BAB 2
TINJAUAN PUSTAKA
2.1. Pendahuluan
Logam yang sangat banyak dipergunakan pada komponen otomotif, kemasan minuman dan makanan, pesawat militer, kapal laut dan lain-lain adalah Aluminium. Pemanfaatan aluminium yang begitu luas dikarenakan material ini memiliki sifat yang tahan korosi dan ringan. Aluminium merupakan salah satu material yang sangat banyak dipergunakan dalam bidang teknik, namun sangat jarang dipergunakan dalam kondisi Aluminium murni. Aluminium yang dijumpai dalam bidang teknik kebanyakan dalam bentuk alloy dengan unsur penambah utama seperti Silicon, Copper, Magnesium, Iron, Mangan dan Zincum (NADCA, 1997).
Logam ringan dengan kekuatan tinggi adalah kebutuhan sekarang dan masa depan untuk kedirgantaraan serta industri otomotif. Penghalusan butir adalah salah satu teknik, yang menghasilkan butiran halus dan kekuatan yang tinggi. Di sisi lain, deformasi plastis menyeluruh (SPD) adalah alat yang efektif untuk memproduksi butiran pada logam. Equal channel angular pressing adalah salah satu teknik yang dikembangkan SPD (Saravanan, M, 2006)
Proses equal-channel angular pressing (ECAP) pertama kali diperkenalkan oleh Segal dan rekan kerjanya pada tahun 1970-an dan 1980-an di sebuah institut di Minsk Uni Soviet. Tujuan dasar pada waktu itu adalah untuk mengembangkan proses pembentukan logam di mana tegangan tinggi dapat dipaparkan ke billet logam dengan geseran yang kecil. Namun, meskipun tujuan berhasil dicapai, perkembangan awal dari proses operasi hanya mendapatkan perhatian yang terbatas dalam komunitas ilmiah. Situasi ini berubah pada tahun 1990-an ketika laporan dan ikhtisar mulai muncul memperlihatkan potensi penggunaan ECAP untuk menghasilkan logam dengan sifat baru dan unik dan laporan-laporan ini mulai intens dan berlangsung penelitian secara ilmiah, dan akhirnya berkembang memanfaatkan proses ECAP dalam aplikasi industri (Valiev, Z, R, 2006)
2.2. Aluminium
Aluminium diambil dari bahasa Latin: alumen, alum. Orang-orang Yunani dan Romawi kuno menggunakan alum sebagai cairan penutup pori-pori dan bahan penajam proses pewarnaan. Pada tahun 1787, Lavoisier menduga bahwa unsur ini adalah Oksida logam yang belum ditemukan. Pada tahun 1761, de Morveau mengajukan nama alumine untuk basa alum. Pada Tahun 1827, Wohler disebut sebagai ilmuwan yang berhasil mengisolasi logam ini. Pada 1807, Davy memberikan proposal untuk menamakan logam ini Aluminum, walau pada akhirnya setuju untuk menggantinya dengan Aluminium. Nama yang terakhir ini sama dengan nama banyak unsur lainnya yang berakhir dengan “ium”.
Aluminium ialah unsur melimpah ketiga terbanyak dalam kerak bumi (sesudah oksigen dan silikon), mencapai 8,2% dari massa total. Keberadaannya umumnya bersamaan dengan silikon dalam aluminosilikat dari feldspar dan mika dan di dalam lempung, yaitu produk pelapukan batuan tersebut. Bijih yang paling penting untuk produksi aluminium ialah bauksit, yaitu aluminium oksida terhidrasi yang mengandung 50 samapai 60% Al2O3; 1 sampai 20% Fe2O3; 1 sampai 10% silika; sedikit sekali titanium, zirkonium, vanadium, dan oksida logam transisi yang lain; dan sisanya (20 sampai 30%) adalah air.
Aluminium murni sangat lunak dan tidak kuat, tetapi dapat dicampur dengan Tembaga, Magnesium, Silikon, Mangan, dan unsur-unsur lainnya untuk membentuk sifat-sifat yang menguntungkan.
Aluminium tahan terhadap korosi karena fenomena pasivasi. Pasivasi adalah pembentukan lapisan pelindung akibat reaksi logam terhadap komponen udara sehingga lapisan tersebut melindungi lapisan dalam logam dari korosi. Selama 50 tahun terakhir, Aluminium telah menjadi logam yang luas penggunaannya setelah baja. Perkembangan ini didasarkan pada sifat-sifatnya yang ringan, tahan korosi, kekuatan dan ductility yang cukup baik (Aluminium paduan), mudah diproduksi dan cukup ekonomis (Aluminium daur ulang). Yang paling terkenal adalah penggunaan Aluminium sebagai bahan pembuat komponen pesawat terbang, yang memanfaatkan sifat ringan dan kuatnya.
Metoda pengolahan logam Aluminium adalah dengan cara mengelektrolisis Alumina yang terlarut dalam Cryolite. Metoda ini ditemukan
oleh Hall di AS pada tahun 1886 dan pada saat yang bersamaan oleh Heroult di Perancis. Cryolite, bijih alami yang ditemukan di Greenland sekarang ini tidak lagi digunakan untuk memproduksi Aluminium secara komersil. Penggantinya adalah cairan buatan yang merupakan campuran Natrium, Aluminium dan Kalsium Fluorida. Aluminium murni, logam putih keperak-perakan memiliki karakteristik yang diinginkan pada logam. Unsur ini ringan, tidak magnetik dan tidak mudah terpercik, merupakan logam kedua termudah dalam soal pembentukan, dan keenam dalam soal ductility.
2.2.1 Penguatan Aluminium
Pada umumnya tingkat kekuatan logam ditentukan oleh kemampuan atom-atom dalam kristal mangalami pergeseran (dislokasi) ketika diberikan beban secara plastis. Semakin besar energi yang dibutuhkan untuk melakukan pergeseran atom-atom, berarti semakin kuat logam tersebut. Terbentuknya dislokasi tidak hanya ditentukan oleh kerapatan atom-atom, akan tetapi ditentukan juga oleh faktor rintangan (barrier) yang terjadi dalam kristal. Semakin besar rintangan, maka semakin besar energi yang dibutuhkan untuk menggerakkan dislokasi, yang berarti semakin kuat logam tersebut.
