PEMILIHAN METODE PENGENDALIAN PERSEDIAAN MATERIAL
BERDASARKAN KARAKTERISTIK POLA PEMAKAIAN DAN LEAD TIME
PEMESANAN MATERIAL (STUDI KASUS : PT. INKA-MADIUN)
Dian Kurniawati, Prof. Ir. I Nyoman Pujawan, M.Eng., Ph. D, Niniet Indah Arvitrida,
S.T., M.T.
Jurusan Teknik IndustriInstitut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60111
Email: dheeannmoetz@yahoo.com, pujawan@ie.its.ac.id, niniet@ie.its.ac.id
ABSTRAK
Overstock dan stockout persediaan material di gudang untuk periode lama menyebabkan ketidakefisienan perusahaan dalam hal peningkatan biaya penyimpanan dan keterlambatan waktu penyelesaian pengerjaan produk. Salah satu faktor yang mengakibatkan permasalahan ini terjadi dikarenakan tidak adanya adanya strategi pengendalian yang tepat dengan mempertimbangkan karakteristik pola pemakaian material dan lead time pemesanan material yang mampu memberikan perbaikan untuk perusahaan dalam hal manajemen persediaan. Oleh karena itu dalam penelitian ini material akan diklasifikasikan berdasarkan pola pemakaian material setiap bulan dan lead time pemesanan.
Parameter yang ditetapkan untuk mengklasifikasikan material adalah berdasarkan waktu antar kebutuhan setiap bulan dan lead time pemesanan material. Berdasarkan hasil dari klasifikasi material nantinya dilakukan perhitungan metode pengendalian persedian material dengan metode Periodic Review (R, s, S) untuk material yang berjenis fast moving dengan lead time panjang. Continous Review (s, S) untuk material yang berjenis fast moving dengan lead time pendek. Sedangkan MRP (Material Requirement Planning) dengan teknik lot-sizing, Silver- Meal dan Least Unit Cost untuk material yang berjenis intermittent dengan lead time panjang maupun pendek. Output yang didapatkan dari metode pengendalian adalah waktu pengadaan, jumlah material yang dipesan dan biaya total persediaan. Nantinya akan dibandingkan apakah metode pengendalian untuk material jenis fast-moving dapat digunakan untuk karakteristik material berjenis intermittent dilihat dari segi biaya total persediaan. Penelitian ini bertujuan untuk menganalisis metode pengendalian persediaan yang tepat untuk setiap kelas material dikarenakan setiap material tidak mempunyai pola pemakaian dan lead time pemesanan yang sama.
Kata kunci: Klasifikasi material, Fast-moving, Intermittent, Lead-time, Metode Continuous Review (s, S), Metode Periodic Review (R, s, S), Material Requirement Planning (MRP).
ABSTRACT
Overstock and stockout inventory in the warehouse for long periods causes inefficiency company in terms of increased storage costs and material shortage cost. One of the factors that cause this problem occurs due to the lack of appropriate control strategies by considering the characteristic patterns of material consumption and material ordering lead times that can provide improvements to the company in terms of inventory management. Therefore in this research material will be classified based on usage patterns of material every month and lead time ordering.
Parameter set to classify the material is based on the time between the needs of every month and lead time material ordering. Based on the results of the classification of material control method will be calculated by the method of material supply Periodic Review (R, s, S) for fast moving type of material with long lead times. Continuous Review (s, S) for fast moving type of material with short lead times. While the MRP (Material Requirement Planning) with lot-sizing technique, Silver-Meal and Least Unit Cost for that type of material intermittently with long and short lead time. The output obtained from the control strategy is the time of procurement, quantity of material ordered and the total cost of inventory. Will be compared if the control method for a fast-moving type of material can be used for intermittent type of material characteristics in terms of total cost of inventory. This study aims to analyze the inventory control methods appropriate for each class of material because each material has no usage patterns and ordering the same lead time
Keywords: Material Classification, Fast-moving, Intermittent, Lead time, the method of Continuous Review (s, S), the method of Periodic Review (R, s, S), Material Requirement Planning (MRP).
1.
Pendahuluan
Kereta api sebagai salah satu transportasi
pendukung di Indonesia tentunya mempunyai
peluang
yang
besar
dengan
memiliki
keunggulan dalam hal volume pengangkutan
penumpang dengan jumlah besar dan pemakaian
konsumsi BBM yang lebih hemat dibandingkan
transportasi lainnya. Jika dikaitkan dengan
keunggulan yang telah disebutkan di atas maka
kereta api menjadi transportasi yang relevan
untuk dikembangkan. Pada Tabel 1.1 dijelaskan
mengenai beberapa keunggulan kereta api dalam
hal volume pengangkutan penumpang dan
penghematan dari segi pengkonsumsian BBM
dibandingkan jenis transportasi lainnya.
Tabel 1.1 Perbandingan Pemakaian BBM Antar SaranaTransportasi
(Sumber:http://lmfeui.com/data/Analisis%20Industri %20KA.pdf diunduh pada tanggal 21 Agustus 2010)
No Jenis trans portasi Volume Angk ut Konsumsi Energi BBM / KM Konsu msi Energi BBM/Orang
1 Kereta Api 1500 orang 3 liter 0.002 liter 2 Bus 40 orang 0.5 liter 0.0125 liter 3 Pes awat 500 orang 40 liter 0.08 liter 4 Kapal Laut 1500 orang 10 liter 0.006 liter
Berdasarkan data dari tabel 1.1 mengenai
beberapa
keunggulan
kereta
api
maka
seharusnya PT.INKA mampu mengembangkan
produk kereta api sesuai dengan keinginan
pelanggan
.
PT.INKA
sebagai
perusahaan
manufaktur yang mempunyai sistem produksi
berbasis pada
engineer
to order
mempunyai
beberapa faktor yang harus diperhitungkan.
Faktor-faktor tersebut adalah variasi produk
yang tinggi, hubungan dengan pelanggan, proses
produksi dan tata letak fasilitas yang harus
diperhitungkan dalam mendesain sebuah sistem
pengendalian produksi (Smith, 1989). Hal ini
sangat berguna untuk membangun sistem
perencanaan dan pengendalian produksi terkait
dengan
positioning product
dan proses produksi
(Smith, 1989).
