TEKNIK PENGECORAN LOGAM
MODUL PRAKTIKUM
Oleh :
ABRIANTO AKUAN, ST., MT.
LABORATORIUM TEKNIK PRODUKSI
JURUSAN TEKNIK METALURGI
FAKULTAS TEKNIK
UNIVERSITAS JENDERAL ACHMAD YANI
BANDUNG
PETUNJUK PRAKTIKUM
I. MAKSUD DAN TUJUAN
Praktikum Teknik Pengecoran Logam merupakan penerapan
teori-teori yang pernah diberikan dalam perkuliahan. Tujuan utama
dari praktikum Teknik Pengecoran logam ini adalah:
Dapat membuat pola dan cetakan pasir untuk membuat produk
coran logam.
Menentukan dan merencanakan sistim saluran dalam suatu
pembuatan produk coran logam.
Mengetahui beberapa proses atau teknik dalam pembuatan
cetakan.
Mengetahui besaran-besaran atau parameter proses yang
terlibat dan berpengaruh terhadap cetakan yang yang dibuat.
Merencanakan dan membuat barang jadi melalui teknik
pengecoran logam.
Mengetahui cara-cara pengujian kualitas pasir cetak untuk
proses pengecoran logam.
Dengan melakukan praktikum ini, diharapkan peserta (praktikan)
memiliki pengalaman praktek dalam proses produksi/manufaktur
melalui proses pengecoran logam.
II. PERATURAN PRAKTIKUM
2.1 Tata Tertib
Tidak dibenarkan memakai sandal, sepatu sandal dan
sejenisnya.
Tas dan barang-barang yang digunakan selama praktikum harus
disimpan ditempat yang telah disediakan.
Dilarang melakukan praktikum tanpa seijin instruktur yang
Selama berada dilaboratorium dilarang merokok, makan dan
minum.
Praktikum harus menjaga keamanan dan ketenangan selama
berada dilaboratorium.
Diwajibkan memakai pakaian savety dalam setiap melakukan
praktek.
2.2 Kehadiran
Praktikan yang tidak mengikuti satu kali praktikum dianggap
gagal dan harus mengulang pada kesempatan berikutnya.
Waktu pelaksanaan praktikum diatur dengan jadwal yang telah
ditentukan.
Praktikan diharuskan menyerahkan formulir kehadiran kepada
instruktur pada setiap melakukan praktek.
2.3 Pemakaian Alat
Periksa kelengkapan alat sebelum melakukan praktek.
Setiap pemakaian alat harus seijin instruktur.
Kehilangan atau kerusakan alat adalah tanggung jawab satu
kelompok peserta praktikum.
Setiap akhir praktikum, ruangan dan alat-alat yang digunakan
harus dibersihkan.
Sebelum meninggalkan laboratorium, praktikan harus lapor
pada instruktur untuk memeriksa alat-alat yang telah
digunakan.
2.4 Tugas dan Laporan
Laporan praktikum diisi pada logbook yang telah disediakan.
Sebelum dan sesudah praktikum akan diadakan responsi dan
ujian akhir praktikum. Adapun waktu dan tempat ditentukan
Setiap praktikum harus mengumpulkan dan mengisi logbook
praktikum secara perorangan setelah seluruh praktikum
diselesaikan.
Logbook praktikum diisi dengan tulisan tangan.
2.5 Penilaian
Sistematika penilaian mengikuti aturan sebagai berikut:
1. Nilai Ujian = 15 %
2. Nilai Kehadiran = 25 %
4. Nilai Laporan = 20 %
5. Nilai Presentasi = 40 %
III. KESELAMATAN KERJA
3.1 Ringkasan Umum
Keselamatan kerja merupakan target pertama dalam setiap
proses produksi terutama proses pengecoran logam, karena dalam
proses ini kita akan berhadapan dengan bahaya-bahaya yang mungkin
terjadi diantaranya:
Terkena percikan dari logam cair atau terak.
Terkena jilatan api atau panas dari pembakaran tungku
peleburan.
Risiko terjadinya kebakaran.
Bahaya potensial ini diharapkan tidak akan menjadi bahaya riil apabila
semua peraturan keselamatan telah diikuti dengan seksama dan
selalu bekerja menurut prosedur serta tata cara yang aman dan
benar. Dengan demikian kita akan terhindar dari bahaya dan tempat
3.2 Ketentuan dan Prosedur Keselamatan
Siapkanlah bahwa keadaan lingkungan kerja dan peralatannya
siap untuk dipakai, dan periksa kembali peralatan sebelum
bekerja.
Pakailah pakaian kerja dengan alat pelindung diri (APD) lainnya
yang diperlukan.
Bekerjalah sesuai petunjuk yang ada.
Tanyakanlah pada instruktur/asistan anda, bila kurang jelas
dalam bekerja.
Berhati-hatilah dalam penggunaan alat-alat perlengkapan serta
posisi dalam bekerja.
Usahakan nyala api dalam kondisi yang baik.
Jauhkan bahan-bahan yang mudah terbakar dari api.
Usahakan muatan yang akan dilebur, dalam keadaan bersih
bebas dari air oli dan bahan lainnya yang dapat menyebabkan
percikan atau ledakan.
Bersihkan lantai pasir tempat proses pengecoran dari air,
kotoran dan sebagainya.
Jaga jarak aman anda dengan tungku peleburan dan peralatan
lain pada saat peleburan dan penuangan logam cair.
Gunakan selalu alat pelindung diri (APD): sarung tangan kulit,
apron, helm, kacamata, sepatu kerja, masker, tang jepit dan
lain sebagainya.
Tidak diperbolehkan memegang peralatan dan produk coran
tanpa alat pelindung diri (APD) selama proses peleburan dan
pengecoran sedang berjalan.
Seluruh pakaian berbahan katun minimal 90% atau lebih. Dan
tidak memiliki kantong disetiap bagianya baik baju maupun
celana, jika ada maka kantong itu harus tertutup.
Jaket, kaca mata, pelindung muka, helm, sarung tangan kulit
Menggunakan sepatu tipe moulder atau kick-off saat melakukan
proses pengecoran.
Mengunakan masker respirator anti debu saat mengeluarkan
logam cair dari tungku.
Menggunakan pelindung telinga jika ada dalam area
pengecoran.
Tidak memiliki rambut terlalu panjang, atau merapihkan rambut
dengan menyembunyikannya dengan helm pengaman.
Untuk praktikan yang melakukan peleburan, cek temperatur,
inokulasi dan deslaging harus menggunakan kaca mata yang
memiliki kaca gelap dan terang (google).
Tidak dianjurkan menggunakan jam kinetik dan barang-barang
elektronik.
Peralatan penaggulangan pertama seperti pemadam api (fire
extinguisher) dan kotak P3K (pertolongan pertama pada kecelakaan)
diharuskan ada pada beberapa titik dalam satu unit casting shop atau
dan diposisikan pada tempat yang aman dan mudah terjangkau.
3.3 Prosedur Penanganan Efek Lingkungan
Polusi merupakan dampak negatif dari proses pengecoran,
polutan yang dihasilkan dari proses ini adalah debu partikel pasir dari
sisa cetakan yang ringan dan mudah terbawa angin, air dari sisa
reaksi katalis binder, dan sisa reaksi yang terjadi pada slag yang
diangkat.
