BAB II
TINJAUAN PUSTAKA
2.1 PENDAHULUAN
Proses ekstrusi dimulai dengan memasukan bahan baku, seperti pellet plastik dan serpihan plastik ke dalam hopper. Kemudian butiran plastik disampaikan maju dengan screw yang berputar melalui barrel yang dipanaskan. Pada saat bahan plastik melewati saluran screw, secara bertahap plastik dipanaskan dan meleleh oleh panas geser yang dihasilkan oleh sekrup berputar, serta yang dilakukan dari pemanas di sekitar barrel menggunakan panas bantuan (T Alfery, 2011).
2.2 PRINSIP KERJA MESIN EXTRUSI
Ekstrusi adalah proses yang berkesinambungan selama bahan baku plastik meleleh dan dibentuk menjadi panjang terus menerus dari produk plastik dengan profil konstan cross-sectional, dan produk kemudian dapat dipotong menjadi panjang yang diinginkan oleh peralatan pemotong ( cruser ).
Ekstruder yang biasanya tersedia dipasaran adalah dari jenis ekstruder ulir tunggal (single screw extruder/SSE) dan ekstruder ulir ganda (twin /TSE) yang dapat digunakan secara luas pada produksi bahan-bahan makanan komersial.Model twin screw extruder (TSE) lebih sering dipilih oleh perusahaan-perusahaan pengolah makanan. Model ini
merupakan pilihan yang tepat untuk melakukan diversifikasi jenis-jenis makanan, dikarenakan kemampuannya yang baik dalam mengatur daya tekan mekanis dan daya giling efektif pada adonan di dalam selubung mesin ekstruder (barrel) (Baianu, 1992).
Karena termoplastik dapat melunak dan dibuat mengalir dengan aplikasi panas, mereka dapat dibuat oleh proses seperti injection molding, ekstrusi, dan blow molding (compression molding). (M.R Kamal, W. Patterson, 2011). Teknologi ekstrusi merupakan teknologi yang cukup tua. Pada tahun 1797 di Inggris, Joseph Bramah menciptakan mesin untuk membuat pipa tanpa sambungan yang diperkirakan sebagai mesin ekstrusi pertama. Tidak lama kemudian produkproduk lain seperti sabun, macaroni dan bahan-bahan bangunan diproses menggunakan mesin yang sama. Pada mesin ini untuk menggiling dan mencampur bahan digunakan piston yang dioperasikan oleh tangan. Karena keterbatasan proses yang dilakukan ekstruder terdahulu maka ekstruder yang menggunakan ulir (screw) diciptakan untuk kebutuhan industri kabel. Konsep awal yang diketahui mengenai ekstruder ulir tunggal ditemukan di tahun 1873 pada suatu gambar rancangan milik Phoenix Gummiwerke A.G. (Andrew, 2010 ).
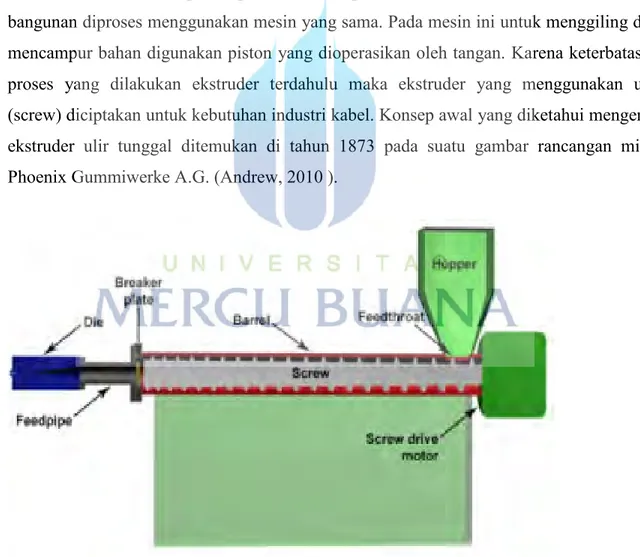
Gambar 2.1 Mesin Ekstrusi termoplastik Sumber: Paul Troester, 1935
2.3 KOMPONEN UTAMA MESIN EKSTRUSI (EXTRUDER)
Secara global, cara kerja dari mesin extrusi ini hampir sama dengan mesin injection molding. hanya saja perbedaanya tipis sekali, kalau pada mesin injection molding mesin injection dalam mencetak satu persatu dan cetakannya berpisah dengan tabung screwnya, sedangkan pada mesin ekstrusi dalam mencetak biasanya akan berkesinambungan dan hasilnya akan di potong oleh pisau agar menjadi butiran atau pellet plastik agar mudah dalam pengemasannya. Berikut adalah komponen utama yang harus diperhatikan dalam merancang mesin ekstrusi:
