ANALISIS SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN ROTI
(STUDI KASUS DI PT NIPPON INDOSARI CORPINDO)
Oleh :
LINDA MIKOWATI
F34051704
2010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
ANALISIS SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN ROTI
(STUDI KASUS DI PT NIPPON INDOSARI CORPINDO)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN pada Departemen Teknologi Industri Pertanian
Fakultas Teknologi Pertanian Institut Pertanian Bogor
Oleh :
LINDA MIKOWATI
F34051704
2010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Judul : Analisis Sistem Antrian Pada Industri Pengolahan Roti
(Studi Kasus Di PT Nippon Indosari Corpindo)
Nama : Linda Mikowati
NRP : F34051704
Menyetujui Dosen Pembimbing, (Dr. Ir. Machfud, MS) NIP. 19510321 197803 1003 Mengetahui : Ketua Departemen,(Prof. Dr. Ir. Nastiti Siswi Indrasti) NIP. 19621009 198903 2001
SURAT PERNYATAAN
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul “ANALISIS SISTEM ANTRIAN PADA INDUSTRI PENGOLAHAN ROTI (STUDI KASUS DI PT NIPPON INDOSARI CORPINDO)” adalah asli karya saya sendiri dengan arahan dosen pembimbing, kecuali yang jelas ditunjukkan rujukannya. Skripsi ini belum pernah diajukan untuk memperoleh gelar pada program sejenis di perguruan tinggi IPB dan perguruan tinggi lain. Semua sumber data dan informasi yang digunakan telah dinyatakan secara jelas dan dapat diperiksa kebenarannya.
Bogor, 16 November 2009 Yang Membuat Pernyataan
Linda Mikowati F34051704
Linda Mikowati. F34051704. Analisis Sistem Antrian pada Industri Pengolahan Roti (Studi Kasus di PT Nippon Indosari Corpindo). Di bawah bimbingan : Machfud. 2010
RINGKASAN
Produktivitas merupakan salah satu hal yang penting untuk diperhatikan dalam upaya pengembangan industri karena nilai produktivitas menjadi indikator tingkat keefektifan dan keefisienan perusahaan. Pencapaian produktivitas yang tinggi sangat ditentukan dari kelancaran proses produksi atau keseimbangan produksi. Keseimbangan produksi ditentukan oleh kecepatan pelayanan dan kecepatan kedatangan atau ada tidaknya hambatan yang terjadi karena masalah antrian. Antrian terjadi pada saat waktu kedatangan bahan lebih cepat dari waktu pelayanannya serta adanya keragaman tingkat kedatangan dan tingkat pelayanan sehingga pengguna fasilitas yang tiba tidak dapat segera dilayani karena kesibukan pelayanan.
Pada industri pengolahan roti PT Nippon Indosari Corpindo, proses produksi dilakukan dengan sistem semi otomatis yaitu dengan kombinasi antara kerja mesin dan operator sehingga masih terdapat adanya keragaman tingkat pelayanan yang bersifat probabilistik. Oleh karena itu analisis terhadap antrian perlu dilakukan untuk mengantisipasi adanya tambahan biaya yang berkaitan dengan adanya kerusakan bahan selama proses produksi. Pada industri pengolahan roti hal tersebut akan mengakibatkan over fermentasi pada adonan yang selanjutnya akan mengurangi mutu produk karena adanya waktu bahan menunggu. Apabila hal ini terus terjadi maka akan terjadi kerugian yang semakin besar pada perusahaan oleh karena itu perlu adanya suatu simulasi yang dikembangkan dengan teori antrian.
Tujuan dari penelitian ini adalah untuk mengidentifikasi model-model antrian yang terjadi pada suatu lini produksi, menganalisis kinerja sistem antrian yang terjadi pada suatu lini produksi, mengidentifikasi faktor yang menyebabkan terjadinya antrian dan membentuk skenario model antrian.
Penelitian ini dibatasi pada analisis dan pengembangan model sistem antrian di lini roti manis pada PT Nippon Indosari Corpindo dari saat bahan baku masuk ke salah satu stasiun produksi hingga stasiun akhir di lini produksi.
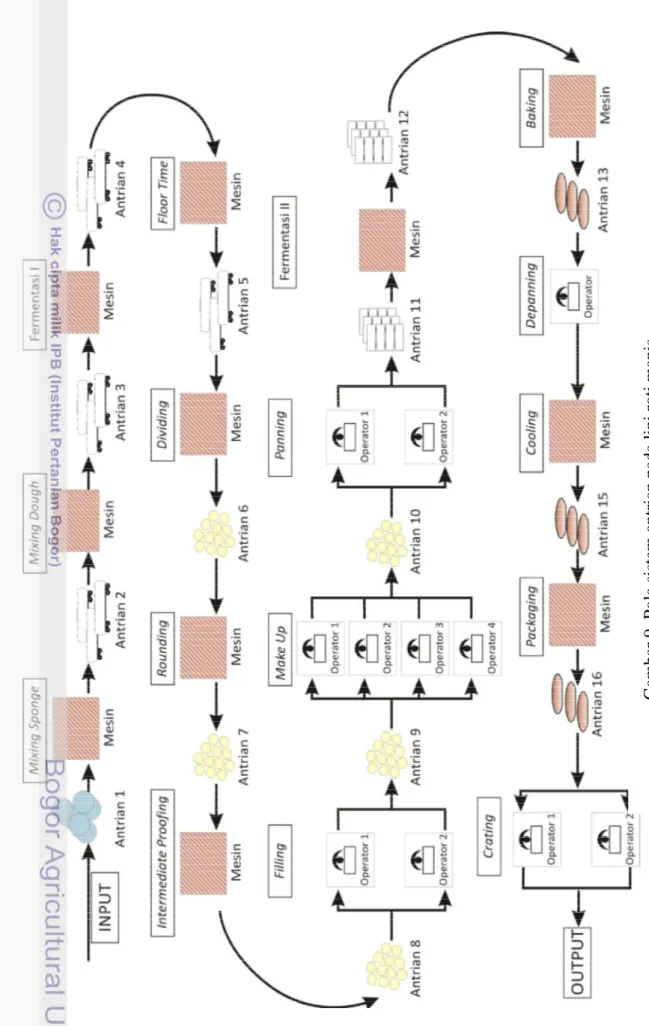
Pada lini roti manis ini terdapat 16 stasiun pelayanan yang terdiri dari pelayanan mesin atau ruangan dan pelayanan operator. 16 stasiun tersebut adalah stasiun mixing sponge, fermentasi I, mixing dough, floor time, dividing, rounding, intermediate proofing, filling, make up, panning, fermentasi II, baking, depanning, cooling, packaging, dan crating. Terdapat 6 stasiun yang menggunakan pelayanan operator yaitu stasiun filling (1 operator), make up (4 operator), panning (2 operator untuk item roti sobek dan 1 operator untuk item roti bulat), baking (1 operator), depanning (1 operator) dan crating (2 operator).
Sistem antrian di lini roti manis ini dinamakan Sistem Antrian Pengolahan Roti di PT. Nippon Indosari Corpindo (SAPR-NIC) dengan 14 model yang menyusunnya. Model tersebut antara lain model analisis keseimbangan aliran bahan pada stasiun mixing sponge (model 1), model analisis keseimbangan aliran bahan di stasiun fermentasi I dan floor time (model 2), model analisis
keseimbangan aliran bahan di stasiun mixing dough (model 3), model simulasi dari stasiun dividing hingga stasiun rounding pada item roti bulat (model 4), model simulasi dari stasiun filling hingga stasiun panning pada item roti bulat (model 5), model analisis keseimbangan aliran untuk stasiun fermentasi II (model 6), model simulasi pada stasiun baking item roti bulat (model 7), model simulasi
depanning item roti bulat (model 8), model simulasi dari stasiun packaging
hingga stasiun crating pada item roti bulat (model 9), model simulasi dari stasiun
dividing hingga stasiun rounding pada item roti sobek (model 10), model simulasi dari stasiun filling hingga stasiun make up pada item roti sobek (model 11), model simulasi pada stasiun baking item roti sobek (model 12), model simulasi pada stasiun depanning item roti sobek (model 13), model simulasi dari stasiun
packaging hingga stasiun crating pada item roti sobek (model 14).
Model simulasi dijalankan dengan bantuan software QSS 1.0 (Queuing System Simulation) sedangkan model keseimbangan aliran bahan dianalisis dengan cara menyesuaikan atribut kecepatan pelayanan dan kedatangan bahan dengan sistem penjadwalan yang dilakukan perusahaan sehingga perhitungan mengenai entity antrian dilakukan secara manual.
Setelah data pengamatan diuji kecukupannya, selanjutnya dilakukan uji distribusi data waktu kedatangan bahan dan waktu pelayanan bahan untuk menentukan sebaran distribusi beserta parameternya sebagai input simulasi dengan QSS 1.0. Uji distribusi ini dilakukan dengan perangkat statistik Easyfit 5.1 Professional dengan metode Kolmogorov-Smirnov tes goodness of fit. Setelah uji distribusi, dilakukan input komponen-komponen yang menyusun simulasi SAPR-NIC tiap modelnya. Simulasi dijalankan sesuai dengan waktu pada kondisi nyata di tiap itemnya, pada item roti bulat simulasi dilakukan selama 16920 detik dan item roti sobek selama 67680 detik setiap harinya, sedangkan pada analisis keseimbangan aliran bahan dilakukan selama pengamatan dan didukung dengan data historis perusahaan selama 1 hari.
Dari hasil analisis keseimbangan aliran bahan pada kondisi nyata, kinerja sistem antrian menunjukan bahwa pada model 1 tidak terjadinya antrian dengan nilai utilitas mesin sebesar 39,44%, pada model 2 juga tidak terdapat antrian dengan nilai utilitas 83,90%, pada model 3 juga tidak terdapat antrian dengan nilai utilitas 92,99%, dan pada model 6 dilakukan analisis mengenai waktu keterlambatan kedatangan bahan untuk mengisi ruang fermentasi yang telah kosong yang mana menjadi waktu idle ruang fermentasi II sebesar 16,80 menit untuk item roti bulat pada pengamatan total 48 rak yang masuk serta nilai utilitas ruang fermentasi sebesar 87,72% dan pada item roti sobek waktu keterlambatan sebanyak 100 menit dan nilai utilitas sebesar 41,20% pada pengamatan sebanyak total 24 rak yang masuk.
Berdasarkan hasil simulasi, kinerja sistem antrian pada model simulasi menunjukan bahwa pada stasiun dividing hingga stasiun crating memiliki nilai rata-rata antrian yang rendah karena nilai antrian tersebut merupakan nilai tengah (µ) atau expected value. Pada item roti bulat, nilai rata-rata antrian terkecil bernilai 0,04 kg dan nilai rata-rata antrian terbesar bernilai 0,91 kg sedangkan pada item roti sobek nilai rata antrian terkecil bernilai 0,01 kg dan nilai rata-rata antrian terbesar bernilai 0,68 kg. Secara signifikansi, nilai tersebut tidak menyebabkan pengaruh besar sebagai hambatan dalam proses produksi.
