4.1 Data Sampel
4.1.1 Pengambilan dan Pemilihan Data Sampel
Dari pengumpulan data yang telah dilakukan, diperoleh 120 data sampel yang telah dikelompokkan menjadi subgrup-subgrup tertentu. Ukuran subgrup yang digunakan adalah 4 data untuk setiap subgrupnya (n=4).
Jumlah subgrup yang dikumpulkan adalah sebanyak 30 subgrup dimana setiap subgrup diambil pada hari yang berbeda-beda. Pengambilan sampel tersebut dilakukan pada hari yang berbeda-beda antara satu subgroup dengan subgroup yang lainnya dikarenakan perusahaan tersebut merupakan perusahaan yang bersifat job order company. Sampel yang diambil merupakan sampel dari satu jenis produk saja yang menggunakan satu jenis bahan baku utama. sampel yang diambil merupakan sampel dari produk karton box single wall (jumlah dinding karton adalah tunggal) dimana produk ini menggunakan bahan utama kertas kraft yang memiliki berat jenis 200 2
m gram .
Pemilihan sampel yang diambil didasarkan pada produk yang paling sering diproduksi oleh perusahaan yaitu produk karton box single wall yang menggunakan bahan baku utama kertas kraft berberat jenis 200
m2
gram , hal tersebut dilakukan mengingat bahwa perusahaan tempat
penelitian dilakukan merupakan perusahaan yang bersifat job order sehingga pengambilan sampel dapat dilakukan dengan lebih leluasa.
4.1.2 Pemilihan Data Variabel Input dan Variabel Respon
Salah satu tahapan penting dalam perancangan percobaan adalah menentukan variabel respon yang akan kita amati. Variabel respon disebut juga variabel tak bebas yaitu variabel yang nilainya tergantung pada variabel-variabel lain yaitu yang disebut variabel input. Jadi boleh dikatakan bahwa variabel input adalah faktor-faktor yang mempengaruhi variabel respon.
Variabel respon yang akan digunakan adalah nilai bursting strength dari karton box yang dihasilkan. Nilai bursting strength dari karton box yang dihasilkan ini merupakan salah satu faktor penting yang mempengaruhi kualitas keseluruhan dari karton box tersebut.
Dari variabel respon yang telah ditentukan di atas, maka ditentukan pula variabel-variabel input yang akan digunakan yaitu suhu mesin dan kecepatan mesin. Variabel input tersebut dipilih karena variabel-variabel tersebut merupakan faktor-faktor yang memiliki pengaruh besar pada nilai bursting strength karton box yang dihasilkan.
4.1.3 Data Sampel
Berikut ini adalah data sampel yang berhasil dikumpulkan yang meliputi data kecepatan mesin, suhu mesin, dan nilai bursting strength :
Tabel 4.1 Tabel Data Sampel
Variabel Response Variable Kecepatan Suhu Bursting Strength No.
Subgrup Tanggal
DB oC kgf/cm2
115 160 10.8 116 135 10.7 115 141 10.6 1 15/8/2005
114 160 10.7 114 145 10.9 111 165 11.0 113 161 10.6 2 16/8/2005
114 160 10.7 119 165 11.2 117 156 10.8 116 150 10.8 3 18/8/2005
117 162 10.8 116 159 10.5 116 158 10.6 114 160 10.7 4 19/8/2005
112 156 10.7 116 164 10.6 115 160 10.6 117 145 10.7 5 20/8/2005
119 161 10.9
119 136 10.4 116 145 10.4 116 143 10.5 6 22/8/2005
117 153 10.8 114 165 10.5 115 155 10.8 114 146 10.6 7 23/8/2005
111 160 10.8 115 158 11.0 113 159 10.5 111 136 11.2 8 24/8/2005
113 142 11.1 118 146 10.7 119 165 11.0 117 160 10.8 9 25/8/2005
115 157 10.9 116 162 10.9 116 165 10.9 114 162 10.8 10 26/8/2005
113 159 10.8 117 163 11.1 116 145 10.4 119 136 10.4 11 27/8/2005
117 140 10.5 119 138 10.6 116 152 10.4 116 144 10.5 12 29/8/2005
114 143 10.9 111 165 10.8 113 162 10.7 115 156 10.8 13 30/8/2005
116 160 10.8 114 164 10.7 114 165 11.0 113 148 10.9 14 31/8/2005
111 136 11.1 115 161 10.9 114 160 10.7 115 150 10.8 15 1/9/2005
114 160 10.7
114 165 11.1 115 162 10.8 116 163 10.5 16 3/9/2005
115 150 10.8 117 165 11.0 119 136 10.5 117 164 10.4 17 5/9/2005
115 146 10.5 116 163 10.8 115 164 10.6 114 146 10.8 18 6/9/2005
113 155 10.7 111 136 11.0 114 147 10.5 116 158 10.6 19 7/9/2005
114 146 10.8 115 160 10.7 115 152 10.6 114 158 10.7 20 8/9/2005
113 150 10.6 114 152 10.7 112 150 10.7 114 148 10.6 21 9/9/2005
114 153 10.7 117 147 10.9 119 140 10.6 117 165 10.5 22 10/9/2005
116 148 10.4 117 138 10.8 116 159 10.8 116 155 10.8 23 12/9/2005
115 158 10.7 114 158 10.5 115 156 10.6 113 165 10.5 24 13/9/2005
114 148 10.6 115 164 10.9 114 165 10.8 117 165 10.9 25 14/9/2005
117 157 10.8
116 165 10.8 118 145 10.7 114 150 10.8 26 15/9/2005
117 156 10.9 114 145 10.8 111 142 11.0 113 159 10.7 27 16/9/2005
114 141 10.9 115 163 10.6 115 150 11.0 113 162 11.0 28 17/9/2005
111 165 10.8 116 153 10.7 117 152 10.7 115 164 10.9 29 19/9/2005
114 163 11.0 116 164 10.8 116 162 10.8 119 165 11.0 30 20/9/2005
116 161 11.2
4.2 Pengendalian Variabel dengan Peta Kontrol
Untuk mengendalikan data-data yang telah dikumpulkan baik variabel-variabel input maupun variabel respon, maka akan digunakan peta kontrol x dan R karena data yang akan digunakan tergolong data variabel.
4.2.1 Peta Kontrol x dan R untuk Data Kecepatan Mesin
Berikut ini adalah perhitungan untuk peta kontrol x dan R untuk data kecepatan mesin :
Tabel 4.2 Tabel Data Perhitungan Peta Kontrol x dan R Data Kecepatan Mesin
No. x1 x2 x3 x4 x max x min R 1 115 116 115 114 115.00 116 114 2 2 114 111 113 114 113.00 114 111 3 3 119 117 116 117 117.25 119 116 3 4 116 116 114 112 114.50 116 112 4 5 116 115 117 119 116.75 119 115 4 6 119 116 116 117 117.00 119 116 3 7 114 115 114 111 113.50 115 111 4 8 115 113 111 113 113.00 115 111 4 9 118 119 117 115 117.25 119 115 4 10 116 116 114 113 114.75 116 113 3 11 117 116 119 117 117.25 119 116 3 12 119 116 116 114 116.25 119 114 5 13 111 113 115 116 113.75 116 111 5 14 114 114 113 111 113.00 114 111 3 15 115 114 115 114 114.50 115 114 1 16 114 115 116 115 115.00 116 114 2 17 117 119 117 115 117.00 119 115 4 18 116 115 114 113 114.50 116 113 3 19 111 114 116 114 113.75 116 111 5 20 115 115 114 113 114.25 115 113 2 21 114 112 114 114 113.50 114 112 2 22 117 119 117 116 117.25 119 116 3 23 117 116 116 115 116.00 117 115 2 24 114 115 113 114 114.00 115 113 2 25 115 114 117 117 115.75 117 114 3 26 116 118 114 117 116.25 118 114 4 27 114 111 113 114 113.00 114 111 3 28 115 115 113 111 113.50 115 111 4 29 116 117 115 114 115.50 117 114 3 30 116 116 119 116 116.75 119 116 3
∑
x 3452.75∑
R 96x
► Contoh Perhitungan untuk Subgrup 1 : 4 115
114 115 116 115 4
4 3 2
1 + + + =
+ = +
= x +x x x x
2 114 116 min
max− = − =
= x x
R
NB : Perhitungan nilai x dan R untuk subgrup 2 dan selanjutnya adalah sama dengan perhitungan untuk subgrup 1.
