LANTAI PABRIKASI C.V. KOMIPA
LAPORAN TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat
Dalam Menyelesaikan Program Strata Satu (S1) Teknik Industri
Disusun Oleh : LINDA PERMANA
411550100050007
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS LANGLANGBUANA
BANDUNG
iii
CV. FLORES JAYA merupakan salah satu koperasi swadaya masyarakat yang mengerjakan proses finishing untuk komponen-komponen automotif khususnya sepeda motor. Produk yang dikerjakan oleh perusahaan ini adalah bodycylinder,
headcylinder dan wheel untuk semua jenis motor Yamaha dan beberapa perusahaan automotif lainnya.
Sejak awal berdiri hingga tahun 2006 CV. FLORES JAYA sudah berhasil mengirim tepat waktu kepada konsumen-konsumennya. Seiring dengan meningatnya permintaan, maka secara bertahap CV. FLORES JAYA menambah jumlah mesin-mesinnya. Akan tetapi penambahan mesin tersebut tidak diikuti dengan perbaikan tata letak mesin pada lantai pabrikasinya.
Penelitian ini dilakukan dengan tujuan untuk menganalisis tata letak lantai pabrikasi CV. FLORES JAYA serta mengusulkan tata letak lantai pabrikasi yang memberikan total jarak material handling terpendek sehingga dapat mengurangi keterlambatan produksi.
Metode penyelesaian masalah yang digunakan adalah metode group technology
yaitu dengan menganalisis kemiripan proses yang dilalui oleh komponen yang dikerjakan sehingga tercipta sel mesin dan sel komponen. Langkah selanjutnya yaitu merancang tata letak usulan dengan memperhatikan sel mesin dan sel komponen yang telah terbentuk.
Hasil penelitian ini berupa sebuah usulan tata letak yang baru, dimana tata letak usulan memberikan pengurangan total jarak material handling sebesar 3470 meter, pengurangan tenaga kerja sebanyak 14 orang dan pengurangan kontainer sebanyak 30 buah.
I-1
1.1 Latar Belakang Masalah
Dalam memasuki era perindustrian yang semakin berkembang sebuah
perusahaaan harus bisa bersaing dengan perusahaan lain yang sejenis sehingga
dapat terus bertahan dan dapat menjadi perusahaan yang unggul. Salah satu cara
agar dapat memenangkan persaingan adalah dengan cara memproduksi produk
yang berkualitas dengan tepat waktu.
CV. FLORES JAYA merupakan salah satu koperasi swadaya masyarakat
yang mengerjakan proses finishing untuk komponen-komponen automotif
khususnya sepeda motor. Produk yang dikerjakan oleh perusahaan ini adalah
bodycylinder, headcylinder dan wheel untuk semua jenis motor Yamaha dan beberapa perusahaan automotif lainnya.
Sejak awal berdiri hingga tahun 2006 CV. FLORES JAYA sudah berhasil
mengirim tepat waktu kepada konsumen-konsumennya. Seiring dengan
meningkatnya permintaan, maka secara bertahap setiap tahun CV. FLORES
JAYA menambah jumlah mesin-mesinnya.
Akan tetapi pada pertengahan tahun 2006 hingga saat ini, CV. FLORES
JAYA sering mengalami keterlambatan produksi. Hal ini disebabkan karena
penambahan mesin yang dilakukan oleh CV. FLORES JAYA tidak diikuti dengan
jenis jobshop yang awalnya diterapkan oleh CV. FLORES JAYA menjadi berantakan.
Mesin-mesin yang digunakan untuk memproduksi produk-produk tersebut
cukup banyak dan bervariasi, tetapi penempatan mesin-mesin tersebut tidak
beraturan sehingga terjadi kesimpangsiuran dalam proses produksi. Hal ini
mengakibatkan jarak total material handling menjadi sangat panjang sehingga berdampak pada waktu penyelesaian produk yang jauh lebih lama. Untuk itu perlu
dilakukan penataan kembali tata letak mesin-mesin tersebut agar jarak total
material handling lebih pendek sehingga dapat meningkatkan efisiensi waktu
penyelesaian produk.
1.2 Perumusan Masalah
Keterlambatan produksi yang sering terjadi pada CV. FLORES JAYA yang
disebabkan oleh jauhnya jarak tempuh material handling yang merupakan akibat dari penambahan mesin baru yang tidak diikuti dengan pengaturan ulang tata
letaknya. Oleh karena itu, perlu dilakukan penataan kembali tata letak fasilitas
pada lantai produksi CV. FLORES JAYA. Dari latar belakang ini dapat
dirumuskan permasalahan sebagai berikut :
”Bagaimana merancang ulang tata letak lantai pabrikasi pada sistem produksi CV.
FLORES JAYA agar dapat mengurangi jarak total material handling sehingga
1.3 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah untuk merancang ulang tata letak
fasilitas pada lantai produksi sehingga dapat mengurangi jarak total material
handling.
1.4 Manfaat Penelitian
Dengan adanya penelitian ini maka diharapkan dapat memberikan manfaat
yaitu :
1. Dapat memberikan masukan bagi perusahaan tentang bagaimana cara untuk
mengurangi keterlambatan produksi dengan merancang tata letak lantai
pabrikasi yang memberikan total jarak perpindahan material yang lebih
pendek.
2. Mengoptimalkan penggunaan mesin-mesin yang ada.
3. Mengurangi tenaga kerja yang dibutuhkan
4. Mengurangi kebutuhan kontainer yang digunakan dalam proses produksi.
1.5 Pembatasan Masalah dan Asumsi 1.5.1 Batasan Masalah
Agar permasalahan yang dibahas tidak meluas dan lebih fokus maka
dilkukan pembatasan masalah yaitu :
1. Tidak membahas pemasukan barang dari pemasok.
2. Tidak membahas proses distribusi produksi dari pabrik ke konsumen
3. Pembahasan hanya dilakukan pada lantai produksi saja
1.5.2 Asumsi Masalah
Asumsi secara umum yang digunakan dalam penelitian ini adalah:
1. Seluruh permintaan dianggap dapat dipenuhi
2. Kondisi mesin dianggap dalam keadaan normal
1.6 Sistematika Penulisan
Laporan Penelitian ini disusun sedemikian rupa agar dapat memberikan
kemudahan bagi pembaca untuk mendapatkan gambaran yang jelas tentang isi
laporan ini secara keseluruhan. Sistematika penulisan laporan ini adalah sebagai
berikut :
Bab I : Pendahuluan
Dalam bab ini diuraikan tentang masalah yang akan dibahas secara
umum, seperti latar belakang masalah, perumusan masalah, tujuan
penelitian, manfaat penelitian, pembatasan masalah serta sistematika
penulisan.
Bab II : Landasan Teori
Dalam bab ini dibahas mengenai uraian kepustakaan serta teori-teori
yang berhubungan dengan tema laporan dan dapat membantu dalam
penulisan laporan.
Bab III : Kerangka Pemecahan Masalah
Dalam bab ini mengemukakan langkah-langkah yang akan diambil
metode dan cara kerja serta kerangka pemecahan masalah agar
permasalahan yang dihadapi dapat diselesaikan secara sistematis.
Bab IV : Pengumpulan Dan Pengolahan Data
Dalam bab ini diuraikan mengenai data-data yang telah dikumpulkan
dari hasil penelitian yang telah dilakukan yang disertai dengan
pengolahan data untuk memperoleh hasil penelitian.
Bab V : Analisis
Bab ini merupakan pembahasan dari data pengamatan yang telah
diolah dengan didasari oleh teori dan kepustakaan.
Bab VI : Kesimpulan Dan Saran
Bab ini merupakan bab terakhir yang berisi tentang kesimpulan dari
hasil yang telah diperoleh terhadap data pengamatan selama
penelitian dilakukan serta berisi saran-saran yang dianggap
II-1
2.1 Tata Letak Pabrik
Salah satu kegiatan rekayasawan industri yang tertua adalah menata letak
pabrik dan menangani pemindahan bahan yaitu kegiatan yang berhubungan
dengan perancangan susunan fisik suatu kegiatan dan selalu berhubungan erat
dengan industri manufaktur, yang penggambaran hasil rancangannya sebagai tata
letak pabrik (Apple, 1990).
Pekerjaan rancang fasilitas merupakan suatu rangkaian kegiatan yang sangat
luas yang saling berhubungan dan yang secara keseluruhan membentuk kegiatan
perancangan tata letak fasilitas. Pekerjaan merancang fasilitas biasanya mulai
dengan suatu analisis tentang produk yang akan dibuat, atau jasa yang akan
diberikan dan sebuah perhitungan tentang aliran barang atau kegiatan secara
menyeluruh. Kemudian perencanaan terinci tentang susunan peralatan, keterkaitan
antara tempat kerja yang dirancang, daerah yang erat hubungannya
dikelompokkan kemudian dijalin menjadi suatu tata letak akhir (Apple, 1990).
2.1.1 Pengertian Tata Letak
Susunan fasilitas-fasilitas produksi untuk memperoleh efisensi pada suatu
produksi. Perancangan tata letak meliputi pengaturan tata letak fasilitas-fasilitas
operasi dengan memanfaatkan area tersedia untuk menempatkan mesin-mesin,
bahan-bahan, perlengkapan untuk operasi, personalia dan semua peralatan serta
fasilitas yang digunakan dalam proses produksi (Purnomo, 2004).
2.1.2 Pengertian Pabrik
Pabrik yang dalam istilah asing dikenal sebagai factory atau plant adalah setiap tempat dimana faktor-faktor seperti manusia, mesin dan peralatan (fasilitas)
produksi lainnya, material, energi, uang (modal/kapital), informasi, dan sumber
daya alam dikelola bersama-sama dalam suatu sistem produksi guna
menghasilkan suatu produk atau jasa secara efektif, efisien dan aman
Dalam perancangan fasilitas harus diketahui bahwa aliran barang biasanya
merupakan tulang punggung fasilitas produksi, dan harus dirancang dengan
cermat serta tidak boleh dibiarkan tumbuh atau berkembang menjadi suatu pola
lalu lintas yang membingungkan, tidak teratur, oleh karenanya pola aliran barang
yang menjadi dasar bagi rancangan seluruh pabrik. Rancangan ini akan
menentukan aliran barang yang diinginkan, susunan fasilitas fisik yang paling
ekonomis (Apple, 1990).
