LAPORAN PRAKTIKUM PROSES PRODUKSI II
“PENGELASAN DAN ELEKTROPLATING”
Disusun untuk Menyelesaikan Mata Kuliah Praktikum Proses Produksi II
Dosen Pengampu:
Nani Mulyaningsih, S.T., M.Eng.
Disusun oleh:
Nama :
Irvan Usman Nur Rais
NPM :
1510502006
PROGRAM STUDI S1 TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS TIDAR
2017
ii
KATA PENGATAR
Puji syukur saya ucapkan atas kehadirat Allah SWT, karena dengan rahmat dan karunia-Nya saya masih diberi kesempatan untuk menyelesaikan tugas laporan ini. Tidak lupa juga saya ucapkan terima kasih kepada dosen PRAKTIKUM PROSES PRODUKSI II Nani Mulyaningsih, S.T, M.Eng. yang telah membimbing saya agar dapat mengerti tentang bagaimana cara menyusun laporan ini. Laporan ini disusun agar pembaca dapat memperluas ilmu tentang teknologi dasar kegiatan produksi khusunya pada bidang pengelasan dan elektroplating, yang saya sajikan berdasarkan praktik yang telah di lakukan. Dengan penuh kesabaran laporan ini dapat terselesaikan. Semoga laporan ini dapat bermanfaat bagi mahasiswa, khususnya pada diri saya sendiri dan semua yang membaca laporan ini, dan mudah-mudahan juga dapat memberikan wawasan yang lebih luas kepada pembaca.
Dalam penyelesaian tugas ini kami banyak menerima bantuan dan dukungan dari banyak pihak, dan kesempatan ini kami berterimakasih kepada :
1. Kedua orang tua kami yang telah memberikan kasih sayang dan dukungan baik Moril maupun Materiil sehingga kami dapat menyelesaikan laporan akhir ini. 2. Pihak-pihak yang terkait dalam pembuatan laporan ini.
Akhir kata saya sebagai penulis berharap semoga laporan ini dapat bermanfaat bagi para pembaca. Dari kami mungkin masih ada kekurangan dan kesalahan, oleh karena itu kritik dan saran yang sifatnya membangun sangat kami harapkan demi kesempurnaan praktik ini.
Magelang, 14 Maret 2017
iii DAFTAR ISI
KATA PENGANTAR ... ... ii
DAFTAR ISI ... ... iii
I. PENDAHULUAN ... ... 1
1.1.Latar Belakang ... ... 1
1.2.Rumusan Masalah ... ... 2
1.3.Tujuan Umum ... ... 2
1.4.Tujuan Khusus ... ... 2
1.5.Sistematika Penulisan Laporan ... ... 2
II. PENGELASAN ... ... 2
2.1.Teori Pengelasan ... ... 2
2.2.Alat dan Bahan ... ... 4
2.3.Perlengkapan dan Keselamatan Kerja ... ... 4
2.4.Pengaruh Posisi Pengelasan ... ... 4
2.5.Cara Pengelasan ... ... 5
III. ELEKTROPLATING ... ... 6
3.1.Teori Elektroplating ... ... 6
3.2.Karakteristik Elektroplating ... ... 8
3.3.Rumus-Rumus yang Digunakan ... ... 8
3.4.Faktor yang Mempengaruhi Lapisan ... ... 9
3.5.Alat-alat ... ... 9
3.6.Bahan-bahan ... ... 10
3.7.Perlengkapan dan Keselamatan Kerja ... ... 10
IV. PROSES KERJA ... ... 11
4.1.Pengelasan ... ... 11
4.2.Elektroplating ... ... 12
V. KESIMPULAN DAN SARAN ... ... 13
5.1.Kesimpulan ... ... 13
5.2.Saran ... ... 14
DAFTAR PUSTAKA ... ... 14
1
I. PENDAHULUAN
1.1. Latar Belakang
Teknik mesin diarahkan untuk menjawab kebutuhan industtri nasional akan sarjana rekayasa material yang memiliki kemampuan pada bidang proses produksi, proses operasi yang efisien dan efektif untuk menuju yang terbaik (excellence). Ilmu proses produksi II merupakan ilmu yang mempelajari tentang teknologi dasar kegiatan produksi khususnya pada bidang pengelasan dan elektroplating. Selain mempelajari tentang definisi dari proses tersebut juga menerangkan cara penggunaan atau pengoperasiannya.
