Volume 3
Reviewer Utama
Ir Nur Indrianti., MT., D.Eng Dr. Purwo Handoko Sugiyarto, Ph.D. Reviewer Pembantu Ir Dyah Rachmawati L., MT. Ir Taufik Hidayanto., MT. Miftahol Arifin, ST., MT Apriani Soepardi., STP., MT Dewan Redaksi Ketua : Puryani, ST., MT.
Sekretaris : Trismi Ristyowati, ST., MT Anggota : Sadi, ST., MT. Laila Nafisah, ST., MT. Tri Wibawa, ST., MT. Sutrisni, SSi., MT. Gunawan M.P., ST., MT. Agus Ristono, ST., MT. Intan Berlianty, ST., MT. Pembantu Pelaksana
Wikan Widya Kusuma., ST
Isi Nomor Ini
Sutrisno
Perancangan Sistem Pengukuran Kinerja Dengan Menggunakan Metode Performance Prism di RSU PKU
Muhammadiyah Yogyakarta ... 1-12 Trismi Ristyowati
Aplikasi Robust Design Untuk Meningkatan Kualitas Kapur Olahan Di Sentra Industri Batu Kapur
Kalasan ...
. 13-29
Tri Wibawa
Perancangan Stasiun Kerja Dengan Pendekatan Human Centered
Design ... 30-38 Hartomo dan Rekki Adrian
Rancang Ulang Tata Letak Departemen Pabrik Menggunakan Algoritma Tabu
Search ... 39-46 Augustina Asih Rumanti
Usulan Penjadwalan Produksi Dengan Metode Priority
Dispatching Rule ... 47-56 Indah Purnami Sufiyanti dan Usman Tahir
Perencanaan Dan Pembuatan Pengontrol Level Dan Suhu
Zat Cair ... 57-66 Solichul Hadi, Muchlison Anis dan Etika Muslimah
Desain Kamar Mandi Bagi Manusia Lanjut Usia Di Pusat Penyantunan Usia Lanjut Aisiyah
Surakarta ... 67-74
Redaksi menerima sumbangan tulisan yang relevan dengan misi Jurnal OPSI (Optimasi Sistem Industri). Naskah yang dimuat harus merupakan karya ilmiah hasil penelitian lapangan atau laboratorium dan belum pernah dipublikasikan. Naskah diketik dengan huruf Palatino 11, judul 12, spasi tunggal, satu kolom, satu muka, ukuran kertas A4, dengan batas tepi atas 4 cm, bawah, kanan, dan kiri masing-masing 3 cm. Jumlah halaman maksimal 15 halaman dan diserahkan dalam bentuk disket dan printout ke alamat kami : Gedung Dr. Cipto Mangunkusumo Jl. Babarsari No. 2 Tambakbayan Yogyakarta 55285 atau melalui email ke : [email protected]. Tulisan yang tidak dimuat dua nomor penerbitan berturut-turut dapat diterbitkan ditempat lain
Perancangan Stasiun Kerja Dengan Pendekatan Human Centered Design (Studi Kasus Pada Industri Kecil Emping Melinjo)
Tri Wibawa
Program Studi Teknik Industri, Fakultas Teknologi Industri, UPN “Veteran” Yogyakarta Jln. Babarsari No.2 Tambakbayan, Yogyakarta 55283 Telp. 0274 485363 Fax.486256
E-mail:[email protected]
Abstract
Proses pembuatan emping melinjo sebagian besar masih dilakukan secara manual. Industri yang dilakukan secara manual memerlukan tenaga manusia akan menimbulkan resiko terjadi cedera. Keluhan-keluhan yang sering terjadi pada pekerja pembuat emping melinjo diakibatkan oleh sikap kerja yang tidak sesuai dengan kaidah-kaidah ergonomi. Keluhan ini dapat dikurangi dengan merancang suatu stasiun kerja yang sesuai dengan sifat, kemampuan, dan keterbatasan manusia, sehingga manusia dapat hidup dan bekerja dalam sistem yang dirancang dengan baik untuk mencapai tujuan yang diinginkan yaitu efektif dan nyaman.
