TUGAS AKHIR
Untuk memenuhi sebagiaan persyaratan Mencapai Derajat Sarjana S-1
Program Studi Teknik Mesin Jurusan Teknik Mesin
Diajukan oleh:
WELLY BURDUS ANGGER SURYO PRAYOGO NIM : 025214099
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
TUGAS AKHIR
Untuk memenuhi sebagiaan persyaratan Mencapai Derajat Sarjana S-1
Program Studi Teknik Mesin Jurusan Teknik Mesin
Diajukan oleh:
WELLY BURDUS ANGGER SURYO PRAYOGO NIM : 025214099
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2 0 0 8
A FINAL PROJECT
Submitted To Fulfill The RequirementsTo Obtain The Mechanical Engineering Bachelor Degree Mechanical Engineering Study Program
Mechanical Engineering Department
Written by:
WELLY BURDUS ANGGER SURYO PRAYOGO Student Number : 025214099
MECHANICAL ENGINEERING STUDY PROGRAMM
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
2 0 0 8
PERANCANGAN DAN PEMBUATAN
TABUNG TUNDA REAKTOR SAMOP DENGAN
BAHAN STAINLESS STEEL 304
Diajukan oleh:
WELLY BURDUS ANGGER SURYO PRAYOGO NIM : 025214099
Telah disetujui oleh:
Pembimbing I
Budi Setyahandana, S.T., M.T.
Pembimbing II
Prof. Ir. Yohanes Sardjono, APU.
PERANCANGAN DAN PEMBUATAN
TABUNG TUNDA REAKTOR SAMOP DENGAN
BAHAN STAINLESS STEEL 304
Dipersiapkan dan ditulis oleh:
WELLY BURDUS ANGGER SURYO PRAYOGO NIM: 025214099
Telah dipertahankan didepan Panitia Penguji Pada tanggal 18 April 2008
dan dinyatakan memenuhi syarat
Susunan Panitia Penguji
Ketua : I Gusti Ketut Puja, S.T., M.T. ………
Sekretaris : Doddy Purwadianto, S.T., M.T. ………
Anggota : Budi Setyahandana, S.T., M.T. ………
Anggota : Prof. Ir. Yohanes Sardjono, APU. ………
Yogyakarta, 9 Mei 2008 Fakultas Sains Dan Teknologi
Universitas Sanata Dharma
Ir. Greg. Heliarko, S.J., S.S., B.S.T., M.A., M.Sc.
v
PERNYATAAN KEASLIAN KARYA
“Saya menyatakan dengan sesungguhnya bahwa tugas akhir yang saya tulis ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan Tinggi manapun dan tidak memuat hasil karya atau bagian karya orang lain, kecuali yang telah disebutkan dalam kutipan dan daftar pustaka, sebagaimana layaknya karya ilmiah.”
Yogyakarta, April 2008
vi
Yang bertanda tangan dibawah ini, saya mahasiswa Universitas Sanata Dharma : Nama : Welly Burdus Angger Suryo Prayogo
Nomor Mahasiswa : 025214099
Demi pengembangan ilmu pengetahuan, saya memberikan kepada Perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul:
PERANCANGAN DAN PEMBUATAN TABUNG TUNDA REAKTOR SAMOP DENGAN BAHAN STAINLESS STEEL 304
Dengan demikian saya memberikan kepada Perpustakaan Universitas Sanata Dharma hak untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk pangkalan data, mendistribusikan secara terbatas dan mempublikasikannnya di Internet atau media lain untuk kepentingan akademis dengan meminta ijin dari saya maupun memberikan royalti kepada saya terlebih dahulu serta mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini saya buat dengan sebenarnya untuk dapat dipergunakan sebagaimana mestinya.
Yogyakarta, 9 Mei 2008 Yang menyatakan,
KATA PENGANTAR
Puji syukur penulis panjatkan bagi Tuhan Yang Maha Esa yang telah memberikan kasih karunia-Nya yang besar, yang senantiasa selalu menuntun langkah demi langkah hingga akhirnya penulis dapat menyelesaikan Tugas Akhir ini, yang merupakan salah satu syarat yang harus ditempuh untuk memperoleh gelar Sarjana Teknik di Jurusan Teknik Mesin Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta.
Pada kesempatan ini penulis ingin mengucapkan banyak terima kasih atas segala bantuan yang berupa moril maupun materiil dari semua pihak terutama kepada:
1. Ir. Greg. Heliarko SJ., S.S., B.S.T., M.A., M.Sc., Dekan Fakultas Fakultas Sains Dan Teknologi Universitas Sanata Dharma Yogyakarta.
2. Budi Setyahandana, S.T., M.T., Dosen Pembimbing yang telah membimbing dalam penyelesaian Tugas Akhir ini.
3. Prof. Ir. Yohanes Sadjono, APU., Pembimbing dari Badan Tenaga Nuklir Nasional (BATAN) Yogyakarta yang telah membimbing dalam penyelesaian Tugas Akhir ini.
4. Segenap dosen dan karyawan Jurusan Teknik Mesin FT-USD yang telah membantu dan selalu membimbing dalam masa-masa kuliah.
5. Segenap karyawan Badan Tenaga Nuklir Nasional (BATAN) Yogyakarta yang telah membantu dan selalu membimbing dalam masa-masa kuliah.
viii
6. Segenap keluarga besar di Jakarta, ayah Yohanes Wagiyo dan ibu Natalia Siti Rukma Mariyati serta adik Lidwina Ajeng Laksmintorukmi. Dimas Dewantoro, Euneke Yosephine Natalie, F. Dian Pramudyanita, Elisabeth Novilia Abri Prastiwi, Wahyu Perwitasari.