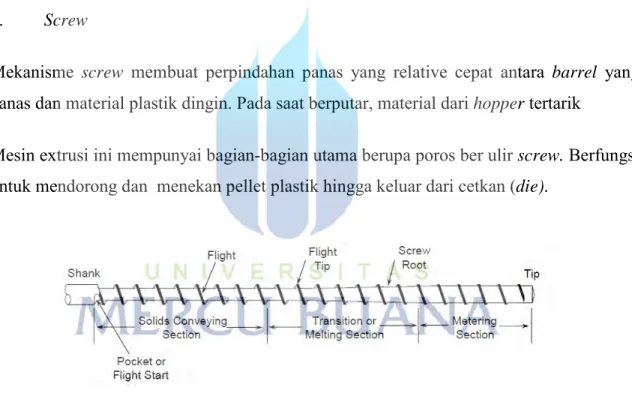
1. Screw
Mekanisme screw membuat perpindahan panas yang relative cepat antara barrel yang panas dan material plastik dingin. Pada saat berputar, material dari hopper tertarik
Mesin extrusi ini mempunyai bagian-bagian utama berupa poros ber ulir screw. Berfungsi untuk mendorong dan menekan pellet plastik hingga keluar dari cetkan (die).
Gambar 2.2 Skema satu screw.
Dalam prosesnya bahan baku pp ( polyproline ) Berbentuk pellet dimasukan kedalam hopper dan digerakan dengan menggunakan sebuah poros ber ulir yang berbentuk helickal ( Screw conveyor ) kemudian di antarkan hingga ke cetakan (die). poros berulir seperti pada gambar 2 dari tiga bagian utama yaitu :
• Bagian masuk ( feding section )
Bagian ini mempunyai diameter ulir yang konstan dan daerah tempat bahan mengalir tentu saja konstan, yang membawa bahan baku menuju bagian kompresi (bagian pelumatan / penglihatan ).
• Bagian Kompresi ( compression section )
Pada Bagian kompresi ini, diameter screw meningkat secara kontiniu sedangkan sebaliknya daerah bebas alir dari bahan makin mengecil. disini Bahan polimer dilunakan/ diliatkan. Pada daerah ini juga bahan polimer di panaskan sehingga suhu tertentu agar bahan polimer dapat mengalir dengan lancar, sedangkan untuk menjaga agar barrel tidak kelebihan panas, maka di pasang pengatur suhu barrel pada suhu tertentu. Setelah melewati bagian kompresi, bahan kemudian di bawa pada bagian akhir.
• Bagian Akhir (metering Section)
Bagian ini sama dengan daerah pemasukan Yang mempunyai daerah bebas alirnya konstan, namun daerah bebas aliran lebih kecil, disini Bahan akan mengalami kenaikkan Suhu Lagi karena Tekanan Geser clan gesekan pada daerah ini cukup besar. mengisi saluran screw dan didorong menuju kea rah nozzle. Agar jalanya material menjadi lancer, permukaan screw harus lebih halus dari barrel. 2. Barrel
Barrel sudah menjadi satu-kesatuan dengan screw, selain sebagai wadah pengaduk barrel juga sebagai penghantar panas heater yang terpasang pada dinding barrel.
3. Cetakan (Dies)
Setiap keluaran pencetakan pada mesin ekstrusi, dies bermacam-macam jenis dan bentuknya. Tergantung pengaplikasiannya dalam percetakan.
4. ELemen pemanas (Heater)
Elemen pemanas adalah komponen yang menghasilkan panas untuk pemprosesan plastik pada mesin ekstrusi ini.Elemen ini terdiri dari tiga buah dan dipasang pada barrel. Elemen ini diletakan pada bagian pengumpan (feed section), penekan (compression section) dan bagian pengaduk (metering section).Untuk pengaturan temperature proses plastinisasi, elemen pemanas ini dihubungkan ke box control temperatur termokopel.
