Analisa Pengaruh Variasi Derajat Kampuh Terhadap Distorsi
Yang Dihasilkan Pada Posisi Pengelasan 3G SMAW
Sambungan Butt-Joint
Heri Aditia Siregar*, Sapto Wiratno S., S.T., M.T. Budi Baharudin S.T., M.T.
Batam Polytechnics
Mechanical Engineering study Program
Batam Center, Jl. Ahmad Yani, Batam, Kepulauan Riau 29461
E-mail: [email protected]
Abstrak
Perkembangan teknologi saat ini di bidang konstruksi tidak lepas dari proses pengelasan. Pengelasan merupakan penyambungan dua buah logam dengan proses panas pada daerah yang akan disambung. Proses pengelasan yang sering digunakan adalah proses pengelasan Shielding Metal Arc Welding (SMAW). Dalam proses pengelasan perlu diperhatikan parameter pengelasan mulai dari persiapan material hingga saat proses pengelasan, karena hal tersebut akan menentukan hasil dari pengelasan apakah terjadi defect atau tidak. Dalam proses pengelasan defect yang paling sering terjadi yaitu distorsi. Distorsi adalah defect dimana dua buah logam yang disambung mengalami pembengkokan. Hal ini sering ditemukan pada praktek dunia kerja maupun pada edukasi praktikum pengelasan. Maka dilakukanlah penelitian pengelasan 3G SMAW sambungan butt-joint menggunakan plat baja lunak dengan tebal 12 mm dan memberi variasi derajat kampuh 30º, 37º, dan 45º untuk melihat nilai distorsi yang dihasilkan. Tujuan dari penelitian ini yaitu untuk mengetahui sudut kampuh yang mempunyai nilai distorsi terendah dan tertinggi pada pengelasan 3G SMAW sambungan butt-joint. Kesimpulan yang dapat diambil dari penelitian tugas akhir mengenai nilai distorsi pada pengelasan SMAW posisi pengelasan 3G sambungan butt joint maka, urutan nilai distorsi dari yang terkecil dan terbesar yaitu sudut alur 300 dengan nilai distorsi 80, sudut alur 370 dengan nilai
distorsi 100, dan sudut alur 450 dengan nilai distorsi 120. Hasil distrosi yang berbeda dipengaruhi dari jumlah
consumable atau bahan tambah yang diterima material, semakin besar sudut kampuh maka semakin besar bahan tambah yang diterima material sehingga menimbulkan gaya tarik yang lebih besar.
Kata kunci: derajat kampuh, distorsi, defect, las 3g smaw, butt-joint
Abstract
Current technological developments in the field of construction can not be separated from the welding process. Welding is connecting two pieces of metal with the heat on the area to be spliced. The welding process is often used is the process of welding Shielding Metal Arc Welding (SMAW). Noteworthy in the welding process of welding parameters ranging from material preparation to the welding process, because it will determine whether the results of the welding defect occurs or not. In the process of welding defect is the most frequent distortion. Distortion is a defect in which the two metals to be joined experiencing bending. It is often found in practice workplace or in education practicum welding. We perform the research of 3G SMAW welding of butt-joint connections using mild steel plate with 12 mm thick and gives variation degrees seam 30º, 37º, and 45º to see the value of distortion generated. The purpose of this study is to determine the angle seam that has the lowest distortion and highest value on 3G SMAW welding butt-joint connection. The conclusion that can be drawn from the thesis of the value of the distortion in welding SMAW welding position 3G connection butt joint then, the order value of the distortion of the smallest and the biggest that the corner groove 300 with a value of distortion 80, the corner groove 370 with a value
of distortion 100, and the angle of the groove 450 with a value of 120. the results of distortion distortion different from
the amount of consumable affected or the added material on the material, the greater the seam angle, the greater the added material on the material, causing a greater tensile force.
1
Pendahuluan
Pengelasan merupakan suatu proses penyambungan logam dimana dua logam menjadi satu akibat proses panas dengan atau tanpa tekanan. Untuk saat ini proses pengelasan dipergunakan secara luas dalam bidang kerja offshore, onshore dan konstruksi ringan maupun berat dan juga edukasi / pendidikan [1].