Positioning
product
mengacu
pada tahapan desain, pengadaan dan proses
manufaktur yang termasuk dalam
competitive
lead time
, yaitu lamanya waktu pelanggan
menunggu produk yang dipesan antara waktu
penempatan
pesanan
dan
penerimaan
pengiriman
produk
jadi
(Smith,
1989).
Sedangkan proses produksi mengacu pada
kompleksitas jumlah operasi produksi yang
harus direncanakan dan dikendalikan (Smith,
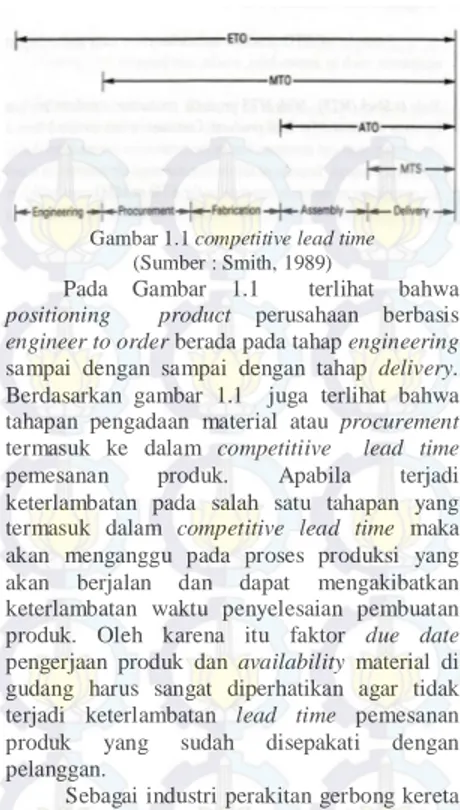
1989). Gambar 1.1 di bawah ini menunjukkan
competitive lead time
pada setiap jenis sistem
produksi di suatu perusahaan.
Gambar 1.1 competitive lead time (Sumber : Smith, 1989)
Pada Gambar 1.1 terlihat bahwa
positioning
product
perusahaan berbasis
engineer to order
berada pada tahap
engineering
sampai dengan sampai dengan tahap
delivery.
Berdasarkan gambar 1.1 juga terlihat bahwa
tahapan pengadaan material atau
procurement
termasuk ke dalam
competitiive
lead time
pemesanan
produk.
Apabila
terjadi
keterlambatan pada salah satu tahapan yang
termasuk dalam
competitive lead time
maka
akan menganggu pada proses produksi yang
akan
berjalan
dan
dapat
mengakibatkan
keterlambatan waktu penyelesaian pembuatan
produk. Oleh karena itu faktor
due date
pengerjaan produk
dan
availability
material di
gudang harus sangat diperhatikan agar tidak
terjadi keterlambatan
lead time
pemesanan
produk
yang
sudah
disepakati
dengan
pelanggan.
Sebagai industri perakitan gerbong kereta
api tentunya PT.INKA harus menyediakan
berbagai material dan komponen sebagai
penyusun rangkaian gerbong kereta api. Divisi
yang bertugas untuk melakukan perencanaan
dan pengendalian material dan komponen
adalah Divisi Perencanaan dan Pengendalian
Produksi (Rendal Produksi). Divisi Rendal
Produksi dibagi menjadi dua divisi, yaitu Divisi
Perencanaan
Produksi
dan
Pengendalian
Produksi. Divisi Perencanaan bertugas untuk
merencanakan kebutuhan
raw material
dan
komponen yang dipakai untuk proses produksi
sedangkan
Divisi
Pengendalian
Produksi
bertugas
untuk
mengendalikan
jumlah
kebutuhan
raw material
dan komponen yang
disesuaikan dengan jumlah persediaan
raw
material
dan komponen yang tersedia di
gudang.
Divisi
Rendal
(Perencanaan
dan
Pengendalian) Produksi yang bertugas sebagai
perencanaan
dan
pengendalian
produksi
tentunya harus menjaga kualitas produk dan
kepercayaan konsumen. Salah satunya adalah
dengan
menjaga
ketersediaan
material
(
availability)
di gudang. Hal tersebut dapat
dicapai
dengan
melakukan
manajemen
persediaan
yang
baik
untuk
mencegah
terjadinya
overstock
dan
stockout. Overstock
dapat
mengakibatkan
peningkatan
biaya
penyimpanan dan keusangan dari material
tersebut.
Sedangkan
terjadinya
stockout
material dapat mengakibatkan keterlambatan
waktu perakitan pada proses produksi dan
biaya kekurangan material.
Berdasarkan diskusi dan
brainstorming
dengan pihak Rendal maka ditemukan
permasalahan bahwa perusahaan mengalami
kesulitan
untuk
mengetahui
jumlah
sisa
material. yang ada dalam suatu proyek.
Kenyataannya
di
lapangan,
mengenai
manajemen
persediaan
dan
pengendalian
terhadap material masih dilakukan manual
sehingga untuk mengetahui sisa material dari
sebuah proyek tidak diketahui secara pasti
jumlahnya. Akibatnya terjadi
overstock
dan
stockout
di
gudang
dikarenakan
tidak
diketahuinya jumlah sisa material dari sebuah
proyek yang semestinya dapat dipakai untuk
proyek selanjutnya.
Overstock
material untuk periode waktu
yang
lama
bisa
dikatakan
merupakan
pemborosan atau
waste
yaitu persediaan yang
tidak perlu. Selain itu penggunaan material yang
sama antara
project
yang satu dengan
project
yang lain sangat mungkin terjadi. Sehingga
apabila terjadi
stockout
dalam proses produksi
akan berdampak besar pada keterlambatan
waktu perakitan komponen dalam proses
produksi dan berakibat pada mundurnya waktu
due date
yang telah ditetapkan dari perusahaan
dengan pelanggan
.
Oleh karena itu dalam
penelitian kali ini lebih difokuskan pada
terjadinya
stockout
dibandingkan
tingkat
terjadinya
overstock.
Penerapan kebijakan
persediaan yang tidak terarah dan jelas inilah
yang menyebabkan terjadinya
overstock
dan
stockout
yang menyebabkan perusahaan tidak
berjalan efisien. Oleh karena itu diperlukan
strategi perencanaan dan pengendalian material
yang dilaksanakan atas perbedaan karakteristik
setiap material dilihat dari pola pemakaiannya
setiap bulan dan
lead time
pemesanan material.
Karakteristik
setiap
material
yang
digunakan untuk proses produksi berbeda-beda.
