Rancang Bangun Alat Pembuka Busher Pin Rantai
Kendaraan Roda Dua
Roi Bastian Silalahi*, Mufti Fathonah Muvariz*, Mutiarani
Politeknik Negeri Batam
Jurusan Teknik Mesin
Jl. Ahmad Yani, Batam Centre, Batam 29461, Indonesia
E-mail: [email protected]
Abstrak
Tracker adalah suatu alat perkakas yang dapat melepaskan busher pin rantai dengan baik, tanpa harus membelah rantai menjadi dua bagian melainkan mendorong busher pin rantai secara bertahap hingga keluar secara keseluruhan dari lubang busher pin rantai. Dalam pembuatan tracker tersebut perlu melalui beberapa proses permesinan, antara lain : milling, turning, boring, taping. Dalam keseharian tracker memiliki fungsi untuk dapat mempermudah seseorang memperbaiki rantai kendaraan roda dua jika mengalami kendala dimana saja mengingat ukuran dan prinsip kerja alat tersebut yang praktis. Namun tujuan dari penelitian ini adalah untuk mengetahui berapa putaran ulir tracker yang dihasilkan untuk mendorong keluar busher pin pada rantai kendaraan roda dua.
Kata kunci: pembuka pin rantai kendaraan roda dua, metode pembuatan, tujuan penelitian.
Abstract
The tracker is a tool that can unleash the busher pin of the chain well, without having to split into two parts but rather push the bus pin pin gradually until it comes out entirely from the busher pin hole of the chain. In making the tracker need to go through some machining process, among others, is milling, turning, boring, taping. In everyday tracker has a function to be able to facilitate someone to repair the chain of two-wheeled vehicles if you experience any obstacles considering the size and working principle of the tool is practical. But the purpose of this study is to find out how many threaded rotary tracker generated to push out the busher pin on the chain of two-wheeled vehicles. Keywords: Opener pin chain of two-wheeled vehicles, manufacturing methods, research purposes.
1. Pendahuluan
Tracker adalah suatu alat perkakas yang dapat melepaskan busher pin rantai dengan baik tanpa harus membelah menjadi dua bagian melainkan mendorong busher pin rantai secara bertahap hingga keluar secara keseluruhan dari lubang busher pin rantai.
Tenaga untuk pemotongan rantai berasal dari energi kinetik yang berasal dari sumber daya manusianya sebagai pengendali alat tersebut diubah menjadi gaya gesek terhadap bagian dari alat tersebut yang berfungsi sebagai pendorong atau penekan busher pin rantai. Spindel tracker adalah bagian dari sistem utama alat tersebut yang bertugas untuk memegang dan memutar baut pendorong hingga menghasilkan putaran sekaligus memberikan dorongan pada pin penekan
busher pin rantai.
Salah satu keunggulan dari tracker adalah selain mempermudah pengerjaan pengendali dalam melepas busher pin rantai juga dapat memperkecil resiko cacat pada busher pin rantai dibandingkan dengan sistem ketok paksa yang sering sekali ditemukan diameter busher pin rantai melebar/ haus dan pada lubang busher pin terdapat penyempitan akibat sistem ketok paksa yang tidak selalu presisi/ tetap sasaran.
Permaslahan dalam proses pembuatan tracker adalah pada pemasangan part pusher busher pin rantai yang sifatnya permanen sehingga hanya dapat digunakan pada busher pin tertentu saja atau lebih besar sama dengan dengan pusher pin rantai,
Dalam melakukan proses pembuatan alat yang perlu di perhatikan juga yaitu tingkat kekuatan / ketahanan benda sewaktu pengujian performa alat tracker, jenis material yang dipakai dalam proses pembuatan alat
Permasalahan yang akan dibahas dalam pengujian ini, yaitu : melakukan pengujian pada 3 dimensi rantai dan diameter busher pin rantai berbeda yang tentunya memberikan variasi jumlah putaran baut/ dorongan pusher yang berbeda makan yang berbeda.
