BAB II
TINJAUAN PUSTAKA
2.1 KOMPOSIT
2.1.1 Pengertian Komposit
Bahan komposit menunjukkan artian bahwa dua atau lebih material digabung pada skala makroskopis untuk membentuk material ketiga yang berbeda. Material-material yang berbeda dapat digabung dalam skala mikroskopis seperti memadukan logam. Bila suatu komposit dirancang dengan baik maka akan memberikan kualitas yang bagus daripada komponen atau konstituen penyusunnya. Beberapa sifat yang dapat dikembangkan dengan membentuk bahan komposit yaitu [1] : kekuatan (strength), kekakuan (stiffness), tahanan korosi (corrosion resistance), tahanan aus (wear resistance), daya pikat (attractiveness), berat, perioda lelah (fatigue life), sifat ketergantungan suhu (temperature-dependent behavior), insulasi termal, konduktivitas termal, dan insulasi akustik (acoustical insulation).
Secara umum, tidak semua sifat-sifat di atas dikembangkan pada waktu yang bersamaan karena dikhawatirkan malah akan mengganggu sifat material itu sendiri misalnya insulasi termal dan konduktivitas termal. Tujuan pembentukan bahan komposit itu sendiri yaitu untuk membentuk suatu bahan baru yang memiliki sifat khusus untuk keperluan tertentu pula.
2.1.2 Klasifikasi Bahan Komposit
Secara garis besar bahan komposit terdiri atas dua macam, yaitu bahan komoposit partikel (particulate composite) dan bahan komposit serat (fiber composite) [9].
2.1.2.1 Bahan Komposit Partikel (Particulate Composite)
Bahan komposit yang bahan penguatnya terdiri dari partikel-partikel disebut bahan komposit partikel (particulate composite). Partikel, secara definisi adalah bukan serat, karena tidak mempunyai ukuran panjang. Bahan komposit partikel pada umumnya lebih lemah dan keliatannya (fracture toughness) lebih rendah dibanding bahan komposit serat panjang. Tetapi dari segi lain, bahan ini sering lebih unggul, seperti ketahanan terhadap aus. Partikel – partikel ini umumnya digunakan sebagai pengisi dan penguat bahan komposit bermatriks keramik (ceramic matrix composite). Bahan komposit keramik dan metal banyak digunakan untuk perkakas potong berkecepatan tinggi (high speed cutting tool), pipa proteksi termokopel dan piranti – piranti lain yang membutuhkan temperatur tinggi dan tahan aus (abrasi).
2.1.2.2 Bahan Komposit Serat (Fiber Composite)
Bahan komposit serat adalah jenis bahan komposit yang umum dikenal, paling banyak dipakai dan dibicarakan. Komposit serat ini juga merupakan jenis komposit yang hanya terdiri dari satu laminat atau satu lapisan yang menggunakan penguat berupa serat/fiber. Fiber yang digunakan bisa berupa glass fibers, carbon fibers, aramid fibers (polyaramid) dan sebagainya. Fiber ini bisa disusun secara acak maupun dengan orientasi tertentu bahkan bisa dengan bentuk yang lebih komplek seperti anyaman. Ada dua hal yang membuat serat dapat menahan gaya dengan efektif, yaitu jika :
a) Perekatan (bonding) antara serat dan matriks sangat baik dan kuat, sehingga serat tidak mudah lepas dari matriks (debonding).
2.1.3 MATRIKS
Matrik dalam struktur komposit dapat berasal dari bahan polimer, logam, maupun keramik [9]. Syarat pokok matrik yang digunakan dalam komposit adalah matrik harus bisa meneruskan beban, sehinga serat harus bisa melekat pada matrik dan kompatibel antara serat dan matrik. Umumnya matrik dipilih yang mempunyai ketahanan panas yang tinggi [10]. Matrik yang digunakan dalam komposit adalah harus mampu meneruskan beban sehingga serat harus bisa melekat pada matrik dan kompatibel antara serat dan matrik artinya tidak ada reaksi yang mengganggu. Bahan komposit matrik mempunyai kegunaan yaitu sebagai berikut [10] :
a) Matrik memegang dan mempertahankan serat pada posisinya.
b) Pada saat pembebanan, merubah bentuk dan mendistribusikan tegangan ke unsur utamanya yaitu serat.
c) Memberikan sifat tertentu, misalnya ductility, toughness dan electrical insulation.