► Perhitungan x dan R :
09 . 30 115
75 . 3452 =
=
=
∑
N x x
2 . 30 3 96 =
=
=
∑
N R R
► Perhitungan Batas Kontrol 3σ Peta Kontrol x :
CL = x
= 115.09
UCL = x + A2R
= 115.09 + ( 0.729 * 3.2 )
= 117.42 LCL = x - A2R
= 115.09 – ( 0.729 * 3.2 )
= 112.76
► Perhitungan Batas Kontrol 3σ Peta Kontrol R : CL = R
= 3.2
UCL = D4R
= 2.282 * 3.2
= 7.30
LCL = D3R
= 0 * 3.2
= 0
Langkah-langkah membuat peta kontrol dengan Minitab :
1. Dari menu utama, masukkan data hasil pengukuran ke dalam kolom pada worksheet.
2. Klik StatÎControl ChartÎXbar-R, maka akan muncul tabel seperti di bawah ini :
Gambar 4.1 Menu Pilihan Peta Kontrol Xbar-R (Minitab)
3. Bila datanya subgrup maka klik Subgroups across rows of : , tetapi bila datanya tunggal maka klik Single column : , kemudian pilih kolom yang datanya akan dibuat peta kontrol, lalu klik Select.
4. Klik Options untuk membuat judul peta kontrol, lalu klik OK.
Gambar 4.2 Menu Pilihan Options Peta Kontrol Xbar-R (Minitab)
Berikut ini adalah Peta Kontrol x dab R untuk Data Kecepatan Mesin yang diolah dengan menggunakan program Minitab :
Grafik 4.1 Peta Kontrol x dan R untuk Data Kecepatan Mesin
4.2.2 Analisa Peta Kontrol x dan R untuk Data Kecepatan Mesin
Pada peta kontrol x dan R yang dibuat dengan menggunakan program Minitab, dapat dilihat bahwa data kecepatan mesin yang telah diperoleh dari hasil pengamatan, tidak ada satu pun yang keluar dari batas kontrol. Semua data masuk dalam batas kontrol. Hal tersebut berarti bahwa data-data kecepatan mesin yang digunakan sudah berada dalam batas kendali statistik sehingga tidak perlu diadakan penelusuran penyebab data yang berada di luar kontrol dan dapat kemudian langsung diukur nilai kapabilitas prosesnya.
4.2.3 Peta Kontrol x dan R untuk Data Suhu Mesin
Berikut ini adalah perhitungan untuk peta kontrol x dan R untuk data suhu mesin :
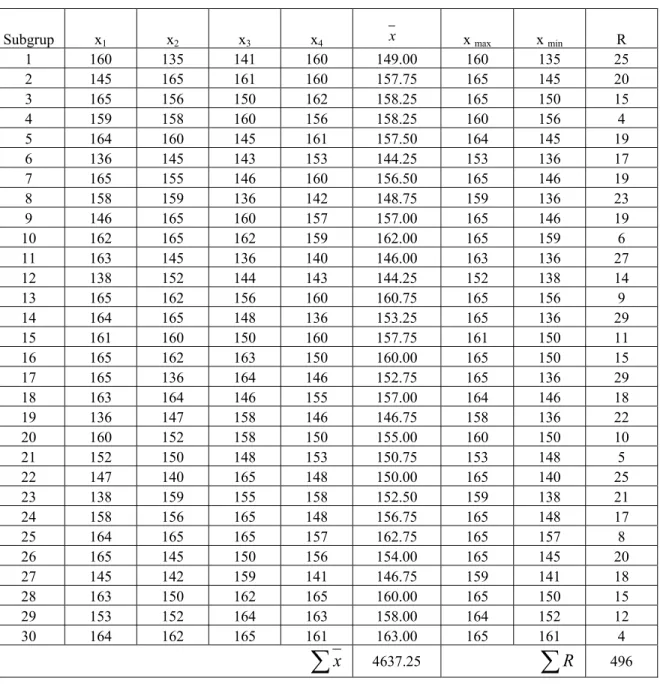
Tabel 4.3 Tabel Data Perhitungan Peta Kontrol x dan R Data Suhu Mesin
Subgrup x1 x2 x3 x4 x max x min R 1 160 135 141 160 149.00 160 135 25 2 145 165 161 160 157.75 165 145 20 3 165 156 150 162 158.25 165 150 15 4 159 158 160 156 158.25 160 156 4 5 164 160 145 161 157.50 164 145 19 6 136 145 143 153 144.25 153 136 17 7 165 155 146 160 156.50 165 146 19 8 158 159 136 142 148.75 159 136 23 9 146 165 160 157 157.00 165 146 19 10 162 165 162 159 162.00 165 159 6 11 163 145 136 140 146.00 163 136 27 12 138 152 144 143 144.25 152 138 14 13 165 162 156 160 160.75 165 156 9 14 164 165 148 136 153.25 165 136 29 15 161 160 150 160 157.75 161 150 11 16 165 162 163 150 160.00 165 150 15 17 165 136 164 146 152.75 165 136 29 18 163 164 146 155 157.00 164 146 18 19 136 147 158 146 146.75 158 136 22 20 160 152 158 150 155.00 160 150 10 21 152 150 148 153 150.75 153 148 5 22 147 140 165 148 150.00 165 140 25 23 138 159 155 158 152.50 159 138 21 24 158 156 165 148 156.75 165 148 17 25 164 165 165 157 162.75 165 157 8 26 165 145 150 156 154.00 165 145 20 27 145 142 159 141 146.75 159 141 18 28 163 150 162 165 160.00 165 150 15 29 153 152 164 163 158.00 164 152 12 30 164 162 165 161 163.00 165 161 4
∑
x 4637.25∑
R 496x
► Contoh Perhitungan untuk Subgrup 1 : 4 149
160 141 135 160 4
4 3 2
1 + + + =
+ = +
= x +x x x x
25 135 160 min
max− = − =
= x x
R
NB : Perhitungan nilai x dan R untuk subgrup 2 dan selanjutnya adalah sama dengan perhitungan untuk subgrup 1.
► Perhitungan x dan R :
58 . 30 154
25 . 4637 =
=
=
∑
N x x
53 . 30 16 496 =
=
=
∑
N R R
► Perhitungan Batas Kontrol 3σ Peta Kontrol x :
CL = x
= 154.58
UCL = x + A2R
= 154.58 + ( 0.729 * 16.53 )
= 166.63 LCL = x - A2R
= 154.58 – ( 0.729 * 16.53 )
= 142.52
► Perhitungan Batas Kontrol 3σ Peta Kontrol R : CL = R
= 16.53
UCL = D4R
= 2.282 * 16.53
= 37.73
LCL = D3R
= 0 * 16.53
= 0
Berikut ini adalah Peta Kontrol x dab R untuk Data Suhu Mesin yang diolah dengan menggunakan program Minitab :
Grafik 4.2 Peta Kontrol x dan R untuk Data Suhu Mesin
4.2.4 Analisa Peta Kontrol x dan R untuk Data Suhu Mesin
Pada peta kontrol x dan R yang dibuat dengan menggunakan program Minitab, dapat dilihat bahwa data suhu mesin yang telah diperoleh dari hasil pengamatan, hasilnya sama dengan data kecepatan mesin yaitu tidak ada satu pun data yang keluar dari batas kontrol. Semua data masuk dalam batas kontrol.
