Perencanaan Waktu
Replenishment
pada
Continuous Material Requirement Planning
dengan Kendala Laju Produksi
Level
Arif Rahman
Jurusan Teknik Industri, Fakultas Teknik, Universitas Brawijaya Jl. Mayjen Haryono 167 Malang 65145 Indonesia
Ceria Farela Mada Tantrika
Jurusan Teknik Industri, Fakultas Teknik, Universitas Brawijaya Jl. Mayjen Haryono 167 Malang 65145 Indonesia
[email protected] Angga Akbar Fanani
Jurusan Teknik Industri, Fakultas Teknik, Universitas Brawijaya Jl. Mayjen Haryono 167 Malang 65145 Indonesia
ABSTRAK
Material Requirement Planning (MRP) merupakan metode pengendalian persediaan material melalui perencanaan kebutuhan material berdasarkan dependent demand sesuai Master P roduction Schedule (MPS). Dalam MRP konvensional yang mempergunakan pendekatan time bucket system, saat replenishment ditentukan pada tahap offsetting secara diskrit. Time bucket system dalam MRP konvensional dengan lead time yang lama menyebabkan lot size cukup besar dan tidak bisa overlap antara pengadaan dan penggunaan. Dalam sistem continuous flowshop, pengadaan material dari proses sebelumnya dapat overlap dengan penggunaan material pada proses berikutnya. Continuous Material Requirement Planning (CMRP) mempergunakan pendekatan bucketless system, sehingga memungkinkan overlap antara pengadaan dengan penggunaan material.
Dalam sistem produksi di mana fasilitas produksinya mempunyai laju produksi level atau konstan akan mempunyai variasi lead time yang berbanding lurus dengan lot size produksinya. Penentuan lot size dalam CMRP mempergunakan lot for lot (L4L) dan terkadang terjadi overlap kebutuhan material, sehingga lead time akan semakin panjang dan waktu replenishment dimajukan lebih awal. Perencanaan waktu replenishment pada pendekatan CMRP dengan bucketless system dan L4L dilakukan dengan backward scheduling.
Kata kunci— Backward scheduling, Bucketless system, Continuous Material Requirement Laju produksi level, Planning, Perencanaan waktu replenishment, Sistem continuous flowshop, Variasi lead time.
I. PENDAHULUAN
Persediaan adalah stok nyata, terukur dan
terhitung dari material yang disimpan
perusahaan selama periode tertentu, dengan tujuan selanjutnya untuk dijual, digunakan atau
ditransformasi menjadi lebih bernilai.
Pengendalian persediaan adalah aktivitas untuk merencanakan dan mengendalikan tingkat stok
(stock level) serta menentukan waktu
pengadaan (replenishment) dan kuantitasnya (lot size) dari persediaan material yang disimpan sebelum dipergunakan, diproses atau
dijual. Perencanaan waktu replenishment termasuk sebagai bagian dalam aktivitas pengendalian persediaan.
kebutuhan material sesuai dengan Master Production Schedule (MPS).
Gambar 1 mengilustrasikan sistem
continuous flowshop. Dalam sistem continuous flowshop, proses produksi mengalir secara kontinyu, bukan intermittent. Keberadaan persediaan material antar proses berfungsi sebagai buffer untuk menjaga (decouple)
keselarasan dan keberlanjutan proses
berikutnya.
Gambar 1 Sistem Continuous Flowshop
Pada Gambar 1 ditunjukkan bahwa pengadaan (replenishment) untuk persediaan material diperoleh dari proses pendahulu (prior process) yang nantinya akan digunakan
(consumption) proses berikutnya (later
process). Sedangkan hasil dari proses
berikutnya adalah memenuhi demand.
Gambar 2 mengilustrasikan bagaimana
MRP mengendalikan persediaan. MRP
konvensional dengan pendekatan time bucket system, menggunakan lead time yang tetap. Lead time tidak tergantung pada lot size yang diproses, namun harus dipastikan bahwa proses sebanyak lot size membutuhkan waktu lebih dari lead time dengan mempergunakan Capacity Requirement Planning (CRP). Waktu proses untuk menyelesaikan lot size bisa lebih cepat atau sama dengan lead time.
Pada Gambar 2(a) menunjukkan output
dari later process, dan Gambar 2(b)
menunjukkan konsumsi material untuk later process. Terdapat selisih waktu antara Gambar 2(a) dan 2(b) yang menunjukkan waktu prosesnya dari material pertama masuk ke later process hingga keluar produk pertama, atau dari material terakhir masuk ke later process hingga keluar produk terakhir. Pada Gambar 2(a) terlihat bahwa jumlah produk adalah tetap sejak produk terakhir keluar dari later process hingga lead time berakhir dan produk dikirimkan, karena waktu proses sebanyak lot size lebih cepat daripada lead time. Pada Gambar 2(c) menunjukkan output dari prior
process untuk replenishment persediaan
material, dan Gambar 2(d) menunjukkan penggunaan inputnya. Seperti halnya hubungan Gambar 2(a) dan 2(b), selisih antara Gambar
2(c) dan 2(d) menunjukkan waktu proses dari prior process.
Gambar 2 Pengendalian Persediaan dalam MRP
(a) Output Later Proces (b) Input Later Process (c) Output Prior Process (d) Input Prior Process
(e) Tingkat Stok dari Inventory
Gambar 2(e) menunjukkan tingkat stok pada persediaan material yang besarnya diperoleh dari replenishment dari prior process dikurangi konsumsi untuk later process. Dari gambar tersebut dapat terlihat bahwa tidak
akan pernah terjadi overlap antara
replenishment dan consumption di
pengendalian persediaan. Tingkat persediaan terus meningkat dengan replenishment tanpa consumption hingga sebanyak lot size (jika tanpa safety stock) sepanjang lead time dari prior process. Selanjutnya tingkat persediaan
menurun karena consumption tanpa
replenishment hingga habis (jika tanpa safety stock) sepanjang lead time dari later process.