7. Kebersamaan, kesetiaan dan kerjasama tim dalam pengerjaan Tugas Akhir ini Yulius Hanstyaka Pudyantara dan Gunawan Manto Saputro.
8. Untuk teman-teman Yohan, Anton, Budi, Fajar, Landung, Winarno, Albert, Agus, Lukas, Sigit, Wibisono, Danang, Lambang, Adi, Valent, Andri, Ignatius, Rino, Saut, Kapipi, Andi, Bowo, Giyarno, Peter, Benny, Simon serta teman-teman Teknik Mesin 2001-2002 Universitas Sanata Dharma dan Elektronika dan Instrumentasi 2003 Universitas Gajah Mada yang mendukung kelancaran penyusunan Tugas Akhir ini.
Demikian usaha yang telah penulis lakukan namun penulis menyadari bahwa Tugas Akhir ini masih jauh dari sempurna, oleh karena itu dengan senang hati penulis menerima saran kritik yang membangun. Semoga Tugas Akhir ini dapat memberikan wawasan lebih tentang ilmu pengetahuan dan teknologi bagi para pembaca.
Yogyakarta, April 2008
JE PRESENT LA MISSION DERNIERE A
Le Pater Dieu au ciel pour la lumiere est donne par Vous Le Dieu Iesu Christi pour Son accompagnement et Son guidage
La Mere Marie pour sa protection et sa bonte
Mon pere et ma mere pour ses sacrifices, appuis, esprits, et priers Yohanes Wagiyo et Natalia Siti Rukma Mariyati
Mon cher frere et mes cheres soeurs Lidwina Ajeng Laksmintorukmi
faculte d'ingenierie mechanique de Universite de Sanata Dharma
Ma devise est
Il n'y pas meilleur que une experience Si tu veux rester, tu resterais Si tu veux bouger, tu bougerais
et Si tu veux commencer, tu trouverais ta route Pense bien, donc tu sentirais mieux
Inspiration
*
Is the mainobstacle for a designer?Can doanything Anytime
Anywhere
Oneof my biggest inspirationsis
…adream
INTISARI
Reaktor SAMOP adalah suatu alat yang berfungsi untuk memproduksi radioisotop Mo99 sebagai pembangkit Tc99m. Tc99m yang sangat berguna untuk diagnostik dalam bidang kedokteran nuklir, dengan ekstraksi uranium nitrat (UO2(NO3)2). Program ini sedang dikembangkan oleh Badan Tenaga Nuklir Nasional (BATAN) Yogyakarta. Reaktor SAMOP menggunakan sistem perpipaan sebagai komponen utama dalam proses ekstraksi uranium nitrat hingga menghasilkan radioisotop Mo99m.
Perancangan dan pembuatan tabung tunda reaktor SAMOP dengan bahan
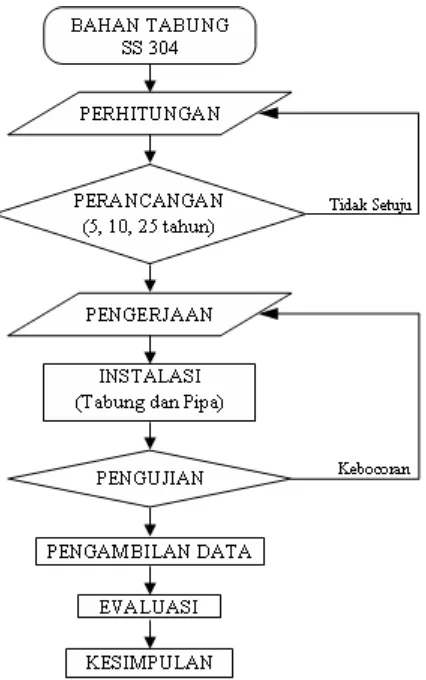
stailess steel 304; 18 Cr - 8 Ni, akan dioperasikan sampai dengan 5 tahun. Proses perancangan dan pembuatan dilakukan dengan menghitung ketebalan tabung berdasarkan usia penggunaan, tekanan, temperatur dan laju korosi yang mengacu pada ANSI/ASME B31.3. Aplikasi pengerjaan, instalasi, hingga proses pengujian, serta pengambilan data berdasarkan perancangan instalasi tersebut telah diimplementasikan. Pengujian aliran dilakukan dengan menggunakan air mineral sebagai simulasi pengganti uranium nitrat.
Hasil perancangan untuk usia pemakaian sampai dengan 5 tahun berdasarkan perhitungan diperoleh ketebalan nominal 0,58 mm. Namun karena pengadaan bahan dengan ketebalan 1,4 mm, maka usia penggunaan dapat mencapai 12 tahun.
ABSTRACT
The SAMOP reactor is a device that can be use to produce Mo99
radioisotope with the extraction of uranium nitrate (UO2 (NO3)2) to rise the Tc99m, this device is use in disease diagnose and had been developed by Badan Tenaga Nuklir Nasional (BATAN) at Yogyakarta. This reactor use pipes as its main element in the extraction process to produce Mo99m radioisotope.
This SAMOP reactor use the stainless steel 304; 18 Cr – 8 Ni, with 5 years life time of endurance. This final project objective was to found the effects of temperature, pressure, life-use time and corrosion allowance at the SAMOP reactor tube thickness. Design and building process refers to ANSI/ASME B31.3, with calculating tube thickness life-use, pressure, temperature and corrosion allowance. This device had implemented and tested.
