M.
M. DIDIK DIDIK SURYADI SURYADI (06503241001)(06503241001) ANANG
ANANG ARIF ARIF HIDAYAT HIDAYAT (06503241002)(06503241002) DWIE
DWIE SULISTYO SULISTYO N. N. (06508134060)(06508134060) NU’MAN
NU’MAN FAHMI FAHMI (06508134066)(06508134066)
JURUSAN PENDIDIKAN TEKNIK MESIN
JURUSAN PENDIDIKAN TEKNIK MESIN
FAKULTAS TEKNIK
FAKULTAS TEKNIK
UNIVERSITAS NEGERI YOGYAKARTA
UNIVERSITAS NEGERI YOGYAKARTA
TEO
TEORI F
RI FABRIK
ABRIK ASI 2
ASI 2
as Met
Daftar Pustaka
Daftar Pustaka
1
1 Sejarah Sejarah GMAWGMAW ……… 1……… 1 2
2 Model Model Metal Metal transfer transfer ………..………... . 22 3
3 Komponen Komponen GMAW GMAW ……… ……… 44 4
4 Gas Gas Pelindung Pelindung ………11………11 5
5 GMAW GMAW Torches Torches ………13………13 6
6 Proses Proses PengelasanPengelasan GMAW
GMAW a.
a. Carbon Carbon andand Low Alloy Steel Low Alloy Steel b.
b. Stainlees Stainlees SteelSteel c. Alumunium c. Alumunium Alloy Alloy ………17 ………17 7 Peralatan 7 Peralatan Keselamatan Kerja Keselamatan Kerja ……….21 ……….21
G
G
AS ASM
M
ETALETALA
A
RCRCW
W
ELDINGELDING1.
1. Sejarah Sejarah GMAWGMAW
Sejarah GMAW (gas metal arc welding) mulai dikenalkan di dunia industry Sejarah GMAW (gas metal arc welding) mulai dikenalkan di dunia industry pada tahun 1940-an. Di awal tahun 1950 yang diperkarsai oleh
pada tahun 1940-an. Di awal tahun 1950 yang diperkarsai oleh Lyubavshkii and Lyubavshkii and Novoshilov,
Novoshilov, melakukan pengembangan GMAW dengan menggunakan diametermelakukan pengembangan GMAW dengan menggunakan diameter elektroda yang lebih besar dan gas pelindung yang digunakan adalah karbon elektroda yang lebih besar dan gas pelindung yang digunakan adalah karbon dioksida CO
dioksida CO22. . Pengembangan ini Pengembangan ini menghasilkan percikan elektroda menghasilkan percikan elektroda yang tinggi, yang tinggi, dandan
panas pada benda kerja yang sedang. panas pada benda kerja yang sedang.
Di akhir tahun1950 terjadi perkembangan dibidang teknologi power source, Di akhir tahun1950 terjadi perkembangan dibidang teknologi power source, dan perkembangan diameter elektroda yang digunakan semakin kecil 0.035" dan perkembangan diameter elektroda yang digunakan semakin kecil 0.035" -0.062"
0.062" (0.9 (0.9 - - 1.6 1.6 mm). mm). Perkembangannya dari Perkembangannya dari tahun tahun ke ke tahun tahun mengalamimengalami peningkatan, dengan kemajuan teknologi saat ini GMAW dapat diaplikasikan pada peningkatan, dengan kemajuan teknologi saat ini GMAW dapat diaplikasikan pada Proses Pengelasan dengan Sistem Otomasi (robot).
Proses Pengelasan dengan Sistem Otomasi (robot).
2.
2. Jenis Jenis perpindahan perpindahan elektroda elektroda ((model of metal transfer model of metal transfer ))
Perpindahan logam elektroda dipengaruhi oleh beberapa variable Perpindahan logam elektroda dipengaruhi oleh beberapa variable diantaranya adalah tipe gas pelindung yang digunakan, tegangan las/voltage, diantaranya adalah tipe gas pelindung yang digunakan, tegangan las/voltage, jenis arus yang digunakan, diameter elektroda dan kecepatan kawat jenis arus yang digunakan, diameter elektroda dan kecepatan kawat
elektroda. Sehingga metal transfer dibagi menjadi 3 jenis, yaitu: elektroda. Sehingga metal transfer dibagi menjadi 3 jenis, yaitu: a.
a. Short Short Circuit Circuit TransferTransfer
LAS
Short circuit metal transfer merupakan jenis perpindahan logam las yang Short circuit metal transfer merupakan jenis perpindahan logam las yang membutuhkan heat input yang rendah.
membutuhkan heat input yang rendah.