Inventory
Replenish-ment
Consump-tion
Demand Fulfillment
Q
t
(a)
Q
t
(b)
tp
LT tp
Q
t
(c)
Q
tp
t LT
(d)
tp
Offsetting
Offsetting
Exploding
Q
t
(e)
L
A
T
E
R
P
R
O
C
E
S
S
P
R
IO
R
P
R
O
C
E
S
S
IN
V
E
N
T
O
R
Dalam sistem continuous flowshop,
memungkinkan terjadi overlap antara
consumption untuk later process dengan replenishment dari prior process. Penerapan Continuous Material Requirement Planning (CMRP) dapat membantu perencanaan waktu
replenishment yang memungkinkan
overlapping dan akan menekan tingkat stok di inventory.
II. KERANGKA TEORITIS
A. Pengendalian Persediaan Konvensional
Pengendalian persediaan merupakan
aktivitas untuk merencanakan dan
mengendalikan tingkat stok persediaan
material, serta menentukan waktu dan ukuran
replenishment dari persediaan tersebut.
Terdapat 2 metode yang dipergunakan, yaitu pengendalian persediaan material dependent demand dan pengendalian persediaan material
independent demand. Material Requirement
Planning (MRP) termasuk metode
pengendalian persediaan dependent demand,
dan Economic Production Quantity (EPQ)
termasuk metode pengendalian persediaan independent demand.
A.1. Material Requirement Planning
Material Requirement Planning (MRP) adalah metode pengendalian persediaan dari material yang dependent demand melalui perencanaan kebutuhan material berdasarkan Master Production Schedule (MPS), dan struktur hirarki produknya (Bill of Material, BOM). Mabert (2007) menyampaikan bahwa meskipun Orlicky menginisiasi MRP sejak 1961, dan mempresentasikannya dalam 13th International APICS Conference pada tahun 1970, namun Orlicky baru mempublikasikan melalui bukunya (Orlicky, 1975). Mabert
(2007) juga menyatakan bahwa MRP
dikembangkan bersama antara Orlicky, Wight dan Plossl sejak pertemuan mereka dalam APICS conference di tahun 1966. Davis (1977) membuat daftar beberapa penelitian MRP pada tahun 1970an. Plossl (1995) merangkai hasil kerjasama mereka mengenai sistem MRP.
Mempergunakan data-data MPS, inventory
master file (termasuk On-Hand Inventory dan
Schedule Receipt), serta BOM, MRP
menyusun perencanaan kebutuhan material
untuk pengendalian persediaan melalui
langkah-langkah Netting, Lotting (Lot Sizing),
Offsetting dan Exploding. Langkah-langkah
MRP ditunjukkan pada Gambar 3 dengan tanda lingkaran bernomer. Lingkaran 1
menunjukkan langkah netting, lingkaran 2 menunjukkan langkah lotting, lingkaran 3 menunjukkan langkah offsetting, dan lingkaran 4 menunjukkan langkah exploding.
Item :___________ Level : ___ Time Bucket = Code : ______Lot : ___ LT :
___
0 1 2 ... N
Gross Requirement (GR) Scheduled Receipt (SR) On-Hand Inventory (OI) Net Requirement (NR) Planned Order Receipt (PORec) Planned Order Release (PORel)
Item :___________ Level : ___ Time Bucket = Code : ______Lot : ___ LT :
___
0 1 2 ... N
Gross Requirement (GR) Scheduled Receipt (SR) On-Hand Inventory (OI)
Gambar 3 Langkah-langkah MRP
Netting adalah menghitung kebutuhan bersih (net requirement) dengan berdasarkan kebutuhan bruto (gross requirement) dikurangi dengan persediaan (on-hand inventory) dan
penerimaan yang telah dijadwalkan
sebelumnya (scheduled receipt). Lotting atau lot sizing adalah menentukan lot pengadaan
(planned order receipt) dengan
mempertimbangkan efisiensi atas trade off
pada frekuensi pemesanan dan tingkat
persediaan. Offsetting adalah memastikan lot pengadaan pada saat pengadaan (planned order
release) berdasarkan lead time pengadaannya.
Exploding adalah menentukan kebutuhan bruto
(gross requirement) untuk komponen
penyusunnya (child level) sesuai struktur produk (bill of material) dan rencana pemesanan order (planned order release) dari induk (parent level).
Metode penentuan lot size telah banyak dikembangkan. Metode-metode tersebut adalah
Lot For Lot, Fixed Order Quantity, Economic
Order Quantity (Harris, 1913), Fixed Period
atau Periods of Supply, Period Order Quantity (Orlicky, 1975), Minimum Cost per Period atau Least Period Cost (Silver & Meal, 1973),
Least Unit Cost (Orlicky, 1975), Least Total
Cost (Gorham, 1968), Economic Order Period,
Part Period Simplified atau Part Period
Balancing (DeMatteis, 1968), Wagner &
Whitin (Wagner & Whitin, 1958), McLaren’s
Order Moment (McLaren, 1977) Groff’s
Algorithm (Groff, 1979), Freeland & Colley
Algorithm (Freeland & Colley, 1982),
Maximum Part-Period Gain (Karni, 1981). 1
2 3
Material Requirement Planning memakai pendekatan time bucket system. Besaran lead time adalah kelipatan bilangan bulat dari ukuran time bucket-nya. Misalnya jika time bucket-nya dalam dua harian, maka besaran lead time adalah 2 hari, atau 4 hari, atau kelipatan 2 hari berikutnya, dan tidak mungkin lead time 3 hari, atau bukan kelipatan 2 hari lainnya. Lead time ditetapkan konstan dan tidak terpengaruh besaran lot size, namun tetap
dapat memberikan fleksibilitas dan
mengantisipasi gangguan di lantai produksi (Fogarty et.al., 1991).