PT.INKA pun mengklasifikasikan material dan
komponen menjadi 3 kelas , yaitu material kelas
A, kelas B dan kelas C. Material kelas A
diperuntukkan untuk material yang bersifat
impor dengan
lead time
selama 3 bulan atau
lebih. Material kelas B diperuntukkan untuk
material yang bersifat lokal dengan
lead time
antara 1 sampai 3 bulan. Material kelas C
diperuntukkan untuk material yang bersifat
consumable
(hanya digunakan satu kali dan
banyak beredar di pasaran)
dengan
lead time
kurang dari satu bulan.
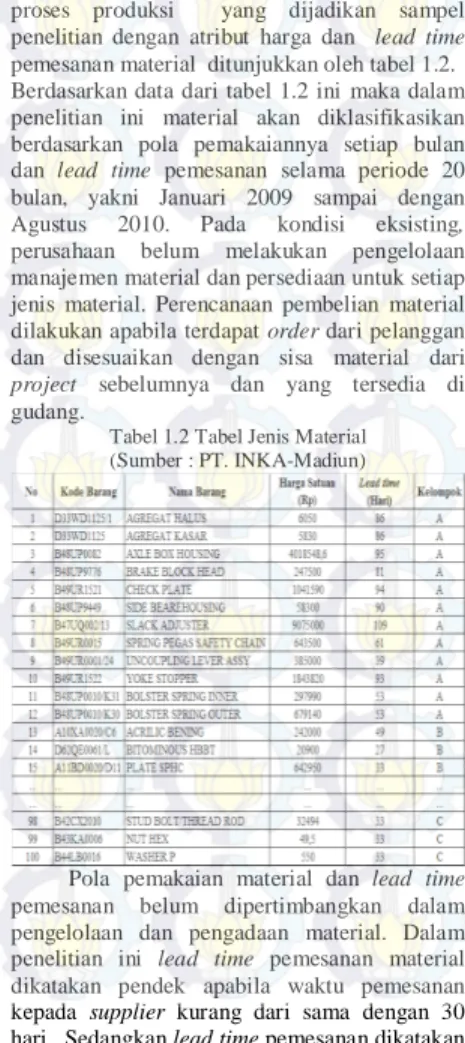
Objek pengamatan dalam penelitian ini
adalah dengan mengambil sampel sebanyak 311
material dari setiap kelas material, yaitu kelas A,
kelas B dan kelas C. Berikut ini merupakan
beberapa contoh material yang digunakan dalam
proses produksi yang dijadikan sampel
penelitian dengan atribut harga dan
lead time
pemesanan material ditunjukkan oleh tabel 1.2.
Berdasarkan data dari tabel 1.2 ini maka dalam
penelitian ini material akan diklasifikasikan
berdasarkan pola pemakaiannya setiap bulan
dan
lead time
pemesanan selama periode 20
bulan, yakni Januari 2009 sampai dengan
Agustus
2010.
Pada
kondisi
eksisting
,
perusahaan belum melakukan pengelolaan
manajemen material dan persediaan untuk setiap
jenis material. Perencanaan pembelian material
dilakukan apabila terdapat
order
dari pelanggan
dan disesuaikan dengan sisa material dari
project
sebelumnya dan yang tersedia di
gudang.
Tabel 1.2 Tabel Jenis Material (Sumber : PT. INKA-Madiun)
Pola pemakaian material dan
lead time
pemesanan belum dipertimbangkan dalam
pengelolaan dan pengadaan material. Dalam
penelitian ini
lead time
pemesanan material
dikatakan pendek apabila waktu pemesanan
kepada
supplier
kurang dari sama dengan 30
hari. Sedangkan
lead time
pemesanan dikatakan
panjang apabila waktu pemesanan kepada
supplier
lebih dari 30 hari.
Batasan yang digunakan dalam penelitian
ini adalah :
1.
yang digunakan adalah data selama periode
20 bulan, yaitu Januari 2009 sampai
Agustus 2010.
2.
Material
diklasifikasikan
berdasarkan
karakteristik pola pemakaian material setiap
bulan dan atribut
lead time.
3.
Project
yang diambil sebagai penelitian
adalah beberapa
project
untuk kereta
penumpang dari periode januari 2009
sampai agustus 2010.
4.
Aspek
legalitas
(peraturan
terkait
pengadaan material di perusahaan ) dalam
penentuan tingkat persediaan material tidak
dipertimbangkan dalam penelitian ini.
Asumsi yang digunakan dalam penelitian
ini adalah :
1.
Metode pengendalian
Periodic
review
yang
dilakukan dalam penelitian ini adalah
dengan interval waktu setiap satu bulan
sekali dilakukan
review
terhadap kondisi
persediaan di gudang.
2.
Lead time
pemesanan konstan.
3.
Data mengenai biaya penyimpanan dipakai
asumsi persentase dari harga produk yang
digunakan oleh perusahaan, yaitu 25% dari
harga material.
2.
Metodologi Penelitian
Penelitian
ini
dilaksanakan
dengan
melakukan beberapa metode sebagai berikut:
2.1 Tahap Identifikasi dan Perumusan
Masalah
Pada tahap identifikasi dan perumusan
masalah ini terdiri atas beberapa sub tahapan
yang akan dilakukan yaitu identifikasi dan
perumusan masalah,
study literature
dan studi
lapangan serta penetapan tujuan penelitian.
2.1.1. Identifikasi Masalah
Tahap awal yang dilakukan dalam
penelitian
ini
yaitu
mengidentifikasi
permasalahan yang terjadi di perusahaan (dalam
kasus
ini
adalah
PT
INKA
madiun).
Permasalahan
yang
akan
menjadi
fokus
penelitian di sini adalah menentukan strategi
pengendalian yang optimal berdasarkan dari
hasil
klasifikasi
material
dengan
pola
pemakaiannya yang
continuous
dan
intermittent
dengan
lead time
pemesanan material yang
pendek dan panjang.
2.1.2. Studi Literature
Studi literatur diperlukan sebagai sebagai
acuan dalam menyelesaikan permasalahan yang
dihadapi serta untuk mengumpulkan berbagai
dasar teori atau metode yang akan digunakan
untuk
menyelesaikan permasalahan dalam
penelitian. Literatur yang digunakan dalam
penelitian
ini
adalah
mengenai
konsep
persediaan, manajemen material, manajemen
persediaan dan
engineer to order.