2.1.4 Jenis-jenis Persoalan Tata Letak
Masalah tata letak tidak selalu timbul dalam perancanaan tata letak bagi
perusahaan atau pabrik baru, seringkali masalah tata letak yang dihadapi
berhubungan kembali dengan fasilitas-fasilitas lama karena berbagai sebab.
Masalah tata letak dalam perusahaan umumnya timbul bila terjadi (Apple, 1990)
adalah :
1. Perubahan rancangan
2. Perluasan departemen
3. Pengurangan departemen
4. Penambahan produk baru
5. Memindahkan satu departemen
6. Penambahan departemen baru
7. Peremajaan peralatan yang rusak
8. Perubahan metode produksi
9. Penurunan biaya
10. Perencanaan fasilitas baru
2.1.5 Tujuan Perencanaan dan Penyusunan Tata Letak
Tujuan utama perencanaan dan penyusunan tata letak pabrik adalah untuk
meminimumkan biaya total. Hal ini dapat diperoleh melalui pengaturan area kerja
dan fasilitas-fasilitas produksi yang paling optimal untuk suatu proses produksi.
Tujuan lain yang dapat diperoleh dengan adanya perencanaan dan penyusunan
tata letak fasilitas produksi ini, antara lain (Apple, 1990):
1) Memudahkan proses manufaktur yaitu tata letak harus dirancang sedemikian
sehingga proses manufaktur dapat dilaksanakan dengan cara yang sangat
efisien.
2) Menaikkan output produksi
Tata letak yang baik akan menghasilkan output yang lebih besar dengan
ongkos yang sama atau lebih sedikit, manhours yang lebih kecil, dan
3) Mengurangi proses pemindahan bahan (material handling)
Perencanaan tata letak fasilitas produksi perlu menekankan usaha untuk
meminimalkan aktivitas pemindahan bahan pada saat proses produksi
berlangsung.
4) Penghematan penggunaan areal untuk produksi, gudang dan servis
Perencanaan tata letak yang optimal dapat mengatur jarak antara
departemen-departemen atau mesin-mesin yang berlebihan, lintasan material, penumpukan
material yang dimaksud sehingga dapat mengurangi pemborosan pemakaian
ruangan.
5) Pendayagunaan pemakaian mesin, tenaga kerja, dan fasilitas produksi lainnya.
6) Mengurangi inventory- in-process
7) Mengurangi kemacetan dan kesimpangsiuran
8) Mempermudah aktivitas supervisi
9) Mengurangi faktor yang bisa merugikan dan mempengaruhi kualitas dari
bahan baku atau produk jadi.
10)Mempermudah proses perluasan dan pengembangan area produksi dimasa
mendatang. .
2.1.6 Macam/Tipe Tata Letak dan Dasar-dasar Pemilihannya
Faktor lain yang mempengaruhi pola aliran adalah tipe dari tata letak
produksi atau proses. Disini ada empat macam/tipe tata letak yang secara umum
diaplikasikan, (Wignjosoebroto, 2003):
2.1.6.1 Tata Letak Fasilitas bcrdasarkan Aliran Produksi (Production Line
Product /Product Layout)
Tujuan utama dari tata letak ini adalah untuk mengurangi proses
pemindahan bahan dan juga memudahkan pengawasan didalam aktivitas
produksinya. Ciri utama dari tipe ini adalah:
1. Hanya ada satu atau beberapa standar produk yang dibuat.
2. Produk dibuat dalam jumlah/volume besar untuk jangka waktu relative lama.
3. Adanya kemungkinan untuk mempelajari studi gerak dan waktu guna
4. Adanya keseimbangan lintasan yang baik antara operator dan peralatan
produksi.
5. Memerlukan aktivitas inspeksi yang sedikit selama proses produksi
berlangsung.
6. Satu mesin hanya digunakan untuk melaksanakan satu macam operasi kerja
dari jenis komponen yang serupa.
7. Aktivitas pemindahan bahan dari satu stasiun kerja ke stasiun kerja lainnya
dilaksanakan secara mekanis, umumnya dengan menggunakan conveyor. 8. Mesin-mesin yang berat dan memerlukan perawatan khusus jarang sekali
dipergunakan dalam hal ini.
Keuntungan-keuntungan yang bisa diperoleh untuk pengaturan
berdasarkan aliran produksi dapat dinyatakan sebagai berikut:
1. Aliran pemindahan material berlangsung lancar, sederhana, logis dan biaya
material handling rendah.
2. Total waktu yang dipergunakan untuk produksi relatif singkat.
3. Work-in-process jarang terjadi karena lintasan produksi sudah diseimbangkan. 4. Adanya insentif bagi kelompok karyawan akan dapat memberikan motivasi
guna meningkatkan produktivitas kerjanya.
5. Tiap unit produksi atau stasiun kerja memerlukan luas ares yang minimal
6. Pengendalian proses produksi mudah dilaksanakan.
Kekurangan atau kerugian dari tata letak tipe aliran produksi ini yaitu:
1. Adanya kerusakan salah satu mesin akan dapat menghentikan aliran proses
produksi secara total.
2. Tidak adanya fleksibilitas untuk membuat produk yang berbeda.
3. Stasiun kerja yang paling lambat akan menjadi hambatan bagi aliran produksi.
4. Adanya investasi dalam jumlah besar untuk pengadaan mesin baik dari segi
2.1.6.2 Tata Letak Fasilitas Berdasarkan Lokasi Material Tetap (Fixed
Product Layout /Fixed Position Layout)
Untuk tata letak pabrik yang berdasarkan proses tetap, material atau
komponen produk yang utama akan tinggal tetap pada posisi/lokasinya sedangkan
fasilitas produksi seperti tools, mesin, manusia serta komponen-komponen kecil lainnya akan bergerak menuju lokasi atau komponen utama tersebut.
Keuntungan yang bisa diperoleh dari tata letak tipe ini an tara lain:
1. Karena yang bergerak pindah adalah fasilitas-fasilitas produksi, maka
perpindahan material bisa dikurangi.
2. Bilamana pendekatan kelompok kerja digunakan dalam kegiatan produksi.
maka kontinyuitas operasi dan tanggung jawab kerja bisa tercapai dengan
sebaik-baiknya.
3. Kesempatan untuk melakukan pengkayaan kerja (job enrichment) dengan
mudah bisa diberikan; demikian pula untuk meningkatkan kebanggaan dan
kualitas kerja bisa dilaksanakan karena disini dimungkinkan untuk
menyelesaikan pekerjaan secara penuh.
4. Fleksibilitas kerja sangat tinggi, karena fasilitas-fasilitas produksi dapat
diakomodasikan untuk mengantisipasi perubahan-perubahan dalam rancangan
produk, berbagai macam variasi produk yang harus dibuat (product mix) atau volume produksi.
Kerugian yang dijumpai dalam pengaturan layout tipe ini seperti berikut: 1. Adanya peningkatan frekuensi pemindahan fasilitas produksi atau operator
pada saat operasi kerja berlangsung.
2. Memerlukan operator dengan skill yang tinggi disamping aktivitas supervisi yang lebih umum dan intensif.
3. Adanya duplikasi peralatan kerja yang akhirnya menyebabkan space area dan tempat untuk barang setengahjadi (work-in-process).
4. Memerlukan pengawasan dan koordinasi kerja yang ketat khususnya dalam
2.1.6.3 Tata Letak Fasilitas Berdasarkan Kelompok Produk (Family
Product Layout/Group technology Layout )
Tata letak tipe ini didasarkan pada pengelompokan produk atau
komponen yang akan dibuat. Produk-produk yang tidak identik dikelompokkan
berdasarkan langkah-langkah pemrosesan, bentuk, mesin atau peralatan yang
dipakai dan sebagainya.
Keuntungan yang dapat diperoleh dari pengaturan tata letak fasilitas
produksi tipe ini antara lain:
1. Dengan adanya pengelompokan produk sesuai dengan proses pembuatannya
maka akan dapat diperoleh pendayagunaan mesin yang maksimal.
2. Lintasan aliran kerja menjadi lebih lancar dan jarak perpindahan material
diharapkan Iebih pendek bila dibandingkan tata letak berdasarkan fungsi atau
macam proses.
3. Berdasarkan pengaturan tata letak fasilitas produksi selama ini, maka suasana
kerja kelompok akan bisa dibuat sehingga keuntungan dari aplikasi job enlargement juga akan diperoleh.
4. Memiliki keuntungan-keuntungan yang bisa diperoleh dari produk layout dan proses layout karena pada dasamya pengaturan tata letak tipe group technology merupakan kombinasi dari kedua tipe layout tersebut.
5. Umumnya cenderung menggunakan mesin-mesin general purpose sehingga
mestinya juga akan lebih rendah.
Kerugian atau keterbatasan dalam tipe layout ini yaitu:
1. Diperlukan tenaga kerja dengan keterampilan tinggi untuk mengoperasikan
semua fasilitas produksi yang ada. Untuk ini diperlukan aktivitas supervisi
yang ketat.
2. Kelancaran kerja sangat tergantung pada kegiatan pengendalian produksi
khususnya dalam hal ini menjaga keseimbangan aliran kerja yang begerak
melalui individu-individu sel yang ada.
3. Bilamana keseimbangan aliran setiap sel yang ada sulit dicapai, maka
2.1.6.4 Tata Letak Fasilitas Bcrdasarkan Fungsi atau Macam Proses
(Functional/Proccss Layout)
Tata letak berdasarkan macam proses, sering dikenal dengan proses atau
functional layout adalah metode pengaturan dan penempatan dari segala mesin serta peralatan produksi yang memiliki tipe atau jenis yang sama kedalam satu
departemen.