Penguatan aluminium bisa dilakukan dengan proses pemaduan dengan elemen-elemen lain (solid solution hardening), penguatan dari batas kristal (grain boundary hardening), penguatan karena efek pengerjaan dingin (cold work), dan penguatan dengan pembentukan partikel halus dalam kristal (precipitation hardening).
2.2.1.1 Penguatan Aluminium Dengan Paduan Tambahan
Logam aluminium murni mempunyai kekuatan yang rendah, untuk menambah kekutan maka perlu ditambahkan elemen-elemen pemadu kedalam logam aluminium tersebut agar kekuatannya dapat ditingkatkan. Elemen-elemen pemadu tersebut dapat menambah efek rintangan terhadap pergeseran atom-atom dalam kristal. Apabila atom terlarut (solute) kira-kira sama besarnya dengan atom pelarut (solvent) yang dalam hal ini aluminium maka atom terlarut akan menduduki tempat kisi (lattice point) dalam kisi kristal atom aluminium. Hal ini disebut larutan padat substitusi (substitutional solid solution). Akan tetapi apabila
atom terlarut jauh lebih kecil dari atom pelarut, maka atom terlarut menduduki posisi sisipan (interstitial soild solution) dalam kisi pelarut. Hasil penambahan unsur terlarut pada umumnya adalah meningkatkan tegangan luluh, karena atom terlarut memberikan tahanan yang lebih besar terhadap gerakan dislokasi dari pada terhadap penguncian statis.
2.2.1.2 Penguatan Aluminium Pada Batas Kristal
Batas kristal atau batas butir dari struktur logam merupakan daerah pertemuan antara kristal, sehingga pada daerah tersebut susunan atom-atomnya menjadi tidak teratur. Akibatnya atom-atom pada batas kristal mempunyai mobilitas atau tingkat energi yang lebih tinggi dibandingkan dengan atom-atom didalam kristalnya. Karena itu apabila terjadi deformasi plastis maka dislokasi pada umumnya terjadi dari batas kristal dan kemudian bergerak didalam dan berhenti pada batas kristal berikutnya. Hal ini berarti disamping sebagai tempat awal terjadinya dislokasi, batas kristal juga berlaku sebagai penghalang dislokasi. Jadi untuk logam yang mempunyai kristal tunggal, tidak memberikan halangan yang berarti terhadap pergerakan dislokasi, sehingga kekuatannya rendah. Karena itu agar aluminium mempunyai kekuatan yang lebih besar maka perlu dilakukan penambahan elemen-elemen lain yang memungkinkan terbentuknya kristal majemuk. Pada logam dengan kristal yang besar, jumlah batas kristal (batas butir) tidak sebanyak jika dibandingkan logam dengan kristal yang kecil (butirannya halus), yang berarti semakin banyak batas kristal (kristal nya semakin halus) maka semakin besar tingkat rintangan yang terjadi terhadap gerakan dislokasi, yang berarti semakin kuat logam tersebut.
2.2.1.3 Penguatan Aluminium Secara Pengerjaan Dingin
Untuk meningkatkan kekuatan lembaran aluminium, setelah proses pengerolan panas (hot rolling) lalu dilanjutkan dengan proses pengerolan dingin (cold rolling). Hasil pengerolan panas belum memberikan kekuatan yang tinggi terhadap pelat, tetapi setelah dilakukan pengerolan dingin maka lembaran/pelat tersebut akan mengalami peningkatan kekuatan. Efek pengerolan dingin ini sering disebut sebagai efek strain hardening atau efek pengerasan akibat regangan.
Mekanisme penguatan ini terjadi karena peningkatan kerapatan dislokasi dalam kristal logam dimana dislokasi yang telah terbentuk tersebut dapat berfungsi sebagai penghalang terhadap gerakan dislokasi pada deformasi berikutnya. Pada pengerjaan dingin kondisi energi intern logam lebih tinggi dibandingkan dengan logam yang tidak terdeformasi. Walaupun struktur sel dislokasi hasil pengerjaan dingin stabil secara mekanis, namun secara termodinamis struktur sel ini tidak stabil. Oleh karena itu, dengan meningkatnya temperatur, maka keadaan pengerjaan dingin menjadi semakin tidak stabil. Akibatnya logam menjadi lunak dan kembali ke kondisi bebas regangan.
2.2.1.4 Penguatan Aluminium Dengan Pembentukan Patikel Halus Dalam Kristal
Dengan pengaturan komposisi kimia dan proses pengerjaan/perlakuan panas, paduan logam dapat memberikan struktur yang mengandung partikel-partikel halus didalam kristal. Pembentukan partikel-partikel halus tersebut dapat dicapai melalui pengubahan tingkat kelarutan dari suatu unsur atau senyawa dari suatu paduan atau menambahkan partikel-partikel yang keras seperti oksida atau karbida kedalam logam. Cara ini mengahsilkan precipitation hardening atau age hardening dan dispersion hardening. Pengerasan presipitasi atau endapan (precipitation hardening) dihasilkan dengan perlakuan pelarutan dan pencelupan suatu paduan. Agar terjadi pengerasan endapan, fasa kedua harus dapat dilarutkan pada temperatur tinggi, tetapi harus memperlihatkan kemampuan larut yang berkurang dengan turunnya temperatur. Sebaliknya, fasa kedua dalam sistem pengerasan dispersi memiliki kemampuan larut yang sangat kecil di dalam matriksnya.
2.2.1.5 Deformasi plastis menyeluruh (Severe Plastic Deformation)
Deformasi plastis menyeluruh adalah salah satu proses untuk memperoleh struktur kristal yang sangat halus dalam logam, yang memiliki struktur kristalografi yang berbeda (Zrnik, J, 2008).
2.2.2 Mikrostruktur Aluminium
Gambar 2.1 memperlihatkan struktur mikro aluminium murni. Aluminium murni 100% tidak memiliki kandungan unsur apapun selain aluminium itu sendiri.
