BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Profil Perusahaan
Perusahaan ini awalnya didirikan pada tahun 1975 oleh Bapak Chu Sok Sam dengan nama CV. Central Food Industrial Corporation di Jl. Daan Mogot km 12, Cengkareng, Jakarta barat, memulai usaha pertamanya sebagai produsen kecap kedelai. Berkat adanya dedikasi yang tinggi dalam melakukan perbaikan-perbaikan terhadap produk-produk konsumen, perusahaan telah dapat banyak membawa perkembangan dalam menciptakan produk-produk baru pada tahun pertama didirikannya. Pada tahun 1978, status perusahaan adalah swasta nasional dan dipimpin oleh seorang direktur bernama Kogan Mandala. Perusahaan membuat suatu variasi dengan memproduksi squash dan sirup dan kemudian diikuti dengan memproduksi saus sambal pada tahun 1979, saus tomat pada tahun 1980, dan jus buah dalam bentuk kemasan tetra packs pada tahun 1982.
Mengingat keadaan perusahaan yang semakin berkembang, maka para pimpinan perusahaan dan pemegang saham merasa perlu merubah bentuk perusahaan dari CV menjadi PT. Akhirnya mereka bersama-sama mendirikan perusahaan baru dengan nama PT. Aneka Bina Cipta Central Food Industry disingkat dengan nama PT. ABC Central Food tahun 1982. Status perusahaan tetap swasta nasional dengan direktur utama nyonya Erlina. Perusahaan mempunyai tujuan untuk memasarkana produk-produknya dari konsumen tingkat menengah hingga konsumen tingkat atas dengan menekankan pada kualitas yang baik. ABC FOODS menyalurkan produknya melalui kantor pemasarannya dan mengekspor produknya ke negara-negara diseluruh dunia seperti Amerika serikat, Kanada, Australia, Singapura, Malaysia, Brunei Darusalam, Taiwan, Hongkong, Jepang, Republik Maldives, Saudi Arabia, UAE, Rusai, Holland, UK. Denmark, Norway, Czech, Slovak, Yunani, dan lain-lain. Pada tahun 2000, perusahaan mengoperasikan 3 fasilitas manufaktur termutakhir yang dilengkapi dengan teknologi terbaru yang sesuai dengan standar internasional.
Pada awal tahun 1999, pemegang saham dari PT ABC Central Food Industry memutuskan untuk membentuk suatu aliansi dengan H.J.Heinz dari Amerika Serikat dengan tujuan untuk memperkuat posisinya dipasaran Asia, dimana aliansi ini kemudian dinamakan PT Heinz ABC Indonesia. PT Heinz ABC Indonesia merupakan salah satu perusahaan produksi makanan terbesar di Asia tenggara dan sangat terkenal karena kualitasnya. Dan merk“ABC”
tersebut juga merupakan salah satu merk yang paling terkenal di Asia tenggara, Khususnya pada kategori kecap kedelai dan saus sambal.
PT Heinz ABC Indonesia memperkerjakan lebih dari 3500 orang karyawan di 3 pabrik manufaktur diseluruh Indonesia, yaitu Daan Mogot, Karawang, dan Pasuruan, dengan kantor pusat yang berlokasi di Intiland Tower, Jl. Sudirman Kav 32 lantai 3A, Jakarta. Pada saat ini, produk-produk yang dihasilkannya adalah kecap kedelei, saus sambal, saus tomat, saus tiram, kecap manis, kecap asin, bermacam minuman syrup dalam bentuk botol ataupun kemasan terapaks, untuk plant Daan Mogot memproduksi produk jenis kecap dan minuman siap minum.
Untuk melayani konsumen yang ada di Indonesia dan Asia tenggara, ABC group mengekspor produknya kelebih dari 30 negara diseluruh dunia, yang dimana produk yang diekspor tersebut dikemas baik secara retail maupun grosir dan dikirimkan dengan merk “ABC” dan jika dibutuhkan dengan label pribadi milik pembeli.
Seluruh produk yang diproduksi oleh perusahaan sesuai dengan standart internasional, dimana perusahaan memperkerjakan team-team yang professional dan berdedikasi tinggi, yang dibantu oleh karyawan-karyawan dan staff yang berkualitas, yang bertujuan untuk memastikan bahwa hanya produk-produk yang berkualitaslah yang diproduksi oleh perusahaan. PT Heinz ABC Indonesia dikenal oleh para pelanggannya karena kepercayaan yang telah diberikan oleh pihak perusahaan sebagai organisasi yang berorientasi pada kualitas dan pelayanan. Perusahaan selalu mencari kesempatan-kesempatan baru untuk memenuhi komitmen perusahaan terhadap pelanggannya dan perusahaan juga selalu berusaha untuk memvariasikan produk-produknya serta memperluas jangkauan pasarnya
4.1.1 Visi, misi, dan Kebijakan Mutu Visi :
Menjadi perusahaan makanan dan minuman terdepan di dunia yang menghasilkan produk yang unggul dalam cita rasa dan bergizi bagi konsumen dimana saja.
