PERANCANGAN
LEAN MANUFACTURING SYSTEM
UNTUK MEMINIMASI
WASTE
PADA LANTAI PRODUKSI
Terry Karnadi, Hotma Antoni Hutahaean
Jurusan Teknik Industri Fakultas Teknik Universitas Katolik Indonesia Atma Jaya Jakarta e-mail : terry.karnadi@yahoo.com, hotma.hutahaean@atmajaya.ac.id
Abstrak
Sistem produksi yang digunakan perusahaan saat ini didapatkan Process Cycle Efficiency (PCE) kondisi saat ini hanya 0,71% dan Overall Equipment Effectiveness (OEE) 73,97% dimana availability, performance dan quality masing-masing adalah 89,38%, 86,21% dan 96%.
Penelitian ini memberi usulan penerapan lean manufacturing system untuk mengatasi masalah yang ada sehingga permintaan konsumen dapat terpenuhi, yaitu: perancangan 5S, line balancing, kanban, heijunka dan standarisasi kerja. Hasil dari usulan ini kemudian digambarkan dengan future state value stream mapping. Untuk memberikan gambaran yang jelas mengenai kondisi future state, pada penelitian ini juga dibuat simulasi dari lantai produksi setelah menerapkan usulan lean secara keseluruhan. Dari hasil simulasi, terlihat bahwa perusahaan cukup menggunakan 1 unit mesin
laminating saja. Utilitas operator juga sudah cukup stabil dimana berkisar diantara 71% sampai
dengan 92%.
Dengan adanya usulan yang dilakukan, Process Cycle Efficiency (PCE) meningkat menjadi 12,3% dan Overall Equipment Effectiveness (OEE) juga naik menjadi 95,52% dengan availability, performance dan quality masing-masing adalah 95,83%, 100% dan 96,55%. Walaupun perusahaan belum dapat dikatakan lean, namun pada kondisi usulan ini perusahaan sudah mampu memenuhi permintaan konsumen.
Kata kunci : Waste, Value stream mapping, Lean, Simulasi, Permintaan konsumen
Pendahuluan
PT. UPS merupakan perusahaan manufaktur yang bergerak di bidang pembuatan solar
panel. Berkaitan dengan target produksi pada tahun 2011, perusahaan telah menetapkan target
produksi untuk masing-masing produk (Gambar 1), yang menunjukkan target yang ditetapkan tidak dapat dicapai untuk seluruh tipe produk. Pada proses produksi yang dilakukan, adanya bottleneck
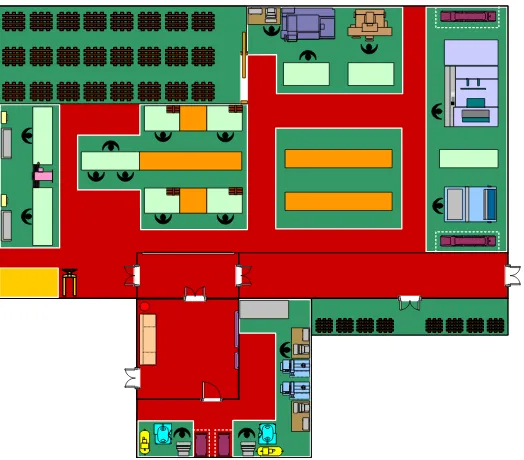
pada proses single las. Proses ini merupakan proses penyambungan lempengan ke masing-masing sel oleh 4 operator, melakukan pekerjaan dengan metode berbeda-beda, sehingga menyebabkan variasi terhadap waktu siklus (Tabel 1). Penyusunan tata letak belum disusun secara optimal, stasiun kerja pemilahan, pengetesan dan pemotongan masih terletak diluar area produksi, menyebabkan adanya proses material handling yang cukup jauh.