Meskipun lot size telah terselesaikan sebelum lead time, material tetap tinggal dan tidak dipindahkan. Narasimhan et.al. (1995) menyatakan bahwa biasanya material (jika ditinjau per satuan unit atau bagian terkecil dari lot size) membutuhkan waktu proses (termasuk setup time dan run time) relatif singkat sekitar 10-20% dari lead time, namun material tersebut tetap tinggal selama lead time, sehingga waktu terbesar atau sekitar 80-90% dari lead time dipergunakan material tersebut untuk aktivitas tidak bernilai tambah (termasuk diperiksa, dipindahkan, handling, menunggu sebelum diproses dan menunggu sebelum dipindahkan).
A.2. Economic Production Quantity
Economic Production Quantity (EPQ)
atau Economic Manufacturing Quantity
(EMQ) termasuk metode penentuan besaran lot
size dan waktu replenishment. EPQ
dikembangkan oleh Taft (1918). EPQ
merupakan pengembangan dari Economic
Order Quantity (EOQ) yang dibuat oleh Harris (1913). Jika pada EOQ mempergunakan asumsi bahwa replenishment datang serentak
atau instan, sebaliknya pada EPQ
replenishment datang secara bertahap sesuai laju produksinya (Bedworth & Bailey, 1987).
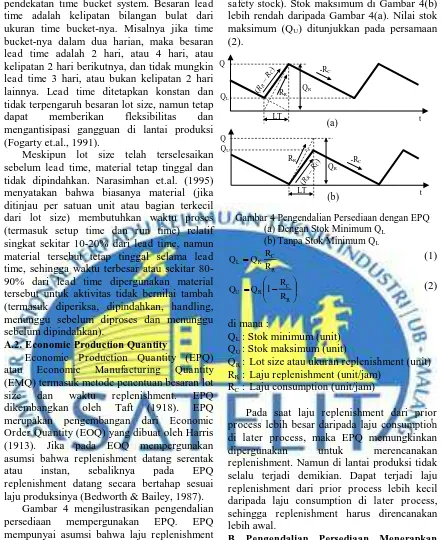
Gambar 4 mengilustrasikan pengendalian
persediaan mempergunakan EPQ. EPQ
mempunyai asumsi bahwa laju replenishment (RR) lebih besar daripada laju consumption
(RC). Pada Gambar 4(a), ditunjukkan bahwa
nilai EPQ adalah menggantikan EOQ, yaitu replenishment EPQ telah datang keseluruhan di saat replenishment EOQ, sehingga mulainya replenishment EPQ dimulai saat stok minimum
(belum mempertimbangkan safety stock)
sebagai reorder point. Nilai stok minimum (QL) ditunjukkan pada persamaan (1), dengan
lot size sebesar QR. Pada Gambar 4(b),
ditunjukkan replenishment EPQ dimulai saat
stok sudah habis (belum mempertimbangkan safety stock). Stok maksimum di Gambar 4(b) lebih rendah daripada Gambar 4(a). Nilai stok maksimum (QU) ditunjukkan pada persamaan
(2).
Gambar 4 Pengendalian Persediaan dengan EPQ (a)Dengan Stok Minimum QL
(b)Tanpa Stok Minimum QL
R C R L
R R Q
Q (1)
R C R U
R R Q
Q 1 (2)
di mana :
QL : Stok minimum (unit)
QU : Stok maksimum (unit)
QR : Lot size atau ukuran replenishment (unit)
RR : Laju replenishment (unit/jam)
RC : Laju consumption (unit/jam)
Pada saat laju replenishment dari prior
process lebih besar daripada laju consumption
di later process, maka EPQ memungkinkan
dipergunakan untuk merencanakan
replenishment. Namun di lantai produksi tidak selalu terjadi demikian. Dapat terjadi laju
replenishment dari prior process lebih kecil
daripada laju consumption di later process, sehingga replenishment harus direncanakan lebih awal.
B. Pengendalian Persediaan Menerapkan Continuous Material Requirement Planning
Material Requirement Planning (MRP) konvensional menggunakan pendekatan
time-phased planning, karena merencanakan
kebutuhan materialnya dengan lead time yang tetap dan tidak dipengaruhi dengan besaran lot
size dari replenishment-nya. Lead time
merupakan kelipatan dari time bucket yang dipergunakan. Time bucket system dalam MRP t Q
LT t
-RC
RR
(a)
Q
-RC
QR
QL
LT RR
QR
t
(b)
konvensional membagi waktu secara diskrit dalam time bucket. Replenishment pada MRP konvensional menggunakan waktu diskrit dengan offseting sejumlah time bucket sesuai lead time-nya.
Sadeghian (2010) menyatakan meskipun MRP konvensional atau yang disebut Discrete Material Requirement Planning (DMRP) dapat
diterapkan untuk replenishment dan
consumption kontinyu, namun kurang mampu diterapkan untuk sistem produksi continuous flowshop. Beberapa faktor dapat menjadi
alasan CMRP lebih diprioritaskan
dibandingkan DMRP menurut Sadeghian (2011), antara lain :
a. DMRP tidak dapat diaplikasikan di industri kimia, gas, minyak dan industri produksi kontinyu lainnya.
b. Menentukan time bucket yang tepat dalam
DMRP cukup sulit. Time bucket yang
singkat menyebabkan banyaknya kolom yang mewakili time bucket semakin banyak,
sebaliknya time bucket yang lama
menyebabkan lead time terkendala overlap (material tetap di prior process hingga lead
time, baru terkirimkan ke later process).
CMRP tidak harus menentukan time bucket, karena menggunakan waktu kontinyu.
Selain itu dalam CMRP juga
memungkinkan overlap antara
replenishment dari prior process dengan
consumption di later process.
c. Parameter kebutuhan bruto (gross
requirement, GR), penerimaan yang
terjadwal (scheduled receipt, SR), dan persediaan (on-hand inventory, OI) dalam DMRP ditentukan dalam format diskrit.