Selain memperhatikan hal diatas maka praktikan secara
individual juga harus mampu membaca kode yang ada pada setiap
peralatan atau label kodifikasi material berbahaya seperti kode
radioaktif, mudah terbakar, korosif, iritan, racun dan kode material
MODUL 1
PENGUJIAN PASIR CETAK
Pasir cetak untuk cetakan pasir, memerlukan sifat-sifat yang
harus memenuhi persyaratan sebagai berikut:
a. Mempunyai sifat mampu bentuk sehingga mudah dalam
pembuatan cetakan dengan kekuatan yang cocok, cetakan yang
dihasilkan harus kuat sehingga tidak rusak karena
dipindah-pindahkan dan mampu menahan berat logam cair pada saat
penuangan. Oleh karena itu kekuatan pada temperatur kamar
dan kekuatan panasnya merupakan sifat yang sangat
diperlukan.
b. Mempunyai daya salur (permeabilitas) udara yang cocok. Untuk
mengurangi cacat tuang seperti rongga penyusutan, gelembung
gas atau kekasaran permukaan. Dengan adanya rongga-rongga
di antara butir-butir pasir, maka udara atau gas dapat
disalurkan keluar dari cetakan.
c. Mempunyai distribusi besar butir yang tepat.
d. Mempunyai sifat tahan panas terhadap temperatur logam cair
yang dituangkan.
e. Mampu dipakai lagi atau dapat dipakai berulang-ulang supaya
ekonomis.
f. Pasir cetak, harus mudah didapat.
Tabel. Persyaratan fisik pasir cetak untuk berbagai jenis dan ukuran benda cor.
Besar 40-70 50-150 15-20
Menengah 70-100 50-80 12-18
Kecil 100-140 20-50 12-18
Paduan Tembaga:
Menengah 100-120 20-40 12-18
Kecil Dibawah 140 15-30 12-18
Aluminium:
Besar 100-120 20-40 15-20
Menengah/kecil Dibawah 140 10-25 10-20
1.1 Pengujian Kadar Air dan Lempung
Pasir yang terlalu basah akan mempunyai daya salur udara yang
kecil dan pasir yang terlalu kering akan kurang kekuatannya.
Pemeriksaan kadar air ini dilakukan dengan menggunakan rumus
dibawah ini.
Berat Awal-Berat Akhir
% kadar air = --- x 100 % Berat Awal
Prosedur pengujian kadar air:
1. Siapkan pasir cetak sebanyak 50 gram.
2. Letakkan dalam alat pemanas.
3. Lanjutkan pengujian dengan memanaskan pasir dalam oven
pada temperatur 100-150oC selama15 menit.
4. Dinginkan dan timbang.
5. Kadar air didapatkan dari selisih berat pasir cetak yang
dinyatakan dalam persen.
6. Keringkan lagi selama 5 menit.
7. Dinginkan dan timbang lagi.
8. Ulangi lagi (pengeringan selama 5 menit), sampai berat pasir
tidak berubah lagi.
Daya rekat antar butir pasir, sangat bergantung pada kadar
lempung dalam pasir. Untuk suatu persentase kadar lempung
tertentu, diperlukan sejumlah kadar air tertentu pula sehingga akan
didapatkan kekuatan pasir yang maksimum. Kekuatan tersebut juga
Pasir yang terdapat di bumi akan bercampur dengan lmpung
atau tanah liat. Dalam pengertian untuk cetakan pasir, maka pasir ini
terbagi atas:
1. pasir alam
2. pasir sintetis
Pasir alam adalah pasir yang mengandung kadar lempung sekitar
15-25% dan dalam proses pengecoran pasir ini seringkali langsung
digunakan tanpa penambahan lempung lagi. Pasir sintetis adalah pasir
murni dengan penambahan lempung menurut kebutuhan.
Penambahan tersebut biasanya sekitar 20%. Lempung yang baik,
dapat dikenal dari daya serap airnya cukup dengan penambahan
sekitar 8-10%. Sedangkan bentonit sudah cukup baik dengan
penambahan 5%.
Lempung membutuhkan air untuk mengikat butir pasir.
Sehingga kadar air yang dibutuhkan untuk pasir sintetis dengan
lempung, dengan sendirinya akan lebih rendah dibanding kadar air
yang dibutuhkan untuk pasir alam.
Lempung atau tanah liat (clay) adalah kumpulan dari pada
mineral tanah liat yang mempauanyai kristal sangat kecil, umumnya
berbentuk pipih (flake). Ukuran dari butir-butir tanah liat adalah
sekitar 0,005 mm sampai 0,02 mm.
Lempung sebagai komponen kedua dalam pasir cetak harus
mempunyai sifat-sifat yang diperlukan yaitu:
a. Menghasilkan daya ikat yang tinggi.
b. Menjadi liat bila basah, sehingga mudah diberi bentuk.
c. Menjadi keras setelah dikeringkan.
Untuk itu, mineral lempung yang umum dipergunakan orang
untuk bahan pengikat dalam pasir cetak ialah montmoriollit
(bentonit), lempung tahan api (fireclay), halloysit dan illit. Jenis
Pemeriksaan kadar lempung ini dilakukan dengan menggunakan
rumus dibawah ini.
Berat Awal-Berat Akhir
% kadar lempung = --- x 100 % Berat Awal
Metoda yang digunakan untuk analisa kadar lempung adalah dengan
jalan pencucian, yaitu dengan menggunakan alat Continous Clay
washer tipe PKA seperti yang ditunjukkan pada Gambar berikut ini:
Prosedur pengujian kadar lempung:
1. Timbang pasir kering seberat 50 gram.
2. Masukkan ke dalam beker gelas kapasitas 800 ml.
3. Isi dengan air sebanyak 400 ml.
4. Tambahkan 10 ml dari 5% larutan Natrium pirofosfat
(Na4P2O7.10H2O).
5. Didihkan selama 3-5 menit di atas pemanas (hot plate).
6. Dinginkan sampai temperatur kamar.
7. Aduk selama 5 menit.
8. Atur kecepatan air sesuai dengan temperatur air yang
Water Temperature (oC) Flow (ml/min) Setting
9. Isi tabung gelas pada Continous Clay Washer dengan air
setengahnya.
10.Tambahkan kristal-kristal Natrium Pirofosfat sebanyak 2 sendok
makan.
11.Masukkan pasir ke dalam tabung gelas pada alat.
12.Pasang kembali tutup karet pada tabung.
13.Biarkan terus air mengalir pada tabung dengan kecepatan yang
diperlukan, hingga air dalam tabung menjadi betul-betul jernih.
14.Setelah air betul-betul jernih, keluarkan pasir dan ditampung
pada beker gelas.
15.Diamkan selama 10 menit.
16.Air didekantasi keluar.
17.Saring pasir melalui kertas saring yang telah diketahui
beratnya.
18.Keringkan (pasir + kertas saring), hingga beratnya konstan.
19.Berat akhir pasir (gr) = (berat pasir + berat kertas saring) –
(berat kertas saring).
Prosedur pengujian kadar lempung dengan cara lain:
1. Siapkan pasir sisa uji kadar air.
2. Masukkan pasir kedalam gelas kimia yang berisi larutan NaOH
2% lakukan hal ini hingga pasir benar-benar bersih.
3. keringkan pasir hasil pencucian tersebut pada 100-150oC selama
60 menit.
Pengaruh kadar air dan lempung terhadap kekuatan pasir cetak.
1.2 Pemeriksaan Distribusi Ukuran Butir Pasir
Suatu cara untuk menyatakan ukuran besarnya butir pasir
ditunjukkan dengan GFN (Grain Fineness Number) merupakan ukuran
kehalusan rata-rata butir pasir. Makin tinggi angkanya, maka pasir
semakin halus dan daya salur udaranya (permeabilitas) relatif rendah.
Pada umumnya pasir tidak terdiri dari butiran-butiran dengan
ukuran sama. Untuk mengetahui distribusi dari butir-butir pasir yang
mempunyai besar butir yang berbeda-beda, maka dilakukan analisa
Distribusi ukuran butir pasir dapat dibagi dalam empat jenis:
a. Distribusi ukuran butir sempit, artinya susunan ukuran butir
hanya terdiri dari kurang lebih dua fraksi saja.
b. Distribusi ukuran butir sangat sempit, 90 persen dari ukuran
besar butir terdiri dari satu fraksi.
c. Distribusi ukuran butir lebar, artinya susunan ukuran butir
terdiri dari lebih kurang tiga fraksi.
d. Distribusi ukuran butir sangat lebar, susunan ukuran butir terdiri
dari lebih dari tiga fraksi.
