Disusun Oleh :
BAIYIN SHOLIKHI 2108 030 044
DIPLOMA III TEKNIK MESIN FAKULTAS TEKNIK INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA
JUNI 2012
Latar Belakang
Kebutuhan penggunaan suatu mesin perkakas khususnya mesin CNC (Computerized Numeric Control) dalam proses produksi, sekarang ini mulai meningkat seiring dengan perkembangan teknologi.
Perakitan mesin cnc sendiri membutuhkan ketelitian yang tinggi, karena merupakan dari mother of machine. Proses mesin saat dibuat sampai mesin siap pakai untuk costomer mengalami banyek proses misalnya naik turun, saat diangkut . Maka dari itu mesin perlu dilakukan pengetesan kembali untuk memastikan kesiapan mesin menghasilkan produk.
Seperti halnya mesin CNC Milling jenis YCM MV Series 86A yang berada di D3 Teknik Mesin sendiri. Sampai saat ini belum sekalipun dilakukan pengetesan khususnya untuk ketelitian geometri menggunakan alat Double Ball Bar (DBB).
DIMENSI MV Series
86 A
PERUMUSAN MASALAH
Permasalahan yang
muncul adalah tidak
adanya data atau
referansi riil tentang
hasil dari pengujian
mesin CNC yang ada
di Jurusan D3 Teknik
Mesin ITS selama
pemakainnya sampai
sekarang.
Tujuan :
1. Pengukuran dalam penelitian ini dimaksudkan untuk mengetahui ketelitian geometri pada bidang XY mesin CNC YCM MV Series 86A dengan alat Double Ball Bar (DBB) sesuai standart ISO 230 dan menampilkan hasil dari pengukuran .
2. Pembuatan Modul pengetesan mesin perkakas dengan metode Double Ball Bar
Manfaat :
Dari pengujian ketelitian Bidang XY dan hasil yang diperoleh dapat
di ketahui beberapa kesalahan ketelitian geometri dari mesin antara
lain, straightness, squareness dan circularity. Hasil akan di
bandingkan sesuai standart ISO 230-1. Selain itu Modul yang telah
dibuat bisa menjadi acuan pada pengetesan mesin perkakas .
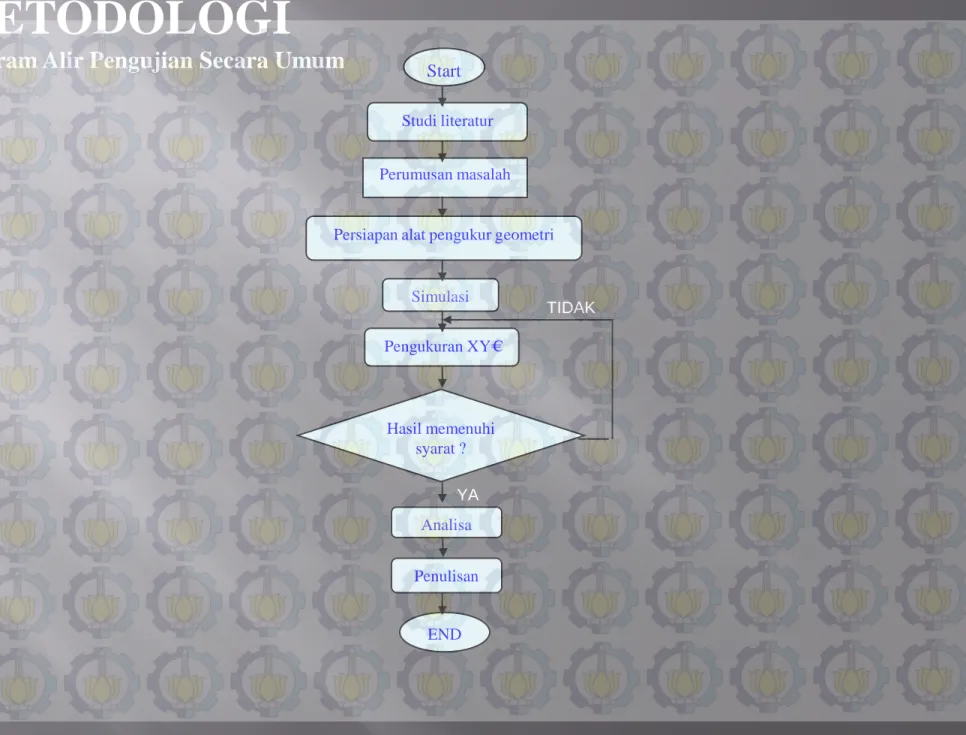
Start
Persiapan alat pengukur geometri Studi literatur
Simulasi
END Perumusan masalah
Pengukuran XY€
Hasil memenuhi syarat ?