Dasar pertimbangan yang bisa diambil dalam menentukan tata letak yang
berdasarkan tipe ini yaitu:
1. Produk yang dari banyak tipe/model yang khusus.
2. Volume produk yang dalam jumlah kecil dan dalam jangka waktu yang relatif
singkat pula.
3. Aktivitas motion & time study sulit sekali dilaksanakan karena jenis pekerjaan berubah-ubah. Sulit untuk mengatur keseimbangan kerja antara operator dan
mesin.
4. Memerlukan pengawasan yang banyak selama langkah-Iangkah operasi
sedang berlangsung.
5. Satu tipe mesin dapat melaksanakan lebih dari satu macam operasi kerja,
untuk itu mesin umumnya dipilih tipe general purpose.
6. Material dan produk terlalu berat dan sulit untuk dipindah-pindahkan.
7. Banyak memakai peralatan berat dan memerlukan perawatan khusus
Keuntungan penggunaan layout ini yaitu:
1. Total investasi yang rendah untuk pembelian mesin dan atau peralatan
produksi lainnya, karena disini yang dipergunakan adalah mesin yang umum
(general purpose).
2. Fleksibilitas tenaga kerja dan fasilitas produksi besar dan sanggup
mengerjakan berbagai macam jenis dan model produk. Pendayagunaan mesin
tentu saja akan tampak lebih maksimal.
3. Kemungkinan adanya aktivitas supervisi yang lebih baik dan efisien melalui
4. Pengendalian dan pengawasan akan lebih mudah dan baik terutama untuk
pekerjaan yang sukar dan membutuhkan ketelitian tinggi.
5. Mudah untuk mengatasi breakdown dari pada mesin yaitu dengan cara
memindahkannya ke mesin yang lain tanpa banyak menimbulkan
hambatan-hambatan signifikan.
Kerugian atau batasan dari aplikasi layout tipe ini yaitu:
1. Karena pengaturan tata letak mesin tergantung pada macam proses atau fungsi
kerjanya dan tidak tergantung pada urutan proses produksi, maka hal ini
menyebabkan aktivitas pemindahan material.
2. Adanya kesulitan dalam hal menyeimbangkan kerja dari setiap fasilitas
produksi yang ada akan memerlukan penambahan space area untuk work-in process storage.
3. Pemakaian mesin atau fasllitas produksi tipe general purpose akan menyebabkan banyaknya macam produk yang harus dibuat menyebabkan
proses dan pengendalian produksi menjadi kompleks.
4. Tipe layout by process biasanya diaplikasikan untuk kegiatan job-order yang mana banyaknya macam produk yang harus dibuat menyebabkan proses dan
pengendalian produksi menjadi lebih kompleks.
5. Diperlukan skill operator yang tinggi guna menangani berbagai macam aktivitas produksi yang memiliki variasi besar.
2.2 Kelompok Produk (Group Technology)
Group technology ini merupakan metode produksi pendek yang relatif baru yang sering digunakan dalam situasi job-shop. Biasanya kelompok yang tidak sama dikelompokkan kedalam satu kelompok berdasarkan kesamaan bentuk
komponen, bukan kesamaan penggunaan akhir..
Group technology adalah suatu metode yang digunakan untuk menyelesaikan masalah-masalah yang mempunyai kemiripan yaitu dengan cara
mengelompokan masalah-masalah yang mirip menjadi satu sel sehingga
pemecahan masalah tersebut dapat menghemat waktu dan upaya (Hadiguna,
Ide dasar Group technology ini adalah memecahkan suatu sistem manufaktur menjadi subsistem. Intisari dari pengelompokan pengerjaannya adalah
mengumpulkan tugas/pekerjaan yang mirip dan berulang dengan cara:
1. Mengelompokan aktivitas sejenis sehingga menghindari waktu terbuang
akibat perubahan kegiatan satu terhadap kegiatan yang lainnya.
2. Membuat standarisi aktivitas-aktivitas yang erat kaitannya, sehingga kita
hanya memfokuskan pada perbedaan-perbedaan yang tampak dan
menghindari penduplikasian usaha yang tidak perlu.
3. Dengan mengefisiensikan penyimpanan dan pengembalian dan informasi
untuk mengeliminasi pemecahan masalah.
Tujuan utamanya adalah untuk meningkatkan produktivitas dan mengurangi
ongkos produksi dengan cara mengelompokan komponen-komponen ke dalam
part family.
Terdapat banyak perbedaan antara lingkungan kerja job shop tradisional dan lingkungan cellular manufacturing dalam hal pengelompokan dan tata letak mesin. Pada job shop tradisional mesin dikelompokkan berdasarkan kesamaan fungsinya sedangkan pada cellular manufacturing mesin dikelompokkan dalam sel dimana tiap sel ditujukan untuk spesifikasi famili komponen manufaktur, tiap
sel memiliki fungsi yang tidak sama. Susunan cellular manufacturing mengikuti pengontrolan cellular manufacturing sistem (CMS) yang sederhana.
2.2.1 Keuntungan Group technology
Keuntungan penggunaan layout Group Technology ini adalah sebagai
berikut (Hadiguna, 2008):
1 Mengurangi lead time produksi 5.Mengurangi waktu set-up.
2 Mengurangi work in process 6.Mengurangi rework dan scrap materials
3 Mengurangi tenaga kerja 7.Mengurangi order time delivery
4 Mengurangi tooling 8.Mengurangi paper work.
Penggunan layout ini dalam mass production memberikan dampak pada
multi produk, ukuran lot produksi kecil dan memberikan keuntungan sebagai
1. Mengurangi waktu dan biaya material handling. 2. Mengurangi tenaga kerja dan paper work. 3. Mengurangi in-process inventory.
4. Meningkatkan utilitas mesin.
Manfaat dari Group technology untuk setiap kegiatan perusahaan adalah sebagai berikut:
a. Kegiatan produksi
1. Mengurangi ongkos pemindahan material atau produk.
2. Mengurangi total throughput time bagi produk yang dihasilkan. 3. Memberikan pola aliran material yang baik.
4. Mengurangi work in-process inventory.
5. Meningkatkan kepuasan bekerja.
6. Mengurangi penyediaan perkakas atau perlatan bantu.
b. Kegiatan desain
1. Memudahkan kegiatan desain.
2. Mengurangi ongkos desain melalui rasionalisme produk.
c. Kegiatan perencanaan dan pengendalian produksi
1. Memudahkan pembuatan jadwal produksi.
2. Memudahkan kegiatan pengontrolan produksi.
3. Meningkatkan mutu dari produk yang dihasilkan.
2.2.2 Metode-Metode Dalam Group technology
Konsep dari pendekatan Group technology adalah membagi sistem
manufaktur menjadi beberapa subsistem, dengan cara mengelompokan beberapa
macam parts atau produk yang mempunyai kemiripan desain dan/atau
mesin-mesin yang dipakai pada proses produksi (Hadiguna, 2008).
Karakteristik desain dan proses yang dapat dipergunakan sebagai faktor
kemiripan adalah sebagai berikut (Hadiguna, 2008):
1. Karakteristik Desain
- Bentuk luar dasar
- Bentuk dalam dasar
- Rasio panjang/diameter
- Jenis material
- Kekasaran surface
- Dimensi mayor
- Dimensi minor
- Toleransi
2. Karakteristik Proses
- Proses mayor
- Proses minor
- Dimensi mayor
- Mesin perkakas
- Urutan operasi
- Waktu proses
- Rasio panjang/diameter
- Kekasaran surface
- Kapasitas produksi
- Kebutuhan fixture
- Pahat potong
- Ukuran batch
Ada dua metode yang dapat digunakan pada pendekatan Group technology
yaitu (Kusiak, 1990):
1. Klasifikasi
Klasifikasi menggunakan pengelompokan part ke dalam part families
berdasarkan ciri-ciri desainnya. Adapun dua variasi dari metode klasifikasi,
yaitu :
a) Metode Visual
Metode visual merupakan prosedur semi sistematik, dimana
pengelompokannya berdasarkan persamaan ukuran geometri.
b) Metode Coding
Metode coding merupakan pengelompokan yang berdasarkan pada
ukuran geometrik dan kekompleksitasannya, dimensi, tipe material,
ukuran row material, dan tingkat akurasi produk jadi. Dalam
menggunakan sistem coding tiap part dicirikan dengan numeric code alphabet. Tiap digit kode menunjukkan bentuk part. Sebelum skema
coding disusun, suatu survey dari semua ciri-ciri komponen harus lengkap. Kemudian nilai-nilai kode harus ditentukan untuk mencirikan
ciri-cirinya. Pemilihan ciri-ciri yang relevan bergantung pada aplikasi
dan skema coding.
Ada tiga tipe dasar sistem coding, yaitu (Kusiak, 1990):
Struktur hirarki biasa disebut dengan monocode. Pada monocode tiap kode nomor merupakan kualifikasi dengan karakter tertentu. Salah
satu keuntungan dari struktur hirarki adalah dapat memberikan
informasi yang luas dengan beberapa posisi kode.
2) Rantai (Matrik)
Struktur rantai biasa disebut juga dengan polycode, setiap digit pada posisi kode menjelaskan beberapa maksud informasi, khususnya
pada digit-digit tertentu.
3) Hybrid
Struktur hybrid merupakan gabungan dari struktur hierarchical dan rantai, kebanyakan sistem pengkodean menggunakan struktur
hybrid. 2. Analisis Cluster
Analisis Cluster ditujukan untuk mengelompokan objek ke dalam Cluster
homogen dengan berdasarkan bentuk objeknya. Aplikasi dari analisis Cluster
dalam Group technology adalah mengelompokan komponen ke dalam part family
dan mesin ke dalam sel mesin. Pengelompokan ini menghasilkan dua macam tata
letak yaitu (Kusiak, 1990):
1. Tata Letak Mesin secara Fisik : Pada tata letak mesin secara fisik dilakukan
kembali penyusunan mesin-mesin.
2. Tata Letak Mesin secara Logic : Pada tata letak secara logic mesin
dikelompokkan ke dalam sel mesin logical dan posisi mesin tidak
diubah-ubah. Pengelompokan secara logical dapat diaplikasikan pada beberapa kasus
sistem produksi dimana perubahan mesin secar fisik tidak mungkin
dilakukan.