2. Metodologi Penelitian 2.1 Bagian Alur Pengerjaan
Adapun langkah – langkah dalam pelaksanaan dari awal hingga akhirnya mendapatkan hasil performansi tracker, sebagai berikut :
Tidak OK
OK
Gambar 1: Flowchart tahapan pelaksanaan 2.2 Mulai / Persiapan
Persiapan merupakan rangkaian kerja sebelum memulai pengumpulan data. Dalam tahap persiapan,
tersusun hal-hal yang harus dilakukan dengan tujuan untuk efektifitas waktu dan pekerjaan.
2.3 Studi literatur
Pada tahapan literatur terdapat berbagai kegiatan yang bertujuan untuk mecari referensi atau informasi mengenai alat tracker.
2.4 Perancangan Alat
Perancangan alat merupakan rangkaian penuangan ide atau perbandingan dengan dimensi alat yang dibuat terhadap referensi yang didapat, metode yang dipakai menggunakan aplikasi Solidworks 2013.
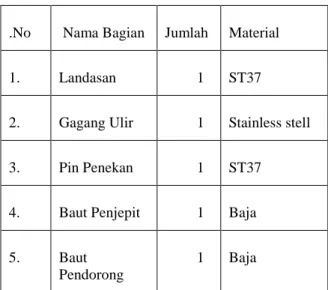
Tabel 1. Spesifikasi Bahan Material
2.5 Pemilihan Bahan
Pemilihan bahan merupakan rangkaian kerja dengan bertujuan agar bahan yang digunakan untuk pembuatan komponen dapat ditekan seefisien mungkin dalam penggunaanya. Supaya bahan dapat memenuhi kriteria yang diharapkan, juga perlu diperhitungkan adanya beban yang terjadi pada bahan terebut. [1]
Hal-hal yang perlu diperhatikan dalam pemilihan bahan adalah dari segi Efisiensi bahan, mudahnya bahan didapatkan, kekuatan bahan dan spesifikasi bahan.
2.6 Pembuatan alat
Pembuatan alat merupakan rangkaian kerja yang bertujuan untuk menghasilkan barang nyataPada tahapan pembuatan alat tracker menggunakan metode permesinan milling, turning, boring, taping.
dilakukan pada saat pembentukan atau pembuatan bagian landasan Tracker.
.No Nama Bagian Jumlah Material
1. Landasan 1 ST37
2. Gagang Ulir 1 Stainless stell
3. Pin Penekan 1 ST37
4. Baut Penjepit 1 Baja
5. Baut Pendorong 1 Baja Studi Literatur Perancangan Alat Pemilihan Bahan Pembuatan Alat Pembahasan Mulai Pengujian Alat Selesai
Gambar 2.6.1 Mesin Milling Vertikal
TABLE II.
Spesifikasi mesin miiling Merk Brand = Standar Made = Taiwan Model No = SM – 7 HV Serial No = 2139 Volt = 380 V
TABLE III.
Spesifikasi spindel speeds ( Rpm )
NO L H 1 2 1 2 1 240 480 1800 3600 2 170 340 1250 2500 3 110 220 800 1600 4 75 150 560 1120 TABLE IV.
Spesifikasi Kecepatan Meja ( feed rate )
60c/s A B C LOW 22 48 77 18 40 64 HIGH 112 240 384 93 200 320 TABLE VI.
Table sayatan kecepatan potong maksimum dalam milimeter [2]
Gambar 2.6.2: Mata pisau ( endmill HSS )
TABLE V.
Spesifikasi mata pisau endmill
TABLE VI.
Kecepatan potong untuk benda kerja ST37 dan pisau HSS
Gambar 2.6.3 Proses milling
Gambar 2.6.4 Peralatan kerja 2.7 Proses Permesinan
Adapun peralatan yang harus dipersiapakan untuk melakukan proses permesinan Milling adalah kaliper, tool box milling, endmill ø16mm, endmill
ø
4mm, kikir, kacamata safety.Merk Brand Janis Endmill Diameter ( mm ) SUTTON HSS ( Co.8 R30 JIS ) 20 mm
Proses Turning
Proses turning atau pembubutan dilakukan pada saat pembuatan gagang ulir dan pin penekan, bertujuan untuk menghasilkan diameter poros yang sesuai keinginan.
