with Reinforced Epoxy Composite: An Experiment
S. Nageswara
1, S. Lakshmi Narayana
2, Dr. Y. Venkata Mohan Reddy
3,
Dr. B. Chandra Mohan Reddy
41,2Assistant Professor, Department of Mechanical Engineering,
Sree Vidyanikethan Engineering College, Tirupati, AP, India. 3Professor & HOD, Department of Mechanical Engineering,
G. Pulla Reddy Engineering College, Kurnool, AP, India. 4
Assistant Professor, Department of Mechanical Engineering, JNTUA College Engineering, Anatapur, AP, India.
International Journal of Engineering & Technology Research Volume 4, Issue 3, May-June, 2016, pp. 01-13
ISSN Online: 2347-4904, Print: 2347-8292,DOA : 13052016 © IASTER 2016, www.iaster.com
ABSTRACT
Natural fibers are emerging as low cost, lightweight and apparently environmentally superior alternatives to glass fibers in composites are use in the aerospace, transportation and construction industries. The extensive research and development of new and improved materials such as composites. Composite materials used for structural purposes often have low densities, resulting in high stiffness to weight and high strength to weight ratios when compared to traditional engineering materials. In addition, to the high fatigue strength to weight ratio and fatigue damage tolerance of many composites also makes them an attractive option. The light-weight natural fiber composites improve fuel efficiency and reduce emissions in the use phase of the component, especially in auto applications. The overall objective of present work is to prepare glass fiber/bamboo /sisal reinforced epoxy composites and to study their mechanical properties experimentally and compare them. Preparation of composite specimens by using the raw materials by varying weight (10% to 40%) content ratio. Test the composite specimens by using the Instron 3369 model UTM and find out the tensile and flexural properties of the composite. The reported results showed that the tensile strength is increasing with increase of glass fiber content in the composites. Finally the mechanical properties are high for glass fiber and bamboo compared to the sisal.
Keywords
: Natural Fibers, Glass Fibers, Bamboo, Sisal, Reinforced Epoxy.1. INTRODUCTION
mixing and molding equipment, which can contribute to significant cost reduction. The most interesting aspect about natural fibers is their positive environmental impact. The improvement in manufacturing technology alone is not enough to overcome the cost hurdle.
It is essential that there be an integrated effort in design, material, process, tooling, quality assurance, manufacturing, and even program management for composites to become competitive with metals. The Ancient Egyptians used chopped straw to reinforce mud bricks; and Mongol warriors used a composite consisting of bullock tendon, horn, bamboo strips, silk and pine resin to produce high-performance archery bows.
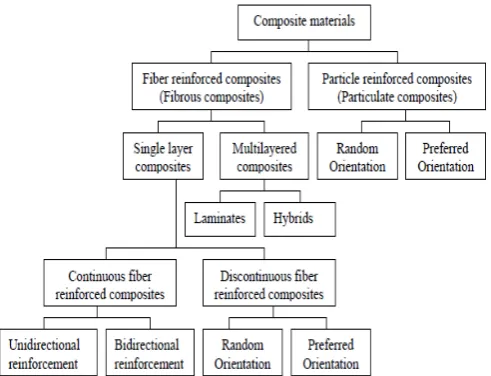
Figure 1.1: Composite Material Fibers
1.1 Definition of Composite: A composite material (as heterogeneous material) is a combination of at least two or more chemically distinct materials with a distinct interface separating the components. The resultant composite will have properties which are superior to those of the individual components.
1.2 Components of a Composite Material: The matrix isolates the fibres from one another in order to prevent abrasion and formation of new surface flaws and acts as a bridge to hold the fibres in place. A good matrix should possess ability to deform easily under applied load, transfer the load onto the fibres and evenly distributive stress concentration.
Reinforcement: It is one of increasing the mechanical properties of the neat resin system. All of the different fibers used in composites have different properties and so affect the properties of the composite in different ways. For most of the applications, the fibers need to be arranged into some form of sheet, known as a fabric, to make handling possible to achieve different characteristics.