Pendekatan yang yang dapat digunakan dalam perancangan stasiun kerja adalah Human Centered Design (HCD). Sumber informasi dalam perancangan dengan pendekatan HCD adalah keinginan manusia sebagai pekerja disesuaikan dengan karakteristik fisik dan psikologis manusia itu sendiri. Perancangan dimulai dengan menggali informasi dari para pekerja pembuat emping melinjo. Langkah selanjutnya adalah menerjemahkan keinginan pekerja trsebut dalam spesifikasi teknis rancangan. Setelah itu dibuat rancangan stasiun kerja dan diterapkan pada stasiun kerja tersebut untuk diukur performansi rancangan berdasarkan produktivitas yang dicapai dan konsumsi energi dari pekerja..
Hasil penelitian menunjukkan perbaikan yang dilakukan dengan pada stasiun kerja di industri kecil emping melinjo dapat meningkatkan produktivitas dan menurunkan konsumsi energi pekerja pada saat bekerja. Hal ini dibuktikan dengan adanya penurunan konsumsi energi dari 1,823 kkal/menit sebelum perbaikan menjadi 1,540 kkal/menit setelah perbaikan. Dengan penurunan tingkat konsumsi energi tersebut mengakibatkan produktivitas kerja meningkat dari rata-rata 140 biji/jam menjadi 154 biji/jam
Keywords: perancangan stasiun kerja, HCD, konsumsi energi, produktivitas kerja.
1. Pendahuluan
Industri kecil pembuatan emping melinjo merupakan salah satu jenis usaha yang mampu bertahan bahkan berkembang pada saat krisis ekonomi.. Industri pembuatan emping melinjo merupakan industri rumah tangga yang bertujuan meningkatkan nilai ekonomi keluarga. Dalam proses produksinya, pembuatan emping melinjo ini banyak dilakukan di rumah baik sebagai pekerjaan pokok maupun pekerjaan sampingan, yang lebih dikenal dengan istilah home industry.
Teknologi yang digunakan pada pembuatan emping masih dilakukan secara tradisional. Proses produksi masih menggunakan tenaga manusia, mulai dari pengupasan, penyangraian, pemipihan, sampai dengan pengeringan. Hanya pada
Perancangan Stasiun Kerja Dengan Pendekatan Human Centered Design (Tri Wibawa)
proses pengemasan saja yang sudah menggunakan mesin pengepres kemasan. Adapun tahap-tahap proses kerja pem
berikut : 1) mengumpulkan buah melinjo; 2) mengupas kulit bagian luar melinjo dengan menggunakan pisau; 3) penyangraian (menggongseng) melinjo dengan menggunakan penggorengan yang diletakkan di atas anglo, 4) pemecahan keras (cangkang), 5) menumbuk (memipihkan) melinjo di atas balok kayu sebagai landasan dengan menggunakan palu besi atau batu yang mempunyai berat sekitar 0,5 kg secara berulang-ulang, 6) pelepasan emping dari landasan, 7) pengeringan, dan 8) pengemasan.
Dari survey pendahuluan dan wawancara terhadap tenaga kerja pembuat emping melinjo, disampaikan keluhan
tungkai bawah dan kaki, hal ini karena posisi kaki yang terlipat sewaktu duduk di lantai saat menumbuk melinj
terhambat. Selain itu, merasa pegal pada bahu, leher dan pinggang, hal ini karena pada saat menumbuk emping melinjo, pekerja terlalu lama dalam posisi punggung membungkuk dan leher menunduk seperti yang ditu
Akibat sarana kerja yang tidak sesuai dengan standar kerja dan ukuran antropometri, serta sikap kerja yang salah maka akan mengakibatkan pekerja sering mengeluh sakit di bagian tubuh belakang. Selain itu salah satu sebab produktivita yang belum maksimal juga diakibatkan oleh lingkungan kerja yang belum tidak sesuai dengan kaidah ergonomi. Sikap demikian akan menurunkan kinerja pembuat emping melinjo sehingga produktivitas kerja menurun.
Gambar 1. Posisi kerja pemipihan
2. Metoda
Penelitian dimulai dengan melakukan observasi di industri kecil emping melinjo. Observasi ini bertujuan untuk mengetahui alur kerja dan proses pembuatan emping melinjo. Langkah selanjutnya menyebaran kuisioner. Sebelum disebarkan kuisioner dilakukan uji validitas dan reabilitas.
pekerja pada industri kecil tersebut. Penentuan sampel untuk responden terlebih dahulu dilakukan uji kecukupan dan keseragaman data untuk mendapatkan data yang tepat dan sesuai dalam jumlah data
penelitian.
