PERANCANGAN PERSEDIAAN MATERIAL DAN ADITIF PADA PRODUK
INJEKSI PLASTIK
Tiena Gustina Amran1), Iveline AM2), Robertus3)
1 2 3)Jurusan Teknik Industri Fakultas Teknologi Industri Universitas Trisakti
E-mail: [email protected], [email protected]; [email protected] Abstrak
Salah satu faktor kritikal bagi industri kecil menengah produk plastik adalah pengendalian persediaan bahan baku dan additif yang fluktuatif secara kontinu dan periodik. Pengendalian persediaan yang ekonomis dimulai dari ketepatan peramalan dan mengklasifikasikan bahan baku aditif dengan klasifikasi ABC. Pengendalian persediaan bahan baku dan aditif kategori A masuk kepada sistem persediaan kontinu (Q System) dan kategori B dan C masuk sistem persediaan periodik (P System). Perhitungan ini untuk mendapatkan biaya persediaan yang optimal dan di validasi dengan analisa sensitivitas. Tujuan penelitian ini adalah merancang penerapan praktis bagi SME dari meramalkan bahan baku dan additive, pembagian klasifikasi ABC dan model persediaan P,Q System untuk menentukan biaya total inventori minimum. Hasil menunjukkan model pengendalian model probabilistik Q, perusahaan dapat menghemat biaya persediaan 23.09% dan persediaan sistem P sebesar 22,25%. Analisa sensitivitas terhadap parameter jumlah permintaan bahan, lead time, harga pembelian sampai 90% adalah significance dan model dapat digunakan oleh SME sejenis.
Kata kunci:Forecasting, ABC Classification, Q and P Probabilistic Inventory
Pendahuluan
Pendekatan model kuantitatif untuk peramlan produk dan penurunan biaya persediaan kususnya industri kecil menengah produk plastik telah banyak dikaji oleh para peneliti (Adeyemi.et.al,2010; Meilani, 2013). Demikian juga pendekatan klasifikasi ABC untuk produk yang beranekaragam (Elsayed, 1985; Fogarty,et.al, 1991). Pengendalian persediaan dibagi atas dua sistem yaitu pembuatan untuk pesanan make to order untuk
group customer dan pembuatan untuk pemesanan make to stock untuknon- group customer
(Indroprasto, 2012). Bahan yang masuk dalam kategori A mendapatkan prioritas yang paling tinggi dan diperlukan pengawasan dan kontrol yang lebih ketat.for A Metode Probabilistik Q (Continuous Review System) (Emawati, 2008; Pulungan.dkk, 2001). Untuk bahan yang masuk dalam kategori A, akan digunakan Metode probabilistic Q. Output
dari penggunaan metode ini yaitu akan dihasilkan ukuran lot pemesanan yang optimal,
safety stock, titik pemesanan kembali (reorder point), dan total ongkos persediaan (Ogawa, 1994; Ristono, 2008; Deitiana, 2011, Arwani, 2011). For klasifikasi B& C classification to menggunakan metode probabilistik P adalah kelompok B dan C.Outputdari penggunaan metode ini yaitu akan dihasilkan interval waktu pemesanan, safety stock, target persediaan, dan total ongkos persediaan . dibandingkan dengan kategori B dan C.
Studi Pustaka Model Formulation
The model formulate to Model (1)Inventory Probabilistik Q (Bahagia 2006, Saraswati 2014) , kondisi I : Permintaan tidak pasti danLead Timepasti
a) Reorder Point(ROP)
186 b) Total Ongkos (C)
C=Dp+ S z LH c) Safety Stock(SS)
SS = zL (3)
d) Standar DeviasiLead Time
L=t L
- Kondisi II : Permintaan danLead Timetidak pasti a) Reorder Point(ROP)
ROP = dL + zL (4)
b) Total Ongkos (C)
C = D.p S
c) Safety Stock(SS)
SS = zL (6)
d) Standar DeviasiLead Time
L=
L
td
LT
2 2 2
(7)Didalam model (2) P Bahagia (2006). Model P menentukan i (operating stock) yang harus disediakan dan cadangan pengamannya. Kekurangan inventori mungkin terjadi selama T dan selang waktu ancang-ancangnya (L) untuk meredam fluktuasi kebutuhan selama T dan selama waktu ancang-ancang L tersebut. Safety Stock diperoleh dari keseimbangan antara tingkat pelayanan dan ongkos inventori yang ditimbulkan.