Glass fibers, Boron, Carbon, Coir Fibers, Bamboo Fibers, Silicon Fibers, Jute Fibers, Pine apple Fiber.
Natural fibres: Sisal, Jute, Bamboo, Pineapple leaf fibres, Coconut, Banana, etc. Carbon Fiber: Higher
strength- Superior Heat stability. Kevlar fibres: 5 times stronger than steel on a weight to weight basis–
Aircrafts, spacecrafts, sports goods etc
Interface: The interface is a bounding surface or zone where a discontinuity occurs, whether physical,
mechanical, chemical etc. The matrix material must “wet” the fibre. Coupling agents are frequently
used to improve wettability. Well “wetted” fibres increase the interface surfaces area. To obtain
desirable properties in a composite, the applied load should be effectively transferred from the matrix to the fibres via the interface. This means that the interface must be large and exhibit strong adhesion between fibres and matrix. Failure at the interface (called debonding) may or may not be desirable.
1.3 Classification:. The Figure 1.2 represents a commonly accepted classification scheme for composite materials.
Metal matrix type composites: MMC are composed of a metallic matrix (Al, Mg, Fe, Co, Cu).
Ceramic matrix composites: CMC is a material consisting of a ceramic combined with a ceramic dispersed phase.
Polymer matrix material: PMC are composed of a matrix from thermosetting (unsaturated polyester, epoxy) or thermoplastic (nylon, polystyrene) and embedded glass carbon, steel.
Laminate Composites: When a fiber-reinforced composite consists of several layers with different fiber orientations, it is called multilayer composite. Apart from that the two broad classes of composites are (1) Particulate composites and (2) Fibrous composites.
1.4 Characteristics of Composites: The discontinuous phase is usually harder and stronger than the
continuous phase and is called the „reinforcement„ or „reinforcing material‟, whereas the continuous phase
is termed as the „ matrix'. Apart from the nature of the constituent materials, the geometry of the
reinforcement (shape, size and size distribution) influences the properties of the composite to a great extent. The concentration distribution and orientation of the reinforcement also affect the properties. The shape of the discontinuous phase (which may be spherical, cylindrical, or rectangular cross-sanctioned prisms or platelets), the size and size distribution (which controls the texture of the material) and volume or weight fraction determine the interfacial area, which plays an important role in determining the extent of the interaction between the reinforcement and the matrix. Concentration, usually measured as volume or weight fraction, determines the contribution of a single constituent to the overall properties of the composites, and easily controllable manufacturing variable used to alter its properties.
2. STRUCTURE OF COMPOSITE
Properties: Nature of the constituent material (bonding strength). The geometry of the reinforcement (shape, size). The concentration distribution (vol. fraction of reinforcement). The orientation of the reinforcement (random or preferred). Very small particles less than 0.25 micrometer finely distributed in the matrix impede movement of dislocations and deformation of the material. They have strengthening effect. Large dispersed phase particles have low shear load applied to the material resulting in increase of stiffness and decrease of ductility.
Orientation of Reinforcement: Planar: - In the form of 2D woven fabric. When the fibers are laid parallel, the composite exhibits axis trope. Random or 3D: - The composite material tends to posses isotropic properties. 1D: Maximum strength and stiffness are obtained in the direction of fiber.
Glass fibres: E, C, Z Glass fibres:E-Glass: Corrosion resistance and Environmental resistance, C-Glass: Higher Acid Resistance, Z-Glass: Corrosion and Alkali resistant. Bamboo Fibers: Procured Tripura (North-East Part of Indian) Bamboo fibres were treated with 5% aq. NaOH solution for 1 hour to remove dirt, greasy material etc., washed with distilled water and dried in the Sun for one week and
finally dried in vacuum oven at 110 C for 48 hours before use. Sisal: The sisal is available from the
kadiri side villages for the tensile test and Flexural test
Figure: 2.2 .Glass Fiber, Bamboo & Sisal Fibers
2.2. Advantages of Composites: Tensile strength of composites is four to six times greater than that of steel or aluminum (depending on the reinforcements). Improved torsional stiffness and impact properties. Higher fatigue endurance limit (up to 60% of ultimate tensile strength). 30% - 40% lighter for example any particular aluminum structures designed to the same functional requirements. Lower embedded energy compared to other structural metallic materials like steel, aluminum etc.