Bahan matrik yang sering digunakan dalam komposit antara lain [10]: a) Polimer.
Polimer merupakan bahan matrik yang paling sering digunakan.
Adapun jenis polimer yaitu: Thermoset, adalah plastik atau resin yang tidak bisa berubah karena panas (tidak bisa di daur ulang). Misalnya : epoxy, polyester, phenotic.
Termoplastik, adalah plastik atau resin yang dapat dilunakkan terus
menerus dengan pemanasan atau dikeraskan dengan pendinginan dan bisa berubah karena panas (bisa didaur ulang). Misalnya : Polyamid, nylon, polysurface, polyether.
b) Keramik.
c) Karet.
Karet adalah polimer bersistem cross linked yang mempunyai kondisi semi kristalin dibawah temperatur kamar.
d) Matrik logam
Matrik cair dialirkan kesekeliling sistem fiber, yang telah diatur dengan perekatan difusi atau pemanasan.
e) Matrik karbon.
Fiber yang direkatkan dengan karbon sehingga terjadi karbonisasi.
Pemilihan matrik harus didasarkan pada kemampuan elongisasi saat patah yang lebih besar dibandingkan dengan filler. Selain itu juga perlunya diperhatikan berat jenis, viskositas, kemampuan membasahi filler, tekanan dan suhu curring, penyusutan dan voids.
Voids (kekosongan) yang terjadi pada matrik sangatlah berbahaya, karena pada bagian tersebut fiber tidak didukung oleh matriks, sedangkan fiber selalu akan mentransfer tegangan ke matriks. Hal seperti ini menjadi penyebab munculnya crack, sehingga komposit akan gagal lebih awal. Kekuatan komposit terkait dengan void adalah berbanding terbalik yaitu semakin banyak void maka komposit semakin rapuh dan apabila sedikit void komposit semakin kuat.
Dalam pembuatan sebuah komposit, matriks berfungsi sebagai pengikat bahan penguat, dan juga sebagai pelindung partikel dari kerusakan oleh faktor lingkungan. Beberapa bahan matriks dapat memberikan sifat-sifat yang diperlukan sebagai keliatan dan ketangguhan. Pada penelitian ini matrik yang digunakan adalah polimer termoset dengan jenis resin polyester.
2.2 SERAT
Serat dikelaskan dalam dua bagian besar yaitu serat alam dan serat buatan. Serat alam yang utama adalah kapas, wol, sutra, sedangkan serat buatan seperti rayon, poliester, akril, atau nilon. Setiap serat buatan (sintetik) terdiri dari rantai polimer, dan kebanyakan merupakan polimer berkristal, sehingga sifat kimianya bergantung kepada struktur rantai polimer tersebut. Serat mempunyai bentuk tipis dan panjang. Dalam molekul rantai serat, orientasi molekul tersusun dalam arah memanjang menurut arah panjang serat. Tegangan tarik, modulus elastik pada arah memanjang (modulus Young) untuk bahan serat adalah relatif tinggi [12].
2.2.1 Ampas Tebu Sebagai Bahan Baku Komposit Partikel
Ampas tebu merupakan limbah berserat dari batang tebu setelah melalui proses penghancuran dan ekstraksi. Ampas tebu, seperti halnya biomassa yang lain, terdiri dari tiga penyusun utama, yaitu selulosa, hemiselulosa, lignin dan sisanya unsur penyusun lainnya. Ampas tebu sebagian besar mengandung ligno-cellulose. Panjang seratnya antara 1,7-2 mm dengan diameter sekitar 20 mikro,
sehingga ampas tebu ini dapat memenuhi persyaratan untuk diolah menjadi papan-papan buatan. Bagas mengandung air 48-52%, gula rata-rata 3,3% dan serat rata-rata 47,7%. Serat bagas tidak dapat larut dalam air dan sebagian besar terdiri dari selulosa, pentosan dan lignin [13].