Gambar 1. Grafik Perbandingan Target dan Pencapaian Produksi (Sumber : PT. UPS)
Tabel 1. Perbandingan Waktu Siklus di Bagian Single Las Operator Waktu siklus rata-rata (s)
1 25,77
2 23,46
3 30,56
4 35,65
Penelitian ini bertujuan untuk memberikan usulan perbaikan dengan pendekatan lean
manufacturing system. Batasan penelitian ini adalah usulan yang diterapkan hanya pada waste yang
mengakibatkan biaya yang besar.
Metodologi Pendekatan Pemecahan Masalah
a) Penggambaran current state VSM, untuk menggambarakan kondsi saat ini secara big picture
b) Identifikasi dan biaya akibat waste, identifikasi akar penyebab waste serta usulan pemecahan masalahnya dengan diagram pareto, fishbone diagram dan FMEA
c) Perancangan usulan perbaikan sistem dengan: 5S, Line balancing, Kanban, Heijunka, dan standarisasi kerja.
d) Penggambaran dan simulasi future state VSM
Hasil dan Pembahasan a. Analisis Situasi Saat ini.
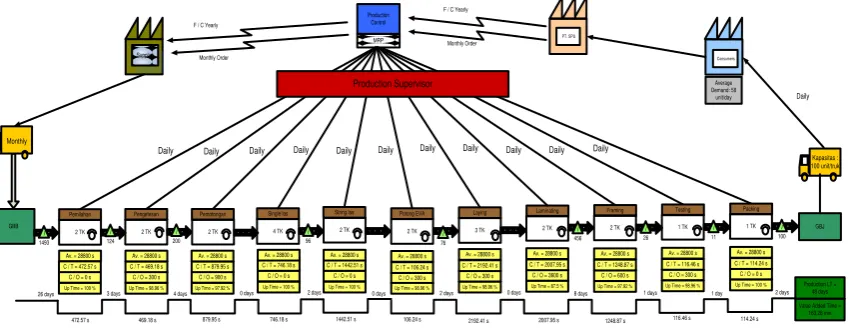
Current state VSM (Gambar 2), menunjukkan Process Cycle Efficiency (PCE) current
state adalah 0,71%. nilai PCE yang hanya sebesar 0,71% ini masih jauh dari lean karena minimal
suatu perusahaan dapat dikatakan lean apabila nilai PCE nya diatas 30%. Untuk menaikan nilai PCE ini, maka tindakan yang bisa dilakukan adalah dengan mengurangi lead time. Hal ini dapat dilakukan dengan mengurangi jumlah inventory berdasarkan pendekatan lean manufacturing system.
Pemotongan Single las String las Potong EVA Laying
GBJ
Daily Daily Daily Daily Daily Daily Daily
F / C Yearly
469.18 s 879.95 s
Monthly
746.18 s 1442.51 s 106.24 s 2192.41 s 2007.95 s 1248.87 s
Production LT = 48 days
Value Added Time = 163,28 min
Gambar 2. Current State Value Stream Mapping
Nilai Overall Equipment Effectiveness (OEE) (Tabel 2). Walaupun sudah cukup baik, namun menurut Gasperz (2007) angka ini masih dibawah standar. Untuk itu perlu dilakukan perbaikan untuk mengatasi hal tersebut. Untuk menaikan presentase availability, maka tindakan yang dapat dilakukan adalah dengan mengurangi downtime. Untuk menaikan presentase
performance, tindakan yang dapat dilakukan adalah memenuhi target produksi harian yang telah
ditetapkan. Selain itu, untuk menaikan tingkat quality, maka jumlah produk yang cacat harus seminimal mungkin
Tabel 2. Perbandingan Nilai OEE
OEE Factor World Class Current Action Availability 90 % 89,38 % Improve
Performance 95 % 86,21% Improve
Quality 99,9 % 96 % Improve
Overall OEE 85,4 % 73,97 % Improve
b. Waste, penyebabnya dan usulan perbaikannya.
processing karena total kerugian yang ditanggung dari kedua jenis waste tersebut sebesar 84,7% dari seluruh biaya waste yang ada. Penyebab amasalah ditentukan dengan fishbone dan analisis FMEA (Tabel 3) didapatkan bahwa penyebab yang memiliki nilai RPN tertinggi adalah tidak
dapat memenuhi target harian dengan total RPN 600 dan dilanjukan dengan metode 5W + 1H
(Gambar 4).