Tube thickness in 5 years of usage with 0,58 mm of nominal thickness. This device is used 1,4 mm of nominal thickness so it can be 12 years of usage life.
xii
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERNYATAAN KEASLIAN KARYA ... v
HALAMAN PERNYATAAN PERSETUJUAN ... vi
KATA PENGANTAR ... vii
KATA PERSEMBAHAN ... ix
INTISARI ... x
ABSTRACT ... xi
DAFTAR ISI ... xii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xvi
BAB I PENDAHULUAN ... 1
1.1. Pengertian Umum ... 1
1.2. Latar Belakang Masalah ... 1
1.3. Tujuan Perancangan ... 2
1.4. Batasan Masalah ... 3
BAB II DASAR TEORI ... 4
xiii
2.2. Perubahan Struktur Pada Perlakuan Panas ... 6
2.3. Baja Dan Pengaruh Pada Ketahanan Karat ... 8
2.4. Baja Stainless Steel ... 8
2.5. Pemilihan Baja Tahan Karat ... 10
2.4.1. Baja Tahan Karat Martensit ... 10
2.4.2. Baja Tahan Karat Ferit ... 10
2.4.3. Baja Tahan Karat Austenit ... 11
2.6. Korosi ... 14
2.7. Korosi Secara Umum ... 16
2.8. Faktor-faktor Yang Mempengaruhi Terjadinya Korosi ... 19
2.9. Peringkat Ketahanan Terhadap Korosi Dan Karat ... 21
2.10. Mampu Las Baja ... 23
2.11. Penguatan Baja Untuk Proses Pengelasan ... 25
BAB III PERANCANGAN TEBAL TABUNG ... 26
3.1. Perancangan Tabung ... 26
3.2. Perancangan Suhu Rendah (Elastic Design) ... 27
BAB IV PEMBAHASAN ... 32
4.1. Perhitungan Tebal Tabung ... 32
4.2. Rancangan Akhir Ketebalan Tabung ... 40
4.3. Bagian-bagian Tabung ... 41
xiv
4.3.2. Lubang Sensor ... 43
4.3.3. Saluran Udara ... 44
4.3.4. Handle Tabung ... 45
4.3.5. Tabung Tunda ... 46
4.3.6. Penghubung Pipa (Coupling) ... 47
4.4. Metode Pengujian Instalasi Pipa Reaktor SAMOP ... 48
4.4.1. Persiapan ... 48
4.4.2. Uji Kebocoran ... 48
4.4.3. Pengujian ... 50
4.5. Hasil Pengujian ... 52
4.6. Pengujian Instalasi Reaktor SAMOP ... 53
4.6.1. Uji Kebocoran ... 53
4.6.2. Pengujian Instalasi Reaktor SAMOP ... 53
BAB V KESIMPULAN ... 54
5.1. Kesimpulan ... 54
Tabel 2.1 Fasa Pada Baja ... 7
Tabel 2.2 Komposisi Kimia Baja AISI 304 ... 13
Tabel 2.3 Sifat Mekanik AISI 304 ... 14
Tabel 2.4 Sifat Fisik dan Listrik AISI 304 pada Kondisi Annealed ... 14
Tabel 2.5 Persentase Komposisi Ketebalan Baja Lunak ... 25
Tabel 3.1 Batas Temperatur Desain ... 26
Tabel 3.2 Tebal Minimum Tabung ... 27
Tabel 3.3 Nilai-nilai Y Koefisien yang digunakan dalam Eq ... 29
Tabel 3.4 Tingkatan Faktor Kualitas yang digunakan dalam Ec ... 30
Tabel 3.5 Faktor Kualitas Las Lurus dan Sambungan Membujur dalam Ej 30
Tabel 4.1 Tegangan Ijin Pada Logam ... 33
Tabel 4.2 Tegangan Ijin Pada Logam ... 34
Tabel 4.3 Tebal t, tm, Nt dalam 5 tahun ... 39
Tabel 4.4 Data Laju Aliran dan Tekanan ... 53
Gambar 2.1 Diagram Fe- Fe3C ... 4
Gambar 3.1 Diagram Alir ... 31
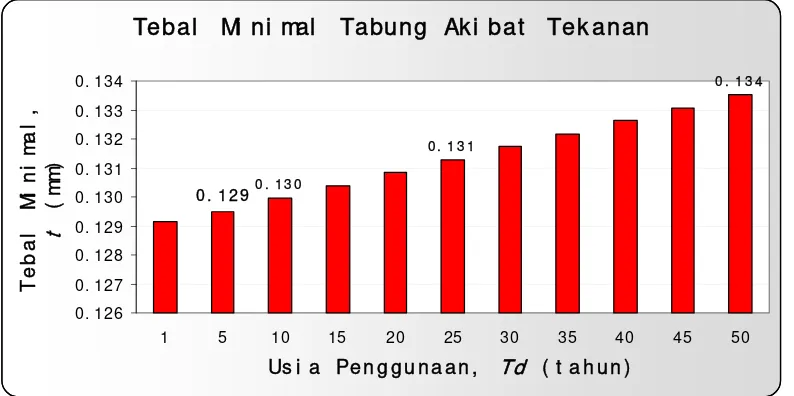
Gambar 4.1 Grafik Tebal Minimal Tabung Akibat Tekanan ... 38
Gambar 4.2 Grafik Tebal Minimal Tabung Akibat Laju Korosi ... 38
Gambar 4.3 Grafik Tebal Nominal Tabung ... 39
Gambar 4.4 Bagian-bagian Tabung ... 41
Gambar 4.5 Tutup Lubang Sensor ... 42
Gambar 4.6 Lubang Sensor ... 43
Gambar 4.7 Saluran Udara ... 44
Gambar 4.8 Handle Tabung ... 45
Gambar 4.9 Tabung Tunda ... 46
Gambar 4.10 Penghubung Pipa (Coupling) ... 47
Gambar 4.11 Skema Instalasi Reaktor SAMOP ... 51
1.1. Pengertian Umum
Dewasa ini banyak dikembangkan teknologi yang diharapkan sangat berguna bagi keperluan masyarakat, terutama pada bidang layanan kesehatan. Reaktor SAMOP (Sub Critical Assembly for Mo99 Production) merupakan salah satu teknologi yang sedang dikembangkan oleh Badan Tenaga Nuklir Nasional (BATAN) Yogyakarta, yang diharapkan dapat berguna dalam Ilmu Kedokteran, sehingga dapat membantu meningkatkan pelayanan kesehatan di Indonesia.