a) Standar deviasiLead Time(P+L)
P+L=t
(
P
L
)
(8)b) Waktu Antar Pemesanan (P)
D EOQ P
TBO (9)
c) Safety Stock(SS)
SS = zP+L (10)
d) Target Persediaan (R)
R = d (P + L) + SS (11)
Forecasting keperluan bahan berrdasarkan permintaan untuk produk non group, menggunakan empat metode, yaitu sbb : 1. Metode Moving Average2. Metode Single Exponential Smoothing 3.MetodeDouble Exponential Smoothing4.MetodeWinter (Rref)
Klasifikasi ABCmengklasifikasi persediaan dalam tiga kategori. yaitu : A, B, dan C dengan basis volume penggunaan biaya persediaan dalam setahun (Deitiana 2011). : 1) Kategori Persediaan A jumlah sekitar 15 % dari jumlah total persediaan,
menghabiskan 70 % - 80 % dari total biaya persediaan dalam setahun.
2) Kategori Persediaan B jumlah sekitar 30 % dari total persediaan tetapi menghabiskan dana sekitar 15 % - 25 % dari total biaya persediaan.
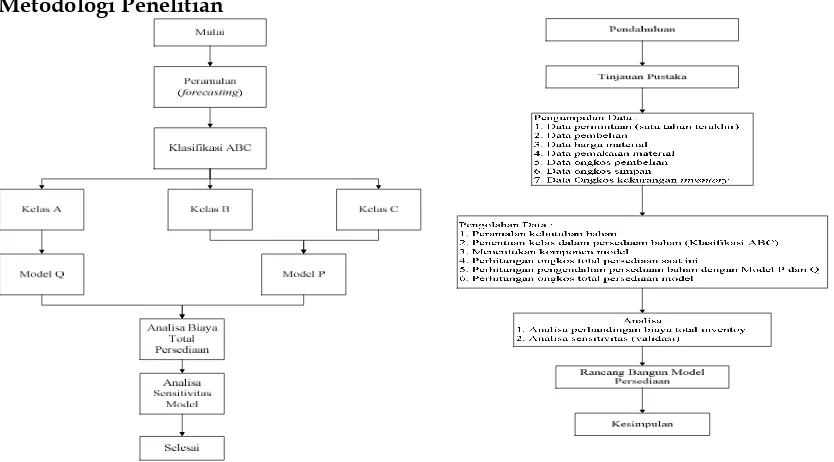
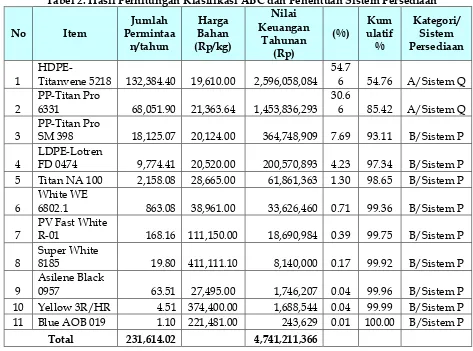
Metodologi Penelitian
Gambar 1. Kerangka Penlitian Gambar 2. Langkah Langkah Penelitian
Hasil dan Pembahasan
A. Rancang bangun model persediaan terdiri dari rancang bangun peramalan kebutuhan bahan, klasifikasi ABC, Model Q dan Model P, dan analisa sistem pengendalian persediaan
188 B. Penentuan Kelas dalam Persediaan Bahan
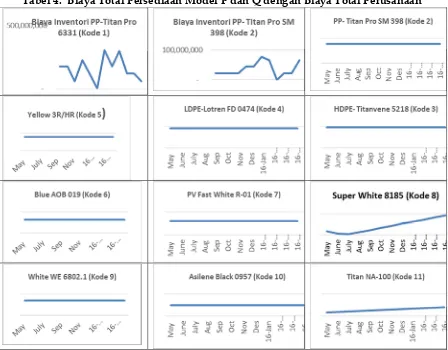
Penentuan kelas untuk masing-masing bahan menggunakan klasifikasi ABC dengan menhitung nilai penyerapan dana untuk masing-masing bahan berdasarkan pemakaian selama satu tahun terakhir. Hasil perhitungan dengan menggunakan Klasifikasi ABC dapat dilihat pada Tabel 2 berikut ini :
Tabel 2. Hasil Perhitungan Klasifikasi ABC dan Penentuan Sistem Persediaan
No Item
Titanvene 5218 132,384.40 19,610.00 2,596,058,084 54.7
6 54.76 A/Sistem Q 2
PP-Titan Pro
6331 68,051.90 21,363.64 1,453,836,293 30.6
6 85.42 A/Sistem Q 3
PP-Titan Pro
SM 398 18,125.07 20,124.00 364,748,909 7.69 93.11 B/Sistem P 4
LDPE-Lotren
FD 0474 9,774.41 20,520.00 200,570,893 4.23 97.34 B/Sistem P 5 Titan NA 100 2,158.08 28,665.00 61,861,363 1.30 98.65 B/Sistem P 6
White WE