2.3 Limitations and Applications: The limitations of composite material is Low transverse strength, Low operational temperature limits
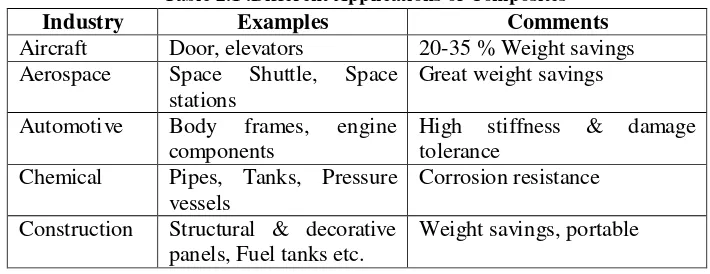
Table 2.1 .Different Applications of Composites
Industry Examples Comments
Aircraft Door, elevators 20-35 % Weight savings
Aerospace Space Shuttle, Space
stations
Great weight savings
Automotive Body frames, engine
components
High stiffness & damage tolerance
Chemical Pipes, Tanks, Pressure
vessels
Corrosion resistance
Construction Structural & decorative
panels, Fuel tanks etc.
Weight savings, portable
3.
AIM
AND
SCOPE
OF
THE
PRESENT
WORK
Due to their outstanding properties, polymers owe their servicing to the society to the maximum extent. Unfortunately at the same time they are possessing many environmental problems due to their non-judicious usage. The main problem with many of the polymers is their non-degradable nature. It is the primary duty of all citizens in general and polymer scientists in particular to see that the polymers do not pollute the environment. In this direction, efforts are made to synthesize biodegradable polymers. But unfortunately, no effective breakthrough is achieved in this direction. In the present work, the author attempted to make the polymer composites with natural fabric. In this direction, the author searched for the natural fabrics available in the district of Kurnool where Nallamala forest is located. Near Sresailam
and Atmakur Taluks of the district the trees belong to “Grewia tilifolia, Polyalthia cerasoides and
We know that these fabrics are thin and had fibres in uniaxial directions. As uniaxial fabrics are rare in occurrence, the author planed to utilize these unique fabrics as reinforcement.
We used epoxy resin Araldite and PVA was used as the matrix components. To meet the specific needs, the polymer composites have to be modified.
When the mechanical properties of the Green composites are lower, it is customary to them with conventional co-reinforcements like glass, carbon, and Kevlar etc fibres. The mechanical properties such as tensile and flexural. The ASTM procedures were followed in the preparation and testing of the specimens. We investigate the bonding between the matrix and the reinforcement.
As the performance of the composite not only depends on the selection of the constituent materials, but also on the bonding between them. We also designed and developed the glass moulds for preparing the specimens for different tests.
3.1 Materials and Methods: Materials: In the present work, the epoxy resin Araldite and PVA were used as the matrix components. The main feature of this epoxy system is its excellent mechanical and dynamic strength. The manufacturer recommends this resin system for making composites.
Araldite LY-556 is a clear liquid with a viscosity at 25C in the range of 9000 to 12000 MPa. The
epoxy in the resin varies between 5.2 and 5.45 Eql/Kg. It has a shelf life of three years if the product is
stored in a dry place in a temperature range of 18 - 25 C. For achieving higher shelf life, the lid of the
container is closed immediately after transfer of the material.
3.2 Preparation of Composites
1. Preparation of Mould
2. For making the composite, a moulding box was prepared with glass.
3. Preparation of composite The mould cavity was coated with a thin layer of aqueous solution of
poly vinyl alcohol (PVA).
4. Further a thin coating of hard wax was laid over it.
5. Each coat was allowed to dry for 20 min. at room temperature.
6. A 3 mm thick plate was made from the epoxy and hardener taken in the ratio of 100 and 10
parts by weight respectively.