Gambar 02. Siklus short circuit transfer. Gambar 02. Siklus short circuit transfer. Prinsip pengoperasian las gas metal terletak pada
Prinsip pengoperasian las gas metal terletak pada pengendalianpengendalian tiga tiga hal hal yaituyaitu pembakar las, unit pemakanan kawat, dan sumber tenaga.
pembakar las, unit pemakanan kawat, dan sumber tenaga. Pembakar las ini akanPembakar las ini akan memandu elektroda, arus las dan gas lindung
memandu elektroda, arus las dan gas lindung bekerja bersama-sama denganbekerja bersama-sama dengan komposisi kecepatan pemakanan kawat
komposisi kecepatan pemakanan kawat dan tekanan kerja gas lindung yangdan tekanan kerja gas lindung yang sesuai untuk menghasilkan
sesuai untuk menghasilkan pengelasan pengelasan yang yang baik. Ubaik. Unit pemnit pemakanan akanan kawat kawat berfungsiberfungsi untuk mengatur kecepatan kawat yang sesuai dengan arus dan ketebalan sambungan untuk mengatur kecepatan kawat yang sesuai dengan arus dan ketebalan sambungan las. Sumber tenaga berfungsi mensuplai arus yang sesuai untuk pengelasan. las. Sumber tenaga berfungsi mensuplai arus yang sesuai untuk pengelasan. Besarnya arus
Besarnya arus ini bervariasi ini bervariasi tergantung tebal-tipisnya tergantung tebal-tipisnya plat yang plat yang akan akan disambungdisambung maupun posisi pengelasannya. Ada 3 mode pemindahan logam yang terjadi di dalam las maupun posisi pengelasannya. Ada 3 mode pemindahan logam yang terjadi di dalam las gas metal yaitu pemindahan pancar aksial (axial
gas metal yaitu pemindahan pancar aksial (axial spray transfer), globular, dan spray transfer), globular, dan hubunghubung pendek (short circuiting transfer).
pendek (short circuiting transfer). Pancar aksial dan globular amat berkaitan eratPancar aksial dan globular amat berkaitan erat dengan energi busur yang relatif tinggi. Dengan memberikan pengecualian mode dengan energi busur yang relatif tinggi. Dengan memberikan pengecualian mode peminda
pemindahan han pancar pancar pada pada diameter diameter elektroda elektroda yang yang amat amat kecil, kecil, pancar pancar aksial aksial dandan globular
globular biasanya terbatas biasanya terbatas hanya pada hanya pada posisi pengelasan posisi pengelasan datar dan datar dan horizontalhorizontal dengan
dengan ketebalan ketebalan plat plat tidak tidak lebih lebih daridari 3,2 3,2 mm. mm. Pemindahan Pemindahan hubunghubung pendekpendek membutuhkan energi rendah biasanya terbatas pada
membutuhkan energi rendah biasanya terbatas pada ketebalan plat ketebalan plat tidak tidak lebih lebih dari dari 3,23,2 mm dan
mm dan dapat dapat digunakan digunakan untuk untuk pengelasan pengelasan pada pada semua posisi.semua posisi. Gambar 03
Gambar 03 memberikan memberikan ilustrasi ilustrasi di di dalam dalam memahami memahami modemode pemindahan
Gambar 03.
Gambar 03. Mode Pemindahan Hubung Pendek Mode Pemindahan Hubung Pendek b.
b. Globular Globular TransferTransfer
Gambar 04. Globular transfer. Gambar 04. Globular transfer.
Globular transfer merupakan jenis yang memisahkan antara short Globular transfer merupakan jenis yang memisahkan antara short circuit transfer dengan
circuit transfer dengan Spray Arc Transfer Spray Arc Transfer . Bentuk lelehan elektroda yang. Bentuk lelehan elektroda yang mengenai logam las besar-besar dan luas hal ini terjadi sampai elektroda mengenai logam las besar-besar dan luas hal ini terjadi sampai elektroda itu berhenti dan lelehan elektroda itu menerobos ke dalam pada benda itu berhenti dan lelehan elektroda itu menerobos ke dalam pada benda lasan.
lasan.
Globular transfer dapat terjadi ketika parameter dari voltage, Globular transfer dapat terjadi ketika parameter dari voltage, ampere, dan kecepatan elektroda lebih besar dari
ampere, dan kecepatan elektroda lebih besar dari standard short circuit standard short circuit transfer.
Kelemahan globular transfer : Kelemahan globular transfer : 1)
1) Terjadinya Terjadinya spatterspatter 2)
2) Sulit untuk mengelas sSulit untuk mengelas selain posisi flat dan elain posisi flat dan fillet horizontal.fillet horizontal. 3)
3) Sulit untuk mengelas logam Sulit untuk mengelas logam di atas 3 mmdi atas 3 mm..
c.
c. Spray Arc Transfer Spray Arc Transfer
Gambar 05.
Gambar 05. Spray Arc Transfer.Spray Arc Transfer.
Pengertian tentang cara pemindahan logam elektroda dengan spray Pengertian tentang cara pemindahan logam elektroda dengan spray karena logam elektroda yang dipindahkan ke benda kerja sepertinya karena logam elektroda yang dipindahkan ke benda kerja sepertinya disemburkan. Jadi cairan logam yang dipindahkan kecil-kecil, tidak seperti disemburkan. Jadi cairan logam yang dipindahkan kecil-kecil, tidak seperti pada globular. Jenis ini relative digunakan pada voltage yang tinggi, sedikit pada globular. Jenis ini relative digunakan pada voltage yang tinggi, sedikit panas yang terjadi pada benda kerja, dan digunakan untuk pengelasan panas yang terjadi pada benda kerja, dan digunakan untuk pengelasan pada plat yang tipis.
pada plat yang tipis.