Misi :
Kami berjuang untuk dapat menghasilkan produk makanan dan minuman dengan Brand yang terpercaya, unggul dalam cita rasa, bergizi serta memiliki mutu yang konsisten bagi seluruh keluarga Indonesia agar dapat hidup lebih sehat dan sejahtera.
Kebijakan mutu :
PT Heinz ABC Indonesia bertanggung jawab untuk menghasilkan produk yang dapat memenuhi kepuasan konsumen, bermutu, aman untuk dikonsumsi, sesuai dengan pereturan yang berlaku serta Halal melalui:
1. Penerapan dan pemenuhan spesifikasi dan persyaratan yang di tetapkan.
2. Peningkatan yang berkesinambungan untuk mencapai mutu yang unggul.
3. Penerapan Quality Risk Management Process ( QRMP)
4. Penerapan Technical Policy T.01 Quality Foods and Manufacturing Standart.
4.1.2 Jam kerja
Waktu kerja karyawan adalah tujuh hari kerja namun setiap karyawan memiliki waktu libur satu kali dalam tujuh hari kerja tersebut. Apabila karyawan sakit bisa ijin tidak kerja namun harus disertai dengan keterangan dari dokter. Bila karyawan tiba-tiba ada kepentingan mendadak, maka karyawan boleh meminta ijin namun hari kerjanya diganti dengan dengan hari libur. Istirahat mingguan tidak selalu jatuh pada hari minggu. Pekerja yang karena sifat pekerjaannya, maka jam kerja dan jam atau jam istirahat atau jam kerja lembur diatur secara tersendiri oleng masing-masing departemen. Jam kerja yang berlaku adalah 40 (empat puluh) jam seminggu, dengan istirahat antara jam kerja sekurang-kurangnya ½ (setengah) jam sehari dan 1 (satu) hari istirahat mingguan dalam seminggu.
1. Pada tenaga kerja dibagian produksi dibagi menjadi 3 shift, yaitu sebagai berikut:
a. Shift 1
Senin – Jum’at : 07:00 – 15:00; jam istirahat 12:00 – 13:00 b. Shift 2
Senin – Jum’at : 15:00 – 23:00; jam istirahat 18:00 – 19:00
c. Shift 3
Senin – Jum’at : 23:00 – 07:00; jam istirahat 03:00 – 04:00 Sabtu : 07:00 – 22:00 (untuk 3 shift)
2. Jam kerja karyawan kantor jam operasi kerja adalah sebagai berikut:
Senin – Jum’at : 07:30 – 16:30; jam istirahat 12:00 – 13:00
Sabtu : Off
Hari Jum’at : Istirahat dari 11:30 – 13:00
4.1.3 Pemasaran
Ketepatan dalam memilih lokasi distribusi merupakan faktor pendukung perkembangan suatu usaha. Pada PT. Heinz ABC Indonesia produk jadi yang telah dikemas dari pabrik akan dikirim kepusat distribusi untuk dilanjutkan ke penjual produk, dan akhirnya produk dapat dibeli oleh konsumen di seluruh Indonesia. Cabang pabrik Daan Mogot, Kerawang, Pasuruan, serta Co-Packer akan mendistribusikan produk ke Distribution Center Kalideres, DC. Karawang, serta DC. Rungkut. Pabrik Daan Mogot sendiri akan mendistribusikan produk yang sudah dikemas ke DC. Kalideres serta DC. Karawang. Selama Proses pendistribusian keamanan serta kualitas produk harus tetap dijaga dan diutamakan untuk menjaga kepuasan konsumen.
4.2 Pengumpulan Data
Pada tahap pengumpulan data ini akan diuraikan dengan menggunakan tahapan DMAIC yaitu Define, Measure, Analyze, Improve dan Control.
Berikut adalah penjabaran dari masing-masing tahapan :
4.2.1 Tahap Define
Pada tahap define ini akan di kumpulkan data untuk mengidentifikasi kecacatan yang terjadi pada produk minuman RTD 90 ml.