2.2.3 Metode Koefisien Kemiripan
Pada prinsipnya algoritma koefisien kemiripan mengelompokan produk dan
mesin berdasarkan nilai koefisien, dimana semakin besar koerfisien kemiripan
maka semakin banyak kesamaan antara produk atau mesin. Untuk menyelesaikan
masalah pembentukan sel dengan menggunakan metode koefisien kemiripan
kemiripan untuk mesin dengan mesin dan produk dengan produk dari matriks
kejadian (incidence matriks) yang diberikan. Kemudian dari matriks kesamaan yang telah dibentuk mesin-mesin atau produk-produk yang mempunyai kesamaan
paling besar dikelompokkan sehingga membentuk sel-sel mesin atau family
product.
Dasar metode koefisien kemiripan lebih fleksibel dalam mengatur data
manufaktur yang masuk kedalam formasi sel mesin dan lebih mudah
pengaplikasiannya kedalam hitungan. Ada beberapa pengembangan metode yang
digunakan untuk menyelesaikan permasalahan formasi sel yang berdasarkan
similary coefficient method yang lebih fleksibel dalam mengatur data manufaktur ke dalam proses formasi sel mesin dan lebih mudah diaplikasikan ke dalam
hitungan (Singh, 1996). Similary coefficient method digunakan untuk mengatur
pengembangan metode cluster dalam menggunakan numerical taxonomy dan
penerapannya dalam bentuk pengelompokan mesin dan part families untuk
cellular manufacturing.
Metode dasar similarity coefficient method biasanya menghitung ukuran persamaan antara mesin atau komponen dan pengukuran ini digunakan untuk
penggabungan kelompok mesin atau komponen yang sama. Metode similarity
coefficient method selalu menghasilkan solusi matriks dalam bentuk struktur blok diagonal dan tidak memerlukan identifikasi visual untuk mengelompokan mesin
dan part families dalam solusi matriks, inilah perbedaan antara similarity coefficient method dengan array based method.
Langkah-langkah dasar similarity coefficient method untuk membuat
kelompok mesin dan part families adalah sebagai berikut:
1. Merancang initial matrix. Input data bisa diperoleh dari routing card. Informasi
yang digunakan dalam matriks disebut incidence matrix mesin-komponen
dengan matriks MxP dengan entries 0 atau 1, dimana M adalah jumlah mesin, dan P adalah jumlah komponen. Elemen aij adalah 1, jika j menandakan bahwa
2. Hitunglah koefisien kemiripannya. Gunakan incidence matriks mesin komponen untuk menghitung koefisien kemiripan dan selanjutnya
dipindahkan incidence matriks ke dalam triangular similarity matriks mesin x mesin (MxM) atau part x part (PxP).
3. Buatlah tree atau dendogramnya. Gunakan clustering algorithm untuk
mengolah nilai kesamaan matriksnya dimana hasil tree atau dendogram
memperlihatkan hierarkhi dari beberapa persamaan semua pasangan mesin atau
komponen.
4. Membentuk kelompok mesin atau part families. Koefisien kemiripan sering kali diperlihatkan sebagai rasio. Dalam koefisien kemiripan terjadi dua tipe
yaitu jaccard coefficient similarity dan commonality score.
2.2.3.1Algoritma Average Linkage Clustering (ALC)
Algoritma Average Linkage Clustering (ALC) digunakan untuk mengatasi kekurangan dari Single Linkage Clustering dan Complete Linkage Clustering
yang juga termasuk kedalam metode koefisien kemiripan. ALC ini berdasarkan
pada rata-rata kesamaan koefisien kemiripan antara semua bagian dari dua
kelompok mesin (Hadiguna, 2008).
Langkah-langkah pengerjaan ALC adalah sebagai berikut (Hadiguna,
2008).:
1. Tentukan nilai maksimum koefisien kemiripan dari Sij untuk semua mesin
dengan menggunakan rumus 2.1
... (pers. 2.1)
Dimana :
Sij = koefisien kemiripan antara mesin i dan mesin j
a = jumlah part yang diproses oleh kedua mesin
b = jumlah part yang diproses oleh mesin i
c = jumlah part yang dproses oleh mesin j
2. Tentukan nilai maksimum yang ada pada persamaan matriks. Gabungkan
kedua mesin tersebut kedalam kelompok mesin. Pada setiap langkah kelompok
mesin i dan j merupakan kelompok mesin baru (t). Kelompok mesin baru ini
persamaan matriks tersebut dengan menghitung kemiripan antara mesin baru
dengan kelompok mesin lainnya (w) dengan menggunakan rumus persamaan
2.2
... (pers. 2.2)
3. Hentikan pengerjaan jika semua mesin sudah dikelompokkan kedalam satu
kelompok mesin. Jika belum, ulangi langkah sampai semua mesin berhasil
dikelmpokkan.
Contoh pengerjaan metode ALC adalah sebagai berikut :
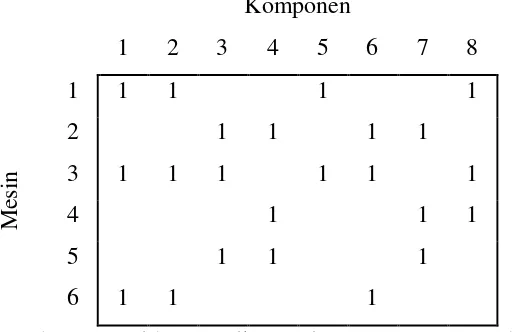
Insiden matriks mesin-komponen dapat dilihat pada gambar 2.1 berikut ini :
Komponen
Gambar 2.1 Insiden Matriks Mesin-Komponen Metode ALC
Langkah-langkah pengerjaan metode ALC adalah sebagai berikut :
1. Tentukan nilai maksimum koefisien kemiripan dari Sij untuk semua mesin
dengan menggunakan rumus 2.1. contoh kemiripan antara mesin 1 dan 4
adalah : S1,4 = = 0.167 =0.17
2. Tentukan nilai maksimum antara mesin. Dari hasil perhitungan pada langkah 1
diketahui bahwa mesin 2,5 memiliki nilai kemiripan terbesar. Maka gabungkan
kedua mesin ke dalam kelompok mesin yang baru, dimana nilai kemiripan
antara kelompok mesin yang baru dengan mesin yang lain dihitung sebagai
berikut :
S1(2,5) = (S12, S15)/(N1*N2,5) = (0+0)/(1*2) = 0
S(2,3)5 = (S23, S53)/(N3*N2,5) = (0,25+0,125)/(1*2) = 0,19
S(2,5)6 = (S26, S56)/(N6*N2,5) = (0,17+0)/(1*2) = 0,084
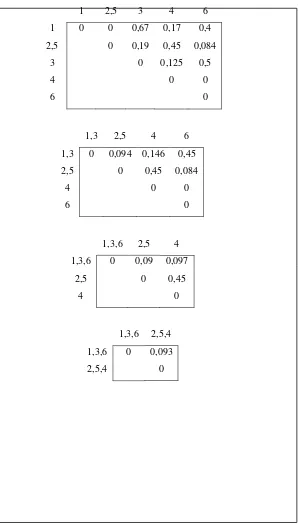
adapun tahapan iterasi dari metode ALC dapat dilihat pada gambar 2.2
1 2,5 3 4 6
1 0 0 0,67 0,17 0,4
2,5 0 0,19 0,45 0,084
3 0 0,125 0,5
4 0 0
6 0
1,3 2,5 4 6
1,3 0 0,094 0,146 0,45
2,5 0 0,45 0,084
4 0 0
6 0
1,3,6 2,5 4
1,3,6 0 0,09 0,097
2,5 0 0,45
4 0
1,3,6 2,5,4
1,3,6 0 0,093
2,5,4 0
2.3 Desain Sel Mesin
Setelah terbentuk kelompok komponen dan sel mesin, maka langkah
selanjutnya adalah mendesain sel mesin secara efektif. Istilah cellular
manufacturing terkadang digunakan untuk menjelaskan operasional dari sel mesin.
Sel mesin dklasifikasikan menjadi beberapa kategori, menurut banyaknya
mesin dan aliran material di antara mesin-mesin. Kategori tersebut diantaranya:
1. Kelompok sel mesin tunggal
Sel mesin tunggal terdiri dari satu mesin ditambah dengan peralatan yang
disusun untuk membuat satu atau beberapa part family. Sel bentuk ini dibuat untuk benda kerja dimana atributnya dibuat berdasarkan jenis prosesnya. Tidak
ada ketentuan mengenai pergerakan komponen antara mesin didalam sel.
2. Kelompok sel mesin dengan penanganan material secara manual
Merupakan suatu susunan yang terdiri dari satu atau beberapa mesin yang
digunakan secara bersama-sama untuk mengerjakan satu atau lebih kelompok
komponen. Tata letak mesin didalam sel ini seringkali berbentuk U.
3. Kelompok sel mesin dengan penanganan material secara integrated
Menggunakan sistem penanganan mekanis, seperti conveyor, jika
komponen-komponen dalam sel mempunyai routing proses pengerjaan yang sama atau hampir sama, tata letak mesin yang diusulkan adalah tata letak garis,
sedangkan jika routing proses bervariasi, maka tata letak loop lebih disukai. 4. Flexible manufacturing sistem
Merupakan suatu sistem sel mesin teknologi kelompok yang mempunyai
tingkat otomasi yang tinggi. Terdiri dari stasiun-stasiun kerja yang otomatis
dengan penanganan material yang terintegrasi.
2.3.1 Menentukan Penyusunan Desain Sel Mesin
Untuk menentukan jenis desain sel mesin mana yang digunakan dan
susunan perlengkapan yang terbaik dalam sel didasarkan pada proses kerja yang
dibutuhkan. Faktor-faktor penting yang harus diperhatikan dalam penyusunan
1. Volume pekerjaan yang dilakukan oleh sel. Ini termasuk jumlah komponen per
tahun dan jumlah pekerja yang dibutuhkan oleh setiap komponen. Faktor ini
mempengaruhi banyak mesin dalam sel, total biaya operasi sel, dan jumlah
investasi yang dibenarkan untuk susunan dan melengkapi sel.
