Pengaruh Fokus Depth Terhadap Tampilan Resolusi dan
Dimensi Defect Pada metode PAUT (Phased Array
Ultrasonic Testing)
Zulfikar Adibba
*, Nurul Laili Arifin
*Cahyo Budi Nugroho
#Batam Polytechnics
Mechanical Engineering Study Program
Jl. Ahmad Yani, Batam, Tlk. Tering, Batam Kota, Kota Batam, Kepulauan Riau 29461, Indonesia
E-mail: [email protected]
Abstrak
Faktor yang mempengaruhi hasil interpretasi Phased Array Ultrasonic Testing (PAUT) adalah fokus depth, untuk mendapatkan fokus depth yang baik perlu dilakukan dilakukan pemilihan jumlah elemen yang digunakan. Penelitian ini bertujuan untuk mengetahui pengaruh fokus depth terhadap tampilan resolusi dan dimensi defect, dengan merubah fokus depth validasi yaitu 18mm dan 25mm menjadi 18.09mm,30.18mm dan 22.5mm,22.5mm. Dari hasil penelitian diketahui bahwa Pada fokus depth 18mm dan 25mm didapatkan resolusi yang baik atau sesuai dengan standar. Sedangkan apabila dilakukan perubahan fokus depth 15.09mm dan 30.18mm serta 22.5mm dan 22.5mm didapatkan resolusi maupun dimensi tidak memenuhi standart dan masih belum bisa dikategorikan sebagai defect.
Kata kunci: Phased array ultrasonic testing, fokus depth, tampilan resolusi, dimensi defect.
Abstract
The element to influnce interpretation resut of PAUT is focusing depth, to get the best focusing depth need to do the best elemnt. Purposes of this research is to know influence depth focusing to resolution appear and defect dimention, by changed the validation of depth focus that is 18mm and 25mm to 18.09mm, 30.18mm and 22.5mm, 22.5mm. From the results of research known that the best resolution or according to standart validation of depth focus is 18mm and 25mm. Whereas if the dept focus is changed 15.09mm, 30.18mm and 22.5mm, 22.5mm can’t satisfy standard of resolution and can’t categorized as defect.
Keywords : phased array ultrasonic testing, focus depth,display resolution, dimension defect.
1
Pendahuluan
Phased Array Ultrasonic Testing (PAUT) adalah salah satu metode NDT dengan jenis pengujian ultrsonik yang menggunakan multi-elemen transduser array dan perangkat lunak yang kuat untuk mengarahkan frekuensi gelombang ultrasonik ke benda uji dan kembali lagi dengan bentuk gelombang ultrasonik yang menghasilkan gambar rinci struktur internal yang mirip dengan benda uji [1,2].
Pada proses PAUT memiliki 4 pandangan untuk membaca hasil interpretasi sebuah cacat las diantaranya A,B,C dan S. A scan merupakan pandangan dari pulse yaitu pandangan yang menyatakan ada tidaknya defect dari lasan, B scan merupakan pandangan dari samping lasan yang berfungsi untuk mengetahui panjang maupun
kedalam defect pada saat menginterpretasi sebuah hasil lasan, untuk C scan berfungsi menginterpretasi sebuah hasil lasan dari atas dengan maksud hanya bisa mngetahui panjang sebuah defect pada lasan dan yang terakhir adalah S scan merupakan pandangan sektorial[3,6,7].
Gambar 1.2 Pandangan B scan phased arrayultrasonic testing
Gambar 1.3 Pandangan C scan phased array ultrasonic testing
Gambar 1.4 Pandangan S scan phased array ultrasonic testing
Pada proses interpretasi data, metode ini menggunakan pulse (gelombang ampiltudo) dan gambar interpretasi berupa warna yang menandakan bahwa adanya defect dibenda uji, semakin mendekati defect warna interpretasi akan semakin pekat sehingga memudahkan kita untuk mengetahui letak dimana defect dan dapat juga megukur panjang,tinggi atau lebar sebuah defect. Jika warna defect tidak jelas maka perlu ditambahkan db sesuai dengan technic sheet yang digunakan [4].
