BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. JUI SHIN INDONESIA berdiri pada Agustus 2001 dan berlokasi di Jalan Pulau Pini Kav 600352, Kawasan Industri Medan (KIM) II, Medan, Sumatera Utara. Perusahaan ini didirikan oleh pengusaha dari Taiwan bernama Mr. Chang Jui Fang dan Miss Yang Chih Hua. PT. JUI SHIN INDONESIA merupakan satu-satunya perusahaan di bidang industri keramik dan granit di pulau Sumatera. Tujuan awal pendirian adalah untuk memenuhi pangsa pasar Sumatera dengan harga produk terjangkau dan pelayanan yang cepat, serta memuaskan.
PT. JUI SHIN INDONESIA awalnya berproduksi dengan 3 lini produksi keramik pada tahun 2002, namun karena permintaan yang terus meningkat, perusahaan berkembang menjadi 7 lini produksi keramik dan 2 lini produksi granit. Pada tahun 2010, PT. JUI SHIN INDONESIA menambah 1 lini produksi granit dan 1 lini yang senelumnya digunakan untuk keramik menjadi lini granit. Pada tahun 2016, perusahaan melakukan peremajaan mesin produksi keramik dengan mesin yang lebih efisien sebelumnya berjalan dengan 7 line menjadi 5 line produksi dengan kapasitas produksi yang sama. Dengan peremajaan mesin-mesin produksi di atas, saat ini terdapat 5 line produksi keramik dan 3 line produksi granit dengan jumlah produksi tahunan untuk produksi keramik 15.179.850 m2 dan produksi granit 9.614.700 m2.Dalam proses produksi dan distribusi, PT. JUI SHIN INDONESIA selalu menjaga kualitas dan pelayanan untuk memenuhi
II-29
kebutuhan dan kepuasan pelanggan. Dengan demikian, PT. JUI SHIN INDONESIA terus berkembang dalam pelayanan dan mutu untuk menjadi market leader dalam industri keramik.
Visi perusahaan adalah PT. JUI SHIN INDONESIA berkomitmen menjadi perusahaan terkemuka di dalam bidang industri keramik dan granit. Misi perusahaan adalah selalu memberikan produk berkualitas dan pelayanan yang profesional serta terus menerus melakukan perbaikan melalui penerapan Sistem Manajemen Mutu agar selalu dapat memenuhi kepuasan dan harapan pelanggan sesuai dengan motto “Innovations for Every Lifestyle”.
Penghargaan yang telah diterima oleh PT. JUI SHIN INDONESIA antara lain adalah standarisasi Internasional SAI Global ISO 9001-2008 yang merupakan jaminan ataupun pembuktian PT. JUI SHIN INDONESIA yang terus mengembangkan sistem menghasilkan produk dengan mutu konsisten dan memenuhi standar yang dipersyaratkan demi mencapai kepuasan konsumen dan SNI ISO 13006-2010 sehingga PT. JUI SHIN INDONESIA mewujudkan produk nasional yang berkualitas, agar bisa diterima dengan baik oleh konsumen Indonesia. Pengakuan juga didapatkan dari Malaysia dengan berhasil meraih SIRIM QAS Internasional, sebuah organisasi nasional yang diakui oleh pemerintah Malaysia, sebagai bentuk izin standarisasi dan kualitas produk yang masuk ke dalam Malaysia.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha PT. JUI SHIN INDONESIA adalah produksi
dibidang indsutri keramik dan granit sesuai dengan pesanan dari konsumen dalam dan luar negri. Berikut jenis produk yang dihasilkan oleh PT. JUI SHIN
INDONESIA : 1. Keramik
Produksi keramik PT. JUI SHIN INDONESIA meliputi keramik lantai dan dinding yang dapat digunakan di rumah maupun perkantoran. Ukuran yang tersedia untuk keramik bervariasi dari 20x20 cm, 25x20 cm, 30x30 cm hingga 40x40 cm.
2. Granit
Produk granit PT. JUI SHIN INDONESIA pada umumnya digunakan untuk lantai perkantoran dengan ukuran 60x60 cm dan 80x80 cm.
