i SKRIPSI
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Farmasi (S.Farm)
Program Studi Ilmu Farmasi
Oleh :
Ayu Asmoro Ningrum
NIM : 078114008
FAKULTAS FARMASI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
ii
OPTIMASI PROSES PENCAMPURAN HAND LOTION DENGAN KAJIAN KECEPATAN PUTAR MIXER,
SUHU DAN WAKTU PENCAMPURAN
MENGGUNAKAN METODE DESAIN FAKTORIAL
SKRIPSI
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Farmasi (S.Farm)
Program Studi Ilmu Farmasi
Oleh :
Ayu Asmoro Ningrum
NIM : 078114008
FAKULTAS FARMASI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
v
vi
viii PRAKATA
Syukur dan terima kasih penulis panjatkan kepada Tuhan Yesus Kristus
atas segala limpahan berkat dan kasih-Nya sehingga penelitian dan penyusunan
skripsi yang berjudul “Optimasi Proses Pencampuran Hand Lotion dengan Kajian
Kecepatan Putar Mixer, Suhu dan Waktu Pencampuran Menggunakan Metode
Desain Faktorial” dapat diselesaikan dengan baik. Skripsi ini disusun sebagai
salah satu syarat untuk meraih gelar Sarjana Farmasi (S.Farm) di Fakultas
Farmasi, Universitas Sanata Dharma, Yogyakarta.
Dalam pelaksanaan penelitian hingga selesainya penyusunan skripsi ini,
penulis mendapat banyak dukungan dan bantuan dari berbagai pihak. Oleh karena
itu, penulis mengucapkan terima kasih kepada:
1. Papa Edi Sudjanto, Mama Wiwi, Koko Tunggul, dan Emak Tjin-Tjin
sebagai kado terindah yang Tuhan berikan, terima kasih untuk segalanya,
pengertian, dukungan, doa, kasih, tawa, teguran yang selalu kalian berikan.
2. Ipang Djunarko, M.Sc., Apt. selaku Dekan Fakultas Farmasi Universitas
Sanata Dharma Yogyakarta sekaligus dosen pembimbing akademik.
3. Ag at ha Bud i Su siana L, M.S i., Apt. selaku dosen pembimbing yang
selalu memberikan waktu, semangat, pengarahan, masukan, kritik dan
saran baik selama persiapan, penelitian, maupun penyusunan skripsi ini.
4. Rini Dwiastuti, M. Sc., Apt. selaku dosen penguji yang telah memberi
waktu, kesempatan, masukan, dan bimbingan selama kuliah maupun
ix
6. Semua dosen-dosen yang telah memberikan ilmu selama penulis
menempuh pendidikan di Fakultas Farmasi Sanata Dharma, Yogyakarta.
7. Seluruh staf laboratorium, staf kebersihan, dan staf keamanan Fakultas
Farmasi Universitas Sanata Dharma, yang telah banyak membantu
kelancaran penulis dalam melakukan penelitian.
8. Manda Ferry Laverius dan Petrus Kanisius Yoga Wirantara, sebagai
teman kuliah, teman praktikum, teman skripsi, teman bermain, teman
bergosip, teman cerita, teman dalam jelas mau pun ketidak jelasan. Terima
kasih banyak.
9. Teman-teman kos “99999”, Mega Gunawan, Dewi, Nuki, Tika, Eka
Yulniati, dan semua anak kos serta bapak-ibu kos “99999” atas
kebersamaan selama ini.
10.Anggun Aji Mukti, Ridho Bertomi Panjaitan, I Gede Andrie Wicaksana,
dan Petrus Kanisius Yoga Wirantara terimakasih untuk jalan-jalan tak
terduga, makan-makan tak terduga, cerita-cerita tak terduga,
motivasi-motivasi terselubung, dan hari-hari bersama di ujung kebersamaan ini.
11.Teman-teman kelompok praktikum A, khususnya Serevino LA, V Julius
MH, Manda FL, Tri Asih P, Eka P, Yoga W, Marsella W, B Siwi F, Benny
x
12.Teman-teman kelas A 2007 dan FST angkatan 2007, atas suka duka yang
kita alami bersama, semoga semuanya dapat menjadi bagian kecil dari
buku kenangan hidup kita.
13.Semua pihak yang tidak dapat disebutkan satu per satu yang telah
membantu penulis dalam menyelesaikan pendidikan di perguruan tinggi
ini. Tidak tertulis di sini bukan berarti tidak tertulis di hati.
Penulis menyadari bahwa masih banyak kekurangan dalam penyusunan
skripsi ini, sehingga segala kritik dan saran yang membangun sangat penulis
harapkan. Semoga skripsi ini membantu dan bermanfaat bagi pembaca pada
khususnya dan ilmu pengetahuan pada umumnya.
xi
HALAMAN JUDUL ... ii
HALAMAN PERSETUJUAN PEMBIMBING ...iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERSEMBAHAN ... v
PERNYATAAN KEASLIAN KARYA ... vi
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI ... vii
PRAKATA ... viii
2. Keaslian penelitian ... 3
3. Manfaat Penelitian ... 4
B. Tujuan Penelitian ... 4
BAB II. PENELAAHAN PUSTAKA ... 6
xii
B. Lotion ... 7
C. Viskositas ... 7
D. Daya Sebar ... 8
E. Pembentukan Droplet ... 8
F. Analisis Droplet ... 10
G. Pencampuran ... 11
H. Mixer ... 13
I. Metode Desain Faktorial ... 15
J. Landasan Teori ... 16
K. Hipotesis ... 18
BAB III. METODE PENELITIAN ... 19
A. Jenis dan Rancangan Penelitian ... 19
B. Variabel dalam Penelitian ... 19
C. Definisi Operasional ... 20
D. Bahan dan Alat ... 21
5. Pengujian viskositas ... 24
6. Pengujian daya sebar ... 25
xiii
A. Pembuatan Lotion ... 27
B. Pengujian Tipe Emulsi Lotion ... 29
1. Metode Warna ... 30
2. Metode Pengenceran ... 30
C. Karakteristik Ukuran Droplet pada Formula Lotion ... 31
D. Sifat Fisis Lotion ... 35
1. Contour Plot Viskositas ... 62
2. Contour Plot Daya Sebar ... 63
3. Contour Plot Pergeseran Viskositas ... 64
BAB V. KESIMPULAN DAN SARAN ... 67
A. Kesimpulan ... 67
B. Saran ... 67
xiv
LAMPIRAN ... 71
xv
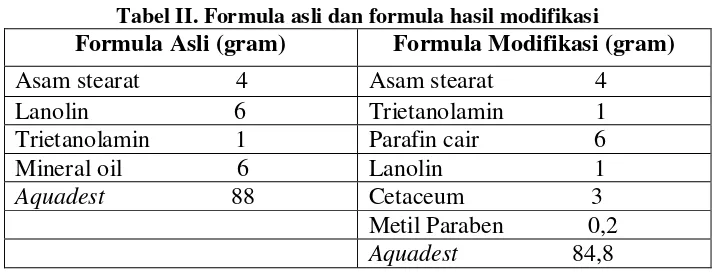
Tabel II. Formula asli dan formula hasil modifikasi
Tabel III. Rancangan percobaan desain faktorial ... 23
... 22
Tabel IV. Rata-rata percentile 90 pada dua hari setelah pembuatan ... 32
Tabel V. Hasil uji sifat fisis lotion ... 35
Tabel VI. Hasil uji viskositas lotion ... 37
Tabel VII. Hasil pengolahan nilai efek pada respon viskositas ... 37
Tabel VIII. Hasil uji daya sebar ... 44
Tabel IX. Hasil pengolahan nilai efek pada respon daya sebar ... 45
Tabel X. Hasil perhitungan percentile 90 dan signifikansi percentile 90 antara dua waktu pengukuran yang berbeda ... 53
Tabel XI. Hasil uji respon pergeseran viskositas ... 54
xvi
DAFTAR GAMBAR
Gambar 1. Grafik pengaruh lama pencampuran dan kecepatan pencampuran
terhadap rata-rata ukuran droplet... 12
Gambar 2. Planetary mixer ... 14
Gambar 3. Sigma blade mixer ... 14
Gambar 4. Hasil pengujian tipe lotion dengan metode warna ... 30
Gambar 5. Penambahan air berlebih (kiri) dan penambahan parafin cair berlebih (kanan) ... 31
Gambar 6. Histogram rata-rata percentile 90 droplet pada dua hari setelah pembuatan ... 32
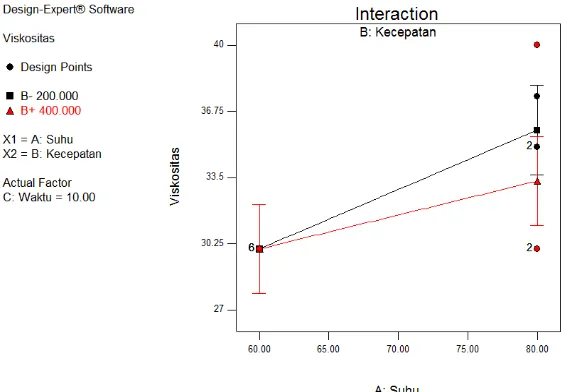
Gambar 7. Pengaruh interaksi suhu pencampuran dengan kecepatan putar mixer pada level rendah waktu pencampuran terhadap respon viskositas .38 Gambar 8. Pengaruh interaksi suhu pencampuran dengan kecepatan putar mixer pada level tinggi waktu pencampuran terhadap respon viskositas ...38
Gambar 9. Pengaruh interaksi suhu pencampuran dengan waktu pencampuran pada level rendah kecepatan putar mixer terhadap respon viskositas ... 39
xvii
Gambar 12. Pengaruh interaksi kecepatan putar mixer dengan waktu
pencampuran pada level tinggi suhu pencampuran terhadap
respon viskositas ... 41
Gambar 13. ANOVA untuk respon viskositas ... 42
Gambar 14. Pengaruh interaksi suhu pencampuran dengan kecepatan putar
mixer pada level rendah waktu pencampuran terhadap respon
daya sebar ... 45
Gambar 15. Pengaruh interaksi suhu pencampuran dengan kecepatan putar
mixer pada level tinggi waktu pencampuran terhadap respon daya
sebar ... 46
Gambar 16. Pengaruh interaksi suhu pencampuran dengan waktu
pencampuran pada level rendah kecepatan putar mixer terhadap
respon daya sebar ... 46
Gambar 17. Pengaruh interaksi suhu pencampuran dengan waktu
pencampuran pada level tinggi kecepatan putar mixer terhadap
respon daya sebar ... 47
Gambar 18. Pengaruh interaksi kecepatan putar mixer dengan waktu
pencampuran pada level rendah suhu pencampuran terhadap
xviii
Gambar 19. Pengaruh interaksi kecepatan putar mixer dengan waktu
pencampuran pada level tinggi suhu pencampuran terhadap
respon daya sebar ... 48
Gambar20. ANOVA untuk respon daya sebar ... 49
Gambar21. Histogram perbandingan percentile 90 setelah 2 dan 30 hari ... 52