Salah satu jenis pengelasan yang sering digunakan yaitu proses dengan proses pengelasan SMAW
(Shielding Metal Arc Welding). Proses pengelasan ini
sering digunakan karena biaya yang murah dan penggunaannya yang fleksibel. Gambar dibawah ini memperlihatkan rangkaian dari proses pengelasan SMAW dalam gambar 1.
Gambar 1.Konfigurasi dan rangkaian listrik dasar proses pengelasan busur [2]
Nyala busur listrik terjadi karena adanya pelepasan muatan listrik melewati celah pada rangkaian, dan panas yang dihasilkan akan menyebabkan gas pada celah tersebut mengalami ionisasi (disebut plasma). Proses terjadinya busur terjadi karena adanya kontak antara elektoda dengan benda kerja dan secara cepat dipisihahkan dalam jarak yang pendek diantara keduanya. Energi listrik dari busur dapat menghasilkan panas dengan sugu 10.000ºF (5500ºC) atau lebih, cukup panas untuk melebur logam. Komposisi dari genangan logam cair terdiri atas logam dasar dan logam pengisi yg terbentuk tepat diujung elektroda. Logam pengisi ditambahkan selama operasi untuk menambah volume dan kekuatan sambungan las-an [2].
Pada pengelasan terdapat polaritas, dimana polaritas mempengaruhi kedalaman penetrasi lasan. Polaritas terbagi 2 macam yaitu polaritas lurus dan polaritas Balik. Polaritas lurus adalah DCSP (Direct Current
Straight Polarity) atau biasa disebut dengan DCEN (Direct Current Electrode Negatif) yang dimana
elektroda dihubungkan pada posisi negatif (-) dan benda kerja dihubungkan pada posisi positif (+) dari mesin las. Arus bergerak dari elektroda ke benda kerja sehingga 2/3 panas yang dihasilkan dilepaskan ke benda kerja dan 1/3 panas dilepaskan di elektroda. Konsentrasi panas dari logam dasar menghasilkan
lasan penetrasi dalam [3].
Polaritas Balik adalah DCRP (Direct Current Received
Polarity) atau biasa disebut dengan DCEP (Direct Current Electrode Positif) yang dimana elektroda
dihubungkan pada posisi positif (+) dan benda kerja dihubungkan pada posisi negatif (-) dari mesin las. Arus bergerak dari benda kerja ke elektroda sehingga 2/3 panas yang dihasilkan dilepaskan pada elektroda dan 1/3 panas dilepaskan pada benda kerja. Konsentrasi panas dari logam dasar menghasilkan lasan penetrasi dangkal [3].
Perbedaan temperature yang besar di daerah logam cair menimbulkan distribusi temperature yang tidak
uniform, menyebabkan terjadinya pencairan, pembekuan pengembangan dan penyusutan termal didaerah sambungan dan sekitarnya pada suatu konstruksi las sehingga menyebabkan terjadinya distorsi pada penampang melintang logam las.
Gambar 2. Distorsi pengelasan SMAW [2].
Selain itu faktor lain yang mempengaruhi las adalah prosedur pengelasan. Faktor tersebut meliputi jadwal pembuatan, proses pembuatan, alat dan bahan yang diperlukan, urutan pelaksanaan, persiapan pengelasan, jenis proses las, pemilihan elektroda, dan jenis kampuh [2].
Dalam pengelasan terdapat berbagai macam cacat las (defect), salah satunya yaitu distorsi. Distorsi merupakan cacat las yang terjadi akibat kontraksi logam las selama pengelasan yang mendorong atau menarik benda kerja untuk bergerak [4].