Perancangan Stasiun Kerja Dengan Pendekatan Human Centered Design
proses pengemasan saja yang sudah menggunakan mesin pengepres kemasan. tahap proses kerja pembuatan emping melinjo adalah sebagai berikut : 1) mengumpulkan buah melinjo; 2) mengupas kulit bagian luar melinjo dengan menggunakan pisau; 3) penyangraian (menggongseng) melinjo dengan menggunakan penggorengan yang diletakkan di atas anglo, 4) pemecahan keras (cangkang), 5) menumbuk (memipihkan) melinjo di atas balok kayu sebagai landasan dengan menggunakan palu besi atau batu yang mempunyai berat sekitar ulang, 6) pelepasan emping dari landasan, 7) pengeringan, Dari survey pendahuluan dan wawancara terhadap tenaga kerja pembuat emping melinjo, disampaikan keluhan-keluhan seperti merasa kesemutan pada tungkai bawah dan kaki, hal ini karena posisi kaki yang terlipat sewaktu duduk di lantai saat menumbuk melinjo dapat menyebabkan aliran darah ke kaki menjadi terhambat. Selain itu, merasa pegal pada bahu, leher dan pinggang, hal ini karena pada saat menumbuk emping melinjo, pekerja terlalu lama dalam posisi punggung membungkuk dan leher menunduk seperti yang ditunjukkan pada gambar 1. Akibat sarana kerja yang tidak sesuai dengan standar kerja dan ukuran antropometri, serta sikap kerja yang salah maka akan mengakibatkan pekerja sering mengeluh sakit di bagian tubuh belakang. Selain itu salah satu sebab produktivita yang belum maksimal juga diakibatkan oleh lingkungan kerja yang belum tidak sesuai dengan kaidah ergonomi. Sikap demikian akan menurunkan kinerja pembuat emping melinjo sehingga produktivitas kerja menurun.
Gambar 1. Posisi kerja pemipihan
Penelitian dimulai dengan melakukan observasi di industri kecil emping melinjo. Observasi ini bertujuan untuk mengetahui alur kerja dan proses pembuatan emping melinjo. Langkah selanjutnya menyebaran kuisioner. Sebelum disebarkan liditas dan reabilitas. Responden pada penelitian ini adalah pekerja pada industri kecil tersebut. Penentuan sampel untuk responden terlebih dahulu dilakukan uji kecukupan dan keseragaman data untuk mendapatkan data yang tepat dan sesuai dalam jumlah data yang harus diambil untuk melaksanakan
31 proses pengemasan saja yang sudah menggunakan mesin pengepres kemasan.
buatan emping melinjo adalah sebagai berikut : 1) mengumpulkan buah melinjo; 2) mengupas kulit bagian luar melinjo dengan menggunakan pisau; 3) penyangraian (menggongseng) melinjo dengan menggunakan penggorengan yang diletakkan di atas anglo, 4) pemecahan kulit keras (cangkang), 5) menumbuk (memipihkan) melinjo di atas balok kayu sebagai landasan dengan menggunakan palu besi atau batu yang mempunyai berat sekitar ulang, 6) pelepasan emping dari landasan, 7) pengeringan, Dari survey pendahuluan dan wawancara terhadap tenaga kerja pembuat keluhan seperti merasa kesemutan pada tungkai bawah dan kaki, hal ini karena posisi kaki yang terlipat sewaktu duduk di o dapat menyebabkan aliran darah ke kaki menjadi terhambat. Selain itu, merasa pegal pada bahu, leher dan pinggang, hal ini karena pada saat menumbuk emping melinjo, pekerja terlalu lama dalam posisi punggung njukkan pada gambar 1. Akibat sarana kerja yang tidak sesuai dengan standar kerja dan ukuran antropometri, serta sikap kerja yang salah maka akan mengakibatkan pekerja sering mengeluh sakit di bagian tubuh belakang. Selain itu salah satu sebab produktivitas yang belum maksimal juga diakibatkan oleh lingkungan kerja yang belum tidak sesuai dengan kaidah ergonomi. Sikap demikian akan menurunkan kinerja
Penelitian dimulai dengan melakukan observasi di industri kecil emping melinjo. Observasi ini bertujuan untuk mengetahui alur kerja dan proses pembuatan emping melinjo. Langkah selanjutnya menyebaran kuisioner. Sebelum disebarkan Responden pada penelitian ini adalah pekerja pada industri kecil tersebut. Penentuan sampel untuk responden terlebih dahulu dilakukan uji kecukupan dan keseragaman data untuk mendapatkan data yang yang harus diambil untuk melaksanakan
Perancangan sarana kerja berdasarkan pendekatan Human Centered Design (HCD). Menurut ISO 13407, HCD merupakan metode perancangan yang didasarkan
pada penggunanya baik dalam segi teknis, bentuk, maupun kualitas. Kebutuhan perancangan digunakan data antropometri yang diperoleh hasil pengukuran menggunakan kursi antropometri terhadap sampel Hal ini dilakukan untuk meminimasi terjadinya kesalahan akibat penggunaan alat yang tidak memenuhi kriteria yang telah ditetapkan. Data antropometri kemudian diolah dengan uji keseragaman dapat yang dibuat peta kontrol untuk memberikan indikasi bahwa data-data yang diolah berasal dari satu sistem yang sama. Langkah selanjutnya adalah mencari persentil untuk menentukan dimensi ukuran dari sarana kerja (meja dan kursi kerja) pembuat emping melinjo. Persentil ditentukan berdasarkan distribusi normal yang dijelaskan pada subbab 2.2.3.