1.2. Latar Belakang Masalah
Perkembangan teknologi dalam perindustrian tidak lepas dari peran penting penerapan dan pengembangan ilmu bahan. Ilmu bahan yang mempelajari struktur mikro dan sifat-sifat benda dapat memberikan data-data yang akurat dalam pemilihan bahan yang baik dan cocok bagi bahan dari peralatan atau mesin. Penelitian dan penemuan yang dihasilkan dari penerapan ilmu bahan dapat digambarkan sebagai dasar dari pemilihan bahan yanag baik sesuai dengan kebutuhan.
Desain dan pembuatan tabung tunda reaktor SAMOP merupakan salah satu alat yang dirancang khusus untuk memproduksi radioisotop
Mo99 khususnya sebagai pembangkit Tc99m pada skala yang kecil.
Radioisotop Tc99m merupakan radioisotop yang paling banyak digunakan untuk diagnostik di bidang kedokteran nuklir. Dengan fluida yang merupakan bahan bakar utama yang digunakan pada reaktor SAMOP, yaitu menggunakan uranium nitrat (UO2(NO3)2). Sehingga untuk perancangan perpipaan reaktor SAMOP harus benar-benar memperhatikan faktor keselamatan.
Dengan memperhatikan pengaruh suhu, tekanan, laju fluida, dan laju korosi terhadap ketebalan minimum dan umur pada tabung tunda. Dalam hal ini elemen-elemen tersebut mendapat pengaruh suhu, tekanan dan korosi, sehingga dengan demikian tabung tersebut dirancang dengan perhitungan dan analisa yang teliti agar dapat memenuhi syarat keamanan yang baik. Instalasi reaktor SAMOP banyak menggunakan tabung dan pipa, dimana elemen-elemen tersebut mendapat tekanan dan korosi, sehingga dibutuhkan suatu perancangan untuk menghitung ketebalan dinding tabung dari bahan yang digunakan.
1.3. Tujuan Perancangan
Tujuan dari perancangan dalam Tugas Akhir Perancangan dan Pembuatan Tabung Tunda Pada Reaktor SAMOP ini adalah
Mengetahui melalui rumusan perhitungan tebal minimal tabung (t), tebal minimal tabung karena laju korosi (tm), tebal nominal tabung (Nt) berdasarkan pada usia penggunaan.
1.4. Batasan Masalah
Batasan masalah dalam Tugas Akhir Perancangan dan Pembuatan Tabung Tunda Pada Reaktor SAMOP ini adalah:
1. Bahan yang digunakan SS 304; 18 Cr - 8 Ni, tabung tunda penampung reaktor tersebut beroperasi pada suhu di bawah 50°C. 2. Perhitungan tebal tabung berdasarkan ukuran atau dimensi yang
sudah ditentukan dengan tekanan 1 atm.
3. Usia penggunaan tabung 5 tahun berdasarkan tekanan, suhu dan laju korosi 0,1 mm/tahun.
2.1. Struktur Besi Dan Baja
Besi dan baja merupakan salah satu jenis logam yang paling
banyak penggunaanya, besi dan baja mempunyai kandungan unsur utama
yang sama yaitu Fe, hanya kadar karbon yang membedakan besi dan baja.
Dari unsur besi berbagai bentuk struktur logam dapat dibuat. Unsur-unsur
penyusun besi dan baja dapat dilihat secara jelas dalam diagram fasa besi
karbon. Selain karbon, pada besi dan baja juga terkandung kira-kira 0,25%
Si, 0,3 - 1,5% Mn dan unsur pengotor lain seperti P dan S. Karena
unsur-unsur ini tidak memberikan pengaruh besar pada diagram fasa, maka
diagram fasa tersebut dapat dipergunakan tanpa menghiraukan adanya
unsur-unsur tersebut.
Gambar 2.1 Diagram Fe- Fe3C
Baja dengan kadar karbon sama dengan komposisi eutektoid
dinamakan baja eutektoid, yang kadarnya kurang dari komposisi eutektoid
disebut baja hiporeutektoid dan yang berkadar karbon lebih dari komposisi
eutektoid disebut baja hypereutektoid.
1. Baja Paduan Khusus (Special Alloy Steel)
Baja jenis ini mengandung satu atau lebih logam-logam
seperti nikel, chromium, manganese, molybdenum, tungsten dan
vanadium. Dengan menambahkan logam tersebut ke dalam baja
maka baja paduan tersebut akan merubah sifat-sifat mekanik dan
kimianya seperti menjadi lebih keras, kuat dan ulet bila
dibandingkan terhadap baja karbon.