Gambar 1.5 Interpretasi defect phased array ultrasonic testing
Gambar 1.6 Pembesaran interpretasi defect phased array
ultrasonic testing
Elemen merupakan banyaknya gelombang yang mengarah menuju titik fokus defect pada metode PAUT elemen yang digunakan sebanyak 16-256 elemen. Untuk mendapatkan fokus depth yang baik perlu pemilihan seberapa banyak elemen yang digunakan. Semakin kecil jumlah elemen maka spriding elemen semakin bagus untuk mendapatkan fokus depth pada benda uji[4 dan 5].
Oleh sebab itu, fokus depth merupakan faktor yang sangat berpengaruh pada saat melakukan interpretasi atau pembacaan defect. Tujuan penelitian ini adalah untuk menganalisa pengaruh fokus depth terhadap tampilan resolusi dan dimensi defect . Sehingga dari hasil penelitian diharapkan tidak terjadi kealahan pada saat pembacaaan dimensi atau ukuran defect
2
Metodologi Penelitian
Penelitian menggunakan metode phased array ultrasonic testing ini menggunakan mesin olympus omniscan mx2 dengan mengunakan probe 5L64-A12 dan wedges SA12-N55S.
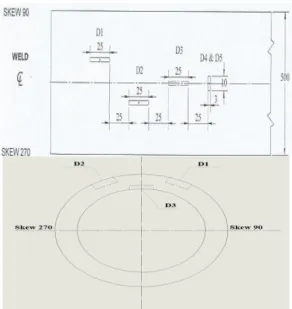
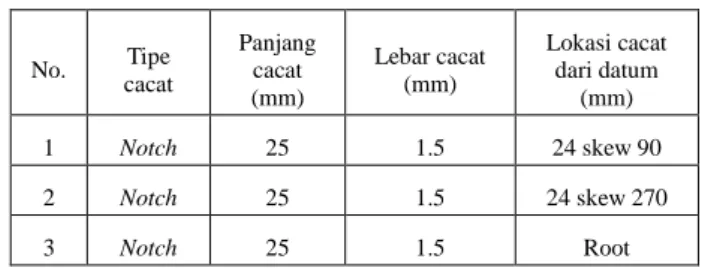
Pengujian ini menggunakan benda uji pipa yang sudah tervalidasi sebelumnya dengan ukuran OD 10’’ x thk 15.09mm – V prep dengan posisi dan ukuran defect sebagai berikut.
Tabel I
Data dimensi defect benda uji
Tahapan pertama penelitian ini ialah melakukan scan plan menggunakan software Ndt setup builder yang merupakan ilustrasi yang membantu untuk membuat setup probe,wedges,index offside,element (start dan elemen aktif),maksimal-minimal angel dan pengaturan letak fokus depth pada saat sebelum melakukan scan pada benda uji. Berikut ini merupakan gambar Ndt setup builder yang sudah tervalidasi.
a. 25mm b. 18mm
Gambar 2.2 Gambar validasi configurasi NDT setup builder
Fokus depth benda validasi tertera pada gambar NDT setup builder untuk grup satu 25mm dan grup dua 18mm, fokus tersebut cukup untuk mengcover antara area capping dan root.
Keterangan gambar 2.3 : A = Fokus depth 18mm
B = Fokus depth 25mm
Gambar 2.3 Gambar ilustrasi fokus depth
Setelah mendapatkan index point,jumlah elemen maupun fokus depth dari configurasi NDT setup builder langkah selanjutnya yaitu memasukkan hasil tersebut kedalam mesin untuk segera melakukan kalibrasi TCG dan scan pada benda uji. Kalibrasi TCG (Transfer Corection Gain) untuk memastikan
jarak lenght sesuai dengan hasil scan dan mengatur seberapa persen batas pulse tertinggi bila mendekati defect, dengan cara setting FSH (full screen high) setinggi 80% sehingga apabila pulse mendekati 80% dari FSH bisa dikatakan defect dan jika pulse tidak mendekasi 80% hanya bisa disebut indikasi dan bukan melainkan defect sesuai dengan AWS D1.1 Class R . Hal tersebut dilakukan dengan menggosokan probe kesatu fokus defect yang akan diinterpretasi.
Setelah tahapan kalibrasi TCG selesai dilakukan scan benda uji menggunakan link scanner dan mengunakan air sebagai couplantnya. Hasil Interpretasi data atau bisa disebut pembacaan data, untuk mendapatkan ukuran defect pada benda uji dengan cara mecari pulse tertinggi diantara warna defect dan mengurangi setengah dari pulse tertinggi tersebut untuk mendapatkan ujung defect dan hasil defect dapat diukur secara langsung.