2. Variasi rute proses dari komponen dalam menentukan aliran pekerjaan. Jika
semua rute proses adalah sama maka aliran garis lurus yang diizinkan.
Sedangkan jika variasi dalam rute sangat tinggi, maka bentuk U atau loop akan lebih disukai.
3. Ukuran komponen, berat bentuk, dan atribut fisiknya. Faktor ini menentukan
ukuran jenis penanganan material, serta kapan proses yang digunakan. Untuk
memformulasikan persoalan penyususnan mesin dalam teknologi kelompok,
ada tiga tahap (metode singleton), yaitu :
1) Kembangkan from to chart dari data rute komponen. Data itu terdiri dari sejumlah peta yang menggambarkan perpindahan komponen-komponen
diantara mesin-mesin (stasiun kerja) dalam sel.
2) Tentukan ’to-from-chart’ untuk setiap mesin. Ini dilakukan dengan
menjumlahkan semua to dan from untuk setiap mesin atau operasi.
Penjumlahan ’to’ untuk mesin ditentukan dengan menjumlahkan semua elemen
pada kolom yang sesuai dan penjumlahan ’from’ suatu mesin ditentukan
dengan menjumlahkan elemen-elemen pada baris yang sesuai. Buat ’to from chart’ untuk setiap mesin.
3) Susun mesin berdasarkan ’to-from-chart’. Suatu mesin yang mempunyai ’to-from-chart’ kecil berarti menerima pekerjaan dari beberapa mesin dalam sel tersebut, tetapi mendistribusikan pekerjaan kepada mesin-mesin yang lain.
Mesin yang mempunyai ’to-from-chart’ besar berarti menerima pekerjaan lebih banyak daripada mendistribusikannya. Oleh karena itu, masing-masing mesin
dengan rasio kecil ditempatkan pada permulaan dari aliran kerja dan mesin
dengan rasio besar ditempatkan pada akhir aliran kerja.
2.4 Jarak Total Material Handling (JTMH)
Jarak tempuh material handling adalah suatu jarak yang timbul akibat
departemen lain yang besarnya ditentukan sampai pada satuan jarak.
Komponen-komponen yang dibutuhkan dalam menyelesaikan JTMH yaitu jarak antar mesin/
departemen dan frekuensi pengangkutan material.
Untuk perhitungan jarak menggunakan metode square euclidean, yaitu
merupakan ukuran jarak dengan mengkuadratkan bobot terbesar suatu jarak antara
dua fasilitas yang berdekatan. (Purnomo; 2004). dengan rumus sebagai berikut :
Jarak mesin 1(mesin asal) ke mesin 3(mesin dituju) yang melalui mesin 2 adalah
sebagai berikut =
Jarak Total Material Handling = Jarak x Frekuensi...………....(2.4)
Terdapat dua kelompok jarak yaitu jarak dari- dan jarak ke-, pengertian dua
komponen ini diberikan untuk memudahkan perhitungan. Keduanya tidak bersifat
mengikat, tetapi hanya merupakan cara untuk mendapatkan keseragaman dalam
menghitung jarak material handling dalah :
Jarak dari mesin asal : LuasMesin Asal 2
1
………...(2.5)
Jarak ke mesin yang dituju : LuasMesin Dituju 2
1
………...(2.6)
Akan tetapi rumus diatas hanya berlaku apabila tata letak atau susunan atau
departemen belum diketahui, sehingga diasumsikan setiap departemen atau mesin
belum diketahui letaknya berdampingan.
Apabila tata letak atau susunan mesin atau departemen sudah diketahui,
maka perhitungan jarak diperoleh dengan menghitung jarak diagonal antar mesin
atau departemen.
a. Berat beban = berat jenis x Volume bahan
Dimana Volume bahan = Panjang x Lebar x Tinggi
a. Alat angkut yang digunakan sesuai dengan berat bahan yang diangkut
b. Ongkos pemindahan disesuaikan dengan alat angkut yang digunakan
Untuk lebih memperjelas hasil perhitungan jarak dapat dilihat pada
tabel 2.1 seperti dibawah ini :
Tabel 2.1 Contoh Tabel Jarak
Dari Ke- Total
Mesin A Mesin B
Mesin A
Mesin B
Total
Adapun keterangan tabel jarak diatas adalah sebagai berikut :
a. Kolom (1) dari, dapat diketahui dengan melihat pada OPC
b. Kolom (2,3) ke, yang merupakan tujuan dari kolom (1)
c. Kolom (4) total jarak yang ditempuh dari satu tempat (mesin) ke tempat
(mesin) yang lain.
2.5 Perhitungan Kontainer Yang Dibutuhkan
Jumlah kontainer yang dibutuhkan untuk mengoperasikan suatu pusat kerja
adalah merupakan fungsi dari tingkat permintaaan, ukuran, kontainer, dan waktu
sirkulasi untuk sebuah kontainer. Hal ini digambarkan dengan rumus sebagai
berikut (Monden, 2000) :
n = ... (2.7)
Dimana
n = total jumlah kontainer
D = Tingkat permintaan dari pusat kerja penggunaan
C = Ukuran kontainer dalam jumlah suku cadang, biasanya kurang dari 10
persen dari permintaan harian.
T = Waktu untuk satu kontainer menyelesaikan keseluruhan putaran : diisi,
menunggu, dipindahkan, digunakan, dan dikembalikan untuk diisi lagi. Ini
Misalkan permintaan pada pusat kerja berikutnya adalah 2 suku cadang per
menit dan kontainer standar memuat 25 suku cadang. Juga misalkan bahwa di
butuhkan 100 menit untuk suatu kontainer untuk menyelesaikan putaran dari pusat
kerja A ke pusat B dan kembali ke A lagi, termasuk waktu setup, operasi, pindah,
dan tunggu. Jumlah kontainer yang di butuhkan dalam hal ini adalah 8 :
N =
Inventori maksimum sama dengan ukuran kontainer dikali jumlah kontainer
= 8 × 25 = 200 unit, karena semua kontainer harus terisi.
Inventori maksimum = nC = DT (Monden, 2000).
Sedangkan untuk menghitung tingkat permintaan dari pusat kerja
pengguna dapat menggunakan rumus sebagai berikut (Monden, 2000).
III-1
3.1 Kerangka Berpikir
Sebuah sistem produksi dan tata letak yang baik dapat memberikan
keuntungan bagi perusahaan. Perencanaan sistem produksi dan tata letak yang
baik tersebut dilakukan dengan tujuan dapat mengurangi frekuensi perpindahan
material semaksimal mungkin, mengurangi kesalahan dalam proses produksi yang
dapat mengakibatkan kecacatan produk dan diharapkan dapat menghapus
keterlambatan produksi (Purnomo, 2004).
Tidak adanya suatu sistem produksi yang pasti dan tidak teraturnya
penempatan mesin pada lantai produksi mengakibatkan sering terjadinya
kesimpangsiuran dalam proses produksi yang mengakibatkan total jarak material
handling menjadi sangat panjang dan sering terjadinya kesalahan proses produksi
serta keterlambatan produksi, sehingga diperlukan perbaikan tata letak yang
sesuai dengan tipe produksi di perusahaan. Metoda yang akan diusulkan
perencanaan tata letak dengan menggunakan metode Group Technology.
Dengan penelitian ini diharapkan dapat mengurangi total jarak material
handling yang disebabkan oleh tata letak lantai pabrikasi yang tidak teratur
sehingga kemudian dapat mengakibatkan terjadinya keterlambatan produksi.
3.2 Metodologi Penelitian
Untuk mendapatkan hasil yang optimal, dilakukan studi lapangan dan studi
pabrikasi CV. FLORES JAYA, sedangkan studi pustaka diperlukan untuk
mendukung dan membahas semua hipotesis dan hasil penelitian.
3.2.1 Metode Pengumpulan Data
Untuk membantu dalam menyelesaikan permasalahan yang terjadi, maka
dilakukan pengumpulan data yang berhubungan dengan permasalahan yang
sedang dihadapi. Metode yang digunakan dalam proses pengumpulan data antara
lain :
1. Metode Observasi
Metode observasi yaitu metode yang dilakukan dengan melakukan
pengamatan dan pencatatan langsung secara sistematis terhadap gejala atau
fenomena yang diselidiki (Mukhtar, 2007). Adapun data yang akan
dikumpulkan dalam metoda ini adalah sebagai berikut :
a. Kapasitas produksi
b. Jenis dan jumlah produk yang diproduksi
c. Nama, dimensi, dan jumlah mesin pada waktu penelitian
d. Tata letak awal lantai produksi pada saat penelitian
e. Jarak perpindahan material
f. Ukuran kontainer yang ada pada saat ini
2. Metode Dokumentasi
Metode dokumentasi yaitu metode pengumpulan data dengan
menggunakan data yang telah ada di perusahaan yang meliputi :
a. Denah lantai produksi
c. Kapasitas muatan kontainer
d. Waktu periode kontainer
3.2.2 Metode Pengolahan Data
Setelah melakukan pengumpulan data maka langkah selanjutnya adalah
melakukan pengolahan data yang sudah terkumpul. Adapun langkah-langkah
yang dilkukan dalam pengolahan data untuk memecahkan permasalahan adalah
sebagai berikut :
A.Kondisi awal tata letak fasilitas
1) Tahap awal dalam pengolahan data ini adalah membuat gambar tata letak
pabrik pada saat ini.
2) Tahap berikutnya adalah menghitung jarak tempuh material handling
dengan menggunakan tata letak awal. Hal ini dilakukan untuk dijadikan
perbandingan dengan tata letak yang akan diusulkan nanti.
B.Perancangan Tata Letak Usulan
1) Tahap awal dalam pembuatan tata letak usulan dengan menggunakan
metode group technology adalah membuat tabel insiden matrik komponen dan mesin. Matrik ini berguna untuk menunjukan hubungan antara mesin
dan komponen yang dikerjakan.