Analisa
Penulisan YA
TIDAK
METODOLOGI
Diagram Alir Pengujian Secara Umum
BATASAN MASALAH
Dalam
pengujian ini ditetapkan batasan-batasan masalah
sebagai berikut:
1.Metode pengujian
mengggunakan alat Double Ball Bar : Renishaw QC 10.
2. Tidak dilakukan
kompensasi kesalahan setelah hasil pengukuran dengan
metode Double Ball Bar diketahui.
3.Standar pengujian mesin perkakas CNC dengan
menggunakan ISO 230
Double Ball Bar
adalah suatu alat yang digunakan dalam mesin CNC yang berfungsi untuk mengetahui kinerja mesin melalui ketelitian geometri dalam proses penujiannya. Karena alat ini mempunyai sensor kalibrasi yang berada pada ball bar dan tersambung pada perangkat lunak ( software ), secara otomatis dapat mendeteksi dan diagnosa berbagai geometri mesin, dan kesalahan gerak.
Hasil dari pengujian disajikan dalam bentuk grafik dan
tabel
.Prinsip Kerja DBB :
Alat ini mempunyai sensor kalibrasi yang berada pada ball bar dan tersambung pada
perangkat lunak ( software ), secara otomatis dapat mendeteksi dan diagnosa berbagai
geometri mesin, dan kesalahan gerak. Ball Bar tranducer yang sudah terpasang pada magnetic tool cup akan mentransfer data pengukuran melalui kabel konektor yang terhubung dengan laptop dan laptop
menampilkan hasil dari gerak interpolasi Ball
Bar .
Ketidakakuratan atau ketidaktelitian dari mesin timbul dari beberapa hal, antara lain :
Benda kerja dari gaya potong dan resistensi
Karena keausan pahat akibat ketidakakuratan
Ketidakakuratan pemilahan mesin dan komposisi bahan benda kerja
Karena distorsi pada benda kerja dengan gaya saat mencekam.
Karena ketidakakuratan, akibat penyimpangan geometri dari alat pemotong.
Karena ketidakakuratan, karena tekanan internal dalam material benda kerja
Prinsip dasar dari diagnosis kesalahan mesin perkakas mesin CNC adalah sebagai berikut:
Pusat bola presisi yang berada pada centre mount dinyatakan sebagai P₀ ( X₀, Y₀, Z₀ ) dan merupakan pusat gerak interpolasi lingkaran. Sedangkan pusat bola yang berada pada tool cup P₁ ( X₁, Y₁, Z₁ ).