Gambar 22. Pengaruh interaksi suhu pencampuran dengan kecepatan putar
mixer pada level rendah waktu pencampuran terhadap respon
pergeseran viskositas. ... 55
Gambar 23. Pengaruh interaksi suhu pencampuran dengan kecepatan putar
mixer pada level tinggi waktu pencampuran terhadap respon
pergeseran viskositas ... 55
Gambar 24. Pengaruh interaksi suhu pencampuran dengan waktu
pencampuran pada level rendah kecepatan putar mixer terhadap
respon pergeseran viskositas ... 56
Gambar 25. Pengaruh interaksi suhu pencampuran dengan waktu
pencampuran pada level tinggi kecepatan putar mixer terhadap
respon pergeseran viskositas ... 57
Gambar26. Pengaruh interaksi kecepatan putar mixer dengan waktu
pencampuran pada level rendah suhu pencampuran terhadap
respon pergeseran viskositas ... 57
Gambar 27. Pengaruh interaksi kecepatan putar mixer dengan waktu
pencampuran pada level tinggi suhu pencampuran terhadap
xix
Gambar 31. Contour plot pergeseran viskositas lotion ... 64
xx
DAFTAR LAMPIRAN
Lampiran I. Data uji sifat fisis dan stabiliutas fisis ... 71
Lampiran II. Uji normalitas data dan signifikansi percentile 90 ... 74
LampiranIII. Hasil analisis Design Expert 7.0.0TM
xxi
pencampuran atau interaksi antara ketiganya terhadap sifat fisis dan stabilitas
lotion yang dihasilkan serta untuk mengetahui ada tidaknya kondisi optimum proses pencampuran hand lotion.
Metode desain faktorial digunakan dalam rancangan penelitian eksperimental murni ini dengan subyek penelitian hand lotion. Variabel bebas dalam penelitian ini adalah kecepatan putar mixer (level rendah 200 rpm; level tinggi 400 rpm), suhu pencampuran (level rendah 60oC; level tinggi 80oC), dan waktu pencampuran (level rendah 5 menit; level tinggi 10 menit). Variabel tergantung adalah viskositas, daya sebar, dan pergeseran viskositas setelah penyimpanan selama satu bulan. Data yang didapatkan diolah menggunakan
software Design Expert 7.0.0TM
Hasil penelitian ini menunjukkan suhu pencampuran dan kecepatan putar
mixer berpengaruh signifikan terhadap viskositas. Semua faktor secara tunggal maupun interaksinya berpengaruh signifikan terhadap daya sebar. Suhu pencampuran merupakan satu-satunya faktor yang berpengaruh terhadap pergeseran viskositas. Kondisi optimum proses pembuatan hand lotion yang ditemukan adalah dengan level rendah kecepatan putar mixer (200 rpm), level tinggi suhu pencampuran (80
.
o
C), dan level rendah waktu pencampuran (5 menit).
xxii ABSTRACT
The research aim was to determine factors of mixing process which significantly affected the physical properties and stability of lotion and to determine the optimum condition of hand lotion mixing process.
This pure experimental research used factorial design with hand lotion as research subject. Independent variables on this research were mixing rate (low level is 200 rpm; high level is 400 rpm), mixing temperature (low level is 60oC; high level is 80oC), and mixing time (low level is 5 minutes; high level is 10 minutes). Dependent variables were viscosity, spreadability, and viscosity shift. The data were analyzed by using Design Expert 7.0.0TM
The results show that mixing temperature and mixing speed significantly affect the viscosity. All these factors and their interaction significantly affect the spreadability. Mixing temperature was the only factor affect the shift in viscosity. The optimum condition of lotion mixing process is low level (200 rpm) of mixing speed, high level of mixing temperature (80
software.
oC), and low level of mixing time (5 minutes).
1 BAB I
PENGANTAR
A. Latar Belakang
Lotion adalah emulsi encer yang didesain untuk penggunaan luar.
Biasanya lotion digunakan pada daerah-daerah yang sering mengalami gesekan
atau gosokan seperti bagian antar jari, paha, dan lengan (Allen, 1999). Lotion
memungkinkan pemakaian yang merata dan cepat pada permukaan kulit yang
luas, serta meninggalkan lapisan tipis pada permukaan kulit setelah diaplikasikan.
Penggunaan lotion memberikan kesan halus, lembut, dan tidak berminyak (Ansel,
1989; Wilkinson and More, 1982).
Handlotion merupakan salah satu produk kosmetik berbasis lotion. Hand
lotion berfungsi menjaga kelembaban kulit tangan agar tetap sehat (Tatum, 2011).
Hand lotion mencegah terjadinya dryness, premature aging, cracked skin yang
dapat mengakibatkan ketidaknyamanan (Warta, 2011).
Pencampuran adalah titik kritis dalam pembuatan lotion, dengan
pencampuran yang optimal akan menghasilkan sediaan yang homogen dan
memiliki sifat fisis yang baik. Pada proses pembuatan lotion, yang perlu
diperhatikan adalah metode untuk mencampurkan fase-fasenya, baik dari segi
kecepatan putar mixer, suhu pencampuran, maupun waktu pencampuran selama
pencampuran. Ketiga faktor tersebut dapat berpengaruh terhadap distribusi ukuran
droplet, viskositas, dan stabilitas dari emulsi yang dihasilkan (Block, 1996).
Dalam proses pencampuran diperlukan energi untuk dapat mendispersikan dua
2
(emulgator), energi panas (suhu), maupun energi mekanik (pencampuran)
(Anonim, 2011; Setyaningsih 2010).
Dalam penelitian ini dilakukan optimasi terhadap faktor-faktor yang
mempengaruhi proses pencampuran, yaitu kecepatan putar mixer, suhu
pencampuran, dan waktu pencampuran. Faktor kecepatan putar mixer penting
dalam proses pencampuran di mana kecepatan putar mixer berperan dalam
memberikan energi mekanik dalam proses pendispersian bahan-bahan satu sama
lainnya. Proses pencampuran akan menentukan besar kecilnya ukuran droplet
yang terbentuk melalui gaya geser (shear) yang dihasilkan kecepatan putar mixer
atau pemecahan droplet (Block, 1996).
Suhu pencampuran juga merupakan salah satu faktor penting yang
berperan dalam pembentukan lotion. Suhu pencampuran berperan sejak awal
proses pembuatan lotion di mana suhu pencampuran berpengaruh pada pelelehan
bahan padat menjadi bentuk cairan dan mempertahankan konsistensinya selama
proses pencampuran agar tidak terjadi pemadatan dini dari bahan-bahan yang
awalnya berbentuk padatan sehingga dapat terbentuk dispersi yang homogen
(Aulton, 2002; Lieberman, Rieger, and Banker, 1996). Suhu juga berpengaruh
dalam penurunan tegangan permukaan sehingga dapat mengefektifkan proses
emulsifikasi. Penurunan tegangan permukaan linear dengan kenaikan suhu
(Aulton, 2002).
Faktor ketiga yang tidak kalah penting dalam proses pencampuran adalah
waktu pencampuran. Waktu pencampuran berpengaruh dalam efisiensi
pencampuran tidak selalu berpengaruh terhadap pengecilan ukuran droplet yang
kemudian akan berpengaruh terhadap sifat fisis emulsi yang dihasilkan sehingga
perlu dilakukan pembatasan waktu pencampuran.
Desain faktorial mrupakan aplikasi persamaan regresi, yaitu teknik untuk
memberikan model hubungan antara variabel tergantung dengan satu atau lebiuh
variabel bebas. Lewat desain faktorial dapat juga diketahui efek faktor atau pun
interaksinya yang berpengaruh terhadap respon (Armstrong and James, 1996).
Dengan demikian, pada penelitian ini dilakukan optimasi proses pencampuran
pembuatan hand lotion menggunakan rancangan desain faktorial yang kemudian
pengolahan datanya akan menggunakan Design Expert 7.0.0TM
1. Permasalahan
sehingga dapat
melihat faktor atau interaksi antar faktor yang berpengaruh signifikan dalam
menentukan respon sifat fisis dan stabilitas fisis serta dapat mengetahui ada
tidaknya kondisi proses pencampuran optimum sehingga dihasilkan hand lotion
dengan sifat fisis dan stabilitas yang baik.
a. Di antara kecepatan putar mixer, suhu pencampuran, waktu pencampuran,
dan interaksi antar faktor tersebut manakah yang berpengaruh signifikan
dalam menentukan sifat fisis dan stabilitas handlotion yang dihasilkan?
b. Adakah kondisi optimum dalam proses pencampuran hand lotion?