2) Tahap selanjutnya adalah menghitung koefisien kemiripan antar mesin
untuk mengelompokan mesin dalam sel.
3) Setelah semua mesin dikelompokkan dalam sel, maka tahap selanjutnya
4) Tahap berikutnya setelah semua mesin dan komponen dikelompokkan
dalam sel adalah pembuatan AAD usulan berdasarkan hasil
pengelompokkan.
5) Proses selanjutnya adalah pembuatan tata letak usulan dan perhitungan jarak
tempuh material handling tata letak usulan untuk kemudian dibandingkan
dengan jarak tempuh dari tata letak awal.
6) Setelah pembentukan tata letak usulan selesai, maka langkah berikutnya
adalah menghitung jumlah permintaan dari pusat kerja pengguna
7) Langkah terakhir adalah menghitung jumlah kebutuhan kontainer yang
dibutuhkan pada lantai produksi CV. FLORES JAYA
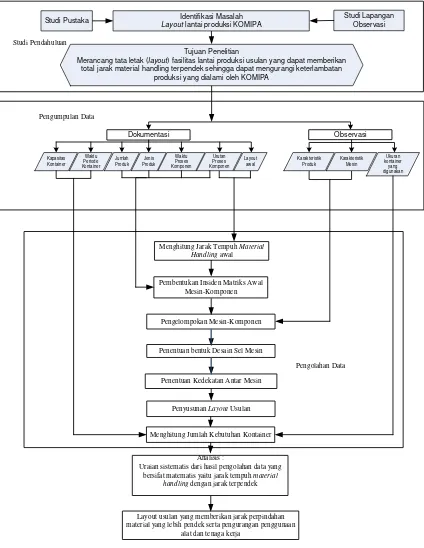
Secara rinci kerangka penyelesaian penelitian ini dapat dilihat pada gambar
Layout usulan yang memberikan jarak perpindahan material yang lebih pendek serta pengurangan penggunaan
alat dan tenaga kerja
Observasi
Pembentukan Insiden Matriks Awal Mesin-Komponen
Pengolahan Data
Dokumentasi
Pengumpulan Data
Menghitung Jarak Tempuh Material
Handling awal
Penentuan Kedekatan Antar Mesin
Penyusunan Layout Usulan
Penentuan bentuk Desain Sel Mesin Pengelompokan Mesin-Komponen
Analisis :
Uraian sistematis dari hasil pengolahan data yang
bersifat matematis yaitu jarak tempuh material
handling dengan jarak terpendek Studi Pendahuluan
Menghitung Jumlah Kebutuhan Kontainer
Tujuan Penelitian
Merancang tata letak (layout) fasilitas lantai produksi usulan yang dapat memberikan total jarak material handling terpendek sehingga dapat mengurangi keterlambatan
produksi yang dialami oleh KOMIPA
Ukuran kontainer
yang digunakan
Identifikasi Masalah
Layout lantai produksi KOMIPA
Studi Lapangan
IV-1
4.1 Pengumpulan Data 4.1.1 Data Umum Perusahaan
Data Komponen, Mesin dan Operator
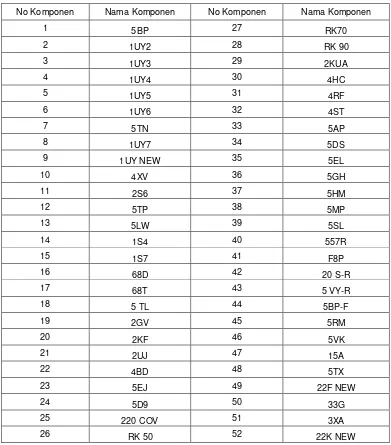
Komponen yang dijadikan referensi dalam penelitian ini berjumlah 52 buah,
dengan 7 jenis mesin dan Total jumlah mesin 86 mesin. Adapun jenis komponen
beserta jenis dan ukuran mesin yang digunakan dapat dilihat pada Tabel 4.1 dan
Tabel 4.2.
Tabel 4.1 Jenis Komponen Produksi
No Komponen Nama Komponen No Komponen Nama Komponen
Tabel 4.2 Jenis dan Ukuran Mesin
Sumber : Divisi Produksi
Untuk selanjutnya penulisan mesin atau komponen menggunakan
nomor mesin atau nomor komponen. Jumlah operator dari setiap mesin pada
lantai produksi CV. FLORES JAYA dapat dilihat pada Tabel 4.3.
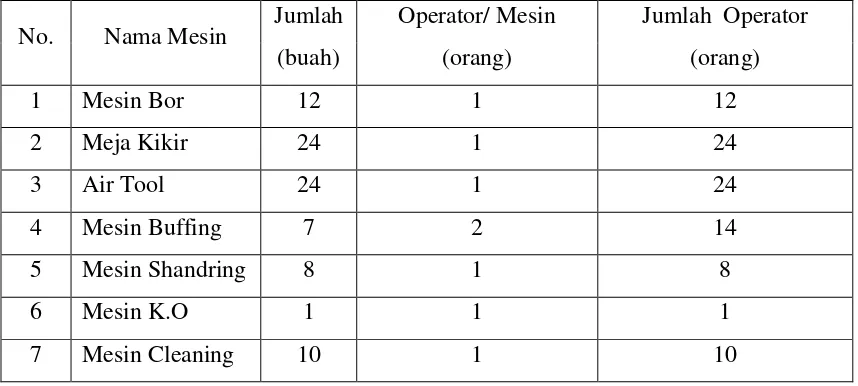
Tabel 4.3 Jumlah Operator Mesin Pada Lantai Produksi CV. FLORES JAYA
No. Nama Mesin Jumlah
(buah)
Operator/ Mesin
(orang)
Jumlah Operator
(orang)
4.1.2 Peta Proses Operasi
Dari ke 52 komponen yang diproduksi di CV. FLORES JAYA,
masing-masing komponen memiliki urutan proses dan penggunaan mesin yang
berbeda-beda. Setiap komponen memiliki peta proses operasi tersendiri untuk
4.1.3 Data Urutan Proses dan Waktu Proses Komponen
Data urutan proses dan waktu proses dari setiap komponen dalam
penelitian ini dapat dilihat pada Tabel 4.4 dan Tabel 4.5
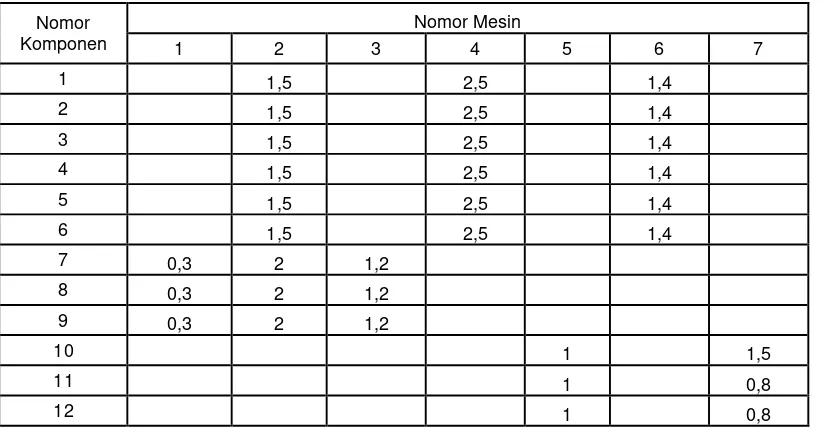
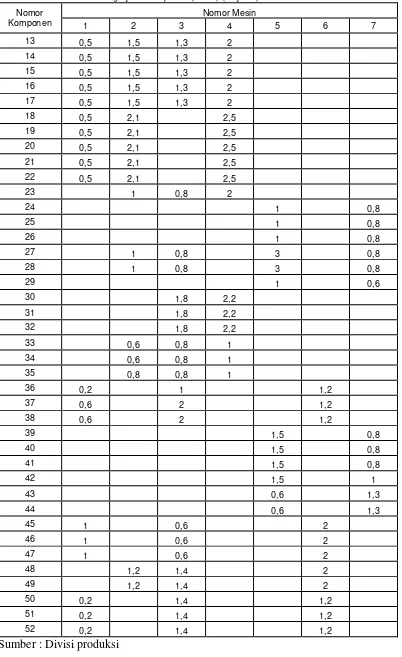
Tabel 4.4 Urutan Proses Pengerjaan Komponen
Tabel 4.4 Urutan Proses Pengerjaan Komponen (lanjutan)
Komponen Mesin
1 2 3 4 5 6 7
Sumber : Divisi produksi
Tabel 4.5 Waktu Proses Pengerjaan Komponen (menit)
Tabel 4.5 Waktu Proses Pengerjaan Komponen (menit) (lanjutan)
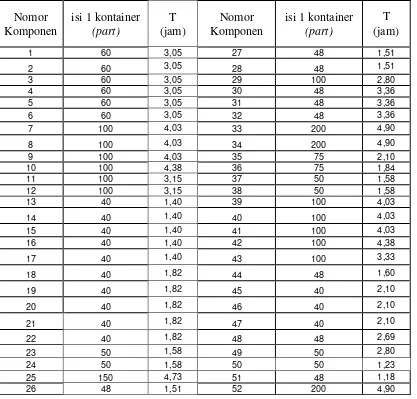
4.1.4 Data Jumlah Kontainer, Kapasitas Dan Waktu Putaran Kontainer
Data kapasitas kontainer yaitu data yang menunjukkan banyaknya jumlah
komponen yang dapat dimuat dalam satu kontainer. Sedangkan data waktu
putaran kontainer adalah data yang menunjukkan waktu yang dibutuhkan oleh
satu kontainer untuk menyelesaikan keseluruhan putaran, mulai dari diisi,
menunggu, dipindahkan, digunakan, dan dikembalikan untuk diisi kembali.
Jumlah kontainer yang digunakan saat ini adalah sebanyak 188 buah. Adapun data
kapasitas kontainer dan waktu putaran kontainer dapat dilihat pada Tabel 4.6 dan
Tabel 4.7.