2. HSS (High Speed Steel)
Kandungan karbonnya 0,70% - 1,50%, disebut High Speed
Steel karena alat potong yang dibuat dengan material tersebut dapat
dioperasikan dua kali lebih cepat dibanding dengan baja karbon.
Sehingga harga dari HSS pun dapat dua sampai empat kali lipat
dari pada baja karbon.
Macam-macam baja paduan dengan sifat-sifat khususnya:
1. Baja Tahan Karat (Stainless Steel)
Sifatnya antara lain memiliki daya tahan yang baik terhadap
panas, karat dan goresan atau gesekan, tahan temperatur rendah
keras, liat, densitasnya besar dan permukaannya tahan aus, tahan
terhadap oksidasi, kuat dan dapat ditempa, mudah dibersihkan.
2. HSLA (High Strength Low Alloy Steel)
Sifat HSLA adalah memiliki (tensile strength) yang tinggi,
anti bocor, tahan terhadap abrasi, mudah dibentuk, tahan terhadap
korosi, ulet, sifat mampu mesin yang baik dan sifat mampu las
yang tinggi. Untuk mendapatkan sifat-sifat di atas maka baja ini
diproses secara khusus dengan menambahkan unsur-unsur seperti
tembaga (Cu), nikel (Ni), chromium (Cr), molybdenum (Mo),
vanadium(Va) dan columbium.
3. Baja Perkakas (Tool Steel)
Sifat-sifat yang dimiliki baja perkakas adalah tahan pakai
selama penggunaan, tajam mudah diasah, tahan panas, kuat dan
ulet.
2.2. Perubahan Struktur Pada Perlakuan Panas
Besi dan baja diharapkan mempunyai kekuatan statik dan dinamik,
ulet, mudah diolah, tahan korosi dan mempunyai sifat elektromagnet agar
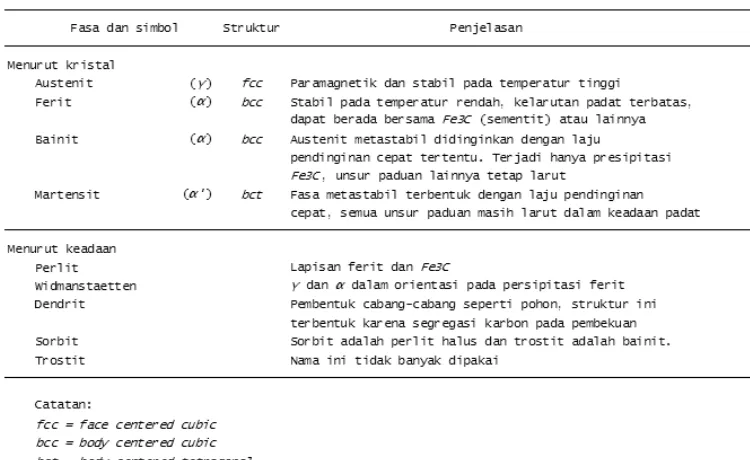
dapat dipakai sebagai bahan untuk konstruksi dan mesin-mesin. Fasa pada
baja yang memiliki sifat khas:
1. Ferit mempunyai sel satuan kubus pusat badan atau body-centered
cubic (bcc), menunjukkan titik mulur yang jelas dan menjadi getas
2. Austenit mempunyai sel satuan kubus pusat muka atau face
centered cubic (fcc) menunjukkan titik mulur yang kelas tanpa
kegetasan pada keadaan dingin.
3. Akan tetapi jika berupa fasa metastabil bias berubah menjadi α’
pada temperatur rendah.
4. Martensit adalah fasa larutan pada lewat jenuh dari karbon dalam
sel satuan tetragonal pusat badan atau body-centered tetragonal
(bct). Makin tinggi derajat melewati jenuh karbon, makin besar
perbandingan satuan sumbu sel satuannya dan semakin keras.
5. Bainit mempunyai sifat-sifat antara martensit dan ferit. Sesuai
dengan keanekaragaman strukturnya dapat dilihat melalui Tabel
2.1:
Tabel 2.1 Fasa Pada Baja
2.3. Baja Dan Pengaruh Pada Ketahanan Karat
Salah satu cacat pada penggunaan baja adalah terjadinya karat,
yang dalam pencegahannya dengan mempergunakan pelapisan dan
pengecatan. Baja tahan karat adalah semua baja yang tidak berkarat.
Banyak diantara baja ini yang digolongkan secara metalurgi menjadi baja
tahan karat austenit, baja tahan karat ferit, baja tahan karat martensit dan
baja tahan karat tipe pengerasan presipitasi.
Jika Cr dipadukan pada besi di atas 12 - 13%, karat yang berwarna
merah tidak terbentuk, karena oleh adanya oksigen di udara terjadi
permukaaan yang stabil (permukaan pasif). Oleh karena itu baja yang
mengandung unsur tersebut dinamakan baja tahan karat. Jika baja
mengandung lebih dari 17% Cr akan terbentuk lapisan yang stabil. Karat
pada pengelasan dari baja tahan karat 17% sering terjadi disebabkan
karena presivitasi karbida Cr pada batas butir dan oksidasi Cr dari
permukaan karenanya lapisan permukaaan menjadi kekurangan Cr yang
mengurangi ketahanan karatnya.