1. Penentuan CTQ ( Critical to Quality )
Dalam CTQ ini akan di bahas keterangan jenis cacat produk yang biasanya di sebabkan oleh volume kurang, ketidaksesuaian dimensi, sambungan kemasan dan gagal coding. Jenis cacat volume kurang dan ketidaksesuaian dimensi lebih banyak di sebabkan oleh faktor sistem mesin sedangkan sambungan kemasan dan gagal Coding lebih banyak di sebabkan oleh faktor manual ( dalam hal ini manusia ). Berikut jenis – jenis cacat pada produk minuman RTD 90 ml :
1. Volume kurang
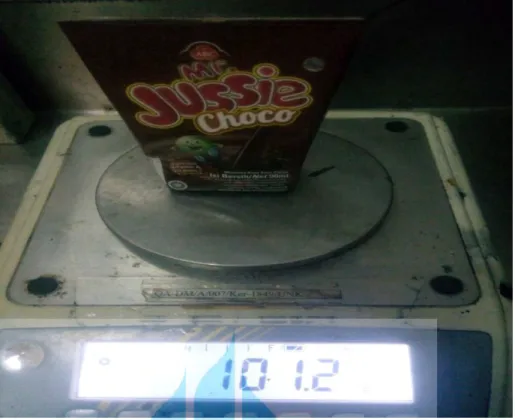
Volume kurang terjadi ketika volume bersih minuman RTD 90 ml tidak mencapai standar. Volume kurang dapat mengakibatkan umur kadaluarsa produk menjadi tidak beraturan serta rentan tumbuhnya mikroba dan bisa merugikan pelanggan karena membeli produk yang tidak sesuai content yang dicantumkan pada kemasan. Pengecekan dilakukan dengan cara penimbangan.
Berikut gambar penimbangan pada produk RTD 90 ml :
( Sumber : PT Heinz ABC Indonesia )
Berat standar produk RTD 90 ml adalah 98-102 gram. Berat tersebut lalu dikurangi hasil berat kemasan kosong dan straw. Dimana berat kemasan kosong dan straw adalah 10 gram. Berikut perhitungan isi bersih produk RTD 90 ml :
Isi Bersih ( gram ) = Hasil penimbangan (gram ) – 10 ( gram ) Isi Bersih ( gram ) = 101.2 gram - 10 gram
Isi Bersih ( gram ) = 91.2 gram
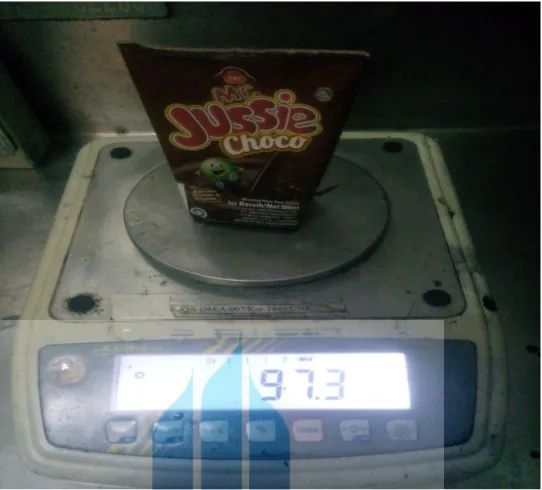
Sehingga bisa diartikan isi bersih yang berada di produk RTD 90 ml tersebut adalah 91.2 ml. karena berat jenis isi produk tersebut adalah 1 gram/mililiter. Kemudian berikut gambar penimbangan berat produk RTD 90 ml yang tidak sesuai standar :
Gambar 4.1 Penimbangan Berat Produk RTD 90 ml Sesuai Standar
Pada gambar diatas menunjukan tidak kesesuaian berat standar kemasan yang mempunyai standar 98 – 102 gram. Hal ini dapat menyebabkan kerugian pada konsumen sehingga akan adanya ketidakpuasan konsumen sehingga beresiko dapat mengakibatkan kerugian pada perusahaan.
2. Ketidaksesuian dimensi
Cacat ini terjadi ketika kemasan tidak berbentuk sesuai bentuk standar kemasan pada produk RTD 90 ml. Cacat ini terjadi dikarenakan faktor mesin yang error sehingga mengakibatkan bentuk kemasan menjadi buruk. Berikut gambar ketidaksesuaian dimensi pada produk RTD 90 ml :
( Sumber : PT Heinz ABC Indonesia )
Gambar 4.2 Penimbangan Berat Produk RTD 90 ml Tidak Sesuai Standar
Dari gambar tersebut bisa dilihat kemasan tidak berbentuk semestinya. Hal ini sangat sering terjadi ketika penyesuian awal kerja mesin karena saat mesin bekerja, mesin membutuhkan pemanasan dan waktu untuk bisa bekerja secara optimal. Hal ini juga mengakibatkan loss produk sehingga terjadi kerugian perusahaan.
