38
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 TINJAUAN UMUM PERUSAHAAN
Tinjauan umum mengenai perusahaan yakni meliputi profil perusahaan, sejarah, lokasi, struktur organisasi, visi dan misi, jam kerja, serta kebijakan dan kebudayaan yang ada pada PT Denka Panel Industri.
4.1.1. PROFIL PERUSAHAAN
a. Nama Perusahaan : PT Denka Panel Industri b. Alamat : Jl Kunir 3 no 8,
Pondok Cabe, Tangerang. Phone : 021 - 749996 (hunting) Facsimile : 021 - 7428813 c. Berdiri : Juli 2006
d. Modal : Rp 10 M
e. Pemegang Saham : Bp David Wisan (100%) f. Produk Utama : Panel Honeycomb, German Rebated Door system g. Jumlah karyawan : 150 orang
h. Presiden Direktur : Bp Jason Wisan
i. Area : Tanah 2000 m2, Bangunan 1500 m2 j. Logo Perusahaan :
39 Gambar 4.1 : Logo Perusahaan
4.1.2. SEJARAH PERUSAHAAN
Berikut ini merupakan sejarah singkat mengenai PT Denka Panel Industri : a. PT AST Indonesia secara resmi dinyatakan berdiri pada bulan Juli 2006. b. Pada bulan Oktober di tahun yang sama yakni 2006, perusahaan memulai
berdiri secara komersial.
4.1.3. LOKASI PERUSAHAAN
Gambar 4.2 : Lokasi Perusahaan Dilihat dari Google Map
Showrrom Pt Denka Panel Industri berada di Jl RS Fatmawati, 72/5, Jakarta. Seperti yang terlihat pada gambar diatas, lokasi showroom sangatlah strategis yakni berada di salah satu gerbang perekonomian kota jakarta. Lokasi Showroom sangat memberikan keuntungan dalam hal pemasaran produknya.
4.1.4. VISI DAN MISI PERUSAHAAN
Adapun Visi dan Misi PT AST Indonesia adalah sebagai berikut :
a. Visi : menggunakan teknologi terbaru untuk bersikap baik dengan alam dan menghasilkan produk yang lebih baik dan lebih halus
b. Misi : menggunakan metode dan material yang mengurangi efek negatif pada ekologi sambil memastikan bahwa penggunaan sumber daya secara efisien dan digunakan dengan efektif
40 4.1.5. KEBIJAKAN MUTU PERUSAHAAN
Top manajemen telah menetapkan kebijakan mutu yang disempurnakan untuk kemudahan dan untuk mendasari keseluruhan kegiatan sebagai berikut :
PT Denka Panel Industri selalu menyediakan proses yang diawasi penuh untuk menghasilkan produk yang bermutu dan meningkatkan proses-proses secara berkelanjutan untuk menghasilkan kepuasan pelanggan.
a. Memastikan kepuasan pelanggan b. Menurunkan angka reject
c. Bekerja untuk peningkatan berkelanjutan.
Top manajemen harus selalu memastikan bahwa semua karyawan paham dan punya kemampuan untuk menerapkan kebijakan mutu. Untuk menetapkan kebijakan mutu harus direview berdasarkan situasi bisnis, peluang dan kebijakan dari pemegang saham.
4.1.6. SASARAN MUTU PERUSAHAAN
Setelah Visi, Misi dan kebijakan mutu telah ditetapkan, setiap departemen harus menerbitkan sasaran mutu yang sesuai dengan rencana bisnis perusahaan dan harus bertanggung jawab untuk mencapainya.
Manajer departemen harus mengumpulkan data realisasi sasaran mutu dan melaporkan kepada presiden director secara periodik sesuai penetapannya. Jika terjadi masalah yang terkait dalam pencapaian sasaran mutu harus diidentifikasi dan diselesaikan sesuai prosedur sistem yang ada.
Untuk memastikan efektifitas, kesesuaian produk, standard dan keuntungan dari implementasi sistem yang ada. PT Denka Panel Industri akan membuat beberapa metode yang didukung dengan sumber daya yang sesuai.
Fokus dari kemauan manajemen diatas harus dimonitor, diukur, dan dianalisa dari :
a. Kepuasan pelanggan b. Audit mutu internal c. Kinerja proses
41 d. Karakteristik produk
Setiap masalah pada sistem manajemen mutu diatas harus diukur dan dimonitor dengan data dan analisa yang sesuai dengan mempertimbangkan faktor kesulitan proses, ketersediaan sumber daya, pengetahuan karyawan dan perencanaan sistem manajemen mutu.