5. Motor Penggerak
Unit penggerak (driver unit) untuk mesin ekstrusi ini merupakan sebuah motor listrik 1-phasa dengan putaran 1420 rpm, daya 1 HP, dan tegangan sebesar 220 Volt. Motor dihubungkan ke gearbox reduksi melalui melalui sebuah puli dan sabuk untuk mereduksi putaran.
6. Motor dan Tranmission Gear box
Fungsinya untuk mengubah putaran tinggi yang dihasilkan oleh motor listrik / mesin diesel menjadi putaran lambat namun lebih kuat. Untuk gearbox sendiri ada berbagai macam type , untuk masing-masing type bisa dibedakan dengan ukurannya seperti misalnya type -60 lebih kecil daripada gearbox yang berukuran type-80.
2.4 TAHAP – TAHAP DALAM PROSES EKSTRUSI
Proses pengolahan ekstrusi dibagi menjadi tiga tahap yaitu pra-ekstrusi, ekstrusi dan tahap setelah ekstrusi (post-extrusion).
• Tahap pra-ekstrusi, plumeran dan melting.
• Tahap ekstrusi, mesin yang digunakan ialah berbagai jenis ekstruder dan beragam aksesorisnya sesuai kebutuhan pengolah. Produk yang keluar dari tahap ini disebut ekstrudat dan tergantung dari kebutuhan kita atau jenis ekstruder yang digunakan, ekstrudat ini dapat merupakan produk akhir ekstrusi ataupun juga produk yang harus diolah lagi lebih lanjut.
• Tahap setelah ekstrusi (post-extrusion). Mesin yang tersedia untuk proses ini ialah mesin pengering dan pendingin yang semuannya disesuaikan dengan kebutuhan pengolah. Sebagai akibat dari perkembangan teknologi di bidang ekstrusi yang pesat akhir-akhir ini, maka selain dapat berfungsi sendiri terpisah dari ekstruder, mesin-mesin tersebut juga dapat dipasangkan pada ekstruder. 2.4.1 Kecepatan Extrusi
Dalam menentukan output screw tergantung desainner dari pihak pembuat screwnya. Dalam proses desain bisa terjadi keberhasilan dan kegagalan tergantung dari ujicoba yang dilakukan pihak pemesan. :
Merupakan Factor factor umum yang menentukan kecepatan output Mesin adalah: • Diameter screw (semakin besar diameter screw semakin besar output screw)
• Putaran Screw (RPM) samakin cepat semakin besar output dari screw yang di hasilkan
• Hambatan die, jika die mempunyai hambatan kecil maka output screw extruder akan keluar maksimal tidak ada yang tertahan
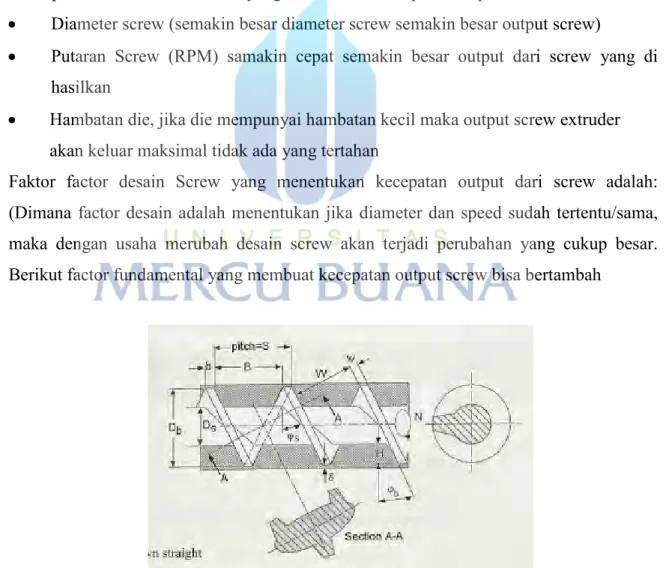
Faktor factor desain Screw yang menentukan kecepatan output dari screw adalah: (Dimana factor desain adalah menentukan jika diameter dan speed sudah tertentu/sama, maka dengan usaha merubah desain screw akan terjadi perubahan yang cukup besar. Berikut factor fundamental yang membuat kecepatan output screw bisa bertambah
• Pitch (S) adalah jarak antar ulir , semakin panjang jarak Pitch suatu screw makan semakin cepat perpindahan material yang didapat dilakukan screw, sehingga output screw semakin tinggi. Scew standar panjang pitch adalah sama diameter screw jika screw 50mm kebanyakan screw Picth adalah 50mm.