Adapun struktur pembentuk serat ampas tebu terdiri dari Selulosa, Hemiselulosa, Pentosan dan Lignin yang komposisinya pada Tabel 2.1.
Tabel 2.1 Struktur Pembentuk Ampas Tebu [6]
No. Komponen % Berat Kering
1 Selulosa 26%-43%
2 Hemiselulosa 17-23%
3 Pentosan 20%-33%
4 Lignin 13%-22%
2.3 EPOKSI
Resin epoksi termasuk ke dalam golongan thermosetting, sehingga dalam pencetakan perlu diperhatikan hal-hal sebagai berikut [14] :
1. Mempunyai penyusutan yang kecil pada pengawetan.
2. Dapat diukur dalam temperatur kamar dalam waktu yang optimal.
3. Memiliki viskositas yang rendah disesuaikan dengan material penyangga. 4. Memiliki kelengketan yang baik dengan material penyangga.
Resin epoksi mengandung struktur epoksi atau oxirene. Resin ini berbentuk cairan kental atau hampir padat, yang digunakan untuk material ketika hendak dikeraskan. Resin epoksi jika direaksikan dengan hardener yang akan membentuk polimer crosslink. Hardener untuk sistem curing pada temperatur ruang dengan resin epoksi pada umumnya adalah senyawa poliamid yang terdiri dari dua atau lebih grup amina. Curing time sistem epoksi bergantung pada kereaktifan atom hidrogen dalam senyawa amina [14].
Reaksi curing pada sistem resin epoksi secara eksotermis, berarti dilepaskan sejumlah kalor pada proses curing berlangsung. Laju kecepatan proses curing bergantung pada temperatur ruang. Untuk kenaikan temperatur setiap 10oC, maka laju kecepatan curing akan menjadi dua kali lebih cepat, sedangkan untuk penurunan temperaturnya dengan besar yang sama, maka laju kecepatan curing akan turun menjadi setengah dari laju kecepatan curing sebelumnya. Epoksi memiliki ketahanan korosi yang lebih baik dari pada polyester pada keadaan basah, namun tidak tahan terhadap asam. Epoksi memiliki sifat mekanik, listrik, kestabilan dimensi dan penahan panas yang baik [14].
2.4 ALKALISASI
Alkalisasi pada serat merupakan proses modifikasi permukaan serat dengan cara perendaman serat ke dalam basa alkali. Reaksi berikut menggambarkan proses yang terjadi saat perlakuan alkali pada serat:
Fiber – OH + NaOH Fiber-O-Na+ +H2O
menghasilkan struktur permukaan serat yang lebih baik dan lebih mudah dibasahi oleh resin, sehingga menghasilkan mechanical interlocking yang lebih baik.[15].
2.5PROSES PABRIKASI KOMPOSIT
Material komposit dapat diproduksi dengan berbagai macam metode proses pabrikasi. Metode-metode pabrikasi ini disesuaikan dengan jenis matriks penyusun komposit dan bentuk material komposit yang diinginkan sesuai aplikasi selanjutnya [14] antara lain :
2.5.1 Open Molding Process (Pencetakan Terbuka)
1. Handlay-up Process
Proses ini dilakukan dalam kondisi dingin dan dengan memanfaatkan keterampilan tangan. Serat bahan komposit ditata sedemikian rupa mengikuti bentuk cetakan atau mandril, kemudian dituangkan resin sebagai pengikat antara satu lapisan serat dengan lapisan yang lain. Demikian seterusnya, sehingga sesuai dengan ukuran dan bentuk yang telah ditentukan. Ada dua cara aplikasi resin yaitu [14]:
a. Manual Resin Application, proses pengaplikasian antara resin dan fiber dilakukan secara manual dengan tangan.
b. Mechanical Resin Application, proses pengaplikasian antara resin dan fiber menggunakan bantuan mesin dan berlangsung secara kontinu.