Jika masalah yang khusus muncul dan mempengaruhi kinerja implementasi sistem manajemen mutu, departemen yang terpengaruh harus menganalisa untuk menentukan penyebab, masalah dan menentukan tindakan korektif untuk diambil. Jika suatu potensi masalah sistem dapat diidentifikasi, departemen terkait harus mengambil tindakan preventif dan memonitor efektifitasnya.
4.1.7. KEBIJAKAN MANAJEMEN PERUSAHAAN
Kebijakan manajemen yang dimiliki oleh PT Denka Panel Industri adalah dengan proses otomatis komputerisasi dan standar yang tinggi dari pengerjaan bersama-sama dengan penekanan pada teknologi modern, fasilitas kami secara efektif meminimalkan biaya tenaga kerja dan limbah mesin. Kami mampu menghasilkan volume tinggi produk kualitas terbaik dengan konsistensi.
4.1.8. KEBIJAKAN MANAJEMEN PERUSAHAAN TAHUN 2012
” MENGUTAMAKAN KESELAMATAN”
Keselamatan sebagai prioritas utama (daripada meningkatkan efisiensi dan cost down yang kurang pertimbangan) kesehatan dan keselamatan kerja adalah prinsip
dasar
Bekerja dengan ceria-gembira-semangat
a. KESELAMATAN KERJA
1. Menuju 365 hari tanpa kecelakaan kerja
42 b. KUALITAS
1. Marketing claim zero
2. Menurunkan customer feed back 30 % c. COST
1. Menurunkan production cost 10 %
2. Menempatkan karyawan sesuai pekerjaan, menurunkan lembur 20 %
4.1.9. KEBUDAYAAN PERUSAHAAN a. Semua orang adalah pelaksana kebersihan b. Arahkan visi kita ke level yang lebih tinggi c. Pelanggan adalah prioritas utama kita d. Kerusakan nol adalah acuan kita
e. Mulailah segala sesuatu dengan senyum f. Belajar
g. Jawab tantangan hari ini dengan pikiran positif h. Selalu mencari penyebab
i. Semangat, aktif dan hati yang jujur j. Semua orang menjadi ” Key Person”
4.1.10. JAM KERJA
a. Hari kerja : Senin - Jum’at b. Jam kerja : 07.00 – 16.00 WIB c. Jam istirahat : 12.00 – 13.00 WIB
5.2 PROSES PRODUKSI
Pada PT Denka Panel Industri proses produksinya dibagi menjadi 4 section yaitu, section 1 (honeycomb panel), section 2 (wrapping), section 3 (construction) dan Departemen 4 (assembly).
Berikut ini merupakan bagan atau alur proses produksi secara global pada PT Denka Panel Industri berawal dari gudang material sampai ke gudang produk jadi.
43
GUDANG MATERIAL
SECTION 1
HONEYCOMB PANEL SECTION 3 CONSTRUCTION
SECTION 2
WRAPPING
SECTION 4
ASSEMBLING
GUDANG PRODUK JADI
Gambar 4.3: Bagan Alur Produksi secara Global
4.2.1. SECTION 1 (HONEYCOMB PANEL)
Proses produksi yang dilakukan pada bagian honeycomb panel adalah membuat panel honeycomb dengan menggunakan mesin khusus honeycomb system press. Jumlah karyawan pada bagian ini sebanyak 10 orang dengan komposisi 4 orang sebagai operator, 6 orang karyawan sebagai helper. Terdapat 3 mesin dengan kapasitas speed antara 12 – 30 mtr / mnt. Jenis-jenis mesin yang terdapat pada bagian honeycomb panel antara lain:
a. Panel saw : 1 bh
b. Edok : 1 bh
c. Honeycomb pressure : 1 bh
Berikut adalah gambar mesin pada section Honeycomb panel :
44 Berikut adalah bagan alur proses bagian honeycomb panel :
RAW MATERIAL CUTTING PEMANASAN HONEYCOMB ASSEMBLY HONEYCOMB HONEYCOMB PRESSURE FHINISING PEMERIKSAAN QC NG ACCEPT REWORK STOK
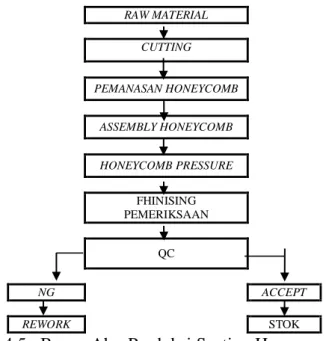
Gambar 4.5 : Bagan Alur Produksi Section Honeycomb Panel
Dibawah ini merupakan penjelasan mengenai alur produksi pada section honeycomb panel seperti yang digambarkan diatas:
a. Raw material : material mentah yang digunakan untuk proses produksi bagian ini antaralain : plywood, mdf, partikel, lvl, honeycomb core, solid wood. Semua bahan tersebut didatangkan dari supplier yang dipilih dengan kualitas yang terbaik.