6802.1 863.08 38,961.00 33,626,460 0.71 99.36 B/Sistem P 7
PV Fast White
R-01 168.16 111,150.00 18,690,984 0.39 99.75 B/Sistem P 8
Super White
8185 19.80 411,111.10 8,140,000 0.17 99.92 B/Sistem P 9
Asilene Black
0957 63.51 27,495.00 1,746,207 0.04 99.96 B/Sistem P 10 Yellow 3R/HR 4.51 374,400.00 1,688,544 0.04 99.99 B/Sistem P 11 Blue AOB 019 1.10 221,481.00 243,629 0.01 100.00 B/Sistem P
Total 231,614.02 4,741,211,366
Berdasarkan hasil pengolahan data di atas, item HDPE-Titanvene 5218 dan PP-Titan Pro 6331 membutuhkan pengendalian persediaan yang lebih ketat dibandingkan dengan item lainnya karena termasuk dalam kelas A dan pemesanan dilakukan dengan kuantitas tetap (Fogarty, 1991). Menurut Ogawa (1994), bahan yang masuk dalam kategori A akan diselesaikan dengan menggunakan model probabilistik Q, sedangkan bahan yang masuk dalam kategori B dan C akan diselesaikan dengan menggunakan model probabilistik P. Pemilihan model probabilistik untuk masing-masing bahan (lihat Tabel 3).
C. Perhitungan Ongkos Inventori Total (Total Cost)
Ongkos inventori total didapat melalui penjumlahan dari semua komponen ongkos persediaan yang meliputi : ongkos pembelian, ongkos simpan, ongkos pesan, dan ongkos kekurangan inventori selama satu tahun terakhir.
Analisa Biaya Total Persediaan Model Q dengan Biaya Total Perusahaan
Tabel 3 Perbandingan Total Cost Perusahaan dengan Total Cost Model Q
Dari Tabel di atas, dapat diketahui bahwa dengan menggunakan model probabilistik Q, perusahaan dapat menghemat anggaran persediaan untuk item HDPE-Titanvene sebesar Rp 843.115.170,- per tahun (24,40 %) dan untuk item PP-Titan Pro 6331 sebesar Rp 378.689.357,- per tahun (20,62 %). Secara keseluruhan, dengan menggunakan model Q dibutuhkan total biaya persediaan sebesar Rp 4.070.471.169,- per tahun, sedangkan total biaya persediaan perusahaan saat ini untuk kedua item tersebut adalah sebesar Rp 5.292.275.698,- per tahun. Hal ini berarti penghematan yang didapat secara total jika menggunakan model Q adalah sebesar Rp 1.221.804.529,- per tahun (23,09 %).