3. Water Glass
Produksi keramik jenis water glass adalah keramik yang didesain dengan menggunakan mesin waterjet dengan berbagai bentuk ukiran yang unik sesuai dengan permintaan pelanggan.
2.3. Lokasi Perusahaan
PT. JUI SHIN INDONESIA merupakan perusahaan yang bergerak di bidang industri keramik yang berlokasi di Jalan Pulau Pini Kav 600352, Kawasan Industri Medan (KIM) II, Medan, Sumatera Utara.
PT. JUI SHIN INDONESIA didirikan di atas tanah seluas kurang lebih 55 hektar meliputi bangunan produksi, kantor, bengkel, toilet, gudang, tempat pengolahan limbah, tempat parkir, power house dan pos satpam.
2.4. Daerah Pemasaran
Daerah pemasaran PT. JUI SHIN INDONESIA meliputi pasar dalam dan luar negeri. Daerah pemasaran luar negeri PT. JUI SHIN INDONESIA meliputi Malaysia, Taiwan dan China. Sedangkan untuk dalam negeri meliputi seluruh provinsi di Indonesia. Teknik pemasaran yang digunakan adalah menggunakan agen-agen yang berada di dekat konsumen dan agen menjual langsung kepada konsumen. Untuk memenuhi kebutuhan pasar yang ada diluar pulau Sumatera maka perusahaan menggunakan jasa ekspedisi dan mengantarkan produk ke pelabuhan terdekat dari agen.
2.5. Dampak Lingkungan dan Sosial Ekonomi
Dampak sosial adalah bagaimana perusahaan berpengaruh terhadap masyarakat sekitar baik secara sosial.Dampak sosial dari perusahaan adalah pemberian batuan dana kepada masyarakat sekitar yang membutuhkan dan mengadakan kegiatan sosial seperti acara di setiap kemerdekaam Indonesia.
Dampak ekonomi adalah bagaimana perusahaan berpengaruh terhadap masyarakat sekitar baik secara ekonomi. Dampak ekonomi dari perusahaan adalah pemberian lapangan kerja bagi penduduk sekitar, karena perusahaan ini menyerap kurang lebih 1500 pekerja yang bekerja dalam sistem shift. Pada umumnya perekrutan buruh tidak perlu memiliki keahlian atau ketrampilan khusus sehingga dapat menyerap tenaga kerja di sekitar perusahaan. Keberadaan perusahaan juga membantu usaha masyarakat sekitar yang membuka warung makan, tempel ban, pedangan keliling dan lain-lain.Dampak lingkungan yang dimiliki perusahaan adalah kegiatan menanam 1000 pohon untuk penghijauan lahan-lahan.
2.6. Proses Produksi
Proses produksi merupakan suatu kegiatan ataupun metode untuk menghasilkan atau menambah nilai barang atau jasa menggunakan sumber daya tertentu seperti manusia, mesin, peralatan dan dana sehingga memiliki nilai yang lebih tinggi. Kegiatan produksi Kegiatan produksi ini dilakukan di suatu area yang berhubungan dengan gudang bahan baku, lantai produksi, dan gudang produk tetapi tidak berhubungan dengan perkantoran.
Teknologi yang digunakan dalam proses produksi di PT. JUI SHIN INDONESIA menggunakan sistem semi otomatis dan otomatis. Salah satu proses produksi yang menggunakan mesin otomatis adalah pada saat pengepakan produk. PT. JUI SHIN INDONESIA adalah perusahaan manufaktur yang bergerak di bidang produksi ubin keramik (ceramic tile) dan ubin granit (granite tile). Dalam proses produksinya, perusahaan memiliki 8 lini produksi yang terdiri dari 5
lini produksi keramik dan 3 lini produksi granit. Setiap lini produksi dibedakan atas jenis dan ukuran keramik dan granit yang diproduksi. Berikut adalah pengklasifikasian lini produksi berdasarkan size produk :
a. Lini A1 berukuran 20x25 cm, 25x40 cm, 20x20 cm, 25x25 cmdengan motif bebas.
b. Lini A2 berukuran 20x25 cm , 25x40 cm, 20x20 cm, 25x25 cm dengan motif bebas.
c. Lini B1 berukuran 40x40 cm dengan motif bebas dan dapat melakukan printing sampai dengan dua kali.