2. Chopped Laminate Process
Proses ini menggunakan alat pemotong fiber yang biasanya serat panjang membentuk serat menjadi lebih pendek [14].
a. Atomized Spray-Up, pada teknik pabrikasinya sistem pada metode ini tidak kontinu, biasanya digunakan untuk membuat material komposit dengan ukuran yang lebih kecil.
komposit yang berdimensi besar mengingat prosesnya yang kontinu.
3. Filament Winding Process
Proses ini melalui metode yang memanfaatkan sistem gulungan benang pada sebuah sumbu putar. Serat komposit dibuat dalam bentuk benang digulung pada sebuah mandril yang dibentuk sesuai dengan bentuk rancangan benda teknik, misalnya berbentuk tabung, kemudian resin yang berfungsi sebagai matriks dituangkan bersamaan dengan proses penggulungan serat tersebut, sehingga keduanya merekat dan saling mengikat antara satu lapisan gulungan dengan gulungan berikutnya, sampai membentuk benda teknik yang direncanakan [14].
2.5.2 Close Molding Process (Pencetakan Tertutup)
1. Compression molding
Metode ini menggunakan cetakan yang ditekan pada tekanan tinggi sampai mencapai 1000 Psi. Di awali dengan mengalirkan resin dan reinforcement dengan viskositas yang tinggi ke dalam cetakan dengan suhu 330 – 400oF, kemudian mold ditutup dan penekanan terhadap material komposit tersebut, sehingga terjadi perubahan kimia yang menyebabkan mengerasnya material komposit secara permanen mengikuti bentuk cetakan [14].
2. Pultrusion
akan mengaktifkan sistem curing sehingga akan mengubah fasa resin menjadi padat [14].
3. Resin Transfer Molding (RTM)
Pada proses ini resin ditransfer atau diinjeksikan ke dalam suatu tempat yang berisi fiberglass reinforcement. Metode ini termasuk closed mold process dimana reinforcement diletakkan di antara dua permukaan cetakan yang terdiri dari dua bagian yang satu disebut bagian female dan yang lainnya disebut male. Pasangan cetakan tersebut lalu ditutup, diberi klem, lalu resin termoset berviskositas rendah diinjeksikan pada tekanan 50 - 100 psi ke dalam lubang cetakan melalui port injeksi. Resin diinjeksikan sampai memenuhi seluruh rongga cetakan hingga meresap dan membasahi seluruh material reinforcement [14].
4. Vacuum Bag Molding
Metode ini merupakan pengembangan metode close mold yang bertujuan untuk meningkatkan sifat mekanik dengan cara meminimalisasi jumlah udara yang terperangkap dalam proses pembuatannya. Selain itu dengan berkurangnya tekanan di dalam vacuum bag molding maka tekanan udara atmosferik dari luar akan digunakan sebagai gaya untuk menghilangkan kelebihan resin yang ada dalam laminasi sehingga menghasilkan kandungan fiber reinforcement yang tinggi. Bentuk cetakan yang digunakan disesuaikan dengan bentuk produk yang ingin dibuat [14]. 5. Wet Lay-Up
Metode ini reinforcement digabungkan dengan menggunakan tangan seperti metode hand lay-up untuk kemudian ditaruh ke dalam cetakan vacuum bag untuk mempercepat proses laminasi dan menghilangkan udara yang terperangkap yang dapat menimbulkan adanya void dalam produk komposit yang dicetak [14].
6. Prepreg
bag-autoclave banyak dimanfaatkan untuk pembuatan peralatan pesawat dibandingkan tekanan atmosferik udara. Setelah cetakan dipenuhi resin kemudian dilapisi dengan fiber reinforcement dapat menggunakan tangan yang disebut dengan istilah lay-up dry, kemudian resin diinfusikan kembali ke dalam cetakan untuk menyempurnakan sistem laminasi komposit sehingga tidak terdapat ruang untuk kelebihan resin. Rasio resin yang sangat tinggi terhadap fiber glass yang digunakan memungkinkan penggunaan metode vacuum Infusion yang menghasilkan sifat mekanik sistem laminasi yang sangat baik. Vacuum InfusionProcessing dapat digunakan untuk pencetakan dengan struktur yang besar dan tidak dianjurkan untuk proses dengan volume yang rendah [14].