b. Cutting : proses pemotongan ukuran bahan sesuai gambar yang telah direncakanan.
c. Pemanasan Honeycomb: proses pemanasan core honeycomb sebelum proses pressure.
d. Assembly : merakit core dan lipping honeycomb menjadi panel honeycomb e. Honeycomb pressure : proses produksi dengan menggunakan mesin
pressure dan glue roller.
f. Finishing pemeriksaan : pemeriksaan pada setiap produk yang dihasilkan untuk memastikan bahwa produk yang dihasilkan sesuai dengan apa yang diinginkan.
45 g. QC : cek kualitas dilakukan pada tahap akhir dan identifikasi produk yang sesuai untuk disimpan atau produk NG (Not Good) yang kemudian di
rework.
4.2.2. SECTION 2 (WRAPPING)
Proses produksi yang dilakukan pada section Wrapping adalah membungkus / melaminating / mem finishing part Architrave, Frame, Panel Honeycomb. Jumlah karyawan pada bagian ini sebanyak 30 orang yang terdiri dari : operator tetap 6 orang, helper 24 orang. Jenis-jenis mesin yang terdapat pada bagian Wrapping antara lain:
a. Slitting : 1 bh b. Wrapping PUM : 1 bh c. Wrapping FKP : 1 bh
Berikut adalah gambar mesin pada section wrapping :
46 Berikut adalah bagan alur proses pada section wrapping :
Gambar 4.7 : Bagan Alur Produksi pada Section Wrapping
Dibawah ini merupakan penjelasan mengenai alur produksi pada section wrapping seperti yang digambarkan diatas:
a. Input : input material berasal dari proses honeycomb panel dari section 1 yang telah siap untuk proses tahap selanjutnya yaitu wrapping
b. wrapping : proses inti pada section ini yaitu adalah proses pembungkusan part / laminated part / finishing panel honeycomb, architrave maupun frame.
c. Mentory : proses cleaning atau touch up pada bagian sudut part atau komponen.
d. Double check : memastikan part sesuai kualitas yang diharapkan
4.2.3. SECTION 3 (CONSTRUCTION)
Proses konstruksi pada section ini dimulai dari proses rebated door kemudian dilanjutkan pada proses router CNC yang menjadi objek dalam penelitian ini. Jumlah karyawan pada section ini sebanyak 15 orang yang terdiri dari : operator 3 orang, helper 12 orang.
INPUT WRAPPING MENTORI DOUBLE CHECK \ OUTPUT
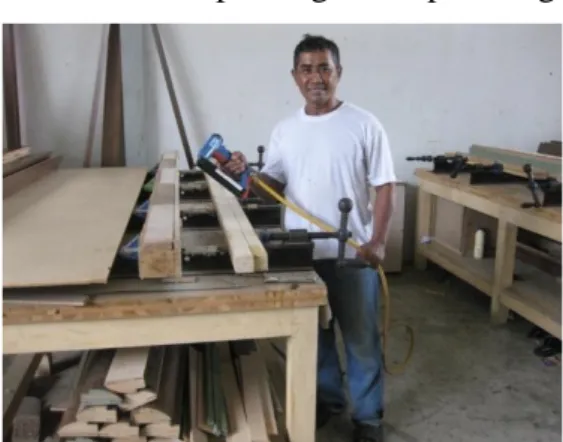
47 Berikut adalah gambar mesin pada proses konstruksi :
Gambar 4.8 : Foto Kegiatan pada Bagian konstruksi
Berikut adalah bagan alur proses produksi pada section konstruksi :
Gambar 4.9 : Bagan Alur Produksi section konstruksi
Dibawah ini merupakan penjelasan mengenai alur produksi pada section konstruksi seperti yang digambarkan diatas:
a. Input : input material berasal dari proses wrapping panel, architrave maupun frame dari section 2 yang telah siap untuk proses konstruksi. b. Rebated : proses ini adalah tahap awal konstruksi sebelum proses router
dengan membentuk sisi edge pada panel honeycomb.