Gambar 2.1 Struktur mikro dari aluminium murni
Gambar 2.2 Struktur mikro dari paduan aluminium-silikon
Gambar 2.2 Struktur mikro dari paduan aluminium-silikon. Gambar (a) merupakan paduan Al-Si tanpa perlakuan khusus. Gambar (b) merupakan paduan Al-Si dengan perlakuan termal. Gambar (c) adalah paduan Al-Si dengan perlakuan termal dan penempaan. Perhatikan bahwa semakin ke kanan, struktur mikro semakin baik.
2.2.3. Sifat-Sifat Aluminium
Sifat teknik bahan aluminium murni dan aluminium paduan dipengaruhi oleh konsentrasi bahan dan perlakuan yang diberikan terhadap bahan tersebut. Aluminium terkenal sebagai bahan yang tahan terhadap korosi. Hal ini disebabkan oleh fenomena pasivasi, yaitu proses pembentukan lapisan aluminium oksida di permukaan logam aluminium segera setelah logam terpapar oleh udara bebas. Lapisan aluminium oksida ini mencegah terjadinya oksidasi lebih jauh. Namun, pasivasi dapat terjadi lebih lambat jika dipadukan dengan logam yang bersifat lebih katodik, karena dapat mencegah oksidasi aluminium.
2.2.3.1 Sifat Fisik Aluminium
Sifat fisik dari aluminium dapat dilihat pada tabel 2.1. Tabel 2.1 Sifat fisik aluminium
Sumber: http://id.wikipedia.org/wiki/aluminium
2.2.3.1 Sifat Mekanik Aluminium
Adapun sifat-sifat mekanik dari aluminium adalah sebagai berikut: 1. Kekuatan tensil
Kekuatan tensil adalah besar tegangan yang didapatkan ketika dilakukan pengujian tensil. Kekuatan tensil ditunjukkan oleh nilai tertinggi dari tegangan pada kurva tegangan-regangan hasil pengujian, dan biasanya terjadi ketika terjadinya necking. Kekuatan tensil bukanlah ukuran
kekuatan yang sebenarnya dapat terjadi di lapangan, namun dapat dijadikan sebagai suatu acuan terhadap kekuatan bahan.
Kekuatan tensil pada aluminium murni pada berbagai perlakuan umumnya sangat rendah, yaitu sekitar 90 MPa, sehingga untuk penggunaan yang memerlukan kekuatan tensil yang tinggi, aluminium perlu dipadukan. Dengan dipadukan dengan logam lain, ditambah dengan berbagai perlakuan termal, aluminium paduan akan memiliki kekuatan tensil hingga 580 Mpa (paduan 7075).
2. Kekerasan
Kekerasan gabungan dari berbagai sifat yang terdapat dalam suatu bahan yang mencegah terjadinya suatu deformasi terhadap bahan tersebut ketika diaplikasikan suatu gaya. Kekerasan suatu bahan dipengaruhi oleh elastisitas, plastisitas, viskoelastisitas, kekuatan tensil, ductility, dan sebagainya. Kekerasan dapat diuji dan diukur dengan berbagai metode. Yang paling umum adalah metode Brinnel, Vickers, Mohs, dan Rockwell. 3. Ductility
Ductility didefinisikan sebagai sifat mekanis dari suatu bahan untuk menerangkan seberapa jauh bahan dapat diubah bentuknya secara plastis tanpa terjadinya retakan. Dalam suatu pengujian tensil, ductility ditunjukkan dengan bentuk neckingnya, material dengan ductility yang tinggi akan mengalami necking yang sangat sempit, sedangkan bahan yang memiliki ductility rendah, hampir tidak mengalami necking. Sedangkan dalam hasil pengujian tensil, ductility diukur dengan skala yang disebut elongasi. Elongasi adalah seberapa besar pertambahan panjang suatu bahan ketika dilakukan uji kekuatan tensil. Elongasi ditulis dalam persentase pertambahan panjang per panjang awal bahan yang diujikan.
Aluminium murni memiliki ductility yang tinggi. Aluminium paduan memiliki ductility yang bervariasi, tergantung konsentrasi paduannya, namun pada umumnya memiliki ductility yang lebih rendah dari pada aluminium murni, karena ductility berbanding terbalik dengan kekuatan tensil, serta hampir semua aluminum paduan memiliki kekuatan tensil yang lebih tinggi dari pada aluminium murni.
4. Modulus Elastisitas
Aluminium memiliki modulus elastisitas yang lebih rendah bila dibandingkan dengan baja maupun besi, tetapi dari sisi strength to weight ratio, aluminium lebih baik. Aluminium yang elastis memiliki titik lebur yang lebih rendah dan kepadatan. Dalam kondisi yang dicairkan dapat diproses dalam berbagai cara. Hal ini yang memungkinkan produk-produk dari aluminium yang akan dibentuk pada dasarnya dekat dengan akhir dari desain produk.
5. Recyclability (daya untuk didaur ulang)
Aluminium adalah 100% bahan yang didaur ulang tanpa down grading dari kualitas. Yang kembali dari aluminium, peleburannya memerlukan sedikit energi, hanya sekitar 5% dari energi yang diperlukan untuk memproduksi logam utama yang pada awalnya diperlukan dalam proses daur ulang.
6. Reflectivity (daya pemantulan)
Aluminium adalah reflektor yang terlihat cahaya serta panas, dan yang bersama-sama dengan berat rendah, membuatnya ideal untuk bahan reflektor misalnya perabotan ringan.
2.2.4 Contoh Aplikasi Aluminium
Berikut ini beberapa contoh aplikasi aluminium: 1. Aluminium seri 1xxx
Memiliki kekuatan yang rendah, ketahanan terhadap korosi yang tinggi, tingkat reflektif yang tinggi, dan konduktifitas termal dan listrik yang tinggi sehingga kombinasi ini cocok untuk digunakan dalam pengemasan, perangkat listrik, peralatan pemanas, pencahayaan, dekorasi dan lain-lain.