Pengelasan merupakan salah satu bagian yang tak terpisahkan dari proses manufaktur. Proses manufaktur lainnya yang dikenal antara lain proses-proses pengecoran (Metal Chasting), pembentukan (Metal Farming), Permesinan (Machining), dan metalurgi serbuk (Powder
metalurgi). Produk produk dengan bentuk yang rumit dan berukuran besar dapat dibentuk dengan teknik pengecoran. Produk-produk seperti pipa, plat dan lembaran. Proses pengelasan pada prinsipnya adalah menyambungkan dua atu lebih komponen, lebih dapat ditunjukan untuk merakit (Assembly) beberapa komponen menjadi bentuk mesin. Komponen yang dirakit mungkin saja dari hasil pengecoran, pembentukan, atau permesinan, baik dari logam yang sama maupun berbeda. Pengelasan suatu teknik
penyambungan logam dengan cara, mencairkan sebagian logam induk dengan logam pengisi, dengan atau tanpa takanan dan dengan kontinu.
Sedangkan proses elektroplating ditujukan untuk berbagai keperluan, mulai dari perlindungan terhadap karat seperti pada pelapisan seng pada besi baja uyang digunakan untuk berbagai keperluan bahan bangunan dan konstruksi. Pelapisan nikel dan khrom umumnya ditujukan untuk menjadikan benda mempunyai permukaan lebih keras dan
2 Setelah mengetahui dan memahami teknologi tersebut, maka pengetahuan akan penggunaan dapat diketahui dan maintenance dapat dilakukan dengan baik, dengan pemahaman yang lebih dapat
mengoptimalkan solusi dalam menghadapi hambatan-hambatan yang ada selama kegiatan produksi tersebut berlangsung.
1.2. Rumusan masalah
Laporan ini dibuat untuk memecahkan permasalahan sebagai berikut: 1. Bagaimana cara pengelasan yang baik sebelum dan sesudah proses
pengelasan menggunakan mesin las SMAW(Shielded Metal Arc Welding).
2. Bagaimana cara mem-plating yang baik, sebelum dan sesudah proses elektroplating.
1.3. Tujuan umum
1. Untuk mengetahui komponen, cara kerja, dan proses pengelasan menggunakan las mesin las SMAW(Shielded Metal Arc Welding). 2. Untuk mengetahui komponen, cara kerja, dan proses plating
menggunakan elektroplating.
3. Untuk melatih keterampilan mahasiswa dalam bidang pengelasan dan elektroplating.
4. Untuk melatih mahasiswa mengerjakan sesuai lembar kerja dan dapat meneyelesaikan tepat waktu.
1.4. Tujuan khusus
“Untuk menyelesaikan mata kuliah Praktikum Proses Produksi II”
1.5. Sistematika penulisan
II. PENGELASAN
2.1. Teori Pengelasan
Pengelasan merupakan penyambungan dua bahan atau lebih yang didasarkan pada prinsip-prinsip proses difusi, sehingga terjadi penyatuan bagian bahan yang disambung. Kelebihan sambungan las adalah
konstruksi ringan, dapat menahan kekuatan yang tinggi, mudah
pelaksanaannya, serta cukup ekonomis. Namun kelemahan yang paling utama adalah terjadinya perubahan struktur mikro bahan yang dilas, sehingga terjadi perubahan sifat fisik maupun mekanis dari bahan yang dilas.
3 Jauh sebelumnya, penyambungan logam dilakukan dengan
memanasi dua buah logam dan menyatukannya secara bersama. Logam yang menyatu tersebut dikenal dengan istilah fusion. Las listrik merupakan salah satu yang menggunakan prinsip tersebut.
Gambar 2.1. Rangkaian Mesin Las Listrik
Pada las lstrik, arus listrik dibangkitkan oleh generator dan
dialirkan melalui kabel ke sebuah alat yang menjepit elektroda diujungnya, yaitu suatu logam batangan yang dapat menghantarkan listrik dengan baik. Ketika arus listrik dialirkan, elektroda disentuhkan ke benda kerja dan kemudian ditarik ke belakang sedikit, arus listrik tetap mengalir melalui celah sempit antara ujung elektroda dengan benda kerja. Arus yang mengalir ini dinamakan busur (arc) yang dapat mencairkan logam.