Pada penelitian ini, penulis menggunakan metode Open Molding Process dengan metode Handlay-up Process. Metode ini digunakan karena komposit yang akan dicetak memerlukan keterampilan tangan untuk mencetaknya sesuai dengan bentuk cetakan dari masing-masing uji yang akan dilakukan.
2.6PENGUJIAN KOMPOSIT
2.6.1 Pengujian Kekuatan Tarik (Tensile Strength) ASTM D 638
Uji tarik adalah salah satu uji stress-strain mekanik yang bertujuan mengetahui kekuatan bahan terhadap gaya tarik. Dengan melakukan uji tarik kita mengetahui bagaimana bahan tersebut bereaksi terhadap tenaga tarikan dan mengetahui sejauh mana material bertambah panjang. Bila kita terus menarik suatu bahan sampai putus, kita akan mendapatkan profil tarikan yang lengkap berupa kurva. Kurva ini menunjukkan hubungan antara gaya tarikan dengan perubahan panjang.
profil tarikan yang lengkap berupa kurva. Kurva ini menunjukkan hubungan antara gaya tarikan dengan perubahan panjang.
Gambar 2.1 Uji Tarik ASTM D 638 [16]
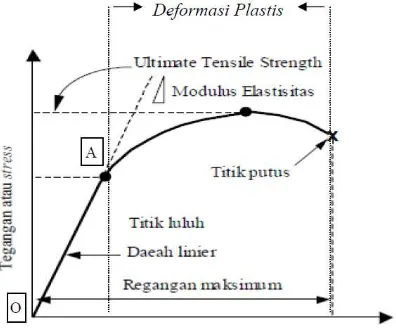
Adapun yang menjadi perhatian dalam gambar tersebut adalah kemampuan maksimum bahan dalam menahan beban. Kemampuan ini umumnya disebut Ultimate Tensile Strength disingkat dengan UTS. Untuk semua bahan, pada tahap sangat awal uji tarik, hubungan antara beban atau gaya yang diberikan berbanding lurus dengan perubahan panjang bahan tersebut. Ini disebut daerah linier atau linear zone. Di daerah ini, kurva pertambahan panjang vs beban mengikuti aturan Hooke, yaitu rasio tegangan (stress) dan regangan (strain) adalah konstan [16].
Pengujian dilakukan sampai sampel uji patah, maka pada saat yang sama diamati pertambahan panjang yang dialami sampel uji. Kekuatan tarik atau tekan diukur dari besarnya beban maksimum (Fmaks) yang digunakan untuk memutuskan/mematahkan spesimen bahan dengan luas awal A0. Hasil pengujian adalah grafik beban versus perpanjangan (elongasi) [16].
Enginering Stess (σ) :
ζ =
(2.1)
dimana :
Fmaks = Beban yang diberikan terhadap penampangspesimen (N)
A0 = Luas penampang awal spesimen sebelum diberikan pembebanan (m2)
ζ = Enginering Stress (Nm-2)
ε =
(2.2)dimana :
ε = Enginering Strain
l0 = Panjang mula-mula spesimen sebelum pembebanan
Δl = Pertambahan panjang
Hubungan antara stress dan strain dirumuskan:
E =
(2.3)
dimana :
E = Modulus Elastisitas atau Modulus Young(Nm-2)
ζ = Enginering Stress (Nm-2)
ε = Enginering Strain
Dari gambar kurva hubungan antara gaya tarikan dan pertambahan panjang kita dapat membuat hubungan antara tegangan dan regangan (stress vs strain). Selanjutnya kita dapat gambarkan kurva standar hasil eksperimen uji tarik [16].