Biaya 67238000064051600012113333397850000106624467200000 0 Percent 43.4 41.3 7.8 6.3 0.7 0.5 0.0
Pareto Chart of Waste's Cost
Gambar 3. Diagram Pareto
Tabel 3. Analisa FMEA Processing Waste
Operator tidak dapat memenuhi target harian
Instruksi kerja kurang mendetail
IK Tidak merinci target waktu setiap elemen kerja Waktu siklus terlalu lama
Banyak proses yang tidak efisien
Membuat standarisasi berdasarkan takt time Improvement
Gambar 4. Metode 5W + 1H untuk Processing Waste
100
Target produksi tidak tercapai 10
Area kerja panas 10 Pasang kipas 5 Jarak antar mesin terlalu
jauh 4
Evaluasi waktu
material handling 2
Operator mengajak
ngbobrol 5 Berikan sanksi 2 Kesalahan proses 3 Perbanyak inspeksi 2
Kekurangan material 5 Ganti metode peramalan 2 Kapasitas kurang 6 Belum ada tindakan
lebih lanjut 6
Kualitas material buruk 3 Ganti supplier 2 2
Breakdown mesin 4 Periodic Maintenance 2 Belum optimal 7 Prinsip ekonomi gerakan
480 Operator tidak dapat
memenuhi target harian 10 Pengawasan supervisor 6 600
2 80
Operator bekerja lambat 6 Menegur operator 8 Current Controls DET RPN
Kurang memahami pekerjaan 4
Memberikan pengarahan Produk Potential Failure
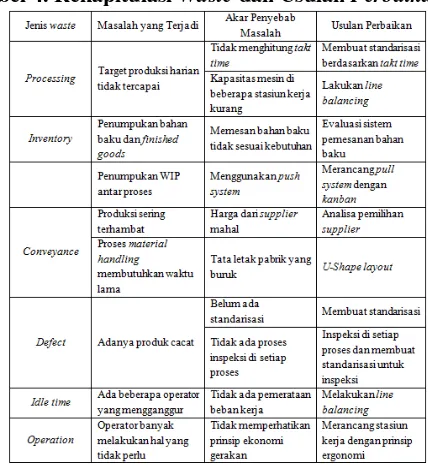
Berdasarkan hasil analisa metode 5W + 1H didapatkan bahwa akar permasalahan dari tidak tercapainya target harian adalah selama ini standar yang ada (Instruksi Kerja) tidak memperhitungkan takt time. Dengan mempertimbangkan hasil analisa ini maka usulan yang akan diberikan pertama-tama adalah menghitung takt time, lalu mengevaluasi elemen kerja tersebut serta membuat standar nya. Dari hasil analisa terhadap masing-masing waste, rekapitulasi dari akar penyebab masalah dan langkah-langkah yang akan dilakukan dapat dilihat pada Tabel 4. Dari usulan-usulan tersebut, usulan-usulan yang akan diberikan berfokus hanya untuk mengeliminasi
processing waste dan inventory waste.
Tabel 4. Rekapitulasi Waste dan Usulan Perbaikannya
c. Usulan Perbaikan
Takt Time dan Perancangan 5S System
Takt time dari PT. UPS ini adalah 496,55 detik / unit. Berdasarkan total waktu standar
masing-masing stasiun kerja pada, terlihat bahwa ada beberapa stasiun kerja yang tidak bisa menyelesaikan pekerjaan dalam waktu 496,55 detik, misalnya pada stasiun kerja laminating yang untuk proses laminating saja membutuhkan waktu 1.380 detik. Untuk mengakomodasi hal tersebut maka dilakukan perhitungan pitch. Berdasarkan pertimbangan waktu mesin laminating dan waktu dari stasiun kerja laying, maka pack out quantity nya adalah 4 unit. Dengan demikian, pitch nya adalah 1.986,2 detik (33,1 menit) untuk 4 unit solar panel.