2.4. Baja Stainless Steel
Baja stainless merupakan baja paduan yang mengandung minimal
10,5% Cr. Sedikit baja stainless mengandung lebih dari 30% Cr atau
kurang dari 50% Fe. Karakteristik khusus baja stainless adalah
pembentukan lapisan film kromium oksida Cr2 O3. Lapisan ini berkarakter
kromium oksida dapat membentuk kembali jika lapisan rusak dengan
kehadiran oksigen. Pemilihan baja stainless didasarkan dengan sifat-sifat
materialnya antara lain ketahanan korosi, fabrikasi, mekanik, dan biaya
produk. Pada Lampiran III bagaimana pemilihan bahan stainless steel 304
yang baik. Penambahan unsur-unsur tertentu kedalam baja stainless
dilakukan dengan tujuan sebagai berikut:
1. Penambahan molybdenum (Mo) bertujuan untuk memperbaiki
ketahanan korosi pitting dan korosi celah.
2. Unsur karbon rendah dan penambahan unsur penstabil karbida
(titanium atau niobium) bertujuan menekan korosi batas butir pada
material yang mengalami proses sensitasi.
3. Penambahan kromium (Cr) bertujuan meningkatkan ketahanan
korosi dengan membentuk lapisan oksida (Cr2 O3) dan ketahanan
terhadap oksidasi temperatur tinggi.
4. Penambahan nikel (Ni) bertujuan untuk meningkatkan ketahanan
korosi dalam media pengkorosi netral atau lemah. Nikel juga
meningkatkan keuletan dan mampu bentuk logam. Penambahan
nikel meningkatkan ketahanan korosi tegangan.
5. Penambahan unsur molybdenum (Mo) untuk meningkatkan
ketahanan korosi pitting di lingkungan klorida.
6. Unsur aluminium (Al) meningkatkan pembentukan lapisan oksida
pada temperatur tinggi.
2.5. Pemilihan Baja Tahan Karat
2.5.1. Baja Tahan Karat Martensit
Komposisi baja tahan karat martensit adalah 12 - 13% Cr
dan 0,1 - 0,3% C. Kadar Cr sebanyak ini adalah batas terendah
untuk ketahanan asam karena itu baja ini sukar berkarat di udara,
dan ketahanan karat terhadap suatu larutan juga cukup baik.
Sampai 500°C baja ini banyak dipakai karena mempunyai
ketahanan panas yang baik sekali, dan dengan pengerasan dan
penemperan dapat diperoleh sifat-sifat mekanik yang baik.
Baja ini merupakan paduan kromium dan karbon yang
memiliki struktur martensit body-centered cubic (bcc) terdistorsi
saat kondisi bahan dikeraskan. Baja ini merupakan ferromagnetic,
bersifat dapat dikeraskan dan umumnya tahan korosi di lingkungan
kurang korosif.
2.5.2. Baja Tahan Karat Ferit
Baja tahan karat ferit adalah baja yang terutama
mengandung Cr sekitar 16 - 18% atau lebih. Kebanyakan
komponen dibuat dari pelat tipis. Perlu diperhatikan bahwa pada
lingkungan korosi yang ringan tidak terjadi karat. Sifat yang
menguntungkan dari baja tahan karat ferit adalah bahwa tanpa
kandungan Ni sukar untuk terjadi retakan korosi tegangan. Yaitu
dari baja tahan karat austenit, akan lebih menguntungkan apabila
dipakai baja tahan karat ferit daripada baja tahan karat austenit,
yang lebih mudah terjadi retakan korosi tegangan.
Baja jenis ini mempunyai struktur body-centered cubic
(bcc). Unsur kromium ditambahkan ke paduan sebagai penstabil
ferrit. Kandungan kromium umumnya kisaran 16 - 18%. Beberapa
tipe baja mengandung unsur molybdenum, silicon, aluminium,
titanium dan niobium. Unsur sulfur ditambahkan untuk
memperbaiki sifat mesin.
Tingkat kekerasan beberapa tipe baja stainless ferritik dapat
ditingkatkan dengan cara celup cepat. Metode celup cepat
merupakan proses pencelupan banda kerja secara cepat dari
keadaan temperatur tinggi ke temperatur ruang. Sifat mampu las,
keuletan, ketahanan korosi dapat ditingkatkan dengan mengatur
kandungan tertentu unsur karbon dan nitrogen.
2.5.3. Baja Tahan Karat Austenit
Baja ini mempunyai struktur 18% Cr - 8% Ni dan
mempunyai sifat ketahanan korosi yang baik, mampu bentuk dan
mampu las. Karena itu dipakai pada berbagai industri kimia. Selain
itu juga dipakai sebagai bahan konstruksi, perabot dapur, turbin,
Logam paduan ini merupakan paduan berbasis ferrous dan
struktur kristal face-centered cubic (fcc). Struktur kristal akan tetap
berfasa austenit bila unsur nikel dalam paduan diganti mangan
(Mn) karena kedua unsur merupakan penstabil fasa austenit. Fasa
austenitik tidak akan berubah saat perlakuan panas kemudian
didinginkan pada temperatur ruang. Baja stainless austenitik tidak
dapat dikeraskan melalui perlakuan celup cepat (quenching).
Umumnya jenis baja ini dapat tetap menjaga sifat asutenitik pada
temperatur ruang, lebih bersifat ulet dan memiliki ketahanan korosi
lebih baik dibandingkan baja stainless ferritik dan martensit. Setiap
jenis baja stainless austenitik memiliki karakteristik khusus
tergantung dari penambahan unsur pemadunya.