Distribusi butir sempit akan memberikan permeabilitas yang
lebih tinggi, dan sebaliknya. Distribusi ukuran butir berpengaruh juga
pada kekuatan cetakan. Distribusi ukuran butir lebar akan
Prosedur pengujian kehalusan pasir cetak:
1. Siapkan pasir cetak kering yang akan diuji sebanyak 50 gram.
2. Susun ayakan pada mesin pengguncang (ro-tap) secara
berurutan.
3. Masukkan kedalam alat ayak.
4. Ayak selama 15 menit, dengan memutar penyetel waktu yang
terdapat pada alat.
5. Timbang butir-butir pasir yang tertinggal pada tiap-tiap fraksi.
6. Berat butir-butir pasir yang tertinggal pada tiap-tiap fraksi
dikalikan dengan suatu faktor perkalian tertentu, menghasilkan
suatu produk.
7. AFS Grain Fineness Number adalah jumlah dari hasil perkalian
tersebut (jumlah produk) dibagi dengan jumlah berat butir-butir
pasir yang tertinggal pada semua fraksi dari 50 gram pasir uji.
Nomor kehalusan butir dihitung dengan rumus:
∑ (Wn. Sn)
GFN = ---∑ (Wn)
GFN = Nomor kehalusan butir
Wn = Berat pasir didapat dari tiap ayakan (gr)
Sn = Faktor pengali
1.3 Pemeriksaan Daya Salur Udara (Permeabilitas)
Sifat yang sangat mempengaruhi terhadap hasil benda coran
adalah daya salur udara (permeabilitas) dari pasir cetak yang
digunakan sebagai cetakan pasir. Pasir cetak yang telah dipadatkan
harus dapat dilalui oleh gas-gas sewaktu dilakukan penuangan ke
dalam cetakan.
Permeabilitas ini tergantung pada beberapa faktor, diantaranya
adalah ukuran besar butir pasir, bentuk butir pasir, kadar air dan
kadar lempung. Permeabilitas ini dihitung melalui persamaan berikut:
Q . L P =
---p . A . t
P= Permeabilitas
Q= Volume udara yang lewat melalui spesimen
L= Panjang spesimen (5 cm)
A= Luas irisan spesimen (19,625 cm2)
P= Tekanan udara (gr/cm2)
t= Waktu yang diperlukan untuk melewatkan volume udara Q melalui
spesimen (menit)
Prosedur Pemeriksaan permeabilitas pasir cetak:
1.3.1 Persiapan Pasir
- Masukkan pasir yang telah ditimbang ke dalam pengaduk
- Masukkan bahan pengikat sesuai dengan jumlah yang diperlukan.
- Aduk selama 5 menit.
- Keluarkan Pasir dari mixer dan telah siap untuk pembuatan batang percobaan.
Alat Pengaduk Pasir laboratory Mixer type PLK.
1.3.2 Pembuatan Batang Percobaan
Batang percobaan ini mempunyai garis tengah 50 mm dan
tinggi 50 mm. Untuk pembuatannya diperlukan sejumlah pasir yang
setelah mendapat pukulan tiga kali pada alat pemadat (sand rammer),
harus mencapai tinggi 50 mm dan kemudian ditimbang.
Berdasarkan pengalaman maka dapat ditentukan bahwa
beratnya terletak antara 145 dan 170 gram. Adapun jumlah berat
yang sebenarnya harus ditentukan dengan percobaan.
Setelah ditimbang pasir selanjutnya dimasukkan dalam silinder
tekan, kemudian ditempatkan pada meja alat pemadat.
Pemukul dari alat pemadat beserta stang dan
pemberatdinaikkan dengan memutarkan keping eksentris sebelah kiri
dan setelah silinder tekan yang telah diisi tadi diletakkan di bawahnya,
dikerjakan dengan memutar engkol yang kecil pada sebelah kanan
hingga membuat alat pemadat yang lepas dapat memberi pukulan.
Pukulan ini dikerjakan hingga tiga kali berturut-turut.
Setelah pukulan yang ketiga maka batang percobaan yang telah
dipadatkan harus sedemikian panjangnya hingga tanda garis dari
batang pemadat terletak di tengah-tengah atau di antara lubang pada
standar alat pemadat.
Ini menandakan bahwa batang percobaan pasir telah mencapai
tinggi 50 mm dengan toleransi 1 mm. Bila hal tersebut tak tercapai,
maka percobaan harus diulangi lagi, bila perlu ditambah atau
dikurangi dengan beberapa gram.
Pada umumnya pemeriksaan pasir dikerjakan hingga tiga kali
nerturut-turut untuk kemudian ditentukan hasil rata-ratanya.
1.3.3 Pemeriksaan Permeabilitas
- Pemeriksaan daya salur udara dilakukan terhadap batang percobaan yang berbentuk silinder, dengan menggunakan alat
”permeability meter”.
- Putar tutup pada kedudukan ”A” angkat (tarik) pengapung ke atas hingga didapatkan penghisapan sejumlah udara kedalam
ruangan. Putar katup pada kedudukan ”E”.
- Batang percobaan setelah ditumbuk tiga kali, ditempatkan pada sumbat karet denagn kedudukan terbalik, yaitu ruang kosong
yang lebih besar dari silinder terhadap pentil (orifice),
sedemikian hingga sumbat karet dapat tertutup dengan rapat,
dalam keadaan demikian katup harus pada kedududkan ”E”.
- Putar katup pada kedududkan ”B”, ini berarti bahwa alat sedang bekerja dan pengukuran dapat dibaca.
- Setelah selesai pembacaan, katup diputar lagi pada kedududkan ”E”, yang berarti alat telah berhenti dan siap untuk digunakan
lagi.
1.3 Pemeriksaan Kekuatan Tekan Basah
Bila menuang logam ke dalam cetakan terutama cetakan yang
besar, tekanan yang ada pertama pada dasar, kemudian pada
dinding-dinding samping, bila penuangan telah selesai pada bagian
atas (atap) dari cetakan, lihat Gambar berikut ini.
Kekuatan pada suatu cetakan.
Kekuatan pasir cetak dipengaruhi juga oleh bentuk butir pasir.
Bentuk butir pasir seperti Gambar di bawah ini yang terbagi atas:
Atas kiri: lancip (angular)
Atas kanan: bulat (rounded)
Bawah kiri: setengah bulat (sub angular)
Bawah kanan: bergumpal (coumpound)
Bentuk butir yang bulat (rounded) cenderung membentuk
kekuatan tekan yang rendah dengan permeabilitas yang tinggi.
Sedangkan bentuk yang lain, sebaliknya yaitu akan membentuk
kekuatan tekan tinggi dengan permeabilitas rendah.
Untuk menghindari perubahan bentuk cetakan, kekuatan
cetakan tekan harus mempunyai suatu harga minimum tertentu 700
gr/cm2 (0,07 MPa).
Pengujian kekuatan tekan dilakukan dengan menggunakan alat
Universal Strength Machine, yang dapat dilihat pada Gambar berikut
ini:
Universal Strength Machine.
Prosedur Pengujian Kekuatan Tekan:
Batang percobaan berbentuk silinder setelah diperiksa daya
salur udara dengan menggunakan suatu batang pendorong
dikeluarkan dari tabung pembuat batang percobaan, kemudian
ditempatkan antara kedua batang dari alat percobaan tekan hingga
rata pada sisi-sisinya.
Dengan perlahan-lahan pemutar diputar dan batang percobaan
akan tertekan terus hingga retak/pecah. Bersamaan dengan retaknya
batang percobaan ini maka jarum manometer akan turun kembali,
akan tetapi tegangan tekannya tetap ditunjuk oleh jarum pengikut.
Kemampuan manometer tekan rendah (kanan) hanya sampai
pada penunjukkan 2000 gr/cm2 (0,2 Mpa). Pada manometer,
manometer tekanan rendah dalam gram per cm2, dan angka-angka
hasil pada skala tersebut masih harus dikalikan dengan 100,
sedangkan pada skala manometer tekanan tinggi, angka-angka
dinyatakan dalam kg/cm2.