• Depth (H) adalah kedalaman screw, semakin dalam H (depth) maka volume bahan akan semakin cepat di transfer sehingga output semakin tinggi, factor H ini tidak bisa lebih dalam karena diameter bisa semakin kecil dan resiko patah pada screw.
• Grooved adalah celah pada awal extruder dimana membantu masukan bahan, untuk screw High speed sudah harus memakai celah tsb. Dengan menambah masukan bahan maka output akan meningkat.
2.4.2 Temperatur
Parameter kunci pada proses Extrude molding adalah temperature leleh (mencair) dan temperature di dalam cetakan. Efektivitas biaya dipengaruhi dari waktu yang dihabiskan untuk siklus yang meliputi injeksi, pendinginan, dan pergerakan dari unit klem N. Catalin, 2010. Daftar temperature proses yang direkomendasikan untuk termoplastik dan elastomer termoplastik ditunjukkan pada table 2.1 buku Johannaber, 1997. Data yang ditunjukkan merupakan pengaturan temperatur untuk daerah pemanasan pada plasticating unit dari mesin extrude molding, serta untuk pengaturan temperature pada nozzle dan suhu pendinginan pada cetakan. Besarnya temperatur untuk melelehkan material termoplastik berkisar dari yang terendah sebesar 130°C sampai yang tertinggi sebesar 400°C.
2.4.3 Pemanas Elektrik
Besarnya daya heater tergantung dari jenis material yang akan dipanaskan, massa benda yang akan dipanaskan, dan waktu yang ingin ditempuh dalam mencapai suhu tertentu.Untuk menentukan besarnya daya heater nantinya, menggunakan rumusan dari produsen heater sebagai berikut:
𝑄 =
𝑚 𝑥 𝑐 𝑥 ∆𝑇860 𝑥 𝑡 𝑥 ɳ (2.1) Dimana :Q : Daya heater, kWatt
C : Panas jenis material yang dipatahkan 𝑘𝑔 ℃𝑘𝐶 m : Massa bareel ( kg )
ΔT : Kenaikan suhu ( ˚C ) T : Waktu pemanasan ( jam ) ɳ : Efisiensi, 0,1 – 0,5 2.4.4 Kalor
Kalor adalah sesuatu yang dipindahkan diantara sebuah sistem dan sekelilingnya sebagai akibat dari hanya perbedaan temperatur. Konsep kalor sebagai sebuah zat yang jumlah seluruhnya tetap konstan akhirnya tidak mendapat dukungan eksperimen (Wiley, 1978).
Rumus untuk menghitung jumlah kalor yang diperlukan untuk menaikan suhu atau merubah suhu adalah sebagai berikut :
Q = m.c.∆T (2.2)
Dimana :
Q : Jumlah kalor yang diserap atau dilepas (J) m : Massa zat (kg)
∆T : Perubahan Suhu (suhu awal-suhu kedua)
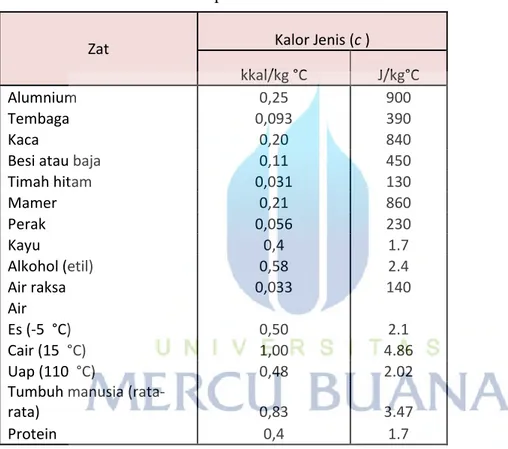
Tabel dibawah memperlihatkan besar kalor jenis untuk beberapa zat pada suhu 20 oC.
Sampai batas tertentu, nilai kalor jenis (c) bergantung pada suhu (sebagaimana bergantung sedikit pada tekanan), tetapi untuk perubahan suhu yang tidak terlalu besar, c seringkali dianggap konstan.