Sedangkan dalam CMRP,
parameter-parameter tersebut ditentukan menggunakan fungsi kontinyu semisal fungsi regresi, interpolasi, ekstrapolasi atau fungsi lainnya.
d. Pada DMRP, replenishment dan
consumption terjadwal dalam time bucket,
tanpa diketahui apakah di awal atau akhir periode dalam time bucket tersebut. CMRP dapat segera diketahui saat rinci dari replenishment dan consumption-nya.
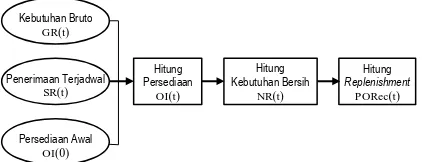
Pengendalian persediaan material
menerapkan pendekatan CMRP dilakukan dengan mempergunakan parameter-parameter kebutuhan bruto (gross requirement, GR), penerimaan yang terjadwal (scheduled receipt, SR), dan persediaan (on-hand inventory, OI) pada saat awal (t=0), selanjutnya dipergunakan
untuk mengendalikan persediaan (on-hand
inventory, OI), kebutuhan bersih (net
requirement, NR), dan replenishment yang
direncanakan (planned order receipt, PORec). Sadeghian (2011) menunjukkan langkah-langkah pengendalian persediaan tersebut seperti yang diilustrasikan pada Gambar 5.
Gambar 5 Langkah-langkah Pendekatan CMRP
Sadeghian (2010 & 2011) membuat formulasi untuk mengestimasikan nilai-nilai parameter tersebut pada saat ke-t. Cara menghitung persediaan saat ke-t ditunjukkan persamaan (3). Selanjutnya, cara menghitung kebutuhan bersih saat ke-t ditunjukkan persamaan (4). Dan replenishment saat ke-t dihitung menggunakan persamaan (5).
t
t t
t
dt t GR dt t SR t
OI t OI
0 0
) ( )
( ) ( )
( 0 (3)
) ( ) ( ) ( )
(t GRt OI t SRt
NR (4)
) ( )
(t NRt LT
PORec (5)
di mana :
OI(t) : Tingkat persediaan saat ke-t GR(t) : Kebutuhan bruto saat ke-t SR(t) : Penerimaan terjadwal saat ke-t NR(t) : Kebutuhan bersih saat ke-t OI(t) : Tingkat persediaan saat ke-t PORec(t) : Replenishment saat ke-t t : indikator waktu atau saat ke-t
LT : Lead Time
Implementasi dari CMRP yang dijelaskan Sadeghian (2011) mempersyaratkan GR(t) dan SR(t) diketahui kontinyu dan merupakan fungsi dari waktu t. Namun kurang ada penjelasan apabila GR(t) maupun SR(t) adalah diskrit terhadap waktu t.
Produk akhir, yang menjadi item dalam struktur hirarki produk berada pada level 0, biasanya dikirim serentak sebesar demand-nya.
Demand dari produk akhir menjadi GR(t) atau
kebutuhan brutonya sebagai item level 0. GR(t) tersebut berada pada saat due date dan bersifat diskrit terhadap waktu t. Berbeda dengan
Penerimaan Terjadwal SR(t)
Kebutuhan Bruto GR(t)
Persediaan Awal OI(0)
Hitung Persediaan
OI(t)
Hitung Kebutuhan Bersih
NR(t)
Hitung Replenishment
subassemblies, components atau parts yang kebutuhan brutonya berdasarkan consumption dari item di level parent-nya yang bersifat kontinyu.
C. Kerangka Konseptual
Penelitian ini berfokus studi pada lingkup pengendalian persediaan material dengan mempergunakan metode continuous material requirement plannig (CMRP).
Fogarty et.al. (1991) menyatakan
bucketless system akan menunjang material
requirement planning menjadi lebih rinci dan spesifik dalam menempatkan kebutuhan bruto,
kebutuhan bersih, persediaan dan
replenishment.
Narasimhan et.al. (1995) menyatakan salah satu strategi untuk memperpendek lead time
adalah dengan memungkinkan overlapping
antara replenishment dan consumption.
Adanya kendala laju produksi level atau konstan di lantai produksi dapat menyebabkan terjadinya konflik dalam pemenuhan demand dari produk akhir atau kebutuhan materialnya. Jika demand yang lebih awal direncanakan
replenishment-nya terlebih dahulu dapat
menyebabkan demand yang berikutnya tidak
mempunyai waktu yang cukup untuk
replenishment-nya, sehingga menjadi
terlambat. Pendekatan backward scheduling dipergunakan untuk mencegah permasalahan tersebut.
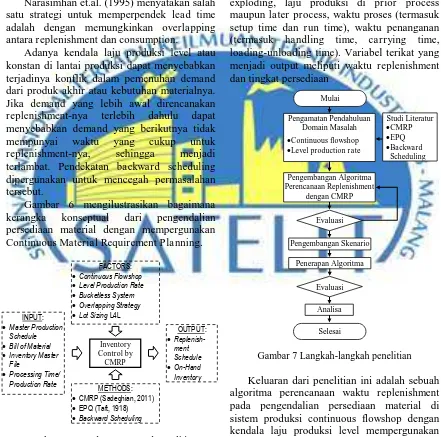
Gambar 6 mengilustrasikan bagaimana
kerangka konseptual dari pengendalian
persediaan material dengan mempergunakan Continuous Material Requirement Planning.
Gambar 6 Kerangka Konseptual Penelitian
II. METODOLOGI
Penelitian dilakukan berdasarkan metode penelitian konseptual (conceptual research).
Dalam metode conceptual research, penelitian
dilakukan untuk merumuskan atau
mengembangkan konsep, kerangka, metode, teknik, algoritma atau teori mengenai sistem atau masalah tertentu, serta langkah-langkah untuk memperoleh solusi pemecahannya.
Langkah-langkah penelitian ditunjukkan
Gambar 7.