2. Keaslian penelitian
Sejauh pengetahuan penulis, penelitian mengenai optimasi proses
pencampuran hand lotion yang mengkaji kecepatan putar mixer, suhu
4
belum pernah dilakukan. Adapun penelitian serupa yang pernah dilakukan oleh
Dwiastuti (2009), dengan judul “Optimasi Proses Pembuatan Krim Sunscreen
Ekstrak Kering Polifenol Teh Hijau (Camellia Sinensis L.) dengan Metode Desain
Faktorial”. Penelitian serupa juga sedang dilakukan oleh Wirantara (2011),
dengan judul “Optimasi Proses Pencampuran Hand Krim dengan Kajian
Kecepatan Putar Mixer, Waktu dan Suhu Pencampuran Dengan Metode Desain
Faktorial”.
3. Manfaat penelitian
a. Manfaat teoritis
b.
. Menambah khasanah ilmu pengetahuan mengenai
sediaan lotion khususnya mengenai pengaruh kecepatan putar mixer, suhu
pencampuran, dan waktu pencampuran terhadap sifat fisis dan stabilitas hand
lotion.
Manfaat praktis.
c.
Mengetahui kondisi optimal antara kecepatan
putar mixer, suhu pencampuran, dan waktu pencampuran sehingga dihasilkan
hand lotion yang memiliki sifat fisis dan stabilitas fisis yang baik.
Manfaat metodologis. Menambah informasi dalam bidang
B. Tujuan Penelitian
1. Tujuan Umum
Tujuan umum dari penelitian ini adalah untuk mengetahui proses
pencampuran yang optimum dengan melihat kecepatan putar mixer, suhu
pencampuran, dan waktu pencampuran pada pembuatan handlotion.
2. Tujuan Khusus
a. Untuk mengetahui manakah di antara kecepatan putar mixer, suhu
pencampuran, waktu pencampuran, dan interaksi antar faktor yang
berpengaruh signifikan pada sifat fisis dan stabilitas handlotion.
b. Untuk mengetahui adakah kondisi optimum dari kecepatan putar mixer,
6 BAB II
PENELAAHAN PUSTAKA
A. Emulsi
Suatu emulsi terdiri dari fase dispers (fase internal atau discontinuous
phase), medium dispers (fase eksternal atau continuous phase), dan emulsifying
agent. Emulsi merupakan campuran dari dua fase yang tidak saling campur karena
perbedaan polaritas. Fungsi dari emulsifying agent adalah untuk menurunkan
tegangan permukaan antara fase dispers dan medium dispers, sehingga fase
dispers dapat terdispersi merata di dalam medium dispers (Allen, 2002a).
Ketika fase terdispersi adalah nonpolar (minyak) dan medium
pendispersi adalah polar (air), emulsi diketahui sebagai emulsi minyak dalam air
(O/W). Emulsi O/W dapat bercampur dengan air dan dapat dibilas dengan air,
bersifat nonocllusive, dan tidak menimbulkan efek greasy Ketika fase terdispersi
adalah polar (air) dan medium pendispersi adalah nonpolar (minyak), emulsi
diketahui sebagai emulsi air dalam minyak (W/O). Emulsi W/O tidak dapat
bercampur dengan air dan tidak dapat dibilas dengan air, bersifar occlusive dan
memberi efek greasy (Allen, 1999). Salah satu faktor yang dapat mempengaruhi
tipe emulsi yang dihasilkan adalah tipe emulgator yang digunakan (Aulton, 1991)
Emulsi tidak terbentuk secara spontan ketika bahan-bahan cair dicampur.
Pembentukan emulsi membutuhkan penambahan energi, seperti gaya mekanik,
vibrasi ultrasonik, atau panas, untuk memecah cairan tersebut, dengan demikian
akan meningkatkan luas permukaan area dari fase internal. Ketika dilakukan
terbentuk seperti cairan yang akan mempertahankan area permukaan yang sekecil
mungkin, sehingga timbul tegangan permukaan antara kedua cairan tersebut.
Penambahan emulsifying agent membuat kedua cairan tersebut menjadi dapat
bercampur karena molekul emulsifying agent terorientasi di antara kedua cairan,
dengan bagian polar dalam cairan polar dan yang nonpolar dalam cairan nonpolar.
Emulsifying agent akan mengurangi kecenderungan droplet untuk bersatu
membentuk droplet yang lebih besar, yang dapat menyebabkan kedua cairan
terpisah (Allen, 1999).
B. Lotion
Lotion adalah emulsi encer yang didesain untuk aplikasi eksternal. Lotion
memiliki efek lubrikasi dan dengan begitu lotion diaplikasikan pada area
intertriginous yaitu pada area kulit yang dapat saling bergesekan, seperti pada
sela-sela jari, paha, atau di bawah lengan (Allen, 2002a). Lotion memiliki
keuntungan dalam hal penyebarannya, di mana lotion memungkinkan pemakaian
yang merata dan cepat pada permukaan kulit yang luas serta meninggalkan
lapisan tipis pada permukaan kulit setelah diaplikasikan (Ansel, 1989; Wilkinson
and More, 1982).
C. Viskositas
Viskositas adalah suatu pernyataan tahanan dari suatu cairan untuk
mengalir; makin tinggi viskositas, maka semakin besar tahanannya (Martin,
8
elastisitas, dan rheology, merupakan faktor terpenting dalam pengembangan dan
karakteristik produk akhir dari formulasi semisolid. Peningkatan viskositas akan
menaikkan waktu retensi pada tempat aksi tetapi akan menurunkan daya sebar
(Garg, Aggarwal, Garg, Singla, 2002).
D. Daya Sebar
Pada prinsipnya daya sebar berhubungan dengan sudut kontak antara
droplet sediaan dengan tempat aplikasinya dan ini menggambarkan kelicinan
(lubricity) tiap tetes cairan (droplet) atau preparasi semisolid yang berhubungan
langsung dengan koefisien gesekan. Untuk mengukur daya sebar sediaan
semisolid dengan pemberian shearing stress yang diseragamkan, perlu
dipertimbangkan faktor-faktor penting yang meliputi karakteristik formulasi,
kecepatan dan lama pengadukan, temperatur pada tempat aksi. Kecepatan
penyebaran bergantung pada viskositas formulasi, kecepatan penguapan pelarut,
kecepatan peningkatan viskositas sebagai hasil dari penguapan, serta shearing
stress yangdikenakan (Garg et al., 2002).
E. Pembentukan Droplet
Umumnya, droplet terbentuk akibat tegangan yang diberikan terhadap
droplet awal yang berukuran besar sehingga menyebabkan pemanjangan droplet
tersebut, diikuti dengan peningkatan tegangan permukaan dan mengarah pada
ketidakstabilan, sehingga droplet yang awalnya berukuran besar terpecah menjadi
pembentukan droplet adalah sifat kental dan elastis dari fase dispers dan medium
dispers, tegangan antarmuka, dan kondisi aliran (Peters, 1997).
Terdapat kesulitan dalam menguji peranan faktor-faktor tersebut baik
secara eksperimental maupun secara teoritis. Inti dari kesulitan tersebut adalah
bahwa secara prakteknya, emulsifikasi tidak terjadi pada kondisi yang tetap, tetapi
di bawah kondisi yang dinamis yaitu dalam skala waktu satuan detik sampai 10-6
Deformasi droplet bergantung pada parameter tertentu, salah satunya
adalah rasio viskositas. Rasio viskositas adalah perbandingan antara viskositas
fase dispers berbanding dengan viskositas medium dispers. Temperatur berperan
kuat dalam perubahan rasio viskositas antara dua fase. Semakin besar rasio
viskositas suatu sistem maka akan menghasilkan droplet yang ramping dan
panjang (Peters, 1997).
detik. Bagaimanapun, dapat diasumsikan bahwa arah efek yang timbul bergantung
pada skala waktu. Kemudian, dapat digunakan kombinasi efek steady-state
dengan sebuah pemahaman tentang pengaruh skala waktu dalam memodifikasi
besar droplet (Peters, 1997).
Dalam prakteknya, efek dinamik sangat penting, yaitu efeknya terhadap
kecepatan perenggangan suatu droplet. Pada saat perenggangan droplet awal,
tegangan antarmuka akan meningkat dikarenakan molekul surfaktan tidak dapat
merespon secara spontan, kemudian setelah lapisan tunggal surfaktan teradsorbsi
pada ukuran droplet yang lebih kecil akan terjadi penurunan tegangan permukaan,
dan bergantung pada sifat serta konsentrasi surfaktan yang digunakan (Peters,
10
Kondisi aliran tetap juga menjadi pertimbangan tetapi dalam prakteknya
emulsifikasi sering terjadi di bawah kondisi aliran yang turbulen. Diperkirakan
droplet akan pecah jika tekanan yang melintasi droplet sama dengan tekanan
berkaitan dengan tegangan permukaan yang menahan droplet tetap menyatu
(Peters,1997).
F. Analisis Droplet
Pengetahuan dan pengendalian ukuran, serta kisaran ukuran droplet
sangat penting dalam farmasi. Ukuran dan luas permukaan droplet dapat
dihubungkan dengan sifat fisika, kimia, dan farmakologi suatu obat. Data ukuran
droplet diperoleh dalam diameter droplet dan distribusi ukuran droplet, sedangkan
bentuk droplet memberikan gambaran tentang luas permukaan spesifik droplet,
dan teksturnya (Martin et al., 1993).