Kekuatan tekan beberapa jenis pasir cetak pada berbagai temperatur.
1.4 Pemeriksaan Kekuatan Geser Basah
Sifat ini sangat penting gunanya untuk mencegah pecahnya
pasir pada saat model diangkat dari cetakan, lihat Gambar di bawah
ini.
Seperti ditunjukkan dalam gambar tersebut, pasir cenderung
untuk menempel pada bagian sudut-sudutnya. Bila rangka diangkat,
kekuatan geser menjadi besar hingga memungkinkan terjadi
pecahnya cetakan. kekuatan geser basah yang dianjurkan, minimum
200 gr/cm2 (0,02 MPa).
Prosedur pengujian kekuatan geser:
Pengujian kekuatan geser dikerjakan sama seperti pada
pengujian kekuatan tekan, dengan perbedaan bahwa keping penekan
untuk pengujian kekuatan geser ini harus diganti dengan keping yang
dapat menggeserkan batang percobaan pada penampang membujur
(untuk pengujian kekuatan tekan menggunakan keping dengan
permukaan rata, sedang untuk pengujian kekuatan geser
menggunakan keping dengan setengah permukaan menonjol). Pada
pengujian kekuatan geser sampai dengan 1600 gr/cm2 (0,16 Mpa).
Pembacaan hasil pengujian pada manometer tekanan rendah
(kanan), sedang untuk penguijian kekuatan geser di atas 1600 gr/cm2
pembacaan hasil pengujian pada manometer tekanan tinggi (kiri).
Seperti pada pengujian kekuatan tekan, pada pengujian
kekuatan geser penunjukkan manometer masih harus dikalikan
dengan 100 (manometer tekanan rendah) untuk mendapatkan
besarnya tegangan tekan dalam gr/cm2. Angka pada skala manometer
tekanan tinggi dinyatakan dalam kg/cm2. Pembacaan manometer
pada skala yang tengah (nomor dua dari luar).
Keping untuk pengujian kekuatan geser.
Kiri: pengukur tekanan tinggi Kanan: pengukur tekanan rendah A: kekuatan tekan (kg/cm2) B: kekuatan geser (kg/cm2) C: kekuatan tarik (kg/cm2)
D: kekuatan tekan (gr/cm2) pembacaan x100 E: kekuatan geser (gr/cm2) pembacaan x100
Manometer pada Universal Strength Machine.
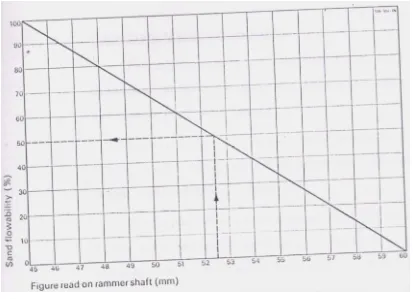
1.5 Pemeriksaan Kemampuan Mengalir (Flowability)
Flowability adalah sifat yang memungkinkan pasir menutupi
seluruh model dengan baik, terutama pada dinding yang vertikal dan
pada sudut-sudut, seperti dalam Gambar di bawah ini.
Flowability sangat banyak dipengaruhi oleh kadar air dalam pasir.
Biasanya flowability terletak antara 45-55%.
Prosedur pengujian flowability:
Batang percobaan berbentuk silinder yang memenuhi syarat,
artinya setelah mendapat pukulan tiga kali berturut-turut pada sand
rammer, tinggi batang percobaan tersebut 50 mm (tanda garis dari
batang pemadat terletak di antara lubang pada standar alat pemadat),
ditimbang untuk mengetahui beratnya. Timbang pasir (yang belum
dipadatkan) seberat batang percobaan tersebut, masukkan kedalam
alat penguji flowability, kemudian ditempatkan pada meja alat
pemadat. Lakukan pemadatan/pukulan tiga kali berturut-turut seperti
pada pembuatan batang percobaan berbentuk silinder.
Setelah pukulan yang ketiga, baca penunjukkan pada skala
tangkai rammer, dan padukan Diagram Flowability, seperti pada
Gambar berikut ini:
Alat bantu sand rammer untuk pengujian flowability.
1.6 Pemeriksaan Kekerasan Cetakan
Suatu sifat yang penting mendekati tegangan tekan dan geser
adalah kekerasan cetakan. Penentuan kekerasan ini memberikan
gambaran mengenai pemadatan pada permukaan dari beberapa
tempat cetakan. Terutama pada pembuatan cetakan dengan tangan,
maka penentuan kekerasan akan menunjukkan tempat dimana perlu
diadakan pemedatan tambahan.
Pada mesin cetak getaran, penentuan kekerasan akan dapat
menunjukkan apakah jumlah pukulan dari meja sudah cukup atau
belum. Pengujian kekerasan cetakan basah dapat dilakukan dengan
menggunakan alat yang disebut Green Hardness tester.
Prosedur pengujian kekerasan:
Sebelum alat digunakan, pen pengunci ditekan kekiri sehingga
jarum penunjuk dengan bebas dapat digerak-gerakkan. Pengujian
dilakukan dengan menekan bola logam yang terdapat pada bagian
bawah alat pada permukaan cetakan, jarum akan bergerak sesuai
dengan arah perputaran jarum jam, sampai berhenti. Bila jarum
sudah berhenti pen pengunci di tekan kekanan hingga apabila alat
diangkat dari permukaan cetakan, jarum akan tetap pada
penunjukkan. Kemudian dilakukan pembacaan. Angka yang ditunjuk
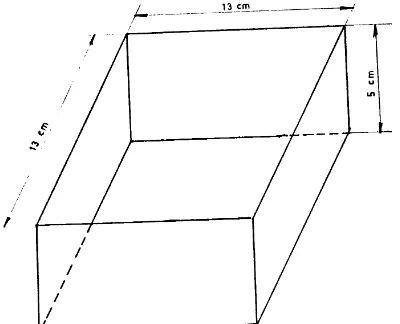
Untuk pemeriksaan kekerasan permukaan cetakan di
laboratorium dengan membuat cetakan dari kayu yang berukuran
panjang 13 cm, lebar 13 cm dan tinggi 5 cm, seperti ditunjukkan pada
Gambar berikut ini:
Cetakan kayu untuk memeriksa kekerasan permukaan cetakan.
Green hardness tester.
1.7 Pemeriksaan Titik Sinter
Titik sinter dari pasir cetak adalah sifat yang sangat penting
untuk menentukan apakah suatu jenis pasir dapat dipergunakan
sebagai cetakan pasir. Bila logam mengisi rongga cetakan, maka
logam cair akan menyentuh pasir dan memanaskannya. Pasir cetak ini
tidak boleh meleleh atau menjadi lemah di bawah pengaruh panas itu,
sebab kualitas permukaan benda cor akan sangat kasar. Makin besar
pelelehan. Oleh karena itu jelas bahwa makin tinggi temperatur
penuangan, butir-butir pasir harus berukuran lebih besar.
Pasir murni pada umumnya mempunyai titik leleh kurang lebih
1705oC, sedangkan pasir alam mempunyai titik leleh antara
1327-1370oC.
MODUL 2
PEMBUATAN POLA DAN CETAKAN
Pengecoran adalah proses penuangan logam cair ke dalam
cetakan yang memiliki rongga sesuai dengan bentuk yang
direncanakan, kemudian dibiarkan mendingin dan membeku didalam
cetakan sehingga dihasilkan suatu produk coran. Dalam proses ini,
beberapa hal yang harus dilakukan untuk membuat produk coran
adalah pencairan logam, pembuatan cetakan dan inti, penuangan
logam cair, pembongkaran, pembersihan coran dan pengerjaan akhir.