Baja stainless austenitik hanya bisa dikeraskan melalui
pengerjaan dingin. Material ini mempunyai kekuatan tinggi di
lingkungan suhu tinggi. Tipe 2xx mengandung nitrogen, mangan 4
- 15,5% dan kandungan 7% nikel. Tipe 3xx mengandung unsur
nikel tinggi dan maksimal kandungan mangan 2%. Unsur
molybdenum, tembaga, silikon, aluminium, titanium dan niobium
ditambah dengan karakter material tertentu. Sulfur ditambah pada
tipe tertentu untuk memperbaiki sifat mampu mesin.
Salah satu jenis baja stainless austenitik adalah AISI 304.
Baja austenitik ini mempunyai struktur kubus satuan bidang
Komposisi unsur-unsur pemadu yang terkandung dalam AISI 304
akan menentukan sifat mekanik dan ketahanan korosi. Baja AISI
304 mempunyai kadar karbon sangat rendah 0,08%. Kadar
kromium berkisar 18 - 20% dan nikel 8 - 10,5% yang terlihat pada
Tabel 2.2. Kadar kromium cukup tinggi membentuk lapisan Cr2O3
yang protektif untuk meningkatkan ketahanan korosi. Komposisi
karbon rendah untuk meminimalisai sensitasi akibat proses
pengelasan.
(sumber dari : http://gadang-e-bookformaterialscience.blogspot.com)
Tabel 2.2 Komposisi Kimia Baja AISI 304
(sumber dari : http://gadang-e-bookformaterialscience.blogspot.com)
Komposisi kandungan unsur dalam baja AISI 304 tersebut
Tabel 2.3 Sifat Mekanik AISI 304
(sumber dari : http://gadang-e-bookformaterialscience.blogspot.com)
Keterangan:
Poison : rasio poison
Tensile : tensile strength (MPa)
Yield : yield strength (MPa)
Elong : elongation %
Hard : kekerasan (HVN)
Mod : modulus elastisitas (GPa)
Density : berat jenis (Kg/m3)
Tabel 2.4 Sifat Fisik dan Listrik AISI 304 pada Kondisi Annealed
(sumber dari : http://gadang-e-bookformaterialscience.blogspot.com)
2.6. Korosi
Suatu penelitian menunjukkan bahwa penyebab utama kerusakan
utama pada pipa adalah korosi yang terbentuk di bawah endapan karbonat
yang terbentuk pada suhu tinggi serta pada daerah yang telah kehilangan
Bermacam cara telah dicoba untuk mengatasi masalah ini
diantaranya dengan meningkatkan kualitas air laut sebagai media
pendingin dan aplikasi pembersihan pipa pada kondisi peralatan sedang
operasi maupun saat peralatan berhenti beroperasi. Spesifikasi pipa juga
telah ditingkatkan dengan menaikkan kandungan Fe serta pensyaratan
pembersiahan internal pipa dengan alumina saat fabrikasi, namun seluruh
usaha tersebut tidak memberikan hasil yang memuaskan. Maka faktor
korosi sangat penting untuk diperhitungkan.
Korosi merupakan gejala destruktif yang mempengaruhi hampir
semua logam. Korosi dan karat dianggap sebagai sinonim, karat (rust)
sendiri merupakan sebutan yang belakangan ini dikhususkan bagi korosi
pada besi. Karat diartikan sebagai lapisan merah kekuning-kuningan yang
melekat pada besi sebagai proses kimia. Sedangakan korosi diartikan
proses perubahan atau perusakan yang disebabkan oleh reaksi atau dengan
kata lain korosi adalah proses kimia atau elektrokimia yang kompleks dan
dapat merusak logam melalui reaksi terhadap lingkungannya. Korosi pada
permukaan logam masih dapat terjadi meskipun elektrolit cair tidak ada
dan proses ini disebut korosi kering. Proses korosi kering yang paling
nyata adalah reaksi logam dan oksigen di udara. Reaksi ini menghasilkan
oksida logam yang mekanisme oksidanya adalah:
Adapula pemanfaatan fluida panas bumi untuk membangkitkan energi
listrik merupakan suatu kegiatan yang berlangsung di lingkungan yang
korosif serta mempunyai suhu dan tekan tinggi. Penilaian dan pemilihan
logam atau paduan logam sebagai material konstruksi di industri. Panas
bumi sangat penting karena setiap lapangan panas bumi memiliki fluida
dengan ciri tertentu terhadap pengaruh korosi. Laju korosi tertinggi terjadi
pada fluida campuran kondensat udara, namun laju korosi ini dihambat
dengan adanya deposit silika. Logam yang mempunyai laju korosi
terendah adalah logam baja tahan karat Cr sedangkan perlakuan tegangan
tidak secara nyata memberikan pengaruh pada laju korosi.
2.7. Korosi Secara Umum
Korosi merupakan proses degradasi sifat material disebabkan
reaksi dengan lingkungannya. Korosi sebagai suatu reaksi elektrokimia
yang memberikan kontribusi kerusakan fisik suatu material secara
signifikan sehingga perlu perhatian untuk mencegah dan meminimalisasi
kerugian yang timbul akibat efek korosi. Jumlah logam dan paduannya
merupakan fungsi dari lingkungan sehingga saling mempengaruhi kedua
parameter tersebut antara lain lingkungan air tawar, air laut dan tanah.
Pendekatan korosi secara umum melibatkan sifat material antara
lain sifat fisik, mekanik dan kimia. Pendekatan lainnya juga
antara antar permukaan logam dan lingkungan. Faktor-faktor pendekatan
korosi yaitu:
1. Logam berdasarkan komposisi, struktur atom, keheterogenan
struktur secara microskopik dan makroskopik, tegangan (tarik,
tekan dan siklus).