3.
3. Komponen Komponen GMAWGMAW
Komponen standard / basic untuk mengelas GMAW di industri, antara lain ada 4 Komponen standard / basic untuk mengelas GMAW di industri, antara lain ada 4 yaitu :
yaitu : a.
a. Sumber Sumber tenaga tenaga / / listrik listrik berupa berupa mesin mesin laslas b.
b. Perangkat penggerak Perangkat penggerak elektroda dan elektroda dan perlengkapannya ( perlengkapannya ( rol penggerak, rol penggerak, perangkatperangkat ke tabung, rel untuk gerak)
ke tabung, rel untuk gerak) c.
c. GMAW gunGMAW gun (torch) dan kabel, yang digunakan untuk mengirim gas pelindung(torch) dan kabel, yang digunakan untuk mengirim gas pelindung dan electrode ke benda kerja.
dan electrode ke benda kerja. d.
Gambar 06. Komponen standard mesin las GMAW. Gambar 06. Komponen standard mesin las GMAW.
Di dunia industri untuk perlengkapan GMAW sudah banyak perkembangannya, Di dunia industri untuk perlengkapan GMAW sudah banyak perkembangannya, mulai dari yang sederhana yang hanya mampu mensuplay arus 350 amper atau mulai dari yang sederhana yang hanya mampu mensuplay arus 350 amper atau pun yang cukup rumit hingga mencapai 655 amper. Komponen standard itu telah pun yang cukup rumit hingga mencapai 655 amper. Komponen standard itu telah disatukan dalam konstruksinya agar
disatukan dalam konstruksinya agar welder welder dapat mudah menggunakannya.dapat mudah menggunakannya.
Gambar 07. Perangkat mesin las GMAW. Gambar 07. Perangkat mesin las GMAW.
Mesin GMAW dibagi menjadi 3 tipe cara penyetelan, yaitu : Mesin GMAW dibagi menjadi 3 tipe cara penyetelan, yaitu : 1)
1) Tipe Tipe penyetelanpenyetelan semiautomatic semiautomatic dengan menggunakandengan menggunakan Constant Speed Constant Speed Feeder.
Feeder.
Gambar 08. Mesin Las GMAW dengan
Gambar 08. Mesin Las GMAW dengan Constant Speed Feeder.Constant Speed Feeder.
Nama komponen dari gambar di atas antara lain : Nama komponen dari gambar di atas antara lain :
1.
1. Constant Constant Voltage Voltage (CV)(CV) Welding Power Source Welding Power Source 2.
2. Contactor Contactor Control Control / / Power Power CordCord 3.
3. Weld Weld Cable Cable to to feederfeeder 4.
4. Ground Ground Cable Cable to to WorkpieceWorkpiece 5. Workpiece
5. Workpiece 6.
6. Welding Welding GunGun 7.
7. Constant Constant Speed Speed Wire Wire FeederFeeder 8. ElectrodeWire
8. ElectrodeWire 9.
2)
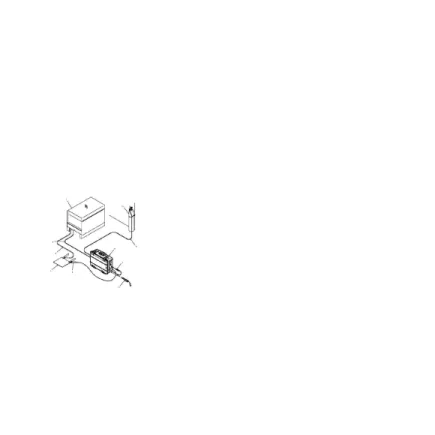
2) Tipe penyetelanTipe penyetelan semiautomatic semiautomatic dengan menggunakandengan menggunakan Voltage-Sensing Voltage-Sensing Feeder.
Feeder.
Yang membedakan tipe pengaturannya terdapat pada pengaturan
Yang membedakan tipe pengaturannya terdapat pada pengaturan wire feed wire feed speed,
speed, pengaturan arus danpengaturan arus dan voltage.voltage.
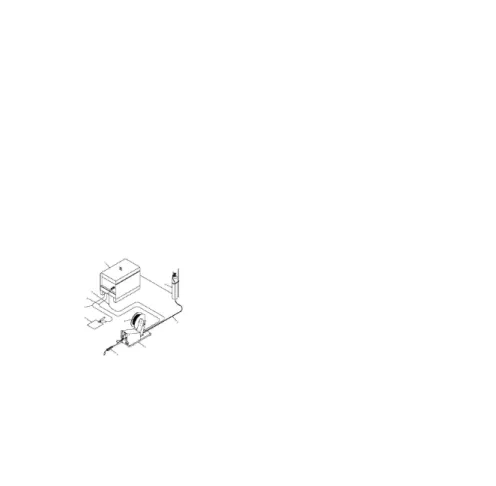
Gambar 09. Mesin Las GMAW dengan
Gambar 09. Mesin Las GMAW dengan Voltage-Sensing Feeder.Voltage-Sensing Feeder.