Nilai rata-rata utilitas tiap model berbeda-beda, nilai rata-rata utilitas terkecil pada item roti bulat sebesar 79,63% dan nilai utilitas terbesarnya bernilai 95,30% sedangkan pada item roti sobek nilai rata-rata utilitas terkecil sebesar 81,69% dan nilai utilitas terbesarnya bernilai 94,38%. Nilai utilitas tersebut bernilai relatif tinggi namun tetap diperlukan upaya peningkatan agar waktu idle
dapat berkurang.
Faktor yang menyebabkan terjadinya antrian pada lini roti manis ini adalah kecepatan kedatangan dan atau kecepatan pelayanan yang bersifat probabilistik karena kerja dari operator, waktu pelayanan yang kurang seimbang antar stasiun kerja dan kecepatan operator yang kurang bisa mengimbangi kecepatan pelayanan mesin.
Model antrian dikembangkan dengan skenario perubahan kecepatan mesin atau perubahan komposisi operator pada stasiun yang memiliki nilai antrian tertinggi. Skenario yang dilakukan pada model item roti bulat adalah dengan menambah 1 operator pada stasiun crating (model 9) dan hasilnya adalah tidak adanya antrian dan waktu menunggu namun terjadinya penurunan nilai utilitas. Pada item roti sobek, skenario dilakukan dengan meningkatkan kecepatan mesin
packaging (model 14) dari 60 pack/menit menjadi 64 pack/menit sehingga menghasilkan kinerja berupa tidak adanya antrian dan waktu menunggu serta penurunan nilai utilitas.
Uji kesamaan nilai tengah (Uji-t) waktu pelayanan data historis dengan waktu pelayanan data hasil simulasi yang dilakukan terhadap simulasi antrian kondisi nyata menunjukan p-value > α, dengan selang kepercayaan 95% (α=0,05). Hal ini menunjukan tidak terdapat perbedaan signifikan antara nilai tengah data waktu pelayanan kondisi historis dengan nilai tengah data waktu pelayanan hasil simulasi pada model kondisi nyata sehingga hasil simulasi valid untuk digunakan sebagai model dari kondisi nyatanya.
Linda Mikowati. F34051704. Queuing System Analysis In Bread Processing Industry (Case Study at PT Nippon Indosari Corpindo). Supervised by Machfud. 2010
SUMMARY
Productivity is one of important thing to be concerned in industrial development efforts because the productivity value becomes an indicator of company efficiency and effectiveness. Achievement of high productivity is determined from the continuity of production process or production balancing. Production balancing is determined by service velocity and arrival velocity or the existence of bottleneck due to queuing. The queue occured when the arrival of raw materials exceed than production capacity and at the time when arrival time faster than service time so that the following materials which arrived could not be serviced directly because of busyness services.
In the bread processing industry PT Nippon Indosari Corpindo, production processed with semi-automatic system which combined between machine and operator so that there are a variety of service rate with probabilistic patterns. Therefore, production queuing of company needs to be analyzed to anticipate any additional costs due to material damage during production process. In the bread processing industry, it will cause over-fermentation and then will reduce the quality of product because of waiting time materials. If that condition continues, the material loss in company will be larger. Therefore, need a simulation to be developed with queuing theory.
The research purposes was identifying queuing models that occurs in a production line, analyzing queuing system performance, identifying causing factors of queue and developing queuing models scenario.
This research is limited to queuing system analysis and development models in sweet bread line PT Nippon Indosari Corpindo from raw material which arrived into first production station until the end of production station.
This sweet bread line had 16 service stations that consisted of machine or room service and operator service. Sixteen stations was mixing sponge stations, first fermentation, mixing dough, floor time, dividing, rounding, intermediate proofing, filling, make up, panning, second fermentation, baking, depanning, cooling, packaging and crating. There was 6 stations using operators that was filling station (1 operator), make-up (4 operators), panning (2 operators at ripped bread items and 1 operator at filled bread items), baking (1 operator), depanning (1 operator) and crating (2 operators).
Queuing system in this sweet bread line called Queuing System of Bread Processing in PT. Nippon Indosari Corpindo (SAPR-NIC) with 14 models. The models included the model analysis of material flow balancing on mixing sponge station (model 1), the model analysis of material flow balancing on first fermentation and floor time station (model 2), model analysis of material flow balancing on mixing dough station (model 3), Simulation model from dividing station untill station of rounding at filled bread items (model 4), Simulation model from filling station untill station of panning at filled bread items (model 5), model analysis of material flow balancing on second fermentation (model 6), Simulation
model on baking station at filled bread items (model 7), model simulations on depanning station at filled bread items (model 8), Simulation model from packaging station untill station of crating at filled bread items (model 9), Simulation model from dividing station untill station of rounding at ripped bread items (model 10), Simulation model from filling station untill station of panning at ripped bread items (model 11), Simulation model on baking station at ripped bread items (model 12), model simulations on depanning station at ripped bread items (model 13), Simulation model from packaging station untill station of crating at ripped bread items (model 14).
Simulation model was developed by using QSS 1.0 (Queuing System Simulation) whereas the model of material flow balancing would be analyzed by adjusting the attributes service velocity and material arrival velocity with a scheduling system that company had performed so that the queuing entities calculations conducted manually.
After observational data had sufficient, distribution test would be performed on data of arrival time and service time to determine the distribution and its parameters as the simulation input with QSS 1.0. Distribution test was conducted with statistical tools Easyfit 5.1 Professional with Kolmogorov-Smirnov method goodness of fit test. After the test distribution, input the components in SAPR-NIC simulation for each model. The simulation was running on real time condition, simulation time for filled bread item is 16,920 seconds and 67,680 seconds for ripped bread item, while the analysis of material flow balancing conducted during the observations and supported by historical data company for 1 day.
From the results of material flow balancing analysis in real conditions, queuing system performance showed that in model 1 there was no queue with 39.44% utility value, in model 2 there was also no queue with 83.90% utility value, in model 3 there was also no queue with 92.99% utility value, and in model 6 performed time delayed analysis of material which arrived to fill the fermentation room and the delayed time that occurs will become the idle time of second fermentation II room. The idle time was 16.80 minutes for filled bread items on 84 racks observation which came and was followed with 87.72% utility value of the fermentation room. In the ripped bread items, there was 100 minutes delay time with 41.20% utility value on 24 racks observation.
Based on simulation results, the performance of queuing system in a simulation model showed that on dividing station until crating station had low of queue average value because its queue value is mean value (µ) or expected value. In filled bread items, the smallest queue average was 0.04 kg and the biggest queue average was 0.91 kg whereas on ripped bread items, the smallest queue average was 0.01 kg and the biggest queue average was 0.68 kg. In significance, its value was not causing a major influence as a barrier in the production process.
The utility of each model had different average value, the smallest utility average in filled bread items was 79.63% and the largest utility average was 95.30% while the smallest utility average of ripped bread items was 81.69 % and the largest utility average was 94.38%. The utility value is relatively high but still needed improvement so that the idle time can be reduced.
Factors that cause the existance of queue in this sweet bread line was the interarrival velocity and or service velocity which had probabilistic pattern,
service time was unbalanced between work stations and work speed of operators that could not equalize with machine speed.
Queuing model was developed by changing the speed of machine or operators composition on work station which had the highest queue value. The scenario on the filled bread item model was conducted by adding one operator at crating station (model 9) and the result showed that there was no material queue and waiting time but followed by the decline of utility value. In ripped bread items, the scenario was conducted by increasing the packaging machine speed (model 14) from 60 packs/min into 64 packs/min and the result showed that there was no queue, waiting time and the decline of utility value.
Mean equality test (t-test) from service time historical data and service time simulation on real conditions showed that p-value> α, with 95% confidence interval (α = 0.05). It indicated that there was no significant difference between the mean value of service time historical data and mean value of service time simulation results so that the simulation results was valid to be used as a model of the real condition.
RIWAYAT HIDUP
Penulis bernama Linda Mikowati dilahirkan di Jakarta tanggal 26 Juli 1987 dan tumbuh di kota Depok, Jawa Barat. Penulis merupakan anak kedua dari pasangan H. Sudjatmoko dan Indrawati yang memulai pendidikan formalnya dari TK Kuncup Harapan dari tahun 1992-1993, SD Negeri Beji Timur 2 Depok (1993-1999), SLTP Negeri 2 Depok (1999-2002), SMU Negeri 1 Depok (2002-2005) dan terakhir pada Institut Pertanian Bogor (2005-2009).
Pada Tahun 2005, Penulis berhasil diterima sebagai mahasiswa Strata-1 IPB melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB) dan kemudian pada tahun berikutnya (2006), penulis dinyatakan diterima di Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian pada program mayor-minor IPB.
Penulis telah melakukan kegiatan praktek lapang dengan topik “Mempelajari Aspek Perencanaan Produksi dan Pengendalian Persediaan di PT Arnott’s Indonesia – Bekasi”. Selain di bidang akademis, penulis aktif mengikuti kegiatan keorganisasian sebagai Staff Biro Pemberdayaan sekaligus sebagai sekretaris Departemen Human Resources Development, Himpunan Mahasiswa Teknologi Industri (HIMALOGIN) tahun 2006-2007. Pada tahun berikutnya (2007-2008) penulis aktif sebagai Staff Departemen Pengembangan Sumber Daya Manusia, BEM Fakultas Teknologi Pertanian dan banyak terlibat dalam berbagai acara kemahasiswaan. di Tahun terakhir masa perkuliahan, penulis melakukan penelitian masalah khusus di PT Nippon Indosari Corpindo dengan judul “Analisis Sistem Antrian Pada Industri Pengolahan Roti (Studi Kasus di PT Nippon Indosari Corpindo).
i
KATA PENGANTAR
Alhamdulillahirabbilalamin. Segala puji dan syukur penulis panjatkan kehadirat Allah SWT atas segala rahmat, ridho, dan hidayah-Nya sehingga penulis dapat menyelesaikan penelitian dan penyusunan skripsi dengan judul Analisis Sistem Antrian pada Industri pengolahan Roti (Studi Kasus di PT Nippon Indosari Corpindo).
Penyusunan skripsi ini merupakan salah satu syarat untuk memperoleh gelar sarjana pada Departemen Teknologi Industri Pertanian, Fakultas Teknologi Pertanian Institut Pertanian Bogor. Tersusunnya skripsi ini tidak lepas dari bimbingan dan dukungan berbagai pihak. Pada kesempatan ini, penulis ingin mengucapkan terima kasih kepada :
1. Dr. Ir. Machfud, MS sebagai dosen Pembimbing Akademik yang telah memberikan bimbingan dan pengarahan sampai tersusunnya skripsi ini.