Gambar 2.2 Kurva Tegangan dan Regangan Hasil Uji Tarik
2.6.2 Pengujian Kekuatan Lentur (Bending Strength) ASTM D 790
secara perlahan-lahan sampai spesimen mencapai titik lelah. Pada perlakuan uji bending bagian atas spesimen mengalami proses penekanan dan bagian bawah mengalami proses tarik sehingga akibatnya spesimen mengalami patah bagian bawah karena tidak mampu menahan tegangan tarik. Dimensi balok dapat kita lihat pada gambar berikut ini [11]:
Gambar 2.3 Penampang Uji Bengkok [11]
Momen bending yang terjadi pada komposit dapat dihitung dengan persamaan :
M = x (2.4)
Menentukan kekuatan bending menggunakan persamaan [11] :
ζ
b=
(2.5)
Sedangkan untuk menentukan modulus elastisitas bending menggunakan rumus sebagai berikut [11] :
Eb =
(2.6)
dimana:
M = momen bending
ζ b = kekuatan bending (MPa) P = beban yang diberikan(N) L = jarak antara titik tumpuan (mm) b = lebar spesimen (mm)
d = tebal spesimen (mm)
δ = defleksi (mm)
Eb = modulus elastisitas (MPa)
Sedangkan kekakuan dapat dicari dengan persamaan [11] :
(2.8)
dimana :
D : kekakuan (N/mm2)
E : modulus elastisitas (N/mm2) I : momen inersia (mm4)
b : lebar (mm) d : tinggi (mm)
2.6.3 Pengujian Kekuatan Bentur (Impact Strength) ASTM D 4812-11
Pengujian impak dilakukan untuk mengetahui karakteristik patah dari bahan.Pengujian ini biasanya mengikuti dua metode yaitu metode Charpy dan Izod yang dapat digunakan untuk mengukur kekuatan impak, yang kadang juga disebut seabgai ketangguhan ketok (notch toughness).Untuk metode Charpy dan Izod, spesimen berupa dalam bentuk persegi dimana terdapat bentuk V-notch (Gambar 2.4).
Gambar 2.4 Spesimen V-Notch Metoda Charpy dan Izod [17]
mencapai ketinggian maksimum h’ yang lebih rendah dari h. Energi yang diserap dihitung dari perbedaan h’ dan h (mgh –mgh’), adalah ukuran dari energi impact. Posisi simpangan lengan pendulum terhadap garis vertikal sebelum dibenturkan
adalah α dan posisi lengan pendulum terhadap garis vertikal setelah membentur spesimen adalah β. Dengan mengetahui besarnya energi potensial yang diserap
oleh material maka kekuatan impact benda uji dapat dihitung (ASTM D256). Es = energi awal – energi yang tersisa
= m.g.h –m.g.h’ (2.9)
= m.g(R –Rcos α) – m.g(R – Rcos β) (2.10)
Es = m.g.R(cos β –cos α), (2.11)
dimana :
Esrp : energi serap (J)
m : berat pendulum (kg) = 20 kg
g : percepatan gravitasi (m/s2) = 10 m/s2 R : panjang lengan (m) = 0,8 m
α : sudut pendulum sebelum diayunkan = 30o
β : sudut ayunan pendulum setelah mematahkan spesimen Harga impact dapat dihitung dengan :
(2.12)
dimana :
HI : Harga Impact (J/mm2) Esrp : energi serap (J)
Gambar 2.5 Peralatan Uji Bentur [17] Keretakan akibat uji benturada tiga bentuk [11], yaitu : 1. Patahan getas
Permukaan patahan terlihat rata dan mengkilap, kalaupotongan-potongannya kita sambungkan lagi, ternyatakeretakannya tidak disertai dengan deformasinya bahan.Patahan jenis ini mempunyai harga impactyang rendah.
2. Patahan liat
Permukaan patahan ini tidak rata, nampak seperti buram danberserat, tipe ini mempunyai harga impactyang tinggi.
3. Patahan campuran
Patahan yang terjadi merupakan campuran dari patahangetas dan patahan liat. Patahan ini paling banyak terjadi.