Pengukuran ukuran droplet yang berkisar dari 0,2 µm sampai kira-kira
100 µ m dapat dilakukan menggunakan mikroskop. Kerugian metode mikroskopi
adalah bahwa garis tengah yang diperoleh hanya dua dimensi dari droplet tesebut,
yaitu dimensi panjang dan lebar. Selain itu, jumlah droplet yang harus dihitung
sekitar 300-500 droplet agar mendapat suatu perkiraan distribusi yang baik,
sehingga metode ini membutuhkan waktu dan ketelitian. Pengujian mikromeritik
suatu sampel harus tetap dilakukan bahkan jika digunakanmetode analisis ukuran
droplet lainnya, karena adanya gumpalan dan droplet-droplet lebih dari satu
Ukuran droplet dapat digambarkan lewat nilai percentile. Nilai percentile
didapatkan dengan mengurutkan data dari ukuran droplet dari yang terkecil
sampai yang paling besar, baru kemudian dapat ditentukan nilai percentile sesuai
dari suatu populasi data. Nilai percentile menunjukkan bahwa sejumlah tertentu
droplet dari populasi droplet yang terukur memiliki nilai di bawah nilai percentile
tersebut. Percentile 90 berarti 90% droplet memiliki ukuran droplet di bawah nilai
percentile 90 itu sendiri (De Muth, 1999).
G. Pencampuran
Pada proses pembuatan emulsi, yang perlu diperhatikan adalah metode
untuk mencampurkan fase-fasenya, kecepatan pencampuran, lama pencampuran,
temperatur dari masing-masing fase, dan pendinginan setelah pencampuran yang
berpengaruh terhadap distribusi ukuran droplet, viskositas, dan stabilitas dari
emulsi yang dihasilkan (Lieberman et al., 1996). Menurut Nielloud dan Mestres
(2000) sifat fisis emulsi juga dipengaruhi oleh banyak faktor lain, seperti
kecepatan putar (shear rate), shear stress, regangan (strain), dan waktu
pencampuran. Pencampuran adalah suatu proses yang bertujuan untuk menangani
dua atau lebih bahan yang belum tercampur, sehingga setiap unit (droplet,
molekul, dan lain-lain) dari bahan tersebut dapat berinteraksi dengan bahan lain
(Aulton, 2002). Prinsip dasar pencampuran terletak pada penyusupan droplet
bahan yang satu diantara droplet bahan yang lainya (Voigt, 1994).
Suhu pencampuran berpengaruh pada pencampuran bahan-bahan dengan
12
selama proses pencampuran, hal ini dapat mengurangi kemungkinan terjadinya
pemadatan atau kristalisasi dini selama proses pencampuran (Lieberman, et al.,
1996). Suhu juga berpengaruh dalam penurunan tegangan permukaan. Penurunan
tegangan permukaan linear dengan kenaikan suhu (Aulton, 2002). Suhu
pencampuran akan mempengaruhi jalannya reakasi saponifikasi pembentukan
sabun sebagai emulgator, di mana saponifikasi ini terjadi ketika asam lemak bebas
bertemu dengan basa kuat seperti pada pembentukan sabun trietanolamin stearat
(Zhu, Heppenstall-Butler, Pudney, Ferdinando, and Kirkland, 2007).
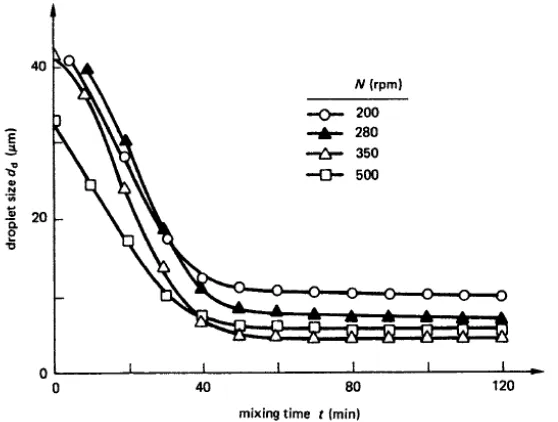
Gambar 1. Grafik pengaruh lama pencampuran dan kecepatan pencampuran terhadap rata-rata ukuran droplet (Peters, 1997)
Kecepatan putar mixer berperan dalam memberikan energi mekanik
sehingga campuran dapat terdispersi satu sama lainnya. Proses pencampuran akan
menentukan besar kecilnya ukuran droplet yang terbentuk melalui gaya geser
(shear) yang dihasilkan kecepatan putar mixer atau pemecahan droplet (Block,
Waktu pencampuran cukup penting dilihat dari sudut pandang dalam
menjamin gross mixing maupun kesetimbangan distribusi ukuran droplet. Waktu
pencampuran juga penting untuk dipertimbangkan untuk menghindari proses
pencampuran berlebih yang mengakibatkan pemborosan dalam hal pembiayaan
energi serta memungkinkan untuk merusak produk.
Gambar 1 menunjukkan efek dari pengaruh kecepatan putar mixer yang
berbeda terhadap rata-rata ukuran droplet yang dihasilkan. Pada emulsi O/W
tersebut peningkatan kecepatan dari 350 menjadi 500 tidak menghasilkan
penurunan diameter rata-rata droplet (gambar 1), oleh karena itu dapat ditarik satu
point penting mengenai batas ukuran droplet suatu produk sehubungan dengan
waktu maupun kecepatan putar saat pencampuran (Peters. 1997).
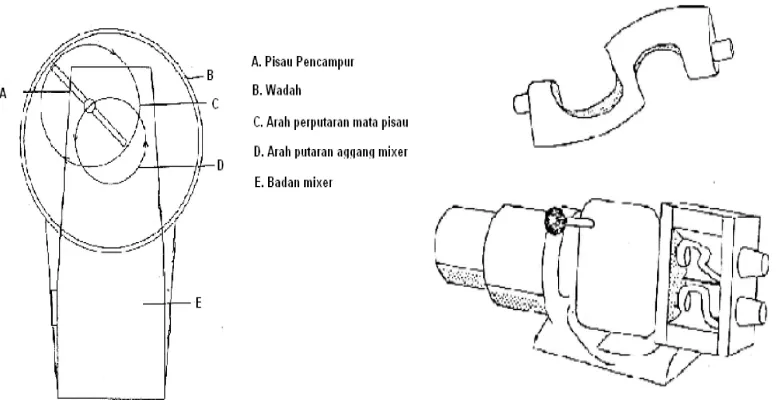
H. Mixer
Sediaan semisolid umumnya memiliki viskositas yang cukup tinggi.
Mixer yang sesuai adalah mixer yang elemen putarnya dapat menghasilkan gaya
geser yang cukup tinggi. Mixer yang dapat digunakan untuk memperoleh sediaan
semisolid yang homogen adalah planetary mixer dan sigmablade mixer. Disebut
planetarymixer karena pencampurannya dilakukan oleh roda gigi planetary yang
dipasangkan pada mixer blade dengan gesekan di sekitar ring gear mengitari
mixer blade. Kelemahan terbesar dari alat ini adalah terbatasnya jumlah batch
yang dapat diproduksi (Lantz and Schwartz, 1990).
Menurut Aulton (2002), permasalahan yang sering timbul pada
14
pencampuran sediaan padat dan cair, sediaan semisolid tidak mudah mengalir, dan
menyebabkan terdapatnya ”dead spots”. Oleh karena itu harus digunakan mixer
yang sesuai, yaitu yang dapat memutar bahan yang dicampurkan dengan jarak
terdekat antara bahan dengan wadah mixer dan dapat menghasilkan derajat
pencampuran tinggi yang tidak dapat dihasilkan oleh pencampuran difusi dan
pencampuran konvektif. Salah satu tipe mixer yang dapat digunakan dalam
pencampuran semisolid adalah planetary mixer. Mixer tipe ini biasanya
digunakan sebagai peralatan dapur rumah tangga dan berupa mesin yang lebih
besar dengan prinsip pengoperasian yang sama dan digunakan dalam industri.
Sigam blade mixer merupakan mixer yang kuat dan cocok digunakan pada
sediaan pasta padat dan salep.