d. Lini B2 berukuran 40x40 cmdengan motif bebas, dan dapat melakukan printing sampai dengan dua kali.
e. Lini E berukuran 25x40 cm, 40x40 cm dengan motif bebas.
f. Lini F berukuran 40x40 cm denganmotif bebas, dan dapat melakukan printing sampai dengan dua kali.
g. Lini H berukuran 60x60 cm dengan motif polos. h. Lini I berukuran 60x60 cm dengan motif polos.
i. Lini J berukuran 60x60 cm, 80x80 cmdengan motif polos, j. Lini K berukuran 60x60 cmdengan motifpolos
2.6.1. Standar Mutu Bahan/ Produk
PT. JUI SHIN INDONESIA dalam menentukan standar mutu bahan/produk departemen Quality Control (QC) yang berperan dalam menseleksi bahan baku yang akan dipesan maupun barang jadi.
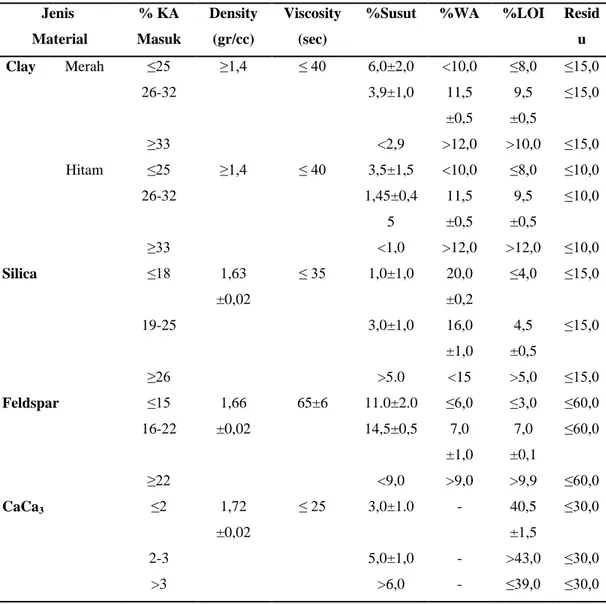
Pada tabel 2.1 dapat dilihat standar kualitas bahan yang digunakan dalam proses produksi :
Tabel 2.1. Standar Kualitas Bahan Jenis Material % KA Masuk Density (gr/cc) Viscosity (sec)
%Susut %WA %LOI Resid u Clay Merah ≤25 ≥1,4 ≤ 40 6,0±2,0 <10,0 ≤8,0 ≤15,0 26-32 3,9±1,0 11,5 ±0,5 9,5 ±0,5 ≤15,0 ≥33 <2,9 >12,0 >10,0 ≤15,0 Hitam ≤25 ≥1,4 ≤ 40 3,5±1,5 <10,0 ≤8,0 ≤10,0 26-32 1,45±0,4 5 11,5 ±0,5 9,5 ±0,5 ≤10,0 ≥33 <1,0 >12,0 >12,0 ≤10,0 Silica ≤18 1,63 ±0,02 ≤ 35 1,0±1,0 20,0 ±0,2 ≤4,0 ≤15,0 19-25 3,0±1,0 16,0 ±1,0 4,5 ±0,5 ≤15,0 ≥26 >5.0 <15 >5,0 ≤15,0 Feldspar ≤15 1,66 ±0,02 65±6 11.0±2.0 ≤6,0 ≤3,0 ≤60,0 16-22 14,5±0,5 7,0 ±1,0 7,0 ±0,1 ≤60,0 ≥22 <9,0 >9,0 >9,9 ≤60,0 CaCa3 ≤2 1,72 ±0,02 ≤ 25 3,0±1.0 - 40,5 ±1,5 ≤30,0 2-3 5,0±1,0 - >43,0 ≤30,0 >3 >6,0 - ≤39,0 ≤30,0
Sumber : PT. JUI SHIN INDONESIA
Departemen ini mengontrol kecacatan yang terjadi pada proses produksi dengan dua cara yaitu memisahkan secara langsung produk cacat yang dapat dilihat secara visual maupun diukur dan dengan pengujian melalui laboratorium dengan sampling untuk diuji breaking strength dan bending strength dari keramik
dan granit. Gambar penseleksian produk dapat dilihat pada Gambar 2.1 dan gambar alat penguji breaking strength dan bending strength dapat dilihat pada Gambar 2.2.