2. Aluminium seri 2xxx
Melalui pengerasan dengan precipitation hardening dapat digunakan untuk penerbangan dan roda, kendaraan militer, cocok juga untuk sekrup, baut, komponen permesinan, dan lain-lain.
3. Aluminium seri 3xxx
Tipikal aplikasi seri ini rata-rata untuk kaleng dan untuk paduan yang memerlukan pembentukan dengan cara ditekan dan penggulungan. Selain untuk pengemasan, bangunan, peralatan rumah, alloy ini digunakan juga untuk benda yang memerlukan kekuatan, formabilitas, weldabilitas, dan korosi yang tinggi serta untuk perlengkapan pemanasan seperti helaian brazing dan pipa pemanas.
4. Aluminium seri 4xxx
Kandungan silikon yang tinggi digunakan untuk produk yang memerlukan tingkat kekakuan yang tinggi atau keuletan yang rendah. 5. Aluminium seri 5xxx
Kombinasi kekuatan sedang, ketahanan korosi yang luar biasa, dan weldabilitas biasa digunakan untuk bagian luar (outdoor), arsitektur, khususnya dalam bidang kelautan (perkapalan), dan juga untuk otomotif untuk bodi mobil dan komponen casis.
6. Aluminium seri 6xxx
Kombinasi yang baik antara kekuatan tinggi, formabilitas, ketahanan korosi, dan weldabilitas sehingga digunakan untuk transport (bodi luar otomotif dan lain-lain), bangunan (pintu, jendela, dan lain-lain), kelautan, pemanasan, dan lain-lain.
7. Aluminium seri 7xxx
Bagian terpenting dari penggunaan seri ini berdasarkan kekuatan yang tinggi, contohnya pada bidang penerbangan, penjelajahan luar angkasa, militer dan nuklir. Tetapi juga bagian structural bangunan sama baiknya dengan atribut olah raga raket tenis, ski, dan lain-lain.
2.3 Deformasi plastis menyeluruh (Severe Plastic Deformation)
Proses deformasi plastis menyeluruh dapat didefinisikan sebagai proses-proses yang menyebabkan regangan plastis yang sangat tinggi di logam untuk menghasilkankan penghalusan butir (Srinivasan, R, 2006). Berikut ini adalah beberapa metode deformasi menyeluruh:
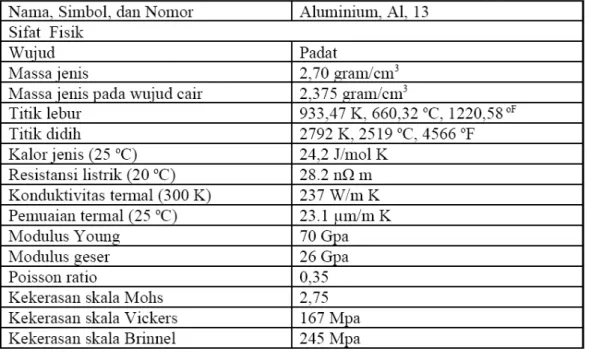
1. High Pressure Torsion
Deformasi plastik menyeluruh dengan metode high pressure torsion terjadi deformasi didalam cakram dengan geser murni antara dua landasan, di mana satu landasan berputar terhadap landasan lainnya yang mencengkram material. Skematik high pressure torsion ditunjukkan pada Gambar 2.3. Metode ini terbatas pada cakram kecil. Deformasi yang terinduksi selama high pressure torsion adalah tidak seragam dari pusat ke diameter luar (Srinivasan, R, 2006).
Gambar 2.3 Persentasi secara skematik dari High pressure torsion
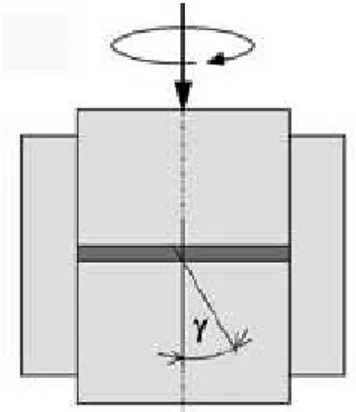
2. Equal Channel Angular Pressing
Equal channel angular pressing adalah suatu prosedur proses dimana material diberikan regangan plastis berupa geseran sederhana dengan penekanan melalui cetakan dua saluran. Cetakan ini terdiri dari dua saluran yang berbentuk L dengan penampang sama dan memiliki sudut (θ) antara dua saluran tersebut. Skematik Equal channel angular pressing ditunjukkan pada Gambar 2.4(Srinivasan, R, 2006).
Gambar 2.4 Persentasi secara skematik dari Equal channel angular pressing
3. Cyclic Extrusion-Compression
Deformasi plastik menyeluruh dengan metode Cyclic extrusion-compression terjadi deformasi dengan melibatkan aliran berputar dari logam antara ekstrusi bolak-balik dan ruang kompresi. Skematik Cyclic extrusion-compression ditunjukkan pada Gambar 2.5. Efek deformasi jelas bisa dicapai dengan bingkai/cetakan tetap dan pukulan bergerak atau sebaliknya.
Gambar 2.5 Persentasi secara skematik dari Cyclic extrusion-compression
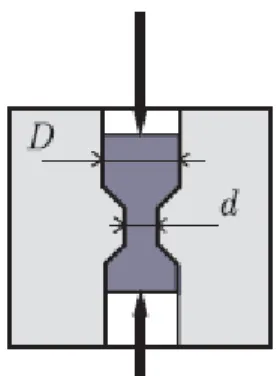
4. Multiaxial Forging
Multi-Axial Compressions/Forgings terjadi deformasi dari sampel penampang persegi panjang melalui serangkaian kompresi sehingga dimensi awal bilet yang dipertahankan. Arah penempatan diubah melalui dari sudut 900 antara kompresi yang berurutan. Skema satu langkah Multi-Axial Compressions/Forgings ditunjukkan pada Gambar 2.6. Multi-Multi-Axial Compressions/Forgings sangat efektif didalam memproduksi struktur butir halus, tetapi kekurangannya adalah distribusi regangan tidak seragam sepanjang bilet penampang. Namun ketidak seragaman ini dapat dihilangkan dengan pelumasan yang baik pada bilet dan melalui sejumlah langkah kompresi/tempa.