Terkadang dua logam yang disambung dapat menyatu secara langsung, namun terkadang masih diperlukan bahan tambahan lain agar deposit logam lasan terbentuk dengan baik, bahan tersebut disebut bahan tambah (filler metal). Filler metal biasanya berbentuk batangan, sehingga biasa dinamakan welding rod (Elektroda las). Pada proses las, welding rod dibenamkan ke dalam cairan logam yang tertampung dalam suatu
cekungan yang disebut welding pool dan secara bersama-sama membentuk deposit logam lasan, cara seperti ini dinamakan Las Listrik atau SMAW (Shielded metal Arch welding), lihat gambar 2.1.
Sebagian besar logam akan berkarat (korosi) ketika bersentuan dengan udara atau uap air, sebagai contoh adalah logam besi mempunyai karat, dan alumunium mempunyai lapisan putih di permukaannya.
Pemanasan dapat mempercepat proses korosi tersebut. Jika karat, kotoran, atau material lain ikut tercampur ke dalam cairan logam lasan dapat menyebabkan kekroposan deposit logam lasan yang terbentuk sehingga menyebabkan cacat pada sambungan las.
4
2.2. Alat dan Bahan
1. Satu unit mesin las listrik, terdiri dari: - Mesin las lsitrik.
- Elektroda.
- Tang penjepit elektroda.
- Kabel (elektroda, massa, dan tenaga). 2. Palu. 3. Gerinda amplas. 4. Gerinda potong. 5. Sikat baja. 6. Meteran. 7. Gergaji. 8. Dempul. 9. Kuas cat. 10.Penggaris siku. 11.Vernier caliper.
12.Alat-alat kerja bangku bila diperlukan. 13.Benda kerja (besi berongga persegi). 14.Cat.
2.3. Perlengkapan dan Keselamatan Kerja
1. Wearpack. 2. Sarung tangan. 3. Masker. 4. Kaca mata. 5. Topeng las. 6. Sepatu safety.
2.4. Pengaruh Posisi pengelasan
Sebagian besar pekerjaan las dilakukan dengan proses LSW (Liquid state welding) atau proses las dalam kondisi cair. Proses las yang dilakukan dengan kondisi cair ini, posisi saat pengelasan berlangsung sangat berpengaruh terhadap bentuk deposit logam las yang terbentuk. Tidak semua juru las mahir di semua posisi, posisi di bawah tangan (down hand) merupakan posisi yang paling mudah untuk dilakukan, namun ketika mengelas pipa logam dengan posisi miring akan sangat sulit dilakukan. Juru las yang dapat melakukan pengelasan ini adalah juru las kelas satu yang dilengkapi dengan sertifikat standar internasional.
Dalam dunia industri posisi las diberi kode tertentu agar pada saat pengelasan dilakukan tidak terjadi kekeliruan menentukan juru las dan prosedur pengelasan. Ada dua sistim pengkodean yang banyak dikenal, yaitu sistim yang ditetapkan oleh American Welding Society (AWS) dan sistim International Standard Organisation (ISO).
5 Berdasarkan kode yang ditetapkan oleh AWS, posisi las dikaitkan pada jenis teknik sambungan las, jika sambungan berkampuh (groove) maka kode posisinya dengan huruf G, untuk posisi down-hand 1G, horisontal 2G, vertikal 3G, over-head 4G, pipa dengan sumbu horisontal 5G, dan pipa miring 45° 6G. Jika sambungan las tidak berkampuh/tumpul (fillet) maka kodenya adalah F, untuk posisi down-hand 1F, horisontal 2F, vertikal 3F, dan over-head 4F.