c. Router : proses inti yaitu boring, routing konstruksi maupun penentuan titik titik hardware dan kelengkapan lainnya.
d. Output : Akhir dari proses konstruksi.
4.2.4. DEPARTEMEN 4 (ASSEMBLY)
Kegiatan akhir dengan merakit semua komponen, part, bahan pelengkap, hardware, maupun komponen pendukung. Jumlah karyawan pada bagian ini
INPUT REBATED
ROUTER OUTPUT
48 sebanyak 32 orang dengan komposisi 16 orang operator dan 16 orang sebagai helper. Mesin yang digunakan antara lain :
a. Hand booring : 8 bh b. Stapler gun : 8 bh c. Nail gun : 8 bh d. Klamping : 16 bh
Berikut merupakan bagan alur produksi bagian assembly :
PERSIAPAN MATERIAL INPUT PROSES PERAKITAN OUTPUT CEK REPAIR PRODUK JADI
Gambar 4.10 : Bagan Alur Produksi Bagian assembly
Berikut merupakan gambar pada bagian assembly :
Gambar 4.11 : Foto Kegiatan Produksi pada Bagian Assembly
Dibawah ini merupakan penjelasan mengenai alur produksi pada section Assembly seperti yang digambarkan diatas:
a. Input : input material berasal dari proses konstruksi panel, architrave maupun frame dari section 3 yang telah siap untuk proses assembly.
49 b. Perakitan : panel honeycomb, architrave maupun frame dirakit berikut dengan kelengkapan hardware maupun part pendukungnya dengan menggunakan klamping.
c. Check dan Output : setelah produk selesai dirakit silakukan tahap pengecekan akhir sesuai standar kualitas yabg ditentukan perusahaan. Tahap terakhir pada proses ini adalah packing.
5.3 GAMBAR PRODUK
Secara detail produk German Rebate Door system PT Denka Panel Industri dapat dilihat dari gambar gambar dibawah ini.
50
Gambar 4.12 : Foto Detail Produk German Rebated Door System PT Denka Panel Industri
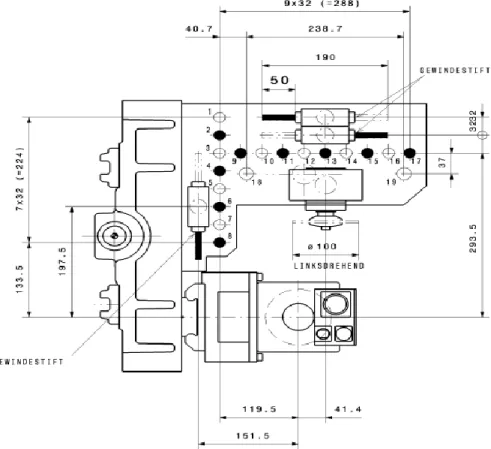
5.4 GAMBAR MESIN
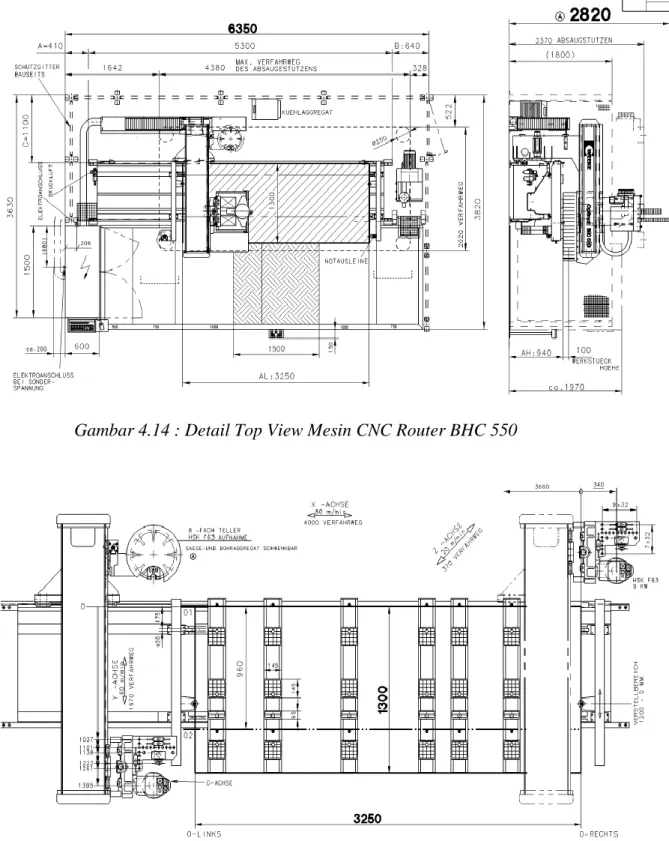
Secara detail mesin CNC Ruter BHC 550 beserta Vacum Penjepit PT Denka Panel Industri dapat dilihat dari gambar gambar dibawah ini.