Hal tersebut berarti bahwa data-data suhu mesin yang digunakan sudah berada dalam batas kendali statistik sehingga tidak perlu diadakan penelusuran penyebab data yang berada di luar kontrol dan dapat kemudian langsung diukur nilai kapabilitas prosesnya.
4.2.5 Peta Kontrol x dan R untuk Data Nilai Bursting Strength Produk Berikut ini adalah perhitungan untuk peta kontrol x dan R untuk data nilai Bursting Strength produk :
Tabel 4.4 Tabel Perhitungan Peta Kontrol x dan R Data Nilai Bursting Strength Produk
Subgrup x1 x2 x3 x4 x max x min R 1 10.8 10.7 10.6 10.7 10.70 10.8 10.6 0.2 2 10.9 11.0 10.6 10.7 10.80 11.0 10.6 0.4 3 11.2 10.8 10.8 10.8 10.90 11.2 10.8 0.4 4 10.5 10.6 10.7 10.7 10.63 10.7 10.5 0.2 5 10.6 10.6 10.7 10.9 10.70 10.9 10.6 0.3 6 10.4 10.4 10.5 10.8 10.53 10.8 10.4 0.4 7 10.5 10.8 10.6 10.8 10.68 10.8 10.5 0.3 8 11.0 10.5 11.2 11.1 10.95 11.2 10.5 0.7 9 10.7 11.0 10.8 10.9 10.85 11.0 10.7 0.3 10 10.9 10.9 10.8 10.8 10.85 10.9 10.8 0.1 11 11.1 10.4 10.4 10.5 10.60 11.1 10.4 0.7 12 10.6 10.4 10.5 10.9 10.60 10.9 10.4 0.5 13 10.8 10.7 10.8 10.8 10.78 10.8 10.7 0.1 14 10.7 11.0 10.9 11.1 10.93 11.1 10.7 0.4 15 10.9 10.7 10.8 10.7 10.78 10.9 10.7 0.2 16 11.1 10.8 10.5 10.8 10.80 11.1 10.5 0.6 17 11.0 10.5 10.4 10.5 10.60 11.0 10.4 0.6 18 10.8 10.6 10.8 10.7 10.73 10.8 10.6 0.2 19 11.0 10.5 10.6 10.8 10.73 11.0 10.5 0.5 20 10.7 10.6 10.7 10.6 10.65 10.7 10.6 0.1 21 10.7 10.7 10.6 10.7 10.68 10.7 10.6 0.1 22 10.9 10.6 10.5 10.4 10.60 10.9 10.4 0.5 23 10.8 10.8 10.8 10.7 10.78 10.8 10.7 0.1 24 10.5 10.6 10.5 10.6 10.55 10.6 10.5 0.1 25 10.9 10.8 10.9 10.8 10.85 10.9 10.8 0.1 26 10.8 10.7 10.8 10.9 10.80 10.9 10.7 0.2 27 10.8 11.0 10.7 10.9 10.85 11.0 10.7 0.3 28 10.6 11.0 11.0 10.8 10.85 11.0 10.6 0.4 29 10.7 10.7 10.9 11.0 10.83 11.0 10.7 0.3 30 10.8 10.8 11.0 11.2 10.95 11.2 10.8 0.4
∑
x 322.48∑
R 9.7x
► Contoh Perhitungan untuk Subgrup 1 :
7 . 4 10
7 . 10 6 . 10 7 . 10 8 . 10 4
4 3 2
1 + + + =
+ = +
= x +x x x x
2 . 0 6 . 10 8 . 10 min
max− = − =
= x x
R
NB : Perhitungan nilai x dan R untuk subgrup 2 dan selanjutnya adalah sama dengan perhitungan untuk subgrup 1.
► Perhitungan x dan R :
75 . 30 10
48 .
322 =
=
=
∑
N x x
32 . 30 0
7 . 9 =
=
=
∑
N R R
► Perhitungan Batas Kontrol 3σ Peta Kontrol x :
CL = x
= 10.75
UCL = x + A2R
= 10.75 + ( 0.729 * 0.32 )
= 10.98 LCL = x - A2R
= 10.75 – ( 0.729 * 0.32 )
= 10.51
► Perhitungan Batas Kontrol 3σ Peta Kontrol R : CL = R
= 0.32
UCL = D4R
= 2.282 * 0.32
= 0.74
LCL = D3R
= 0 * 0.32
= 0
Berikut ini adalah Peta Kontrol x dab R untuk Data Nilai Bursting Strength yang diolah dengan menggunakan program Minitab :
Grafik 4.3 Peta Kontrol x dan R untuk Data Nilai Bursting Strength
4.2.6 Analisa Peta Kontrol x dan R untuk Data Nilai Bursting Strength Produk
Sama halnya dengan data kecepatan mesin dan suhu mesin maka pada peta kontrol x dan R yang dibuat dengan menggunakan program Minitab untuk data nilai bursting strength produk yang telah diperoleh dari hasil pengamatan, hasilnya tidak ada satu pun data yang keluar dari batas kontrol. Semua data masuk dalam batas kontrol.
Hal tersebut berarti bahwa data-data nilai bursting strength produk yang digunakan sudah berada dalam batas kendali statistik sehingga tidak perlu diadakan penelusuran penyebab data yang berada di luar kontrol dan dapat kemudian langsung diukur nilai kapabilitas prosesnya.
4.3 Kapabilitas Proses
Karena semua data yang akan digunakan telah dikendalikan dengan peta kendali dan data-datanya telah berada dalam batas kendali, maka dapat dilanjutkan dengan mengukur kapabilitas proses dari setiap faktor yang digunakan.
4.3.1 Pengukuran Kapabilitas Proses untuk Data Kecepatan Mesin
Data yang diperlukan untuk menghitung kapabilitas proses dari faktor kecepatan mesin adalah :
USL = Upper Specification Limit = 120 LSL = Lower Specification Limit = 110
09 .
=115 x
2 .
=3 R
059 .
2 =2 d
Perhitungan manual kapabilitas proses untuk data kecepatan mesin :
d2
s = R
55 . 059 1 . 2
2 .
3 =
= s
s LSL Cp USL
6
= −
08 . 55 1 . 1
* 6
110 120− =
=
Cp
s X CPU USL
3
= −
06 . 55 1
. 1
* 3
09 . 115
120− =
= CPU
s LSL CPL X
3
= −
09 . 55 1
. 1
* 3
110 09 .
115 − =
= CPL
Cpk = minimum { CPU , CPL } Cpk = minimum { 1.06 , 1.09 } Cpk = 1.06
NB : Terdapat perbedaan nilai antar indeks yang dihasilkan oleh minitab dengan indeks yang dihitung secara manual mungkin disebabkan oleh nilai pembulatan di belakang komanya.
Hal ini juga berlaku untuk perhitungan kapabilitas ”suhu mesin” dan ”nilai Bursting Strength”.