Sumber : PT. JUI SHIN INDONESIA
Gambar 2.1. Seleksi Produk Cacat secara Visual
Sumber : PT. JUI SHIN INDONESIA
Gambar 2.2. Proses Pengecekan Bending Strength di Laboratorium
Keramik dan granit yang diproduksi PT. JUI SHIN INDONESIA memiliki standar produk masing-masing yang perlu diperiksa oleh departemen
Quality Control untuk mendapatkan label “QC Passed”. Keramik defect dan keramik yang sesuai standar dapat dilihat pada Gambar 2.3 dan Gambar 2.4.
Gambar 2.3. Keramik Defect
Gambar 2.4. Keramik yang Sesuai Standar Mutu
2.6.2. Bahan yang Digunakan 2.6.2.1. Bahan Baku
Bahan baku adalah bahan yang ikut langsung dalam proses produksi hingga menjadi produk jadi dimana sifat dan bentuk bahan tersebut akan mengalami perubahan.
Dalam memproduksi keramik dan granit, PT. JUI SHIN INDONESIA menggunakan bahan baku yang diperoleh dari vendor sesuai dengan mutu yang diharapkan. Setiap pembelian bahan baku, departemen Quality Control akan mengambil sample untuk diuji apakah bahan baku telah memenuhi standar yang ada. Apabila bahan baku tidak memenuhi standar yang ada maka perusahaan ini berhak untuk mengembalikannya ke perusahaan pemasok bahan baku.
Bahan baku yang digunakan dalam proses pembuatan keramik adalah: 1. Clay sebagai bahan slip body yang akan dicampur ke dalam ballmill.
2. Scrap, sebagai bahan slip body yang akan dicampur ke dalam ballmill. 3. Afal keramik sebagai bahan slip body yang akan dicampur ke dalam ballmill. 4. Pasir merah (Silika) sebagai penurun temperatur leleh yang akan dicampur ke
dalam ballmill.
5. CaCO3 sebagai pembentuk pori-pori keramik yang akan dicampur ke dalam
ballmill.
6. Feldspar sebagai bahan pelebur atau perekat pada suhu tinggi dalam proses pembuatan keramik.
7. Engobe sebagai pelapis dasar body keramik.
8. Glassure sebagai pelapis body keramik sehingga body menjadi keras dan kilat setelah pembakaran.
10.Waterglass digunakan sebagai pengkilap material
2.6.2.2. Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan pada proses pengolahan untuk memperlancar proses produksi, tetapi tidak tampak di bagian akhir produk.
Bahan penolong yang digunakan antara lain :
1. Air digunakan sebagai bahan campuran body slip ke dalam ballmill, untuk membasahi body keramik yang keluar dari horizontal dryer agar menurunkan temperatur keramik dan sebagai pendingin pada proses polishing
2. Medium liquid digunakan sebagai pengencer formula pasta
2.6.2.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi yang berfungsi untuk meningkatkan mutu atau nilai sebuah produk serta merupakan bagian dari produk akhir.
Adapun bahan tambahan yang digunakan adalah :
1. kardus/karton digunakan sebagai tempat kemasan produk jadi. 2. Lem digunakan untuk mengelem kardus
2.6.3. Uraian Proses
Proses produksi adalah teknik atau metode yang digunakan untuk menghasilkan suatu barang atau jasa sehingga nilainya bertambah dengan menggunakan sumber-sumber daya (resources) yang tersedia, antara lain: tenaga kerja, mesin, bahan baku, modal, metode dan energi.
Uraian proses pembuatan keramik di PT. JUI SHIN INDONESIA adalah sebagai berikut:
1. Slip Preparation
Slip Preparation adalah proses pembuatan slip atau lumpur dari formula body yang akan diproduksi. Formula body ditetapkan oleh bagian research and development untuk menjaga kualitas keramik yang akan dihasilkan. Formula body dicampur dan dihancurkan di dalam ballmill dengan putaran 4000-6000 rpm sehingga dihasilkan slip atau lumpur. Setelah selesai, slip dialirkan ke ground tank dan kemudian dibawa ke bagian spray dryer dengan menggunakan pompa.