Gambar 2.6 Persentasi secara skematik dari Multiaxial forging
5. Accumulatibe Roll Bonding
Teknik ini menggunakan mesin pengerolan logam konvensional. Lempengan logam dirol sehingga ketebalannya berkurang setengahnya dari tebal awal logam sebelum dirol. Kemudian lempengan logam yang telah dirol dipotong menjadi 2 bagian, dan ditumpuk menjadi 1 lapisan. kemudian ditumpuk menjadi 1 lapisan, dan dirol kembali sehingga ketebalannya berkurang setengahnya dari tebal awal. Proses ini (terus berulang-ulang dilakukan sehingga regangan yang sangat besar bisa diperoleh dan terkumpul pada logam yang diproses. Skematik Accumulatibe Roll Bonding ditunjukkan pada Gambar 2.7.
Gambar 2.7 Persentasi secara skematik dari Accumulatibe roll bonding
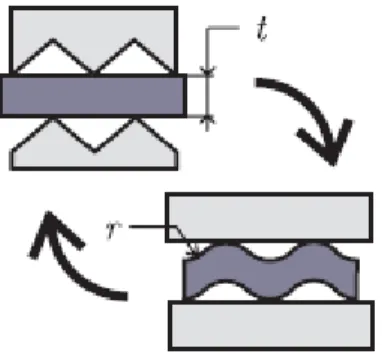
6. Repetitive Corrugation And Straightening
Selama proses Repetitive Corrugation And Straightening, benda kerja berulang-ulang mengalami pembengkokan dan pelurusan, Skematik Repetitive Corrugation And Straightening ditunjukkan pada Gambar 2.8. Dengan proses ini, akumulasi tegangan tinggi sambil mempertahankan bentuk benda kerja awal. Proses ini dapat berlangsung secara terus
menerus atau terputus-putus (Gambar 2.8.) Benda kerja diratakan diluar dengan cetakan datar dalam proses yang terputus-putus dan gulungan halus dalam proses yang berlangsung secara terus menerus.
Gambar 2.8 Persentasi secara skematik dari RCS
2.3.1 Equal Chanel Angular Pressing (ECAP)
Equal-channel angular pressing (ECAP) adalah salah satu jenis dari deformasi plastis menyeluruh (SPD). metode ini telah menjadi sangat sukses dalam memproduksi mikro untuk logam masal dan paduan (Han,W,Z, 2007). ECAP atau proses Cetak Tekan dapat menghasilkan kekuatan yang paling tinggi. Cetak Tekan adalah suatu prosedur proses dimana material diberikan regangan plastis berupa geseran sederhana dengan penekanan melalui cetakan dua saluran. Cetakan ini terdiri dari dua saluran yang berbentuk L dengan penampang sama dan memiliki sudut (θ) antara dua saluran tersebut, seperti terlihat pada Gambar 2.9. Regangan yang besar akibat penekanan pada proses Cetak Tekan ini mengakibatkan perubahan pada struktur butir.
Proses Cetak Tekan dikembangkan pertama kalinya oleh Segal dan krunya pada tahun 1985. Pemilihan proses Cetak Tekan didasarkan pada dua alasan yaitu; memungkinkan peningkatan kekuatan material pada temperatur rendah dan proses ini mudah diaplikasikan dalam dunia indutri serta mampu menghasilkan produk dalam skala batangan.
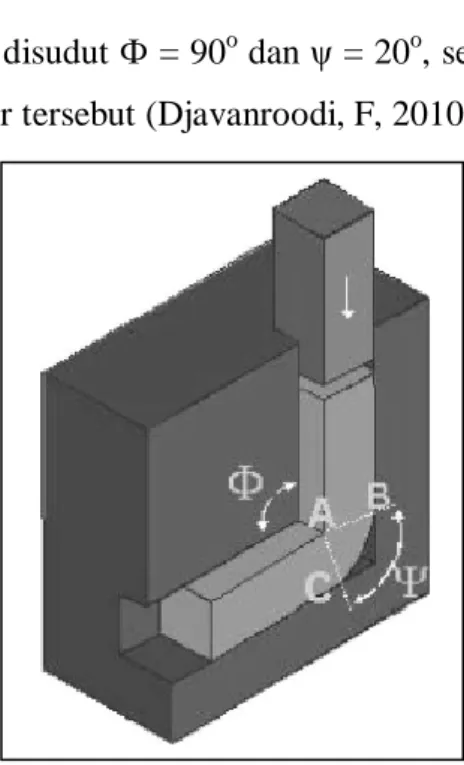
2.3.2 Prinsip Kerja Cetak Tekan
Pada dasarnya sebuah mekanisme Cetak Tekan terdiri dari material uji, punch yang berfungsi untuk menekan spesimen melalui alur cetakan, pelumas dan cetakan dengan dua buah alur yang berpenampang sama (Gambar 2.9). Kedua alur
cetakan tersebut bertemu disudut Ф = 90o dan ψ = 20o, selama proses ini material ditekan melalui kedua alur tersebut (Djavanroodi, F, 2010).
Gambar 2.9 Prinsip Cetak Tekan (Kim, S, H, 2001)
Sama halnya dengan proses deformasi yang lain, proses Cetak Tekan tidak terlepas dari prinsip bahwa deformasi suatu material terdiri dari sistem slip dan orientasi butir, dalam hal ini Cetak Tekan memberikan deformasi berupa geseran sederhana. Geseran yang terjadi selama proses Cetak Tekan inilah yang akan mengubah orientasi butir material sebagai akibat pergerakan atom-atom pada saat melalui daerah geser sehingga struktur dan ukuran butir material menjadi lebih halus hal tersebut dapat dilihat pada Gambar 2.10. Jika dibandingkan, mekanisme penguatan ini menghasilkan ukuran butir yang lebih halus dari proses thermo-mechanical (Valiev, Z, R, 2006).