I. Metode Desain Faktorial
Desain faktorial merupakan desain yang dipilih untuk mengukur
bersama-sama efek dari beberapa faktor dan interaksi antara faktor-faktor
tersebut. Faktor merupakan variabel bebas yang telah ditentukan oleh peneliti
dalam suatu penelitian, seperti konsentrasi dan temperatur. Level dari faktor
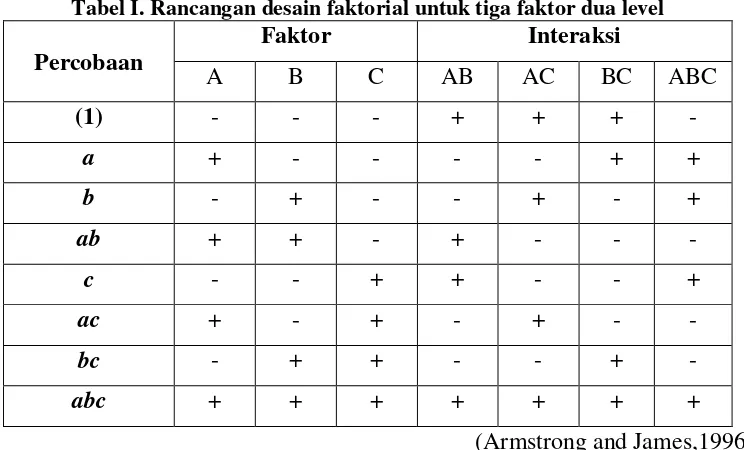
adalah nilai yang ditentukan untuk masing-masing faktor (Bolton,1997). Tabel I. Rancangan desain faktorial untuk tiga faktor dua level
Percobaan
Hubungan antar faktor dalam rancangan desain faktorial sering
digambarkan dengan kubus. Semua percobaan dengan level tinggi pada faktor A
(a, ab, ac, abc) digambarkan pada sisi kanan kubus, sedangkan semua percobaan
dengan level rendah pada faktor A ( (1), b, c, bc ) digambarkan pada sisi kiri
kubus. Level rendah dan tinggi faktor B digambarkan pada sisi bagian atas dan
bawah kubus, sedangkan semua percobaan dengan level rendah dan tinggi faktor
C digambarkan pada sisi bagian depan dan belakang kubus (Armstrong and
16
Level rendah dari setiap fakor diberi lambang”-“ sedangkan level tinggi
dari setiap faktor diberi lambang “+”. Persamaan desain faktorial tiga faktor dua
level sebagai berikut:
y = bo + bA xA + bB xB + bc xC + bAB xA xB+ bAC xA xC+ bBC xB xC+
bABC xA xB xC
Dari rumus di atas data yang diperoleh dapat dibuat contour plot suatu
respon tertentu yang sangat berguna dalam memilih komposisi campuran yang
optimum. Besarnya efek dapat dicari dengan menghitung selisih antara rata-rata
respon pada aras tinggi dan rata-rata respon pada aras rendah (Bolton, 1997).
(Armstrong and James,1996)
Desain faktorial memiliki beberapa keuntungan. Keuntungan utama
desain faktorial adalah bahwa metode ini memungkinkan untuk mengidentifikasi
efek masing-masing faktor, maupun efek interaksi antar faktor. Metode ini
ekonomis, dapat mengurangi jumlah penelitian jika dibandingkan dengan meneliti
dua efek faktor secara terpisah (De Muth, 1999).
J. Landasan Teori
Lotion adalah emulsi encer yang didesain untuk aplikasi eksternal dan
memiliki efek lubrikasi. Biasanya lotion diaplikasikan pada area kulit yang dapat
saling bergesekan, seperti pada sela-sela jari, paha, atau di bawah lengan. Lotion
memungkinkan penggunaan yang merata dan cepat pada permukaan kulit yang
luas karena konsistensinya tidak terlalu kental. Penggunaan lotion memberikan
Pencampuran merupakan titik kritis dalam pembuatan lotion karena
dapat berpengaruh terhadap sifat fisis dan stabilitas emulsi yang dihasilkan. Sifat
fisis lotion dipengaruhi oleh beberapa faktor seperti kecepatan putar mixer, suhu
pencampuran, dan waktu pencampuran. Kecepatan putar mixer berperan dalam
memberikan energi mekanik sehingga campuran dapat terdispersi satu sama
lainnya. Ukuran droplet dapat berpengaruh pada sifat fisis sediaan. Ukuran droplet
yang dihasilkan dapat dipengaruhi oleh kecepatan putar mixer, namun demikian
kenaikan kecepatan putar tidak selalu menghasilkan ukuran droplet yang kecil.
Faktor suhu juga dapat mempengaruhi tingkat pencampuran. Peningkatan
suhu harus dijaga selama proses pencampuran untuk meminimalkan kemungkinan
terjadinya pemadatan dini dari bahan yang awalnya berbentuk padatan selama
proses pencampuran. Suhu juga akan berpengaruh terhadap penurunan tegangan
permukaan sehingga memudahkan pencampuran. Waktu pencampuran dapat
mempengaruhi tingkat pencampuran. Meskipun demikian pencampuran yang
berlangsung lama tidak menjamin tercapainya homogenitas ideal yang
dikehendaki, sebab proses pencampuran maupun proses pemisahan pada saat yang
sama berlangsung secara kompetitif dan tetap.
Dalam penelitian ini dipilih faktor yang dapat berpengaruh pada sifat
fisis dan stabilitas lotion serta dapat dikendalikan yaitu kecepatan putar mixer,
suhu pencampuran, dan waktu pencampuran untuk memperoleh hasil
pencampuran yang optimal. Pengaruh ketiga faktor tersebut dapat dilihat dari uji
sifat fisis (viskositas dan daya sebar) dan uji stabilitas setelah satu bulan
18
mana diantara kecepatan putar mixer, suhu pencampuran, waktu pencampuran,
dan interaksi antara ketiga faktor tersebut yang berpengaruh signifikan terhadap
sifat fisis dan stabilitas lotion yang dihasilkan. Hasil uji sifat fisis dan stabilitas
lotion dihitung menggunakan software Design Expert 7.0.0TM, sehingga dapat
mengetahui kondisi optimum proses pencampuran hand lotion dalam batas yang
diteliti.
K. Hipotesis
a. Faktor pencampuran yang terdiri dari kecepatan putar mixer, suhu
pencampuran, waktu pencampuran, dan interaksi antar ketiga faktor tersebut
berpengaruh signifikan terhadap sifat fisis dan stabilitas hand lotion.
b. Diperoleh kondisi proses pencampuran hand lotion yang optimum menurut
sifat fisis dan stabilitas hand lotion yang diinginkan dengan menggunakan
19 BAB III
METODE PENELITIAN
A. Jenis dan Rancangan Penelitian
Penelitian ini termasuk penelitian eksperimental kuasi menggunakan
rancangan desain faktorial, dan menggunakan software Design Expert 7.0.0TM
untuk mengetahui manakah di antara kecepatan putar mixer, suhu pencampuran,
waktu pencampuran, dan interaksi antar faktor yang berpengaruh signifikan dalam
menentukan sifat fisis dan stabilitas fisis handlotion.
B. Variabel dalam Penelitian
1. Variabel bebas: Variabel bebas dalam penelitian ini adalah kecepatan putar
mixer (level rendah 200 rpm; level tinggi 400 rpm), suhu pencampuran (level
rendah 60ºC; level tinggi 80ºC), dan waktu pencampuran (level rendah 5
menit; level tinggi 10 menit).
2. Variabel tergantung: Variabel tergantung dalam penelitian ini adalah
viskositas, daya sebar, dan pergeseran viskositas setelah penyimpanan satu
bulan.
3. Variabel pengacau terkendali: Variabel pengacau terkendali dalam
penelitian ini adalah formula yang digunakan untuk membuat hand lotion,
lama penyimpanan, alat percobaan, kualitas bahan yang digunakan, dan
wadah penyimpanan.
4. Variabel pengacau tak terkendali: Variabel pengacau tak terkendali dalam
20
C. Definisi Operasional
1. Lotion dalam penelitian ini adalah hand lotion yang dibuat dari formula Hand
Cream (Allen, 2002b)yang telah telah dimodifikasi.
2. Kecepatan putar mixer adalah kecepatan mixer 200 rpm (level rendah) atau
400 rpm (level tinggi) yang digunakan untuk mencampur fase air dan fase
minyak hingga terbentuk suatu emulsi (lotion).
3. Suhu pencampuran adalah suhu 60oC (level rendah) atau 80o
4. Waktu pencampuran adalah waktu 5 menit (level rendah) atau 10 menit
(level tinggi) yang digunakan mixer untuk mencampurkan fase minyak (asam
stearat, cetaceum, lanolin, parafin cair) dan fase air (air, TEA) hingga
terbentuk sediaan lotion.
C (level tinggi)
dalam wadah pencampuran, yang digunakan saat mencampur fase minyak
(asam stearat, cetaceum, lanolin, parafin cair) dan fase air (air, TEA) dalam
formulasi lotion, dinyatakan dalam derajat Celcius.
5. Sifat fisis lotion adalah parameter yang digunakan untuk mengetahui kualitas
dari fisis hand lotion, dalam penelitian ini meliputi viskositas dan daya sebar
lotion.
6. Stabilitas fisis lotion adalah parameter yang digunakan untuk mengetahui
tingkat kestabilan hand lotion dari sisi sifat fisis, yaitu pergeseran viskositas
7. Viskositas adalah tahanan lotion untuk mengalir, diukur dengan Viscotester
Rion seri VT-04 dengan waktu pendiaman sebelum pengukuran 5 menit.
8. Daya sebar adalah diameter penyebaran lotion pada alat uji berupa horizontal
double plate selama 1 menit diberikan beban seberat 125 gram. Kriteria daya
sebar yang optimal 6-12 cm.
9. Pergeseran viskositas (%) adalah selisih viskositas setelah disimpan 1 bulan
dengan viskositas 48 jam setelah pembuatan dibagi viskositas 48 jam dikali
100%. Kriteria pergeseran viskositas yang optimal adalah <15%
10.Pergeseran ukuran droplet adalah perubahan ukuran droplet pada
pengamatan 2 hari setelah penyimpanan 30 hari berdasarkan signifikansi
percentile 90 antara kedua waktu pengukuran tersebut.
11.Presentase pemisahan fase lotion adalah presentase volume lotion yang stabil
pada hari ke-0, 1, 3, 7, 14, 21, dan 30 dibandingkan dengan volume awal
lotion dalam tabung berskala.
12.Kondisi optimum adalah kondisi proses pencampuran yang menghasilkan
lotion dengan daya sebar 6-12 cm, viskositas 20-60 dPas dan persen
pergeseran viskositas (setelah penyimpanan 1 bulan) < 15%. Kondisi optimum
dapat dilihat pada point prediction pada software Design Expert 7.0.0TM.