51
37
Gambar 4.14 : Detail Top View Mesin CNC Router BHC 550
38
Gambar 4.16 : Detail Spindel Mesin CNC router BHC 550
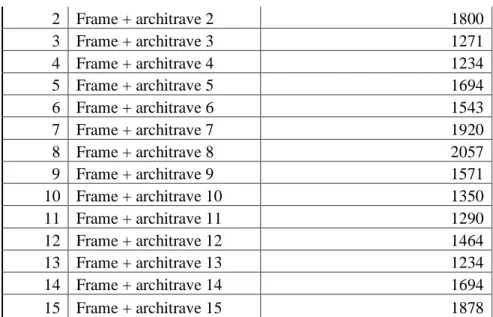
6.5 DATA JUMLAH ORDER
Saat ini PT Denka Panel Industri masih menggunakan mesin standarnya dalam memproduksi produk Frame + Architrave. Hal ini menyebabkan kebutuhan akan permintaan tidak terpenuhi secara baik karena kurangnya output yang dihasilkan dari mesin tersebut dan kualitas pun tidak terstandarisasi dengan baik. Produk yang dihasilkan serta perbandingan produksi dapat dilihat dalam tabel dibawah ini.
Tabel 4.1 : Jumlah permintaan perbulan tahun 2012
NO PRODUK JML PRODUKSI (BLN)
39 2 Frame + architrave 2 1800 3 Frame + architrave 3 1271 4 Frame + architrave 4 1234 5 Frame + architrave 5 1694 6 Frame + architrave 6 1543 7 Frame + architrave 7 1920 8 Frame + architrave 8 2057 9 Frame + architrave 9 1571 10 Frame + architrave 10 1350 11 Frame + architrave 11 1290 12 Frame + architrave 12 1464 13 Frame + architrave 13 1234 14 Frame + architrave 14 1694 15 Frame + architrave 15 1878
Sumber Data : Master Production schedule PT Denka Panel Industri
Potensi untuk berkembang menjadi tantangan PT Denka Panel Industri dalam meningkatkan kualitas dan kuantitas untuk memenuhi kebutuhan pasar yang ada. Jumlah permintaan produk yang diterima pada PT Denka Panel Industri bias dilihat dalam table dibawah ini.
Tabel 4.2 : Jumlah permintaan perbulan tahun 2013
NO PRODUK JML PRODUKSI (BLN) 1 Frame + architrave 1 1900 2 Frame + architrave 2 2130 3 Frame + architrave 3 1415 4 Frame + architrave 4 1384 5 Frame + architrave 5 2000 6 Frame + architrave 6 1770 7 Frame + architrave 7 2325 8 Frame + architrave 8 2511 9 Frame + architrave 9 1823 10 Frame + architrave 10 1528 11 Frame + architrave 11 1447 12 Frame + architrave 12 1678 13 Frame + architrave 13 1369 14 Frame + architrave 14 1989 15 Frame + architrave 15 2252
40
Sumber Data : Master Production schedule PT Denka Panel Industri
Agar dapat memenuhi permintaan tersebut PT Denka Panel Industri harus dapat meningkatkan kemampuan mesin CNC Router BHC 550 sehingga dapat menghasilkan produk dengan jumlah atau kapasitas yang lebih besar berikut dengan kualitas yang lebih tinggi.