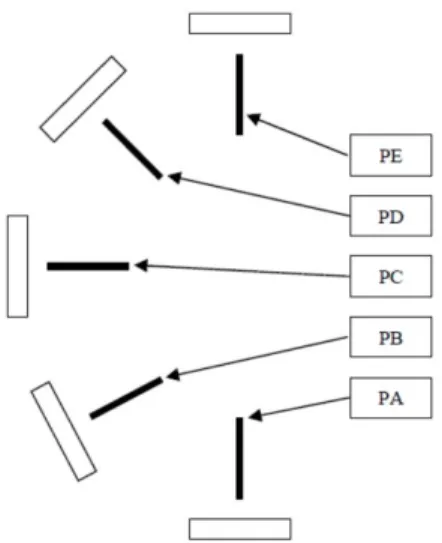
Sistim kode posisi las yang ditetapkan ISO berbeda dengan AWS. Kode posisi las menurut ISO didasarkan pada posisi elektroda saat
pengelasan dilakukan, untuk pengelasan plat diberi kode PA, PB, PC, PD, dan PE, sedangkan pengelasan pipa naik PF dan pipa turun PG, lihat Gambar 2.2 dan 2.3.
Gambar 2.2. Kode ISO Posisi Las Flat
Gambar 2.3. Kode ISO Posisi Las Pipa
2.5. Cara Pengelasan
1. Memasang klem massa pada terminal negatf (-) dan tang pemegang elektroda pada terminal positif (+).
6 2. Memilih ampere sesuai dengan benda kerja yang akan dilas. Semakin besar ampere semakin besar juga panas yang dihasilkan yang membuat benda kerja mudah berlubang.
3. Menjepit elektroda pada tang.
4. Menggunakan kacamata las sebelum melakukan pemgelasan karena sinar ultraviolet sangat berbahaya bagi mata.
5. Menjepit tang massa pada benda kerja yang akan dilas,. 6. Meletakkan elektroda pada benda kerja yang akan dilas
7. Jika sudah kemudian membersihkan fluks yang membungkus hasil pengelasan dengan menggunakan sikat kawat. Pukul dengan palu dan sikat untuk mendapatkan hasil las yang bagus.
III. ELEKTROPLATING
3.1. Teori Elektroplating
Elektroplating (electroplating) atau pelapisan listrik atau
penyepuhan, merupakan salah satu proses pelapisan bahan padat dengan lapisan logam menggunakan bantuan arus listrik melalui suatu elektrolit. Benda yang dilakukan pelapisan harus merupakan konduktor atau dapat menghantarkan arus listrik.
Pelapisan logam merupakan bidang yang amat luas dan dalam, serta menjadi salah satu penerapan teknologi elektrokimia. Kaitannya sangat erat dengan iptek bahan, kimia permukaan, kimia fisik sampai keteknikannya. Elektroplating dekoratif-protektif biasanya bertujuan agar penampilan barangnya lebih memikat dan mempesona. Kalau
elektroplating rekayasa, memberikan produk yang menghasilkan sifat tertentu bagi permukaan, misalnya dapat/tidaknya disolder, ketahanan ausnya, keterpantulan dan sebagainya maka dikenal sebagai coating fungsional.
Kegunaan elektroplating yaitu: - Untuk meningkatkan penampilan, - Memberikan perlindungan,
7 - Meningkatkan sifat khusus,
- Meningkatkan sifat mekanis.
Pada prinsipnya, pelapisan logam dengan cara lapis listrik merupakan rangkaian dari arus listrik, elektroda ( anoda dan katoda ), larutan elektrolit dan benda kerja ditempatkan sebagai katoda.
Keempat gugusan ini disusun sedemikian rupap sehingga membentuk suatu rangkaian sistem lapis listrik dengan rangkaian sebagai berikut:
Katoda dihubungkan pada kutub negatif pada sumber listrik.
Anoda dan katoda direndamkan dalam larutan elektrolit.
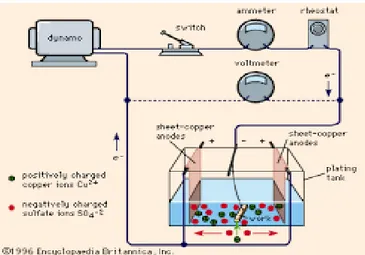
Gambar 3.1. Rangkaian Proses Elektroplating
Pada gambar 3.1. menunjukan bahwa bila arus listrik (potensial) searah dialirkan antara kedua elektroda, anoda dan katoda dalam larutan elektrolit, maka muatan ion positif ditarik oleh elektroda katoda.
Sementara ion bermuatan negatif berpindah ke arah elektroda bermuatan positif. Ion-ion tersebut dinetralisir oleh kedua elektroda dan larutan elektrolit yang hasilnya diendapkan pada elektroda katoda. Hasil yang terbentuk merupakan lapisan logam dan gas hidrogen.