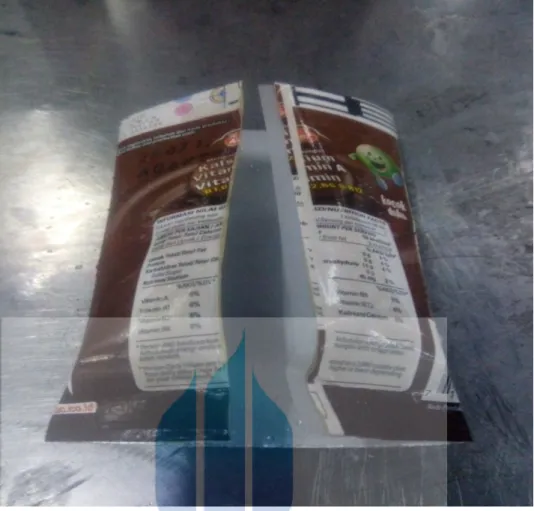
3. Sambungan kemasan
Cacat ini terjadi apabila mesin tidak bekerja dengan baik sehingga sambungan kemasan tidak sempurna dan dapat menyebabkan kemasan menjadi kembung karena terkontaminasi oleh mikroba. Berikut gambar produk cacat RTD 90 ml yang disebabkan oleh sambungan kemasan :
( Sumber : PT Heinz ABC Indonesia ) Gambar 4.3 Ketidaksesuian Dimensi Produk RTD 90 ml
Gambar 4.4 Kesalahan Sambungan Kemasan Produk RTD 90 ml
Gambar tersebut adalah produk RTD 90 ml yang cacat dikarenakan kurang merekatnya sambungan kemasan sehingga kemasan menjadi lepas / tidak merekat. Hal ini disebabkan oleh kinerja mesin dan kualitas paper kemasan yang kurang baik. Sambungan kemasan ini rentan terjadi ketika operator tidak teliti terhadap pengecekan sehingga membuat banyaknya produk yang terbuang karena gagalnya sambungan kemasan.
4. Gagal Coding
Gagal coding merupakan jenis cacat yang terjadi ketika penanggalan produksi dan expired date tidak sempurna. Seperti tejadinya kesalahan
( Sumber : PT Heinz ABC Indonesia )
dalam penentuan tanggal dan coding tidak terlihat jelas. Berikut gambar kesalahan penanggalan produksi :
Dari gambar diatas terdapat dua gambar yang mempunyai perbedaan Coding / penanggalan produksi. Pada gambar sebelah kiri merupakan contoh penanggalan produk yang benar sesuai tanggal produk tersebut diproduksi yaitu pada tanggal 27. Namun pada gambar produk sebelah kanan merupakan contoh produk yang salah penanggalan yang seharusnya adalah tanggal produksi produk tersebut yaitu tanggal 27 bukan tanggal 28.
( Sumber : PT Heinz ABC Indonesia ) Gambar 4.5 Kesalahan Coding Produk RTD 90 ml
Hal ini terjadi karena kelalaian operator dan kurangnya ketelitian operator dalam bekerja. Gagal Coding sangat jarang terjadi, namun bila terjadi bisa mengakibatkan jumlah cacat produk yang sangat banyak.
2. Diagram Pareto Jumlah Produksi Cacat
PT. Heinz ABC Indonesia divisi RTD memiliki jumlah produksi yang banyak sehingga mempunyai jumlah produk cacat yang banyak juga setiap harinya. Hal ini bila dibiarkan akan terus membuat kerugian pada perusahaan karena tingginya defect produk akan mempengaruhi produktivitas dan provit perusahaan.
Oleh karena itu, Diagram Pareto digunakan untuk mengetahui penyumbang terbesar dalam kecacatan produk RTD 90 ml. Berikut tabel 4.1 yang merupakan tabel rekapitulasi jumlah produksi yang diamati selama peneliti melakukan pengamatan dan kemudian dituangkan ke dalam histogram pada gambar 4.6.
Tabel 4.1 Tabel Rekapitulasi Jumlah Produksi RTD 90 ml Januari 2016 Hari
ke - Hasil Produksi ( Unit )
1 660.672
2 600.912
3 694.272
4 661.776
5 417.648
6 393.984
7 472.800
8 718.320
9 393.984
10 562.466
11 661.316
12 523.776
13 417.809
14 544.604
15 516.371
16 401.006
17 633.087
18 475.736
19 664.196
20 575.935
( Sumber : Pengolahan data )
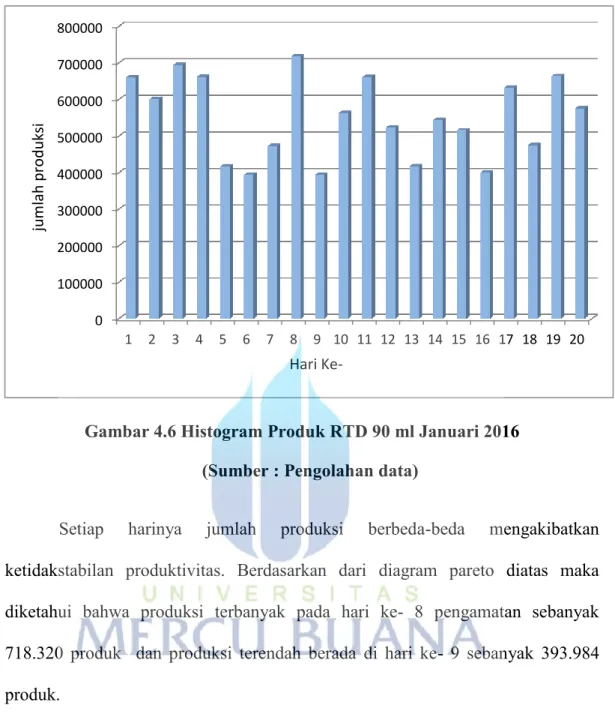
Gambar 4.6 Histogram Produk RTD 90 ml Januari 2016
Setiap harinya jumlah produksi berbeda-beda mengakibatkan ketidakstabilan produktivitas. Berdasarkan dari diagram pareto diatas maka diketahui bahwa produksi terbanyak pada hari ke- 8 pengamatan sebanyak 718.320 produk dan produksi terendah berada di hari ke- 9 sebanyak 393.984 produk.