Nama komponen dari gambar di atas antara lain : Nama komponen dari gambar di atas antara lain :
1.
1. Constant Constant Current Current (CC-DC)(CC-DC) Constant Voltage (CV) Constant Voltage (CV) Welding Power Source Welding Power Source 2.
2. Weld Weld Cable Cable to to FeederFeeder 3.
3. Ground Ground Cable Cable to to WorkpieceWorkpiece 4. Workpiece
4. Workpiece 5.
5. Voltage-Sensing Voltage-Sensing ClampClamp 6.
6. Welding Welding GunGun 7.
7. Gun Gun Trigger Trigger ReceptacleReceptacle 8.
8. Voltage-Sensing Voltage-Sensing Wire Wire FeederFeeder 9.
9. Gas Gas HoseHose 10.
3)
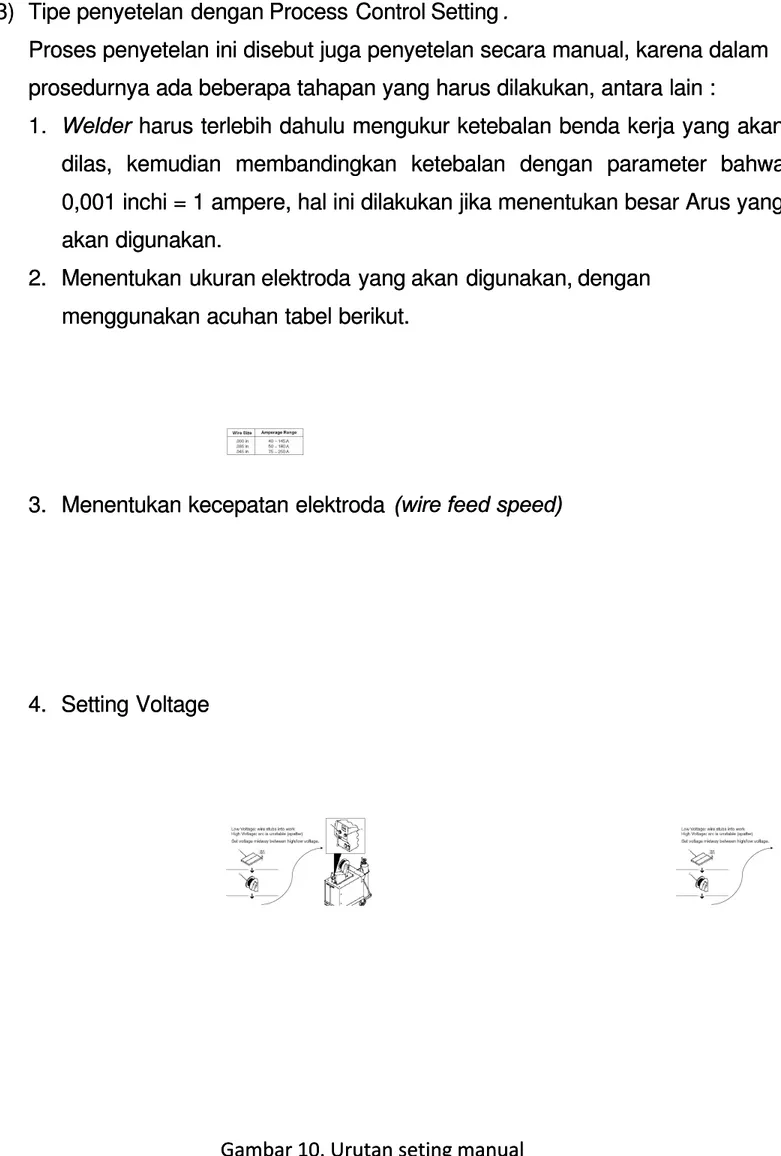
3) Tipe Tipe penyetelan dengan penyetelan dengan Process Control Process Control SettingSetting..
Proses penyetelan ini disebut juga penyetelan secara manual, karena dalam Proses penyetelan ini disebut juga penyetelan secara manual, karena dalam prosedurnya ada beberapa tahapan yang harus dilakukan, antara lain :
prosedurnya ada beberapa tahapan yang harus dilakukan, antara lain : 1.
1. Welder Welder harus terlebih dahulu mengukur ketebalan benda kerja yang akanharus terlebih dahulu mengukur ketebalan benda kerja yang akan dilas, kemudian membandingkan ketebalan dengan parameter bahwa dilas, kemudian membandingkan ketebalan dengan parameter bahwa 0,001 inchi = 1 ampere, hal ini dilakukan jika menentukan besar Arus yang 0,001 inchi = 1 ampere, hal ini dilakukan jika menentukan besar Arus yang akan digunakan.
akan digunakan. 2.
2. Menentukan ukuran Menentukan ukuran elektroda yang elektroda yang akan digunakan, akan digunakan, dengandengan menggunakan acuhan tabel berikut.
menggunakan acuhan tabel berikut.
3.