6.6 DATA JUMLAH PRODUKSI CACAT
Kualitas yang tidak sesuai harapan membuat pihak perusahaan maupun peneliti merencanakan melakukan investasi Vacum Penjepit ini. Claim dari pihak produsen bahwa alat ini mampu menurunkan angka reject sampai 75%. Berikut data cacat produksi sebelum menggunakan Vacum Penjepit maupun sesudahnya (dengan asumsi).
Tabel 4.3 : Jumlah reject produksi perbulan sebelum menggunakan vacum penjepit NO PRODUK JML REJECT (BLN) 1 Frame + architrave 1 74 2 Frame + architrave 2 92 3 Frame + architrave 3 63 4 Frame + architrave 4 42 5 Frame + architrave 5 81 6 Frame + architrave 6 87 7 Frame + architrave 7 94 8 Frame + architrave 8 102 9 Frame + architrave 9 86 10 Frame + architrave 10 65 11 Frame + architrave 11 51 12 Frame + architrave 12 56 13 Frame + architrave 13 43 14 Frame + architrave 14 72 15 Frame + architrave 15 69
41
Berikut adalah data cacat produksi setelah menggunakan Vacum Penjepit (dengan asumsi penurunan angka reject 75%)
Tabel 4.4 : Jumlah reject produksi perbulan setelah menggunakan vacuum penjepit (dengan asumsi penurunan angka reject 75%)
NO PRODUK JML REJECT (BLN) 1 Frame + architrave 1 19 2 Frame + architrave 2 23 3 Frame + architrave 3 16 4 Frame + architrave 4 11 5 Frame + architrave 5 21 6 Frame + architrave 6 22 7 Frame + architrave 7 24 8 Frame + architrave 8 26 9 Frame + architrave 9 22 10 Frame + architrave 10 17 11 Frame + architrave 11 13 12 Frame + architrave 12 14 13 Frame + architrave 13 11 14 Frame + architrave 14 18 15 Frame + architrave 15 18
Sumber Data : Data Quality Control PT Denka Panel Industri
6.7 DATA WAKTU BAKU
Data waktu baku didapat dari pengukuran Cicle Time yang telah diambil melalui pengamatan secara langsung pada setiap proses kerja pada mesin CNC Router BHC 550 PT Denka Panel Industri. Data waktu baku diambil sebelum maupun sesudah pemasangan Vacum Penjepit pada mesin CNC Router BHC 550. Data waktu baku tersebut dapat kita lihat pada tabel dibawah ini.
Tabel 4.5 : Data Waktu Baku sebelum menggunakan Vacum Penjepit
NO PRODUK WAKTU BAKU
JUMLAH PER PROSES
42 2 Frame + architrave 2 288 1 3 Frame + architrave 3 408 1 4 Frame + architrave 4 420 1 5 Frame + architrave 5 306 1 6 Frame + architrave 6 336 1 7 Frame + architrave 7 270 1 8 Frame + architrave 8 252 1 9 Frame + architrave 9 330 1 10 Frame + architrave 10 384 1 11 Frame + architrave 11 402 1 12 Frame + architrave 12 354 1 13 Frame + architrave 13 420 1 14 Frame + architrave 14 306 1 15 Frame + architrave 15 276 1
Sumber Data : Pengukuran Kerja secara Langsung dengan Menggunakan Stop Watch Time Study
Terdapat perbedaan data waktu baku setelah penambahan Vacum Penjepit pada mesin CNC Router BHC 550 serta adanya kemampuan splitting proses yang dapat dilihat dalam tabel dibawah ini.
Tabel 4.6 : Data Waktu Baku setelah menggunakan Vacum Penjepit
NO SAMPLE POPULASI WAKTU BAKU
JUMLAH PER PROSES 1 Frame + architrave 1 270 3 2 Frame + architrave 2 240 3 3 Frame + architrave 3 360 3 4 Frame + architrave 4 372 3 5 Frame + architrave 5 258 3 6 Frame + architrave 6 288 3 7 Frame + architrave 7 222 3 8 Frame + architrave 8 204 3 9 Frame + architrave 9 282 3 10 Frame + architrave 10 336 3 11 Frame + architrave 11 354 3 12 Frame + architrave 12 306 3 13 Frame + architrave 13 372 3 14 Frame + architrave 14 258 3
43
15 Frame + architrave 15 228 3
Data Cicle Time yang telah diambil dari pengukuran secara langsung terdiri dari proses mnusia dan mesin mulai dari loading sampai unloading proses.