Terdapat jumlah produk cacat yang berbeda-beda penyebabnya dikarenakan banyak faktor juga yang mengakibatkan produk cacat itu sendiri.
Berikut tabel 4.2 yang merupakan tabel rekapitulasi pengumpulan data kecacatan produk RTD 90 ml yang menerangkan jumlah produk cacat berdasarkan penyebabnya.
0 100000 200000 300000 400000 500000 600000 700000 800000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Hari Ke-
jumlah produksi
(Sumber : Pengolahan data)
Tabel 4.2 Tabel Rekapitulasi Data Kecacatan Produk Minuman RTD 90 ml
Hari ke -
Jenis Cacat
Jumlah Cacat
Jumlah yang diamati volume
Kurang
ketidaksesuaian Dimensi
Sambungan Kemasan
Gagal Coding
1 172 151 364 161 848 20
2 242 253 319 215 1.029 20
3 228 184 145 297 854 20
4 312 179 338 365 1.194 20
5 325 149 105 267 846 20
6 208 181 225 456 1.070 20
7 284 288 382 156 1.110 20
8 228 146 331 454 1.159 20
9 174 271 304 329 1.078 20
10 170 155 383 397 1.105 20
11 130 271 156 356 913 20
12 128 168 105 441 842 20
13 198 166 377 128 869 20
14 206 230 223 152 811 20
15 205 271 92 150 718 20
16 142 252 112 203 709 20
17 297 97 374 197 965 20
18 192 101 256 368 917 20
19 168 110 270 125 673 20
20 248 104 342 321 1.015 20
TOTAL 4257 3.727 5.203 5.538 18.725 400
(Sumber : Pengolahan data)
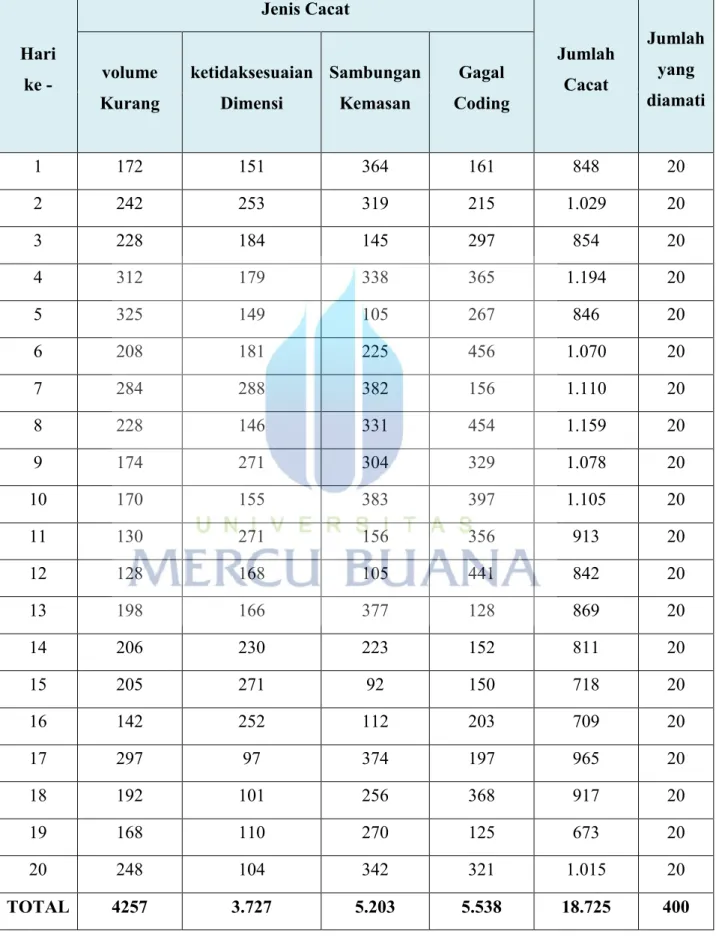
Dalam tabel 4.2 bisa diketahui jumlah cacat sebanyak 18.725 produk dengan total cacat yang paling tinggi disebabkan gagal coding, sambungan kemasan, volume kurang dan yang paling rendah adalah ketidaksesuian dimensi. Dalam hal ini produktivitas produk dan yield produk akan terganggu secara signifikan hanya karena besarnya jumlah produk cacat yang terjadi setiap harinya. Kemudian data jumlah cacat ini dituangkan kepada diagram pareto di bawah ini :