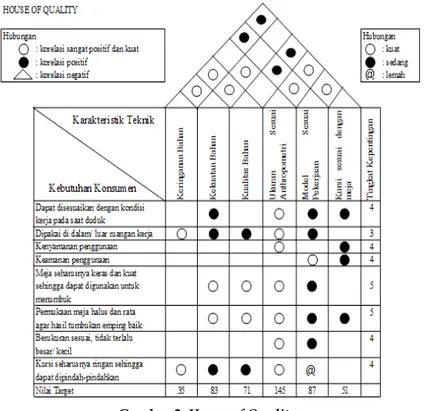
Untuk merancang sarana kerja yang ergonomis sesuai dengan kebutuhan atau keinginan pembuat emping melinjo yaitu menggunakan metode QFD (Quality
Function Deployment). QFD (Quality Function Deployment) yang lengkap diawali
dari pembentukan diagram HOQ (House Of Quality) secara berurutan, yang menterjemahkan kebutuhan konsumen ke dalam langkah-langkah operasional.
Efektivitas pengaruh perbaikan sarana kerja, langkah selanjutnya adalah melakukan penilaian terhadap variabel terikat seperti beban kerja, keluhan subyektif, produktivitas kerja dan lain-lain. Tahapan penelitian ditunjukkan pada diagram alir gambar 2.
3. Analisa dan Hasil Pembahasan
Penelitian dilakukan terhadap 45 responden yang bekerja rata-rata 5 tahun. Dari hasil pengamatan bahwa 100% pekerja adalah perempuan. Kelelahan atau rasa sakit merupakan fenomena kerja yang sangat mengganggu performasi kerja para pekerja. Terlihat dari hasil pengisian kuesioner 100 % reponden (45 responden) menyatakan bahwa kelelahan mengganggu konsentrasi kerja. Hasil pengisian kuesioner dari 45 responden tentang waktu pada saat pekerja mulai merasa lelah atau rasa sakit setelah bekerja selama 2 – 3 jam (35% dan 36%). Hal-hal yang dapat mempengaruhi performansi pekerjaan menurut responden diakibatkan oleh sarana kerja pembuat emping melinjo dan postur kerja yang tidak nyaman. Hal ini dapat mempercepat terjadinya kelelahan kerja yang mengakibatkan konsentrasi kerja terganggu. Hasil persepsi responden terhadap hal-hal yang mempengaruhi performansi kerja. Berdasarkan hasil kuesioner dengan Nordic Body Map terlihat bahwa keluhan yang terjadi pada 7 hari terakhir paling banyak adalah leher, bahu kanan, siku kanan, punggung dan pinggang. Dan keluhan yang terjadi 1 bulan terakhir paling banyak adalah leher, bahu kanan, punggung dan pinggang
Perancangan sarana kerja berdasarkan pendekatan Human Centered Design (HCD). Data yang diperlukan untuk merancang sarana kerja (meja dan kursi kerja) meliputi data anthropometri. Data anthropometri ini diperoleh dari data mahasiswa yang dimensi tubuhnya disesuaikan dengan tinggi dan berat badan pembuat emping melinjo. Data-data ini diolah untuk mengetahui dimensi pengguna rancangan, khususnya obyek sarana kerja (meja dan kursi kerja) pembuat emping melinjo. Data anthropometri untuk perancangan kursi adalah sebagai berikut : Lebar Pinggul (LP), Tinggi Popliteal (TPO), Pantat Popliteal (PPO). Sedangkan data anthropometri untuk perancangan meja adalah sebagai berikut : Tinggi Siku Duduk (TSD).