Pemilihan cetakan pasir yang akan digunakan pada proses
pengecoran logam dipengaruhi oleh beberapa faktor teknis dan
pertimbangan ekonomisnya. Ada beberapa jenis cetakan pasir yang
biasa dipergunakan, yaitu antara lain:
a. Cetakan pasir basah
b. Cetakan pasir kering
c. Cetakan pasir CO2 proses
d. Cetakan pasir kulit
e. Cetakan pasir yang mengeras sendiri lainnya
Proses pengecoran dengan cetakan pasir dilakukan dengan
menggunakan gaya gravitasi secara natural agar logam cair dapat
mengisi rongga cetakan dengan baik, oleh karena itu desain sistim
saluran (gating system) akan sangat menentukan kualitas produk cor.
Setiap tahapan yang dilakukan harus menyesuaikan dengan diagram
alir proses pengecoran yang merupakan urutan dari tahapan proses
pengecoran untuk menghasilkan produk cor yang baik dengan
produktivitas yang tinggi. Berikut ini adalah contoh diagram alir
proses pengecoran cetakan pasir yang sering dilakukan di industri
Diagram alir proses pengecoran dengan cetakan pasir.
2.1 Pola
Pola atau pattern adalah suatu model yang memiliki ukuran dan
bentuk yang sama dengan bentuk produknya kecuali pada
bidang-bidang tertentu yang disebabkan oleh faktor-faktor lain seperti bidang-bidang
pisah (parting line), bentuk rongga (cavity), dan proses
pemesinannya. yang menyebabkan kesulitan untuk dibentuk langsung
pada pola.
Faktor-faktor tersebut selanjutnya akan diantisipasi dengan
perhitungan penyusutan logam dan toleransi pemesinannya. Untuk itu
ada beberapa faktor diatas yang harus diperhatikan pada saat
perencanaan pola yaitu.
2.2.1 Bidang pisah (Parting line)
Fungsi dari bidang pisah ini adalah memisahkan atau membuat
bawah (drag). Untuk itu bagian pola atas dan bawah harus memiliki
acuan agar tidak mengalami kesalahan dimensi.
2.2.2 Penyusutan Pola
Pada setiap pola yang akan harus diketahui dahulu material apa
yang akan digunakan untuk pembuatan produk. Ukuran pola harus
ditambahkan dengan ukuran penyusutannya, setiap logam memiliki
nilai penyusutan berbeda, antara lain besi cor memiliki nilai
penyusutan (shringkage) sebesar 1%, aluminium 1.5 % dan baja 2%.
2.2.3 Kemiringan Pola
Setiap pola yang akan dibuat harus memiliki kemiringan
tertentu yaitu dengan tujuan agar pada waktu pencabutan model dari
cetakannya, pola tersebut tidak mengalami kerusakan dan
memudahkan pada saat proses pencabutan pola dari cetakannya.
Kemiringan setiap pola tergantung pada tinggi rendahnya
ukuran pola tersebut jika ukuran dari suatu pola tinggi maka
kemiringannya kecil, sedangkan jika ukuran dari suatu pola rendah
maka kemiringannya besar. Pada aplikasinya dilapangan ternyata
kemiringan yang dibuat tersebut adalah ±1o dan juga dipengaruhi
oleh faktor kesulitan suatu dari pola.
2.2.4 Bahan dan Jenis Pola
Bahan-bahan yang dipakai untuk pola yaitu kayu, resin, atau
logam. Dalam proses pengecoran tertentu atau khusus digunakan pola
plaster atau lilin.
A. Pola Kayu
Kelebihan bahan pola dari kayu yaitu:
Digunakan untuk pola yang bentuk dan ukurannya rumit.
Mudah didapat.
Mudah dikerjakan (proses pengerjaannya mudah)
Kekurangan bahan pola dari kayu yaitu:
Tidak bisa mengerjakan produksi massal.
Sering terjadi penyusutan.
B. Pola Logam
Kelebihan bahan pola dari logam yaitu:
Bisa digunakan untuk produksi massal
Mudah didapat.
Kekurangan dari bahan pola logam yaitu:
Tingkat kesulitan perjakan
Tidak bisa mengerjakan pola yang rumit bentuk maupun
ukurannya.
C. Resin sintetis
Kelebihan bahan pola dari resin sintetis yaitu:
Dapat digunakan untuk bentuk dan ukuran yang rumit
Biasanya untuk produksi massal
Kekurangan bahan pola dari resin sintetis yaitu:
Harganya relatif mahal dan sulit didapat
2.2.5 Peralatan Pembuatan Pola
Proses manufaktur pola kayu memerlukan alat-alat kerja kayu
(carpenter) yang cukup modern, seperti gergaji mesin, alat penghalus
permukaan, bor kayu, dan alat-alat pahat. Proses pembuatanya
sendiri cukup rumit karena alat ukur yang digunakan memiliki panjang
yang berbeda dengan ukuran normal akibat adanya nilai penyusutan
logam, untuk itu sangat diprlukan ketelitian pada saat pembuatanya.
Pola yang terbuat dari logam diproses dengan menggunakan
mesin-mesin yang cukup canggih seperti dengan menggunakan mesin
CNC (computerize numerical control), Wire cut, dan mesin
konvensional seperti bangku bubut, freis, bor, dan gerinda.
Tujuan utama pembuatan cetakan pasir dengan bantuan pola,
Untuk mendapatkan produk coran dengan kualitas geometri
yang baik, seperti bentuk, dimensi dan posisi.
Mempertinggi efisiensi dan produktivitas proses pengecoran
massal.
Langkah-langkah yang perlu dilakukan dalam perancangan pola
adalah sebagai berikut:
Menetapkan parting line sebagai pemisah antara cope dan drag.
Menentukan tambahan dimensi akibat penyusutan logam dan
akibat goyangan pada saat pola dilepas dari rongga cetakan.
Menentukan kemiringan pola agar mudah dilepaskan dari
rongga cetak.
Menentukan tambahan dimensi untuk kompensasi dari adanya
proses pemesinan.
2.3 Sistim Saluran
Saluran tuang dapat didefinisikan secara sederhana sebagai
suatu bagian untuk mengalirnya logam cair mengisi rongga cetakan.
Bagian-bagiannya meliputi cawan tuang (pouring basin), saluran turun
(sprue), saluran pengalir (runner), dan saluran masuk (ingate).
Sistem saluran yang ideal harus memenuhi kriteria seperti;
mengurangi cacat, menghindari penyusutan dan dapat mengurangi
biaya produksi, berikut adalah uraian dari karakteristik sistim saluran
yaitu:
a. Dapat mengurangi terjadinya turbulensi aliran logam cair kedalam
rongga cetakan. Turbulensi akan menyebabkan terjebaknya
gas-gas/udara atau kotoran (slag) didalam logam cair yang dapat
menghasilkan cacat coran.
b. Mengurangi masuknya gas-gas kedalam logam cair.
c. Mengurangi kecepatan logam cair yang mengalir kedalam cetakan,
sehingga tidak terjadi erosi pada cetakan.
d. Mempercepat pengisian logam cair kedalam rongga cetak untuk
e. Mengakomodir pembekuan terarah (directional solidification) pada
produk coran.
f. Gradien temperatur yang terjadi saat masuknya logam cair
kedalam cetakan harus sama baiknya dengan gradien temperatur
pada permukaan cetakan sehingga pembekuan dapat diarahkan
Berikut ini ditunjukkan jenis-jenis dari sistim saluran:
Sistim saluran terdiri atas:
Saluran masuk (gate).
Saluran pengalir (runner).
Saluran turun (sprue).
Penentuan coran dalam sistem saluran:
• Tempatkan dimensi coran yang besar pada bagian bawah.
• Minimalkan tinggi dari coran.
• Tempatkan daerah terbuka dibagian bawah.
• Tempatkan coran sedemikian rupa hingga riser berada pada tempat tertinggi dari coran untuk bagian yang besar.
• Umumnya runner, gate dan sprue ditempatkan pada drag.
• Tempatkan bidang pisah (parting plane) relatif serendah mungkin terhadap coran.