Gambar 2.7.1 Proses Permesinan Turning
Adapun peralatan yang harus dipersiapakan untuk melakukan proses permesinan Milling, adalah sebagai berikut ; kaliper, toolbox turning, mata pahat, kacamata safety.
Proses Boring
Proses boring dilakukan pada saat pembuatan lubang pada landasan tracker dan juga pembuatan lubang pada baut penekan. Adapun alat yang perlu dipersiapkan dalam proses boring, antara lain : mata bor ø3mm, ø5mm, ø6mm, ø8mm, kuas, kacamata safety.
Proses Taping
Proses taping dilakukan pada saat pembuatan ulir dalam pada lubang yang terdapat pada landasan dan lubang pada ulir penjepit rantai yang befungsi untuk membantu pergerakan ulir penjepit rantai dan ulir penekan busher pin rantai.
Adapun alat yang perlu dipersiapkan dalam proses taping, antara lain : tap ø5mm dan ø6,5mm , gagang tap, pelumas.
2.8 Pengujian Alat
Pengujian alat merupakan rangkaian kerja yang bertujuan untuk mengetahui hasil baik atau buruknya performansi alat. Adapun langkah-langkah untuk pengujian/peng oprasian tracker, adalah sebagai berikut :
Atur (adjust) ulir pengikat rantai hingga ada celah pada landasan agar rantai dapat masuk ke posisi penguncian Atur posisi rantai pada landasan hingga pin rantai searah dengan lubang pada landasan.
Kemudian kunci secara perlahan ulir hingga rantai tidak mudah bergeser.
bergeser putar ulir pusher pin searah jarum jam hingga pusher bergerak mendorong pin rantai hingga keluar atau lepas dari rantai tersebut.
Gambar 2.8.1 Jangka sorong
3. Analisa dan Pembahasan
Pembahasan merupakan rangkaian kerja yang bertujuan untuk pendataan hasil dari pembuatan alat maupun hasil performansi tracker dan pengajuan revisi jika hasil yang didapatkan mengalami kegagalan atau defect.
3.1 Perancangan Alat
Perancangan alat dua dimensi menggunakan software solidworks 2013.
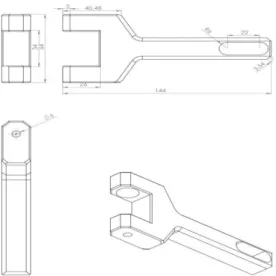
3.1.1 Landasan
Landasan adalah part utama yang berfungsi untuk memegang dan tempatnya part baut penekan dan penjepit.