Perancangan Stasiun Kerja Dengan Pendekatan Human Centered Design (Tri Wibawa)
33
Gambar 2. Diagram alir penelitian
Dari hasil kuesioner bagian II yang memuat tentang jenis dan keadaan pekerjaan serta bagian III kuesioner tentang keluhan biomekanik yang dialami responden, terlihat bahwa responden dalam melakukan pekerjaannya tidak ergonomis. Hal ini disebabkan karena postur dan sarana kerjanya tidak ergonomis. Untuk meningkatkan kinerja responden (pembuat emping melinjo) maka perlu dilakukan perbaikan fasilitas kerja dengan merancang sarana kerja yang ergonomis sesuai dengan kebutuhan dan keinginan responden. Untuk merancang sarana kerja yang ergonomis sesuai kebutuhan atau keinginan responden yaitu menggunakan menggunakan Quality Function Deployment(QFD). QFD yang lengkap diawali dari pembentukan diagram House Of Quality (HOQ) secara berurutan, yang menterjemahkan kebutuhan konsumen ke dalam langkah-langkah operasional. Berdasarkan nilai target pada House of Quality menunjukkan bahwa karakteristik teknik dimensi saran kerja harus berdasarkan data anthropometri, Karakteristik teknik tersebut mempunyai nilai yang terbesar. Karakteristik terbesar kedua adalah kekuatan bahan dari meja kerja. Hal ini menunjukkan bahwa sarana kerja pembuat
emping melinjo yang diinginkan oleh konsumen adalah sarana kerja yang fleksibel, aman dan nyaman saat digunakan yang sesuai dengan ukuran anthropometri dan mempunyai kekuatan bahan yang baik sehingga meja kerja dapat kuat untuk menumbuk melinjo. Selain sarana kerja (meja dan kursi kerja) pembuat emping melinjo yang dirancang, fasilitas kerja yang lain yang dirancang adalah meja hasil emping melinjo dan tempat anglo. Hal ini untuk memenuhi keinginan dan kebutuhan pembuat emping melinjo dan menyeimbangkan kerja pembuat emping melinjo.
Gambar 3. House of Quality
Data anthropometri diolah dengan uji keseragaman yang dillakukan dengan membuat peta kontrol pada sampel hasil pengukuran. Hail uji keseragaman memberikan indikasi bahwa data-data yang diolah berasal dari satu sistem sebab yang sama. Selanjutnya dilakukan uji kecukupan data. Uji kecukupan data digunakan untuk mengetahui jumlah data yang diolah telah melewati batas kecukupan data atau belum. Sebagian besar data anthropometri dinyatakan dalam bentuk persentil. Suatu populasi untuk kepentingan studi dibagi menjadi 100 kategori persentase, yang diurutkan dari nilai yang terkecil sampai yang terbesar pada ukuran tubuh tertentu. Pada penelitian ini persentil yang ditentukan adalah persentil 5, persentil 10, persentil 50, persentil 90 dan persentil 99. Adapun hasil dari perhitungan tersebut ditunjukkan pada tabel 1
Tabel 1. Rekapitulasi Hasil Perhitungan Persentil
No Deskripsi Data P5 P10 P50 P90 P95 1 Lebar Pinggul (LP) 24,25 25,87 31,55 37,23 38,85 2 Tinggi Popliteal (TPO) 36,66 37,61 40,94 44,27 45,22 3 Panjang Popliteal (PPO) 41,20 41,77 43,77 45,77 46,34 4 Tinggi Siku Duduk (TSD) 18,57 20,05 25,25 30,45 31,93
Perancangan Stasiun Kerja Dengan Pendekatan Human Centered Design (Tri Wibawa)
35 Perancangan sarana kerja (meja dan kursi kerja) pembuat emping melinjo dirancang dengan ukuran yang didapat dari pengolahan data anthropometri mahasiswa UPN ”Veteran” Yogyakarta yang diasumsikan sama dengan anthropometri pembuat emping melinjo disesuaikan dengan tinggi dan berat badan pekerja. Berdasarkan hasil kuesioner didapat informasi bahwa pembuat emping melinjo menginginkan memakai meja yang keras dan kuat untuk menumbuk, permukaan meja yang halus agar hasil tumbukan emping baik serta meja yang berukuran sesuai yaitu tidak terlalu besar/ kecil.