Situasi masalah yang dianalisa dalam penelitian terkait dengan sistem continuous flowshop, pengendalian persediaan material dan perencanaan replenishment.
Variabel yang diperlukan sebagai input meliputi kebutuhan bruto di later process, kebutuhan part sesuai struktur produk untuk
exploding, laju produksi di prior process
maupun later process, waktu proses (termasuk
setup time dan run time), waktu penanganan
(termasuk handling time, carrying time, loading-unloading time). Variabel terikat yang menjadi output meliputi waktu replenishment dan tingkat persediaan
Gambar 7 Langkah-langkah penelitian
Keluaran dari penelitian ini adalah sebuah algoritma perencanaan waktu replenishment pada pengendalian persediaan material di sistem produksi continuous flowshop dengan kendala laju produksi level mempergunakan continuous material requirement planning dan backward scheduling.
INPUT:
Master Production Schedule Bill of Material Inventory Master
File
Processing Time/ Production Rate
OUTPUT:
Replenish-ment Schedule
On-Hand
Inventory Inventory
Control by CMRP
METHODS:
CMRP (Sadeghian, 2011)
EPQ (Taft, 1918)
Backward Scheduling
FACTORS:
Continuous Flowshop Level Production Rate Bucketless System Overlapping Strategy Lot Sizing L4L
Mulai
Pengamatan Pendahuluan Domain Masalah
Continuous flowshop
Level production rate
Studi Literatur
CMRP
EPQ
Backward Scheduling
Pengembangan Algoritma Perencanaan Replenishment
dengan CMRP
Evaluasi
Pengembangan Skenario
Penerapan Algoritma
Selesai Evaluasi
III. HASIL DAN PEMBAHASAN
A. Algoritma Perencanaan Waktu Replenishment dengan Kendala Laju Produksi Level Mempergunakan Continuous Material Requirement Planning
Pengendalian persediaan material
mempergunakan MRP membutuhkan data-data dari master production schedule, inventory master file, dan bill of material. Dalam DMRP membutuhkan lead time dari setiap item dalam struktur produk yang bersifat tetap dan tidak tergantung lot size yang diproses, dan sebaliknya dalam CMRP membutuhkan waktu produksi atau laju produksi yang tergantung pada lot size yang diproses. Waktu produksi meliputi waktu proses (termasuk setup time
dan run time) dan waktu penanganan
(termasuk handling time, carrying time, loading-unloading time).
Algoritma untuk perencanaan waktu
replenishment dikembangkan dengan
mempergunakan prinsip dari metode backward scheduling, yaitu perencanaan dimulai dari
order produksi terakhir dalam master
production schedule yang menjadi kebutuhan bruto produk akhir. Selanjutnya secara
bertahap merencanakan order produksi
sebelumnya, sampai semua order produksi telah direncanakan replenishment-nya. Secara rinci dan lengkap, algoritmanya adalah sebagai berikut:
1. Menentukan satuan waktu sebagai
acuan besaran variabel waktu dalam perencanaan.
2. Berdasarkan master production
schedule (atau daftar order produksi atau demand), menentukan kebutuhan bruto (gross requirement, GR(t)) dari order atau job J1, J2, ..., JN, termasuk
ukuran volume pesanannya dan saat penyerahannya (ke gudang atau ke konsumen). Nilai variabel GR(t) pada item level 0 bersifat diskrit, sedangkan pada item child (level yang lebih rendah) bersifat kontinyu.
N i J t
GR(i) i (6)
di mana :
GR(t) : Kebutuhan bruto saat ke-t Ji : Job ke-i
ti : Saat ke-t yang menunjukkan
indikator saat penyerahan job ke-i
N : Banyaknya job
3. Memasukkan data persediaan awal
(on-hand inventory, OI(t0)).
4. Memasukkan semua rencana
replenishment (scheduled receipt,
SR(t)) dari perencanaan sebelumnya 5. Menghitung banyaknya job yang telah
terpenuhi (n*) dari persediaan awal
dan replenishment dari perencanaan
sebelumnya dengan persamaan (7). Jika jumlah antara persediaan dan replenishment tersebut kurang dari atau tidak mencukupi kebutuhan bruto job J1, maka semua job masih belum
terpenuhi (n*=0). Dan jika sebaliknya, maka nilai n* dimaksimalkan di antara interval 1 dan N, yang memenuhi persamaan (8) dan persamaan (9).
Persamaan (8) menunjukkan
penentuan n* dimulai dengan
menghitung jumlah kumulatif dari job J1 hingga Jn*, dengan batasan
jumlahnya masih kurang dari jumlah persediaan dan rencana replenishment
sebelumnya. Dan apabila n*
ditambahkan 1 atau job berikutnya, maka jumlah kumulatif job akan lebih besar daripada jumlah persediaan dan replenishment rencana sebelumnya seperti persamaan (9).
other wise N
n n
dt t SR t OI t GR n
N t
t }
* *, max{
) ( ) 0 ( ) ( 0
*
0
1 (7)
tNt n
i
i OI t SRt dt t
GR
0
) ( ) ( )
( 0
*
1
(8)
tNt n
i
i OI t SRt dt t
GR
0
) ( ) ( )
( 0
1 *
1
(9)
di mana :
SR(t) : Replenishment dari rencana
sebelumnya hingga saat ke-t OI(t0) : Persediaan awal
n* : Banyaknya job yang telah
terpenuhi dengan persediaan
atau replenishment dari
rencana sebelumnya.