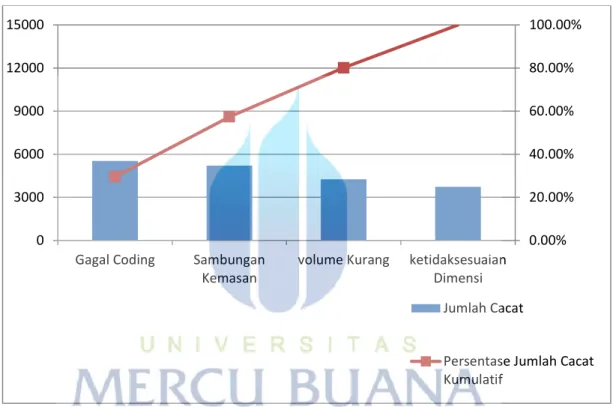
Gambar 4.7 Diagram Pareto Jumlah Cacat Akumulatif
Dari gambar diatas dapat diketahui jumlah terbanyak cacat produk disebabkan oleh gagal Coding yaitu sebanyak 5.538 produk, sambungan kemasan sebanyak 5.203 produk, volume kurang sebanyak 4.257 produk dan paling terendah disebabkan oleh ketidaksesuaian dimensi sebanyak 3.727 produk.
Data jumlah produksi cacat tersebut kemudian diakumulatifkan seperti
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
0 3000 6000 9000 12000 15000
Gagal Coding Sambungan Kemasan
volume Kurang ketidaksesuaian Dimensi
Jumlah Cacat
Persentase Jumlah Cacat Kumulatif
(Sumber : Pengolahan data)
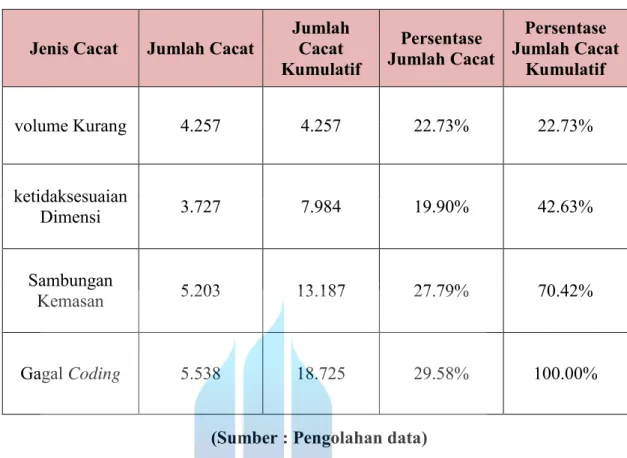
Tabel 4.3 Data Akumulatif Produk Cacat Januari 2016
Dari tabel diatas dapat diketahui persentase jumlah cacat terbesar disebabkan oleh gagal coding sebanyak 29.58% , sambungan kemasan sebanyak 27.79% , volume kurang sebanyak 22.73% dan yang paling terendah disebabkan oleh ketidaksesuaian dimensi sebanyak 19.90%.
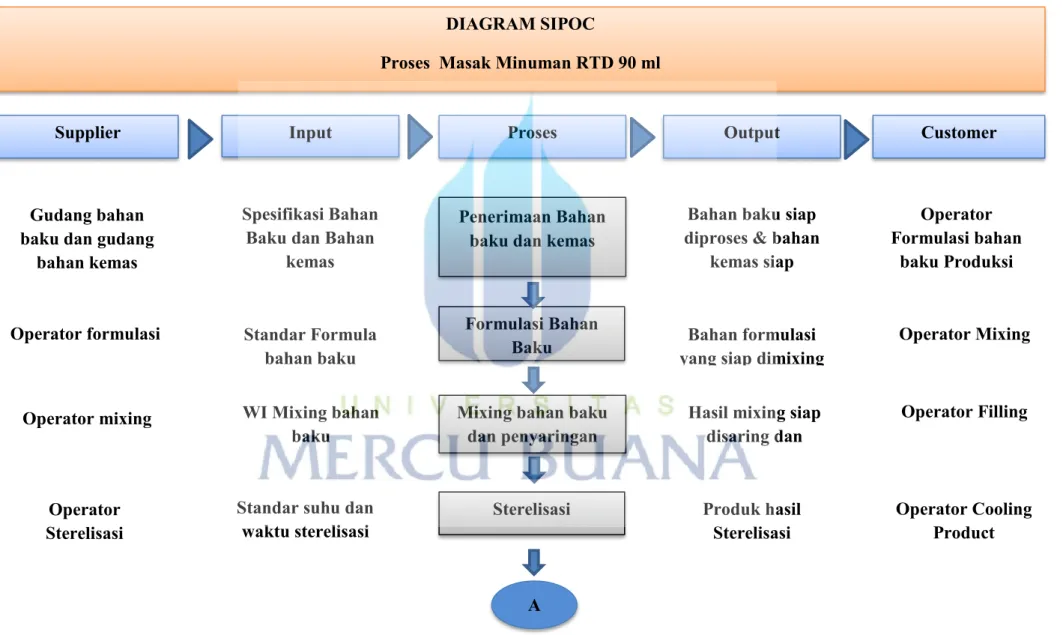
3. Diagram SIPOC (Supplier, Input, Process, Output, Customer)
Diagram ini dibuat untuk memahami proses masak RTD 90 ml yang terjadi antara input yang diperlukan, proses yang dijalankan dan output yang dihasilkan. Proses yang dijalankan dalam proses pembuatan produk RTD 90 ml dapat dilihat pada diagram SIPOC dibawah ini.