Nilai regangan εN yang terjadi dipengaruhi oleh sudut antar saluran , Ф dan
sudut kelengkungan cetakan, ψ. Hal ini dijelaskan oleh persamaan Y. Iwahashi (Adedokun, S, T, 2011): Φ+Ψ Φ + Φ+Ψ = 2 2 cos 2 2 cot 2 3 ec N N ε (2.1)
Serta persamaan R.E. Goforth, K.T. Hartwig dan L.R. Cornwell:
Ψ + Φ+Ψ = 2 cot 2 3 N N ε (2.2)
Gambar 2.10 Daerah geser pada Cetak Tekan
Dalam beberapa dekade belakangan proses Cetak Tekan telah diteliti untuk mengetahui perubahan struktur mikro logam ketika dideformasi plastis. Apabila logam dideformasi plastis pada temperatur kamar, ukuran rata-rata subbutir menurun dengan meningkatnya regangan. Pada proses ini dapat meningkatkan mampu bentuk logam pada temperatur tinggi dan pengurangan ukuran butir akan memberikan peningkatan yang signifikan terhadap kekuatan material.
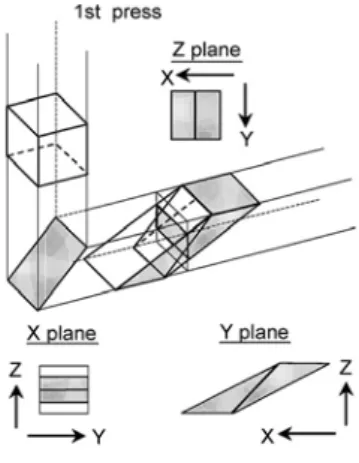
Pada Gambar 2.11 menunjukkan bentuk deformasi elemen kubik dalam bentuk perpanjangan butir dan geseran yang terjadi pada butir dalam satu langkah proses saat melalui cetakan Cetak Tekan. Pada saat melewati daerah geser di bidang Y terlihat elemen kubik berubah menjadi jajaran genjang (Azushima, A, 2008).
Beberapa faktor yang mempengaruhi struktur mikro hasil proses Cetak Tekan adalah:
1. Rute proses, dimana sampel diputar diantara penekanan yang berturut-turut.
2. Geometri cetakan seperti, Ф sudut diantara kedua alur cetakan (channel angle) dan ψ sudut lengkungan cetakan (corner angle).
3. Variabel proses seperti, kecepatan penekanan, pelumasan dan temperatur.
4. Sifat material, seperti kekuatan dan perilaku pengerasan.
Selama proses Cetak Tekan, koefisien gesekan antara spesimen dan cetakan diasumsikan sama dengan nol atau kondisi tanpa gesekan. Gesekan adalah variabel proses yang penting untuk menghambat aliran permukaan material serta memberikan regangan geser yang tinggi pada bagian bawah dan regangan geser yang lebih rendah pada bagian atas benda kerja.
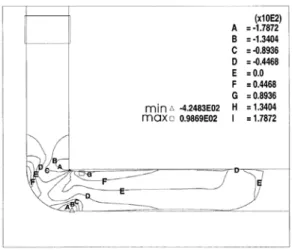
Distribusi tegangan-tegangan utama material pada beban tetap selama proses Cetak Tekan dapat dilihat pada Gambar 2.12. Dari gambar dapat dilihat bahwa tegangan pada bagian dalam alur keluar berbeda dengan tegangan bagian luarnya. Bagian dalam alur masuk menerima tegangan tekan dan tegangan tekan maksimum (garis A) muncul pada bagian dalam sudut. Daerah ABC adalah daerah deformasi utama (Gambar 2.12) yang mengalami kondisi tegangan tekan. Dengan kata lain, ketika bagian luar diregang di depan daerah deformasi utama, bagian luar alur masuk benda kerja mengalami kondisi tegangan tarik (garis F Gambar 2.12)(Kim, S, H, 2001) .
2.4 Pengujian Kekerasan (Hardness Test)
Pengujian kekerasan Brinell merupakan pengujian standar skala industri, tetapi karena penekannya terbuat dari bola baja yang berukuran besar dan beban besar maka bahan yang sangat lunak atau sangat keras tidak dapat diukur kekerasannya. Di dalam aplikasi manufaktur, material diuji untuk dua pertimbangan, sebagai riset karakteristik suatu material baru dan juga sebagai suatu analisa mutu untuk memastikan bahwa contoh material tersebut menghasilkan spesifikasi kualitas tertentu.
Pengujian yang paling banyak dipakai adalah dengan menekan alat penekan tertentu kepada benda uji dengan beban tertentu dan dengan mengukur ukuran bekas penekanan yang terbentuk di atasnya, cara ini dinamakan cara kekerasan dengan penekanan (brinnel).
Kekerasan suatu material harus diketahui khususnya untuk material yang dalam penggunaanya akan mangalami pergesekan (Frictional force), dalam hal ini bidang keilmuan yang berperan penting mempelajarinya adalah Ilmu Bahan Teknik (Metallurgy Engineering). Kekerasan didefinisikan sebagai kemampuan suatu material untuk menahan beban identasi atau penetrasi (penekanan).
Didunia teknik, umumnya pengujian kekerasan menggunakan 4 macam metode pengujian kekerasan, yakni :
- Brinell (HB/BHN) - Rockwell (HR/RHN) - Vickers (HV/VHN)
- Micro Hardness (Namun jarang sekali dipakai-red)
Pemilihan masing-masing skala (metode pengujian) tergantung pada : - Permukaan material
- Jenis dan dimensi material - Jenis data yang diinginkan - Ketersedian alat uji
2.4.1 Metode Brinell
Pengujian kekerasan dengan metode Brinell bertujuan untuk menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja (identor) yang ditekankan pada permukaan material uji tersebut (speciment). Idealnya, pengujian Brinell diperuntukan bagi material yang memiliki kekerasan
Brinell sampai 400 HB, jika lebih dari nilai tersebut maka disarankan
menggunakan metode pengujian Rockwell ataupun Vickers. Angka Kekerasan
Brinell (HB) didefinisikan sebagai hasil bagi (Koefisien) dari beban uji (F) dalam Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka
tekan (injakan) bola baja (A) dalam milimeter persegi. Rumus perhitungan Brinell
Hardness Number (BHN) dapat dilihat pada persamaan 2.3.