6. Menghitung kebutuhan bersih job yang belum terpenuhi dengan persediaan
maupun replenishment rencana
sebelumnya. Job yang dihitung
kebutuhan bersihnya adalah J(n*+1)
hingga JN. Kebutuhan bersih dari job
J(n*+1) dihitung antara selisih jumlah
sebelumnya. Sedangkan kebutuhan bersih job berikutnya adalah sebesar kebutuhan brutonya.
other wise t
NR(t) : Kebutuhan bersih saat ke-t
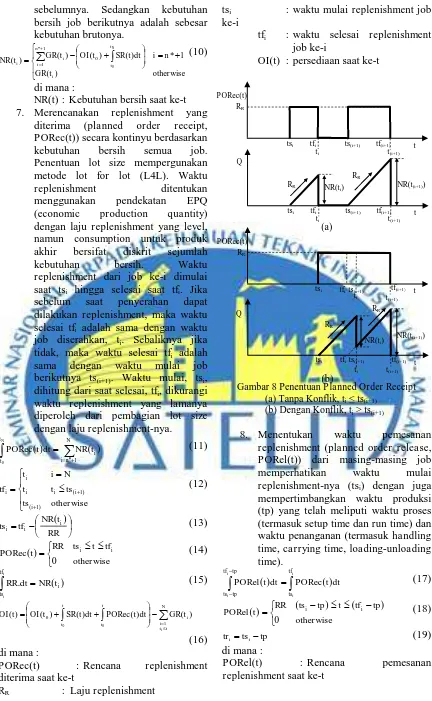
7. Merencanakan replenishment yang
diterima (planned order receipt, PORec(t)) secara kontinyu berdasarkan
kebutuhan bersih semua job.
Penentuan lot size mempergunakan metode lot for lot (L4L). Waktu
replenishment ditentukan
menggunakan pendekatan EPQ
(economic production quantity)
dengan laju replenishment yang level,
namun consumption untuk produk
akhir bersifat diskrit sejumlah
kebutuhan bersih. Waktu
replenishment dari job ke-i dimulai saat tsi hingga selesai saat tfi. Jika
sebelum saat penyerahan dapat
dilakukan replenishment, maka waktu selesai tfi adalah sama dengan waktu
job diserahkan, ti. Sebaliknya jika
tidak, maka waktu selesai tfi adalah
sama dengan waktu mulai job
berikutnya ts(i+1). Waktu mulai, tsi,
dihitung dari saat selesai, tfi, dikurangi
waktu replenishment yang lamanya diperoleh dari pembagian lot size dengan laju replenishment-nya.
other wise ts
other wise tf
PORec(t) : Rencana replenishment
diterima saat ke-t
RR : Laju replenishment
tsi : waktu mulai replenishment job
ke-i
tfi : waktu selesai replenishment
job ke-i
OI(t) : persediaan saat ke-t
Gambar 8 Penentuan Planned Order Receipt (a)Tanpa Konflik, ti < ts(i+1)
(b)Dengan Konflik, ti > ts(i+1)
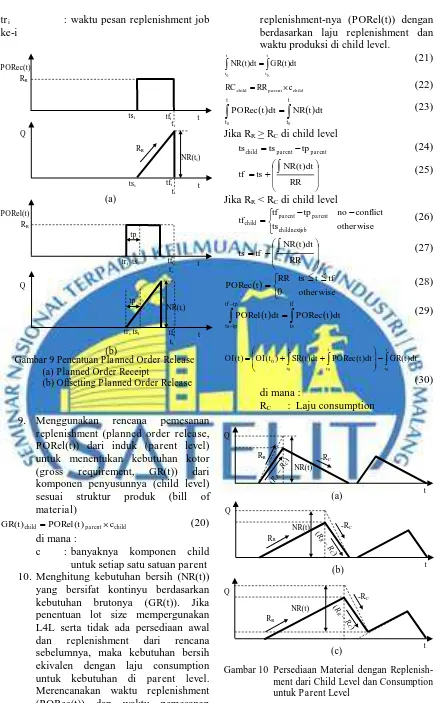
8. Menentukan waktu pemesanan
replenishment (planned order release, PORel(t)) dari masing-masing job
memperhatikan waktu mulai
replenishment-nya (tsi) dengan juga
mempertimbangkan waktu produksi (tp) yang telah meliputi waktu proses (termasuk setup time dan run time) dan waktu penanganan (termasuk handling
time, carrying time, loading-unloading
time).
other wise
tp
tri : waktu pesan replenishment job
ke-i
Gambar 9 Penentuan Planned Order Release (a)Planned Order Receipt
(b)Offsetting Planned Order Release
9. Menggunakan rencana pemesanan
replenishment (planned order release, PORel(t)) dari induk (parent level) untuk menentukan kebutuhan kotor
(gross requirement, GR(t)) dari
komponen penyusunnya (child level) sesuai struktur produk (bill of material)
child pa r ent child PORel t c t
GR() () (20)
di mana :
c : banyaknya komponen child
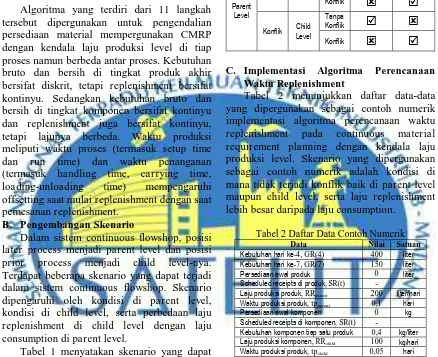
untuk setiap satu satuan parent 10. Menghitung kebutuhan bersih (NR(t))
yang bersifat kontinyu berdasarkan kebutuhan brutonya (GR(t)). Jika penentuan lot size mempergunakan L4L serta tidak ada persediaan awal
dan replenishment dari rencana
sebelumnya, maka kebutuhan bersih ekivalen dengan laju consumption untuk kebutuhan di parent level.
Merencanakan waktu replenishment
(PORec(t)) dan waktu pemesanan
replenishment-nya (PORel(t)) dengan berdasarkan laju replenishment dan waktu produksi di child level.
dt
child ts tp
ts (24)
other wise ts
other wise tf
Gambar 10 Persediaan Material dengan Replenish-ment dari Child Level dan Consumption untuk Parent Level
(a)Laju Replenishment lebih besar dari-pada Laju Consumption
(b)Laju Replenishment lebih kecil daripada Laju Consumption, tanpa konflik Replenishment.