2. Dr. Ir. Hartrisari Hardjomidjodjo, DEA dan Dr. Ir. Meika Syahbana Rusli, M.Sc sebagai dosen penguji ujian skripsi yang telah memberikan banyak masukan untuk skripsi ini.
3. Mama, Bapak, kakak, adik dan Nenekku yang telah memberikan banyak pelajaran berharga, doa serta dukungan baik moril maupun material selama ini hingga penulis mampu menyelesaikan skripsi ini hingga selesai.
4. Bapak Sumaryadi sebagai Assistant Manager Production PT Nippon Indosari Corpindo sekaligus pembimbing lapangan selama penelitian yang telah memberikan arahan, bantuan, dan kebaikan selama penulis melakukan penelitian di perusahaan.
5. Ibu Ika sebagai supervisor HRD yang telah memberikan kesempatan untuk melakukan penelitian di perusahaan.
6. Admin Produksi (Pak Yayat, Mas Kusman, Mas Emon dan Erik), Seluruh Bagian Teknik, bagian RM (Raw Material) dan bagian QA.
7. Para pekerja bagian Produksi Blok U atas bantuan dan kerjasama selama penulis melakukan penelitian di Perusahaan.
8. Dwi Hendryardinanto dan Arviano Haryanto Sahar atas segala penjelasan dan masukan untuk skripsi ini.
ii 9. Ronny Mardilis, yang telah memberikan semangat, bantuan, arahan, dan perhatian kepada penulis selama ini. Terima kasih atas nilai kebaikan, kesabaran dan ketulusan hati yang telah diajarkan selama ini.
10. Putri Puspita Wardani sebagai rekan seperjuangan selama melakukan penelitian di Perusahaan atas segala bantuan, arahan, kesabaran, motivasi dan persahabatan selama ini.
11. Teman-teman Undercover Society yang kusayang. Nono, Putus, Rara, Kochan, Mahe, Torik, Dony, dan Nuge yang selalu mensupport di setiap waktu. Terima kasih atas kebersamaan dan persahabatannya selama ini, hope we’ll still be an everlasting story.
12. Kriston Panggabean sebagai rekan satu bimbingan yang juga memberikan motivasi dan dukungan dalam pelaksanaan penelitian ini.
13. Ambar, Amel, Efrat, Ovi, Ninda, Pupet, Ibnu dan Seluruh teman seperjuangan di TIN 42 yang kubanggakan, Terima Kasih atas segala suka dan duka serta kebersamaan yang tak kan pernah terlupakan selama 4 tahun kita bersama. 14. Teman-Teman Susu Jagung (JAPAS Crew). Nadiyah, Ahsan, Cumi, dan Nutri
atas segala usaha, kerja keras, dan dukungan selama ini.
15. Ka Dyna, Ka Agung, Ka Nardi, Ka Mukti, Temen-temen di Himalogin, BEM Fateta, TIN 41 dan TIN 43. Terima kasih atas semua bantuannya.
16. Tiara, Citra, Indri, Tety, Lidia, Mega, teman-teman di Plasma Depok 42 dan Pondok Annisa untuk segala keceriaan dan kebersamaan selama ini.
17. Serta untuk semua pihak terkait yang tidak bisa disebutkan satu-persatu. Terima kasih atas segala bantuan dan dukungannya.
Semoga skripsi ini dapat memberikan manfaat bagi pembaca, selain itu pula penulis mengharapkan kritik dan saran yang membangun terhadap skripsi ini agar lebih baik dalam langkah selanjutnya.
Wassalamualaikum Wr.Wb Bogor, Januari 2010
iii
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR TABEL ... v
DAFTAR GAMBAR ... vi
DAFTAR LAMPIRAN ... viii
I. PENDAHULUAN A. Latar Belakang ... 1
B. Ruang Lingkup ... ... 2
C. Tujuan ... 2
D. Output dan Manfaat ... 2
II. TINJAUAN PUSTAKA A. Roti ... 3
B. Teori Antrian ... 6
C. Uji Kecukupan Data ... 11
D. Uji Distribusi ... 12
E. Distribusi Peluang ... 14
F. Simulasi ... 18
G. Sistem dan Model ... 22
H. Verifikasi dan Validasi Model ... 24
III. METODE PENELITIAN A. Kerangka Pemikiran ... 26
B. Pendekatan Berencana ... 27
C. Lokasi dan Waktu Penelitian ... 29
D. Tata Laksana ... 29
IV. KONDISI SISTEM ANTRIAN DI PT. NIPPON INDOSARI CORPINDO A. Sistem Produksi Roti Manis (sweet bread) ... 32
B. Konfigurasi Sistem Antrian Produksi Roti Manis ... 40
V. ANALISIS DAN PEMBAHASAN A. Uji Kecukupan Data dan Distribusi Data ... 43
iv B. Model Antrian ... 46 C. Verifikasi dan Validasi Model ... 73 D. Skenario Model Pembanding ... 75 VI. KESIMPULAN DAN SARAN
A. Kesimpulan ... 84 B. Saran ... 85 DAFTAR PUSTAKA ... 86 LAMPIRAN
v DAFTAR TABEL
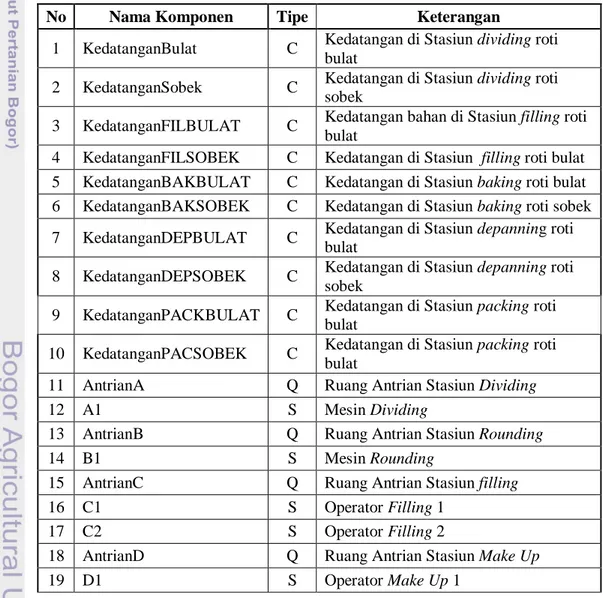
Halaman Tabel 1. Jumlah server, kapasitas antrian dan disiplin antrian pada tiap
stasiun pelayanan.. ... 41
Tabel 2. Hasil Uji kecukupan data waktu pelayanan lini roti bulat dan sobek... ... 43
Tabel 3. Hasil Uji kecukupan data waktu kedatangan lini roti bulat dan sobek... ... 44
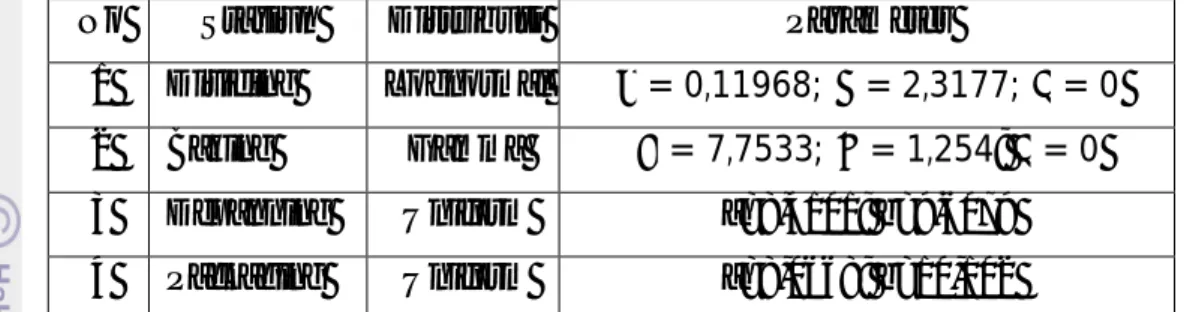
Tabel 4. Hasil Uji Distribusi Waktu Kedatangan Bahan Roti Bulat... ... 45
Tabel 5. Hasil Uji Distribusi Waktu Pelayanan Bahan Roti Bulat.. ... 45
Tabel 6. Hasil Uji Distribusi Waktu Kedatangan Bahan Roti Sobek.. ... 45
Tabel 7. Hasil Uji Distribusi Waktu Pelayanan Bahan Roti Sobek .. ... 46
Tabel 8. Model pada Simulasi SAPR-NIC.. ... 48
Tabel 9. Komponen-komponen Simulasi SAPR-NIC.. ... 49
Tabel 10. Output Overall Simulasi Model 4... ... 55
Tabel 11.Output Overall Simulasi Model 5.. ... 57