Perancangan sarana kerja (meja dan kursi kerja) pembuat emping melinjo yang berdasarkan anthropometri adalah sebagai berikut, meliputi :
Perancangan meja pembuat emping melinjo dirancang sesuai dengan ukuran anthropometri, bahan pembentuknya mempunyai kekuatan dan kualitas yang baik. Bagian-bagian meja kerja yang akan dirancang adalah landasan meja dan tinggi meja kerja. Meja untuk pembuat emping melinjo terbuat dari bahan kayu yang kuat. Hal ini erat hubungannya dengan kaki-kaki meja. Kaki-kaki meja dibuat dengan bahan kayu jati yang diharapkan kuat untuk menopang landasan meja yang akan digunakan untuk menumbuk emping melinjo. Landasan meja yang dirancang berbentuk persegi panjang dengan ukuran 60 cm × 45 cm, karena mayoritas plastik yang digunakan sebagai alas untuk menumbuk melinjo adalah berbentuk persegi panjang yaitu berukuran 60 cm × 45 cm. Bahan landasan meja dari kayu jati dengan ketebalan 5 cm, hal ini dikarenakan kayu jati mempunyai kekuatan yang baik dibanding dengan kayu lain.
Toleransi pada landasan meja ini tidak terlalu ketat, hal ini dikarenakan meja untuk menumbuk melinjo akan lebih efisien dan efektif dalam penggunaannya apabila meja sesuai kebutuhan yaitu tidak terlalu lebar dan luas. Kaki-kaki meja erat hubungannya dengan ketinggian meja. Tinggi meja ditentukan dengan persentil ke-5 dari tinggi siku duduk yaitu 18,ke-57 cm ditambah dengan tinggi kursi kerja atau persentil ke-5 dari tinggi popliteal yaitu 36,66 cm. Tinggi meja pembuatan emping melinjo adalah 55,23 cm. Dengan persentil 5 diharapkan pekerja dengan ukuran tubuh yang melebihi ukuran rata-rata atau terlalu tinggi dapat menggunakan meja dengan nyaman. Kegiatan menumbuk emping memerlukan penekanan ke bawah. Jadi siku tidak dikenai kerja yang berat (rileks), sehingga dalam penekanan itu tidak terjadi kelelahan yang dapat mengakibatkan rasa nyeri di bagian lengan.
Kursi kerja pembuat emping melinjo terbuat dari kayu. Penggunaan material kayu pada kaki agar kursi mudah dipindah-pindahkan. Landasan kursi terbuat dari kayu dan berbentuk persegi panjang. Dengan landasan kursi berbentuk persegi panjang dapat memberikan kenyamanan duduk saat bekerja. Alas duduk dari busa dengan ketebalan 4,5 cm. Alas duduk yang terbuat dari busa menunjukkan agar pembuat emping melinjo dapat bekerja dengan nyaman pada saat duduk. Lebar alas duduk dapat diperoleh dari persentil 95 lebar pinggul. Hal ini ditujukan untuk membuat nyaman pengguna yang mempunyai pinggul yang besar. Bila lebar alas duduk terlalu sempit, ada bagian pinggul yang tidak terakomodasi oleh alas duduk tersebut. Hal ini dapat mempercepat timbulnya kelelahan dan bahkan dapat menimbulkan keluhan di daerah sekitar pinggul dan pantat. Menurut hasil pengolahan data anthropometri persentil 95 dari lebar pinggul adalah 38,85 cm. Panjang alas duduk dapat ditentukan dari nilai persentil 50 jarak pantat popliteal. Hal ini ditujukan untuk memudahkan peletakkan pantat ke alas duduk bagi pengguna yang mempunyai dimensi pantat popliteal yang panjang. Berdasarkan
hasil pengolahan data anthropometri diperoleh nilai persentil 50 dari pantat popliteal adalah 43,77 cm. Tinggi fasilitas duduk dapat ditentukan dari nilai persentil 10 dari tinggi popliteal. Hal ini ditujukan untuk pengguna yang berkaki pendek tidak menggantung saat menggunakannya serta memberikan kenyamanan kepada pengguna. Berdasarkan hasil pengolahan data anthropometri diperoleh nilai persentil 10 dari tinggi popliteal adalah 37,61 cm.