2
.
2 Identifikasi Material Berdasarkan Pola
Pemakaiannya dan Lead time
Pemesanan
Pada tahapan ini dilakukan identifikasi
terhadap karakteristik material yang ada di
perusahaan dilihat dari pola pemakaiannya
untuk periode setiap bulan dan waktu
lead time
pemesanan material. Untuk material dengan
pola pemakaian
continuous
, yaitu selalu ada
pemakaian untuk setiap bulan dikategorikan
sebagai
material
berjenis
fast
moving.
Sedangkan
untuk
material
dengan
pola
pemakaian yang
intermitent
, yaitu tidak selalu
ada pemakaian untuk setiap bulan dikategorikan
sebagai material berjenis
intermittent. Lead time
pemesanan material dikatakan panjang apabila
memiliki
lead time
pemesanan material dari
supplier
lebih dari 30 hari dan dikatakan pendek
apabila memiliki
lead time
pemesanan material
kurang dari sama dengan 30 hari.
2.3 Klasifikasi Material
Tahapan awal yang dilakukan dalam
pengolahan data yaitu klasifikasi material
berdasarkan
lead time
dan pola pemakaiannya.
Pengklasifikasian material berdasarkan pola
pemakaiannya yang bersifat
continuous
dan
intermittent
dan waktu
lead time
pemesanan
material
.
Material dikatakan memiliki pola
pemakaian
continuous
apabila memiliki
average
demand interval
(ADI) kurang dari 1.32 dan
sebaliknya, yaitu material dikatakan memiliki
pola pemakaian
intermittent
apabila memiliki
average demand interval
(ADI) lebih dari 1.32.
Lead time
pemesanan material dikatakan
panjang apabila memiliki
lead time
pemesanan
material lebih dari 30 hari dan dikatakan pendek
apabila memiliki
lead time
pemesanan material
kurang dari sama dengan 30 hari.
Hasil dari klasifikasi material yang telah
dilakukan dalam penelitian ini terbagi menjadi
empat kuadran. Kuadran I adalah material yang
memiliki nilai ADI kurang dari sama dengan
1.32 dan mempunyai
lead
time
pemesanan
pendek. Kuadran II adalah material yang
memiliki nilai ADI lebih dari 1.32 dan
mempunyai
lead time
pemesanan panjang.
Kuadran II adalah material yang memiliki nilai
lebih dari 1.32 dan mempunyai
lead time
pemesanan pendek dan kuadran IV adalah
material yang memiliki nilai ADI lebih dari 1.32
dan mempunyai
lead time
pemesanan panjang.
2.4 Strategi Pengendalian Untuk Material
dengan Pola Pemakaian Continuous
Setelah dilakukan klasifikasi material
maka dilakukan pemilihan strategi pengendalian
yang tepat untuk masing-masing kuadran. Untuk
jenis material yang memiliki pola pemakaian
continuous
maka dilakukan perhitungan strategi
pengendalian dengan konsep
continuous review
(s,S)
untuk
material
dengan
lead
time
pemesanan pendek dan konsep
periodic review
(R,s,S) dengan
lead time
pemesanan panjang
untuk memilih strategi pengendalian yang tepat.
Nantinya untuk memilih alternatif strategi
pengendalian yang tepat untuk tiap jenis
material maka dilakukan simulasi monte carlo
dengan merubah nilai
reorder point
dan S untuk
setiap
service level.
Alternatif terbaik yang
didapatkan dari hasil simulasi yang disarankan
kepada pihak perusahaan adalah dari nilai
service level
aktual yang mendekati nilai
service
level
target dan dengan total biaya persediaan
yang minimum.
2.5 Simulasi Monte Carlo
Outputan dari hasil perhitungan
lot sizing
(R,s,S) dan (s,S)
dari material dengan pola
pemakaian
continuous
dengan
lead time
pemesanan panjang maupun pendek mempunyai
adalah berupa
reorder point
, S,
holding cost
,
dan
ordering cost.
Sedangkan outputan dari
hasil simulasi adalah berupa
service level
aktual
, probabilitas
shortage
dan
fill rate.
Lamanya
periode yang dilakukan untuk simulasi ini
adalah selama 70 bulan. Dalam penelitian ini
alternatif yang diberikan hanya berdasarkan dari
tingkat
service level
saja dikarenakan alternatif
yang diberikan hanya
untuk mengetahui
seberapa besar tingkat performansi perusahaan
dapat memenuhi permintaan material untuk
proses
produksi.
Alternatif terbaik
yang
diberikan kepada perusahaan adalah dilihat dari
service level
aktual yang mendekati
service level
target dan total biaya persediaan yang minimum.
Oleh karena itu dilakukan simulasi monte carlo
untuk dengan menginputkan beberapa skenario s
dan S yang berbeda untuk mendapatkan
skenario yang terbaik dan memperbaiki keadaan
eksisting perusahaan. Adapun
flowchart
simulasi monte carlo ditunjukkan oleh gambar
2.1.
Gambar 2. 1 flowchart Simulasi Monte Carlo..
2.6 2.6 Strategi Pengendalian Untuk Material
dengan Pola Pemakaian Intermittent
Setelah dilakukan klasifikasi material
maka dilakukan pemilihan strategi pengendalian
yang tepat untuk masing-masing kuadran. Untuk
jenis material yang memiliki pola pemakaian
intermittent
maka dilakukan pemilihan strategi
pengendalian menggunakan
metode
Material
Requirement Planning
(MRP). Perhitungan
lot-sizing
sebagai inputan perencanaan kebutuhan
dalam MRP adalah dengan menggunakan
metode
silver- meal
dan
least unit cost.
Untuk
membuat perencanaan kebutuhan menggunakan
MRP
sebelumnya dibutuhkan data
Master
Production Schedule
(MPS)
untuk mengetahui
jadwal
perakitan
komponen
dan
data
perencanaan
kebutuhan
material
yang
dituangkan dalam
Bill of
Quantity (BOQ).
Namun berdasarkan keadaan eksisting
Bill of
Quantity
hanya berisi data mengenai jumlah
komponen sub-assembly yang digunakan untuk
merakit sebuah
gerbong, bukan material
pembentuk komponen tersebut. Oleh karena itu
mengenai perencanaan kebutuhan material
dalam suatu
project
dalam hal ini berdasarkan
data Daftar Kebutuhan Material (DKM) yang
digunakan untuk beberapa
project
selama
periode Januari 2009 sampai Agustus 2010.