Tabel 4.6 Data Kapasitas Kontainer & waktu putar (T)
Nomor Komponen
isi 1 kontainer
(part)
T (jam)
Nomor Komponen
isi 1 kontainer
(part)
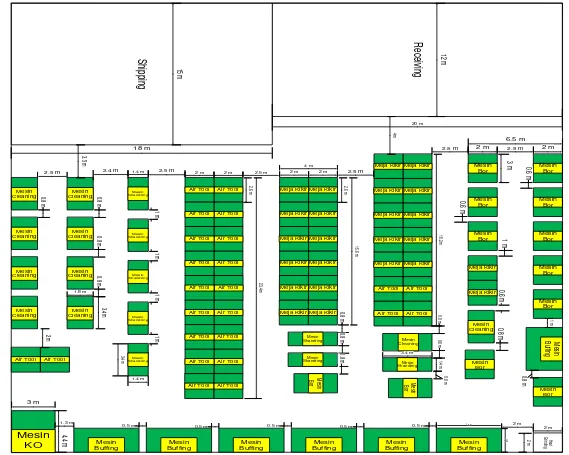
4.1.5 Tata Letak Saat Ini
Tata letak yang diterapkan pada lantai produksi saat ini adalah tata letak
jenis job shop dimana setiap mesin dikelompokkan berdasarkan jenisnya. Namun karena adanya penambahan mesin secara berkala membuat tata leraknya menjadi
bernatakan. Pada area mesin bor terdapat 2 meja kikir, 1 mesin buffing dan 1 mesin cleaning. Pada area meja kikir ditambahkan 4 air tool, 3 mesin shandring, 1 mesin cleaning dan 2 mesin bor. Penambahan air tool yang terakhir diletakkan terlalu jauh yaitu di area mesin cleaning.
Selain itu, penempatan mesin buffing yang seharusnya keempat sisinya dapat digunakan dalam proses produksi karena diletakkan disisi dinding
mengakibatkan hanya dua sisi dari mesin ini yang dapat digunakan dalam proses
produksi. Hal ini mengakibatkan sering terjadinya antrian dalam proses buffing
sehingga terjadi banyak inventory in proces.
Untuk dapat melihat lebih jelas dan lengkap tentang tata letak saat ini di
IV-9
4.2.1.1Pengelompokan Penggunaan Mesin
Langkah pertama yang harus dilakukan dalam proses perhitungan jarak
perpindahan material pada tata letak kondisi saat ini adalah mengelompokan
penggunaan mesin. Pengelompokan penggunaan mesin ini dilakukan untuk
mengetahui mesin di area mana yang akan digunakan untuk memproses
komponen. Adapun cara untuk mengelompokan penggunaan mesin ini adalah
dengan membagi area mesin-mesin yang ada pada tata letak saat ini menjadi
beberapa area, kemudian menentukan komponen mana saja yang akan dikerjakan
di area tersebut. Dalam menentukan komponen mana saja yang akan dikerjakan
dalam satu area mesin, sebagai dasar acuan digunakan waktu proses komponen
pada setiap mesin.
Untuk membantu dalam pembentukan kelompok penggunaan mesin, maka
perlu dilakukan pengelompokan mesin untuk tata letak yang ada pada saat ini.
Adapun pengelompokan mesin-mesin yang ada pada tata letak saat ini dapat
IV
Meja Kikir Meja Kikir
Mesin
Meja Kikir Meja Kikir
Meja Kikir Meja Kikir
Air Tool
Air Tool Air Tool
dari komponen di masing-masing mesin. Hasil pengelompokan komponen
tersebut dapat dilihat pada tabel 4.8 berikut.
Tabel 4.8 Pengelompokan Komponen berdasarkan Grup Mesin Yang digunakan
Grup Mesin Komponen
B-1 (Mesin bor-) 7,8,9,13,14,15,16,17,18,19,20,21,22,36,50,51
B-2 (Mesin bor-2) 37,38,45,46,47
MK-1 (Meja Kikir-1) 23,27,28,33,34,35
MK-2 (Meja Kikir-1) 7,8,9,18,19,20,21,22
MK-3 (Meja Kikir-1) 1,2,3,4,5,6,13,14,15,16,17,48,19
AT-1 (Air Tool-1) 30,31,32,37,38
AT-2 (Air Tool-1) 7,8,9,13,14,15,16,17,48,49,50,51,52
AT-3 (Air Tool-1) 23,27,28,33,34,35,36,45,46,47
BF-1 ( Mesin Buffing-1) 13,14,15,16,17,23,33,34,35
BF-2 ( Mesin Buffing-2) 1,2,3,4,5,6,18,19,20,21,22,30,31,32
MS-1 (Mesin Shandring-1) 10,11,12,24,25,26,29,43,44
MS-2 (Mesin Shandring-2) 27,28,39,40,41,42
KO (Mesin KO) 1,2,3,4,5,6,36,37,38,45,46,47,48,49,50,51,52
C-1 (Mesin Cleaning-1) 10,43,44
C-2 (Mesin Cleaning-2) 11,12,24,25,26,27,28,29,39,40,41
4.2.1.2Perhitungan Jarak
Perhitungan jarak digunakan untuk menghitung jauhnya pergerakan
material dari satu tempat ke tempat lain, dalam hal ini adalah dari satu mesin ke
mesin berikutnya. Metode yang digunakan untuk menghitung jarak ini adalah
dengan menggunakan metode square. Hasil perhitungan jarakdari masing masing
IV-12
From
To
R B-1 B-2 K-1 K-2 K-3 AT-1 AT-2 AT-3 BF-1 BF-2 MS-1 MS-2 KO C-1 C-2 S
R 243 293,2 230,4 239,13 302,2 349,1
B-1 101,5 238 312,1 555,46
B-2 149,8 349,51
K-1 520,5
K-2 264,95 430,8
K-3 78 335,84
AT-1 394,42 294,9
AT-2 244,8
AT-3 242,7 222,8 271,35
BF-1 387,2
BF-2 468
MS-1 54,32 186,43
MS-2 63,5
KO 904,52 503 480
C-1 707,99
C-2 246,8
IV-13
pergerakan dari satu tempat ke tempat lain, dalam hal ini adalah dari satu mesin ke
mesin berikutnya. Penentuan jumlah frekuensi aliran material ini dilakukan
dengan menghitung banyaknya pergerakan komponen yang terjadi dari mesin ke
mesin lainnya berdasarkan urutan proses yang terdapat pada Tabel 4.4.
Misalkan untuk menghitung frekuensi dari receiving ke mesin bor maka kita bisa menghitung banyaknya perpindahan komponen ke mesin 1 yang
ditunjukkan oleh banyaknya angka 1 pada kolom mesin B-1 dari Tabel 4.4 yaitu
berjumlah 13. Demikian seterusnya hingga frekuensi komponen yang bergerak
dari mesin terakhir ke shipping (S).
Frekuensi perpindahan material yang ada dilantai produksi selengkapnya
IV-14
From R B-1 B-2 K-1 K-2 K-3 AT-1 AT-2 AT-3 BF-1 BF-2 MS-1 MS-2 KO C-1 C-2 S
R 13 6 3 9 4 17
B-1 8 5 3 1
B-2 2 3
K-1 6
K-2 3 5
K-3 7 6
AT-1 3 2
AT-2 8
AT-3 4 2 4
BF-1 9
BF-2 14
MS-1 3 6
MS-2 6
KO 4 5 3
C-1 3
C-2 12
IV-16
From R B-1 B-2 K-1 K-2 K-3 AT-1 AT-2 AT-3 BF-1 BF-2 MS-1 MS-2 KO C-1 C-2 S
R 202,65 102,74 45,54 139,17 69,54 317,63 877,27
B-1 80,60 77,14 53,00 23,57 234,30
B-2 24,48 56,09 80,56
K-1 136,89 136,89
K-2 48,83 103,78 152,61
K-3 61,82 109,96 171,78
AT-1 59,58 34,35 93,93
AT-2 125,17 125,17
AT-3 62,32 29,85 65,89 158,06
BF-1 177,10 177,10
BF-2 302,87 302,87
MS-1 22,11 81,92 104,03
MS-2 47,81 47,81
KO 120,3 112,14 65,727 298,17
C-1 79,82 79,82
C-2 188,52 188,52
S 0
IV-17
Tahap awal dalam pembentukan sel manufaktur adalah membuat insiden
matriks mesin-komponen seperti dapat dilihat pada Tabel 4.12.
Formulasi insiden matriks dibentuk dengan memberikan inisial 0 dan 1.
Inisial 1 menunjukkan bahwa mesin i digunakan untuk memproses komponen j
dan inisial 0 menunjukan bahwa mesin i tidak digunakan untuk memproses
komponen j. Insiden matriks untuk 52 komponen dan 7 jenis mesin dapat dilihat
pada Tabel 4.12 berikut.
Tabel 4.12 Insiden Matriks Komponen-Mesin
Tabel 4.12 Insiden Matriks Komponen-Mesin (lanjutan)
4.2.2.2Pengelompokan mesin dan komponen
Pengelompokan mesin dan komponen ini dilakukan dengan menggunakan
metode ALC atau metode koefisien kemiripan, kemiripan yang digunakan dalam
penelitian ini adalah kemiripan komponen berdasarkan proses yang dilaluinya.
Langkah pertama yang dilakukan pada metode ALC ini adalah menentukan nilai
maksimum koefisien kemiripan (similarity Coeficient) dengan cara
mengelompokkan mesin-mesin berdasarkan pada nilai kesamaan antara mesin dan
komponen. Rumus yang digunakan untuk menghitung koefisien kemiripan dalam
4.2.2.2.1 Pengelompokan mesin
Langkah-langkah pengerjaan dengan metode ALC untuk
pengelompokan mesin adalah sebagai berikut :
1. Menentukan nilai koefisien kemiripan
Dengan menggunakan Tabel 4.12 sebelumnya, tentukan nilai koefisien kemiripan
untuk semua mesin. Misalkan untuk nilai koefisien antara mesin 1 dengan mesin 2
dapat dihitung sebagai berikut :
Untuk hasil selengkapnya dapat dilihat pada Tabel 4.13 sebagai berikut :
Tabel 4.13 Nilai Koefisien Kemiripan Antar Mesin
To
2. Mencari nilai maksimum koefisien kemiripan
Mencari nilai maksimum dari persamaan matriks koefisien kemiripan yang
dihitung dalam Tabel 4.13. Kemudian gabungkan kedua mesin tersebut kedalam
kelompok mesin. Maka yang terpilih adalah S5,7dengan nilai 0,1, selanjutnya buat
matriks baru dan hitung kembali nilai koefisien kemiripan antara kelompok mesin
yang baru dengan mesin yang lain dengan menggunakan rumus 2.2.