Tabel 12. Nilai Hasil Perhitungan Model 6.. ... 59
Tabel 13. Output Overall Simulasi Model 7.. ... 61
Tabel 14. Output Overall Simulasi Model 8.. ... 62
Tabel 15. Output Overall Simulasi Model 9.. ... 64
Tabel 16. Output Overall Simulasi Model 10... . 66
Tabel 17. Output Overall Simulasi Model 11.. ... 67
Tabel 18. Output Overall Simulasi Model 12.. ... 69
Tabel 19. Output Overall Simulasi Model 13.. ... 70
Tabel 20. Output Overall Simulasi Model 14.. ... 72
Tabel 21. Hasil uji kesamaan nilai tengah waktu pelayanan data historis dengan waktu pelayanan data hasil simulasi antrian kondisi nyata pada item roti bulat .. ... 74
Tabel 22. Hasil uji kesamaan nilai tengah waktu pelayanan data historis dengan waktu pelayanan data hasil simulasi antrian kondisi nyata pada item roti sobek ... 74
vi Tabel 23. Output Overall Simulasi Model pada Item Roti Bulat.. ... 77 Tabel 24. Output Overall Simulasi Model pada Item Roti Sobek.. ... 81
vii DAFTAR GAMBAR
Halaman Gambar 1. Model Antrian Jalur Tunggal dengan Fasilitas Pelayanan Tunggal . 8
Gambar 2. Model Antrian Jalur Tunggal dengan Fasilitas Pelayanan Ganda .. . 8
Gambar 3. Model Antrian Jalur Ganda dengan Fasilitas Pelayanan Tunggal .. . 8
Gambar 4. Model Antrian Jalur Ganda dengan Fasilitas Pelayanan Ganda ... . 8
Gambar 5. Diagram Simulasi Monte Carlo ... 21
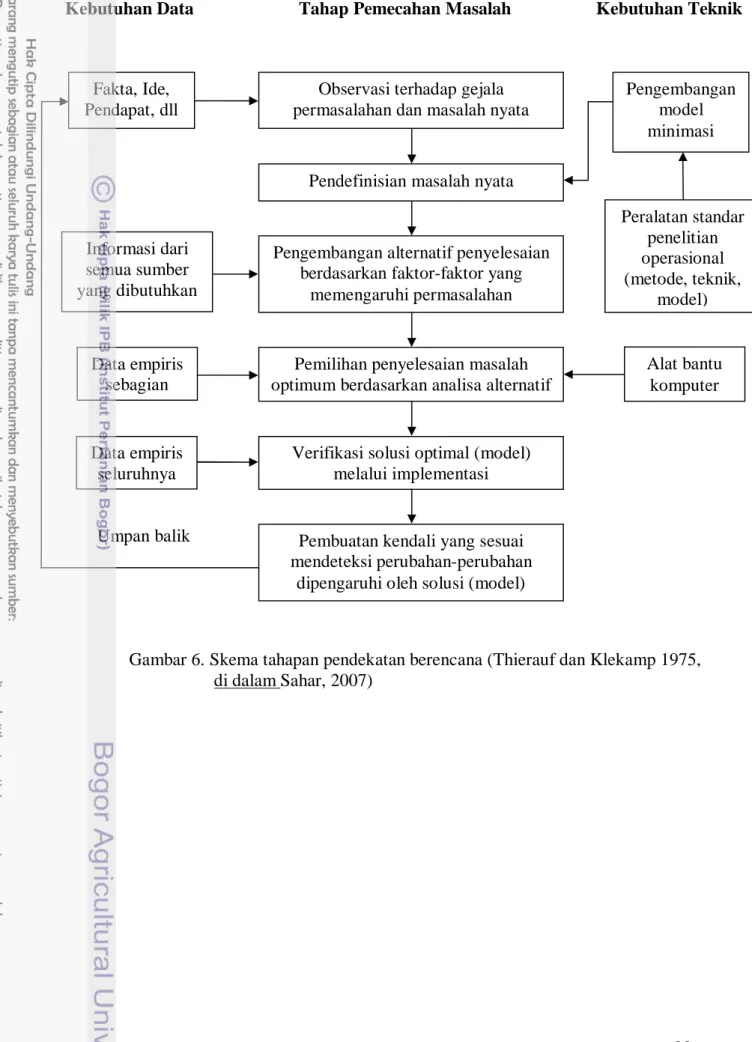
Gambar 6. Skema tahapan pendekatan berencana ... 28
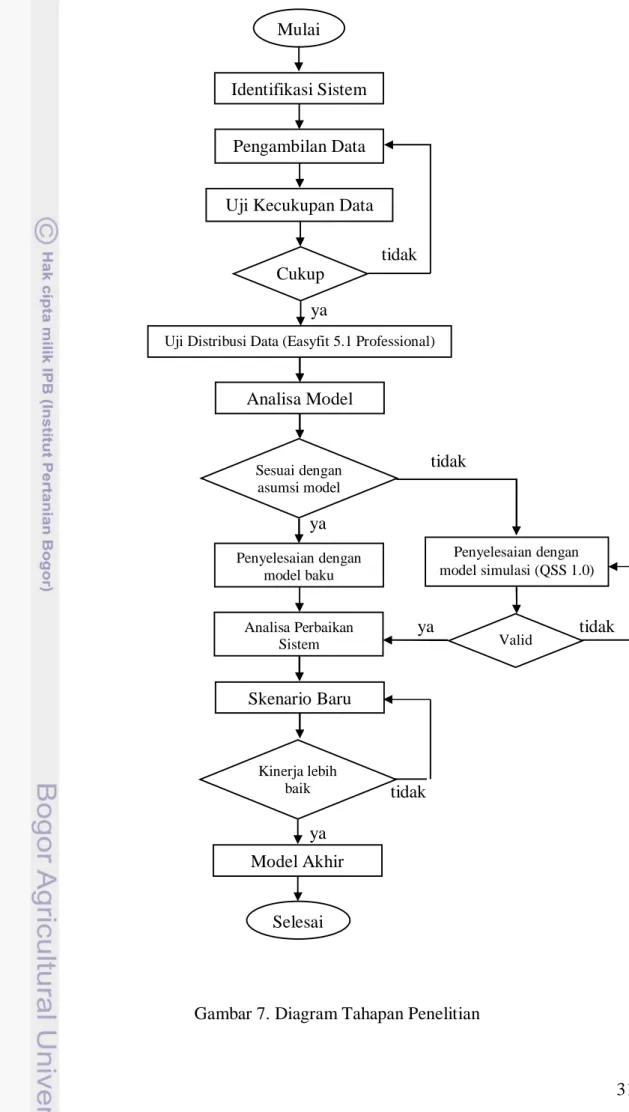
Gambar 7. Diagram Tahapan Penelitian ... 31
Gambar 8. Flow chart proses produksi roti manis ... 34
Gambar 9. Pola sistem antrian pada lini roti manis ... 42
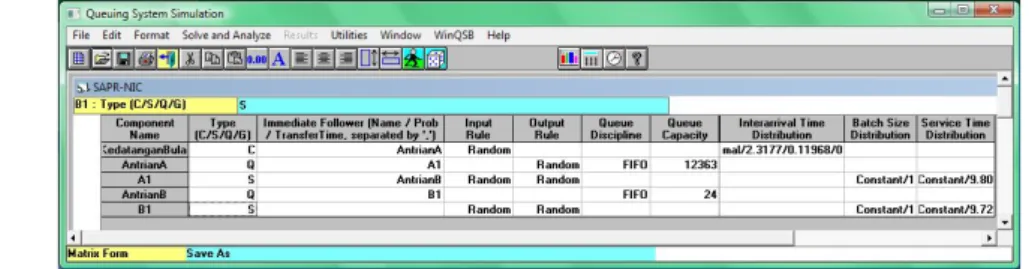
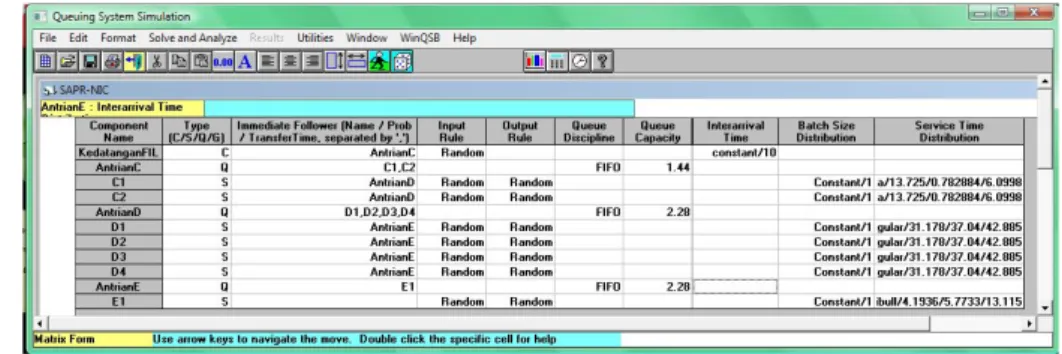
Gambar 10. Tampilan spreadsheet simulasi model 4 ... 54
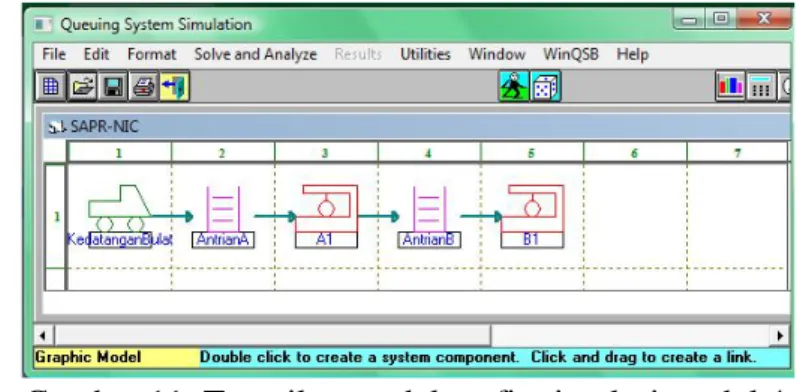
Gambar 11. Tampilan model grafis simulasi model 4 ... 55
Gambar 12. Tampilan spreadsheet simulasi model 5 ... 57
Gambar 13. Tampilan model grafis simulasi model 5 ... 57
Gambar 14. Tampilan model grafis simulasi model 7 ... 61
Gambar 15. Tampilan spreadsheet simulasi model 7 ... 61
Gambar 16. Tampilan spreadsheet simulasi model 8 ... 62
Gambar 17. Tampilan model grafis simulasi model 8 ... 62
Gambar 18. Tampilan spreadsheet simulasi model 9 ... 63
Gambar 19. Tampilan model grafis simulasi model 9 ... 64
Gambar 20. Tampilan spreadsheet simulasi model 10 ... 65
Gambar 21. Tampilan model grafis simulasi model 10 ... 65
Gambar 22. Tampilan model grafis simulasi model 11 ... 67
Gambar 23. Tampilan spreadsheet simulasi model 11 ... 67
Gambar 24. Tampilan spreadsheet simulasi model 12 ... 68
Gambar 25. Tampilan model grafis simulasi model 12 ... 69
Gambar 26. Tampilan spreadsheet simulasi model 13 ... 70
Gambar 27. Tampilan model grafis simulasi model 13 ... 70
Gambar 28. Tampilan spreadsheet simulasi model 14 ... 71
viii DAFTAR LAMPIRAN
Halaman
Lampiran 1. Hasil Pengamatan Kecepatan Kedatangan Bahan... . 89
Lampiran 2. Hasil Pengamatan Kecepatan Pelayanan Bahan... ... 97
Lampiran 3. Data Observasi Model 1 ... 109
Lampiran 4. Data Observasi Model 2 ... 113
Lampiran 5. Data Observasi Model 3 ... 118
Lampiran 6. Hasil Simulasi SAPR-NIC Model 4 Kondisi Nyata ... 123
Lampiran 7. Hasil Simulasi SAPR-NIC Model 5 Kondisi Nyata ... 126
Lampiran 8. Data Observasi Model 6 ... 131
Lampiran 9. Hasil Simulasi SAPR-NIC Model 7 Kondisi Nyata. ... 133
Lampiran 10. Hasil Simulasi SAPR-NIC Model 8 Kondisi Nyata ... 136
Lampiran 11. Hasil Simulasi SAPR-NIC Model 9 Kondisi Nyata... ... 139
Lampiran 12. Hasil Simulasi SAPR-NIC Model 10 Kondisi Nyata ... 143
Lampiran 13. Hasil Simulasi SAPR-NIC Model 11 Kondisi Nyata ... 147
Lampiran 14. Hasil Simulasi SAPR-NIC Model 12 Kondisi Nyata ... 151
Lampiran 15. Hasil Simulasi SAPR-NIC Model 13 Kondisi Nyata ... 154
Lampiran 16. Hasil Simulasi SAPR-NIC Model 14 Kondisi Nyata ... 157
Lampiran 17. Hasil Simulasi Model Skenario Item Roti Bulat... ... 161
Lampiran 18. Hasil Simulasi Model Skenario Item Roti Sobek ... 165
Lampiran 19.Tahapan Cara Pengujian dan Contoh Output Hasil Uji Distribusi dengan software Easyfit 5.1 Professional.. ... 169
Lampiran 20. Output Hasil Uji Kesamaan Dua Populasi (Uji-T) Antara Waktu Pelayanan Data Historis Dengan Waktu Pelayanan Data Hasil Simulasi... ... 174
Lampiran 21. Prosedur Penggunaan Program Queuing System Simulation (QSS)... ... 178
1
I. PENDAHULUAN
A. Latar Belakang
Produktivitas merupakan salah satu hal yang penting untuk diperhatikan dalam upaya pengembangan industri karena nilai produktivitas menjadi indikator tingkat keefektifan dan keefisienan perusahaan. Pencapaian produktivitas yang setinggi-tingginya didukung dari kelancaran aktivitas pabrik dalam hal kelancaran pelayanan dan sirkulasi bahan. Hal ini dimaksudkan untuk mencapai keseimbangan produksi.