(c)Laju Replenishment lebih kecil daripada Laju Consumption, dengan konflik Replenishment.
11. Ulangi langkah 9 untuk perhitungan MRP dari komponen penyusun hingga semua level yang paling rendah.
Algoritma yang terdiri dari 11 langkah tersebut dipergunakan untuk pengendalian persediaan material mempergunakan CMRP dengan kendala laju produksi level di tiap proses namun berbeda antar proses. Kebutuhan bruto dan bersih di tingkat produk akhir bersifat diskrit, tetapi replenishment bersifat kontinyu. Sedangkan kebutuhan bruto dan bersih di tingkat komponen bersifat kontinyu
dan replenishment juga bersifat kontinyu,
tetapi lajunya berbeda. Waktu produksi meliputi waktu proses (termasuk setup time
dan run time) dan waktu penanganan
(termasuk handling time, carrying time,
loading-unloading time) mempengaruhi
offsetting saat mulai replenishment dengan saat pemesanan replenishment.
B. Pengembangan Skenario
Dalam sistem continuous flowshop, posisi
later process menjadi parent level dan posisi
prior process menjadi child level-nya.
Terdapat beberapa skenario yang dapat terjadi dalam sistem continuous flowshop. Skenario dipengaruhi oleh kondisi di parent level, kondisi di child level, serta perbedaan laju
replenishment di child level dengan laju
consumption di parent level.
Tabel 1 menyatakan skenario yang dapat terjadi di sistem continuous flowshop pada saat implementasi continuous material requirement
planning dengan kendala laju produksi level.
Tanda cek () mengindikasikan skenario mungkin terjadi, dan tanda silang () mengindikasikan skenario tidak mungkin terjadi. Konflik menyatakan kondisi di mana waktu penyerahan terakhir job Ji lebih lambat
daripada saat mulai replenishment job J(i+1),
sehingga saat selesai replenishment job Ji
dimajukan dari waktu penyerahan terakhirnya ke saat mulai replenishment job J(i+1). Pada
penelitian ini mempergunakan skenario parent
level tidak terjadi konflik, child level tidak
terjadi konflik, dan laju replenishment di child
level lebih besar daripada laju consumption di
parent level.
Tabel 1 Skenario dalam Continuous Material Requirement Planning dengan Kendala Laju
Produksi Level
Perbandingan Antara Laju
Replenishment dan Laju
Consumption RR > RC RR < RC
Parent Level
Tanpa Konflik
Child Level
Tanpa
Konflik
Konflik
Konflik Child Level
Tanpa
Konflik
Konflik
C. Implementasi Algoritma Perencanaan Waktu Replenishment
Tabel 2 menunjukkan daftar data-data yang dipergunakan sebagai contoh numerik implementasi algoritma perencanaan waktu
replenishment pada continuous material
requirement planning dengan kendala laju produksi level. Skenario yang dipergunakan sebagai contoh numerik adalah kondisi di mana tidak terjadi konflik baik di parent level maupun child level, serta laju replenishment lebih besar daripada laju consumption.
Tabel 2 Daftar Data Contoh Numerik
Data Nilai Satuan
Kebutuhan hari ke-4, GR(4) 400 liter Kebutuhan hari ke-7, GR(7) 150 liter Persediaan awal produk 0 liter Scheduled receipts di produk, SR(t) -
Laju produksi produk, RRparent 200 liter/hari Waktu produksi produk, tpparent 0,1 hari Persediaan awal komponen 0 kg Scheduled receipts di komponen, SR(t) -
Kebutuhan komponen tiap satu produk 0,4 kg/liter Laju produksi komponen, RRchild 100 kg/hari Waktu produksi produk, tpchild 0,05 hari
Berdasarkan data di Tabel 2, terdapat dua
job yang direncanakan mempergunakan
CMRP, yaitu job J1 yang besarnya 400 liter di
hari ke-4 dan job J2 yang besarnya 150 liter di
hari ke-7. Sebagai titik awal perencanaan, hari ini adalah hari ke-0, sehingga jika diperoleh nilai waktu, t, bilangan bulat maka bermakna hari berbeda di jam yang sama.
Sesuai persamaan (10) dihitung kebutuhan bersih masing-masing job.
400
Gambar 11 Kebutuhan Bersih, NR(t)
Perencanaan dilakukan dengan backward
scheduling dimulai job J2. Merencanakan
replenishment yang diterima (planned order
receipt, PORec(t)), termasuk saat mulai dan
selesai replenishment-nya, berdasarkan
persamaan (12), (13) dan (14).
Gambar 12 Planned Order Receipts, PORec(t)
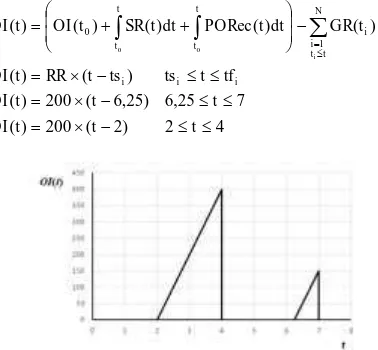
Berdasarkan persamaan (16), serta Gambar 11 yang menunjukkan kebutuhan bersih dan Gambar 12 yang menunjukkan rencana replenishment yang diterima (planned order
receipt, PORec(t)), maka diperoleh tingkat
persediaan seperti yang ditunjukkan Gambar
13. Persediaan produk meningkat saat
replenishment sesuai laju replenishment hingga saat diserahkan atau dikirimkan.
4
Gambar 13 Tingkat Persediaan Produk
Menentukan waktu pemesanan
replenishment (planned order release,
PORel(t)) berdasarkan persamaan (18) dan (19).