Berdasarkan hasil House of Quality (HOQ) responden untuk perancangan fasilitas kerja selain meja penumbuk melinjo dan kursi kerja dalam penelitian ini dibuat juga meja hasil emping melinjo untuk melengkapi kenyamanan kerja pembuat emping melinjo. Hasil melinjo yang telah ditumbuk di atas plastik kemudian diletakkan di atas meja hasil emping melinjo. Karena landasan meja tidak mendapatkan perlakuan tekanan terhadap benda keras maka meja hasil emping melinjo dibuat dari bahan kayu biasa. Bentuk landasan meja hasil sama dengan bentuk meja penumbuk melinjo yaitu berbentuk persegi panjang dengan ukuran 60 cm × 45 cm, hal ini dikarenakan mayoritas plastik yang digunakan sebagai alas untuk menumbuk melinjo adalah berbentuk persegi panjang itu yaitu berukuran 60 cm × 45 cm. Tinggi meja hasil emping melinjo sama dengan tinggi kursi kerja yaitu ditentukan dari nilai persentil 10 dari tinggi popliteal. Hal ini ditujukan agar pekerja dapat meletakkan hasil tumbukan melinjo dengan nyaman tanpa harus membungkuk serta aktivitas tangan tidak cepat lelah. Berdasarkan hasil pengolahan data anthropometri diperoleh nilai persentil 10 dari tinggi popliteal adalah 37,61 cm.
Tempat anglo digunakan untuk menempatkan wajan agar kondisi melinjo tetap panas saat ditumbuk.. Tempat anglo terbuat dari bahan kayu. Bagian atas tempat anglo berbentuk lingkaran. Anglo yang dipakai oleh industri emping melinjo adalah anglo berukuran kecil dengan diameter 15 cm. Diameter luar tempat anglo adalah 20 cm, maka diameter dalam tempat anglo didapat dari diameter anglo kecil tersebut yaitu 15 cm. Sama halnya dengan meja hasil emping, total tinggi tempat anglo, anglo dan tempat untuk menggongseng melinjo sama dengan tinggi kursi kerja yaitu ditentukan dari nilai persentil 10 dari tinggi popliteal. Hal ini dimaksudkan agar pekerja dapat mengambil melinjo dari tempat penggongsengan dengan mudah serta untuk meminimasi kelelahan tangan. Berdasarkan hasil pengolahan data anthropometri diperoleh nilai persentil 10 dari tinggi popliteal adalah 37,61 cm. Tinggi tempat anglo diambil dari tinggi popliteal diatambah tinggi penggongsngan 19,5 cm.
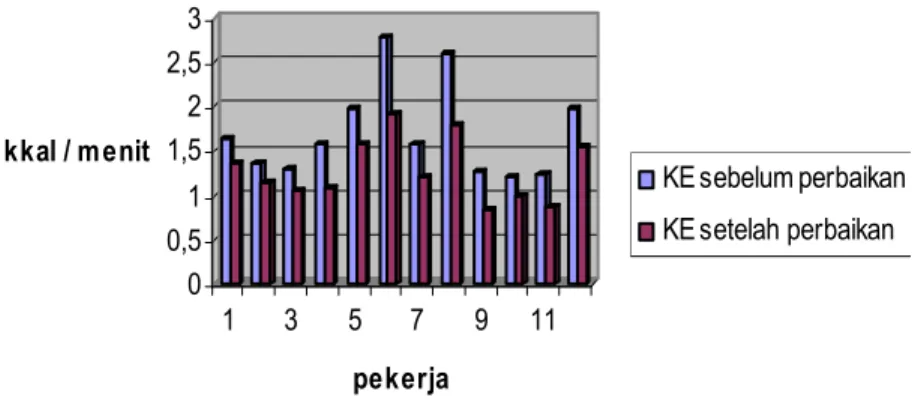
Penentuan beban kerja dari pembuat emping melinjo ditentukan berdasarkan konsumsi energi. Langkah-langkahnya adalah menghitung denyut nadi kerja terhadap subyek sebelum bekerja, saat bekerja dan setelah bekerja. Data pekerja yang diperoleh sebanyak 12 pekerja perempuan karena mayoritas pembuat emping melinjo berjenis kelamin perempuan. Perhitungan denyut nadi dilakukan dengan 2
Perancangan Stasiun Kerja Dengan Pendekatan Human Centered Design (Tri Wibawa)
37 perlakuan, yaitu sebelum perbaikan dan setelah perbaikan. Hasil perhitungan konsumsi energi menunjukkan penurunan energi yang dikeluarkan seperti yang ditunjukkan pada gambar 5.