• Tempatkan bidang pisah pada bagian dimana coran mempunyai luas permukaan terbesar.
2.3.1 Sprue
Sprue atau saluran tuang adalah suatu saluran vertikal tempat penuangan
atau pouring logam cair yang berada pada daerah diatas parting line yang akan
meneruskan logam cair kedalam gate, riser dan produk cor. Secara umum
bentuk saluran masuk ada beberapa tipe diantaranya adalah sprue seperti
terompet danpouring basin (bush) yang berbentuk seperti kotak makanan.
Saluran masuk logam cair sprue dan basin.
Posisi dan tinggi sprue sangat menentukan kecepatan alir dari logam cair
yang akan mengisi rongga cetakan. Oleh karena itu untuk perhitungan tinggi
sprue efektif (ESH, effective sprue height) kita dapat menghitungnya dengan
persamaan.
P = Tinggi coran daricope hingga bagian
Disain sprue/downsprue merupakan bagian yang penting saat
logam cair dituangkan. Disain sprue harus menghindarkan terjadinya
turbulensi logam cair. Aliran logam yang turbulen akan menyebabkan
meningkatkan daerah yang terkena udara sehingga sehingga oksidasi
mudah terjadi. Oksida yang terbentuk akan naik ke permukaan logam
cair sehingga menyebabkan coran menjadi kasar permukaannya atau
oksida akan terjebak didalam coran dan menyebabkan cacat.
• Ukuran sprue harus dapat membatasi laju aliran logam cair (jika sprue besar, laju aliran akan tinggi akibatnya terbentuk dross,
dengan blind-ends pada runner akan menjebak dross yang tidak
diinginkan.)
• Ukuran sprue yang dibuat menjadikan laju aliran tetap.
• Bentuk sprue persegi panjang lebih baik dibandingkan dengan bentuk bulat untuk luas permukaan yang sama (menghindarkan
kecenderungan aliran berputar (vortex formation)).
Contoh-contoh sprue:
• Ukuran standar sprue menurut Swift, Jackson dan Eastwood 0,5÷1,5 in2 (1,27÷3,81 cm2) untuk bentuk persegi panjang
ataupun bulat. Sprue bulat dengan ketinggian yang rendah tidak
akan menyebabkan vortex problem, mudah dibuat dan
ekonomis untuk bentuk coran kecil .
• Ketinggian sprue ditentukan oleh tinggi coran dan riser.
• Sprue ditempatkan sejauh mungkin dari saluran masuk (ingates).
• Sprue ditempatkan dibagian tengah pengalir (runner).
• Ukuran sprue 1,27x0,48 cm untuk coran kecil dan 2,54x16 cm untuk coran tipis yang besar.
• Sprue dibuat bentuk meruncing (tapered).
Pertimbangan untuk menentukan lokasi sprue, yaitu:
Kemudahan untuk proses pouring.
Distribusi logam cair dapat merata kedalam cetakan.
Panjang runner dari sprue.
2.3.2 Runners
• Menggunakan standar dan ukuran yang umum dipakai.
• Bentuk persegi panjang, baik digunakan untuk cetakan pasir.
• Ukuran luas runner 3 kali luas ujung keluar sprue/down sprue/choke.
• Ukuran runner biasanya dibuat berdasarkan perbandingan sprue : runner : gate. (misalnya, 1:3:2), contoh kasus:
Choked runner: W (Width) = (3 ~ 4) T (Thickness) l (length) = 1.5 T or 37 ~ 50 mm
Total area of gate: A = (Sectional area of choked runner) X 2 t = Thickness of gate
w = Width of gate = (4 ~ 6) t
Perangkap dross/pengotor pada runner:
2.3.3 Gate
Adalah saluran yang mendistribusikan langsung logam cair kedalam
cor dari bagian sistem salurannya biasa disebut fettling, oleh karena itu dalam
pembuatan ingate kita harus memperhatikan ukuran coran, ketebalanya, kondisi
cetakan dan ukuran dan bentuk ingatenya itu sendiri.
Contoh bentuk geometri desain ingate.
Keterangan:
a. circular / lingkaran e. tipe-U b. hexagonal f. persegi c. segitiga g. tipe-W d. semi-circular
Pertimbangan-pertimbangan dalam perencanaan gate:
• Gate dipasang pada bagian yang tebal.
• Gunakan ukuran standar dan bentuk yang umum digunakan (biasanya berbentuk persegi panjang).
• Tempatkan gate dengan meminimalkan terjadinya pengadukan atau erosi pada pasir cetak oleh aliran logam cair.
• Tidak menempatkan gate pada posisi perangkap dross.
• Jarak yang pendek antara gate dan coran.
• Jumlah gate yang banyak, diperbolehkan untuk temperatur pouring yang rendah.
Untuk menghasilkan aliran logam cair agar seragam memasuki semua gate,
maka:
1. Momentum harus diturunkan secara bertahap dengan penurunan dimensi
runner.
2. Tekanan harus ditingkatkan secara bertahap dengan meningkatkan
gesekan melawan aliran didalamgate.
B. Hubungan proporsi luas penampang sprue, runner dan gate terhadap
distribusi aliran cair logam adalah sebagai berikut:
1. Ketika total luas penampang dari gate lebih kecil dari runner, logam cair
akan mengsi runner dengan cepat dan memiliki kecenderungan untuk
mengalir ke dalam cetakan melewati setiapgate.
2. Ketika luas penampang total dari gate lebih besar dari runner, logam cair
akan sulit memasuki sprue dan runner, dan ini juga tidak mudah untuk
memindahkan pengotor didalam sprue dan runner. Aliran dari logam cair
yang melewatigate menjadi tidak seragam.
3. Untuk kasus bottom gate, walaupun luas total penampang gate lebih
besar daripada runner, aliran menjadi relatif cepat dan seragam akibat
tekanan sebagai gesekan melawan aliran.
4. Didalam kasus top gate, ketika total luas penampang gate lebih besar
D. Penentuan Lokasi Gate, prinsipnya gate harus ditempatkan pada
bagian yang tebal, sehingga cairan logam dapat langsung masuk
kedalam cetakan dengan cepat tanpa tahanan, dan proses finishing
E. Posisi gate pada runner, sebaiknya mempertimbangkan hal-hal
sebagai berikut:
a. Meletakkan gate pada lokasi yang jauh dari sprue dan runner
extension.
b. Meletakkan gate pada arah yang berlawanan dengan aliran logam
cair.
c. Ketika gate dipasang pada arah yang sama dengan aliran logam,
maka akan memudahkan kotoran ikut masuk.
F. Ruang antara gate, runner dan cetakan yang sempit menyebabkan
cetakan mudah rusak dan ikut mengalir dengan logam cair. Tetapi bila
ruang terlalu besar, gate menjadi lebih panjang, akibatnya porositas
mudah terjadi padagate.
G. Ketinggian gate dan runner, yang penting runner harus
mendistribusikan logam cair kebagian cetakan, dan pada saat yang
sama, dapat memindahkan pengotor di dalam logam cair. Jadi
ketinggian runner harus lebih tinggi dari gate. Untuk memberi tekanan
logam cair pada gate, umumnya ketinggian runner 4 kali lebih tinggi
dari gate. Tetapi untuk segi ekonomis, tinggi runner biasanya 2 kali
2.4 Gating Ratio
Didefinisikan sebagai perbandingan antara luas penampang melintang
sprue : total luas penampang runner : total luas penampang gate. Umumnya
untuk besi cor dan baja, rasio ini menurun, menurut banyak peneliti, gating ratio
yang direkomendasikan adalah sebagai berikut: Quick pouring = 1 : 2 : 4
Ordinary pouring = 1 :0,9 : 0,8 Slow pouring = 1 : 0,7 : 0,5
Perbedaan rasio untuk top gating dan bottom gating yaitu: Top gating = 1 :0,9 : 0,8
Bottom gating = 1 :1,1 : 1,2
2.5 Saluran Penambah (Riser)
Riser didisain dekat ke bagian yang tebal dan berfungsi sebagai
umpan logam cair selama pembekuan. Riser mempunyai ukuran dan
konstruksi agar dapat membeku paling akhir. Pertimbangan terhadap
Riser adalah sebagai berikut:
• Tempatkan riser dekat bagian yang tebal.