Keseimbangan produksi pabrik ditentukan oleh sistem pengadaan bahan baku, kapasitas mesin dan pelayanan operator dalam proses produksi. Pada umumnya hambatan yang terjadi disebabkan oleh masalah antrian. Antrian terjadi pada saat waktu kedatangan bahan lebih cepat dari waktu pelayanannya serta adanya keragaman tingkat kedatangan dan tingkat pelayanan sehingga pengguna fasilitas yang tiba tidak dapat segera dilayani karena kesibukan pelayanan.
Pada industri pengolahan roti PT Nippon Indosari Corpindo, proses produksi dilakukan dengan sistem semi otomatis yaitu dengan kombinasi antara kerja mesin dan operator sehingga masih terdapat adanya keragaman tingkat pelayanan yang bersifat probabilistik. Oleh karena itu analisis terhadap antrian perlu dilakukan untuk mengantisipasi adanya tambahan biaya yang berkaitan dengan adanya kerusakan bahan selama proses produksi. Pada Industri pengolahan roti, antrian yang terjadi akan mengakibatkan over fermentasi pada adonan yang selanjutnya akan mengurangi mutu produk karena adanya waktu bahan menunggu. Apabila hal ini terus terjadi maka akan terjadi kerugian yang semakin besar pada perusahaan oleh karena itu perlu adanya suatu simulasi yang dikembangkan dengan teori antrian.
Menurut Siagian (1987), simulasi merupakan suatu metodologi untuk melaksanakan percobaan dengan menggunakan model dari suatu sistem nyata, dengan ide dasarnya menggunakan beberapa perangkat untuk
2 meniru sistem nyata guna mempelajari dan memahami sifat-sifat, tingkah laku dan karakter operasinya. Biasanya simulasi tersusun atas model prosedural dan model matematis yang menggambarkan sistem yang sebenarnya terjadi.
B. Ruang Lingkup
Penelitian ini dibatasi pada analisis sistem antrian di lini roti manis PT Nippon Indosari Corpindo (kawasan Industri Jababeka Blok U) dan pengembangan modelnya dari saat bahan baku masuk ke stasiun pertama hingga stasiun akhir di lini produksi.
C. Tujuan
Tujuan dari penelitian ini antara lain :
1. Mengidentifikasi model-model antrian yang terjadi pada suatu lini produksi
2. Menganalisis kinerja sistem antrian yang terjadi pada suatu lini produksi. 3. Mengidentifikasi faktor yang menyebabkan terjadinya antrian.
4. Membentuk skenario model antrian. D. Output dan Manfaat
Penelitian yang dilakukan dapat memberi pemahaman yang lebih mendalam mengenai aplikasi teori antrian dalam suatu industri guna mengetahui tingkat efektifitas dan efisiensi dalam proses produksi. Output dari penelitian ini adalah skenario model baru pada salah satu stasiun produksi sebagai pembanding model antrian yang ada pada kondisi nyata.
3
II. TINJAUAN PUSTAKA
A. Roti
Roti adalah adonan teraerasi dengan komposisi utama tepung, garam dan air. Aerasi umumnya dilakukan melalui fermentasi khamir, tetapi banyak pula yang dihasilkan dengan cara lain. Aerasi berasal dari karbon dioksida yang dihasilkan dari fermentasi khamir. Lemak kadanga-kadang ditambahkan ke dalam adonan. Secara garis besar proses pembuatan roti terdiri dari tahapan : pencampuran adonan, pembagian adonan, fermentasi pertama, pembentukan akhir, fermentasi akhir, pemanggangan, pendinginan dan pemotongan (Ranken, 1984 di dalam Indriati, 1997). Selain itu, Standar Industri Indonesia (SII) nomor 0031-74 mendefinisikan roti sebagai makanan yang terbuat dari tepung terigu yang diragikan dengan ragi roti dan dipanggang, ke dalam adonan tersebut boleh ditambahkan garam, gula, susu atau susu bubuk, lemak dan bahan-bahan pelezat seperti cokelat, kismis dan lainnya.
Metode pembuatan roti dapat dibedakan menjadi tiga macam, yaitu metode no time dough, metode straight dough dan metode sponge and dough. Metode no time dough adalah proses langsung dengan waktu fermentasi sesingkat mungkin atau ditiadakan sama sekali. Keuntungan dari metode ini adalah waktu produksi singkat, kehilangan berat karena fermentasi lebih sedikit serta tidak memerlukan banyak peralatan dan tenaga kerja. Adapun kekurangan dari metode ini adalah aroma roti tidak ada, umur simpan (shelf life) lebih pendek dan lebih banyak memakai
bread improver (Anonim, 1989).
Pembuatan adonan pada metode straight dough dilakukan dengan mencampur semua bahan secara bersamaan dalam suatu campuran tunggal. Dalam hal ini pencampuran dilakukan sampai masa adonan mencapai penampakan dan kehalusan yang dikehendaki serta pengembangan elastisitas yang diperlukan. Keuntungan dari metode
straight dough adalah kebutuhan tenaga minimal, jumlah peralatan yang diperlukan lebih sedikit, jumlah kehilangan berat karena fermentasi lebih
4 sedikit serta waktu produksi lebih pendek. Adapun kelemahan dari metode ini adalah toleransi terhadap waktu fermentasi lebih pendek dan kesalahan dalam proses pengadukan tidak dapat diperbaiki (Anonim, 1989).
Metode sponge and dough terdiri dari dua langkah pengadukan yaitu pembuatan sponge dan pembuatan dough. Keuntungan dari metode
sponge and dough yaitu lebih memiliki toleransi yang tinggi jika ada penundaan (over fermentation), adanya kesempatan kedua untuk mengkoreksi kesalahan, volume lebih besar, serta umur simpan roti yang lebih lama sedangkan kekurangan metode ini antara lain toleransi yang rendah terhadap pengadukan, tingginya kehilangan air selama fermentasi
(fermentasi loss), memerlukan lebih banyak peralatan dan perawatan serta memerlukan penanganan dan tenaga kerja yang lebih besar (Taufik, 2009).
Proses pembuatan roti dibagi dalam dua bagian utama, yaitu pembuatan adonan dan pemanggangan. Pembuatan adonan meliputi pencampuran, pembentukan, dan pengembangan. Pencampuran berfungsi untuk mendistribusikan komponen-komponen bahan penyusun roti secara homogen dan membentuk matriks gluten dalam menghasilkan roti yang baik. Waktu pencampuran bervariasi tergantung jenis tepung, suhu, konsentrasi adonan dan alat pencampur yang dgunakan (Pomeranz dan Shellenberger, 1971). Tujuan pencampuran adonan dalam pembuatan roti adalah untuk membuat dan mengembangkan sifat daya rekat gluten yang sebelumnya tidak ada dalam tepung (US Wheat Associates, 1983).
Proses yang penting dan mendasar dalam pembuatan roti adalah proses biologis yang disebut dengan proses fermentasi yang dilakukan oleh ragi roti. Ragi sendiri tidak dapat mengawali pembentukan gas dalam adonan, namun dalam tahapan selanjutnya ragi merupakan satu komponen utama yang berfungsi mengembangkan, mematangkan, memproduksi senyawa-senyawa gas dan aroma adonan melalui fermentasi yang dilakukan. Suhu optimum fermentasi adonan adalah 27o C (Hidayat, 2009).
5 Ragi roti atau yeast adalah mikroorganisme hidup jenis khamir yang sering disebut Saccharomyces cerevisiae, berkembang biak melalui cara membelah diri atau budding. Saccharomyces cerevisiae
memfermentasikan adonan sehingga menghasilkan gas karbondioksida yang akan mengembangkan adonan. Jika proses fermentasi terkendali dengan baik, maka akan menghasilkan produk roti yang baik, dalam arti mempunyai volume dan tekstur yang baik serta cita rasa yang enak. Selama proses fermentasi akan terbentuk CO2 dan etil alkohol. Gula-gula sederhana seperti glukosa dan fruktosa digunakan sebagai substrat penghasil CO2. Gas CO2 yang terbentuk menyebabkan adonan roti mengembang dan alkohol berkontribusi dalam membentuk aroma roti. Kondisi fermentasi yang ideal terjadi pada kelembaban 75-80%. Berikut reaksi kimia dari pengembangan roti dengan Saccharomyces cerevisiae :
C12H22O11 + H2O 2C6H12O6 sukrosa + air invert sugar C6H12O6 2 C2H5OH + 2 CO2 dekstrosa etil alkohol + karbondioksida
Fungsi ragi (yeast) dalam pembuatan roti adalah untuk proses aerasi adonan dengan mengubah gula menjadi gas karbondioksida, sehingga mematangkan dan mengempukan gluten dalam adonan.
Proses proofing adalah proses fermentasi akhir seteleh adonan dibentuk, ditimbang dan dimasukkan ke dalam loyang, sebelum akhirnya adonan dipanggang dalam oven. Pada tahap ini gluten menjadi halus dan meluas serta penampakan proofing volume adonan menjadi dua kali lipat. Suhu proofing atau fermentasi akhir yang baik adalah antara 32-38o C dengan kelembaban relatif (RH) 80-85 % selama 15 - 45 menit (Hidayat, 2009).
Proses pembakaran adonan merupakan tahap akhir yang menentukan berhasil tidaknya suatu proses pembuatan roti. Untuk memperoleh hasil yang baik dan berwarna coklat dibutuhkan pemanasan sekitar 150-200oC sedangkan lama pembakaran roti secara tepat
6 bergantung pada ukuran atau bentuk roti, jumlah gula yang digunakan dalam formula dan jenis roti yang dibakar (Anonim, 2009).