7. Then the moulding box was loaded with the matrix mixture and bamboo, sisal & glass fiber in
random orientation (with varying percentage) and was placed in vacuum oven which was
maintained at 100 0C for 3 hours to complete the curing.
8. After curing, the plate was removed from the moulding box with simple tapering and it was cut
into samples for tensile test and Flexural test as per dimensions.
3.3 Testing: The flexural (strength and modulus), compressive (strength and modulus), and tensile properties were determined using INSTRON 3369 Universal testing machine. This test was conducted as per the ASTM 5943-96 specifications. The span length of the specimens was maintained at 50 mm for this test. The crosshead speed was maintained at 5 mm/min and 2 mm/min. The temperature and
humidity for this test were maintained at 22 oC and 50% respectively. In each case, three specimens
Figure 3.1: Glass Mould to Prepare Composite Plate
3.4 Preparation of Mould & Sample Plates
Test specimen – Flexural & Tensile tests
Dimensions – 150 x 150 x 3mm
Coating – PVA & Hard wax
Temp – 50º C for 15 hrs
Required size – ASTM standards.
Stages in Curing
Liquid stage – Resembling a jelly
Setting stage – Hard cheese
Cured stage – Hard, remove
Final cured stage – Developing a best physical prop
Figure 3.2: Test Specimens of Tensile Test Figure 3.3: Test Specimens of Flexural Test
Tensile Load Measurement: The Tensile stress strain, toughness and tensile moduli were determined using Instron 3369 Model UTM for the Bamboo, Glass fiber and Sisal. The cross head speed for tensile test was maintained at 10mm/min. In each case 3 samples were tested and the average values are
reported.
Figure 3.4: Instron 3369 Model UTM
4 TESTING OF COMPOSITES
4.1 Tensile Testing4.1.1 Introduction: The ability of a material to resist breaking under tensile stress is one of the most
important and widely measured properties of materials. The tensile strength, Young‟s modulus and the
percentage of elongation at break of the composites under study are presented in tables respectively. Tensile tests were conducted to understand the properties. The tensile properties were found to increase with fabric loading of 3 to 9 % w/w and beyond this decreased. This behavior can be explained on the
basis that at higher fabric loading, the fabric –fabric contacts shadow over the epoxy resin matrix –
fabric contact as a result, there was decrement in tensile strength beyond 12 and 15% fabric loading.
It can be observed that the tensile modulus and strength of the composites were found to increase linearly with increasing glass fiber content. As the loading of glass fiber increased in the composites, the tensile properties also increased. Thus they are able to withstand a higher load while redistributing a lesser load to the fabric resulting in an improved tensile modulus and strength of the composites. The increase in the tensile modulus and strength of the composites is also due to the higher tensile modulus and strength of glass fiber than the common used metals. Therefore, it is well understood that the fibres are approximately equal to the composites with glass fibers enhanced the tensile modulus and strength.
Epoxy composites find many applications in space science because of their better mechanical
properties. Recently, the trend is slowly shifting towards making environment friendly composites,
which are also known as “green composites”. In this direction many natural fibers reinforced polymer
composites have been made.
However, most of the natural fiber reinforced composites have lack of higher mechanical strength and load bearing capacity. In order to improve the mechanical properties of the green composites and at the same time make them partially biodegradable, they are often laminates with conventional glass fiber/fabric reinforcement.
In the present work, we prepared the Epoxy/Bamboo/Sisal composites. The effect of fiber loading on the tensile properties of the glass fiber/bamboo/sisal were determined.
4.1.2 Materials Used For Sample Preparation: High performance epoxy resin LY556 and PVA as the matrix. Bamboo fibers (Dendrocalamus Strictus) were procured from Tripura state of India in the dried form. Some of these fibers were soaked in 1% NaOH solution for 30 min. to remove any greasy material and hemi cellulose, washed thoroughly in distilled water and dried under the sun for one week. The fibers with a thickness of 0.3 mm were selected in the mat form. The glass fibers (chopped form) have been procured from company (Owens Corning fiber glass mat) were used in making the composites.