Sebagai contoh:
Misalkan plat baja yang akan dilapis dengan tembaga (Cu).
Larutan yang digunakan adalah garam logam cupper sulfat ( ).
8 Oleh karena pada anoda dan katoda terjadi perbedaan potensial setelah dialiri listrik, maka logam tembaga akan terurai didalam elektrolit yang juga mengandung ion tembaga. Melalui larutan elektrolit, ion-ion tembaga ( ) akan terbawa kemudian mengendap pada permukaan katoda (plat baja) dan berubah menjadi atom-atom tembaga. Di sini terjadi reaksi reduksi ion tembaga menjadi logam tembaga sebagai berikut:
↔ + O ↔ - +2e↔Cu Telah diuraikan di atas bahwa suatu proses lapis listrik memerlukan larutan elektrolit yang merupakan media saat proses berlangsung. Larutan elektrolit dapat dibuat dari larutan asam, basa, dan garam logam yang dapat membentuk ion-ion positif. Tiap jenis larutan, larutan elektrolitnya berbeda-beda tergantung pada sifat-sifat elektrolit yang diinginkan.
3.2. Karakteristik Elektroplating
Jika dibandingkan dengan proses pelapisan logam yang lain, proses elektroplating mempunyai beberapa kelebihan yaitu:
- Suhu operasi tidak terlalu tinggi
- Tebal lapisan yang dihasilkan lebih mudah dikendalikan - Permukaan lapisan halus
- Hemat dalam pemakaian logam lapis
3.3. Rumus-rumus yang digunakan
Hukum Faraday:
Pada elektrolit yang diendapkan berbanding lurus dengan waktu dan arus listrik. Berat logam yang diendapkan:
= W Dimana:
W = berat logam yang diendapkan (gr) Ba = berat atom (gr)
9 I = arus listrik (A)
3.4. Faktor Yang Mempengaruhi Lapisan
a. Logam Dasar
Harus berbentuk batang yang mempunyai penampang melintang bulat atau seperti persegi (berbentuk pelat). Logam dasar harus bebas dari lemak dan kotoran-kotoran oksida yang dapat mempengaruhi pelekatan lapisan dan dapat menimbulkan korosi.
b. Rapat Arus
Pada proses ini, jumlah logam yang terdeposisi pada katoda atau yang lenyap dari anoda. Rapat arus yang timbul dapat mempercepat
terjadinya pengendapan, namun hasilnya kasar. Di samping itu, rapat arus yang tinggi dapat menyebabkan pelarutan kembali pada lapisan yang terbentuk. Rapat arus yang rendah menyebabkan pelepasan ion lambat sehingga membutuhkan waktu yang relatif lama.
c. Konsentrasi Larutan Elektrolit
Pada larutan yang konsentrasinya rendah, proses pelapisan berlangsung lama dan kemungkinan tidak terjadi lapisan. Sebaliknya, pada larutan yang konsentrasinya tinggi akan menghasilkan lapisan yang melekat kuat tetapi kemungkinan lapisan yang terbentuk kasar.
d. PH Larutan
Larutan yang bersifat netral atau mendekati netral mudah menjadi larutan yang bersifat basa dipermukaan katoda, sehingga lapisan yanag terbentuk akan tercampur dengan lapisan garam basa atau hidroksida. PH yang terlalu rendah memudahkan terjadinya reaksi pembentukan gas hidrogen dan melarutnya kembali lapisan yang terjadi.
3.5. Alat-alat 1. Gelas kimia. 2. Kabel penghubung. 3. Rectifier. 4. Penghubung. 5. Stop watch. 6. Larutan elektrolit.
10 7. Bak penampung larutan.
8. Bak pencuci. 9. Pemanas. 10.Termometer. 11.Kawat tembaga. 12.Alat ukur. 13.Timbangan digital. 3.6. Bahan-bahan
1. Larutan Nikel (pelapis) terdiri dari: Nikel sulfat 300gr/lt
- Nikel Chlorite 60 gr/lt. - Boric Acide 50 gr/lt.
- Brightener Magnum ss 2,5 cc/lt. - Brightener AM 2,5 cc/lt.