B. Teori Antrian
Menurut Machfud (1999), teori antrian merujuk kepada penyelidikan suatu kelompok masalah secara fisik dan matematis, yang dicirikan oleh (1) masuknya suatu objek ke dalam suatu sistem, (2) objek bergerak melalui suatu sistem secara diskrit, (3) objek yang masuk ke dalam sistem untuk mendapatkan pelayanan (proses) diurut menurut aturan tertentu, (4) terdapat suatu mekanisme tertentu yang menentukan waktu pelayanan (proses) dan (5) terdapat paling sedikit satu dari dua mekanisme, kedatangan atau pelayanan, yang tidak dapat ditentukan secara pasti, akan tetapi dapat dipertimbangkan sebagai suatu sistem yang bersifat probabilistik. Sebagian besar aplikasi teori antrian berkenaan dengan suatu nilai ekspektasi terhadap suatu pencapaian perusahaan atau nilai rata-rata pada suatu periode tertentu. Hal ini karena sifat random dari waktu atau kecepatan kedatangan atau pemasukan bahan atau kecepatan pelayanan atau proses yang berlangsung sehingga dapat diduga dari nilai rata-rata, keragaman dan peluang.
Teori antrian mengembangkan keadaan-keadaan yang berhubungan dengan segala aspek dalam situasi seseorang atau lebih harus menunggu untuk dilayani. Dengan menggunakan teori antrian ini kita dapat menganalisa antrian dengan menggunakan model-model matematik pada keadaan yang berbeda-beda, dan dengan teori antrian ini pula dapat dibuat keputusan tentang berapa jumlah fasilitas pelayanan yang harus digunakan, luasan tempat antrian yang dibutuhkan, saat pemberian pelayanan dan sebagainya.
Terdapat beberapa tipe sistem antrian, akan tetapi semuanya dapat diklasifikasikan menurut karakteristik di bawah ini.
1. Masukan atau kejadian kedatangan, yaitu meliputi sebaran jumlah kedatangan tiap satuan waktu, jumlah antrian yang diizinkan
7 terbentuk, panjang maksimum antrian dan jumlah maksimum langganan yang harus dilayani.
2. Proses pelayanan, yang mengikuti sebaran waktu pelayanan untuk satu satuan unit pelanggan, jumlah fasilitas pelayanan serta bentuk fasilitas pelayanan (pararel, seri, dan lain-lain)
3. Disiplin antrian, merupakan cara penentuan antrian atau baris antrian seperti First In First Out (FIFO), Last In First Out (LIFO) dan lain-lain).
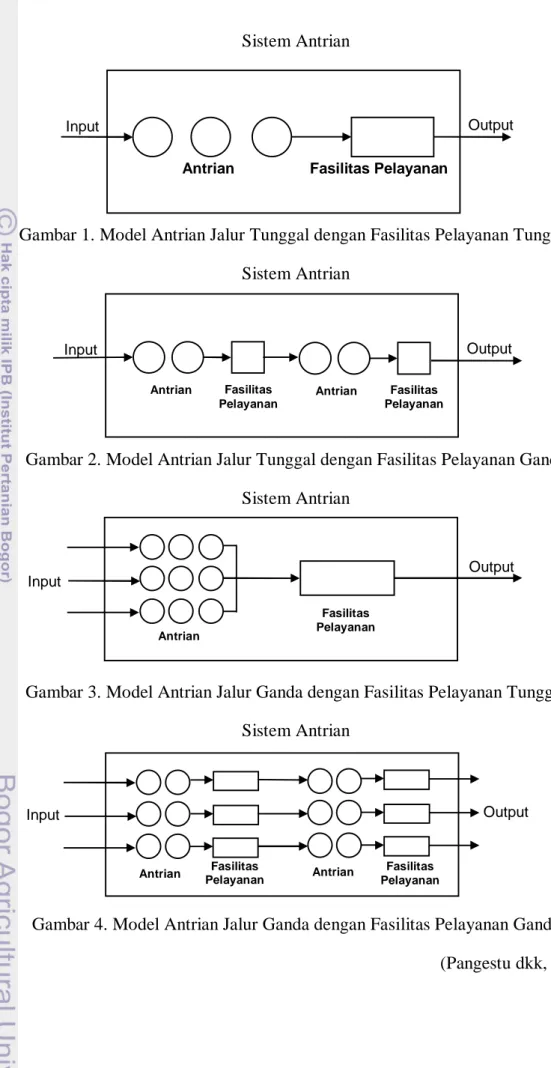
Menurut Pangestu dkk (1993), terdapat enam struktur dasar dari sistem antrian yang melukiskan kondisi umum dari fasilitas pelayanan, yaitu (1) jalur tunggal satu fasilitas pelayanan, (2) jalur tunggal fasilitas pelayanan ganda, (3) jalur ganda fasilitas pelayanan tunggal, (4) jalur ganda fasilitas pelayanan ganda. Gambar sistem antrian tersebut dapat dilihat pada Gambar 1. hingga Gambar 4. berikut ini.
8 Sistem Antrian
Gambar 1. Model Antrian Jalur Tunggal dengan Fasilitas Pelayanan Tunggal Sistem Antrian
Fasilitas Pelayanan
Gambar 2. Model Antrian Jalur Tunggal dengan Fasilitas Pelayanan Ganda Sistem Antrian
Gambar 3. Model Antrian Jalur Ganda dengan Fasilitas Pelayanan Tunggal Sistem Antrian
Gambar 4. Model Antrian Jalur Ganda dengan Fasilitas Pelayanan Ganda (Pangestu dkk, 1993)
Output Input
Antrian Fasilitas Pelayanan
Output Input Fasilitas Pelayanan Antrian Fasilitas Pelayanan Antrian Output Input
Antrian PelayananFasilitas Antrian Fasilitas Pelayanan Antrian
Fasilitas Pelayanan
9 Selain empat struktur dasar antrian tersebut, masih terdapat struktur model antrian lain yang pada dasarnya merupakan gabungan dari dua atau lebih struktur antrian diatas.
1. Pola Kedatangan
Pola kedatangan adalah menggambarkan cara individu-individu dari suatu populasi memasuki sistem. Individu-individu mungkin datang dengan laju kedatangan yang konstan atau juga acak.
Sebaran peluang Poisson adalah salah satu dari sebaran pola kedatangan yang paling umum bila beberapa faktor mempengaruhi waktu kedatangan. Hal tersebut disebabkan sebaran Poisson sesuai dengan suatu pola kedatangan yang bersifat acak sempurna, berarti bahwa masing-masing kedatangan saling bebas satu dengan yang lainnya (Gordon, 1980 di dalam Sahar, 2007). Apabila laju kedatangan mempunyai sebaran Poisson, waktu antar kedatangan akan mempunyai sebaran eksponensial (Pangestu, 1993 dan Taha, 1982).
2. Pola Pelayanan
Jumlah unit yang dapat dilayani persatuan waktu disebut sebagai laju pelayanan dari fasilitas pelayanan. Laju pelayanan dapat berpola konstan, dan dapat pula berpola acak. Untuk laju pelayanan yang berpola acak, akan mempunyai sebaran peluang seperti halnya pola kedatangan acak, yaitu sebaran Poisson. Bila laju pelayanan mempunyai sebaran Poisson, maka waktu pelayanan mempunyai sebaran peluang eksponensial (Pangestu, 1993 dan Taha, 1982). 3. Model-Model Antrian
Untuk mempelajari model antrian diperlukan beberapa notasi yang digunakan untuk menggambarkan model antrian yang dimaksud. Menurut Aalto (2005) di dalam Sahar (2007), Notasi Kendall dapat digunakan untuk menggambarkan karakteristik dari antrian dengan sistem pararel secara umum yang dibakukan dengan format sebagai berikut :
10 Keterangan :
x : sebaran kedatangan y : sebaran waktu pelayanan
z : jumlah fasilitas pelayanan pararel u : disiplin pelayanan atau disiplin antrian
v : jumlah maksimum pelanggan di dalam sistem w : ukuran dari populasi asal pelanggan
b : kedatangan bulk, pelayanan bulk
Notasi baku yang menggunakan x dan y dapat diisi dengan notasi sebagai berikut :
M : sebaran kedatangan atau laju pelayanan Poisson (ekivalen dengan sebaran waktu antar kedatangan atau waktu pelayanan eksponensial.
D : waktu pelayanan atau waktu antar kedatangan konstan atau deterministik.
G : sebaran waktu pelayanan umum (normal, binomial).
GI : sebaran kedatangan atau tingkat pelayanan mempunyai sebaran khusus.
K : sebaran selang untuk waktu antar kedatangan atau waktu pelayanan
Notasi untuk mengganti V dan W adalah :
I : Jumlah maksimum pelanggan di dalam sistem dan ukuran populasi asal pelanggan tak terhingga.
F : jumlah maksimum pelanggan di dalam sistem dan ukuran populasi asal pelanggan terhingga.
Disiplin antrian yang digunakan untuk mengisi u adalah : FCFS : First Come, First Serve
LCFS : Last Come, First Serve
SIRO : Service in Random Order
SPT : Sort Processing (Serving) Time
11 Dengan format baku tersebut dapat diketahui berbagai model antrian yang terbentuk. Masing-masing model antrian dapat diselesaikan secara analitis dengan rumus-rumus pada model baku.
Menurut Gillet (1976), penyelesaian masalah antrian secara analitis dengan rumus-rumus pada model baku dapat dilakukan apabila kondisi-kondisi di bawah ini dipenuhi :
a. Kedatangan pelanggan ke dalam sistem terjadi secara acak sempurna dan mengikuti sebaran Poisson
b. Proses pelayanan terjadi secara acak sempurna dan waktu pelayanan mengikuti sebaran eksponensial
c. Disiplin antrian adalah FIFO
d. Peluang terjadinya suatu kedatangan pada selang waktu t sampai +∆ , untuk ∆ cukup kecil adalah ∆ .
e. Peluang adanya pelanggan meninggalkan sistem pada selang waktu t sampai +∆ , untuk ∆ cukup kecil adalah
∆ .
f. Laju kedatangan lebih kecil dari laju pelayanan C. Uji Kecukupan data
Untuk mengetahui apakah data yang diambil telah mencukupi atau telah mewakili populasi sampel, maka harus dilakukan uji kecukupan data. Idealnya jumlah pengamatan diambil dalam jumlah banyak, tetapi mengingat faktor waktu, tenaga, biaya dan lain-lain maka hal tersebut sulit dilakukan. Oleh karena itu digunakan istilah tingkat kepercayaan dan tingkat ketelitian sehubungan dengan data pengamatan yang diambil. Tingkat kepercayaan adalah tingkat atau derajat dimana data yang diperoleh dari populasi yang sama. Sedangkan tingkat ketelitian adalah tingkat atau derajat dimana batas-batas yang digunakan dapat diijinkan untuk diterima atau ditoleransi. Pengujian kecukupan data pengamatan dapat dihitung dengan menggunakan rumus sebagai berikut.