4.1.3 Method of Sample Preparation: For making the composites, a molding box was prepared with
glass with 200 mm200 mm3 mm mould cavity. The mould cavity was coated with a thin layer of
aqueous solution of poly vinyl alcohol (PVA) which acts as a good releasing agent. Further a thin coating of hard wax was laid over it and finally another thin layer of PVA was coated. Each coat was allowed to dry for 20 min. at room temperature.
simple tapering and it was cut into specimens for tensile test with 150 mm15 mm 3 mm dimensions. For comparison, the specimens for matrix material were also prepared in similar lines.
4.1.4 Method of Testing: The stress at yield and Young‟s modulus were determined using INSTRON
3369 UTM. This test was conducted as per the ASTM3039 specifications. The gauge length of the specimens was maintained at 100mm for tensile test, full scale load range is 50KN. The cross head speed was maintained at 5mm/min, Second Speed at 0 mm/min& Third Speed at 0 mm/min. The
temperature and humidity for this test were maintained at 22 0C and 75% respectively. In each case,
three specimens were tested and the average value is tabulated.
4.2 Testing Results of Bamboo/ Sisal / Glass Fiber
4.2.1 Tensile Test of Bamboo
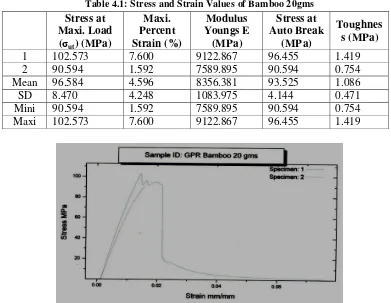
Table 4.1: Stress and Strain Values of Bamboo 20gms Stress at
Figure 4.1: Stress Vs Strain of Bamboo 20gms
4.2.2 Tensile Test of Sisal
Figure4.2: Stress Vs Strain of Glass Sisal 30 gms
4.3.3 Tensile Test of Glass Fiber
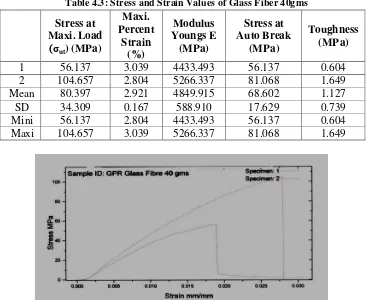
Table 4.3: Stress and Strain Values of Glass Fiber 40gms
Stress at Maxi. Load
(σut) (MPa)
Maxi. Percent
Strain (%)
Modulus Youngs E
(MPa)
Stress at Auto Break
(MPa)
Toughness (MPa)
1 56.137 3.039 4433.493 56.137 0.604
2 104.657 2.804 5266.337 81.068 1.649
Mean 80.397 2.921 4849.915 68.602 1.127
SD 34.309 0.167 588.910 17.629 0.739
Mini 56.137 2.804 4433.493 56.137 0.604
Maxi 104.657 3.039 5266.337 81.068 1.649
Figure 4.3: Stress Vs Strain of Glass Fiber 40 gms
4.3 Flexural Testing
4.3.2. Materials Used For Sample Preparation: High performance epoxy resin LY556 and PVA system were used as the matrix. Bamboo fibers (Dendrocalamus Strict us) were procured from Tripura state of India in the dried form. Some of these fibers were soaked in 1% NaOH solution for 30 min. to remove any greasy material washed thoroughly in distilled water and dried under the sun for one week. The fibers with a thickness of 0.3 mm were selected in the mat form. The glass fibers (chopped form) have been procured from company (Owens Corning fiber glass mat,) were used in making the composite percentage.
4.3.3. Method of Sample Preparation: For making the composite, a molding box was prepared with
glass with 200 mm200 mm3 mm mould cavity. The mould cavity was coated with a thin layer of
aqueous solution of poly vinyl alcohol (PVA) which acts as a good releasing agent. Further a thin coating of hard wax was laid over it and finally another thin layer of PVA was coated. Each coat was allowed to dry for 20 min. at room temperature.