• Riser diukur berdasarkan volume logam cair.
• Riser dibuat cukup besar agar dapat mengisi bagian yang menyusut dan terakhir membeku.
• Riser mempunyai perbandingan yang besar antara volume:luas dari corannya sendiri sehingga coran akan membeku terlebih
dahulu dibandingkan riser.
Ketinggian riser tergantung dari jenis riser yang digunakan.
Untuk top riser = 1,5 kali diameter riser
Side riser = 0,75 – 2 kali diameter riser
Untuk memudahkan pembuangan riser, biasanya dibuat riser neck.
Sebagai contoh perhitungan gating system, diberikan pada tabel excel dibawah
ini:
Perancangan dimensi sistim saluran produk gear diatas dimulai
No NOTASI & RUMUS INPUT OUTPUT 1 Casting product weight, Wo (Kg) 100
2 Density,ρ(Kg/cm^3) 0,0078
3 Yield ratio, y (%)=(Wo/W)x100 63,418
4 Pouring weight, W (Kg)=Wox100/y 157,68 5 Pouring time, tp (sec)=C√W=0.8√W 10,05
Konstanta, C=0,5-0,8 (quick & medium pouring) C=2 (slow pouring)
6 Pouring Volume, Qp (cm^3)=W/r 20138,21 7 Flowing volume, qi (cm^3/sec)=(Qp/tp) / n 2004,65
8 Sprue height, Ht (cm) 40
9 Casting height, c (cm) 7
10 Parting Line height, p (cm) 3,5
11 Effective pouring height, He (cm):
A. He=Ht-(P^2/2c), produk terbagi 2 oleh part line 39,13
B. He=Ht, produk semuanya dibawah part line 40,00 C. He=Ht-P/2, produk semuanya diatas part line 38,25 12 Jenis Gating Sistim: (A : B : C) A
13 Velocity at gate, Vg (cm/sec)=Z√2g He 98,08 Z=Flow coeffisient=0,35-0,8
g=Konstanta gravitasi=9,8 m/sec^2
14 Total area of gate section, Sg (cm^2)=W/(r.tp.Vg) 20,44
15 Number of gate, n 1
16 Area of gate section, Ag (cm2)=Sg/n 20,44
17 Gatting ratio: Sprue Runner Gate
A. 1 : 2 : 4 = quick (cepat) 5,11 10,22 20,44 B. 1:0,9:0,8 = ordinary (sedang) 25,55 22,99 20,44 C. 1:0,7:0,5 = slow (lambat) 40,88 28,62 20,44
D. Lainnya= 1 : 1,2 : 1,2 17,03 20,44 20,44 18 Jenis Gating Ratio: (A : B : C : D) C
19 Area of sprue section, As (cm^2) - diameter bawah: 7,22 diameter atas: 11,408
tinggi: 40,00
20
Area of runner section, Ar (cm^2)
lebar atas: 4,95
lebar bawah: 5,75
tinggi: 5,35
panjang: 33,96
Jarak ke Ingate pertama: 16,98
21 Area of gate section, Ag (cm2) lebar atas: 14,88
Lebar bawah: 15,68
tinggi: 1,34
panjang: 10,22
22 Velocity at spue, Vs (cm/sec)=qi/As 49,04
23 Velocity at runner, Vr (cm/sec)=qi/Ar 70,06
24 Velocity at gate, Vg (cm/sec)=qi/Ag 98,08
25 Reynold number, Re = (10^5 . Wp) / (tp . 10 P) Sprue Runner Gate
P=perimeter (cm) 6927,21 7620,67 4838,30
Re<2300 : aliran laminary
2300<Re<13800 : aliran non turbulent Semi
Turbulen
Semi Turbulen
Semi Turbulen
2.6 Cetakan dan Inti
Cetakan dan Inti pada pengecoran logam merupakan salah satu
komponen penting untuk menghasilkan suatu produk logam melalui
proses pengecoran. Cetakan adalah suatu alat pada proses
pengecoran yang terbuat dari suatu material tahan temperatur tinggi
(refractory) dan memiliki suatu rongga dengan bentuk geometri
tertentu untuk di cor dan menghasilkan suatu produk cor yang sesuai
Pada dasarnya suatu cetakan dapat menggunakan berbagai
macam bahan yang memiliki kemampuan untuk menampung cairan
logam yang panas dengan tidak mengalami suatu perubahan fisik dan
kimia hingga dapat mempengaruhi hasil pengecoran logam tersebut.
Material yang saat ini masih banyak digunakan untuk cetakan
pengecoran logam antara lain logam dan pasir. Pasir hingga saat ini
masih mendominasi sebagai material cetakan karena pasir memiliki
beberapa keuntungan antara lain mudah di dapat dan cukup murah.
Inti adalah suatu model skala penuh untuk membentuk
permukan bagian dalam dari suatu produk cor yang tidak mampu
dibentuk oleh rongga dari cetakan. Suatu inti dalam pengecoran
logam sangat diperlukan karena dengan inti suatu proses pengecoran
dapat lebih efektif, inti dapat meningkatkan yield ratio dari suatu
proses pengecoran dan dapat mempermudah proses lanjut dari suatu
produk pengecoran.
Untuk membuat suatu cetakan pasir maka akan dibutuhkan
bahan lain yang akan di mixing dengan pasir agar sifat-sifat yang
diinginkan seperti mampu bentuk, mampu tekan, mampu retak,
refractoriness, permeabilitas dan sifat yang diinginkan lainnya dapat
dicapai. Beberapa bahan lain yang ditambahkan kedalam pasir cetak
antara lain:
A. Bentonit, adalah suatu bahan pengikat atau binder yang
dicampurkan kedalam pasir cetak dengan tujuan
meningkatkan mampu bentuk dari pasir cetak.
B. Coal dust, adalah suatu bahan tambahan pada pasir cetak
yang bertujuan agar pasir lebih terbuka ketika logam cair
dituangkan hingga permeabilitas pasir tetap baik dan juga
berfungsi untuk membentuk film gas CO2 agar antara pasir
dan logam cair terpisah dan melindungi butir pasir supaya
tidak terjadi overheat dan fusi terhadap permukaan logam.
C. Air dan Gula tetes, adalah bahan tambahan untuk membantu
D. Bahan tambahan lain untuk pasir cetak seperti: Dextrine,
diethyl glicol, soda ash, tepung maizena, tepung tapioka dan
bahan tambahan lainya.
Bahan tambahan yang ditambahkan tersebut akan di-mixing di
dalam mixer pasir selama beberapa menit agar seluruh campurannya
merata dan siap untuk di bentuk cetakan. Komposisi campuran pasir
cetak akan berbeda tergantung dari logam yang akan dicor dan posisi
pasir dalam cetakan yaitu pasir muka dan pasir pengisi. Beberapa
bahan tambahan juga berfungsi untuk preparasi pasir cetak setelah
digunakan berulang-ulang, preparasi yang dilakukan antara lain sand
tempering dan sand condition.
Komposisi untuk pembuatan cetakan pasir.