Jenis Cacat Jumlah Cacat Jumlah Cacat Kumulatif
Persentase Jumlah Cacat
Persentase Jumlah Cacat
Kumulatif
volume Kurang 4.257 4.257 22.73% 22.73%
ketidaksesuaian
Dimensi 3.727 7.984 19.90% 42.63%
Sambungan
Kemasan 5.203 13.187 27.79% 70.42%
Gagal Coding 5.538 18.725 29.58% 100.00%
(Sumber : Pengolahan data)
Tabel 4.4 Diagram SIPOC Proses Masak Minuman RTD 90 ml
Supplier Input Proses Output Customer
Standar Formula bahan baku Spesifikasi Bahan
Baku dan Bahan kemas
Operator mixing
Operator Sterelisasi Operator formulasi
Gudang bahan baku dan gudang
bahan kemas
Penerimaan Bahan baku dan kemas
Hasil mixing siap disaring dan
difilling Bahan formulasi yang siap dimixing
Bahan baku siap diproses & bahan
kemas siap digunakan
Produk hasil
Sterelisasi Operator Cooling Product Operator Filling Operator Mixing
Operator Formulasi bahan
baku Produksi
Standar suhu dan waktu sterelisasi WI Mixing bahan
baku
Formulasi Bahan Baku
Mixing bahan baku dan penyaringan
Sterelisasi DIAGRAM SIPOC
Proses Masak Minuman RTD 90 ml
Supplier Input Proses Output Customer
Standar kecepatan conveyor Standar suhu dan waktu pre-cooling dan waktu cooling
Operator packing
Operator Finished Goods Drying conveyor
Operator cooling produk
Pre- cooling dan cooling
Produk akhir siap disimpan Produk yang sudah
kering Produk hasil pre- cooling dan produk
cooling
Produk akhir siap dikirim ke distributor
Transporter Operator Finished
goods Operator packing
Drying conveyor
Standar penyimpanan
produk jadi WI Packing
Drying
Packing
Penyimpanan produk jadi
A
DIAGRAM SIPOC
Proses Masak Minuman RTD 90 ml
Transporter Standar Pengiriman produk Produk akhir siap Distributor
4.3 Pengolahan Data
Tahap ini merupakan tahap untuk mengukur keadaan dan kondisi perusahaan.
Pada tahap ini akan diuraikan tentang data-data defect produk minuman RTD 90 ml dan kapabilitas proses produksi saat ini.
4.3.1. Tahap Measure
a. Data Cacat Produk RTD 90 ml
Berikut adalah data jenis cacat produk RTD 90 ml pada Januari 2016 Tabel 4.5 Data Jenis Cacat RTD 90 ml Januari 2016
Hari ke
- Sampling Produk
JENIS CACAT PRODUK Jumlah
Cacat Produk Volume
Kurang Ketidaksesuaian
Dimensi Sambungan
Kemasan Gagal Coding
1 20 3 2 1 8 14
2 20 2 1 1 0 4
3 20 3 2 1 5 11
4 20 2 3 0 0 5
5 20 5 2 0 7 14
6 20 1 3 0 0 4
7 20 0 1 0 8 9
8 20 3 2 1 6 12
9 20 0 2 2 5 9
10 20 1 1 1 0 3
11 20 2 1 1 0 4
12 20 0 2 0 0 2
13 20 2 1 0 6 9
14 20 3 1 2 0 6
15 20 1 2 1 4 8
16 20 1 1 2 0 4
17 20 2 1 2 0 5
18 20 2 2 1 5 10
19 20 1 1 2 0 4
20 20 2 2 1 0 5
Berdasarkan data tabel diatas, dapat diketahui bahwa jenis cacat yang terjadi pada produk RTD 90 ml adalah volume kurang, ketidaksesuaian dimensi, sambungan kemasan dan Gagal Coding. Defect yang paling banyak terjadi pada produk RTD 90 ml adalah jenis cacat Gagal Coding sebanyak 54 produk cacat dan yang terendah adalah sambungan kemasan sebanyak 19 produk cacat. Walau jarang terjadi untuk cacat Gagal Coding ini setiap harinya namun jika terjadi, perolehan jumlah cacat yang disebabkan Gagal Coding sangat banyak jumlahnya dalam setiap kejadian. Kemudian data tersebut diakumulatifkan seperti tabel dibawah ini .