A 3 mm thick plate was made from the epoxy and PVA taken in the ratio of 100 and 10 parts by weight respectively. Then the molding box was loaded with the matrix mixture and bamboo, sisal & glass fiber in random orientation (with varying percentage) and was placed in vacuum oven which was maintained at 100 0C for 3 hours to complete the curing. After curing, the plate was removed from the molding box
with simple tapering and it was cut into specimens for Flexural test with 150 mm15 mm 3 mm
dimensions. For comparison, the specimen for matrix material were also prepared in similar lines.
4.3.4. Method of Testing: The stress at yield and Young‟s modulus were determined using INSTRON
3369 Universal testing machine. This test was conducted as per the ASTM3039 specifications. The gauge length of the specimens was maintained at 150mm for this test, full scale load range is 10KN. The cross head speed was maintained at 5mm/min. (3 Point Flexural Test unit) The temperature and
humidity for this test were maintained at 22 0C and 75% respectively. In each case, five specimens were
tested and the average value is tabulated.
4.4.1 Flexural Test of Bamboo
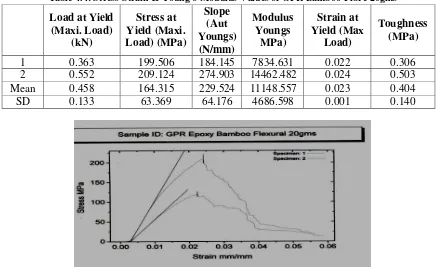
Table 4.4: Stress Strain & Young's Modulus Values of GPR Bamboo Fibre 20gms
Load at Yield
4.3.5 Flexural Test of Glass Fiber
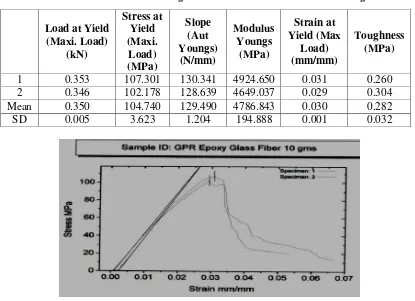
Table 4.5: Stress Strain & Young's Modulus Values of GPR Glass Fibre 10gms
Load at Yield
Figure 4.5: Stress Vs Strain of GPR Glass Fibre 10gms
4.3.6 Flexural Test of Sisal Fibre
Table 4.6: Stress Strain & Young's Modulus Values of GPR Sisal Fibre 10gms
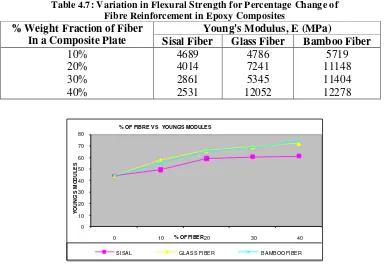
Table 4.7: Variation in Flexural Strength for Percentage Change of Fibre Reinforcement in Epoxy Composites
% Weight Fraction of Fiber In a Composite Plate
Young's Modulus, E (MPa)
Sisal Fiber Glass Fiber Bamboo Fiber
10% % OF FIBRE VS YOUNG'S MODULES
SISAL GLASS FIBER BAMBOO FIBER
Figure 4.7: Variation In Flexural Strength For Percentage Change of Fibre Reinforcement In Epoxy Composites
4.5 Result: From flexural test the young‟s modulus graph we conclude that the synthetic and artificial fibre shows higher flexural strength with % increase in fibre and decrease in % for sisal. From tensile
test the young‟s modulus graph we conclude that the synthetic and artificial fibres show higher tensile
strength with % increase in fibre and decrease in % for sisal.
5. CONCLUSION AND SCOPE FOR FUTURE WORK
5.1. Conclusion: In our observations we conclude that mechanical properties are high for the natural fibres (bamboo) and for synthetic fibres (glass) and also observed that the mechanical properties for sisal is low when compared to bamboo. Further the content of glass fiber improves all the mechanical properties. The composites are found to be resistance to strong acids further the water absorption by the composites was also found to be negligible.