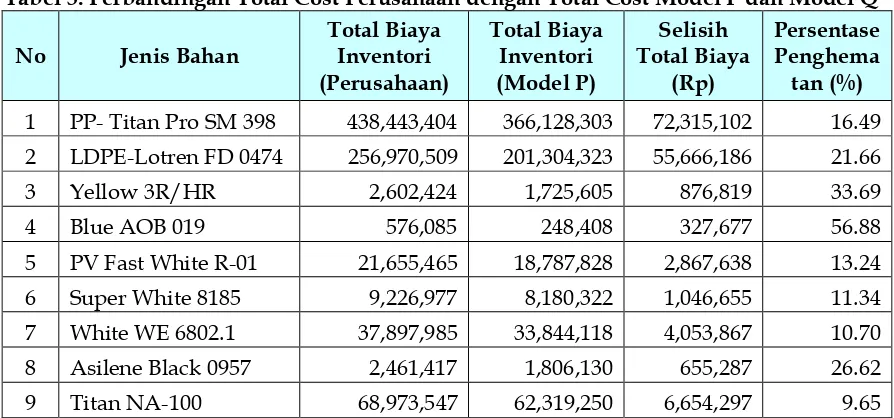
Tabel 4. Biaya Total Persediaan Model P dan Q dengan Biaya Total Perusahaan
Sama halnya dengan model Q, biaya total persediaan untuk model P yang telah didapat juga akan dibandingkan dengan biaya total perusahaan saat ini. Tabel 5 berikut ini menunjukkan perbandingan antara biaya total persediaan perusahaan saat ini dengan biaya total persediaan model P dan Model Q:
No Jenis Bahan
Total Biaya Inventori (Perusahaan)
Total Biaya Inventori (Model Q)
Selisih Total Biaya
(Rp)
Persentase Penghematan
(%)
190 Tabel 5. Perbandingan Total Cost Perusahaan dengan Total Cost Model P dan Model Q
No Jenis Bahan
1 PP- Titan Pro SM 398 438,443,404 366,128,303 72,315,102 16.49 2 LDPE-Lotren FD 0474 256,970,509 201,304,323 55,666,186 21.66
3 Yellow 3R/HR 2,602,424 1,725,605 876,819 33.69
4 Blue AOB 019 576,085 248,408 327,677 56.88
5 PV Fast White R-01 21,655,465 18,787,828 2,867,638 13.24 6 Super White 8185 9,226,977 8,180,322 1,046,655 11.34 7 White WE 6802.1 37,897,985 33,844,118 4,053,867 10.70 8 Asilene Black 0957 2,461,417 1,806,130 655,287 26.62 9 Titan NA-100 68,973,547 62,319,250 6,654,297 9.65 Analisa Sensitivitas Model Quntuk bahan baku HDPE Titanvene 5218 dan PP Titan Pro 6331 terhadap ketiga parameter yaitu : jumlah permintaan, waktu ancang, dan harga pembelian. Hasilnya adalah dengan menaikan dan menurunkan ketiga parameter di atas (jumlah permintaan, waktu ancang dan harga pembelian) dari 15 % sampai dengan 90 %. ternyata tidak berpengaruh terhadap ukuran lot pemesanan optimal dan total biaya persediaan. Hal ini menunjukkan bahwa jika terjadi penurunan atau kenaikan jumlah permintaan maka perusahaan belum perlu mengubah kebijakan persediaannya
Analisa Sensitivitas Model PSama halnya dengan analisa sensitivitas model Q, Analisa sensitivitas model P untuk bahan baku PP-Titan Pro SM 398, LDPE-Lotren FD 0474, Yellow 3R-HR, Blue AOB 019, PV Fast White R-01, Super White 8185, White WE 6802.1, Asilene Black 0957, dan Titan NA-100 terhadap ketiga parameter yaitu : jumlah permintaan, waktu ancang, dan harga pembelian. Hasilnya adalah dengan menaikan dan menurunkan jumlah permintaan dari 15 % sampai dengan 90 % ternyata sensitif terhadap target persediaan. Namun keadaan tersebut tidak sensitif terhadap model yang didapat karena persentase total biaya persediaannya lebih kecil atau sama dengan persentase perubahan jumlah permintaan. Hal ini menunjukkan bahwa apabila terjadi perubahan jumlah permintaan, maka perusahaan belum perlu mengubah kebijakan persediaannya. Untuk parameter waktu ancang dan harga pembelian tidak sensitif terhadap target persediaan dan total biaya persediaan
Kesimpulan