Pada pengujian ini penulis merubah fokus depth validasi dengan ukuran 15.09mm,30.18mm(grup 1 dan 2) dan 22.5mm,22.5mm(grup 1 dan 2) untuk mengetahui pengaruh fokus depth terhadap tampilan resolusi dan perubahan dimensi defect.
Keterangan gambar 2.4 : A = Fokus depth 30.18mm B = Fokus depth 15.9mm
Gambar 2.4 Fokus depth 30.18mm dan 15.9mm
Keterangan gambar 2.5: A = Fokus depth 22.5mm B = Fokus depth 22.5mm
Gambar 2.5 Fokus depth 22.5mm dan 22.5mm
No. Tipe cacat Panjang cacat (mm) Lebar cacat (mm) Lokasi cacat dari datum (mm) 1 Notch 25 1.5 24 skew 90 2 Notch 25 1.5 24 skew 270 3 Notch 25 1.5 Root
3. Analisa dan Pembahasan
Tabel II
Hasil Scanning Perubahan Fokus Depth
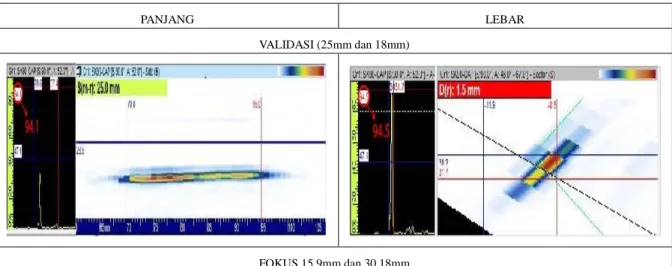
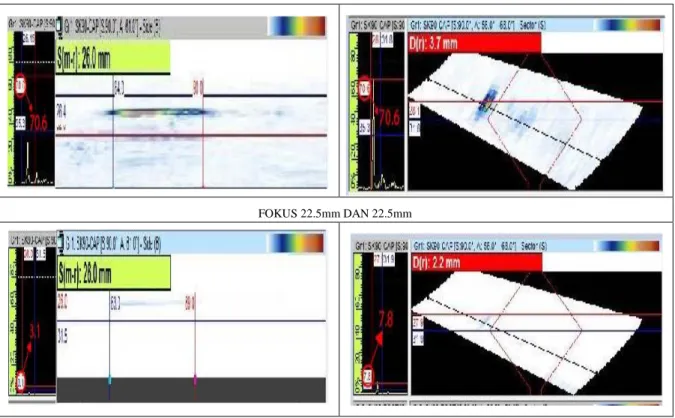
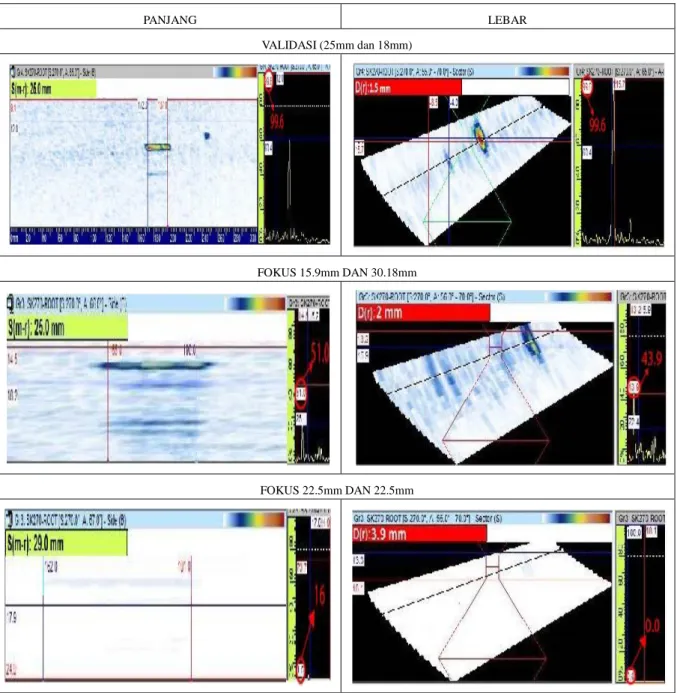
Tabel II merupakan hasil dari pengukuran validasi pada pengukuran 18mm dan 25mm kemudian dirubah menjadi 15.09mm,30.18mm dan 22.5mm,22.5mm. Pada tabel ini terjadi perubahan dimensi pada benda uji. Hasil ini diakibatkan oleh pengaruh perubahan pada fokus depth. Pada tabel II untuk posisi capping 90 pengaruh panjang setelah merubah fokus depth sebanyak dua kali berubah 26mm (pada variasi 1 dan 2) dari ukuran validasi 18mm dan 25mm. Pada lebar mengalami pengaruh sangat besar pada fokus depth 15.9mm dan 30.18mm berubah menjadi 3,7mm. Sedangkan pada variasi 2 (fokus depth 22.5mm dan 22.5mm) berubah menjadi 2.2mm atau bertambah 0.7mm dari lebar sebenarnya.