Berdasarkan data MPS maka dapat diketahui
mengenai penjadwalan produksi suatu project
dan perencanaan kuantitas kebutuhan material
melalui DKM.
2.7 Material Requirement Planning (MRP)
Dalam penelitian ini material yang
memiliki pola pemakaian
intermittent
digunakan
metode
Material Requirement Planning
sebagai
strategi pengendalian. Inputan perencanaan
order kuantity
untuk MRP berasal dari
perhitungan
net requirement.
Perhitungan
net
requiremetnt
ini berasal dari
gross requirement
yang berasal dari Daftar Kebutuhan Material
dikurangi dengan
schedule receipt
dikurangi
dengan
inventory on hand
yang ada di gudang
pada tahun januari 2009. Perencanaan order
kuantity dilakukan dengan metode
lot-sizing
silver-meal
dan
least unit cost.
Nantinya akan
dibandingkan antara kedua metode
lot-sizing
tersebut mana yang menghasilkan solusi biaya
minimum.
2.8 Perhitungan Perbandingan Material
yang Mempunyai Pola Pemakaian
Continuous yang menggunakan
Metode MRP
Pada tahap ini akan dilakukan perhitungan
untuk material yang mempunyai pola pemakaian
continuous
apakah dapat menggunakan metode
MRP sebagai strategi pengendalian yang tepat
bagi perusahaan. Nantinya akan dibandingkan
hasil perhitungan biaya total persediaan antara
metode yang menggunakan konsep
reorder
point
dengan
MRP
mana
yang
dapat
menghasilkan nilai biaya total persediaan paling
kecil. Apabila metode MRP dapat menghasilkan
nilai total biaya persediaan yang lebih kecil
maka metode MRP dapat digunakan sebagai
metode pengendalian untuk material dengan
pola pemakaian
continuous.
2.9 Tahap Analisis dan Interpretasi Data
Tahap analisa diawali dengan analisa
pengklasifikasian material berdasarkan pola
pemakaiannya
.
Tahapan
awal
dari
hasil
klasifikasi material nantinya untuk menentukan
strategi pengendalian apa yang optimal untuk
masing-masing jenis material. Tahap analisa ini
digunakan
untuk
menganalisa
metode
pengendalian yang tepat dilakukan untuk
masing-masing jenis material yang memiliki
pola pemakaian
continuous
dan
intermittent.
2.10 Tahap Kesimpulan dan Saran
Tahap kesimpulan dan saran merupakan
tahap akhir dari penelitian tugas akhir. Tahap ini
berisikan semua kesimpulan yang diperoleh dari
hasil pengumpulan, pengolahan dan analisis
terhadap data penelitian. Tahap saran berisi
rekomendasi bagi perusahaan dan saran untuk
penelitian selanjutnya.
3.
Pengumpulan dan Pengolahan Data
Pada tahap ini dilakukan pengumpulan
dan pengolahan data yang didapat pada
pelaksanaan penelitian. Data yang didapat
selama penelitian adalah sebagai berikut:
3.1 Pengumpulan Data
Pada tahap ini dilakukan pengumpulan
data yang diperlukan dalam penelitian dan
mendukung penyelesaian permasalahan. Adapun
data-data yang dikumpulkan adalah sebagai
berikut :
1.
Data
lead time
material kelas A,B dan C
selama Januari 2009-Agustus 2010
2.
Data pemakaian material kelas A, B dan C
selama tahun Januari 2009- Agustus 2010
3.
Master Schedule Produksi
untuk beberapa
project selama Periode Januari
2009-Agustus 2010.
4.
Daftar Kebutuhan Material selama Periode
Januari 2009-Agustus 2010.
5.
Data Harga Material
6.
Data
minimum order quantity
(MOQ)
material
7.
Data biaya-biaya terkait pemesanan material
3.2 Pengolahan Data
Setelah mendapatkan data yang sesuai dan
dibutuhkan maka langkah selanjutnya adalah
pengolahan data dengan menggunakan
metode-metode yang relevan dengan permasalahan yang
dihadapi yang nantinya dapat membantu
perusahaan dalam hal pengadaan material.
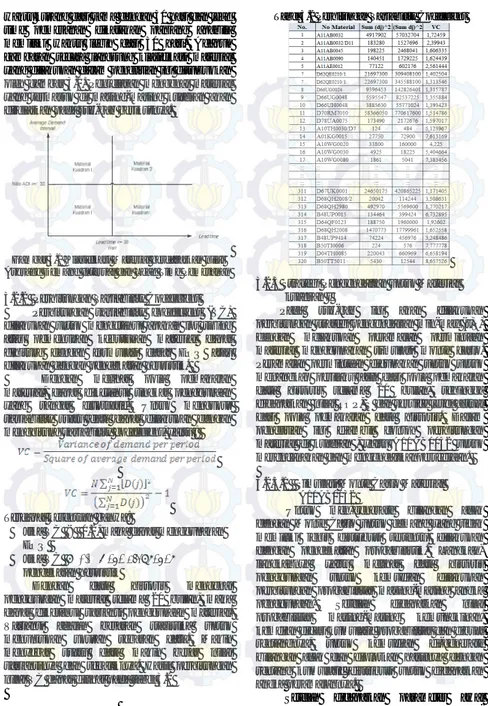
3.2.1 Klasifikasi Material
Klasifikasi ini dilakukan dengan melihat
waktu antar kebutuhan dan
lead time
pemesanan
sesuai teori
Ghobbar and friends
(2002) yaitu
material dikatakan memiliki pola pemakaian
continuous
apabila memiliki nilai
Average
Demand Interval
(ADI) kurang dari 1.32 dan
material dikatakan memiliki pola pemakaian
intermittent
apabila memiliki nilai ADI lebih
dari 1.32. Sedangkan untuk
Lead Time
(LT)
pemesanan dikatakan pendek apabila memiliki
waktu kurang dari sama dengan 30 hari dan
lead
time
pemesanan dikatakan panjang apabila
memiliki waktu lebih dari 30 hari. Adapun
gambaran secara langsung klasifikasi material
yang dilakukan dalam penelitian ini ditunjukkan
oleh gambar 3.1. Penjelasan mengenai material
yang termasuk di masing-masing kuadran akan
dijelaskan pada sub-bab berikutnya.