Semakin besar posisi sudut β akan semakin getas, demikian sebaliknya.
2.6.4Analisa Penyerapan Air (Water Adsorption) ASTM D 570
Penyerapan air (water absorption) dalam komposit merupakan kemampuan komposit dalam menyerap uap air dalam waktu tertentu. Penyerapan air pada komposit merupakan salah satu masalah terutama dalam penggunaan komposit di luar ruangan. Semua komposit polimer akan menyerap air jika berada di udara lembab atau ketika polimer tersebut dicelupkan di dalam air. Penyerapan air pada komposit berpenguat serat alami memiliki beberapa pengaruh yang merugikan dalam sifatnya dan mempengaruhi kemampuannya dalam jangka waktu yang lama juga penurunan secara perlahan dari ikatan interface komposit serta menurunkan sifat mekanis komposit seperti kekuatan tariknya. Penurunan ikatan antarmuka komposit menyebabkan penurunan sifat mekanis komposit tersebut. Karena itu, pengaruh dari penyerapan air sangat vital untuk penggunaan komposit berpenguat serat alami di lingkungan terbuka [18].
2.6.5 Karakteristik Fourier Transform Infra Red (FT-IR)
Spektrofotometer infra merah terutama ditujukan untuk senyawa organik yaitu menentukan gugus fungsional yang dimiliki senyawa tersebut. Pola pada daerah sidikjadi sangat berbeda satu dengan yang lain, karenanya hal ini dapat digunakan untuk mengidentifikasi senyawa tersebut. Penetapan secara kualitatif dapat dilakukan dengan membandingkan tinggi peak (transmitansi) pada panjang gelombang tertentu yang dihasilkan oleh zat yang diuji dan zat yang standar. Dalam ilmu material analisa ini digunakan untuk mengetahui ada tidaknya reaksi atau interaksi antara bahan-bahan yang dicampurkan. Selain itu, nilai intensitas gugus yang terdeteksi dapat menentukan jumlah bahan yang bereaksi atau yang terkandung dalam suatu campuran [19].
2.6.6 Analisa Scanning Electron Microscopy (SEM)
berukuran kecil, yaitu 5 mm x 5 mm untuk luas permukaan dan sampel dalam keadaan kering. Untuk sampel yang tidak bersifat konduktif, sampel harus dilapisi terlebih dahulu dengan bahan yang bersifat konduktif. Ion sputtering, alat yang digunakan untuk melapisi sampel ini tersedia juga di Laboratorium Uji Polimer (LUP). Bahan pelapisnya adalah emas (Au) [16].
2.7 APLIKASI KOMPOSIT EPOKSI
Penggunaan serat alam (organik) seperti serat ampas tebu memiliki potensi untuk digunakan sebagai pengganti fiberglass ataupun pengisi lainnya pada material komposit diperkuat serat (Abrao,2006). Potensi serat alam ini didukung oleh beberapa keunggulan serat organik, antara lain : densitas yang rendah, ramah lingkungan, ketersediaan yang melimpah, ketangguhan yang tinggi, proses penyiapan yang relatif mudah, harga bahan baku yang relatif murah, dan mengurangi konsumsi energi pabrikasi. Dari Tabel 2.4 dapat dilihat bahwa beberapa serat alam seperti kayu dan flax memiliki harga yang jauh lebih murah dibandingkan serat gelas [35].
Tabel 2.2 Perbandingan Harga antara Serat Alam dan Serat Sintetik [35]
Serat
Harga Spesifik Graviti Harga
$/m3 kg/m3 $/kg
Gambar 2.6 Jenis Mobil Sports Yang Menggunakan Komponen Leaf Spring Dari Komposit Epoksi.
Penggunaan lain dari komposit serat alam tidak hanya sebatas pada industri automotif tetapi juga pada aplikasi lain seperti yang ditunjukkan pada Gambar 2.7.