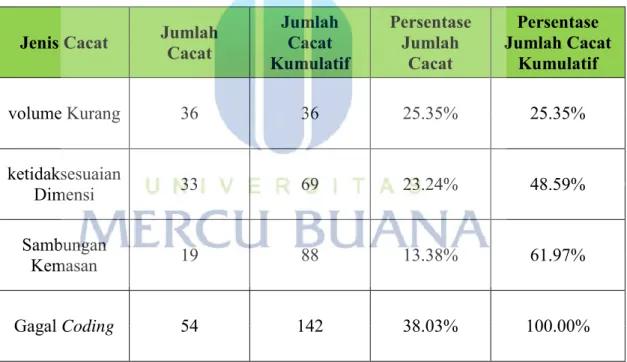
Tabel 4.6 Data Kumulatif Jenis Cacat Produk
Jenis Cacat Jumlah Cacat
Jumlah Cacat Kumulatif
Persentase Jumlah
Cacat
Persentase Jumlah Cacat
Kumulatif
volume Kurang 36 36 25.35% 25.35%
ketidaksesuaian
Dimensi 33 69 23.24% 48.59%
Sambungan
Kemasan 19 88 13.38% 61.97%
Gagal Coding 54 142 38.03% 100.00%
Dari tabel diatas dapat diketahui persentase jumlah cacat terbesar disebabkan oleh gagal coding sebanyak 38.03%, volume kurang sebanyak 25.35%, ketidaksesuaian dimensi sebanyak 23.24% dan yang paling terendah disebabkan oleh sambungan kemasan sebanyak 13.38%.
( Sumber : Pengolahan data )
b. Pengukuran Baseline Kinerja
Pengukuran baseline kinerja dimaksudkan untuk mengetahui sejauh mana suatu produk dapat memenuhi kebutuhan spesifik pelanggan, sebelum produk itu diserahkan kepada pelanggan. Dalam pengukuran baseline kinerja digunakan satuan pengukuran DPMO (Defect Per Million Opportunities).
Berikut nilai DPMO dan tingkat sigma proses pembuatan produk minuman RTD 90 ml.
Tabel 4.7 Nilai DPMO ( Defect Per Milion Opportunities ) Minuman RTD 90 ml Hari ke
- Sampling Produk
JENIS CACAT PRODUK Jumlah
Cacat Produk
CTQ Potensi Penyebab
Kecelakaan DPMO SIGMA Volume
Kurang Ketidaksesuaian
Dimensi Sambungan
Kemasan Gagal Coding
1 20 0 2 1 4 7 4 87.500 2.86
2 20 2 1 1 0 4 4 50.000 3.14
3 20 1 0 1 5 7 4 87.500 2.86
4 20 2 1 0 0 3 4 37.500 3.28
5 20 2 0 0 4 6 4 75.000 2.94
6 20 1 2 0 0 3 4 37.500 3.28
7 20 0 0 0 5 5 4 62.500 3.03
8 20 1 0 1 4 6 4 75.000 2.94
9 20 0 0 2 4 6 4 75.000 2.94
10 20 1 1 1 0 3 4 37.500 3.28
11 20 2 1 1 0 4 4 50.000 3.14
12 20 0 2 0 0 2 4 25.000 3.46
13 20 2 1 0 3 6 4 75.000 2.94
14 20 3 1 2 0 6 4 75.000 2.94
15 20 1 2 1 4 8 4 100.000 2.78
16 20 1 0 2 0 3 4 37.500 3.28
17 20 2 1 2 0 5 4 62.500 3.03
18 20 0 0 1 5 6 4 75.000 2.94
19 20 0 1 2 0 3 4 37.500 3.28
20 20 2 1 1 0 4 4 50.000 3.14
TOTAL 400 23 17 19 38 97 4 60.625 3.07
Berdasarkan tabel diatas dapat diketahui bahwa sampling produk diambil 20 produk perharinya lalu diamati. Sehingga akan bisa menghasilkan nilai DPMO yang berada di tabel 4.7 tersebut. Nilai DPMO rata – rata proses produksi minuman RTD 90 ml adalah 60625.00 artinya setiap memproduksi sebanyak satu juta produk, terdapat kemungkinan cacat sebanyak 60625.00 produk. Sedangkan rata – rata timgkat Sigmanya adalah 3.07. Tingkat sigma 3.07 merupakan tingkat sigma yang rendah dan perlu lebih diperhatikan untuk meningkatkan tingkat sigma sehingga dapat mengurangi variasi cacat produk dan dapat menaikan produktivitas produksi.