Perubahan panjang pada capping 270 notch mencapai 30mm dari ukuran sebenarnya yaitu
25mm dan lebarnya mencapai 4.8mm. Untuk fokus depth 22.5mm dan 22.5mm mendapatkan hasil 1.1mm, hasil tersebut kurang dari nilai fokus validasi yang lebarnya 1.5mm.
Pada root 90 menunjukan perubahan dimensi notch hanya pada fokus depth 22.5mm dan 22.5mm, untuk panjangnya berubah menjadi 27mm dan lebar 3.3mm. Sedangkan untuk depth variasi 2 (15.09mm dan 30.18mm) tidak mengalami perubahan terhadap hasil validasi.
Pada root 270 perubahan panjang dimensi notch terjadi pada fokus depth 22.5 dan 22.5 yaitu 29mm atau menjadi lebih besar 4mm dari ukuran panjang notch sebenarnya, untuk lebarnya pada fokus depth 15.9 dan 30.18 menjadi 2mm dan untuk fokus depth 22.5 dan 22.5 lebar dimensi notch menjadi 3.9mm.
PANJANG LEBAR
VALIDASI (25mm dan 18mm)
FOKUS 15.9mm dan 30.18mm
NO Parameter Fokus Depth (mm)
Perubahan Dimensi Cacat pada Datum
Capping 90 Capping 270 Root
P(mm) FSH L(mm) FSH P(mm) FSH L(mm) FSH Root 90 Root 270 P(mm) FSH L (mm) FSH P(mm) FSH L(mm) FSH 1 25mm dan 18 mm (Validasi) 25 94.1 % 1.5 94.5 % 25 85.1 % 1.5 85.1 % 25 86.7 % 1.5 100 % 25 99.6 % 1.5 99.6 % 2 15.9mm dan 30.18mm (Variasi 1) 26 70.6 % 3.7 70.6 % 30 35.9 % 4.8 25.9 % 25 68.6 % 1.5 80 % 25 51 % 2 43.9 % 3 22.5mm dan 22.5mm (Variasi 2) 26 3.1 % 2.2 7.8 % 28 4.3 % 1.1 4.3 % 27 4.7% 3.3 4.7 % 29 16 % 3.9 0.0 %
FOKUS 22.5mm DAN 22.5mm
Gambar 3.1 Perbandingan hasil variasi resolusi pada capping 90
Pada gambar 3.1 menunjukan perubahan resolusi pada capping 90. Pada fokus depth 22.5mm dan 22.5mm, pulse mencapai 7.8 % dari FSH (full
screen high) dan tidak mencapai 80 % sehingga menyebabkan resolusi defect tidak jelas dan bukan termasuk defect.