total biaya persediaan yang dapat dihemat oleh perusahaan jika menggunakan model pengendalian probabilistik P dan Q sebesar Rp 1.366.268.055,- per tahun (22,28 %). Analisa sensitivitas terhadap parameter model Q yang meliputi : jumlah permintaan bahan, waktu ancang (lead time), dan harga pembelian bahan sampai 90 % ternyata tidak berpengaruh baik terhadap ukuran lot pemesanan optimal maupun total biaya persediaan. Hal ini berarti perubahan yang ada tidak sampai menyebabkan perubahan model.Analisa sensitivitas untuk parameter jumlah permintaan bahan terhadap model P sampai 90 % berpengaruh terhadap target persediaan (tingkat persediaan maksimum) namun tidak menyebabkan perubahan model karena tidak berpengaruh terhadap total biaya persediaan. Untuk perubahan waktu ancang dan harga pembelian tidak berpengaruh baik pada tingkat pesediaan maksimum maupun total biaya persediaan, sehingga tidak menyebabkan perubahan model.
Daftar pustaka
Adeyemi, S.L., A.O. Salami. 2010. Inventory Management : A Tool of Optimizing Resources in a Manufacturing Industry, A Case Study of Coca Cola Bottling Company, Ilorin Plant. International Journal of Inventory Management. Department of Business Administration. University of Ilorin. Ilorin – Nigeria.
Arwani, A.2011.Highly Effective Inventory Management : Mengubah Sediaan Menjadi Laba. Penerbit : PPM. Jakarta.
Bahagia, S.N.2006.Sistem Inventori. Penerbit : ITB. Bandung.
Deitiana, T. 2011. Manajemen operasional Strategi dan Analisa. Penerbit : Mitra Wacana Media. Jakarta.
Elsayed, A. 1985.Analysis and Control of Production System. Penerbit : Prentice Hall. New Jersey.
Ernawati, Y., Sunarsih. 2008. Sistem Pengendalian Persediaan Model Probabilistik dengan “Back Order Policy”. Jurnal Matematika. Volume 11, No. 2. Jurusan Matematika, FMIPA. Universitas Diponegoro. Semarang.
Fogarty, D.W., J.H. Blackstone and T.R. Hoffmann. 1991. Production and Inventory Management. Second Edition. South Western Publishing Co.Cincinnati. Ohio.
Indroprasto, E. Suryani. 2012. Analisis Pengendalian Persediaan Produk dengan Metode EOQ Menggunakan Algoritma Genetika untuk Mengefisienkan Biaya Persediaan.Jurnal Teknik ITS. Volume 1. Jurusan Sistem Informasi, Fakultas Teknologi Informasi. Institut Teknologi Sepuluh November. Surabaya.
Ishak, A. 2010.Manajemen Operasi. Penerbit : Graha Ilmu. Yogyakarta.
Meilani, D., R.E. Saputra. 2013. Pengendalian Persediaan Bahan Baku Vulkanisir Ban (Srudi Kasus : PT. Gunung Pulo Sari). Jurnal Optimasi Sistem Industri. Jurusan Teknik Industri, Fakultas Teknik. Universitas Andalas. Padang.
192 Pulungan, M.H., Sukardi, S. Rofida. 2001. Pengendalian Persediaa Bahan dengan Model P dan Q pada Kegiatan Produksi camilan di Perusahaan Camilan Tradisional Malang.
Jurnal Teknologi Pertanian. Volume 2, No. 2. Fakultas Teknologi Pertanian. Universitas Brawijaya. Malang.
Ristono, A. 2008.Manajemen Persediaan. Yogyakarta : Graha Ilmu.