3. Menentukan Menentukan kecepatan kecepatan elektrodaelektroda (wire feed speed)(wire feed speed)
4.
4. Setting Setting VoltageVoltage
Gambar
4.
4. Gas Gas PelindungPelindung
Bagan di bawah ini akan menerangkan macam-macam gas pelindung yang Bagan di bawah ini akan menerangkan macam-macam gas pelindung yang digunakan pada pengelasan GMAW.
digunakan pada pengelasan GMAW.
Gas mulia seperti, Argon dan helium atau campuran keduanya. Gas mulia seperti, Argon dan helium atau campuran keduanya. Campuran ini dapat 50%-50% atau 75%-25%. Dengan menggunakan gas Campuran ini dapat 50%-50% atau 75%-25%. Dengan menggunakan gas pelindung ini, dapat dilakukan pengelasan pada jenis logam seperti, pelindung ini, dapat dilakukan pengelasan pada jenis logam seperti, aluminium dan aluminium paduan, stainless steel, nikel dan tembaga.
aluminium dan aluminium paduan, stainless steel, nikel dan tembaga.
Gas pelindung campuran 25% CO2 dan 75% Argon, dapat digunakan Gas pelindung campuran 25% CO2 dan 75% Argon, dapat digunakan untuk melindungi pengelasan baja paduan dan baja kekuatan tinggi serta untuk melindungi pengelasan baja paduan dan baja kekuatan tinggi serta stainless steel akan dipermudah.
5.
5. Logam Yang Logam Yang Dapat Dilas Dengan Dapat Dilas Dengan Las Gas Las Gas Metal Berikut Dengan Metal Berikut Dengan Jenis KawatJenis Kawat Lasnya
Lasnya
Logam-Logam-logamlogam yang dapat dilas dengan las gas metal adalahyang dapat dilas dengan las gas metal adalah aluminiumaluminium dan paduannya, magnesium paduan, tembaga dan paduannya, nikel dan dan paduannya, magnesium paduan, tembaga dan paduannya, nikel dan paduannya, titanium dan paduannya, baja tahan karat austenit, serta baja karbon paduannya, titanium dan paduannya, baja tahan karat austenit, serta baja karbon dengan kadar karbon rendah serta baja karbon paduan rendah maupun baja karbon dengan kadar karbon rendah serta baja karbon paduan rendah maupun baja karbon dengan kekuatan yang lebih tinggi. Tabel 1 di
dengan kekuatan yang lebih tinggi. Tabel 1 di bawah memberikan data baik jenisbawah memberikan data baik jenis bahan dasar yang akan dilas dengan
bahan dasar yang akan dilas dengan bahan tambah yang akan diberikan berikutbahan tambah yang akan diberikan berikut dengan klasifikasi AWS, ukuran elektroda, berikut dengan arus yang akan digunakan. dengan klasifikasi AWS, ukuran elektroda, berikut dengan arus yang akan digunakan. Klasifikasi Bahan dan Elektroda dalam Las Gas Metal 1:
Klasifikasi Bahan dan Elektroda dalam Las Gas Metal 2: Klasifikasi Bahan dan Elektroda dalam Las Gas Metal 2:
Keterangan :
Keterangan :22 Mode pemindahan pancar,Mode pemindahan pancar,33 Merk Nikel.Merk Nikel. 6.
6. GMAW GMAW torchestorches
Pemilihan Gun atau torch untuk mengelas GMAW harus memperhatikan : Pemilihan Gun atau torch untuk mengelas GMAW harus memperhatikan : 1)
1) Jenis Proses Jenis Proses Pengelasan : Pengelasan : semiautomatic, hard automation or semiautomatic, hard automation or roboticrobotic automation.
automation. 2)
2) Besarnya arus Besarnya arus yang digunakan yang digunakan untuk mengelas dan untuk mengelas dan kapasitas dari torch.kapasitas dari torch. 3)
3) Gas Gas pelindung pelindung yang yang digunakan.digunakan. 4)
Gambar 12. Torch dari Mesin Las GMAW Gambar 12. Torch dari Mesin Las GMAW
Bentuk
Bentuk sambungansambungan yang akan dilas akan mempengaruhi bentuk nozzleyang akan dilas akan mempengaruhi bentuk nozzle yang kan dipakai di dalam pengelasan. Untuk pengelasan sambungan
yang kan dipakai di dalam pengelasan. Untuk pengelasan sambungan tumpultumpul biasa digunakan nozzle yang lurus tetapi untuk pengelasan dengan model sudut, biasa digunakan nozzle yang lurus tetapi untuk pengelasan dengan model sudut, perlu digunakan model yang sesuai untuk itu. Gambar 12 di
perlu digunakan model yang sesuai untuk itu. Gambar 12 di bawah menunjukkanbawah menunjukkan macam-macam bentuk nozzle yang sesuai untuk
macam-macam bentuk nozzle yang sesuai untuk pengelasan bentuk khusus.pengelasan bentuk khusus.