(2.3)
Dimana:
P = beban penekan (Kgf)
D = diameter bola penekan (mm) d = diameter lekukan (mm)
2.4.2 Metode Vickers
Pengujian kekerasan dengan metode Vickers bertujuan menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap intan berbentuk piramida dengan sudut puncak 136 Derajat yang ditekankan pada permukaan material uji tersebut. Angka kekerasan Vickers (HV) didefinisikan sebagai hasil bagi (koefisien) dari beban uji (F) dalam Newton yang dikalikan
dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola baja (A) dalam milimeter persegi.
2.4.3 Metode Rockwell
Skala yang umum dipakai dalam pengujian Rockwell adalah : - HRa (Untuk material yang lunak).
- HRb (Untuk material yang kekerasan sedang). - HRc (Untuk material dengan sangat keras).
2.4.4 Metode Micro Hardness
Pada pengujian ini identornya menggunakan intan kasar yang di bentuk menjadi piramida. Bentuk lekukan intan tersebut adalah perbandingan diagonal panjang dan pendek dengan skala 7:1. Pengujian ini untuk menguji suatu material adalah dengan menggunakan beban statis. Bentuk identor yang khusus berupa knoop memberikan kemungkinan membuat kekuatan yang lebih rapat di bandingkan dengan lekukan Vickers. Hal ini sangat berguna khususnya bila mengukur kekerasan lapisan tipis atau mengukur kekerasan bahan getas dimana kecenderungan menjadi patah sebanding dengan volume bahan yang ditegangkan.
2.5 Metallography Test
Analisa mikro adalah suatu analisa mengenai struktur logam melalui pembesaran dengan menggunakan mikroskop khusus metalografi. Alat uji struktur mikro dapat dilihat pada gambar 2.14. Dengan analisa mikrostruktur, kita dapat mengamati bentuk dan ukuran kristal logam, kerusakan logam akibat proses deformasi, proses perlakuan panas, dan perbedaan komposisi. Sifat-sifat logam terutama sifat mekanis dan sifat fisis sangat mempengaruhi mikrostruktur logam dan paduannya, disamping komposisi kimianya. Struktur mikro dari logam dapat diubah dengan jalan perlakuan panas ataupun dengan proses perubahan bentuk (deformasi) dari logam yang akan diuji.
Gambar 2.14 Alat uji struktur mikro
Sebelum melakukan percobaan metalografi terhadap suatu material, terlebih dahulu harus ditentukan material logam apa yang akan diuji. Sebaiknya harus ada data pembanding antara data mikrostruktur yang di dapat dari percobaan dengan data mikrostruktur yang sebenarnya dari suatu material yang di jadikan benda uji. Adapun langkah-langkah yang harus dilakukan pada metalografi adalah sebagai berikut:
2.5.1 Cutting (Pemotongan) Spesimen
Pemilihan sampel yang tepat dari suatu benda uji studi mikroskopik merupakan hal yang sangat penting. Pemilihan sampel tersebut didasarkan pada tujuan pengamatan yang hendak dilakukan. Pada umumnya bahan komersil tidak homogen, sehingga satu sampel yang diambil dari suatu volume besar tidak dapat dianggap representatif. Pengambilan sampel harus direncanakan sedemikian rupa sehingga menghasilkan sampel yang sesuai dengan kondisi rata-rata bahan atau kondisi di tempat-tempat tertentu (kritis), dengan memperhatikan kemudahan pemotongan pula. Secara garis besar, pengambilan sampel dilakukan pada daerah yang akan diamati mikrostruktur maupun makrostrukturnya. Sebagai contoh, untuk pengamatan mikrostruktur material yang mengalami kegagalan, maka sampel diambil sedekat mungkin pada daerah kegagalan (pada daerah kritis dengan kondisi terparah), untuk kemudian dibandingkan dengan sampel yang diambil dari daerah yang jauh dari daerah gagal. Perlu diperhatikan juga bahwa dalam proses memotong, harus dicegah kemungkinan deformasi dan panas yang berlebihan. Oleh karena itu, setiap proses pemotongan harus diberi pendinginan
yang memadai. Ada beberapa sistem pemotongan sampel berdasarkan media pemotong yang digunakan, yaitu meliputi proses pematahan, pengguntingan, penggergajian, pemotongan abrasi (abrasive cutter), gergaji kawat, dan EDM (Electric Discharge Machining). Berdasarkan tingkat deformasi yang dihasilkan, teknik pemotongan terbagi menjadi dua, yaitu :
a. Teknik pemotongan dengan deformasi yang besar, menggunakan gerinda.
b. Teknik pemotongan dengan deformasi kecil, menggunakan low speed diamond saw.
2.5.2 Mounting Spesimen
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dan lain-lain. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu media (media mounting). Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah:
a. Bersifat inert (tidak bereaksi dengan material maupun zat etsa) b. Sifat eksoterimis rendah
c. Viskositas rendah d. Penyusutan linier rendah e. Sifat adhesi baik
f. Memiliki kekerasan yang sama dengan spesimen
g. Flowability baik, dapat menembus pori, celah dan bentuk ketidakteraturan yang terdapat pada spesimen.
h. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus kondusif.
Media mounting yang dipilih haruslah sesuai dengan material dan jenis reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah
dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan. Namun bahan castable resin ini tidak memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk material-material yang keras. Teknik mounting yang paling baik adalah menggunakan thermosetting resin dengan menggunakan material bakelit. Material ini berupa bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb.in-2) dan panas (1490˚C) pada mold saat mounting.
2.5.3 Grinding (Pengamplasan) Spesimen
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan agar pengamatan struktur mudah untuk dilakukan.Pengamplasan dilakukan dengan menggunakan kertas amplas yang ukuran butir abrasifnya dinyatakan dengan mesh. Urutan pengamplasan harus dilakukan dari nomor mesh yang rendah (hingga 150 mesh) ke nomor mesh yang tinggi (180 hingga 600 mesh). Ukuran grit pertama yang dipakai tergantung pada kekasaran permukaan dan kedalaman kerusakan yang ditimbulkan oleh pemotongan. Hal yang harus diperhatikan pada saat pengamplasan adalah pemberian air. Air berfungsi sebagai pemidah geram, memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa pemakaian kertas amplas.