2. Powder Preparation
Powder preparation adalah proses pengolahan slip atau lumpur dari bagian ballmill menjadi powder yang akan digunakan untuk pembuatan body keramik. Slip atau lumpur di dalam ground tank di bagian spray dryer. Kemudian dialirkan ke dalam service tank. Slip tersebut kemudian disemprot ke dalam chamber dengan menggunakan pompa dengan gas (uap) panas dengan suhu sekitar 400-600 C yang berasal dari pembakaran burner sehingga menjadi powder. Kemudian powder dibawa ke dalam tempat penampungan sementara (silo)
3. Body Preparation
Body preparation adalah proses pembentukan body keramik dari bentuk powder. Powder dari bagian spray dryer dialirkan ke bagian press yang kemudian diisi ke dalam cetakan dan ditekan dengan tekanan pertama sebesar 40 bar dan tekanan kedua sebesar 150 bar. Setelah selesai, body keramik dimasukkan ke dalam horizontal dryer (HD) untuk dikeringkan selama 15 menit. Setelah keluar dari horizontal dryer, body keramik dibawa ke bagian glazing line.
4. Glaze Preparation
Glaze preparation adalah proses pemberian lapisan pada body keramik sesuai dengan yang diinginkan konsumen. Body keramik yang keluar dari horizontal dryer dibersihkan dengan kipas angin dan blower, kemudian disemprot dengan air untuk menetralisir suhu permukaan body keramik. Selanjutnya body keramik dilapisi dengan pelapis awal engobe menggunakan kerablade, kemudian dilapisi dengan glassure menggunakan kerablade. Body keramik yang sudah dilapisi kemudian diberi motif menggunakan mesin printing. Di bagian glazing line keramik disortir secara visual setelah diberi motif dimana body keramik yang memiliki defect segera diambil tidak masuk ke bagian kiln 5. Pembakaran (Kiln)
Pembakaran adalah proses pengerasan body keramik di dalam oven (kiln). Di dalam kiln terdapat beberapa tahapan proses yaitu pemanasan awal menggunakan burner dengan suhu 700-1000 C dan pembakaran menggunaan burner dengan suhu 1100-1200 C dan pendinginan dengan menggunakan
pompa angin dengan suhu 500-600 C. Keramik yang keluar dari kiln sudah menjadi keras dan berkilap. Selanjutnya keramik dibawa ke bagian sortir dan packing.
6. Sortir
Sortir adalah kegiatan memisahkan keramik secara visual antara keramik defect, kualitas 1, kualitas 2, dan kualitas 3. Pada sortir, kalibrasi keramik dipisahkan berdasarkan standar size atau ukuran yang telah ditentukan dengan mesin sortir packing.
7. Packing
Keramik dibawa ke mesin packing untuk dikemas dengan kardus yang sesuai dengan ukuran dan kualitas keramik yang dihasilkan. Kemudian keramik akan diikat menggunakan strap dan disusun pada pallet sesuai dengan ukuran, jenis dan kualitas keramik.
8. Warehouse
Produk yang telah selesai dipacking akan dibawa dengan menggunakan forklift ke warehouse. Staf warehouse akan mencek jumlah produk yang masuk dan memasukkan data ke dalam komputer.