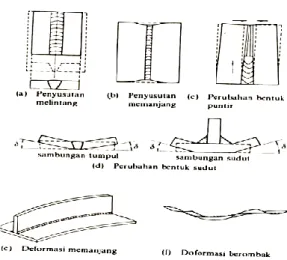
Distorsi yang terjadi pada hasil lasan biasanya berupa bentuk yang sangat rumit. Sama halnya dengan sambungan fillet (sambungan T) dan butt-joint (tumpul). Terdapat enam jenis distrosi pada lasan, berbagai bentuk distorsi tersebut dibedakan atas [2] : a. Penyusutan melintang (transverse shrinkage) yang
muncul tegak lurus terhadap garis lurus.
b. Penyusutan memanjang (longitudinal shrinkage) yang muncul parallel terhadap garis las.
c. Perubahan bentuk sudut. d. Deformasi memanjang. e. Deformasi berombak.
Gambar 3. Ragam bentuk distorsi [2]
Tujuan dari penelitian ini yaitu untuk mengetahui sudut kampuh yang mempunyai nilai distorsi terendah dan tertinggi pada pengelasan 3G SMAW sambungan
butt-joint.
2
Metodologi
Persiapan awal pada penelitian ini yaitu persiapan alat dan bahan peneltian. Pada persiapan awal yaitu persiapan alat 1 set lengkap peralatan mesin las SMAW
merk Lincoln type DC 600. Persiapan yang kedua yaitu
persiapan bahan material lasan plat baja lunak atau mild steel. Selanjutnya yaitu proses gerinda sebagai proses finishing material serta membuat root face dengan tebal 2mm. Selanjutnya pada proses pengelasan digunakan 3 tipe elektroda yaitu elektroda
merk Kobelco yaitu E7016 LB52 U ø 2,6 mm , E7016
LB52 ø 3,2mm, dan E7016 LB52 ø 2,6mm.
Pada proses pengelasan digunakan 2 tipe polaritas yaitu DCEN dan DCEP. DCEN digunakan pada proses pengelasan las root, dan DCEP digunakan pada proses las hotpass, filler, hingga capping. Posisi pengelasan yaitu posisi vertikal 3G plate dengan urutan pengelasan dimulai dari root, hotpass, filler, dan terakhir capping. Arus yang digunakan untuk root 65-75A , hotpass 80-90A, filler 90-110A, dan ampere capping 80-100A. Setelah semua proses las telah selesai dilakukan selanjutnya yaitu proses finishing material yaitu dengan mengunakan gerinda, pahat dan palu untuk membersihkan terak dan spatter lasan pada logam induk. Selanjutnya proses terakhir yaitu pengukuran nilai distorsi yang terjadi pada material uji dengan menggunakan busur derajat atau bevel protactor sebagai alat untuk mengetahui nilai distorsi secara aktual benda. Berikut contoh gambar susunan pengelasan pada gambar 4. dibawah ini :
Gambar 4. Skema urutan proses pengelasan
3
Analisa dan Pembahasan
Penelitian ini dilaksanakan di lab pengelasan Politeknik Negeri Batam. Proses pengambilan data dilakukan metode pengelasan dengan menggunakan mesin las SMAW merk Lincoln Electric. Pada tahap penelitian sebelum proses pengelasan benda kerja harus mempunya ukuran bevel yang sudah ditetapkan yaitu ukuran 30º, 37º, dan 45º. Selanjutnya proses pengelasan dilakukan dan pengambilan data yang dilakukan yaitu berupa pengisian parameter pengelasan yang didapat selama proses penelitan. 1. Material dengan sudut kampuh 30º
Gambar 5. Sampel uji 1 dengan sudut kampuh 300 Gambar diatas merupakan sketsa benda kerja dari sampel benda uji 1 dengan sudut kampuh 30º. Proses pemberian sudut kampuh material yaitu dengan proses pemotongan dengan cutting torch semi auto dengan pengaturan sudut potong sesuai dengan variasi yang ditetapkan yaitu sudut kampuh 30º.