Dengan Theorema Pythagoras diperoleh persamaan :
R² = ( X₁ - X₀ )² + ( Y₁ - Y₀ )² + ( Z₁ - Z₀ )²
Dalam kesalahan aktual sendiri sebenarnya posisi dari mesin sendiri adalah P₀’ ( X₀’, Y₀’, Z₀’) dan P₁’ ( X₁’, Y₁’, Z₁’) yang pada dasarnya memiliki kesalahan posisi. Bila vektor kesalahan ( error vector ) dari Po adalah Co dan vektor kesalahan dari P₁adalah co maka :
Bila pergerakan untuk batang aksial dinyatakan sebagai R ( extention sebagai arah positif ), maka dengan Theorema Phytagoras diperoleh
Disubstitusikan :
Bila (X₁-X₀), (Y₁-Y₀), (Z₁-Z₀) = (X, Y, Z) (Cx₁-Cx₀, C𝑦₁-C𝑦₀, C𝑧₁-C𝑧₀) =(Cx,C𝑦, C𝑧)
Maka dapat disederhanakan :
Backlash
Cyclic Error
Reversal Spake : keterlambatan respon sistem pengaturan yang mengakibatkan terjadinya kesalahan posisi searah gerakan sumbu saat melakukan perubahan arah. Karena
keterlambatan ini, penggerak sumbu akan terdiam beberapa saat, lalu bergerak dengan cepat untuk mencapai posisi yang
diperintahkan.
Kesalahan Skala
Lateral Play
Program G-Code
N10N20 G54 N30 G90 N40 G17 N50 G64 N60 M05 N70 M19
N80 G98 F1000.000
N90 G01 X-151.500 Y0.000 Z0.000 N100 M00
N110 G01 X-150.000 Y0.000
N120 G03 X-150.000 Y0.000 I150.000 J0.000 N130 G03 X-150.000 Y0.000 I150.000 J0.000 N140 G01 X-151.500 Y0.000
N150 G04 X5
N160 G01 X-150.000 Y0.000
N170 G02 X-150.000 Y0.000 I150.000 J0.000 N180 G02 X-150.000 Y0.000 I150.000 J0.000 N190 G01 X-151.500 Y0.000
N200 M30
KODE KETERANGAN
F Putaran spindle
G Untuk mengerjakan metode tiap blok program Control Unit
M Untuk menjalankan dan mematikan mesin N Untuk penomoran secara berurutan juga untuk
identifikasi setiap blok
G01 Memindah posisi aksis secara linier G02 Perputaran spindle searah jarum jam G03 Perputaran spindle berlawanan jarum jam G04 Jeda waktu antar proses ( dwell )
G17 Gerak melingkar X-Y dipakai khusus untuk G02 dan G03
G54 Pengaturan sistem koordinat G64 Continous mode ( look-head ) G90 Program absolute
G98 Untuk mengembalikan pahat ke Z awal M00 Pemberhentian program ( program off ) M05 Pemberhentian spindle ( spindle off)
M19 Orientasi perputan spindle di mana akan berhenti
M30 Berakhirnya untuk seluruh program
1. MAGNETIC CENTER POINT DIPASANG PADA MEJA, DAN MAGNETIC TOOL CUP
DDIPASANG PADA SPINDLE GUNA MENCARI TITIK PUSAT ATAU CENTER MOUNT.
2. MEJA SUMBU X DIGERAKKAN LINIER ARAH X-150 KARNA
BATANG TRANDUCER
SEPANJANG 150MM
Contoh Tabel Hasil Pengujian Bidang XY Dengan Feed Rate( F ) 1000 rpm
Trending Analisis XY F500 dan XY F1500 Dari hasil
pengujian , dengan perbedaan feed rate di atas masing- masing diperoleh hasil berupa kesalahan yang
dihasilkan saat pengujian. Pada saat pengujian dengan feed rate 500rpm diperoleh hasil untuk Circularity
18.8µm, pengujian feed rate 1000rpm 19.9µm, dan pengujian feed rate 1500rpm 19.0µm.
Dari hasil circularity ketiga pengujian dengan masing- masing feed rate yang berbeda nampak pada saat feed rate 1000rpm yang paling besar kesalahan interpolasi lingkaran (circularity). Berdasarkan analisa hal tersbut bisa terjadi karena faktor seringnya penggunaan
aktivitas untuk proses produksi maupun kegiatan
praktikum dan lainnya, mungkin hampir kesemuanya
dilakukan menggunakan feed rate 1000rpm.