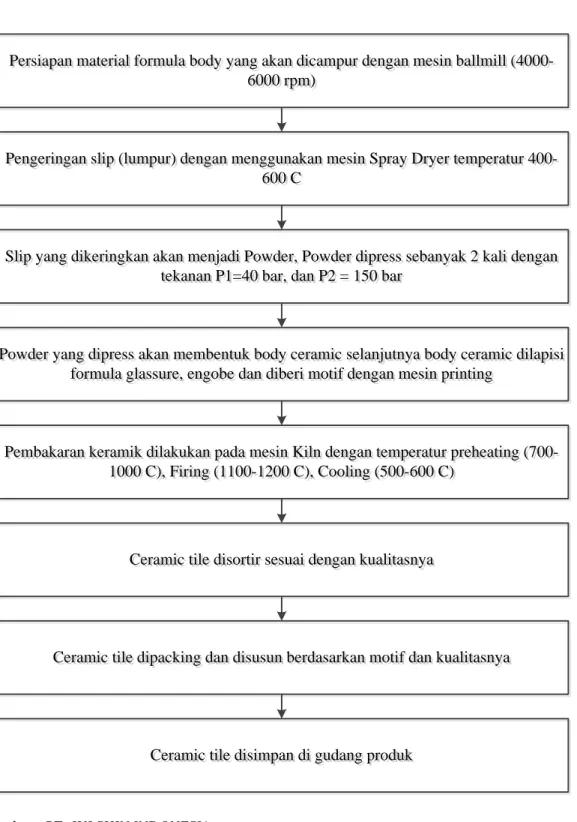
Block diagram proses produksi keramik dapat dilihat pada Gambar 3.5. dan proses produksi secara lengkap keramik dapat dilihat pada Lampiran.
Persiapan material formula body yang akan dicampur dengan mesin ballmill (4000-6000 rpm)
Persiapan material formula body yang akan dicampur dengan mesin ballmill (4000-6000 rpm)
Pengeringan slip (lumpur) dengan menggunakan mesin Spray Dryer temperatur 400-600 C
Pengeringan slip (lumpur) dengan menggunakan mesin Spray Dryer temperatur 400-600 C
Slip yang dikeringkan akan menjadi Powder, Powder dipress sebanyak 2 kali dengan tekanan P1=40 bar, dan P2 = 150 bar
Slip yang dikeringkan akan menjadi Powder, Powder dipress sebanyak 2 kali dengan tekanan P1=40 bar, dan P2 = 150 bar
Powder yang dipress akan membentuk body ceramic selanjutnya body ceramic dilapisi formula glassure, engobe dan diberi motif dengan mesin printing
Powder yang dipress akan membentuk body ceramic selanjutnya body ceramic dilapisi formula glassure, engobe dan diberi motif dengan mesin printing
Pembakaran keramik dilakukan pada mesin Kiln dengan temperatur preheating (700-1000 C), Firing (1100-1200 C), Cooling (500-600 C)
Pembakaran keramik dilakukan pada mesin Kiln dengan temperatur preheating (700-1000 C), Firing (1100-1200 C), Cooling (500-600 C)
Ceramic tile disortir sesuai dengan kualitasnya Ceramic tile disortir sesuai dengan kualitasnya
Ceramic tile dipacking dan disusun berdasarkan motif dan kualitasnya Ceramic tile dipacking dan disusun berdasarkan motif dan kualitasnya
Ceramic tile disimpan di gudang produk Ceramic tile disimpan di gudang produk
Sumber : PT. JUI SHIN INDONESIA
Gambar 2.5. Block Diagram Proses Produksi Keramik PT. JUI SHIN INDONESIA
2.7. Struktur Organisasi Perusahaan
Struktur organisasi seringkali disamakan dengan rancangan organisasi. Struktur adalah bentuk pengaturan formal dari bagian-bagian yang ada dalam sebuah organisasi. Struktur dari sebuah organisasi yang dirancang dengan baik akan bisa menggambarkan secara jelas pembagian kegiatan dalam unit-unit yang dibentuk sesuai dengan pengelompokan fungsi dan spesialisasi serta koordinasi antar unit tersebut.
Struktur organisasi sangat diperlukan untuk mencapai tujuan organisasi karena dalam struktur organisasi dapat dilihat hubungan antara pemimpin dan yang dipimpin. Organisasi tergambar secara skematis tentang hubungan kerja sama dari orang-orang yang menggerakkan organisasi, sehingga tercapai fungsi-fungsi manajemen, wewenang, dan tanggung jawab dari setiap orang yang ada dalam organisasi.
Struktur organisasi pada PT. JUI SHIN INDONESIA adalah struktur organisasi fungsional, yakni tugas dan wewenang serta tanggung jawab berjalan secara vertikal menurut garis lurus antara pimpinan dan bawahan juga dengan mengawasi dan memberikan saran antara staff divisi yang satu dengan yang lainnya. Bagan struktur organisasi PT. JUI SHIN INDONESIA dapat dilihat pada Gambar2.6