Langkah-langkah pembuatan Kapabilitas Proses dengan menggunakan Minitab :
1. Dari menu utama, masukkan data hasil pengukuran ke dalam kolom pada worksheet.
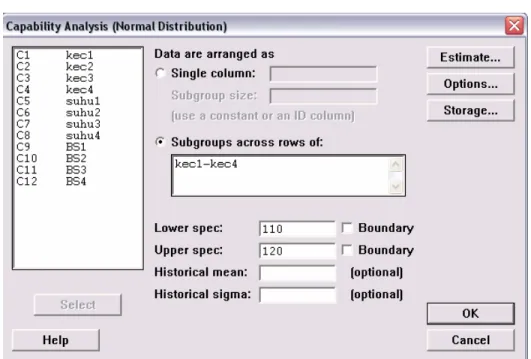
2. Klik StatÎQuality ToolsÎCapability Analysis(Normal), maka akan muncul tabel seperti di bawah ini :
Gambar 4.3 Menu Pilihan Capability Analysis (Normal) pada Minitab
3. Bila datanya subgrup maka klik Subgroups across rows of : , tetapi bila datanya tunggal maka klik Single column : , kemudian pilih kolom yang datanya akan dibuat peta kontrol, lalu klik Select.
4. Isilah Lower Spec dengan nilai spesifikasi bawah dan Upper Spec dengan nilai spesifikasi atas yang diinginkan.
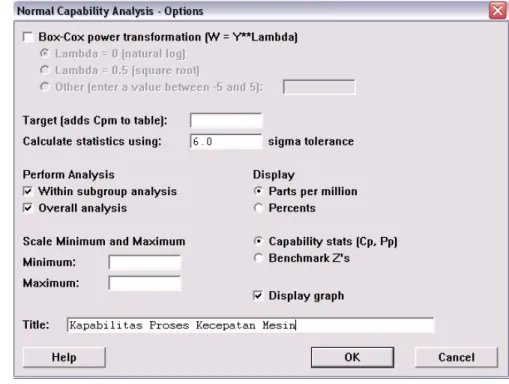
5. Klik Options untuk membuat judulnya.
Gambar 4.4 Menu Options pada Capability Analysis (Normal) 6. Lalu klik OK.
Berikut ini adalah nilai kapabilitas proses yang dihasilkan dari program Minitab untuk data kecepatan mesin :
122 120
118 116
114 112
110
USL LSL
Grafik Kapabilitas Proses Data Kecepatan Mesin
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
Ppk PPL PPU Pp Cpm Cpk CPL CPU Cp StDev (Overall) StDev (Within) Sample N Mean LSL Target USL
11778.39 6658.53 5119.86
762.90 465.67 297.22
0.00 0.00 0.00
0.83 0.86 0.83 0.84 * 1.10 1.14 1.10 1.12 1.98302 1.48266 120 115.092 110.000 * 120.000
Exp. "Overall" Performance Exp. "Within" Performance
Observed Performance Overall Capability
Potential (Within) Capability Process Data
Within Overall
Gambar 4.5 Gambar Kapabilitas Proses dari Kecepatan Mesin
4.3.2 Analisa Kapabilitas Proses untuk Data Kecepatan Mesin
Dari gambar kapabilitas proses yang dibuat dengan minitab dan nilai-nilai indeks kapabilitas yang tertera di samping gambar serta perhitungan indeks kapabilitas secara manual, maka dapat disimpulkan bahwa kapabilitas proses untuk data kecepatan mesin adalah baik tetapi perlu pengendalian yang ketat karena nilai indeks kapabilitas prosesnya (Cp = 1.12) berada antara 1.00 dan 1.33.
Berdasarkan Indeks Performansi Kane yang dihasilkan, maka dapat diketahui bahwa kecepatan mesin pada proses sekarang cenderung lebih dekat dengan batas spesifikasi atasnya (USL=120.00 DB) sekaligus menunjukkan bahwa proses tersebut mampu memenuhi batas spesifikasi atas dan batas spesifikasi bawahnya dengan baik yang ditunjukkan dengan nilai CPU=1.10 dan nilai CPL=1.14. Tetapi perlu diperhatikan juga bahwa sebenarnya proses memerlukan pengendalian yang ketat karena kedua nilai CPU dan CPL-nya berada antara 1.00 dan 1.33.
4.3.3 Pengukuran Kapabilitas Proses untuk Data Suhu Mesin
Data yang diperlukan untuk menghitung kapabilitas proses dari faktor suhu mesin adalah :
USL = Upper Specification Limit = 170 LSL = Lower Specification Limit = 130
58 .
=154 x
53 .
=16 R
059 .
2 =2 d
Perhitungan manual kapabilitas proses untuk data suhu mesin :
d2
s = R
03 . 059 8 . 2
53 . 16 =
= s
s LSL Cp USL
6
= −
83 . 03 0 . 8
* 6
130 170− =
=
Cp
s X CPU USL
3
= −
64 . 03 0
. 8
* 3
58 . 154
170− =
= CPU
s LSL CPL X
3
= −
02 . 03 1
. 8
* 3
130 58 .
154 − =
= CPL
Cpk = minimum { CPU , CPL } Cpk = minimum { 0.64 , 1.02 } Cpk = 0.64
Berikut ini adalah nilai kapabilitas proses yang dihasilkan dari program Minitab untuk data suhu mesin :
180 170
160 150
140 130
USL LSL
Grafik Kapabilitas Proses Data Suhu Mesin
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
Ppk PPL PPU Pp Cpm Cpk CPL CPU Cp StDev (Overall) StDev (Within) Sample N Mean LSL Target USL
47017.40 43772.57 3244.83
31956.82 30534.49 1422.33
0.00 0.00 0.00
0.57 0.91 0.57 0.74 * 0.62 0.99 0.62 0.81 9.02843 8.23547 120 154.575 130.000 * 170.000
Exp. "Overall" Performance Exp. "Within" Performance
Observed Performance Overall Capability
Potential (Within) Capability Process Data
Within Overall
Gambar 4.6 Gambar Kapabilitas Proses dari Suhu Mesin
4.3.4 Analisa Kapabilitas Proses untuk Data Suhu Mesin
Dari gambar kapabilitas proses yang dibuat dengan minitab dan nilai-nilai indeks kapabilitas yang tertera di samping gambar serta perhitungan indeks kapabilitas secara manual, maka dapat disimpulkan bahwa suhu mesin pada proses sekarang memiliki kapabilitas yang tidak baik karena nilai indeks kapabilitas prosesnya (Cp = 0.81) berada di bawah 1.
Berdasarkan Indeks Performansi Kane yang dihasilkan, maka dapat diketahui bahwa suhu mesin pada proses sekarang cenderung lebih dekat dengan batas spesifikasi atasnya (USL=170o) sekaligus menunjukkan bahwa proses tersebut tidak mampu memenuhi batas spesifikasi atas maupun batas spesifikasi bawahnya dengan baik yang ditunjukkan dengan nilai CPU=0.62 dan nilai CPL=0.99.
4.3.5 Pengukuran Kapabilitas Proses untuk Data Nilai Bursting Strength Data yang diperlukan untuk menghitung kapabilitas proses dari nilai Bursting Strength adalah :
USL = Upper Specification Limit = 11.2 LSL = Lower Specification Limit = 10.4
75 .
=10 x
32 .
=0 R
059 .
2 =2 d
Perhitungan manual kapabilitas proses untuk data nilai Bursting Strength :
d2
s = R
16 . 059 0 . 2
32 .
0 =
= s
s LSL Cp USL
6
= −
83 . 16 0 . 0
* 6
4 . 10 2 .
11 − =
=
Cp
s X CPU USL
3
= −
94 . 16 0
. 0
* 3
75 . 10 2 .
11 − =
= CPU
s LSL CPL X
3
= −
73 . 16 0
. 0
* 3
4 . 10 75 .
