1
CAKRAM Jurnal Teknik Mesin:
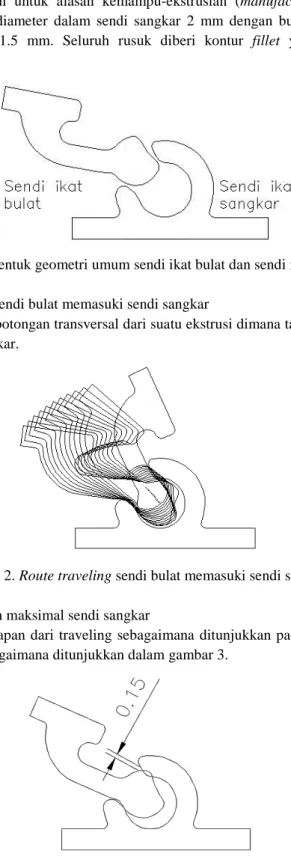
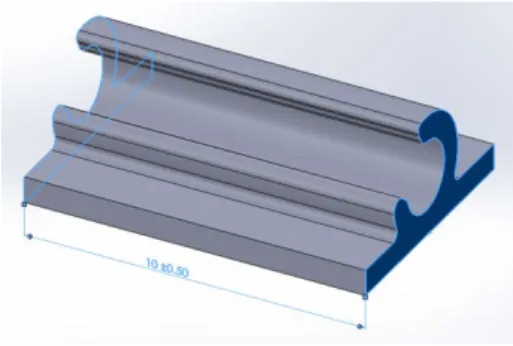
DESAIN GEOMETRI IKATAN PENGUNCI MEKANIS ANTAR SPARE PART PADA PRODUK VALEX
FOLIFIX
Catur Kurniawan 1
1
Teks penuh
1
Gambar
Dokumen terkait
Hasil penelitian menunjukkan larutan asam klorida (HCl) 10% mampu melarutkan mineral ikutan dari kasiterit diantaranya: besi, lantanum, cerium, titanium yang
Penelitian ini dilakukan dengan metode pengujian Marshall pada campuran beraspal yang menggunakan filler abu batu dengan mengganti abu batu dengan filler kapur cangkang
1. Hasil rancang bangun press tool dengan die-V tipe air bending dapat berfungsi sebagai alat bantu produksi untuk proses bending pelat logam pada
Hasil lain yang menyatakan keunggulan turbin crossflow yaitu telah dilakukan pengujian oleh ossberger yang merupakan pabrik turbin di Jerman yaitu daya efisiensi pada
Penelitian ini bertujuan untuk menganalisis pengaruh leader member exchange terhadap organizational citizenship behavior Perawat Suku Bugis-Makassar di Instalasi Rawat
Tujuan dari penelitian ini adalah untuk menganalisis komparasi pendapatan dan nilai R/C Ratio usahatani salak pondoh pada lahan milik petani dengan lahan milik Perhutani dalam
Tabel 3 yang menunjukkan matriks korelasi antara parameter bulan ke-0 (sebelum pengaplikasian formula antidepresan) dapat diketahui bahwa antara aktifitas askorbat
Dengan kondisi yang demikian, maka diperlukan penggunaan peta kontrol terkendali dari X-bar dan R untuk memantau proses yang sedang berlangsung dari waktu ke waktu, untuk