Setelah semua hasil didapat kemudian dibuat kembali dalam bentuk matriks nilai
koefisien kemiripan. Langkah ini terus dilakukan hingga semua mesin berhasi
dikelompokkan. Hasil iterasi 1 sampai dengan iterasi akhir (iterasi 4)dapat dilihat
Tabel 4.14 Hasil Iterasi-1 (outflow-inflow)
Tabel 4.15 Hasil Iterasi-2 (outflow-inflow)
To
Tabel 4.16 Hasil Iterasi-3 (outflow-inflow)
To
Tabel 4.17 Hasil Iterasi-4 (outflow-inflow) Tabel 4,18: Hasil iterasi 5 (in-Out)
To
Dari hasil iterasi maka didapat 2 kelompok mesin yaitu kelompok pertama
terdiri dari mesin 1,2,3,4 dan 6 sedangkan kelompok kedua terdiri dari mesin 5
dan mesin 7. Setelah semua mesin dikelompokkan kedalam 2 kelompok mesin,
To
1,2,3,4,6 5.7 From
1,2,3,4,6 0.00
maka langkah selanjutnya adalah membuat dendogram mesin berdasarkan
persamaan matriks mesin yang dihasilkan seperti pada gambar 4.5
Gambar 4.5 Dendogram Pengelompokan Mesin
4.2.2.2.2 Pengelompokan komponen
Langkah-langkah pengerjaan dengan metode ALC untuk pengelompokan
komponen sama halnya dengan pengelompokkan mesin yaitu sebagai berikut :
1. Menentukan nilai koefisien kemiripan
Dengan menggunakan Tabel 4.12 sebelumnya, tentukan nilai koefisien
kemiripan untuk semua komponen.
2. Mencari nilai maksimum koefisien kemiripan
Adapun langkah-langkah iterasi dalam pengelompokkan ke 52 komponen
dapat dilihat pada lampiran 1, sedangkan hasil akhir dari pengelompokkan
Tabel 4.19 Hasil Iterasi-16
To
Sel 1
Sel 2
From 1,2,3,4,5,6,7,8,9,13,
14,15,16,17,18,19,20,21,
Dari hasil iterasi maka didapat 2 kelompok komponen yaitu kelompok
pertama terdiri dari komponen 1,2,3,4,5,6,7,8,9,13,14,15,16,17,18,19,
20,21,22,23,30,31,32,33,34,35,36,37,38,45,46,47,48,49,50,51 dan 52 sedangkan
kelompok kedua terdiri dari komponen 10,11,12,24,25,26,27,28,29,39,
40,41,42,43, dan komponen 44.
Untuk menyempurnakan formulasi sel yang terbentuk, maka langkah
selanjutnya adalah menggabungkan antara dendogram mesin dengan dendogram
komponen ke dalam matriks persamaan.
Setelah dilakukan penyatuan dendogram mesin dan komponen maka sel
mesin dan sel komponen dapat disatukan berdasarkan mesin yang digunakan
dalam proses pengerjaan komponen tersebut. Hasilnya dapat dilihat pada Tabel
Tabel 4.20: Pengelompokan Sel Mesin dan Komponen
Kelompok Komponen (part family) Komponen
Setelah terbentuk Tabel penggabungan antara sel mesin dengan sel
komponen (tabel 4.20), maka langkah selanjutnya adalah menentukan desain sel
yang akan dibentuk yang disesuaikan dengan kaidah-kaidah dalam pembentukan
sel.
4.2.2.3Penentuan Desain Sel Mesin
Guna menentukan bentuk desain sel mesin yang tepat bagi bagian
produksi, maka ada beberapa hal yang perlu diperhatikan. Adapun ciri-ciri yang
terdapat pada lantai produksi ini, yaitu :
1. Untuk proses pengerjaan cenderung beragam karena bervariasinya produk
yang dikerjakan sesuai dengan order yang diberikan oleh mitranya.
2. Sebagian besar penanganan material bersifat manual.
Dengan demikian bentuk desain sel mesin yang cocok untuk bagian
produksi adalah bentuk desain sel U, karena bentuk ini dapat mengatasi
permasalahan, bentuk disain sel U ini juga mampu mempersingkat jarak lintas,
mengoptimalkan penggunaan mesin buffing maupun waktu yang dibutuhkan oleh operator selama menyelesaikan tugasnya.
Desain tata letak usulan yang dibentuk disesuaikan berdasarkan jumlah
mesin yang ada pada saat ini dan memanfaatkan jumlah luas lahan yang ada
dengan semaksimal mungkin. Sel U yang dibentuk menjadi 2 sel, yaitu sel 1 dan
sel 2. Dimana sel 1 memiliki 6 sub sel yang terdiri dari mesin bor, meja kikir, air tool, mesin buffing dan mesin KO. Sedangkan sel 2 memiliki 4 sub sel yang terdiri dari mesin cleaning dan mesin shandring.
4.2.2.4Jenis Dan Ukuran Mesin Untuk Tata Letak Usulan
Adapun ukuran area dari masing-masing mesin yang akan digunakan
Tabel 4.21 Jenis dan Ukuran Mesin Untuk Tata Letak Usulan
Setelah diketahui ukuran area dari masing-masing mesin yang akan
digunakan dalam pembuatan tata letak usulan, tahap selanjutnya adalah membuat
desain tata letak usulan sesuai dengan bentuk sel mesin yang telah ditentukan.
4.2.2.5Desain Tata Letak Usulan
Pembentukan tata letak usulan ini dilakukan dengan metode coba-coba,
akan tetapi masih menggunakan patokan bentuk sel U. Hasil pembentukan tata
letak usulan ini terdiri dari dua buah sel, dimana sel 1 yang terdiri dari 6 sub sel
berbentuk double U atau mirip dengan huruf W dengan penenpatan mesin sebagai berikut :
1. Terdiri dari 2 buah mesin bor yang berada disisi kanan dan kiri sub sel
tersebut.
2. Setelah mesin bor terdapat 2 buah dimasing-masing sisi kiri dan kanan sub
sel tersebut. Sehingga dalam satu buah sub sel terdapat 4 buah meja kikir.
3. Mesin buffing ditempatkan ditengah-tengah sub sel sehingga keempat sisi dari mesin buffing tersebut dapat digunakan. Dalam satu buah sub sel terdapat satu mesin buffing, hanya ada satu buah sub sel yang memiliki 2
mesin buffing. Hal ini dilakukan untuk menanggulangi
pekerjaan-pekerjaan tertentu yang membutuhkan waktu lebih lama di mesin buffing. 4. Diantara mesin buffing, meja kikir, dan mesin bor terdapat mesin air tool
Sedangkan sel 2 terdiri dai 4 buah sub sel yang berbentuk U.
Masing-masing sub sel terdiri dari 2 jenis mesin yaitu mesin shandring dan mesin
cleaning. 2 buah sub sel terdiri dari 2 mesin shandring dan 2 buah mesin cleaning sedangkan 2 sub sel lainnya terdiri dari 2 buah mesin shandring dan 3 buah mesin
cleaning. Sama halnya dengan sub sel pada sel 1, hal ini dilakukan untuk
mencegah terjadinya kemacetan proses pada pekerjaan-pekerjaan tertentu yang
Receiving
Kikir kikirMeja
Mesin
Kikir kikirMeja
Mesin
Bor
Meja
Kikir kikirMeja
Mesin
Kikir kikirMeja
Mesin
Bor
Meja
Kikir kikirMeja
Mesin
Kikir kikirMeja
Mesin
Bor
1,5 m
Meja
Kikir kikirMeja
Mesin
Kikir kikirMeja
Mesin
Kikir kikirMeja
Mesin
Kikir kikirMeja
Mesin
Bor
Meja
Kikir kikirMeja
Mesin
Kikir kikirMeja
Mesin
4.2.2.6Perhitungan Jarak tata Letak Usulan
Rumus yang digunakan untuk menghitungn jarak pada tata letak usulan
sama dengan rumus yang digunakan dalam menghitung jarak pada tata letak awal
yaitu rumus 2.3. Adapun hasil perhitungan jarak tata letak usulan dapat dilihat
pada Tabel 4.22.
Tabel 4.22 Jarak Antar Mesin Untuk Tata Letak Usulan
From
4.2.2.7Perhitungan Frekuensi Aliran dan Total Jarak Tempuh Material
Frekuensi yang digunakan sama dengan frekuensi pada tata letak awal dan
tata letak usulan 1. Untuk selengkapnya dapat dilihat pada Tabel 4.24.
Tabel 4.23 Frekuensi Perpindahan Material
From To
Setelah diketahui jarak anatar mesin dan frekuensi perpindahan material,
maka langkah selanjutnya yang harus yaitu menghitung jarak total material
handling untuk kemudian dibandingkan dengan jarak total material handling dari
seperti yang dilakukan pada tata letak awal, yaitu dengan menggunakan rumus
2.4. Hasil perhitungan dapat dilihat pada Tabel 4.24.
Tabel 4.24 Jarak Total Material Handling Tata Letak Usulan
From To Jumlah
R 1 2 3 4 5 6 7 S
R 275.86 134.22 202.44 613
1 16.67 29.25 46
2 36.80 41.47 78
3 30.52 10.48 402.06 443
4 605.10 605
5 59.96 60
6 33.73 32.71 66
7 277.35 277
Total Jarak 2189
Setelah didapat jarak total material handling untuk tata letak usulan , maka
langkah selanjutnya adalah membandingkan dengan jarak total material handling