Gambar 13. Nozzle untuk Pengelasan Ikat dan Spot A dan B Nozzle standar untuk Las Gambar 13. Nozzle untuk Pengelasan Ikat dan Spot A dan B Nozzle standar untuk Las
Spot dan Ikat, C Nozzle untuk Las Ikat Outside Corner dan Spot, Spot dan Ikat, C Nozzle untuk Las Ikat Outside Corner dan Spot,
D Nozzle untuk Las Ikat Inside Corner dan Spot D Nozzle untuk Las Ikat Inside Corner dan Spot
Pengesetan
Pengesetan mesinmesin las gas metal dilakukan dengan pertama kalilas gas metal dilakukan dengan pertama kali memasang erat perangkat pembakar las dan kabel masa pada posisinya.
memasang erat perangkat pembakar las dan kabel masa pada posisinya. PerangkatPerangkat pembakar las dihubungkan dengan kutub positip dan kabel
pembakar las dihubungkan dengan kutub positip dan kabel masa dihubungkanmasa dihubungkan dengan kutub negatip. Seluruh hubungan antara
dengan kutub negatip. Seluruh hubungan antara selang gas dan selang airselang gas dan selang air diperiksa ikatannya apakah cukup erat
diperiksa ikatannya apakah cukup erat terpasang pada tempat yang telahterpasang pada tempat yang telah disediakan. Hubungkan seluruh bagian mesin, sistem kendali maupun motor disediakan. Hubungkan seluruh bagian mesin, sistem kendali maupun motor penggerak kawat, gas lindung pada tempat jaringan yang tersedia. Pemasangan penggerak kawat, gas lindung pada tempat jaringan yang tersedia. Pemasangan kawat gulungan pada motor penggerak dibuat sebagaimana yang ada pada gambar kawat gulungan pada motor penggerak dibuat sebagaimana yang ada pada gambar di bawah ini.
di bawah ini.
Gambar 14
Gambar 15.
7.
7. Proses Proses Pengelasan Pengelasan GMAWGMAW a.
a. Carbon Carbon and and Low Alloy Low Alloy SteelsSteels
Menurut AWS A5.18 Elektroda yang digunakan pada pengelasan
Menurut AWS A5.18 Elektroda yang digunakan pada pengelasan carbon and low carbon and low alloy steels
alloy steels adalah elektroda yang solid dengan kode “S”, yang diklasifikasikanadalah elektroda yang solid dengan kode “S”, yang diklasifikasikan sebagai berikut :
sebagai berikut : 1)
1) Elektroda Elektroda E E 70S-270S-2
Elektroda ini termasuk elektroda solid yang mempunyai sifat deoksidator Elektroda ini termasuk elektroda solid yang mempunyai sifat deoksidator yang besar, oleh karena itu elektoda ini dapat digunakan untuk pengelasan yang besar, oleh karena itu elektoda ini dapat digunakan untuk pengelasan baja
baja yang yang permukaannya permukaannya kotor. kotor. Gas Gas pelindung pelindung yang yang digunakan digunakan yaituyaitu campuran Argon-oksigen-karbondioksida (CO
campuran Argon-oksigen-karbondioksida (CO22). Sistem pemindahan logam). Sistem pemindahan logam
yang umum digunakan adalah
yang umum digunakan adalah short circuit short circuit .. 2)
2) Elektroda Elektroda E E 70S-370S-3
Elekroda ini mengandung bahan deoksidator mangaan dan silicon. Gas Elekroda ini mengandung bahan deoksidator mangaan dan silicon. Gas pelindung yang digunakan dapat karbon dioksida (
pelindung yang digunakan dapat karbon dioksida ( atau campuranatau campuran Argon-oksigen. Elektroda ini digunakan pada perusahaan konstrksi dengan Argon-oksigen. Elektroda ini digunakan pada perusahaan konstrksi dengan
beberapa jalur yang berlapis-lapis, bila digunakan pada pengelasan baja beberapa jalur yang berlapis-lapis, bila digunakan pada pengelasan baja killed dan baja semikilled.
killed dan baja semikilled. 3)
3) Elektroda Elektroda E E 70S-470S-4
Elektroda ini kawatnya banyak mengandung silicon dan bila digunakan dalam Elektroda ini kawatnya banyak mengandung silicon dan bila digunakan dalam pengelasan akan menghasilkan deposit logam las yang mempunyai kekuatan pengelasan akan menghasilkan deposit logam las yang mempunyai kekuatan tarik sangat tinggi, daripada ketiga jenis elektroda las yang telah disebutkan tarik sangat tinggi, daripada ketiga jenis elektroda las yang telah disebutkan diatas. Gas pelindung yang digunakan adalah karbon dioksida (
diatas. Gas pelindung yang digunakan adalah karbon dioksida ( dan gasdan gas yang lain tetapi busur nyalanya panjang.