Gambar 3.1 Klasifikasi Material berdasarkan nilai Average Demand Interval dan Lead Time Pemesanan
3.2.2 Perhitungan Variability Coefficient
Perhitungan
variability coefficient
(VC)
dilakukan untuk mengetahui apakah lot sizing
atau pemenuhan kebutuhan material dapat
dihitung dengan formulasi dasar EOQ atau
dilakukan dengan pendekatan heuristik.
Dengan
melihat
pola
pemakaian
material, dapat diketahui tingkat penggunaan
yang sangat fluktuatif. Untuk
mengukur
variability
suatu data dapat dilakukan dengan
menghitung
variability coefficient,
yaitu :
Terdapat ketentuan bahwa:
Jika VC < 0.2, maka dapat menggunakan
EOQ
Jika VC
≥ 0.2, maka digunakan
pendekatan heuristik
Dengan
data
historis
mengenai
penggunaan material selama 20 bulan, maka
dapat diketahui variansi penggunaan material.
Variansi
adalah
besaran
statistika
untuk
menunjukan ukuran sebaran data. Makin
menyebar suatu data makin besar nilai
variansinya dan sebaliknya. Hasil perhitungan
nilai VC dapat dilihat pada tabel 3.2
Tabel 3.2 Perhitungan Variability Coefficient
3.2.3 Strategi Pengendalian untuk Material
kuadran I
Pada
sub-bab
ini
akan
dilakukan
perhitungan strategi pengendalian min-max (s,S)
dengan
melakukan
peramalan
permintaan
material menggunakan simulasi monte carlo.
Peramalan permintaan digunakan untuk untuk
menangkap perilaku asli dari pola pemakaian
data historis selama 20 bulan, sehingga
didapatkan nilai ROP, S dan
service level
actual
dari pola pemakaian data historis. Dalam
penelitian ini diambil contoh perhitungan
material di kuadran , yaitu A11AB0032 untuk
merencanakan dan mengendalikanpersediaan.
3.2.3.1 Simulasi Monte Carlo Material
A11AB0032
Untuk
men-
generate
bilangan
acak
dengan Monte Carlo untuk
demand
yang tidak
memiliki jenis distribusi tertentu, dilakukan
dengan pendekatan probabilistik.
Langkah-langkahnya
yaitu
melihat
data
historis
penggunaan
untuk
kemudian
dilakukan
perhitungan probabilitas masing-masing angka
penggunaan.
Setelah
didapatkan
nilai
probabilitas
masing-masing
kemungkinan,
kemdian dicari kumulatif probabilitas dan dibuat
rentangnya,
untuk
kemudian
di-
generate
bilangan acak dan diplotkan hasilnya dengan
rentang kumulatif distribusi untuk didapatkan
angka peramalannya.
Setelah
didapatkan
parameter
awal
inventori dengan inputan s dan S yang
berbeda-beda
maka langkah selanjutnya untuk simulasi,
yaitu
melakukan
eksperimen
perhitungan
inventori dan biaya dengan konsep
Continuous
Review
(s,S) untuk material kuadran I dan
Periodic review
(R,s,S) untuk material kuadran
II. Langkah-langkah perhitungannya yaitu
sebagai berikut :
a.
Inventory on Hand
periode ke-t :
order receipt
+
inventory on hand
t-1-
demand
b.
Order
periode ke-t :
Langkah 1: Jika R
t=
review period
maka
lanjutkan ke langkah 2, jika
tidak maka tidak ada
order
Langkah 2 : Jika IOH
t-1+
OnOrdert-1
> ROP
maka tidak ada order, jika tidak
maka lanjutkan ke langkah 3
Langkah 3 : Jika
Max stock
- IOH
t-1-
OnOrdert-1
< MOQ maka
order
dilakukan sebesar MOQ, jika
tidak lanjutkan ke langkah 4
Langkah 4 : Order =
Max stock
–IOH
t-1–
OnOrder
t-1c.
Order receipt
periode ke-t merupakan hasil
dari
order
yang dilakukan pada ke-(t-LT)
d.
OnOrder
periode ke-t :
onordert-1
+
order
t–
order receipt
te.
Holding cost
periode ke-t :
Jika IOH > 0 maka
holding cost
sama dengan
IOH dikali
holding cost
per
part
, jika tidak
maka nol
f.
Order cost
periode ke-t :
Jika
order
> 0 maka
order cost
sama dengan
order cost
setiap kali pesan, jika tidak maka
nol
g.
Shortage
periode ke-t :
JikaOrder Receipt
t+ IOH
t-1< demand
periode ke-t maka terjadi
shortage.
Berdasarkan langkah-langkah di atas
maka akan dibuat perhitungan contoh simulasi
perhitungan
untuk
material
A11AB0032.
Simulasi untuk material A11AB0032 ini
menggunakan 4 skenario
service level
target
yang berbeda
,
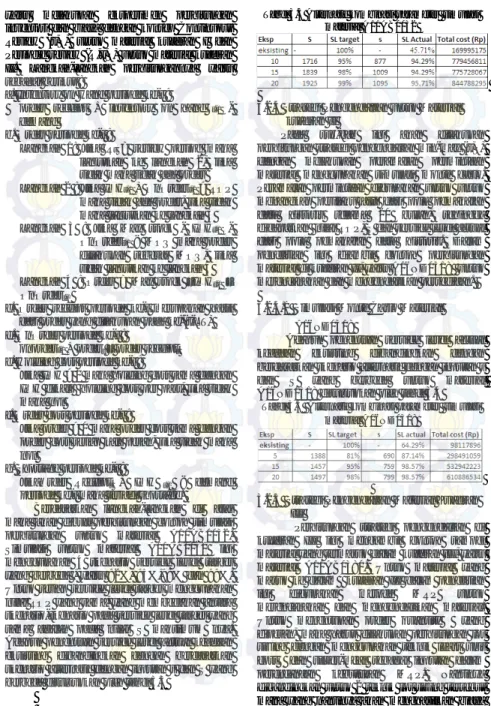
yaitu 92%, 95%,98% dan 99%.
Untuk setiap
service level
target
menggunakan
nilai ROP yang sama, yang membedakan antara
skenario-skenario pada
service level
target yang
sama adalah pada nilai S maksimum nya.
