksaan hasil las dengan PT dicatat waktu yang diperlukan 9. Dilakukan proses pemeriksaan hasil las
dengan UT dicatat waktu yang diperlukan 10. Dilakukan proses pemeriksaan hasil las
dengan MT dicatat waktu yang diperlukan 11. Hasil Dibandingkan dan dianalisis 3.4 Bahan dan Alat
Bahan :
1. Pelat baja dengan ukuran 10 x 100 x 200 (mm)
2. Elektrode 1013 3. Elektrode 1016 4. Batu gerinda potomg 5. Batu gerinda
Alat :
1. Mesin Las SMAW 2. Las OAW 3. Mesin Gerinda 4. Kaca mata las 2. Topeng Las 4. Hasil dan Pembahasan 4.1 Analisa Grafik
Grafik hubungan antara metode pengujian terhadap waktu pada cacat las dibuat untuk menjelaskan hubungan antara variasi metode pengujian yang dilakukan terhadap lama waktu yang ditempuh untuk melakukan pengujian dalam menemukan berbagai cacat dalam pengelasan.
Tujuannya adalah untuk mendapatkan metode pengujian yang paling efektif dalam menemukan cacat las. Berdasarkan penelitian yang telah dilaksanakan, grafik hubungan antara metode pengujian terhadap waktu pada cacat las yang terbentuk adalah sebagai berikut:
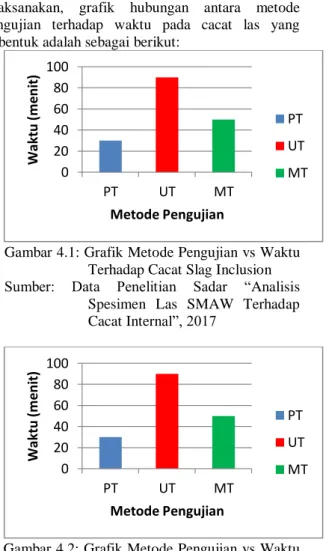
Gambar 4.1: Grafik Metode Pengujian vs Waktu Terhadap Cacat Slag Inclusion Sumber: Data Penelitian Sadar “Analisis
Spesimen Las SMAW Terhadap Cacat Internal”, 2017
Gambar 4.2: Grafik Metode Pengujian vs Waktu Terhadap Cacat Slag Lines Sumber: Data Penelitian Sadar “Analisis Spesimen Las SMAW Terhadap Cacat Internal”, 2017
4.2 Pembahasan
1. Dari gambar 4.1 terlihat bahwa untuk menemukan cacat Slag Inclusion, metode PT membutuhkan waktu 30 menit, sedangkan metode MT membutuhkan waktu 50 menit dan metode UT 90 menit. Hal ini mengindikasikan bahwa metode PT paling tepat digunakan karena membutuhkan waktu yang relatif lebih singkat dalam mengetahui cacat Slag Inclusion dibandingkan dengan metode yang lain.
Metode PT hanya mampu mengidentifikasi cacat Slag Inclusion hanya pada bagian permukaan saja, sedangkan pada bagian dalam (internal) metode ini tidak dapat mengidentifikasi cacat karena terbatasnya daya resap penentran. Begitu pula sebaliknya, metode MT dan UT hanya mampu mengidentifikasi cacat Slag Inclusion hanya pada bagian dalam (internal) saja karena gelombang elektromagnetik dan ultrasonik hanya
0 20 40 60 80 100 PT UT MT W akt u (m eni t) Metode Pengujian PT UT MT 0 20 40 60 80 100 PT UT MT W akt u (m eni t) Metode Pengujian PT UT MT
59 menjangkau bagian dalam benda uji, meskipun dalam hal ini metode MT lebih tepat digunakan daripada metode UT karena waktu yang dibutuhkan untuk melakukan pengujian lebih singkat.
2. Dari gambar 4.2 terlihat bahwa metode PT membutuhkan waktu yang relatif lebih singkat dalam mengetahui cacat Slag Lines yaitu 30 menit, sedangkan metode MT membutuhkan waktu 50 menit dan metode UT 90 menit. Hal ini berarti bahwa metode PT secara umum paling tepat digunakan dibandingkan dengan metode yang lain meskipun metode ini hanya dapat digunakan pada bagian permukaan saja. Pada bagian dalam benda uji (internal), metode MT lebih biak digunakan daripada metode UT karena membutuhkan waktu yang relatif lebih singkat.
5. SIMPULAN DAN SARAN 5.1 Simpulan
Dari penelitian yang telah dilakukan, dapat disimpulkan bahwa:
1. Metode paling baik/ yang membutuhkan waktu paling singkat dalam pengujian cacat las slag inclusion dan slag lines, adalah metode PT (Penetrant Test) meskipun hanya terbatas pada cacat yang sifatnya terjadi pada bagian permukaan,
2. Pada cacat internal (slag inclusion dan slag lines) metode MT (Magnetic Test) lebih tepat digunakan daripada metode UT (Ultrasonic Test).
3. Metode UT (Ultrasonic Test) merupakan satu-satunya metode yang mampu mengidentifikasi semua jenis cacat internal, meskipun membutuhkan waktu lebih lama dalam melakukan pengujian.
5.2 Saran
Perlu dilakukan penelitian lebih lanjut pada cacat las internal dengan metode UT (Ultrasonic Test) untuk mengetahui letak cacat DAFTAR PUSTAKA
1. Bagus. I. Putra. A. (2012). Analisis Perbandingan Metode MPI Menggunakan Yoke AC dan Permanen Magnet Untuk Pendeteksian Panjang Retak
2. Jokosisworo, S. Yudo, H. (2007). Proses Pengujian Tidak Merusak. Kapal, Vol. 4, No. I
3. www.ndt-ed.org, di akses Juli 2017
4. Sadar, Analisis spesimen las SMAW terhadap cacat internal
60