yang lain tetapi busur nyalanya panjang. 4)
4) Elektroda Elektroda E E 70S-670S-6
Elektroda tipe ini mengandung sejumlah unsure silicon dan ada tambahan Elektroda tipe ini mengandung sejumlah unsure silicon dan ada tambahan maangan. Hasil pengelasan akan memiliki gaya tumbuk yang besar bila maangan. Hasil pengelasan akan memiliki gaya tumbuk yang besar bila digunakan gas pelindung karbon dioksida. Elektroda E 70S-6 dapat digunakan gas pelindung karbon dioksida. Elektroda E 70S-6 dapat digunakan pada pengelasa baja rim dan bahan plat dengan arus yang tinggi, digunakan pada pengelasa baja rim dan bahan plat dengan arus yang tinggi, jalur yang dihasilkan cukup bagus dan halus. Elektroda ini dapat digunakan jalur yang dihasilkan cukup bagus dan halus. Elektroda ini dapat digunakan dengan berbagai macam posisi dengan system pemindahan logam short dengan berbagai macam posisi dengan system pemindahan logam short circuit.
circuit. 5)
5) Elektroda Elektroda E E 70-G 70-G (general)(general)
Klasifikasi elektroda ini termasuk klasifikasi elektroda solid, tetapi tidak Klasifikasi elektroda ini termasuk klasifikasi elektroda solid, tetapi tidak termasuk elektroda dengan bahan mild steel. Elektroda ini termasuk termasuk elektroda dengan bahan mild steel. Elektroda ini termasuk elektroda dengan bahan paduan.
elektroda dengan bahan paduan. 6)
6) Elektroda Elektroda E E 70S-1B70S-1B
Elektroda ini mempunyai komposisi kimia yang cukup sebagai deoksidator, Elektroda ini mempunyai komposisi kimia yang cukup sebagai deoksidator, untuk mengurangi keropos bila menggunakan gas pelindung (
untuk mengurangi keropos bila menggunakan gas pelindung ( . Elektroda. Elektroda ini mempunyai kualitas yang bagus bila dilakukan pengetesan dengan sinar ini mempunyai kualitas yang bagus bila dilakukan pengetesan dengan sinar X. Elektroda ini dapat digunkan untuk pengelasan dengan semua posisi, X. Elektroda ini dapat digunkan untuk pengelasan dengan semua posisi, dengan satu jalur atau beberapa jalur las yang berlapis-lapis seperti elektroda dengan satu jalur atau beberapa jalur las yang berlapis-lapis seperti elektroda E 70S-6, elektroda ini dapat digunakan pada pengelasan logam yang E 70S-6, elektroda ini dapat digunakan pada pengelasan logam yang permukaannya kotor.
b.
b. Stainless Stainless SteelsSteels
Pengelasan stainless steel dapat dilakukan dengan las MIG dengan micro Pengelasan stainless steel dapat dilakukan dengan las MIG dengan micro wire / elektroda micro 0,035 in. Cara ini akan mempercepat hasil pengelasan dan wire / elektroda micro 0,035 in. Cara ini akan mempercepat hasil pengelasan dan menghasilkan deposit logan yang berkualitas cukup baik.
menghasilkan deposit logan yang berkualitas cukup baik.
Cara-cara pengelasan stainless steel ini sama dengan pengelasan logam Cara-cara pengelasan stainless steel ini sama dengan pengelasan logam yang lain, dalam kondisi yang sama.
yang lain, dalam kondisi yang sama.
Gas pelindung yang digunakan dalam pengelasan stainless steel adalah Gas pelindung yang digunakan dalam pengelasan stainless steel adalah argon dengan campuran 1-5% oksigen. Gas ini terutama digunakan pada posisi argon dengan campuran 1-5% oksigen. Gas ini terutama digunakan pada posisi di bawah tangan.
di bawah tangan.
Untuk pengelasan pada semua posisi maka dapat digunakan gas Untuk pengelasan pada semua posisi maka dapat digunakan gas pelindung campuran 75% argon dan 25% CO
pelindung campuran 75% argon dan 25% CO22. Penggunaan gas pelindung CO. Penggunaan gas pelindung CO22
ini digunakan bila ketahanan korosi tidak sangat diperlukan karena pengelasan ini digunakan bila ketahanan korosi tidak sangat diperlukan karena pengelasan dengan gas ini hasil las-lasannya tidak begitu tahan terhadap korosi. Utuk dengan gas ini hasil las-lasannya tidak begitu tahan terhadap korosi. Utuk menghasilkan pengelasan yang bersih pada pengelasan semua posisi terutama menghasilkan pengelasan yang bersih pada pengelasan semua posisi terutama pada sambungan tumpang dan fillet, digunakan canpuran 90% helium, 7,5% pada sambungan tumpang dan fillet, digunakan canpuran 90% helium, 7,5% argon dan 2,5% CO
argon dan 2,5% CO22..
c.
c. Aluminum Aluminum AlloysAlloys
Bila dalam pengelasan GMAW telah mendapatkan ketrampilan yang Bila dalam pengelasan GMAW telah mendapatkan ketrampilan yang cukup dalam pengelasan baja dan baja paduan rendah, maka selanjutnya cukup dalam pengelasan baja dan baja paduan rendah, maka selanjutnya pengelasan dengan logam non ferro, mislnya aluminium, magnesium, dan pengelasan dengan logam non ferro, mislnya aluminium, magnesium, dan stainless yang telah distandarkan untuk pengelasan GMAW tidak akan stainless yang telah distandarkan untuk pengelasan GMAW tidak akan mengaklami kesulitan. Pengelasan secara manual pada aluminium dilakukan mengaklami kesulitan. Pengelasan secara manual pada aluminium dilakukan pada ketebalan 1/8 inchi atau lebih. Aluminium dengan ketebalan kurang dari 1/8 pada ketebalan 1/8 inchi atau lebih. Aluminium dengan ketebalan kurang dari 1/8 inchi atau 3/2 inchi akan sulit dilas, karena penetrasi dan distorsinya sulit inchi atau 3/2 inchi akan sulit dilas, karena penetrasi dan distorsinya sulit dikontrol.
dikontrol.