Adapun penentuan
service level actual
keadaan
eksisting dibandingkan dengan berdasarkan
skenario alternatif dengan inputan s dan S yang
berbeda ditunjukkan oleh tabel 3.3
Tabel 3.3 Alternatif kombinasi parameter simulasi material A11AB0032
3.2.4 Strategi Pengendalian untuk Material
kuadran II
Pada
sub-bab
ini
akan
dilakukan
perhitungan strategi pengendalian min-max (s,S)
dengan
melakukan
peramalan
permintaan
material menggunakan simulasi monte carlo.
Peramalan permintaan digunakan untuk untuk
menangkap perilaku asli dari pola pemakaian
data historis selama 20 bulan, sehingga
didapatkan nilai ROP, S dan
service level
actual
dari pola pemakaian data historis. Dalam
penelitian ini diambil contoh perhitungan
material di kuadran II, yaitu A16ND0318 untuk
merencanakan dan mengendalikan persediaan.
3.2.4.1 Simulasi Monte Carlo Material
A16ND0318
Adapun penentuan
service level actual
keadaan
eksisting
dibandingkan
dengan
berdasarkan skenario alternatif dengan inputan s
dan
S
yang
berbeda
untuk
material
A16ND0318 ditunjukkan oleh tabel 3.4
Tabel 3.4 Alternatif kombinasi parameter simulasi material A16ND0318
3.2.5 Strategi Pengendalian Material Kuadran
III
Perhitungan strategi pengendalian di
kuadran III ini mengambil contoh sampel
material yang termasuk dalam kuadran III, yaitu
material A11AB0380. Untuk material yang
masuk ke dalam kuadran III dalam penelitian
ini
digunakan
metode
MRP
untuk
merencanakan dan mengendalikan material.
Untuk menentukan
order quantity
yang
dipesan, maka harus dilakukan perhitungan lot
sizing dengan menggunakan teknik
least unit
cost
dan
silver-meal
sebagai inputan dalam
perencanaan
kebutuhan
MRP.
Nantinya
dibandingkan untuk 2 teknik
lot sizing
tersebut
mana yang nantinya akan menghasilkan biaya
minimum.
Selain itu dalam MRP ini ditambahkan
adanya
safety lead time
sebesar satu minggu
untuk
mengakomodasikan
ketidakpastian
permintaan selama
lead time
pemesanan dari
supplier
sehingga waktu pemesanan material
dimajukan satu minggu lebih awal dari
perencanaan. Proses pembuatan MRP ini
dilakukan
untuk
material
yang
bersifat
intermittent
dimana pola pemakaian material
tersebut tidak selalu ada di setiap periode bulan.
Berikut ini perhitungan MRP dengan
teknik lot-sizing
least unit cost
dan
silver-meal
untuk material A11AB0380 di kuadran III yang
ditunjukkan oleh tabel 3.5 dan 3.6 serta
perhitungan biaya untuk kedua metode yang
ditunjukkan oleh tabel 3.7. Sedangkan untuk
perhitungan MRP dengan tambahan
safety lead
time
ditunjukkan oleh tabel 3.8.
Tabel 3.5 Perhitungan Menggunakan Silver-Meal Method untuk Material A11AB0380 di Kuadran III
Tabel 3.6 Perhitungan Menggunakan Least Unit Cost Method untuk Material A11AB0380 di Kuadran III
Tabel 3.7 Perhitungan Biaya Metode Silver-Meal dan Least Unit cost untuk Material A11AB0380 di
Kuadran III
Tabel 3.8 Perhitungan MRP material A11AB0380 dengan Safety Lead Time selama satu minggu
3.2.6 Strategi Pengendalian Material Kuadran
IV
Perhitungan strategi pengendalian di
kuadran IV ini mengambil contoh sampel
material yang termasuk dalam kuadran IV, yaitu
material B50TJ4026-D. Untuk material yang
masuk ke dalam kuadran IV dalam penelitian
ini
digunakan
metode
MRP
untuk
merencanakan dan mengendalikan material.
Untuk menentukan
order quantity
yang
dipesan, maka dilakukan juga perhitungan lot
sizing dengan menggunakan teknik
least unit
cost
dan
silver-meal
sebagai inputan dalam
perencanaan
kebutuhan
MRP.
Nantinya
dibandingkan untuk 2 teknik
lot sizing
tersebut
mana yang nantinya akan menghasilkan biaya
minimum.
Selain itu dalam MRP ini ditambahkan
adanya
safety lead time
sebesar satu minggu
untuk
mengakomodasikan
ketidakpastian
permintaan selama
lead time
pemesanan dari
supplier
sehingga waktu pemesanan material
dimajukan satu minggu lebih awal dari
perencanaan. Proses pembuatan MRP ini
dilakukan
untuk
material
yang
bersifat
intermittent
dimana pola pemakaian material
tersebut tidak selalu ada di setiap periode bulan.
Berikut ini perhitungan MRP dengan
teknik lot-sizing
least unit cost
dan
silver-meal
untuk material
B50TJ4026-D.
di kuadran IV
yang ditunjukkan oleh tabel 3.9 dan 3.10 serta
perhitungan biaya untuk kedua metode yang
ditunjukkan oleh tabel 3.11. Sedangkan untuk
perhitungan MRP dengan tambahan
safety lead
time
ditunjukkan oleh tabel 3.12.
Tabel 3.9 Perhitungan MRP Material B50TJ4026-D dengan LUC Method di Kuadran IV
Tabel 3.10 Perhitungan MRP material B50TJ4026-D dengan Silver-Meal Method di Kuadran IV
Tabel 3.11 Perhitungan Biaya Metode Silver-meal dan Least Unit cost untuk material B50TJ4026-D di
Kuadran IV
Tabel 3.12 Perhitungan MRP material B50TJ4026-D dengan safety lead time selama satu minggu
4.
Pembahasan
Pada tahap ini akan dilakukan analisis dan
interpretasi terhadap hasil pengolahan data yang
telah dilakukan untuk sebelumnya. Analisi
dilkaukan untuk setiap perhitungan yang
digunakan dalam penelitian. dari hasil analisis
nantinya diharapkan dapat memberikan solusi
optimal bagi penyelesaian permasalahan yang
dibahas pada penelitian ini.