2.5.4 Polishing (Pemolesan) Spesimen
Setelah diamplas sampai halus, sampel harus dilakukan pemolesan. Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus bebas goresan dan mengkilap seperti cermin dan menghilangkan ketidakteraturan sampel. Permukaan sampel yang akan diamati di bawah mikroskop harus benar-benar rata. Apabila permukaan sampel kasar atau bergelombang, maka pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang datang dari mikroskop dipantulkan secara acak oleh permukaan sampel. Tahap pemolesan dimulai dengan pemolesan kasar terlebih dahulu kemudian dilanjutkan dengan pemolesan halus.
2.5.5 Etching (Etsa) Spesimen
Etsa merupakan proses penyerangan atau pengikisan batas butir secara selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material, mikrostruktur baru muncul jika diberikan zat etsa. Sehingga perlu pengetahuan yang tepat untuk memilih zat etsa yang tepat. Pengamatan struktur makro dan mikro. Pengamatan metalografi dengan mikroskop optik dapat dibagi dua, yaitu:
a. Metalografi makro yaitu pengamatan struktur dengan perbesaran 10-100 kali.
b. Metalografi mikro yaitu pengamatan struktur dengan perbesaran diatas 100 kali.
2.6 Hubungan Tegangan Tarik Dengan Kekerasan Brinell
Kekuatan tarik dan kekerasan merupakan indikator ketahanan logam terhadap deformasi plastis. Konsekuensinya adalah terdapat korelasi secara kasar untuk kekuatan tarik sebagai fungsi kekerasan Brinell (Callister, 2004). Hubungan teganngan tarik dengan kekerasan brinell dapat dilihat pada persamaan 2.4.
TS(MPa) = 3.45 x HB (2.4)
2.7 Perhitungan Diameter Butir
Ada beberapa metode yang dapat dilakukan untuk mengukur diameter butir dari struktur mikro suatu material salah satunya adalah metode Planimetri yang dikembangkan oleh Jeffries. Dimana metode ini cukup sederhana untuk menetukan jumlah butir persatuan luas pada bagian bidang yang dapat dihubungkan pada standar ukuran butir ASTM E 112. Metode planimetri ini melibatkan jumlah butir yang terdapat dalam suatu area tertentu yang dinotasikan dengan NA. Dapat dilihat pada persamaan 2.5. Secara skematis proses perhitungan menggunakan metode ini adalah sebagai berikut:
Gambar 2.15 Perhitungan butiran menggunakan metode planimetri
Jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah butir yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali Jeffries (f).
(2.5)
Dimana pengali Jeffries tergantung pada perbesaran yang digunakan dan dapat dilihat pada tabel 2.2 berikut ini:
Tabel 2.2 Pengali Jeffries
Perbesaran (M) Pengali Jefrries( f) untuk menetukan butiran/mm2
1 0.0002 10 0.02 25 0.125 50 0.5 75^ 1.125 100 2.0 150 4.5 200 8.0 250 12.5 300 18.0 500 50.0 750 112.5 1000 200.0 Sumber: ASTM E 112-96, 2000
Sifat mekanik turut ditentukan oleh ukuran butir. Makin halus butir, makin keras bahan dan kekuatan luluh; keuletan dan ketangguhan bahan juga lebih
tinggi. Hubungan antara besar butir dan kekuatan diberikan oleh persamaan Hall-Petch yang dirumuskan pada persamaan 2.6.
(2.6)
Dimana:
σy = Tegangan luluh
σ1= Tegangan friksi (friction stress)
k = Koefisien penguat (strengthening coefficient)
d = Ukuran (diameter) butir
2.8 Panel Bodi Mobil
Penelitian dan pengembangan panel bodi aluminium mulai pada tahun 1970-an. Aluminium paduan untuk panel bodi dikembangkan dalam cara yang berbeda di Eropa, Amerika Utara, dan Jepang karena kebutuhan yang berbeda dari produsen mobil. Di Jepang, paduan sifat mampu bentuk yang lebih tinggi dibutuhkan dari produsen mobil. Oleh karena itu, khusus seri 5xxx Al-Mg paduan, seperti AA5022 dan AA5023, dikembangkan pertama kali. Di sisi lain, paduan kekuatan tinggi setelah dipanggang cat yang diperlukan di Eropa dan Amerika Utara. Akibatnya, seri 2xxx Cu-Mg paduan, seperti AA2036, dan seri 6xxx Al-Mg-Si-(Cu) paduan, seperti AA6016, AA6022 AA6111. Baru-baru ini, mirip paduan seri 6xxx telah digunakan di Eropa, Amerika Utara, dan Jepang. Tabel 2.3 menunjukkan sifat mekanik aluminium untuk panel bodi(Cantor, B, 2007).
Tabel 2.3 Sifat mekanik aluminium untuk panel bodi
Alloy Mechanical Properties Tensile Strength (MPa) Yield Strength (MPa) Elongation (%) n-Velue r-Value 5000 AA5022 275 135 30 0.30 0.67 AA5023 285 135 33 - - series AA5182 265 125 28 0.33 0.80 AA5052 190 90 26 0.26 0.66 6000 AA6022 275 155 31 0.25 0.60 series AA6016 235 130 28 0.23 0.70 AA6111 290 160 28 0.26 0.60 Sumber: Cantor, B, 2007
Penggunaan bagian bodi aluminium dimulai pada kap mobil Mazda RX-7 pada tahun 1985. Honda NSX menggunakan aluminium untuk panel bodi mobil pada tahun 1990. Pada awalnya, aluminium panel bodi diadopsi untuk bagian-bagian mobil sport di Jepang, tetapi baru-baru ini telah digunakan untuk diproduksi secara masal. Pada gambar 2.16. menunjukkan penggunaan panel bodi aluminium pada honda NSX (Davies, G, 2003).