Gambar 2: Landasan
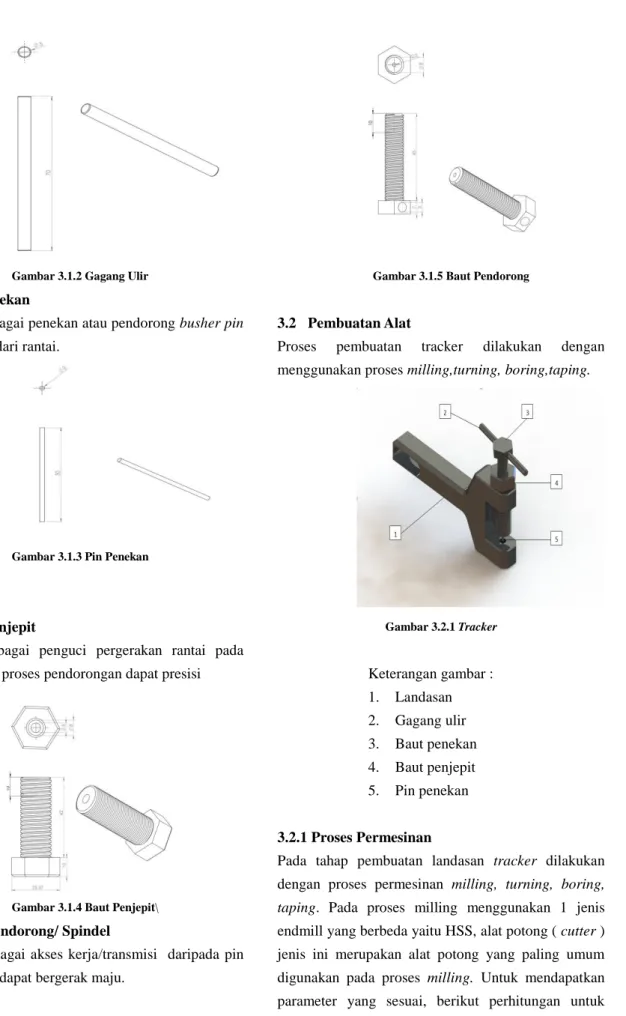
3.1.2 Gagang Ulir
Berfungsi sebagai kemudi baut penjepit agar dapat mengunci pergerakan rantai pada landasan dengan ketat.
Gambar 3.1.2 Gagang Ulir 3.1.3 Pin Penekan
Berfungsi sebagai penekan atau pendorong busher pin rantai keluar dari rantai.
Gambar 3.1.3 Pin Penekan
3.1.4 Baut Penjepit
Berfungsi sebagai penguci pergerakan rantai pada landasan agar proses pendorongan dapat presisi
Gambar 3.1.4 Baut Penjepit\ 3.1.5 Baut Pendorong/ Spindel
Berfungsi sebagai akses kerja/transmisi daripada pin penekan agar dapat bergerak maju.
Gambar 3.1.5 Baut Pendorong
3.2 Pembuatan Alat
Proses pembuatan tracker dilakukan dengan menggunakan proses milling,turning, boring,taping.
Gambar 3.2.1 Tracker Keterangan gambar : 1. Landasan 2. Gagang ulir 3. Baut penekan 4. Baut penjepit 5. Pin penekan 3.2.1 Proses Permesinan
Pada tahap pembuatan landasan tracker dilakukan dengan proses permesinan milling, turning, boring, taping. Pada proses milling menggunakan 1 jenis endmill yang berbeda yaitu HSS, alat potong ( cutter ) jenis ini merupakan alat potong yang paling umum digunakan pada proses milling. Untuk mendapatkan parameter yang sesuai, berikut perhitungan untuk putaran spindel dan kecepatan pemakanan :
Dik :
D : 20 mm (Diameter endmill HSS) Material dari ST 37
Cs : 45 – 55 (m/menit) yang dipakai 55 m/menit. Dit :
n : ……….. ? ( Putaran spindel ) Dij :
Putaran spindel maksimum pada endmill HSS 796.17 RPM dibulatkan menjadi 800 RPM.
Kecepatan Pemakanan ( Feeding )
Dik : n : 800 RPM ( berdasarkan perhitungan RPM ) SZ : 0,05 mm/gigi (sayatan per gigi )
Z : 4 ( jumlah gigi ) Dit : S.... ? Dij : S = SZ x Z x n S = 0.05 x 4 x 800 RPM S = 160 mm/menit
Kecepatan gerak potong ( feed rate ) minumum 160 mm/ menit
Kedalaman Pemakanan ( Deep of cut )
Nilai dari kedalaman pemkanan untuk jenis alat potong dengan endmill HSS ditentukan berkisar antara 0.5 – 1.5 mm.