10 − =
= CPL
Cpk = minimum { CPU , CPL } Cpk = minimum { 0.94 , 0.73 } Cpk = 0.73
Berikut ini adalah nilai kapabilitas proses yang dihasilkan dari program Minitab untuk data nilai Bursting Strength :
11.4 11.2
11.0 10.8
10.6 10.4
10.2
USL LSL
Grafik Kapabilitas Proses Data Nilai Bursting Strength
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
PPM Total PPM > USL PPM < LSL
Ppk PPL PPU Pp Cpm Cpk CPL CPU Cp StDev (Overall) StDev (Within) Sample N Mean LSL Target USL
41475.43 8707.97 32767.45
23637.49 3916.16 19721.32
0.00 0.00 0.00
0.61 0.61 0.79 0.70 * 0.69 0.69 0.89 0.79 0.189600 0.169536 120 10.7492 10.4000 * 11.2000
Exp. "Overall" Performance Exp. "Within" Performance
Observed Performance Overall Capability
Potential (Within) Capability Process Data
Within Overall
Gambar 4.7 Gambar Kapabilitas Proses dari Nilai Bursting Strength
4.3.6 Analisa Kapabilitas Proses untuk Data Nilai Bursting Strength
Dari gambar kapabilitas proses yang dibuat dengan minitab dan nilai-nilai indeks kapabilitas yang tertera di samping gambar serta perhitungan indeks kapabilitas secara manual, maka dapat disimpulkan bahwa nilai Bursting Strength pada proses sekarang memiliki kapabilitas yang tidak baik karena nilai indeks kapabilitas prosesnya (Cp = 0.79) berada di bawah 1.
Berdasarkan Indeks Performansi Kane yang dihasilkan, maka dapat diketahui bahwa nilai Bursting Strength pada proses sekarang cenderung lebih dekat dengan batas spesifikasi bawahnya (LSL=10.4kgf cm2) sekaligus menunjukkan bahwa proses tersebut tidak mampu memenuhi batas spesifikasi atas maupun batas spesifikasi bawahnya dengan baik yang ditunjukkan dengan nilai CPU=0.89 dan nilai CPL=0.69.
4.4 Diagram Sebab Akibat
Setelah membuat peta kontrol dan membuat analisa kapabilitas prosesnya maka berikut ini adalah diagram sebab akibat dari kedua faktor input yaitu kecepatan mesin dan suhu mesin, serta diagram sebab akibat dari variabel output yaitu nilai Bursting Strength dari produk yang dihasilkan. Diagram ini dapat digunakan terjadi data di luar kontrol untuk ditelusuri faktor penyebabnya dan dibuat jalan perbaikannya.
Langkah-langkah pembuatan Diagram Sebab Akibat dengan menggunakan Microsoft Visio :
1. Klik File Î New Î Flowchart Î Cause and Effect Diagram.
2. Pada bagian Shapes terdapat berbagai macam bentuk yang telah disediakan (pemakaian dengan menggunakan metode klik and drag).
3. Klik Effect dan klik 2 kali untuk mengisi akibat atau cacatnya.
4. Klik Fish Frame agar tampilan seperti tulang ikan.
5. Kemudian klik Category 1 dan 2 untuk menaruhkan kategori penyebabnya dan klik 2 kali untuk mengisinya.
6. Setelah itu klik Primary Cause 1 dan 2 untuk menaruhkan penyebab-penyebab utama pada kategori-kategori penyebab dan klik 2 kali untuk mengisinya.
7. Bila terdapat penyebab-penyebab tambahan yang mempengaruhi penyebab utama, klik Secondary Cause 1-6 dan klik 2 kali untuk mengisinya.
8. Hasilnya adalah sebagai berikut :
Gambar 4.8 Tampilan Diagram Sebab Akibat Microsoft Visio
4.4.1 Diagram Sebab Akibat dari Kecepatan Mesin
Diagram 4.1 Diagram Sebab Akibat dari Kecepatan Mesin
4.4.2 Analisa Diagram Sebab Akibat dari Kecepatan Mesin
Untuk kecepatan mesin, dapat dilihat dari diagram sebab akibat yang telah dibuat bahwa faktor yang mempengaruhi kecepatan mesin dapat dibagi menjadi empat bagian yaitu manusia, mesin, metode kerja, dan material.
1. Manusia
Dari segi manusia, faktor-faktor yang mempengaruhi kecepatan mesin mungkin saja disebabkan oleh kelelahan yang dialami oleh operator, operator yang kurang teliti, operator yang kurang ahli, dan pergantian penjaga kerja
mesin dari satu operator ke operator lain oleh karena operator sebelumnya mengalami masalah sehingga harus meninggalkan pekerjaannya.
2. Mesin
Dari segi mesin, faktor-faktor yang mempengaruhi kecepatan mesin mungkin saja disebabkan oleh penyetingan mesin yang salah dan pemeliharaan mesin yang kurang baik sehingga mungkin saja terjadi kerusakan dalam mesin.
3. Metode Kerja
Dari segi metode kerja, faktor-faktor yang mempengaruhi kecepatan mesin mungkin saja disebabkan oleh kesalahan metode pengaturan mesin yang dilakukan oleh operator.
4. Material
Dari segi material, faktor-faktor yang mempengaruhi kecepatan mesin mungkin saja disebabkan oleh pergantian kertas. Habisnya kertas menyebabkan diturunkannya kecepatan mesin karena operator harus melakukan pemasangan rol kertas yang baru.
4.4.3 Diagram Sebab Akibat dari Suhu Mesin
Diagram 4.2 Diagram Sebab Akibat dari Suhu Mesin
4.4.4 Analisa Diagram Sebab Akibat dari Suhu Mesin
Untuk suhu mesin, dapat dilihat dari diagram sebab akibat yang telah dibuat bahwa faktor yang mempengaruhi suhu mesin dapat dibagi menjadi tiga bagian yaitu manusia, mesin, dan kanvas / ban.
1. Manusia
Dari segi manusia, faktor-faktor yang mempengaruhi suhu mesin mungkin saja disebabkan oleh kelelahan yang dialami oleh operator, operator yang kurang teliti, operator yang kurang ahli, dan pergantian penjaga kerja mesin
dari satu operator ke operator lain oleh karena operator sebelumnya mengalami masalah sehingga harus meninggalkan pekerjaannya.
2. Mesin
Dari segi mesin, faktor-faktor yang mempengaruhi suhu mesin mungkin saja disebabkan oleh lama pemanasan mesin boiler sebagai mesin yang menyalurkan suhu ke mesin utama (mesin cor).
3. Kanvas / Ban
Selain faktor-faktor diatas, faktor lain yang mempengaruhi suhu mesin adalah kanvas / ban yang digunakan. Perbedaan bahan kanvas mempengaruhi suhu yang mengenai karton box yang dihasilkan. Kepadatan kanvas mempengaruhi daya buang uap yang dihasilkan. Selain itu. Kanvas juga memiliki waktu penggunaan yang terbatas. Penggantian kanvas yang tepat waktu sesuai dengan waktu penggunaannya akan memberikan hasil yang lebih baik.
4.4.5 Diagram Sebab Akibat dari Nilai Bursting Strength
Diagram 4.3 Diagram Sebab Akibat dari Nilai Bursting Strength
4.4.6 Analisa Diagram Sebab Akibat dari Nilai Bursting Strength
Untuk nilai Bursting Strength, dapat dilihat dari diagram sebab akibat yang telah dibuat bahwa faktor yang mempengaruhi nilai Bursting Strength mesin dapat dibagi menjadi empat bagian yaitu manusia, mesin, material, dan lingkungan kerja.
1. Manusia
Dari segi manusia, faktor-faktor yang mempengaruhi nilai Bursting Strength mungkin saja disebabkan oleh kelelahan yang dialami oleh operator, operator yang kurang teliti, operator yang kurang ahli, dan pergantian penjaga kerja mesin dari satu operator ke operator lain oleh karena operator sebelumnya mengalami masalah sehingga harus meninggalkan pekerjaannya.
2. Mesin
Dari segi mesin, faktor-faktor yang mempengaruhi nilai Bursting Strength adalah kecepatan dan suhu yang digunakan pada saat mesin bekerja.