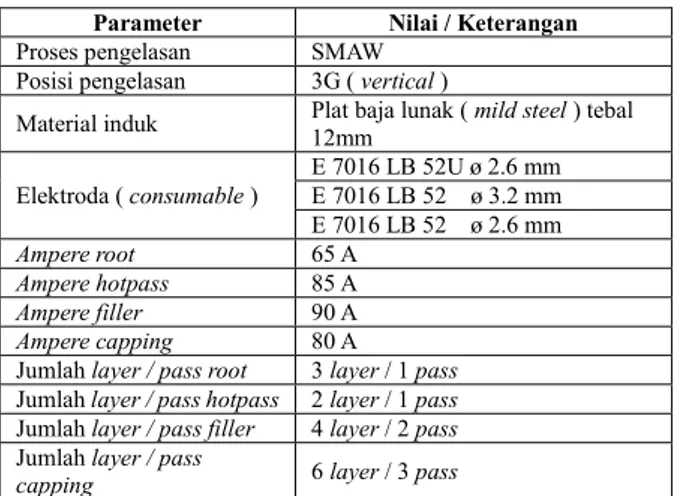
Proses selanjutnya yaitu proses pengambilan data selama proses pengelasan. Data yang didapat berupa parameter pengelasan dan jumlah layer dari masing-masing urutan pengelasan yang. Berikut data yang didapat pada sampel benda uji 1 :
Tabel 1. Parameter yang digunakan dalam proses pengerjaan sampel uji 1
Parameter Nilai / Keterangan
Proses pengelasan SMAW
Posisi pengelasan 3G ( vertical )
Material induk Plat baja lunak ( mild steel ) tebal 12mm
Elektroda ( consumable ) E 7016 LB 52U ø 2.6 mm E 7016 LB 52 ø 3.2 mm E 7016 LB 52 ø 2.6 mm Ampere root 65 A Ampere hotpass 85 A Ampere filler 90 A Ampere capping 80 A
Jumlah layer / pass root 3 layer / 1 pass
Jumlah layer / pass hotpass 2 layer / 1 pass
Jumlah layer / pass filler 2 layer / 1 pass
2. Material dengan sudut kampuh 37º
Gambar 6. Sample uji 2 dengan sudut kamopuh 370 Gambar diatas merupakan sketsa benda kerja dari sampel benda uji 1 dengan sudut kampuh 37º. Proses pemberian sudut kampuh material yaitu dengan proses pemotongan dengan cutting torch semi auto dengan pengaturan sudut potong sesuai dengan variasi yang ditetapkan yaitu sudut kampuh 37º.
Proses selanjutnya yaitu proses pengambilan data selama proses pengelasan. Data yang didapat berupa parameter pengelasan dan jumlah layer dari masing-masing urutan pengelasan yang. Berikut data yang didapat pada sampel benda uji 2 :
Tabel 2. Parameter yang digunakan dalam proses pengerjaan sampel uji 2
Parameter Nilai / Keterangan
Proses pengelasan SMAW
Posisi pengelasan 3G ( vertical )
Material induk Plat baja lunak ( mild steel ) tebal 12mm
Elektroda ( consumable ) E 7016 LB 52U ø 2.6 mm E 7016 LB 52 ø 3.2 mm E 7016 LB 52 ø 2.6 mm Ampere root 65 A Ampere hotpass 85 A Ampere filler 90 A Ampere capping 80 A
Jumlah layer / pass root 3 layer / 1 pass
Jumlah layer / pass hotpass 2 layer / 1 pass
Jumlah layer / pass filler 4 layer / 2 pass
Jumlah layer / pass
capping 6 layer / 3 pass
3. Material dengan sudut kampuh 45º
Gambar 7. Sampel uji 3 dengan sudut kampuh 45º
Gambar diatas merupakan sketsa benda kerja dari sampel benda uji 1 dengan sudut kampuh 30º. Proses pemberian sudut kampuh material yaitu dengan proses pemotongan dengan cutting torch semi auto dengan pengaturan sudut potong sesuai dengan variasi yang ditetapkan yaitu sudut kampuh 45º.