4.1 Analisis Analisis Sistem Persediaan
Eksisting Perusahaan
Pada sistem persediaan barang yang
sekarang dimiliki oleh perusahaan merupakan
sistem persediaan yang
masih tergolong
konvensional, dimana ketika terjadi permintaan
tinggi dan stok tidak mencukupi maka,
order
baru akan dilakukan. Dikarenakan masih
menggunakan sistem yang konvensional, maka
jumlah material sisa dari sebuah
project
tidak
terdeteksi,
maka
dari
itu
menyebabkan
overstock.
dan
stockout.
Sistem tersebut juga belum memiliki
sistem manajemen persediaan otomatis yang
cukup
membantu
karyawan
dalam
hal
mengetahui jumlah pemesanan yang ekonomis.
Sehingga perencanaan yang dilakukan terkadang
melebihi ataupun kekurangan material dari
perencanaan awal yang telah diteteapkan. Hal
ini mengakibatkan kondisi gudang menjadi
overstock
ataupun
stockout
persediaan material.
Dengan model yang dikembangkan
berupa simulasi persediaan ini, maka akan dapat
membantu perusahaan untuk lebih memiliki
rujukan teori yang kuat dan ilmiah terhadap
masalah persediaan material
.
Langkah pertama
yang dilakukan adalah mengklasifikasikan
terlebih dahulu
material
berdasarkan pola
pemakaian
setiap
bulan
dan
lead time
pemesanan ke dalam empat kuadran. Dari
keempat kuadran tersebut nantinya dipilih
alternatif strategi pengendalian yang terbaik
untuk setiap jenis material dengan metode yang
telah ditetapkan sebelumnya. Untuk material
yang berada di kuadran I dan II dipilih metode
continuous review
dan
periodic review
untuk
menentukan strategi pengendalian yang tepat
dengan memberikan
target service level
yang
berbeda dan kemudian mencari nilai
reorder
point
(s) dan maksimum
stock
(S). Sedangkan
untuk material yang berada di kauadran III dan
IV dipilih metode
Material Requirement
Planning
(MRP) untuk menentukan strategi
pengendalian yang tepat dengan melakukan
perencanaan
order quantity
yang akan dipesan
kepada
supplier
dengan perhitungan
lot-sizing
Silver-meal
(SM)
dan
Least Unit Cost
(LUC).
4.2 Analisis Kerangka Perencanaan dan
Pengendalian Material Berdasarkan Hasil
Klasifikasi Material
Uji
distibusi
permintaan
material
dengan menggunakan
software arena
ternyata
tidak menghasilkan pola pemakaian yang
berdistribusi
normal.
Ketidaknormalan ini
disebabkan pola pemakaian material yang tidak
teratur, variasi jumlah pemakaian yang fluktuatif
dan waktu antar kebutuhan yang tidak selalu
sama untuk setiap jenis matrial setiap bulannya.
Pola pemakaian material yang berbeda-beda ini
dikarenakan tidak
semua
material dapat
digunakan untuk semua
project
. Oleh karena itu
dalam
penelitian
ini
dilakukan
tahap
pengklasifikasian material berdasarkan pola
pemakaian dan
lead-time pemesanan
material.
Parameter klasifikasi material dilakukan
berdasarkan nilai
average demand interval
(ADI) dan waktu
lead time
pemesanan material.
Berdasarkan dua parameter tersebut maka
dihasilkan empat kuadran klasifikasi material.
Material yang berada di kuadran I adalah
material yang mempunyai nilai
average demand
interval
(ADI) kurang dari 1.32 dan mempunyai
waktu
lead-time
pemesanan kurang dari sama
dengan 30 hari. Material kuadran II adalah
material yang mempunyai nilai
average demand
interval
(ADI) kurang dari 1.32 dan mempunyai
waktu
lead time
pemesanan
lebih dari 30 hari.
Sedangkan untuk material kuadran III adalah
material dengan nilai
average demand interval
lebih dari 1.32 dan mempunyai
waktu lead time
pemesanan kurang dari 30 hari dan material
kuadran IV adalah material dengan nilai
average demand interval
lebih dari 1.32 dan
waktu lead time
pemesanan lebih dari 30 hari.
Berdasarkan hasil klasifikasi material tersebut
nantinya dilakukan strategi pengendalian yang
berbeda-beda berdasarkan jenis pola pemakaian
dan
lead time
pemesanan.
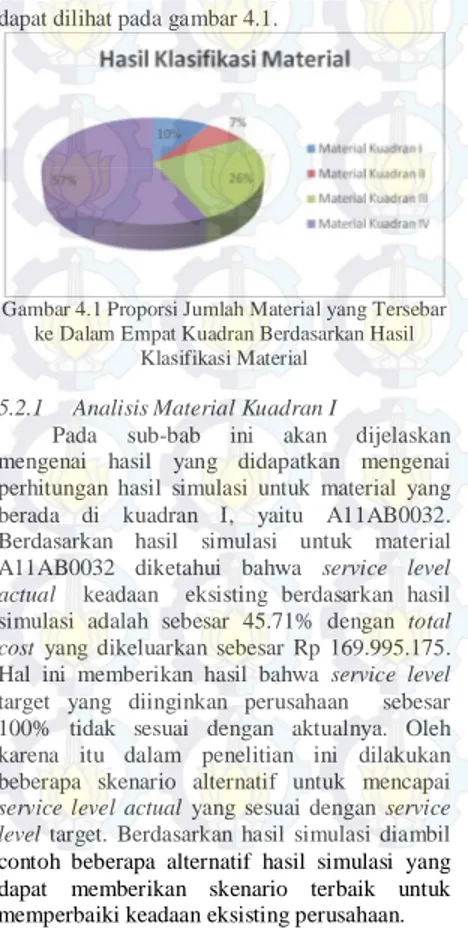
Jumlah material yang dijadikan sebagai
sampel penelitian adalah sebanyak 311 material.
Hasil klasifikasi dari 311 material diketahui
bahwa 31 material masuk ke dalam kuadran I,
21 material masuk ke dalam kuadran II, 82
material masuk ke dalam kuadran III, 177
material masuk ke dalam kuadran IV. Adapun
proporsi jumlah material yang tersebar di empat
kuadran berdasarkan hasil klasifikasi material
dapat dilihat pada gambar 4.1.
Gambar 4.1 Proporsi Jumlah Material yang Tersebar ke Dalam Empat Kuadran Berdasarkan Hasil
Klasifikasi Material