Kombinasi angka yang tepat dari kecepatan dan suhu mesin, akan menghasilkan produk yang lebih baik dilihat dari segi nilai Bursting Strength- nya.
3. Material
Dari segi material, faktor-faktor yang mempengaruhi nilai Bursting Strength adalah material kertas sebagai bahan utama dan lem. Semakin besar gramatur kertas yang digunakan maka akan memberikan nilai Bursting Strength yang semakin baik untuk produk yang dihasilkan. Jumlah lem / ketebalan lem yang digunakan untuk setiap lembaran karton box-nya pun mempengaruhi nilai Bursting Strength produk yang dihasilkan.
4. Lingkungan Kerja
Dari segi lingkungan kerja, suhu dan kelembaban pada tempat kerja turut mempengaruhi produk hasil. Suhu dan kelembaban mempengaruhi jumlah air yang terkandung pada karton box. Jika kandungan air semakin banyak akibat suhu dan kelembaban yang cukup tinggi pada tempat kerja maka akan memberikan hasil yang kurang baik terutama pada nilai Bursting Strength produk.
4.5 Diagram Pareto
Setiap faktor-faktor input dan variabel respon akan dibuat diagram paretonya supaya dapat dilihat nilai dari setiap faktor yang paling berpengaruh. Pada subbab ini akan disajikan 3 diagram pareto yang terdiri dari :
1. Diagram Pareto Kecepatan Mesin 2. Diagram Pareto Suhu Mesin
3. Diagram Pareto Nilai Bursting Strength
Langkah-langkah pembuatan Diagram Pareto dengan menggunakan Minitab :
1. Dari menu utama, masukkan data hasil pengukuran ke dalam kolom pada worksheet.
2. Klik StatÎQuality ToolsÎPareto Chart, maka akan muncul tabel seperti di bawah ini :
Gambar 4.9 Tampilan Menu Pareto Chart pada Minitab 3. Pilih kolom yang akan dibuat, klik Select.
4. Masukkan judul Diagram Pareto yang akan dibuat ke Title. Lalu klik OK.
4.5.1 Diagram Pareto Kecepatan Mesin
Diagram 4.4 Diagram Pareto Kecepatan Mesin
4.5.2 Analisa Diagram Pareto Kecepatan Mesin
Dari diagram pareto yang telah dibuat dengan minitab, maka dapat disimpulkan bahwa kecepatan yang paling banyak terukur dari hasil penelitian adalah 114 DB yaitu sebesar 22.5 %. Sebanyak 60 % kumulatif dari jumlah frekuensi maka kecepatan yang paling sering digunakan dari hasil percobaan adalah berkisar antara 114-116 DB.
4.5.3 Diagram Pareto Suhu Mesin
Diagram 4.5 Diagram Pareto Suhu Mesin
4.5.4 Analisa Diagram Pareto Suhu Mesin
Dari diagram pareto yang telah dibuat dengan minitab, maka dapat disimpulkan bahwa suhu yang paling banyak terukur dari hasil penelitian adalah 165 yaitu sebesar 13 %. Suhu 0 165 termasuk suhu level tinggi yang digunakan 0 oleh mesin.
4.5.5 Diagram Pareto Nilai Bursting Strength
Diagram 4.6 Diagram Pareto Nilai Bursting Strength
4.5.6 Analisa Diagram Pareto Nilai Bursting Strength
Dari diagram pareto yang telah dibuat dengan minitab, maka dapat disimpulkan bahwa nilai Bursting Strength yang paling banyak terukur dari hasil penelitian adalah 10.8 kgf cm2 yaitu sebesar 25 %. Sebanyak 88.3 % kumulatif dari jumlah frekuensi maka nilai Bursting Strength yang paling sering digunakan dari hasil percobaan adalah berkisar antara 10.5-11.0 kgf cm2 .
4.6 Factorial Design
4.6.1 Penentuan Nilai Level Tiap Faktor
Untuk dapat dilakukan percobaan maka setiap faktor input (kecepatan mesin dan suhu mesin) yang mempengaruhi variabel respon harus ditentukan levelnya terlebih dahulu. Nilai pada level-level tersebut ditentukan berdasarkan wawancara dengan operator dari perusahaan tempat dilakukannya penelitian.
Berikut ini adalah level-level nilai faktor yang akan digunakan dalam melakukan percobaan :
Tabel 4.5 Tabel Level Faktor yang Berpengaruh
Faktor Satuan Level Low ( – ) Level High ( + )
A Kecepatan Mesin DB 111 119
B Suhu Mesin 0C 136 165
4.6.2 Pengacakan Urutan Percobaan
Percobaan yang akan dilakukan adalah percobaan faktorial panuh dengan dua faktor utama yang mempengaruhi dan jumlah replikasi 3 buah sehingga total jumlah percobaan adalah sebanyak 12 buah.
Langkah-langkah pengacakan urutan percobaan dengan menggunakan Minitab :
1. Dari menu utama, klik StatÎDOEÎFactorialÎCreate Factorial Design, maka akan muncul tabel seperti di bawah ini :
Gambar 4.10 Menu Create Factorial Design (Minitab)
2. Pilih tipe desain yang diinginkan, kemudian isi jumlah faktor yang akan digunakan.
3. Klik Display Available Designs untuk melihat tampilan desain yang mungkin, seperti contoh di bawah ini :
Gambar 4.11 Menu Display Available Designs (Minitab)
4. Klik Designs untuk menentukan jumlah center points, jumlah replicates, dan jumlah blocks yang akan digunakan. Lalu klik OK.
Gambar 4.12 Menu Designs pada Factorial Designs (Minitab)
5. Klik Factors untuk mengisi nama faktor yang akan digunakan beserta levelnya. Lalu klik OK.
Gambar 4.13 Menu Factors pada Factorial Designs (Minitab) 6. Lalu klik OK. Setelah itu akan muncul worksheet seperti di bawah ini :
Gambar 4.14 Worksheet hasil Factorial Designs (Minitab)
Pengacakan dibuat dengan bantuan software Minitab dan hasilnya dapat dilihat di bawah ini :
Factorial Design
Full Factorial Design
Factors: 2 Base Design: 2, 4 Runs: 12 Replicates: 3 Blocks: none Center pts (total): 0 All terms are free from aliasing
Tabel 4.6 Pengacakan Urutan Percobaan dengan Minitab StdOrder RunOrder CenterPt Blocks
Kecepatan (A)
Suhu (B)
2 1 1 1 1 -1
5 2 1 1 -1 -1
8 3 1 1 1 1
10 4 1 1 1 -1
4 5 1 1 1 1
11 6 1 1 -1 1
7 7 1 1 -1 1
3 8 1 1 -1 1
1 9 1 1 -1 -1
12 10 1 1 1 1
9 11 1 1 -1 -1
6 12 1 1 1 -1
4.6.3 Pelaksanaan Percobaan
Setelah dilakukan pengacakan urutan percobaan, lalu dilakukan percobaan supaya dapat menetukan nilai variabel respon untuk setiap urutan percobaannya.
Data replikasi pada tabel di atas yaitu data nilai variabel respon yang telah diukur pada keadaan setting percobaan di atas dapat dimasukkan pada pengacakan urutan percobaan seperti yang ditunjukkan dalam tabel di bawah ini :
Tabel 4.7 Hasil Percobaan StdOrder RunOrder CenterPt Blocks Kecepatan
(A) Suhu
(B) Bursting Strength
2 1 1 1 1 -1 10.4
5 2 1 1 -1 -1 11.0
8 3 1 1 1 1 11.2
10 4 1 1 1 -1 10.5
4 5 1 1 1 1 11.0
11 6 1 1 -1 1 10.8
7 7 1 1 -1 1 11.0
3 8 1 1 -1 1 10.8
1 9 1 1 -1 -1 11.2
12 10 1 1 1 1 11.0
9 11 1 1 -1 -1 11.1
6 12 1 1 1 -1 10.4
4.6.4 Uji Anova
Sebelum melanjutkan ke tahapan selanjutnya terlebih dahulu perlu diketahui apakah percobaan yang telah dilakukan, telah menggunakan faktor yang telah signifikan atau belum.