6.8 DATA VARIABEL INVESTASI
Pada penelitian ini beberapa aspek biaya yang diambil pada penelitian investasi Vacum Penjepit adalah sebagai berikut.
Tabel 4.7 : Data Variable Investasi
NO SPESIFIKASI MESIN KETERANGAN
1 JENIS VACUM
WEEKE Optimat Vacum BHC 550 CNC Working Center 2 KONSUMSI LISTRIK 17.5 KW 3 HARGA VACUM 72.000.000 4 UMUR VACUM 8 TH 5 NILAI SISA 18.000.000 6 BUNGA 12% 7 PENDAPATAN / TH 17.486.200.000
JENIS BIAYA TOTAL BIAYA
1 BIAYA PERAWATAN 6.000.000 / TH 2 KENAIKAN BIAYA PERAWATAN / TH 360.000 / TH 3 BIAYA OPERASIONAL (GAJI OPERATOR & HELPER) 36.000.000 / TH 4
KENAIKAN BIAYA OPERASIONAL (GAJI OPERATOR &
HELPER) / TH 2.160.000 / TH 5 BIAYA LISTRIK 14.400.000 / TH 6 KENAIKAN BIAYA LISTRIK / TH 1.872.000 / TH
6.9 PENGOLAHAN DATA
Setelah diketahui data cukup untuk diolah, maka perlu dilakukan pengujian keseragaman data. Data dinyatakan seragam apabila data waktu baku pada setiap produk yang telah diambil berada pada batas kendali atas dan bawah (BKA dan BKB/ UCL dan LCL). Bila ada data yang keluar dari batas kendali lebih baik data itu dibuang kemudian dilakukan uji keseragaman data lagi agar sesuai dengan standar batas kendali pada pengujian keseragaman data. Pengujian
44
keseragaman data ini dilakukan dengan menggunakan Software POM For Windows. Produk yang akan diuji keseragaman datanya antara lain:
a. Frame + Architrave 1 b. Frame + Architrave 2 c. Frame + Architrave 3 d. Frame + Architrave 4 e. Frame + Architrave 5 f. Frame + Architrave 6 g. Frame + Architrave 7 h. Frame + Architrave 8 i. Frame + Architrave 9 j. Frame + Architrave 10 k. Frame + Architrave 11 l. Frame + Architrave 12 m. Frame + Architrave 13 n. Frame + Architrave 14 o. Frame + Architrave 15
4.9.1. ANALISA WAKTU BAKU
Data waktu baku dari keseluruhan sampel populasi dari produk diatas kemudian akan dimasukkan ke dalam software POM For Windows untuk dilakukan uji keseragaman data. Hasil dari analisis keseragaman data sbg :
Tabel 4.8 : Analisa Data Waktu Baku
ANALISA KESERAGAMAN DATA WAKTU BAKU PROSES ROUTER CNC BHC 550
Quality controlNumber of samples 15
Sample size 2
Data Results
Mean Range Xbar
This spreadsheet was created by either POM, QM or POM-QM for Windows, V3.
45
Frame + Architrave 1 294 48 x-bar value 318.1333
Frame + Architrave 2 264 48 Frame + Architrave 3 384 48 Frame + Architrave 4 396 48 Frame + Architrave 5 282 48 Upper control limit 408.3733
Frame + Architrave 6 312 48 Center line 318.1333
Frame + Architrave 7 246 48 Lower control limit 227.8933
Frame + Architrave 8 228 48 Frame + Architrave 9 306 48 Frame + Architrave 10 360 48 Frame + Architrave 11 378 48 Frame + Architrave 12 330 48 Frame + Architrave 13 396 48 Frame + Architrave 14 282 48 Frame + Architrave 15 314 48 Average 318.1333 48
Sumber Data : Hasil Pengolahan Data Keseragaman Software Pom For Windows Module Quality Control
Gambar 4.17 : Grafik hasil uji keseragaman data waktu baku
Gambar 4.1 : Grafik Keseragaman Data Software Pom For Windows Module Quality Control 0 50 100 150 200 250 300 350 400 450 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 M e a n Sample x-bar chart Data LCL CL UCL
46
Dari grafik diatas menunjukkan bahwa semua data populasi yang diambil seragam. Hal ini dapat dilihat dari tidak adanya data yang keluar dari batas kendali atas maupun bawah (UCL dan LCL). Data siap diolah ke tahap selanjutnya.