Waktu Pemakanan Milling
ℓa : 1,5 mm ( kelebihan awal ) ℓ : 20 mm ( panjang benda kerja )
F : 160 mm /menit ( pemakanan setiap menit ) Dit : tm.. ? Dij : L = ℓa + ℓ L = 1,5 + 20 L = 21.5 mm tm = 0.13 menit / 7.8 detik
Hasil rumusan diatas hanya berlaku pada saat proses pemakanan benda kerja, tidak termasuk pada saat sett up mesin maupun pengerjaan yang lain.
3.3 Pengujian Alat
Proses pengujian alat tracker dapat dilakukan pada ruangan terbuka atau pada tempat yang cukup cahaya. Sebelum melakukan proses pengujian alat tracker ada beberapa bahan yang harus disediakan terlebih dahulu, antara lain : tiga sample rantai kendaraan roda dua dengan dimensi yang berbeda.
Gambar 3.3.1 Rantai kendaraan roda dua RK-M 428H
Gambar 3.3.3 Rantai kendaraan roda dua RK-M 420SB
TABLE VII. Hasil Pengujian Alat
NO Model Rantai Panjang Pin Rantai Satuan Hasil Putaran 1 RK-M 428H 19 mm 12 2 RK-M 428SB 17 mm 10 3 RK-H 420SB 16 mm 9
Sebagai penjelasan terhadap tabel diatas adalah sebagai berikut :
RK – M 428H
Yang mana sewaktu melakukan pengujian tracker pada jenis rantai RK – M 428H dengan panjang busher pin 19mm di dapatkan hasil putaran baut penekan/ spindel tracker sebanyak 12 kali putaran.
RK – M 420SB
Yang mana sewaktu melakukan pengujian tracker pada jenis rantai RK – M 420SB dengan panjang busher pin 17mm di dapatkan hasil putaran baut penekan/ spindle tracker sebanyak 10kali putaran.
RK – H 420SB
Yang mana sewaktu melakukan pengujian tracker pada jenis rantai RK – H 420SB dengan panjang busher pin 16mm di dapatkan hasil putaran baut penekan/ spindle tracker sebanyak 9 kali putaran.
Adanya perbedaan hasil jumlah putaran baut penekan dikarenakan variasi dimensi busher pin rantai kendaraan roda dua yang berbeda. Jadi dapat di simpulkan bahwa jumlah putaran baut penekan di tentukan oleh panjang busher pin rantai, semakin panjang busher pin rantai semakin banyak pula putaran baut penekan/ spindle tracker yang diperlukan untuk mengeluarkan busher pin dari rantai begitu pula
sebaliknya.
4. Kesimpulan
Dari pengujian alat tracker terhadap model rantai kendaraan roda dua RK – M 428H dengan panjang busher pin 19mm didapatkan hasil putaran baut penekan sebanyak 12 kali putaran, RK – M 428SB dengan panjang busher pin 17mm didapatkan hasil putaran baut penekan sebanyak 10 kali putaran, RK – H 420SB dengan panjang busher pin 16mm didapatkan hasil putaran baut penekan sebanyak 9 kali putaran maka dapat disimpulkan bahwa alat tracker dapat di gunakan terhadap rantai kendaraan roda dua dengan dimensi yang berbeda.
Dan dapat disimpulkan bahwa jumlah putaran baut penekan di tentukan oleh panjang busher pin rantai, semakin panjang ukuran busher pin rantai semakin banyak pula putaran baut penekan/ spindle tracker yang diperlukan untuk mengeluarkan busher pin daripada rantai begitu pula sebaliknya semakin pendek ukuran busher pin rantai semakin sedikit pula putaran baut penekan/ spindle tracker yang diperlukan untuk mengeluarkan busher pin daripada rantai.
5. Referensi
[1] Surya (2012). Kateristi dasar pemilihan bahan. Diperoleh 04 februari 2017,dari http://suya-share.blogspot.co.id/2011/12/kate ristik-dasar-pemilihan-bahan.html
[2] Kristo, Am (2014). Parameter dan perhitungan kecepatan. Diperoleh 04 februari 2017,dari
http://machiningtool.blogspot.co.id/2014/10/ parameter-dan-perhitungan-kecepatan.html