Larutan Tembaga terdiri dari: - Cupper Cyanide 53 gr/lt. - Potassium Cyanide 103 gr/lt. - Brightener C. 60 1,25 cc/lt. 2. Logam pelapis.
3. Benda kerja (logam yang dilapisi).
3.7. Perlengkapan dan Keselamatan Kerja
1. Wearpack. 2. Sarung tangan. 3. Masker. 4. Sepatu safety. 5. Kaca mata.
11 DATA PENGUJIAN ELEKTROPLATING
NAMA : IRVAN USMAN NUR RAIS
NPM : 1510502006
KELOMPOK : 1 (SATU)
SEMESTER / TAHUN : IV/2015
BAHAN YANG AKAN DIPLATING : BESI
UKURAN BENDA KERJA : 2 x 8 cm
TEMPERATUR : 57° C ELEKTROPLATING TEMBAGA NO WAKTU VOLTASE (AMPERE) BERAT SEBELUM DIPLATING (GRAM) BERAT SETELAH DIPLATING (GRAM) BERAT LOGAM YANG DIENDAPKAN (GRAM) 1. 5 Menit 2 A 49.96 49.97 0.01 2. 10 Menit 2 A 47.96 47.99 0.03
IV. PROSES KERJA
4.1. Langkah Praktikum Pengelasan
1. Lihat gambar kerja.
2. Pemotongan benda kerja menggunakan gerinda potong, dengan spesifikasi:
- Potong benda kerja sepanjang 100 cm sebanyak 8 buah. - Potong benda kerja sepanjang 80 cm sebanyak 8 buah. - Potong benda kerja sepanjang 200 cm sebanyak 4 buah.
3. Bersihkan benda kerja dari cat dan kotoran lainnya menggukan amplas. 4. Rangkai benda kerja sesuai dengan gambar kerja.
12 - Memasang klem massa pada terminal negatf (-) dan tang
pemegang elektroda pada terminal positif (+).
- Memilih ampere sesuai dengan benda kerja yang akan dilas. Semakin besar ampere semakin besar juga panas yang dihasilkan yang membuat benda kerja mudah berlubang.
- Menjepit elektroda pada tang.
- Menggunakan kacamata las sebelum melakukan pemgelasan karena sinar ultraviolet sangat berbahaya bagi mata.
- Menjepit tang massa pada benda kerja yang akan dilas,. - Meletakkan elektroda pada benda kerja yang akan dilas
- Jika sudah kemudian membersihkan fluks yang membungkus hasil pengelasan dengan menggunakan sikat kawat. Pukul dengan palu dan sikat untuk mendapatkan hasil las yang bagus. 6. Gerinda hasil pengelasan hingga halus dan rapih.
7. Bersihkan benda hasil kerja dengan menggunakan amplas halus. 8. Bersihkan benda hasil kerja dari sisan amplas dan debu yang
menenmpel menggunakan kain lap sintetis.
9. Pengecatan benda hasil kerja dengan cat minyak warna hitam. 10.Keringkan dibawah sinar matahari.
4.2. Elektroplating
1. Menyiapkan dan membersihkan alat-alat dan bahan praktikum.
2. Mengambil larutan elektrolit dan memasukan kedalam bak penampung. 3. Memasang logam pelapis ke dalam bak penampung.
4. Menyiapkan benda kerja dan menimbang beratnya (sebelum di-plating). 5. Pastikan posisi anoda (pada logam pelapis) dan katoda (logam yang
dilapisi).
6. Merangkai alat seperti pada gambar petunjuk kerja. 7. Mulai proses elektroplating.
8. Lakukan elektroplating pada masing-masing benda kerja selama 5 menit dan 10 menit.
13 9. Menimbang benda kerja setelah dielektroplating.
V. KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari praktikum yang telah dilakukan didapat beberapa kesimpulan yaitu antara lain:
1. Pengelasan
- Untuk dapat mengelas dengan hasil lasan yang baik, diperlukan pelatihan dalam jangka waktu yang tidak singkat.
- Kecepatan menggeser elektroda sangat menentukan hasil lasan. Jika terlalu cepat, maka tembusan lasnya dangkal oleh karena kurang waktu untuk cairan elektroda menembus bahan Dasar. Bila terlalu lambat akan menghasilkan alur lasan yang lebar, kasar, dan kuat. Hal ini dapat menimbulkan kerusakan sisi las (pada logam induknya). Oleh karena itu, kecepatan elektroda harus tepat dan stabil. - Bila elektroda baru dipasang, maka ada kemungkinan ujung
elektroda tidak stabil saat digunakan untuk mengelas. Tetapi jika elektroda sudah setengah dalam mengelas ini relatif cukup stabil.