Proses selanjutnya yaitu proses pengambilan data selama proses pengelasan. Data yang didapat berupa parameter pengelasan dan jumlah layer dari masing-masing urutan pengelasan yang. Berikut data yang didapat pada sampel benda uji 3 :
Tabel 3. Parameter yang digunakan dalam proses pengerjaan sampel uji 3
Parameter Nilai / Keterangan
Proses pengelasan SMAW
Posisi pengelasan 3G ( vertical )
Material induk Plat baja lunak ( mild steel ) tebal 12mm
Elektroda ( consumable ) E 7016 LB 52U ø 2.6 mm E 7016 LB 52 ø 3.2 mm E 7016 LB 52 ø 2.6 mm Ampere root 65 A Ampere hotpass 85 A Ampere filler 90 A Ampere capping 80 A
Jumlah layer / pass root 3 layer / 1 pass
Jumlah layer / pass hotpass 2 layer / 1 pass
Jumlah layer / pass filler 6 layer / 3 pass
Jumlah layer / pass capping 10 layer / 5 pass
Setelah penjabaran mengenai parameter yang dilakukakan selama proses pengambilan data diatas maka, diketahuilah hasil akhir dari penelitian ini yang berupa data aktual gambar mengenai nilai distorsi yang terjadi dari masing-masing sampel benda :
1. Sampel uji 1 dengan sudut alur 300
Gambar 8. Hasil pengukuran sampel uji 1
Pada gambar diatas bisa dilihat proses pengambilan data ukur menggunakan bevel protactor. Pengukuran dilakukan pada bagian belakang benda kerja tepat diujung lasan root. Sebelum pengukuran dilakukan, bagian benda kerja yang diukur dilakukan proses gerinda sebelumnya, hal tersebut dilakukan untuk menghilangkan kaki lasan atau root agar permukaan yang diukur rata dan mempermudah proses pengukuran. Selain itu pada pengambilan data nilai distorsi ini dilakukan pengukuran sebanyak 3 kali. Hal ini dilakukan agar data ukur yang diperoleh lebih akurat.
Tabel 4. Pengukuran sampel benda uji 1 No. Pengukuran Nilai Distorsi ( 0 )
1 Pengukuran 1 7,8
2 Pengukuran 2 8
3 Pengukuran 3 8,1
Nilai distorsi 8º tersebut didapat dari 3 kali percobaan pengukuran, dan mengambil nilai rata-rata dari 3 kali percobaan pengukuran tersebut.
2. Sampel uji 2 dengan sudut alur 37º
Gambar 9. Hasil pengukuran sampel uji 2
Pada gambar diatas bisa dilihat proses pengambilan data ukur menggunakan bevel protactor. Pengukuran dilakukan pada bagian belakang benda kerja tepat diujung lasan root. Sebelum pengukuran dilakukan, bagian benda kerja yang diukur dilakukan proses gerinda sebelumnya, hal tersebut dilakukan untuk menghilangkan kaki lasan atau root agar permukaan yang diukur rata dan mempermudah proses pengukuran. Selain itu pada pengambilan data nilai distorsi ini dilakukan pengukuran sebanyak 3 kali. Hal ini dilakukan agar data ukur yang diperoleh lebih akurat.
Tabel 5. Pengukuran sampel benda uji 2 No. Pengukuran Nilai Distorsi ( 0 )
1 Pengukuran 1 9,9
2 Pengukuran 2 10,1
3 Pengukuran 3 10,2
Nilai distorsi 100 tersebut didapat dari 3 kali percobaan
pengukuran, dan mengambil nilai rata-rata dari 3 kali percobaan pengukuran tersebut.
3. Sampel uji 3 dengan sudut alur 450
Gambar 10. Hasil pengukuran sampel uji 3
Pada gambar diatas bisa dilihat proses pengambilan data ukur menggunakan bevel protactor. Pengukuran dilakukan pada bagian belakang benda kerja tepat diujung lasan root. Sebelum pengukuran dilakukan, bagian benda kerja yang diukur dilakukan proses gerinda sebelumnya, hal tersebut dilakukan untuk menghilangkan kaki lasan atau root agar permukaan yang diukur rata dan mempermudah proses pengukuran. Selain itu pada pengambilan data nilai distorsi ini dilakukan pengukuran sebanyak 3 kali. Hal ini dilakukan agar data ukur yang diperoleh lebih akurat.
Tabel 6. Pengukuran sampel benda uji 3 No. Pengukuran Nilai Distorsi ( 0 )
1 Pengukuran 1 11,9
2 Pengukuran 2 12
3 Pengukuran 3 12
Nilai distorsi 12º tersebut didapat dari 3 kali percobaan pengukuran, dan mengambil nilai rata-rata dari 3 kali percobaan pengukuran tersebut.