Gambar 5. Perbandingan Konsumsi Energi
Perbandingan antara output kerja sebelum dan sesudah perbaikan. Rata-rata dari data tersebut adalah 140 biji/jam untuk output sebelum perbaikan dan 154 biji/jam untuk output setelah perbaikan. Adapun grafik perbandingan output kerja dapat dilihat pada gambar 6.
Gambar 6. Perbandingan output sebelum perancangan dan setelah perancangan
4. Kesimpulan
Berdasarkan hasil pengolahan data dan analisis dapat ditarik kesimpulan sebagai berikut :
1. Keluhan yang paling sering dirasakan oleh pekerja di industri kecil emping melinjo adalah sakit pada bagian punggung, pinggang, bahu kanan, dan leher. 2. Sarana kerja yang dirancang adalah meja tumbuk, kursi, tempat hasil emping,
dan tempat anglo, sehingga pekerja di industri emping melinjo dapat bekerja dengan nyaman dan efektif.
3. Produktivitas dengan sarana kerja hasil rancangan meningkat dari 140 biji/jam menjadi 154 biji/jam.
4. Konsumsi energi pada pekerja di industri kecil emping melinjo dengan sarana kerja hasil rancangan menurun dari 1,823 kkal/menit menjadi 1,540 kkal/menit.
0 0,5 1 1,5 2 2,5 3 kkal / menit 1 3 5 7 9 11 pekerja KE sebelum perbaikan KE setelah perbaikan 40 60 80 100 120 140 160 180 1 2 3 4 5 6 7 8 9 10 11 12 Sebelum perancangan Setelah perancangan Pekerja ke- Produk biji/jam
5. Penghargaan
Penelitian ini didanai melalui Hibah Penelitian Dosen Muda DP2M Dikti tahun 2009. Terimakasih disampaikan kepada responden yang bersedia meluangkan waktunya untuk pengumpulan data pada penelitian ini.
6. Daftar Pustaka
Asih. E.W., 2004, Perancangan Alat Pembuat Gerabah yang Ergonomis, Thesis Magister Teknik dan Manajemen Industri, Institut Teknologi Bandung, Bandung (tidak dipublikasikan).
Coppola, A., 2000, Quality Function Deployment, Start selected topic in assurance related technologies, Vol. 4. No. 1.
Gee, L., 2006, Human Centered Design Guidelines, Herman Miller Inc, Educause, www.educase. Edu, accessed Agust 2nd , 2008.
ISO/TC 159, 1999, Ergonomic : Human centered Design Processes for Interactive Systems, ISO International Organization for Standardization ISO 13407.
Madyana, A.M., 1996, Analisis Perancangan Kerja dan Ergonomi, Jilid 1, Universitas Atmajaya, Yogyakarta.
Mazur, G.H., 1994, QFD for Small Business : A Shortcut the Maze of Matrices, The Sixth Symposium on Quality Function Deployment, Novi Michigan June 1994. Nurmianto, E., 1996, Ergonomi Konsep Dasar dan Aplikasinya, Edisi Pertama, Guna
Widya, Surabaya
Sanders, S., and McCormick, E.J.,1993, Human Factors in Engineering and Design, McGraw-Hill Inc, London
Samsi, B., 1991, Kebijakan Pemerintah dalam Memberikan Perlindungan terhadap Industri Kecil, Lokakarya Nasional Perlindungan dan/atau Proposi bagi Industri Kecil dan Menengah dalam Mendorong Pertumbuhan Ekonomi Nasional, LMFE UNPAD, Bandung
Sutalaksana, I.Z., Tjahraatmaja, J.H., dan Aggawirya, R, 1979, Teknik Tata Cara Kerja, Jurusan Teknik dan Manajemen Industri, Institut Teknologi Bandung, Bandung.
Tsai, C.Y., and Chih,C.L.,2003, Using Fuzzy QFD to Enhance manufacturing Strategic Planning, Journal of the Chinese Institut of Industrial Engineers, Vol. 18. No. 3. pp. 33-41.
Wibawa T, 2006, Perancangan Stasiun Kerja Operator Komputer Ergonomis dengan Pendekatan Quality Function Deployment, Prosiding Seminar Ergonomi 006, Universitas Trisakti, Jakarta
Widnjosoebroto, S., 2003, Ergonomi Studi Gerak dan Waktu, Edisi Pertama, Guna Widya, Surabaya