Tabel 2.1 Kalor Jenis Dan Kapasitas Kalor Pada Zat
Zat Kalor Jenis (c )
kkal/kg °C J/kg°C
Alumnium 0,25 900
Tembaga 0,093 390
Kaca 0,20 840
Besi atau baja 0,11 450
Timah hitam 0,031 130 Mamer 0,21 860 Perak 0,056 230 Kayu 0,4 1.7 Alkohol (etil) 0,58 2.4 Air raksa 0,033 140 Air Es (-5 °C) 0,50 2.1 Cair (15 °C) 1,00 4.86 Uap (110 °C) 0,48 2.02
Tumbuh manusia
(rata-rata) 0,83 3.47
Protein 0,4 1.7
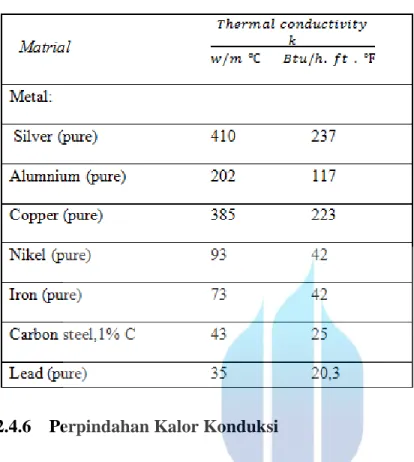
2.4.5 Konduktifitas Termal
(Cengel, 2002). Konduktivitas termal di lambangkan dengan k. satuan konduktivitas termal adalah Watt per meter drajat Celcius (W/m 0C). sebagai rumusan persamaan dasar
tentang konduktivitas termal yang di sajikan pada Tabel 2.1. bahan yang mempunyai nilai konduktivitas termal tinggi dinamakan konduktor, sedangkan bahan yang nilai konduktivitas termal rendah disebut isolator.
Tabel 2.2 konduktivitas termal pada 0 0C (Holman, 1997)
2.4.6 Perpindahan Kalor Konduksi
Pada pengoperasian yang konstan,tidak ada perubahan temperatur pada waktu dan titik tertentu. Oleh karena itu perpindahan panas yang masuk ke dalam pipa harus sama dengan perpindahan panas yang keluar. Dengan kata lain, perpindahan panas pada pipa adalah konstan (Cengel, 2002). Perpindahan panas konduksi pada pipa/ silinder dirumuskan sebagai berikut:
𝑞 = 𝑘
∆𝑇∆𝐴 (2.3)
Dimana :
Q : Perpindahan kalor (Watt) K : Konduktifitas thermal A : Luas benda kerja ( m²)
∆𝑇
∆ : Gradien suhu kearah perpindahan kalor
2.4.7 Daya Penggerak
Pada saat proses molding, terdapat gaya ( F ) yang dibutuhkan untuk mendorong material plastik dan ada juga pergerakan ( v) dari elemen pendorong. Maka dari kondisi ini dapat diketahui daya ( 𝑃𝑝𝑜𝑤𝑒𝑟) yang dibutuhkan pada saat ekstrusi. Karena direncanakan untuk
mengganti piston dengan motor sebagai unit pendorong, makan daya ini nanti akan dibutuhkan untuk pertimbangan pemilihan motor.
2.5 SIFAT TERMAL PLASTIK
Bahan Plastik Pengetahuan sifat thermal dari berbagai jenis plastik sangat penting dalam proses pembuatan dan daur ulang plastik. Sifat-sifat thermal yang penting adalah titik lebur (Tm), temperatur transisi (Tg) dan temperatur dekomposisi. Temperatur transisi
adalah temperatur di mana plastik mengalami perengganan struktur sehingga terjadi perubahan dari kondisi kaku menjadi lebih fleksibel. Di atas titik lebur, plastik mengalami pembesaran volume sehingga molekul bergerak lebih bebas yang ditandai dengan peningkatan kelenturannya. Temperatur lebur adalah temperatur di mana plastik mulai melunak dan berubah menjadi cair. Temperatur dekomposisi merupakan batasan dari proses pencairan. Jika suhu dinaikkan di atas temperatur lebur, plastik akan mudah mengalir dan struktur akan mengalami dekomposisi. Dekomposisi terjadi karena energi thermal melampaui energi yang mengikat rantai molekul. Secara umum polimer akan mengalami dekomposisi pada suhu di atas 1,5 kali dari temperatur transisinya. Data sifat termal yang penting pada proses daur ulang plastik bisa dilihat pada tabel berikut
Tabel 2.3 Data Temperatur Transisi Dan Temperatur Lebur Plastik
2.6 Sifat Material Plastik a. Polypropylene ( PP )
- Density/massa jenis pada ( 70 0F ) : 0.9 gr/c - Massa jenis rendah
- ketahanan temperatur sampai 110 0C - Mengambang di air
- PP tahan terhadap asam dan basa organik lemah, alkohol, Oli, deterjen.