Berikut ini adalah tabel replikasi percobaan yang dilakukan sesuai dengan kombinasi level pada setiap faktor inputnya :
Tabel 4.8 Replikasi Hasil Percobaan
Factor Treatment Replicated
A B Combination I II III Total (I) - - A low,B low 11.0 11.2 11.1 33.3
A + - A high,B low 10.4 10.5 10.4 31.3 B - + A low,B high 10.8 11.0 10.8 32.6 AB + + A high,B high 11.2 11.0 11.0 33.2
Untuk mengetahui apakah faktor-faktor inputnya berpengaruh signifikan atau tidak maka dilakukanlah uji anova dengan cara manual dan dengan bantuan program Minitab.
Uji Anova Secara Manual
1. Ho1 : Faktor Kecepatan Mesin (A) tidak signifikan
Ho2 : Faktor Suhu Mesin (B) tidak signifikan
Ho : Interaksi faktor Kecepatan Mesin dan Suhu Mesin(AB) tidak signifikan 3
2. H11 : Faktor Kecepatan Mesin signifikan
12
H : Faktor Suhu Mesin signifikan
13
H : Interaksi faktor Kecepatan Mesin dan Suhu Mesin signifikan 3. Taraf nyata : α =0.05
4. Wilayah Kritik :
a. Tolak Ho1 jika f1 > f0.05[1,8]=5.32 b. Tolak Ho2 jika f2 > f0.05[1,8]=5.32 c. Tolak Ho jika 3 f > 3 f0.05[1,8]=5.32 5. Perhitungan :
Efek rata-rata :
[ ]
0.2336 4 . 3 1 . 33 6 . 32 3 . 31 2 . ) 33 3 ( 2
1 − =−
=
−
− +
= A
[ ]
0.26 2 . 3 1 . 33 3 . 31 6 . 32 2 . ) 33 3 ( 2
1 + − − = =
= B
[ ]
0.4336 6 . 6 2 . 32 3 . 31 3 . 33 2 . ) 33 3 ( 2
1 + − − = =
= AB
( )
0.163) 3 ( 4
4 . 1 2 =
= − SSA
( )
0.12 )3 ( 4
2 . 1 2 =
B = SS
( )
0.563 )3 ( 4
6 . 2 2
=
AB = SS
927 . 0 013 . 1417 940
. 12 1417
4 . 11 130 ...
8 . 10 4 . 10 11
2 2 2
2
2 + + + + − = − =
T = SS
081 . 0 563 . 0 12 . 0 163 . 0 927 .
0 − − − =
E = SS
Tabel 4.9 Anova Signifikansi Faktor Input Percobaan Source of
Variation
Sum of Square
(SS) Dof Mean Square
(MS) F0
A 0.163 1 0.163 16.33
B 0.120 1 0.120 12.00
AB 0.563 1 0.563 56.33
Error 0.081 8 0.010
Total 0.927 11
6. Kesimpulan :
Tolak Ho1 dan simpulkan bahwa faktor kecepatan mesin signifikan.
Tolak Ho2 dan simpulkan bahwa faktor suhu mesin signifikan.
Tolak Ho dan simpulkan bahwa interaksi faktor kecepatan mesin dan suhu 3 mesin signifikan.
Langkah-langkah pengujian Anova dengan menggunakan Minitab :
1. Dari menu utama, klik StatÎDOEÎFactorialÎAnalyze Factorial Designs maka akan muncul tabel seperti di bawah ini :
Gambar 4.15 Menu Analyze Factorial Design 2. Klik Terms untuk memilih terms yang diinginkan, lalu klik OK.
Gambar 4.16 Menu Terms pada Analyze Factorial Design (Minitab)
3. Klik Graphs untuk memilih tampilan peta hasil yang diinginkan, lalu klik OK.
Gambar 4.17 Menu Graphs pada Analyze Factorial Design (Minitab) 4. Lalu klik OK.
Hasil Uji Anova dengan Menggunakan Minitab 1. Ho1 : Faktor Kecepatan Mesin (A) tidak signifikan
Ho2 : Faktor Suhu Mesin (B) tidak signifikan
Ho : Interaksi faktor Kecepatan Mesin dan Suhu Mesin(AB) tidak signifikan 3
2. H11 : Faktor Kecepatan Mesin signifikan
12
H : Faktor Suhu Mesin signifikan
13
H : Interaksi faktor Kecepatan Mesin dan Suhu Mesin signifikan
3. Taraf nyata : α =0.05
4. Wilayah Kritik : Tolak H jika PO value ≤ α = 0.05 5. Hasil perhitungan dengan Minitab :
Two-way ANOVA: Bursting Strength versus Kecepatan, Suhu
Analysis of Variance for Bursting
Source DF SS MS F P Kecepata 1 0.1633 0.1633 16.33 0.004 Suhu 1 0.1200 0.1200 12.00 0.009 Interaction 1 0.5633 0.5633 56.33 0.000 Error 8 0.0800 0.0100
Total 11 0.9267
Fractional Factorial Fit: Bursting Strength versus Kecepatan, Suhu
Estimated Effects and Coefficients for Bursting (coded units)
Term Effect Coef SE Coef T P Constant 10.8667 0.02887 376.43 0.000 Kecepata -0.2333 -0.1167 0.02887 -4.04 0.004 Suhu 0.2000 0.1000 0.02887 3.46 0.009 Kecepata*Suhu 0.4333 0.2167 0.02887 7.51 0.000 Analysis of Variance for Bursting (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 2 0.28333 0.28333 0.14167 14.17 0.002
2-Way Interactions 1 0.56333 0.56333 0.56333 56.33 0.000
Residual Error 8 0.08000 0.08000 0.01000 Pure Error 8 0.08000 0.08000 0.01000 Total 11 0.92667
6. Kesimpulan :
Tolak Ho1 dan simpulkan bahwa faktor kecepatan mesin signifikan.
Tolak Ho2 dan simpulkan bahwa faktor suhu mesin signifikan.
Tolak Ho dan simpulkan bahwa interaksi faktor kecepatan mesin dan suhu 3 mesin signifikan.
4.6.5 Analisa Uji Anova
Dari data perhitungan di atas, dapat diketahui bahwa faktor-faktor input yang digunakan dalam penelitian mempunyai pengaruh yang signifikan terhadap variabel responnya. Selain itu juga, interaksi kedua faktor input yang digunakan memiliki nilai yang signifikan. Hal tersebut dapat dilihat dari nilai F dan P-value.
Baik perhitungan manual maupun perhitungan dengan program Minitab memberikan hasil yang sama menyatakan bahwa faktor-faktor input yang digunakan dan interaksi antar faktor-faktor input tersebut mempunyai nilai yang signifikan.
Nilai Fo untuk faktor kecepatan mesin, suhu mesin dan interaksi antara kecepatan mesin dengan suhu mesin berturut-turut adalah 16.33, 12.00, dan 56.33. Semua nilai tersebut lebih besar dari wilayah kritiknya yaitu f = 5.32 sehingga diputuskan untuk menolak hipotesis nol dan menyimpulkan bahwa kedua faktor input yang digunakan dan interaksi keduanya adalah signifikan.