5.2. Scope for Future Work: There is a lot of scope for further work on PC toughened epoxy-bamboo fiber composites. The present work, therefore, can be extended in the following directions. The effect of fiber orientation on the mechanical properties of the resulting composites can be studied also the effect of moisture content and other environments on the mechanical properties of the composites. The composites can also be subjected to various tests such as flame test, torsion test, hardness test, creep test, fatigue test and water absorption test.
REFERENCES
[1] Jindal, U.C (1986) Development and Testing of Bamboo Fibers Reinforced Plastic Composites
Journal of Composites.
[2] ASTM D 638-01, Standard Test Method for Tensile Properties of Plastics, American Society for
Testing Materials (2001).
[3] ASTM D 790-61, Standard Method of Test for Flexural properties of Plastics, American Society
[4] Jialai Wang and Pizhong Qiao" Improved Damage Detection for Beam-type Structures using a Uniform Load Surface". Structural Health Monitoring SAGE Publications IITB December 24, 2014 Vol 6(2):99-110
[5] A.V. Ratna Prasad, & K. Mohana Rao "Mechanical properties of natural fibre reinforced
polyester composites: Jowar, sisal and bamboo" Elsevier- Materials and Design- Vol 32 (21st
March-2011) pp:4658-4663.
[6] K. Murali Mohan Rao, K. Mohana Rao & A.V. Ratna Prasad "Fabrication and Testing of
Natural Fibre Composites: Vakka, Sisal Bamboo and Banana" Elsevier- Materials and Design-
Vol 31 (21st March-2010), pp:508-513
[7] Flavio de Andrade Silva, Nikhilesh Chawla, & Romildo Dias de Toledo Filho, "Tensile Behavior
of High Performance Natural (sisal) Fibers" Elsevier-Composite Science and Technology Vol 68
(10th October 2008), pp:3438-3443.
[8] K. Murali Mohan Rao & K. Mohana Rao "Extraction and Tensile Properties of Natural Fibres:
Vakka, Date and Bamboo" Elsevier-Science Direct Vol 77 (2007), pp:288-295.
[9] A. Narasimha Chary, K., Rama Chandra Reddy, G.Meng, Y.Z. Void Content, Density, Weight
Reduction and Mechanical Properties of Short Bamboo Fibers/Stryrenated Polyster Composites.
[10] H. Raghavendra Rao, Y. Indraja, G. Meenambika Bai, “Flexural Properties and SEM Analysis of
Bamboo and Glass Fiber Reinforced Epoxy Hybrid Composites”, IOSR Journal of Mechanical
and Civil Engineering (IOSR-JMCE) e-ISSN: 2278-1684,p-ISSN: 2320-334X, Volume 11, Issue 2 Ver. VI (Mar- Apr. 2014), PP 39-42.
[11] H. Raghavendra Rao, A. Varada Rajulu, G. Ramachandra Reddy, & K. Hemachandra Reddy
“Flexural and Compressive Properties of Bamboo and Glass Fiber-reinforced Epoxy Hybrid Composites”, Journal of Reinforced Plastics and Composites, May 2010 Vol. 29 No. 101446-1450.
[12] Rajulu A.V, L. Ganga Devi, Babu Rao.G., Reddy.R.L, Sanjeeevi. R,“Chemical Resistance and
Tensile Properties of Epoxy/Polycarbonate Blend Coated Bamboo Fibers”. Journal of Reinforced plastics and composites, August-2003 Vol. 22 No.11 P. 1029-1034.
[13] Srinivasulu, S., Reddy K. Vijaykumar, Rajulu, A. Varada, & A., Rama Chandra Reddy,
“Chemical Resistance and Tensile Properties of Poly Carbonate Toughened Epoxy-Bamboo Fibers”, Bulletin of Pure and Applied Sciences-Chemistry, Dec 2006, Vol. 25, Issue2, ISSN:0970-4620.
[14] S.V. Joshia,*, L.T. Drzalb, A.K. Mohantyb, S. Arorac "Are Natural Fiber Composites