D. Bahan dan Alat
1. Bahan penelitian
Bahan yang digunakan dalam penelitian ini adalah asam stearat (kualitas
farmasetis), trietanolamin (kualitas farmasetis), lanolin (kualitas farmasetis),
cetaceum (kualitas farmasetis), parafin cair (kualitas farmasetis), metil paraben
22
2. Alat penelitian
Alat yang digunakan dalam penelitian ini adalah glasswares
(PYREX-GERMANY), cawan porselen, pengaduk, timbangan analitik, mixer (Philip yang
telah dimodifikasi), waterbath, termometer, mikroskop (Motic, B3 Proffesional
Series), viscotester RION® seri VT-04 (RION-Japan), software Design Expert
7.0.0TM,, software SPSS. 17®, software Motic Image Plus 2.0, dan alat uji daya
sebar (modifikasi Farmasi USD).
E. Tata Cara Penelitian
1. Formula lotion
Tabel II. Formula asli dan formula hasil modifikasi
Formula Asli (gram) Formula Modifikasi (gram) Asam stearat 4 Asam stearat 4
Dalam penelitian ini digunakan formula yang telah dimodifikasi dari
jurnal internasional, International Journal of Pharmaceutical Compounding,
(Allen, 2002a). Tabel sebelah kiri merupakan formula asli dari jurnal tersebut,
sedangkan tabel sebelah kanan merupakan formula hasil modifikasi yang
2. Pembuatan lotion
Asam stearat dan cetaceum masing-masing dilelehkan pada suhu 60oC.
Panaskan bahan-bahan padat lainnya pada suhu yang sama. Sebelumnya metil
paraben dilarutkan dengan aquadest. Setelah suhu mencapai suhu pencampuran
sesuai masing-masing level (60oC atau 80o
Tabel III. Rancangan percobaan desain faktorial
C), fase minyak (cetaceum, lanolin, dan
parafin cair) dimasukkan ke dalam wadah pencampuran. Fase air (TEA dan 2/3
aquadest) yang telah dipanaskan dimasukkan juga ke dalam wadah pencampuran.
Campuran tersebut diaduk dengan kecepatan putar mixer dan waktu pencampuran
(sesuai level masing-masing) di atas waterbath sesuai suhu masing-masing level,
sambil ditambahkan sisa aquadest perlahan-lahan. Setelah itu lotion dipindahkan
dari waterbath lalu lanjutkan pengadukan menggunakan mixer dengan kecepatan
200 rpm hingga 10 menit Metil paraben ditambahkan pada pengadukan 10 menit
24
3. Pengambilan sampel
Dalam penelitian ini dibuat tiga kali replikasi pada tiap setiap formula
percobaan (1), a, b, ab, c, ac, bc, dan abc. Masing-masing replikasi tersebut
kemudian diuji dan diamati daya sebar lotion, viskositas lotion, mikromeritik, dan
pemisahan fase lotion.
4. Penentuan tipe emulsi lotion a. Metode warna.
b.
Beberapa tetes larutan bahan pewarna dalam air
(methylene blue) ditambahkan ke gelas objek yang telah dioleskan lotion.
Pengamatan dilakukan di bawah mikroskop untuk melihat tipe krim O/W atau
W/O.
Metode pengenceran.
5. Pengujian viskositas
Dasar dari uji ini adalah bahwa hanya pada
fase luar emulsi yang dapat diencerkan. Sedikit air diberikan ke dalam sebuah
contoh kecil emulsi dan setelah pengocokan atau pengadukan diperoleh
kembali suatu emulsi homogen, maka terdapat jenis O/W. Pada jenis W/O
hasilnya akan kebalikannya.
Pengukuran viskositas menggunakan alat viscotester RION®
% pergeseran viskositas =
seri VT 04
(RION-JAPAN) dengan cara : lotion dimasukkan dalam wadah dan dipasang pada
portable viscotester. Viskositas lotion diketahui dengan mengamati gerakan jarum
penunjuk vikositas. Uji ini dilakukan 2 kali yaitu (1) dua hari setelah pembuatan
dan (2) setelah penyimpanan 30 hari. Untuk menghitung pergeseran viskositas
6. Pengujian daya sebar
Uji daya sebar lotion dilakukan segera setelah pembuatan dengan cara
menimbang lotion seberat 1 gram, diletakkan di tengah horizontal double plate.
Di atas lotion diletakkan horizontal double plate lain dan pemberat hingga 125
gram, diamkan selama 1 menit, kemudian dicatat diameter penyebarannya (Garg
et al., 2002). Pengukuran dilakukan dua hari setelah pembuatan.
7. Mikromeritik
Sejumlah lotion dioleskan pada gelas objek, diencerkan dengan
menggunakan sedikit aquadest kemudian diletakkan meja benda pada mikroskop.
Ukuran droplet diamati yang terdispersi pada lotion. Setelah dilakukan kalibrasi
mikroskop, pengamatan ukuran droplet sebanyak 500 buah terhadap
masing-masing percobaan (Martin et al., 1993). Pengukuran dilakukan setelah dua hari
pembuatan dan setelah penyimpanan 30 hari.
8. Pengujian persen pemisahan
Lotion dimasukkan ke dalam tabung berskala. Diamati pemisahan fase
yang terjadi setelah pembuatan dan setelah penyimpanan satu bulan. Uji persen
pemisahan dilakukan dengan menghitung ratio volume emulsi yang memisah
dibanding volume total emulsi (Aulton, 2002). Pengamatan dilakukan pada hari
26
F. Analisis Hasil
Data yang dihasilkan adalah data uji viskositas, daya sebar, dan
pergeseran viskositas. Dengan menggunakan metode desain faktorial dapat
diketahui nilai efek masing-masing faktor dan juga nilai efek interaksi antara tiga
faktor tersebut dalam mempengaruhi respon sifat fisis dan stabilitas fisis hand
lotion. Analisis data dalam penelitian ini menggunakan program Design Expert
7.0.0 TM
Analisis data menggunakan software Design Expert 7.0.0
. Berdasarkan contour plot masing-masing respon dapat diketahui kondisi
optimum proses pencampuran hand lotion yang dapat menghasilkan sifat fisis dan
stabilitas fisis yang diharapkan. Kondisi optimum yang ditemukan terbatas pada
level yang digunakan penulis dapat dilihat dari point prediction.
TM dapat
digunakan untuk mengetahui signifikansi masing-masing faktor maupun interaksi
antar ketiga faktor dalam mempengaruhi respon sifat fisis dan stabilitas fisis hand
lotion. Berdasarkan analisis statistik dan contour plot masing-masing parameter
sifat fisis (viskositas dan daya sebar) dan stabilitas fisis (pergeseran viskositas)
dapat mengetahui kondisi optimum proses pencampuran yang dapat menghasilkan
27 BAB IV
HASIL DAN PEMBAHASAN
A. Pembuatan Lotion
Pembuatan lotion ini menggunakan formula dari jurnal internasional
(Allen, 2002b) yang telah dimodifikasi sebelumnya, disesuaikan dengan alat dan
bahan yang digunakan penulis. Formula tersebut merupakan formula hand lotion
yang menggunakan sabun Trietanolamin (TEA) stearat sebagai emulgatornya.
TEA stearat terbentuk sebagai hasil reaksi saponifikasi antara basa kuat (TEA)
dengan asam stearat. Fase minyak terdiri dari cetaceum, lanolin, dan parafin cair.
Fase air terdiri dari aquadest dan metil paraben. Cetaceum sebagai thickening
agent, akan membentuk suatu emulsi dengan kekentalan tertentu, sehingga dapat
terbentuk suatu sediaan lotion yang stabil dalam penyimpanan dan mudah dalam
penggunaan. Parafin cair dan lanolin memberi efek moisturizer, selain berfungsi
sebagai fase minyak parafin cair juga bersifat sebagai emollient, sehingga dapat
mencegah dehidrasi pada kulit (Anonim, 1983). Lanolin sama halnya dengan
parafin cair bersifat sebagai emollient (Rowe, Sheskey, Quinn, 2009). Bahan
pengawet digunakan dalam formula hand lotion ini untuk mencegah pertumbuhan
mikroba mapun jamur. Fase eksternal dari lotion adalah air yang sangat rentan
dengan pertumbuhan mikroba, oleh karena itu digunakan metil paraben sebagai
bahan pengawet yang cenderung larut dalam air untuk menjaga stabilitas lotion
(terutama fase eksternal) dari serangan mikroba maupun jamur.