PANJANG LEBAR
VALIDASI (25mm dan 18mm)
FOKUS 15.9mm DAN 30.18mm
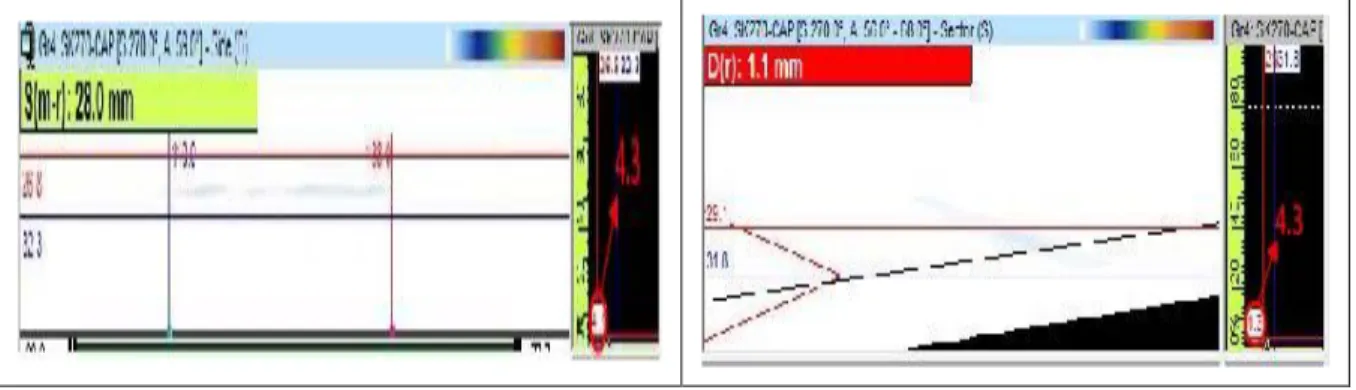
Gambar 3.2 Perbandingan hasil variasi resolusi pada capping 270
Pada gambar 3.2 untuk capping 270 pengaruh resolusi terjadi pada perubahan kedua fokus depth 15.9mm,30.18mm dan 22.5mm,22.5mm. Pada fokus depth 15.9mm dan 30.18mm pulse hanya naik
25.9 % dari FSH (full screen high) sehingga tidak bisa dikatakan defect. Pada fokus depth 22.5mm dan 22.5mm kenaikan pulse sangat kecil sehingga tidak bisa dikatakan defect juga.
PANJANG LEBAR
VALIDASI (25mm dan 18mm)
FOKUS 15.9mm DAN 30.18mm
FOKUS 22.5mm DAN 22.5mm
Pengaruh resolusi yang ditunjukan pada gambar 3.3 terjadi pada fokus depth 22.5mm dan 22.5mm, pulse hanya mencapai 4.7 % dari FSH (full screen high),
hasil tersebut hanya berupa indikasi dan tidak bisa dikatakan defect pada zona root 90 tersebut.
Gambar 3.4 Perbandingan hasil variasi resolusi pada root 270
Terjadi perubahan resolusi pada gambar 3.4, fokus depth 15.9mm dan 30.18mm pulse hanya naik 43.5% dari FSH (full screen high) sehingga hanya dikatan indikasi dan tidak termasuk defect pada zona tersebut. Pada fokus depth 22.5mm dan 22.5mm pulse yang naik sangat kecil dan untuk resolusi gambar tidak jelas sehingga indikasi tersebut bukan termasuk defect.
4. Kesimpulan
Pada fokus depth 18mm dan 25mm didapatkan resolusi
yang baik atau sesuai dengan standar. Sedangkan apabila dilakukan perubahan fokus depth 15.09 dan 30.18 serta 22.5 dan 22.5 didapatkan resolusi maupun dimensi tidak memenuhi standar dan masih belum bisa dikategorikan sebagai defect.
REFERENSI
[1] Olympus. [Online] Tersedia : http://www.olympus-ims.com/en/ (Diakses 6 Februari 2017)
[2] Omni Scan. “Ultrasound, UT Phased, Eddy
PANJANG LEBAR
VALIDASI (25mm dan 18mm)
FOKUS 15.9mm DAN 30.18mm
Current, and EC Array” [Online] Tersedia : http://www.mistrasgroup.gr/products/ultrasonic/p df/OmniScan.pdf (Diakses 20 Februari 2017) [3] Olympus. “Focusing With Phased Array Probes”
[Online] Tersedia :
http://www.olympus-ims.com/en/ndt-tutorials/tran sducers/focusing/ (Diakses 27 Februari 2017) [4] Olympus. “Phased Pulsing and its Effects”
[Online] Tersedia :
http://www.olympus-ims.com/en/ndt-tutorials/tran sducers/generating/ (Diakses 5 Maret 2017) [5] Olympus NDT Inc. “Phased Array Testing : Basic
Theory for Industrial Applications”. Waltham, USA 2010.
[6] Ginzel, E.A. “Phased Arrays and Mechanised Ultrasonic Testing”. Waterloo, Ontario, Canada. 2008.m