- Kalau dibakar, kecepatannya slow berbau diesel dengan warna nyala api Blue biru
dengan ujung Yellow kuning.
- Material ulet, permukaan licin tidak bisa di cat / plating dan ditempeli sticker. - Mudah deformasi saat di eject di moldnya.
- Temp proses melt (melebur) pada : 420-520 0F - Temp proses molding (pencetakan) : 60-150 0F
- Contoh aplikasinya : bagian dalam mesin cucu pakaian, rumah pompa, kontainer,
koper, mainan, dll
Jenis Bahan Tm (ºC) Tg (ºC) Temperatur kerja maks. (ºC) PP 168 - 175 -20 81 – 100 HDPE 130 - 137 59 – 110 LDPE 98 - 115 -25 100– 220 PA 260 50 100 PET 245 - 265 73 – 80 65 ABS 110 85 PS 74 – 105 50 – 85 PMMA 85 – 105 50 – 90 PC 150 246 PVC 75 – 105 85 – 100
b. Polvinly Chloride ( PVC )
- PVC tahan terhadap Asam, basa, alkohol, grease, bensin. - PVC tidak tahan terhadap perubahan cuaca.
- kalau dibakar, kecepatannya lambat berbau hydrochloric dengan warna nyala api
kuning dengan tepian api berwarna hijau.
- Material U PVC ( Hard PVC ) : rigid dan keras, tahan terhadap larutan kimia
tinggi
- Material P PVC ( Soft PVC ) : Ulet, fleksibel
- Density/ massa jenis : 1.29-1.44 gr/cm3 - tenggelam dalam air. - Temp proses Injeksi : 180 – 210 0C
- Temp Proses Blow : 180 – 210 0C - Temp Proses ekstrusi : 170 - 200 0C
- Penggunaan PVC : Hard PVC : Pipa saluran air, Botol, Fitting, - Soft PVC : Seal / penyekat, Kaki boneka, selang.
c. Polyacetal / Polyoxymethylene ( POM )
- Kalau dibakar, kecepatannya slow berbau asam cuka (tajam menyengat) dengan
warna nyala api kuning dengan letupan. Berjelaga dan berasap hitam.
- Tahan terhadap temperature. - Daya serap air rendah. - Material : keras, ulet.
- Density/massa jenis : 1.42 gr/cm3 – Tenggelam dalam air. - Temp proses Injeksi : 200 – 210b 0C.
- Temp Proses Blow : 180 0C. - Temp Proses ekstrusi : 180 – 190 0C. - Penggunaan: Roda gigi/ gear, baut, mur, roda.
d. Polyethylene(PE)
- Density pada ( 70 0F ) : 0.94 gr/cc - Mengambang dalam air.
- Kalau dibakar, kecepatannya fast berbau parafin dengan warna nyala api biru
dengan ujungnya kuning. Melebur .
- Isolasi yang sangat baik
- PE tahan terhadap : asam, basa, larutan garam, air, alcohol. - Density / massa jenis : 0.92-0.955 gr/cm3.
- Temp proses Injeksi : LDPE : 160 – 260 0C, HDPE : 200 – 280 0C. - Temp Proses Blow : LDPE : 1400 C, HDPE : 160 – 190 0C. - Temp Proses ekstrusi : LDPE : 1400 C, HDPE : 180 – 250 0C.
- Penggunaan : Isolasi kawat dan kabel, pipa pemanas, tempat botol (krat), box
![MEMBANGUN HUBUNGAN EKSEKUTIF DAN LEGISLATIF DAERAH [Analisis Komunikasi Kebijakan Publik]](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)