Proses pembuatan diawali dengan melelehkan bahan yang sebagian
28
pencampuran sehingga homogenitas pun dapat tercapai. Cetaceum dan lanolin
meleleh lebih cepat dibandingkan dengan asam stearat karena dilihat dari titik
leburnya, titik lebur paling tinggi adalah titik lebur asam stearat yaitu ≥ 54oC
(lanolin 38-44oC dan cetaceum 43-47oC). Digunakan suhu 60oC sebagai suhu
pelelehan bahan karena diharapkan pada suhu ini semua bahan sudah meleleh,
baru setelah semua meleleh suhu dinaikkan sesuai level masing-masing formula
dan dilakukan pencampuran bahan-bahan lotion. Aquadest yang digunakan juga
dipanaskan sampai suhu 60oC atau 80o
Pemanasan juga berperan penting dalam tahap saponifikasi yang
merupakan tahapan terbentuknya sabun TEA stearat sebagai emulgator. Menurut
Zhu, et al., (2007) saponifikasi antara asam stearat dengan TEA dapat terjadi pada
suhu 80
C sesuai level suhu masing-masing
formula. Pemanasan aquadest dilakukan untuk menghindari shock cooling yang
dapat mengakibatkan lotion gagal terbentuk.
o
C. Lieberman, et al.,(1996) menyebutkan sebaiknya emulsifikasi
dilakukan 5-10oC di atas titik leleh dari senyawanya yang memiliki titik leleh
tertinggi. Berdasarkan pertimbangan-pertimbangan tersebut dan berdasarkan hasil
orientasi yang telah dilakukan oleh peneliti, maka suhu pencampuran yang dipilih
sebagai level rendah adalah 60oC dan suhu pencampuran level tinggi adalah 80o
Kecepatan putar mixer yang digunakan dalam pembuatan hand lotion ini
adalah 200 rpm dan 400 rpm dengan waktu pencampuran masing-masing 5 menit
dan 10 menit, juga merupakan hasil orientasi. Hasil orientasi menunjukkan pada
kecepatan 200 rpm sudah dapat dihasilkan lotion dengan sifat fisis yang cukup
lotion yang baik. Kecepatan putar mixer tidak digunakan yang lebih kecil dari 200
rpm sebagai level rendah karena keterbatasan dari alat yang digunakan. Ketika
digunakan kecepatan putar mixer yang lebih kecil dari 200 rpm putaran yang
dihasilkan tidak stabil sehingga 200 rpm ditetapkan sebagai level rendah
kecepatan putar mixer. Kecepatan putar mixer 400 rpm digunakan sebagai level
tinggi karena penggunaan kecepatan putar mixer di atas 400 rpm menghasilkan
lotion yang tidak memenuhi syarat sifat fisis yang telah ditetapkan peneliti. Untuk
waktu pencampuran, dipilih 5 menit dan 10 menit, juga berdasarkan hasil
orientasi, 5 menit merupakan waktu tercepat yang dapat menghasilkan lotion
dengan sifat fisis yang cukup baik, dan pada waktu 10 menit tetap dihasilkan
lotion yang memenuhi syarat sifat fisis yang telah ditentukan penulis serta
memiliki kenampakan yang baik juga secara visual.
B. Pengujian Tipe Emulsi Lotion
Lotion yang baik haruslah nyaman saat diaplikasikan pada kulit.
Menurut Hartanto (2007), tipe lotion yang nyaman diaplikasikan pada kulit
sebagai pelembab adalah tipe O/W, di mana fase minyak terdispersi dalam fase
air, sehingga tidak lengket saat digunakan. Melalui uji penentuan tipe emulsi ini
30
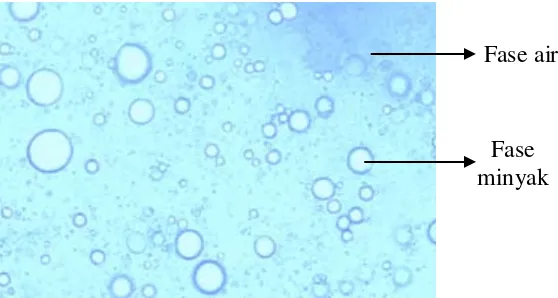
1. Metode Warna
Zat warna yang digunakan adalah methylen blue, yang merupakan zat
warna larut air. Ketika diamati di bawah mikroskop, terlihat methylen blue yang
ditambahkan menyebar mengelilingi droplet yang memiliki warna lebih terang
dan batas yang jelas dengan fase eksternal. Methylen blue yang bersifat larut
dalam air bercampur dengan fase eksternal, maka dapat disimpulkan bahwa lotion
yang dihasilkan merupakan emulsi dengan tipe O/W. Hasil pengamatan dengan
penambahan methylen blue dapat dilihat pada gambar berikut :
Gambar 4. Hasil pengujian tipe lotion dengan metode warna
2. Metode Pengenceran
Fase yang ditambahkan secara berlebih dalam uji ini adalah air dan
parafin cair. lotion dapat bercampur dengan air, tetapi tidak dapat bercampur
dengan parafin cair (gambar 5), hal ini menunjukkan bahwa fase eksternal lotion
adalah air. Berdasarkan hasil uji tersebut dapat dikatakan bahwa lotion yang
dihasilkan adalah emulsi tipe O/W.
Fase minyak
Gambar 5. Penambahan air berlebih (kiri) dan parafin cair berlebih (kanan)
terhadap lotion
Berdasarkan pada hasil dari ketiga uji yang telah dilakukan, maka
disimpulkan bahwa lotion yang dihasilkan merupakan emulsi bertipe O/W.
Prediksi untuk mengetahui tipe emulsi dapat juga dengan melihat sifat emulgator
yang digunakan. Emulgator yang digunakan dalam formula ini adalah TEA
stearat, dimana asam stearat akan mengalami reaksi saponifikasi ketika
ditambahkan TEA yang bersifat basa, membentuk sabun TEA stearat yang larut
air. Bancroft rule menyatakan fase di mana emulgator larut adalah fase eksternal
(Myers, 2006), karena TEA stearat sebagai emulgator yang larut air maka maka
dapat diprediksi bahwa lotion ini bertipe O/W.
C. Karakteristik Ukuran Droplet Pada Formula Lotion
Ukuran droplet merupakan faktor yang sangat penting dalam
mempengaruhi kestabilan lotion. Lotion diambil pada bagian atas, tengah, dan
bawah wadah dengan maksud droplet yang terukur nantinya mewakili droplet dari
satu formula dalam satu wadah. Droplet diukur menggunakan mikroskop yang
32
formula. Sebelum dilakukan pengukuran pada tiap droplet yang sudah diambil
gambarnya, dilakukan kalibrasi terlebih dahulu. Hasil kalibrasi dengan perbesaran
40x10 adalah 24µ m untuk tiap satuan skala. Data hasil pengukuran droplet diolah
menggunakan SPSS. 17®
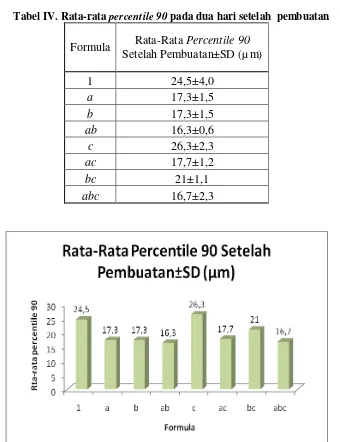
Tabel IV. Rata-rata percentile 90 pada dua hari setelah pembuatan
untuk melihat distribusi ukuran droplet. Distribusi
ukuran droplet dilihat dari nilai percentile 90, di mana nilai ini menggambarkan
bahwa 90% ukuran droplet yang terukur ada di bawah nilai tersebut.
Formula Rata-Rata Percentile 90 Setelah Pembuatan±SD (µ m)
1 24,5±4,0
Gambar 6. Histogram rata-rata percentile 90 droplet pada 2 dua hari setelah
Dari tabel IV maupun gambar 6 dapat dilihat bahwa formula (1)
memilliki nilai percentile 90 yang lebih tinggi dari formula abc karena pada
formula (1) digunakan kecepatan putar mixer, suhu pencampuran, dan waktu
pencampuran level rendah. Penggunaan level rendah pada semua faktor
mengakibatkan droplet yang terbentuk cenderung lebih besar. Formula abc, di
mana kecepatan putar mixer, suhu pencampuran, dan waktu pencampuran pada
level tinggi menghasilkan nilai percentile 90 yang lebih kecil (dibandingkan F(1),
Fa, Fb, Fc, Fac, Fbc).
Suhu berpengaruh terhadap ukuran droplet (gambar 6), di mana pada
penggunaan suhu level tinggi (Fa, Fab, Fac, Fabc) menghasilkan nilai percentile
90 yang cenderung lebih kecil dibandingkan nilai percentile 90 pada formula yang
menggunakan level rendah suhu pencampuran. Suhu dapat mempertahankan
ukuran droplet yang telah terbentuk dengan adanya kecepatan putar mixer
sehubungan dengan kuantitas emulgator (TEA stearat) yang dihasilkan pada
proses saponifikasi. Pada penggunaan level tinggi suhu pencampuran
kemungkinan emulgator yang terbentuk akan lebih optimal, karena emulgator
yang digunakan dalam formula pada penelitian ini adalah TEA stearat yang
terbentuk lewat proses saponifikasi selama pencampuran. Jumlah emulgator yang
optimal akan mengakibatkan ukuran droplet yang terbentuk cenderung lebih kecil.
Penelitian yang dilakukan Asano and Sotoyama (1998) menjelaskan hubungan
antara ukuran droplet dan viskositas. Penelitian tersebut menunjukkan ukuran
droplet yang kecil akan meningkatkan luas permukaan total dari droplet dan akan
34
Mixer memiliki kemampuan mengecilkan ukuran droplet (Peters, 1997),
sehingga ukuran droplet cenderung lebih kecil dengan kecepatan putar mixer level
tinggi. Kecepatan putar mixer tidak secara mutlak dapat memperkecil ukuran
droplet. Kecepatan putar mixer dapat memecah primary droplet menjadi
droplet-droplet dengan ukuran yang lebih kecil, namun droplet-droplet-droplet-droplet kecil ini akan tetap
menjadi droplet kecil jika ada emulgator dengan kuantitas tertentu yang
menghalangi droplet-droplet kecil itu bergabung dan membentuk droplet yang
lebih besar. Kuantitas emulgator yang dihasilkan dalam formula pada penelitian
ini dipengaruhi oleh faktor suhu pencampuran. Secara tidak langsung suhu akan
berpengaruh terhadap pengecilan ukuran droplet.
Pengecilan ukuran droplet juga dipengaruhi oleh waktu pencampuran, di
mana makin lama waktu pencampuran akan memberi kesempatan yang banyak
pada droplet primer untuk terpecah menjadi droplet-droplet dengan ukuran yang
lebih kecil. Peters (1997) mengatakan peningkatan kecepatan putar mixer dan
waktu pencampuran tidak selalu menghasilkan ukuran droplet yang lebih kecil.