Menentukan kebutuhan kotor (gross
requirement, GR(t)) dan kebutuhan bersih (net
requirement, NR(t)) dari komponen (child
level) sesuai struktur produk (bill of material), berdasarkan persamaan (20) dan (21)
9
NR child pa r ent child
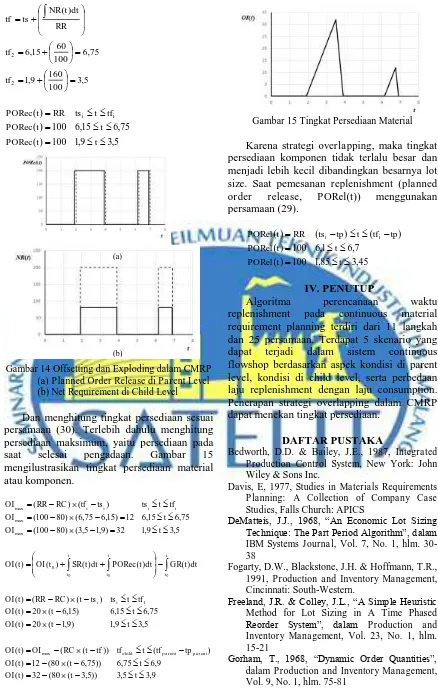
Merencanakan replenishment yang
diterima (planned order receipt, PORec(t)), termasuk saat mulai dan selesai replenishment-nya, berdasarkan persamaan (23), (24) dan
(25). Sebelumnya menghitung laju
consumption mempergunakan persamaan (22).
80
RCchild pa r ent child
5
Gambar 14 Offsetting dan Exploding dalam CMRP (a)Planned Order Release di Parent Level (b)Net Requirement di Child Level
Dan menghitung tingkat persediaan sesuai persamaan (30). Terlebih dahulu menghitung persediaan maksimum, yaitu persediaan pada
saat selesai pengadaan. Gambar 15
mengilustrasikan tingkat persediaan material atau komponen.
5
Gambar 15 Tingkat Persediaan Material
Karena strategi overlapping, maka tingkat persediaan komponen tidak terlalu besar dan menjadi lebih kecil dibandingkan besarnya lot
size. Saat pemesanan replenishment (planned
order release, PORel(t)) menggunakan
persamaan (29).
45
Algoritma perencanaan waktu
replenishment pada continuous material
requirement planning terdiri dari 11 langkah dan 25 persamaan. Terdapat 5 skenario yang
dapat terjadi dalam sistem continuous
flowshop berdasarkan aspek kondisi di parent level, kondisi di child level, serta perbedaan laju replenishment dengan laju consumption. Penerapan strategi overlapping dalam CMRP dapat menekan tingkat persediaan.
DAFTAR PUSTAKA
Bedworth, D.D. & Bailey, J.E., 1987, Integrated Production Control System, New York: John Wiley & Sons Inc.
Davis, E, 1977, Studies in Materials Requirements Planning: A Collection of Company Case Studies, Falls Church: APICS
DeMatteis, J.J., 1968, ―An Economic Lot Sizing Technique: The Part Period Algorithm‖, dalam
IBM Systems Journal, Vol. 7, No. 1, hlm. 30-38
Fogarty, D.W., Blackstone, J.H. & Hoffmann, T.R., 1991, Production and Inventory Management, Cincinnati: South-Western.
Freeland, J.R. & Colley, J.L., ―A Simple Heuristic
Method for Lot Sizing in A Time Phased
Reorder System‖, dalam Production and Inventory Management, Vol. 23, No. 1, hlm. 15-21
Gorham, T., 1968, ―Dynamic Order Quantities‖,
dalam Production and Inventory Management, Vol. 9, No. 1, hlm. 75-81
(a)
Groff, G.K., 1979, ―A Lot Sizing Rule for Time Phased Component Demand‖, dalam
Production and Inventory Management, Vol. 20, No. 4, hlm. 66-74
Harris, F.W., 1913, ―How Many Parts to Make at Once‖, dalam The Magazine of Management, Vol. 10, No. 2, hlm. 135-136.
Karni, R., 1981, ―Maximum Part-Period Gain
(MPG): A Lot Sizing Procedure for
Unconstrained and Constrained Requirements
Planning Systems‖, dalam Production and
Inventory Management, Vol. 22, hlm. 91-98
Mabert, V.A., 2007, ―The Early Road to Material Requirements Planning‖, dalam Journal of Operations Management Vol 25, hlm. 346–356
McLaren, B.J., 1977, ―A Study of Multiple Level
Lot Sizing Procedures for Material
Requirements Planning‖, P hD Dissertation, Purdue University.
Narasimhan, S., McLeavy, D.W. & Billington, P.J., 1995, Production Planning and Inventory Control, New Jersey: Prentice Hall Inc.
Orlicky, J., 1975, Material Requirements Planning, New York: McGraw-Hill Book Company Plossl, G., 1995, Orlicky’s Material Requirements
Planning, New York: McGraw-Hill Book Company
Sadeghian, R, 2010, ―How to Use MRP in
Continuous Production Industries When Order
Type is Lot for Lot‖, dalam International Journal of Industrial Engineering & Production Research, Vol. 21, No. 1, hlm. 17-22
Sadeghian, R., 2011, ―Continuous Materials
Requirements Planning (CMRP) Approach When Order Type is Lot for Lot and Safety
Stock is Zero and Its Applications‖, dalam
Applied Soft Computing, Vol. 11, hlm. 5621-5629.
Silver, E.A. & Meal, H.C., 1973, ―A Heuristic for
Selecting Lot Size Quantities for The Case of A Deterministic Time Varying Demand Rate
and Discrete Opportunities for Replenishment‖,
dalam Production and Inventory Management, Vol. 14 No. 2, hlm. 64-74.
Taft, E.W., 1918, ―The Most Economical Production Lot‖, dalam Iron Age, Vol. 101.18, hlm. 1410-1412.
Wagner, H.M. & Whitin, T.M., 1958, ―Dynamic Version of The Economic Lot Size Model‖,