12 ′ = ⎣ ⎢ ⎢ ⎡20 ∑ −(∑ ) ∑ ⎦ ⎥ ⎥ ⎤
Jumlah data yang dibutuhkan (N’) harus lebih kecil atau sama dengan data yang diperoleh agar data dapat dikatakan telah mewakili populasi.
Berdasarkan rumus diatas, N adalah jumlah data pengukuran yang diperoleh, adalah nilai dari data dan i adalah pengukuran ke-i yang dilakukan. Apabila N>N’ maka jumlah data yang diperoleh telah cukup mewakili populasi yang diamati di lapangan. Rumus tersebut memiliki tingkat ketelitian 10 persen dan tingkat keyakinan 90 persen (Sutalaksana et al.,1979).
D. Uji Distribusi
Pendekatan yang dilakukan untuk menentukan bentuk distribusi dapat dilakukan dengan cara-cara sebagai berikut (dalam urutan dari yang paling tidak disukai) (Conover, 1971 di dalam Anggraini, 2005) : 1. Nilai-nilai data tersebut digunakan secara langsung dalam simulasi.
sebagai contoh, jika data menggambarkan waktu pelayanan, maka salah satu data digunakan jika sebuah waktu pelayanan diperlukan dalam sebuah simulasi. Hal ini disebut trace driven simulation.
2. Nilai data-data tersebut digunakan untuk mendefinisikan sebuah fungsi distribusi empiris dengan cara tertentu. Jika diperlukan dalam sebuah simulasi, sampel diambil dari distribusi ini.
3. Data dicocokkan terhadap bentuk teoritis distribusi tertentu, misal eksponensial atau poison, dengan menampilkan hipotesis tes untuk menentukan kecocokan tersebut (goodness of fit). Pencocokan ini menghasilkan sejumlah parameter statistika. Saat dilakukan simulasi, sampel diambil dari jenis distribusi teoritis dan nilai-nilai parameter yang cocok ini.
Pada sebagian besar situasi, sifat dasar pada satu atau beberapa distribusi populasi merupakan hal yang paling penting. Kesahihan
13 prosedur-prosedur inferensi statistika parametrik bergantung pada bentuk populasi-populasi asal sampel-sampel yang dianalisis. Apabila bentuk-bentuk fungsi dari populasi-populasi yang dianalisis tidak diketahui maka populasi tersebut harus diuji kecenderungannya apakah terdistribusi sesuai dengan asumsi-asumsi yang mendasari prosedur parametrik yang diuji. Metode-metode keselarasan (goodnes of fit) digunakan untuk menentukan sampai seberapa jauh data sampel yang teramati “selaras”, “cocok” atau fit dengan model tertentu yang diujikan. Uji-uji keselarasan merupakan alat yang bermanfaat untuk mengevaluasi sampai seberapa jauh suatu model mampu mendekati situasi nyata yang digambarkannya (Anggraini, 2005).
Uji Kolmogorov-Smirnov menguji sifat distribusi data empiris hasil pengamatan pada suatu populasi tertentu dengan distribusi teoritis seperti distribusi normal, eksponensial dan sebagainya. Hipotesis nolnya adalah distribusi data hasil pengamatan tidak berbeda nyata dengan distribusi teoritis. Menurut Heinz (1994), statistik uji D merupakan nilai absolut dari deviasi maksimum antara distribusi frekuensi pengamatan (Fo) dan distribusi frekuensi harapan (Fe) yang dapat ditulis :
= | − |
Jika nilai D hasil perhitungan lebih besar dari nilai D tabel, maka hipotesis nol ditolak. Sebaliknya, jika nilai D hasil perhitungan lebih kecil dari nilai D tabel, maka hipotesis nol diterima.
Menurut Watson dan Blackstone (1981) di dalam Hendryardinanto (2003), uji Kolmogorov-Smirnov selain dapat digunakan pada sampel berukuran besar, juga dapat digunakan pada sampel berukuran kecil. Menurut Conover (1971) di dalam Hendryardinanto (2003), jika sampel berukuran kecil, maka penggunaan uji Kolmogorov-Smirnov adalah sesuai, karena uji tersebut memiliki ketelitian yang cukup baik walaupun sampel berukuran kecil. Untuk itu diasumsikan bahwa sampel acak. Asumsi yang kedua adalah jika fungsi distribusi yang dihipotesiskan kontinu, maka uji dikatakan teliti. Jika tidak, maka uji dikatakan konservatif.
14 Keunggulan dari penggunaan Kolmogorov-Smirnov sebagai penguji keselarasan goodness of fit adalah uji ini tidak membutuhkan pengelompokan data seperti khi-kuadrat sehingga tidak ada informasi yang hilang dari data. Hal tersebut dapat menghilangkan masalah spesifikasi interval yang berarti akan memberi kesempatan data diuji dengan semua distribusi yang lebih luas dibanding dengan khi-kuadrat. Keuntungan lain dari penggunaan Kolmogorov-Smirnov ialah tes ini tepat untuk semua ukuran n (untuk kasus semua parameter yang telah diketahui) sehingga lebih kuat (powerfull) dalam perbandingan dengan banyak fungsi distribusi, dibandingkan dengan tes khi-kuadrat (Law dan Kelton, 1991).
Saat ini Kolmogorov-Smirnov telah diperluas sehingga memungkinkan dilakukan estimasi parameter-parameter untuk distribusi normal (lognormal), eksponensial, weibull, dan log-logistik. Meskipun tes Kolmogorov-Smirnov dalam bentuk aslinya (semua parameter telah diketahui) telah dapat diaplikasikan secara langsung pada distribusi kontinu dengan parameter-parameter yang telah diestimasi dan untuk distribusi diskret (Law dan Kelton, 1991).
E. Distribusi Peluang
Pemilihan fungsi sebaran peluang yang sesuai dengan kondisi nyata diperlukan untuk mendapatkan model yang mendekati keadaan sebenarnya. Langkah-langkah yang harus ditempuh dalam memilih fungsi sebaran peluang untuk kecepatan kedatangan dan kecepatan pelayanan adalah sebagai berikut :
1. Mengelompokan data menurut bentuknya, yaitu jumlah kedatangan dan jumlah unit yang dilayani per unit waktu.
2. Mencari frekuensi relatif dan frekuensi kumulatif dari data. 3. Menghitung rata-rata, keragaman dan simpangan baku. 4. Mencari bentuk baku dari data.
5. Menguji apakah sebaran yang dipilih sesuai (langkah 6) atau tidak (langkah 7)
15 6. Menetapkan bentuk parameter penduga dari sebaran baku yang
dipilih
7. Sebaran yang tidak dapat diterapkan pada model-model sebaran baku ditetapkan sebagai sebaran khusus (sebaran empiris).
Sistem antrian umumnya ditentukan oleh dua buah kelengkapan statistik, yaitu distribusi peluang waktu antar kedatangan dan distribusi peluang waktu pelayanan. Dalam sistem antrian yang nyata, waktu antar kedatangan dan waktu pelayanan mengikuti berbagai macam bentuk distribusi. Bentuk distribusi yang mendasari model-model antrian adalah distribusi Poisson dan distribusi eksponensial namun kecocokkan data sampel dapat mengikuti beberapa sebaran distribusi lainnya. Berikut adalah distribusi yang digunakan untuk uji distribusi goodness of fit.
1. Distribusi Poisson
Menurut Morgan (1984), peubah acak diskret x dengan distribusi Poisson memiliki parameter sebagai berikut :
Pr( = ) =
k! , 0 ≤i≤~
Maka x dikatakan mempunyai sebaran Poisson dengan ( ) = dan var x = . Hal ini merupakan sifat khusus yang menarik dari distribusi Poisson yaitu bahwa nilai harapannya sama dengan nilai keragamannya.
2. Distribusi Eksponensial
Menurut Morgan (1984), peubah acak kontinu x dengan distribusi eksponensial memiliki parameter sebagai berikut :
( ) = , 0≤ x≤~
Maka x dikatakan mempunyai distribusi eksponensial dengan ( ) = 1/ dan var x =1/ . Beberapa penulis yang lain (seperti Barnett, 1965) menyebut distribusi peluang eksponensial dengan distribusi peluang negatif eksponensial.
16 3. Distribusi Normal
Dalam dunia nyata terdapat beberapa tipe kejadian acak ynag dibentuk oleh distribusi normal. Distribusi ini mempunyai karakteristik kepadatan peluangnya berbentuk lonceng yang simetris terhadap garis x= dengan fungsi densitas pada X=x dengan persamaan :
( ) = 1
√2
( )
Dengan : : nilai konstan (3,1416) e : nilai konstan (2,7183)
: rata-rata
: simpangan baku
dan nilai x mempunyai batas −~ < < ~
Distribusi normal dapat dibedakan dari distribusi normal lainnya atas dasar perbedaan nilai rata-rata dan simpangan bakunya atau kedua-duanya (Sudjana, 1982).
4. Distribusi Gamma
Meskipun distribusi normal memiliki penerapan yang luas di berbagai bidang, dalam kenyataannya terdapat situasi dimana hasil-hasil eksperimen menunjukan distribusi yang tidak simetris ataupun tidak menunjukan kecenderungan simetris. Dalam kasus-kasus semacam ini, model distribusi normal tidak dapat memberikan hasil yang tepat jika digunakan. Untuk eksperimen-eksperimen probabilitas yang hasilnya menunjukan suatu bentuk distribusi yang mempunyai variasi ukuran kemencengan yang cukup signifikan, distribusi gamma merupakan salah satu alternatif model yang banyak digunakan. (Harinaldi, 2005)
Didefinisikan untuk α > 0, fungsi gamma Γ( )adalah :
Γ( ) =
17 1. Untuk sebuah bilangan bulat positif n, Γ( ) = ( −1)!
2. Didefinisikan : Γ =√
3. Untuk setiap α > 1 berlaku , Γ( ) = ( −1).Γ( −1)
(Harinaldi, 2005) 5. Distribusi Weibull
Distribusi Weibull pertama kali diperkenankan oleh ahli fisika dari swedia Waloddi Weibull pada tahun 1939. Dalam aplikasinya, distribusi ini sering digunakan untuk memodelkan “waktu sampai kegagalan (time to failure)” dari suatu sistem fisika. Ilustrasi yang khas, misalnya, yaitu pada sistem dimana jumlah kegagalan meningkat dengan berjalannya waktu (misalnya keausan bantalan), berkurang dengan berjalannya waktu (misalnya daya hantar beberapa semi konduktor) atau kegagalan yang terjadi oleh suatu kejutan
(shock) pada sistem (Harinaldi, 2005). 6. Distribusi Pareto
Distribusi Pareto dinamai oleh ekonom Italia Vilfredo Pareto, hukum merupakan kekuatan distribusi probabilitas ditemukan sejumlah besar situasi dunia nyata (Wikipedia 2006).