Pengelasan otomatis biasanya dilakukan bila posisinya memungkinkan, Pengelasan otomatis biasanya dilakukan bila posisinya memungkinkan, seperti peda pengelasan dibawah tangan dan horizontal. Bila dibandingakan seperti peda pengelasan dibawah tangan dan horizontal. Bila dibandingakan dengan las GTAW, maka las ini akan lebih mudah digunakan pada pengelasan dengan las GTAW, maka las ini akan lebih mudah digunakan pada pengelasan aluminium dari pada dengan las GMAW.
Bahan tambah yang digunakan untuk pengelasan aluminium dapat dilihat Bahan tambah yang digunakan untuk pengelasan aluminium dapat dilihat dalam table. Kesalahan dalam memilih elektroda yang digunakan akan dalam table. Kesalahan dalam memilih elektroda yang digunakan akan memungkinkan hasil pengelasan akan kuat atau sebaliknya akan retak. memungkinkan hasil pengelasan akan kuat atau sebaliknya akan retak. Elektroda yang digunakan dalampengelasan ini harus bersih, komposisi Elektroda yang digunakan dalampengelasan ini harus bersih, komposisi kimiadan sifat-sifat mekanis harus sesuai dengan bahan yang akan dilas. Seperti kimiadan sifat-sifat mekanis harus sesuai dengan bahan yang akan dilas. Seperti pada pengelasan logam yang lain maka sebelum melakukan pengelasan, bagian pada pengelasan logam yang lain maka sebelum melakukan pengelasan, bagian yang akan dilas dan sekitarnya harus dibersihkan dahulu. Dengan demikian yang akan dilas dan sekitarnya harus dibersihkan dahulu. Dengan demikian maka hasil pengelasan bias lebih homogeny dan kemungkina keropos dapat maka hasil pengelasan bias lebih homogeny dan kemungkina keropos dapat dikurangai. Bahan kimia yang dapat digunakan untuk membersihkan aluminium dikurangai. Bahan kimia yang dapat digunakan untuk membersihkan aluminium ialah larutan 5% sodium hydroksida, yang dipanaskan sampai temperature ialah larutan 5% sodium hydroksida, yang dipanaskan sampai temperature 150ºF. Setelah bagian yang akan dilas itu dicelupkan kurang lebih satu menit, 150ºF. Setelah bagian yang akan dilas itu dicelupkan kurang lebih satu menit, maka selanjutnya bahan itu dibersihkan dengan air dingin.
maka selanjutnya bahan itu dibersihkan dengan air dingin.
Posisi pengelasan aluminum pada sambunga tumpang untuk plat yang Posisi pengelasan aluminum pada sambunga tumpang untuk plat yang berbeda hamper sama dengan proses pengelasan pada umumnya. Akan tetapi berbeda hamper sama dengan proses pengelasan pada umumnya. Akan tetapi untuk teknik pengelasan sambungan “T” (fillet) ada 2 macam, yaitu Straigh untuk teknik pengelasan sambungan “T” (fillet) ada 2 macam, yaitu Straigh Progression Weld dan A Back Step Technique weld.
8.
8. Peralatan Peralatan Keselamatan Kerja Keselamatan Kerja yang yang digunakan digunakan dalam dalam mengelas mengelas GMAWGMAW 1.
1. Kaca Kaca mat mat alas alas (topeng (topeng las)las) 2.
2. Apron Apron (pakaian (pakaian pelindung)pelindung) 3.
3. Sepatu Sepatu SafetySafety 4.
4. Sarung Sarung tangan tangan laslas 5. Masker
5. Masker 6. Helm 6. Helm
Daftar Pustaka Daftar Pustaka
Hand Book of Guidelines For Gas Metal Arc Welding (GMAW). International Hand Book of Guidelines For Gas Metal Arc Welding (GMAW). International
Headquarters
Headquarters−−USA. 2007 USA. 2007
GMAW Welding Guide. LINCOLN INTERNATIONAL HEADQUARTERS. ASIA PACIFIC GMAW Welding Guide. LINCOLN INTERNATIONAL HEADQUARTERS. ASIA PACIFIC
SingaporePhone: 65 6773 6689 SingaporePhone: 65 6773 6689
Sugiyono, Dr. 2002.
Sugiyono, Dr. 2002. Las TIG dan MIG (Tungsten Inert Gas & Metal Inert Gas).Las TIG dan MIG (Tungsten Inert Gas & Metal Inert Gas). AlfabetaAlfabeta : Bandung