Hal ini seperti yang terjadi pada formula bc yang mana pada formula bc (level
tinggi kecepatan putar mixer dan waktu pencampuran) ukuran droplet yang
terbentuk cenderung lebih besar dibandingkan dengan formula lain (Fa, Fab, Fac,
Fabc, ini dapat dikarenakan adanya pengaruh dari faktor lain yaitu suhu
pencampuran (pada Fa, Fab, Fac, Fabc) yang akan berpengaruh terhadap
kuantitas emulgator yang terbentuk, yang kemudian akan berpengaruh terhadap
D. Sifat Fisis Lotion
Lotion dapat dikatakan baik salah satunya apabila memenuhi persyaratan
sifat fisik dan stabilitas selama penyimpanan. Parameter sifat fisik lotion yang
diuji adalah viskositas dan daya sebar. Berikut adalah tabel hasil sifat fisis lotion
yang dilakukan pada hari ke-2 setelah pembuatan:
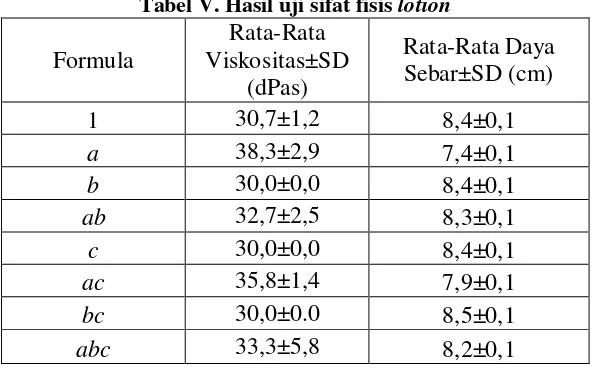
Tabel V. Hasil uji sifat fisis lotion
Formula
Sifat fisis lotion yang dihasilkan memenuhi syarat yang telah ditentukan
dalam penelitian ini. Rata-rata viskositas lotion ada pada range 20-60 dPas.
Rata-rata daya sebar lotion ada pada range 6-12 cm. Penentuan range optimum
didasarkan pengujian yang dilakukan sebelum penelitian terhadap beberapa lotion
yang beredar di pasaran dan mempertimbangkan range penelitian yang terdahulu
36
1. Viskositas
Viskositas merupakan faktor yang penting dalam sediaan lotion. Martin,
et al. (1993), mengatakan bahwa viskositas merupakan tahanan suatu cairan
untuk mengalir; makin tinggi viskositas, maka semakin besar tahanannya untuk
mengalir. Viskositas yang terlalu tinggi akan menurunkan tingkat kenyamanan
penggunaan, karena sediaan sulit mengalir, maka saat mengeluarkan sediaan dari
kemasan juga menjadi lebih sulit. Viskositas yang terlalu tinggi juga akan
berpengaruh pada proses pengemasan, karena viskositas yang tinggi , berarti
hambatan tinggi sehingga menghambat penuangan sediaan ke dalam wadah.
Viskositas yang terlalu rendah juga tidak diharapkan karena jika sediaan terlalu
encer maka sediaan akan menetes saat diaplikasikan pada kulit sehingga sediaan
tidak tinggal seluruhnya pada permukaan kulit. Berdasarkan
pertimbangan-pertimbangan tersebut maka viskositas suatu sediaan harus optimum sesuai
dengan tujuan aplikasi.
Viskositas lotion diukur menggunakan viscotester RION®
Berikut adalah hasil pengukuran viskositas lotion dengan menggunakan
viscotester RION
seri VT 04.
dengan melihat skala yang terdapat pada alat. Pengukuran viskositas dilakukan
sebanyak dua kali yaitu pada hari ke-2 setelah pembuatan lotion dan satu bulan
setelah pembuatan lotion. Pengukuran pada hari ke-2 setelah pembuatan
dimaksudkan untuk melihat nilai viskositas dari sediaan lotion, dan pengujian
viskositas setelah penyimpanan selama satu bulan dimaksudkan untuk melihat
apakah terjadi perubahan viskositas dari lotion.
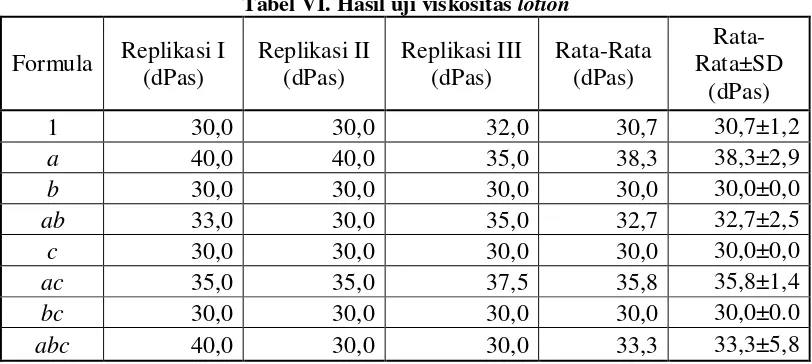
Tabel VI. Hasil uji viskositas lotion
Formula Replikasi I (dPas)
Berdasarkan analisis data menggunakan software Design Expert
7.0.0TM
Tabel VII. Hasil pengolahan nilai efek pada respon viskositas
faktor suhu, kecepatan putar mixer, dan waktu pencampuran, maupun
interaksi antara ketiganya memiliki efek terhadap respon viskositas yang
dihasilkan.
Formula Faktor Efek
A Suhu 4,87
B Kecepatan -2,21
C Waktu -0,63
Ab Suhu-Kecepatan -1,87
Ac Suhu-Waktu -0,29
Bc Kecepatan-Waktu 0,96
Abc Suhu-Kecepatan-Waktu 0,62
Besar efek masing-masing faktor secara tunggal maupun interaksi
antara ketiga faktor dapat dilihat pada tabel VII. Tanda positif (+) atau negatif (-)
hanya menunjukkan apakah efek dari faktor tersebut menaikkan (+) atau
menurunkan (-) respon. Dari tabel dapat dilihat bahwa suhu pencampuran,
interaksi kecepatan putar mixer dengan waktu pencampuran, dan interaksi ketiga
38
Pengaruh dari faktor suhu pencampuran, kecepatan putar mixer, waktu
pencampuran, mau pun interaksi antara ketiga faktor tersebut dapat dilihat pada
grafik berikut:
Gambar 7. Pengaruh interaksi suhu pencampuran dengan kecepatan putar mixer
pada level rendah waktu pencampuran terhadap respon viskositas
Gambar 8. Pengaruh interaksi suhu pencampuran dengan kecepatan putar mixer
pada level tinggi waktu pencampuran terhadap respon viskositas
Berdasarkan gambar 7 dan 8, dapat dilihat pengaruh peningkatan suhu
pencampuran 5 menit maupun waktu pencampuran 10 menit akan meningkatkan
respon viskositas.
Gambar 9. Pengaruh interaksi suhu pencampuran dengan waktu pencampuran
pada level rendah kecepatan putar mixer terhadap respon viskositas
Pada gambar 9 dapat dilihat pengaruh peningkatan suhu pada level
tinggi mau pun level rendah waktu pencampuran dengan kecepatan putar mixer
200 rpm akan meningkatkan respon viskositas.
Gambar 10. Pengaruh interaksi suhu pencampuran dengan waktu pencampuran
40
Berdasarkan gambar 10, dapat dilihat pengaruh peningkatan suhu pada
level tinggi mau pun level rendah waktu pencampuran dengan kecepatan putar
mixer 400 rpm akan meningkatkan respon viskositas.
Gambar 11. Pengaruh interaksi kecepatan putar mixer dengan waktu
pencampuran pada level rendah suhu pencampuran terhadap respon viskositas
Berdasarkan gambar 11 pengaruh peningkatan kecepatan putar mixer
pada level rendah waktu pencampuran dengan suhu pencampuran 60oC maupun
akan menurunkan respon viskositas. Garis merah yang mewakiti level tinggi
waktu pencampuran menunjukkan bahwa peningkatan kecepatan putar mixer
dengan suhu pencampuran 60oC tidak mempengaruhi respon viskositas dengan
Gambar 12. Pengaruh interaksi kecepatan putar mixer dengan waktu pencampuran pada level tinggi suhu pencampuran terhadap respon viskositas
Berdasarkan gambar 11 dan 12 pengaruh peningkatan kecepatan putar
mixer pada level tinggi mau pun level rendah waktu pencampuran dengan suhu
pencampuran 60oC maupun suhu pencampuran 80oC akan menurunkan respon
viskositas. Peningkatan kecepatan putar mixer berpengaruh dalam menurunkan
respon viskositas, hal ini sesuai dengan yang telah ditunjukkan pada tabel VII
42
Gambar 13. ANOVA untuk respon viskositas
Dari hasil pengolahan data menggunakan software Design Expert
7.0.0TM
Y= -18,33333 + 0,85000 X
, didapatkan persamaan untuk respon viskositas adalah sebagai berikut:
A + 0,10583 XB + 2,33333 XC – 0,001875 XAXB – 0,043333 XAXC - 0,00683333 XBXC + 0,000125 XAXBXC
Pada gambar 13 dapat dilihat signifikansi model persamaan untuk
respon viskositas serta signifikansi faktor secara tunggal maupun interaksi antar
faktor dalam mempengaruhi respon viskositas. Jika nilai P kurang dari 0,05
berarti signifikan, sebaliknya jika nilai P lebih dari 0,05 berarti tidak signifikan.