4.9.2. ANALISA REJECT PRODUKSI
Data reject sebelum menggunakan Vacum Penjepiyt dari keseluruhan sampel populasi dari produk diatas kemudian akan dimasukkan ke dalam software POM For Windows untuk dilakukan uji keseragaman data. Hasil dari analisis keseragaman data sbg :
Tabel 4.9 : Analisa Data Reject sebelum menggunakan vacuum penjepit
ANALISA KESERAGAMAN DATA REJECT PROSES ROUTER CNC BHC 550
sebelum menggunakan vacum penjepit
Number of samples 15 Data Results # Defects
Total units sampled 15 Frame + Architrave 1 74 Total Defects 1077 Frame + Architrave 2 92 Defect rate, 71.8 Frame + Architrave 3 63 Standard deviation 8.473488 Frame + Architrave 4 42 z value 3 Frame + Architrave 5 81 Frame + Architrave 6 87
Upper Control Limit 97.22046 Frame + Architrave 7 94
Center Line 71.8 Frame + Architrave 8 102
Lower Control Limit 46.37954 Frame + Architrave 9 86 Frame + Architrave 10 65 Frame + Architrave 11 51 Frame + Architrave 12 56 Frame + Architrave 13 43 Frame + Architrave 14 72 Frame + Architrave 15 69
This spreadsheet was created by either POM, QM or POM-QM for Windows, V3.
47
Sumber Data : Hasil Pengolahan Data Keseragaman Software Pom For Windows Module Quality Control
Gambar 4.18 : Grafik hasil uji keseragaman data reject sebelum menggunakan Vacum Penjepit
Sumber Data : Hasil Pengolahan Data Keseragaman Software Pom For Windows Module Quality Control
48
Dari grafik diatas menunjukkan bahwa ada beberapa data yang berada diluar kendali dalam proses produksi sebelum menggunaka vacum penjepit. Hal ini dapat dilihat dari adanya data yang keluar dari batas kendali atas maupun bawah (UCL dan LCL). Data siap diolah ke tahap selanjutnya.
Data reject setelah menggunakan Vacum Penjepit dari keseluruhan sampel populasi dari produk diatas kemudian akan dimasukkan ke dalam software POM For Windows untuk dilakukan uji keseragaman data. Hasil dari analisis keseragaman data sbg :
Tabel 4.10 : Analisa Data Reject setelah menggunakan vacum penjepit
ANALISA KESERAGAMAN DATA REJECT PROSES ROUTER CNC BHC 550
setelah menggunakan vacum penjepit
Number of samples 15 Data Results # Defects
Total units sampled 15 Frame + Architrave 1 19 Total Defects 275 Frame + Architrave 2 23 Defect rate, 18.33333 Frame + Architrave 3 16 Standard deviation 4.281744 Frame + Architrave 4 11 z value 3 Frame + Architrave 5 21 Frame + Architrave 6 22
Upper Control Limit 31.17857 Frame + Architrave 7 24
Center Line 18.33333 Frame + Architrave 8 26
Lower Control Limit 5.488101 Frame + Architrave 9 22 Frame + Architrave 10 17 Frame + Architrave 11 13 Frame + Architrave 12 14 Frame + Architrave 13 11 Frame + Architrave 14 18
This spreadsheet was created by either POM, QM or POM-QM for Windows, V3.
49 Frame + Architrave 15 18
Sumber Data : Hasil Pengolahan Data Keseragaman Software Pom For Windows Module Quality Control
Gambar 4.19 : Garik hasil uji keseragaman data reject setelah menggunaka Vacum Penjepit
50
Sumber Data : Hasil Pengolahan Data Keseragaman Software Pom For Windows Module Quality Control
Dari grafik diatas menunjukkan bahwa semua data reject dari populasi yang diambil seragam. Hal ini dapat dilihat dari tidak adanya data yang keluar dari batas kendali atas maupun bawah (UCL dan LCL). Data siap diolah ke tahap selanjutnya.