Hasil perancangan 5S: (1) sort dilakukan untuk menyingkirkan barang-barang yang tidak terpakai dan meletakknya pada red tag central area yang telah disediakan. (2) set in order:
outlining (Gambar 8). (3) shine: yang dilakukan adalah membuat 5S schedule dan inspection
checklist. (4) standardize dibuat 5S job cycle chart, five minutes 5S campaign dan standarization
level checklist. Poster, 5S newsletter dan (5) sustain: 5S map.
Line Balancing
Gambar 5. Current State Operator Gambar 6. Operator Balance Chart Balance Chart Desire State
Kanbanditerapkan untuk mengontrol jumlah inventory yang ada.
Heijunkadilakukan agar perusahaan dapat fleksibel terhadap permintaan pelanggan.
Standarisasi Kerja, dilakukan agar operator mengetahui berapa waktu yang harus diselesaikan untuk setiap elemen kerja.
Penggambaran Future State VSM (Gambar 7)
PCE perusahaan adalah 12,3%. Berdasarkan hasil yang didapat, memang kondisi sistem produksi usulan ini belum termasuk dalam kategori lean, karena nilai PCE nya masih dibawah 30%. Namun, sudah terjadi peningkatan yang luar biasa karena pada kondisi awal nilai PCE hanya 0,71 % saja. Pada perhitungan OEE, hasil pada kondisi future state ini cukup memuaskan. Nilai
overall OEE pada kondisi usulan ini adalah 95,52% dimana availability 95,52%, performance
100% dan quality 96,55%. (Tabel 5).
Pemotongan Pemotongan EVASingle las + String las Laying
Ship
Value Added Time = 136,34 min
1 day 0,069 day 0,207 day 0,207 day 0,207 day 0,207 day 0,207 day 0,207 day
451,06 s 854,13 s 815,42 s 1281,44 s 1795,67 s 2000,72 s 982,24 s
2
Gambar 7. Future State Value Stream Mapping
Kesimpulan
a) Nilai PCE (Process Cycle Efficiency) perusahaan sebesar 0,71% dan OEE (Overall Equipment
Effectiveness) sebesar 73,97%. Aplikasi line balancing dan full work, perusahaan dapat
menghemat waktu sebesar 841,71 detik untuk membuat 1 unit produk.
b) Berdasarkan hasil future state value stream mapping, nilai PCE naik menjadi 12,3% dan nilai OEE meningkat menjadi 92,52%.
c) Jumlah operator juga direduksi dari 23 orang pada kondisi saat ini menjadi 17 orang pada kondisi usulan.
d) Dari hasil simulasi future state, didapatkan bahwa perusahaan hanya membutuhkan 1 unit mesin laminating saja untuk memenuhi target produksi sebesar 58 unit / hari.
Daftar Pustaka
Gasperz, V, 2007, Organizational Excellence: Model Stratejik Menuju World Class Quality
Company, Gramedia Pustaka Utama, Jakarta.
Gurumurthy, A., Kodali, R, 2010, Design of Lean Manufacturing Systems using Value Stream Mapping with Simulation, Journal of Maufacturing Technology 22 (4), 444-473.
Productivity Press.,1996, 5S for Operations: 5 Pillars of The Visual Workplace, Productivity Inc., New York.
Productivity Press., 2002, Kanban for the Shopfloor, Productivity Inc., New York.
Productivity Press., 2002, Standard Work for the Shopfloor, Productivity Inc., New York.
Productivity Press., 2003, Identifying Waste on The Shopfloor, Productivity Inc., New York.
Tapping, D., Luyster, T., Shuker, T., 2002, Value Stream Management: Eight Steps to Planning,
Mapping and Sustaining Lean Improvements, Productivity Press, New York.