Distribusi Pareto ini awalnya digunakan untuk menggambarkan alokasi kekayaan di antara individu-individu karena itu tampaknya cukup baik untuk menunjukkan jalan bahwa porsi yang lebih besar dari kekayaan masyarakat mana pun dimiliki oleh persentase yang lebih kecil dari orang-orang dalam masyarakat. Fungsi kepadatan probabilitas (PDF) penduduk grafik f (x), probabilitas atau fraksi dari f(x) yang memiliki sedikit kekayaan per orang adalah tinggi. Probabilitas kemudian menurun terus sebagai kekayaan yang meningkat (Wikipedia 2006).
Distribusi ini tidak terbatas untuk menggambarkan kekayaan atau distribusi pendapatan, tetapi untuk banyak situasi di mana suatu kesetimbangan ditemukan dalam distribusi yang “kecil” ke “besar” (Wikipedia 2006).
18 7. Distribusi Lognormal
Distribusi lognormal merupakan distribusi probabilitas dari variabel acak yang logaritma adalah terdistribusi normal. Jika X adalah variabel acak dengan distribusi normal, maka Y = exp (X) memiliki distribusi lognormal juga, jika Y terdistribusi lognormal, maka log (Y) adalah distribusi normal. Distribusi lognormal kadang-kadang disebut sebagai Galton distribusi (Panompuan, 2006).
Sebuah variabel dapat dimodelkan sebagai lognormal jika dapat dianggap sebagai perkalian produk dari banyak independen variabel-variabel acak yang masing-masing adalah positif. Sebagai contoh, dalam keuangan, jangka panjang faktor diskon dapat diturunkan dari produk jangka pendek faktor diskon. Dalam komunikasi nirkabel, atenuasi yang disebabkan oleh bayangan atau lambat memudar dari objek acak sering diasumsikan terdistribusi lognormal (Panompuan, 2006).
8. Distribusi Uniform
Suatu pola distribusi random dapat dibentuk jadi pola reguler jika mempunyai sifat uniform atau seragam. Pola data dalam peta dikatakan uniform jika kecendrungan data sub area satu dengan sub area lain mempunyai jumlah data yang relatif sama. Untuk mengetahui sifat uniform perlu dilakukan pengujian hipotesis statistik. Kebenaran atau ketidakbenaran hipotesis statistik tidak pernah diketahui secara pasti kecuali seluruh populasi diamati, namun hal ini tidak praktis dalam kebanyakan keadaan, untuk itu diambil sampel acak dari populasi yang diselidiki dan dengan menggunakan informasi yang dikandung sampel itu diputuskan apakah hipotesa tersebut benar atau salah. Suatu uji antara frekwensi pengamatan dan harapan biasa digunakan‘uji goodness of fit’ (Haribowo, 2005).
F. Simulasi
Simulasi merupakan permodelan suatu proses atau sistem sedemikian rupa sehingga model menyerupai sistem nyata dengan segala
19 yang terjadi didalamnya atau dapat juga dikatakan bahwa simulasi adalah proses perancangan model dari suatu sistem nyata yang pelaksanaan eksperimennya dengan model untuk tujuan memahami tingkah laku sistem nyata.
Menurut Kelton et al., (1998), simulasi merupakan sekumpulan metode dan aplikasi yang menirukan tingkah laku dari sistem nyata, biasanya menggunakan komputer dengan bantuan software yang sesuai. Simulasi memiliki beberapa keunggulan sebagai berikut :
a. Tidak semua sistem (terutama sistem yang kompleks) dapat dipresentasikan dalam model metematika sehingga simulasi merupakan alternatif yang tepat.
b. Model yang dibuat dapat dipergunakan berulang untuk menganalisis tujuan.
c. Analisis dengan metode simulasi dapat dilakukan dengan input data yang bervariasi.
d. Simulasi dapat mengestimasi performansi suatu sistem pada kondisi tertentu dan dapat memberikan alternatif disain yang terbaik berdasarkan spesifikasi yang diinginkan.
e. Simulasi memungkinkan untuk melakukan percobaan terhadap system tampa adanya resiko pada sistem nyata.
f. Simulasi memungkinkan untuk melakukan studi suatu system jangka panjang dalam waktu yang relatif singkat.
Sedangkan keterbatasan dari simulasi antara lain :
a. Simulasi hanya mengestimasi karakteristik system nyata berdasarkan masukan tertentu.
b. Harga model simulasi relatif mahal dan memerlukan waktu yang cukup lama untuk pengembangannya.
c. Kualitas dan analisis model tergantung pada kualitas keahlian sipembuat model.
d. Tidak dapat menyelesaikan masalah, hanya dapat memberikan informasi darimana solosi dapat dicari.
20 Simulasi merupakan kegiatan untuk mendapatkan kesimpulan mengenai tingkah laku sistem dengan jalan mempelajari tingkah laku model yang sesuai, yaitu model yang mempunyai hubungan sebab akibat yang sama dengan sistem atau keadaan yang sebenarnya. Keuntungan penggunaan simulasi adalah fleksibilitasnya, yaitu sifatnya yang mudah disesuaikan dengan keadaan. Simulasi tidak mempunyai batasan-batasan tertentu dan dari studi suatu simulasi akan didapatkan informasi yang lengkap tentang kriteria penampilan sistem tersebut.
Menurut Siagian (1987), simulasi yang baik memerlukan perencanaan dan organisasi yang baik. Meskipun demikian, simulasi tidak tetap untuk selamanya, tetapi berubah dari waktu ke waktu. Pada umumnya terdapat 5 langkah pokok yang diperlukan dalam mendapatkan simulasi, yaitu :
1. Menentukan sistem atau persoalan yang hendak disimulasikan. 2. Mengembangkan model simulasi yang hendak digunakan.
3. Menguji model dan membandingkan tingkah laku model dengan tingkah laku dari sistem nyata, kemudian menetapkan model simulasi yang akan dilakukan.
4. Merancang percobaan-percobaan simulasi 5. Jalankan simulasi dan analisa data.
Perumusan permasalahan dan pembuatan model untuk suatu simulasi harus dilaksanakan berdasarkan keadaan masalah yang dihadapi. Dalam pembentukan suatu model biasanya dilakukan penyederhanaan-penyederhanaan, sehingga pemecahan dengan menggunakan model-model matematis dapat dilakukan. Penyederhanaan suatu model dapat berupa meniadakan unsur-unsur yang kecil pengaruhnya terhadap keluaran model tersebut. Disamping itu, seringkali dalam pembuatan model simulasi dimasukkan unsur-unsur ketidakpastian (peluang) dan ada kemungkinan beberapa hal atau variabel yang sebenarnya masih perlu diikutsertakan. Dalam pelaksanaannya, model simulasi yang telah disusun harus disempurnakan lagi (Hillier dan Lieberman, 1981).
21 Terdapat berbagai jenis model simulasi, yaitu :
1. Discrete-event simulation
2. Simulasi sistem antrian dengan single server
3. Simulasi sistem persediaan
4. Alternative assproaches to modelling and coding simulations
5. Continuous simulation
6. Combined discrete-continuous simulation
7. Simulasi Monte Carlo
Simulasi Monte Carlo merupakan sebuah rencana yang melibatkan sejumlah angka acak yaitu variabel acak U (0,1), yang digunakan untuk menyelesaikan masalah stokastik atau deterministik dimana waktu lintasan bukan merupakan peran yang sesungguhnya sehingga umumnya simulasi ini merupakan simulasi yang lebih bersifat statik daripada dinamis (Law dan Kelton, 1991).
Pengambilan contoh pada simulasi Monte Carlo dilakukan secara acak dari populasi teoritis dan merata-ratakannya. Hal ini memerlukan adanya suatu pembangkitan bilangan acak untuk menghasilkan nilai-nilai yang mempunyai distribusi setara dengan populasi yang sebenarnya. Metode simulasi Monte Carlo dapat dilihat pada gambar dibawah ini.
Gambar 5.Diagram Simulasi Monte Carlo (Watson, 1981)
Simulasi Monte Carlo sekarang digunakan secara luas untuk menyelesaikan masalah-masalah tertentu dalam statistik yang tidak dapat diselesaikan secara analitis. Simulasi ini diaplikasikan untuk mengestimasi nilai kritis atau kekuatan sebuah tes hipotesis baru.
Mulai Pembangkitan bilangan acak
Pembangkitan variabel acak dan distribusi peluang Parameter distribusi
Ok? Selesai
22 Menurut Simaratama (1985), simulasi tidak menghasilkan nilai yang optimal, tetapi memberikan penyelesaian yang mungkin baik berdasarkan masukan alternatif terpilih yang diberikan. Model simulasi dapat dibedakan menjadi model simulasi deterministik dan stokastik atau probabilistik. Model stokastik adalah model yang mengandung peubah acak, dimana keluaran dari proses ditentukan berdasarkan masukan dan merupakan hasil dari konsep acak. Pada model deterministik tidak mengandung peubah acak.
G. Sistem dan Model
Menurut Fachri (2008) Semua definisi sistem mencakup lima unsur utama yang terdapat dalam sistem, yaitu :
1. Elemen-elemen atau bagian-bagian
2. Adanya interaksi atau hubungan antar elemen atau bagian-bagian 3. Adanya sesuatu yang mengikat elemen-elemen atau bagian-bagian
tersebut menjadi suatu kesatuan
4. Terdapat tujuan bersama sebagai hasil akhir 5. Berada dalam satu lingkungan yang kompleks
Secara sederhana sistem dapat didefinisikan sebagai suatu agregasi atau kumpulan obyek-obyek yang terangkai dalam interaksi dan saling bergantun yang teratur. Sistem juga dapat didefinisikan sebagai kumpulan dari elemen-elemen yang berfungsi secara bersama untuk mencapai suatu tujuan tertentu.
Sistem juga dapat diklasifikasikan menurut perubahan variabel-variabel setiap waktu. apabilah variabel-variabel-veriabel sistem ini berubah secara kontinyu setiap waktu, maka sistem ini disebut sebagai sistem kontinyu, jika variabel sistem tidak terjadi perubahan secara kontinyu setiap waktu, maka disebut sebagai sistem discrete. Selanjutnya, apabila variabevariabel sitem berubah secara kontinyu dan yang lainnya tidak sistem ini disebut kombinasi sistem (Fachri, 2008).
Model dapat didefinisikan sebagai representasi dari sitem baik secara kualitatif dan kuantitatif yang mewakili suatu proses atau kejadian dimana