No. Komposisi pasir muka Jumlah (%)
1. Pasir Baru 20
2. Pasir Bekas 80
3. Bentonit 2
4. Coaldust/Karbon 0,1
5. Gula Tetes 0,2
6. Air 1,2
7. WaktuMixing 15-25 Menit No. Komposisi pasir isi Jumlah 1. Pasir Bekas 100
2. Bentonit 1
3. Air 1,2
4. WaktuMixing 10-15 Menit
Komposisi lain dari cetakan green sand atau cetakan pasir basah yang
terdiri atas:
Campuran pasir silika (air: 3-4% dan pasir bekas: balance)
Bentonit (8-10%)
Air (3-4%)
Gula tetes (0,5-1%)
Jika ada penggunaan inti, maka dapat dibuat dengan cara CO2-Proses
dengan komposisi bahan cetakan yang dipakai adalah sebagai berikut:
Air Kaca (Water Glass) (4-6%)
Gula tetes (1/2-1%)
Komposisi pasir untuk inti dapat menggunakan pasir cetak furan
yaitu:
Pasir silika baru 4-11%
Pasir silica bekas 89-96%
Binder 1-1,5% dari total pasir
Catalist 30-50% dari binder
Bahan-bahan tersebut masuk mesin continuos mixer furan dimana
binder (furfuryl alcohol) sebagai pengikat dan catalyst (Sulfuric Acid,
H2SO4) sebagai pengeras. Setelah tercampur maka pasir dikeluarkan
dari mesin.
2.7 Prosedur Percobaan:
1. Rencanakan pola yang akan dipergunakan.
2. Pembuatan pola.
3. Rencanakan sistim saluran yang akan dibuat.
4. Persiapkan bahan atau peralatan bantu.
5. Pembuatan Cetakan Pasir.
5.1 Memadatkan pasir
Pasir cetak yang kekerasannya didapatkan dari pemadatan
adalah pasir cetak dengan pengikat lempung (bentonit). Proses
pemadatan akan mengurangi volume pasir sebesar 20-30% dari
sebelum dipadatkan, maka rongga antara butiran pasir akan hilang,
dan butiran pasir akan terikat satu sama lain dengan baik. Pemadatan
dengan alat pemadat haruslah rata dan menyeluruh, selain itu
pertimbangan lainnya adalah:
Pasir cetak harus mampu menahan tekanan pengecoran, dan
Pasir cetak harus tetap dapat dilewati udara hingga gas-gas
dapat lebih mudah keluar. Penusukan lubang gas dapat
dilakukan sebagai lubang tambahan (ventilasi).
Untuk dapat mencapai kepadatan yang baik alat-alat tangan yang
dipergunakan adalah:
- Penumbuk runcing.
Memiliki permukaan tumbuk yang runcing untuk menghasilkan
tumbukan yang keras. Disamping itu dapat pula digunakan untuk
menumbuk pasir cetak pada daerah sudut dan celah.
- Penumbuk datar
Memiliki permukaan tumbuk yang lebar. Kekuatan tumbuk lebih kecil
dan digunakan untuk penumbukkan akhir hingga hasil tumbukkan
rata.
- Penumbuk bertekanan udara.
5.2 Pemolesan Pasir Cetak
Pemolesan sebagai salah satu teknik pembuatan cetakan, hanya
dilakukan pada pengerjaan cetakan dengan pasir berpengikat
lempung (bentonit). Pemolesan dilakukan pada pasir disekeliling pola,
dimana pasir ditekan sekitar 1 mm kedalam. Dengan demikian pola
dapat dikeluarkan tanpa merusak tepi-tepi cetakan.
Proses pemolesan ini juga dapat memperbaiki tepi-tepi yang
rusak, pemolesan dilakukan dengan cara memoleskan pasir pada
permukaannya. Daya lekat pasir cetak berpengikat lempung dapat
dinaikkan hanya dengan membasahi sedikit pasir yang akan
dilekatkan. Alat-alat pemoles yang umum digunakan adalah:
- Lanset
Berupa sebuah daun pada satu sisi dan sendok pada sisi yang
lainnya, digunakan untuk memoles permukaan kecil dan untuk
membuat saluran-saluran penuangan.
- Sendok semen
Digunakan untuk memoles permukaan yang lebar dan untuk
membuat saluran- saluran besar juga daerah cawan tuang.
- Kait pasir
Dengan pengaitnya, rontokan pasir dapat diangkat sekaligus
pemolesan bagian-bagian yang tegak dapat dilakukan, juga untuk
memperbesar saluran turun.
- Kaki besi
Untuk memoles bentuk-bentuk dan posisi yang sulit pada rongga
cetakan yang dalam.
- Sendok poles
Digunakan untuk memoles serta memperbaiki permukaan cetakan.
- Kancing pemoles
Untuk membuat ataupun memperbaiki radius ataupun sudut-sudut
cetakan.
- Batang pemoles bulat
Terdiri dari sebuah batang dengan kaki-kaki pemoles oval, berfungsi
seperti kaki besi.
- Batang pemoles datar
Untuk memoles permukaan yang terdapat jauh didalam rongga
5.3 Urutan Pembuatan Cetakan
5.3.1 Rangka cetak untuk cetakan bawah diletakkan diatas landasan.
Pola bagian bawah diletakkan.
5.3.2 Bahan pemisah cair (bahan dasar lilin ataupun minyak tanah)
atau serbuk (graphit, debu, arang) disemprotkan atau
ditaburkan.
5.3.3 Pengayakan pasir muka diatas pola setebal 2 cm dan ditekan
dengan tangan untuk menghasilkan permukaan tuangan yang
halus.
5.3.4 Pengisian dengan pasir pengisi dan dipadatkan setiap tebal pasir
sekitar15 cm.
5.3.5 Perataan pasir dan untuk hal-hal khusus ditusukkan batang besi
sebagai lubang pembuangan gas.
5.3.6 Cetakan bawah dibalik
5.3.7 Pemolesan
5.3.9 Pola bagian atas dipasangkan juga saluran turun dan penambah,
bahan pemisah disemprotkan /ditaburkan.
5.3.10 Pengayakan pasir muka, ditekan dengan tangan.
5.3.11 Pengisian dengan pasir pengisi dipadatkan lapis demi lapis.
5.3.12 Perataan pasir, penusukan lubang gas.
5.3.13 Saluran turun dan penambah dicabut keatas cetakan atas
diangkat lalu dibalik.
5.3.14 Pembasahan pasir pada sekitar sisi pola cetakan atas, pola
dipukul-pukul hingga longgar terhadap cetakannya. Pola bagian
5.3.15 Saluran turun dan penambah diperbesar/diperbaiki.
5.3.16 Saluran terak dan saluran masuk dibuat (bila tidak dicetakan
atas, di cetakan bawah).
5.3.17 Pembasahan pasir pada sekitar sisi pola cetakan bawah,
pemuklan pola hingga longgar. Pola bagian bawah diangkat.
5.3.18 Perbaikan permukaan cetakan.
5.3.19 Penaburan grafit pada rongga cetakan. Cetakan yang lebih
besar dilakukan pelapisan (pelapis dengan pencair air maupun
alcohol).
5.3.20 Peletakkan inti pada cetakan bawah saluran pembuangan gas
dari dudukan inti kearah rangka cetak digores.
5.3.21 Perakitan cetakan
6. Pembuatan Cetakan Pasir Furan
Pada penggunaan pasir cetak mengeras sendiri (misal: pasir
cetak berpengikat resin phenol ataupun resin furan), pengerjaan
pemadatan dan pemolesan tidak diperlukan lagi. Terutama pada
pembuatan cetakan penuh dengan pola polisterin, proses pengerjaan
semakin sederhana.
Pola diletakkan dalam rangka cetak yang telah diberi landasan
pasir cetak atau pada lubang galian.
Saluran tuang dan penambah dipasangkan.
Pasir cetak ditimbunkan hingga hanya menyisakan permukaan
atas cawan tuang saja. Penusukkan lubang-lubang pembuangan
gas (bila perlu).
Cetakan selesai dan tunggu hingga pasir mengeras.
2.8 Pencatatan Data:
1. Catat setiap tahap atau urutan kerja yang dilakukan.
2. Hitung volume pola benda coran lengkap dengan sistim
salurannya.
3. Catat berapa penyusutan dari ukuran pola.
4. Catat berapa volume dan berat pasir cetak untuk
cetakan-cetakan pasir yang dipakai.
5. Gambarkan sistim saluran cetakan pada sebuah rangka
cetak (jangan lupa menentukan cup, drag dan garis