Gambar 2.7 Aplikasi Lain Penggunaan Komposit Serat Alam
2.8 ANALISIS BIAYA
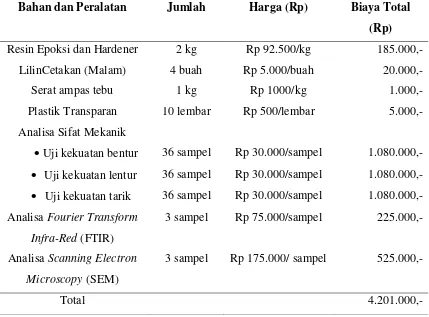
Tabel 2.3 Rincian Biaya Pembuatan Komposit Epoksi Berpengisi Ampas Tebu
Bahan dan Peralatan Jumlah Harga (Rp) Biaya Total
(Rp)
Resin Epoksi dan Hardener 2 kg Rp 92.500/kg 185.000,- LilinCetakan (Malam) 4 buah Rp 5.000/buah 20.000,-
Serat ampas tebu 1 kg Rp 1000/kg 1.000,-
Plastik Transparan 10 lembar Rp 500/lembar 5.000,- Analisa Sifat Mekanik
Uji kekuatan bentur 36 sampel Rp 30.000/sampel 1.080.000,-
Uji kekuatan lentur 36 sampel Rp 30.000/sampel 1.080.000,-
Uji kekuatan tarik 36 sampel Rp 30.000/sampel 1.080.000,-
Analisa Fourier Transform Infra-Red (FTIR)
3 sampel Rp 75.000/sampel 225.000,-
Analisa Scanning Electron Microscopy (SEM)
3 sampel Rp 175.000/ sampel 525.000,-
Total 4.201.000,-
Produk yang dihasilkan nantinnya akan memiliki sifat ketahanan termal yang tinggi oleh karena itu maka sasaran produk yang ingin dihasilkan dapat berupa produk barang pecah belah yang memiliki ketahanan termal tinggi.
Diasumsikan bahwa pembuatan produk menggunakan basis 1 set epoksi (2kg epoksi+hardener) dengan rasio epoksi dan serat ampas tebu 70:30, maka perkiraan produk yang dapat dibuat sekitar 10 buah pelat.
Tabel 2.4 Perkiraan Rincian Biaya Pembuatan Produk
Bahan dan Peralatan Jumlah yang
diperlukan
Biaya Total (Rp)
Resin Epoksi dan Hardener 2 kg 185.000,-
Ampas tebu 100 g 100,-
Biaya Tambahan - 18510,-
![Tabel 2.1 Struktur Pembentuk Ampas Tebu [6]](https://thumb-ap.123doks.com/thumbv2/123dok/3898856.1856326/5.595.133.493.560.661/tabel-struktur-pembentuk-ampas-tebu.webp)
![Gambar 2.1 Uji Tarik ASTM D 638 [16]](https://thumb-ap.123doks.com/thumbv2/123dok/3898856.1856326/11.595.148.464.131.255/gambar-uji-tarik-astm-d.webp)
![Gambar 2.3 Penampang Uji Bengkok [11]](https://thumb-ap.123doks.com/thumbv2/123dok/3898856.1856326/13.595.159.471.186.288/gambar-penampang-uji-bengkok.webp)
![Gambar 2.4 Spesimen V-Notch Metoda Charpy dan Izod [17]](https://thumb-ap.123doks.com/thumbv2/123dok/3898856.1856326/14.595.161.465.424.572/gambar-spesimen-v-notch-metoda-charpy-dan-izod.webp)
![Gambar 2.5 Peralatan Uji Bentur [17]](https://thumb-ap.123doks.com/thumbv2/123dok/3898856.1856326/16.595.193.444.109.336/gambar-peralatan-uji-bentur.webp)
![Tabel 2.2 Perbandingan Harga antara Serat Alam dan Serat Sintetik [35]](https://thumb-ap.123doks.com/thumbv2/123dok/3898856.1856326/18.595.135.518.438.565/tabel-perbandingan-harga-serat-alam-serat-sintetik.webp)