Selanjutnya merupakan rangkuman kalkulasi akhir nilai rata-rata hasil pengukuran dari benda sampel uji 300, 370, 450, bisa dilihat pada tabel 7. dibawah ini :
Tabel 7. Pengukuran sampel benda uji 3 No. kampuh ( Sudut 0 ) Distorsi ( Sudut 0 ) Distorsi ( Rata-rata 0 )
1 30 7,8 7,97 8 8,1 2 37 9,9 10,06 10,1 10,2 3 45 11,9 11,96 12 12
Setelah mengkalkulasi nilai rata-rata distorsi yang terjadi dari masing-masing sampel benda uji, selanjutnya yaitu mengubah data tabel kedalam bentuk grafik pada gambar 10 :
Gambar 11. Grafik hasil distorsi benda uji 1, 2, dan 3
0 2 4 6 8 10 12 30 37 45
Grafik Distorsi
Sudut Kampuh ( ˚ ) D ist o rsi R at a -R at a ( ˚ )Dari gambar diagram diatas dapat disimpulkan bahwa hasil akhir dari penelitian yaitu semakin besar sudut kampuh maka akan semakin besar distorsi yang dihasilkan. Hal tersebut terjadi karena perbedaan masukan dari bahan tambah atau consumable. deposit bahan tambah makin besar ketika sudut kampuh makin besar menimbulkan gaya tarik yang besar sehingga menghasilkan nilai distorsi yang besar pula begitu sebaliknya. Untuk jenis distorsi yang terjadi pada penelitian ini yaitu distorsi perubahan bentuk sudut.
4
Kesimpulan
1.
Kesimpulan yang dapat diambil dari penelitian tugas akhir mengenai nilai distorsi pada pengelasan SMAW posisi pengelasan 3G sambungan butt joint maka, urutan nilai distorsi dari yang terkecil dan terbesar yaitu sudut alur 300 dengan nilai distorsi 80,sudut alur 370 dengan nilai distorsi 100, dan sudut
alur 450 dengan nilai distorsi 120.
2.
Semakin besar derajat sudut kampuh atau bevel maka semakin besar kemungkinan nilai distorsi yang dihasilkan. Hal tersebut dipengaruhi dari deposit bahan tambah terhadap material. Semakin besar deposit bahan tambah maka semakin besar nilai distorsi yang dihasilkan begitu sebaliknya.Referensi
[1] Nicho Muamar Muslih , 2012. “Analisa Pengaruh
Parameter Pengelasan Spot Welding Terhadap Kekuatan Geser Pada Material Alumunium ,
Fakultas Teknik Universitas Muhammadiyah Surakarta.“http://eprints.ums.ac.id/20210/14/maka lah.pdf (diakses pada 18 mei 2016 )
[2] Saiful Huda 1, Joko Waluyo 2, dan Teguh Fintoro3,
2013. “Analisa Pengaruh Variasi Arus Dan Bentuk
Kampuh Pada Pengelasan SMAW Terhadap Distorsi Sudut Dan Kekuatan Tarik Sambungan Butt-Join Baja Aisi 4140. Jurusan Teknik Mesin,
Fakultas Teknik Industri , Institut Sains dan
Teknologi Akprind. .
http://jurtek.akprind.ac.id/sites/default/files/193-20 0_huda.pdf (diakses pada 18 mei 2016)
[3] Robert-Farnsworth, Steven (2010), Welding for
Dummies, Indianapolis:Wiley Publishing, Inc.
(diakses pada 26 mei 2016 )
[4] http://hima-tl.ppns.ac.id/?p=954 (diakses pada 26 mei 2016 )
![Gambar 1.Konfigurasi dan rangkaian listrik dasar proses pengelasan busur [2]](https://thumb-ap.123doks.com/thumbv2/123dok/2018575.3522457/2.892.156.446.415.615/gambar-konfigurasi-rangkaian-listrik-dasar-proses-pengelasan-busur.webp)