- Jarak ujung elektroda ke benda kerja juga dapat mempengaruhi hasil lasan. Jika terlalu dekat elektroda dapat menempel pada benda kerja dan jika terlalu jauh lelehan elektroda tidak akan menumpuk dan jika sangat jauh maka elektroda akan mati.
- Saat penyambungan dua buah benda diusahakan tidak ada rongga pada bagian sambungannya, maka hasil lasan akan rapi dan kuat.
- Pengelasan sudut dalam dan sudut luar harus
memperhatikan lelehan elektroda agar memperoleh sambungan yang baik dan rapi.
14 2. Elektroplating
- Pada elektroplating semakin lamanya waktu yang digunakan maka semakin tebal pula pelapisan logam Cu terhadap logam Fe. Hal ini dapat dilihat pada waktu 5 (lima) menit dan 10 (sepuluh) menit berat pelapisan yang didapat masing-masing adalah 0,01 gram dan 0,03 gram.
5.2. Saran
Sebaiknya jumlah alat diperbanyak dan dalam kondisi yang baik sehingga praktikum dapat dilakukan dengan baik, tertib dan cepat.
Kurangnya peralatan kerja seharusnya dapat dipenuhi karena kerja bangku merupakan Dasar dari praktik permesinan lainnya dan juga mempengaruhi hasil dari pekerjaan. Semua pekerjaan yang dilakukan akan berhasil apabila disertai dengan jiwa yang sabar, ulet, terampil dan mau bekerja keras.
DAFTAR PUSTAKA
Amir,diana.”Dasar-dasar Elektroplating”.
https://id.scribd.com/doc/71575886/Dasar2-Elektroplating (diakses tanggal 15
Maret 2017, pukul 11:25 WIB).
Abadi,zainal.”Modul Pengelasan-Las Listrik”.
http://www.academia.edu/22368443/Modul_Pengelasan_-_las_Listrik (diakses
15 LAMPIRAN
Gambar 3,1 Generator Las
16 Gambar 3.3 a) Elektroda, b) Tang Penjepit Massa dan Penjepit elektroda
17 Gambar 3.5 a) Kacamata Las, b) Sarung Tangan Las
18 Gambar 3.7 a) Meteran, b) Penggaris siku
Gambar 3.8 Gergaji tangan
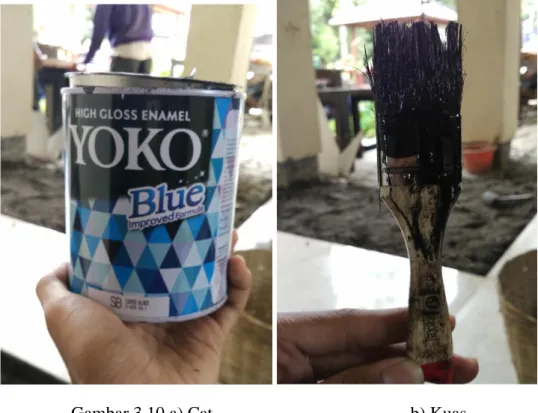
19 Gambar 3.10 a) Cat, b) Kuas
20 Gambar 4.1 Adaptor
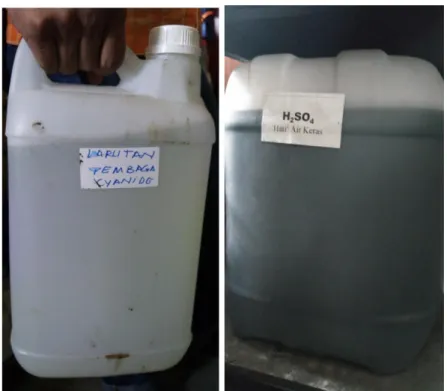
21 Gambar 4.2 a) Larutan Tembaga Cyanide b) Larutan Asam Sulfat
22 Gambar 4.4 Alat Pemanas Larutan
Gambar 4.5 Termometer
23 Gambar 4.7 Kawat Tembaga