Selain itu juga, dapat dilihat bahwa nilai P-value untuk faktor kecepatan mesin, suhu mesin, dan interaksi kedua faktor tersebut berturut-turut adalah 0.004, 0.009, dan 0.000. Semua nilai P-value tersebut lebih kecil dari nilai α - nya yaitu 0.05 sehingga diputuskan untuk menolak hipotesis nol dan menyimpulkan bahwa kedua faktor input yang digunakan dan interaksi keduanya adalah signifikan.
4.6.6 Diagram Pareto Faktor yang Berpengaruh
Diagram 4.7 Pareto Faktor yang Berpengaruh
4.6.7 Analisa Diagram Pareto Faktor yang Berpengaruh
Dari Diagram Pareto yang sudah dihasilkan oleh Minitab di atas, kita dapat melihat bahwa faktor A (Kecepatan Mesin), faktor B (Suhu Mesin), dan faktor interaksi AB (interaksi antara faktor Kecepatan Mesin dan faktor Suhu Mesin) sudah melewati garis batas sehingga ketiga faktor ini dapat dinyatakan sebagai faktor yang berpengaruh secara signifikan. Hal ini sesuai dengan uji Anova yang telah dilakukan.
Sebagai tambahan, juga dapat dilihat faktor kecepatan mesin, suhu mesin, dan interaksi kedua faktor tersebut memberikan efek besar terhadap variabel responnya karena efek untuk faktor tersebut ketiganya mempunyai rentangan yang panjang dan efek untuk faktor suhu mesin (B) adalah yang terkecil dari ketiga faktor yang dinyatakan berpengaruh secara signifikan karena efek untuk faktor ini mempunyai rentangan yang paling pendek diantara ketiganya.
4.6.8 Main Effects Plot, Interaction Plot, Cube Plot
Berikut ini adalah Main Effects Plot, Interaction Plot, Cube Plot hasil dari Minitab :
Gambar 4.18 Main Effects Plot
Gambar 4.19 Interaction Plot
Gambar 4.20 Cube Plot
4.6.9 Analisa Main Effects Plot, Interaction Plot, Cube Plot
Dari gambar Main Effects Plot yang dibuat dengan menggunakan Minitab, dapat dilihat bahwa faktor kecepatan yang disetting pada level tinggi akan menghasilkan nilai Bursting Strength yang rendah yaitu 10.75kgf cm2, sedangkan kecepatan mesin yang disetting pada level rendah akan menghasilkan nilai Bursting Strength yang tinggi yaitu sekitar 11kgf cm2. Untuk faktor suhu mesin, apabila suhu yang digunakan disetting pada level rendah maka akan menghasilkan nilai Bursting Strength yang rendah yaitu sekitar 10.76kgf cm2, sedangkan bila suhu mesin disetting pada level tinggi maka nilai Bursting Strength yang akan dihasilkan juga tinggi yaitu sekitar 10.96kgf cm2. Garis merah putus-putus yang terdapat di tengah gambar menunjukkan mean keseluruhan dari nilai Bursting Strength ynag dihasilkan yaitu sekitar 10.87kgf cm2.
Pada Interaction Plot yang juga dibuat dengan menggunakan Minitab, dapat dilihat bahwa terdapat dua garis berbeda warna yang saling bersilangan pada titik tertentu. Garis yang berwarna merah menggambarkan suhu mesin sedangkan garis yang berwarna hitam menggambarkan kecepatan mesin. Garis yang bersilangan tersebut memperlihatkan bahwa sebenarnya antara faktor suhu mesin dengan faktor kecepatan mesin memiliki interaksi.
Pada gambar Cube Plot yang dibuat dengan menggunakan Minitab, menggambarkan nilai Bursting Strength yang mungkin dihasilkan pada kombinasi level tertentu dari setiep faktor. Berikut ini adalah kombinasi level dan nilai variabel respon yang dihasilkan :
1. Jika kecepatan mesin dan suhu mesin sama-sama diset pada level rendah maka nilai Bursting Strength yang akan dihasilkan adalah sekitar 11.1kgf cm2.
2. Jika kecepatan mesin dan suhu mesin sama-sama diset pada level tinggi, maka nilai Bursting Strength yang dihasilkan adalah sekitar 11.067kgf cm2.
3. Jika kecepatan mesin diset pada level rendah sedangkan suhu mesin diset pada level tinggi maka nilai Bursting Strength yang dihasilkan adalah sekitar 10.867kgf cm2.
4. Jika kecepatan mesin diset pada level tinggi sedangkan suhu mesin diset pada level rendah maka nilai Bursting Strength yang dihasilkan adalah sekitar 10.433kgf cm2.
Dari keempat kombinasi level di atas, dapat dilihat bahwa kombinasi level faktor yang menghasilkan nilai variabel respon (dalam hal ini nilai Bursting Strength) paling tinggi atau paling baik adalah kombinasi kecepatan mesin dan suhu mesin yang sama-sama diset pada level rendah.
4.7 Analisa Regresi
4.7.1 Pembuatan Persamaan Regresi
Tahap selanjutnya akan dibuat model regresi dari data percobaan yang telah diperoleh. Model regresi teoritisnya adalah :
2 1 12 2 2 1 1
0 β χ β χ β χ χ
β∧ ∧ ∧ ∧
∧ = + + +
y Perhitungan Regresi Manual
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢
⎣
⎡
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
=
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
1 1 1 1
χ , dan
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢⎢
⎢
⎣
⎡
=
4 . 10
1 . 11
0 . 11
2 . 11
8 . 10
0 . 11
8 . 10
0 . 11
5 . 10
2 . 11
0 . 11
4 . 10
y
Maka matriks χ'χ adalah :
⎥⎥
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎢⎢
⎣
⎡
−
−
−
−
−
−
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
−
−
−
−
−
= −
1 1 1 1
...
...
...
...
...
...
...
...
1 1 1 1
1 1 1 1
1 ...
...
1 1
1 ...
...
1 1
1 ...
...
1 1
1 ...
...
1 1
'χ χ
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
=
12 0 0 0
0 12 0 0
0 0 12 0
0 0 0 12
'χ χ
dan yχ' adalah :
⎥⎥
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎢⎢
⎣
⎡
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
−
−
−
−
−
= −
4 . 10 ...
...
0 . 11
4 . 10
1 ...
...
1 1
1 ...
...
1 1
1 ...
...
1 1
1 ...
...
1 1
'y χ
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
= −
6 . 2
2 . 1
4 . 1
4 . 130
'y χ
Koefisien β diperoleh dari :
( )
χ'χ 1χ'yβ∧ = −
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
−
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
=
−
6 . 2
2 . 1
4 . 1
4 . 130
12 0 0 0
0 12 0 0
0 0 12 0
0 0 0
12 1
β^
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
−
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
=
6 . 2
2 . 1
4 . 1
4 . 130
0833 . 0 0 0
0
0 0833 . 0 0 0
0 0
0833 . 0 0
0 0
0 0833 . 0 β^
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
= −
2167 . 0
1000 . 0
1167 . 0
8667 . 10 β^
Jadi, dari perhitungan regresi secara manual di atas, maka diperoleh pesamaan regresi sebagai berikut :
2 1 2
1
^ =10.8667−0.1167χ +0.1χ +0.2167χχ y
Langkah-langkah membuat persamaan regresi dengan menggunakan Minitab :
1. Dari menu utama, klik StatÎDOEÎResponse SurfaceÎAnalyze Response Surface Design, maka akan muncul tabel sperti di bawah ini :
Gambar 4.21 Menu Analyze Response Surface Design (Minitab)
2. Klik Terms untuk memilih jenis regresi yang diinginkan, lalu klik OK.
Gambar 4.22 Menu Terms pada Analyze Response Surface Design (Minitab)
3. Klik Graph untuk memilih tampilan gambar hasil yang diinginkan, lalu klik OK.
Gambar 4.23 Menu Graphs pada Analyze Response Surface Design (Minitab) 4. Lalu klik OK.