2. Lingkungan antara lain sifat kimia, konsentrasi bahan reaktif dan
pengotor, tekanan, suhu, kecepatan dan lain-lain.
3. Antar muka logam dan lingkungan yaitu kinetika oksidasi dan
pelarutan logam, kinetika proses reduksi bahan di dalam larutan.
Berdasarkan pertimbangan tersebut mengindikasikan mekanisme
korosi logam sangat komplek dengan melibatkan berbagai cabang bidang
antara lain sifat fisik, metalurgi fisik, kimia, bakteri dan lain-lain.
Mekanisme korosi tidak terlepas dari reaksi elektrokimia. Reaksi
elektrokimia melibatkan perpindahan elektron-elektron. Perpindahan
elektron merupakan hasil reaksi redoks (reduksi-oksidasi). Mekanisme
korosi melalui reaksi elektrokimia melibatkan reaksi anodik di daerah
anodik. Reaksi anodik (oksidasi) diindikasikan melalui peningktan valensi
atau produk elektron-elektron. Pengujian ASTM tentang korosi ada pada
Lampiran II.
Reaksi anodik yang terjadi pada proses korosi logam yaitu:
Proses korosi dari logam M adalah proses oksidasi logam menjadi
satu ion ( n+ ) dalam pelepasan n elektron. Harga dari n bergantung dari
sifat logam sebagai contoh besi:
Fe → Fe 2+ + 2e
Reaksi katodik juga berlangsung di proses korosi. Reaksi katodik
diindikasikan melalui penurunan nilai valensi atau konsumsi
elektron-elektron yang dihasilkan dari reaksi anodik. Reaksi katodik terletak di
daerah katoda. Beberapa jenis reaksi katodik yang terjadi selama proses
korosi logam yaitu:
Pelepasan gas hidrogen: 2H - + 2e → H2
Reduksi oksigen: O2 + 4 H - + 4e → H2O
O2 + H2 O4 → 4 OH
-Reduksi ion logam: Fe 3+ + e → Fe 2+
Pengendapan logam: 3 Na + + 3 e → 3 Na
Reduksi ion hidrogen: O2 + 4 H + + 4 e → 2H2 O
-Reaksi katodik dimana oksigen dari udara akan larut dalam larutan
terbuka. Reaksi korosi tersebut sebagai berikut:
NaCl . H2O
2 Fe + O2 Fe2 O3
(sumber dari : http://gadang-e-bookformaterialscience.blogspot.com)
2.8. Faktor-faktor Yang Mempengaruhi Terjadinya Korosi
Terjadinya korosi dipengaruhi oleh faktor-faktor yang
dikelompokkan menjadi 2, yaitu:
1. Faktor dari luar.
Faktor dari luar, yaitu lingkungan. Sangat berpengaruh
dalam terjadinya korosi, karena korosi sendiri adalah reaksi antar
logam dengan lingkungannya. Lingkungan adalah sebutan yang
paling mudah untuk mengartikan semua unsur disekitar logam
terkorosi pada saat reaksi. Lingkungan sebagai salah satu faktor
dari luar dibagi menjadi 2, yaitu:
a. Lingkungan udara.
Faktor paling penting yang menyebabkan korosi
udara adalah adanya kandungan air dalam udara. Untuk
kelihatan sudah cukup. Umumnya logam akan mengalami
korosi apabila kelembaban udara lebih dari 60%.
Laju dan tingkat keparahan korosi biasanya
ditentukan oleh konduktivitas elektrolit yang terkandung
pada kadar pengotor terlarut. Bahan pengotor ini
bermacam-macam antara lain karbon dioksida, belerang
dioksida, senyawa-senyawa nitrat, hidrogen sulfida,
ammonium, klorida. Partikel-partikel padat yang terbawa
oleh udara dapat mengikis selaput pelindung pada
permukaan logam.
b. Lingkungan air.
Air bebas biasanya mengandung ion-ion yang
merupakan sebuah elektrolit. Proses dasar yang terjadi
dalam korosi pada sebuah logam sangat berhubungan erat,
yaitu reaksi anoda, katoda dan penghantar ion.
Kebanyakan logam yang kontak dengan udara pada
temperatur kamar akan membentuk selaput tipis oksida pelindung.
Bila kemudian logam diletakkan pada lingkungan elektrolit,
misalnya air. Maka konsentrasi anion memainkan peranan penting
2. Faktor dari dalam.
Logam sering mempunyai cacat volume yang diperoleh
akibat proses produksinya, bahkan meskipun ketidakseragaman ini
dapat dikurangi melalui pengendalian mutu, struktur mikroskopik
logam biasanya tetap tidak seragam. Salah satu jenis cacat yang
sangat nyata adalah batas butir yang terbentuk akibat proses
pembekuan, karena proporsi atom-atom yang membentuk cacat
biasanya lebih kecil dibandingkan dengan yang berada pada kisi
normal. Proses korosi yang terjadi biasanya bersifat lokal, logam
akan kehilangan sebagian kekuatannya dan ini akan
mengakibatkan kondisi yang berbahaya terutama bila pada
titik-titik tertentu mengalami tegangan.
2.9. Peringkat Ketahanan Terhadap Korosi Dan Karat
Korosi atau umumnya orang-orang awam bicara sebagai karat
merupakan fenomena alamiah yang dihadapi oleh logam. Logam tersebut
akan terdegradasi atau sifat-sifat bahan turun akibat lingkungan sekitar.
Ketahanan logam terhadap korosi atau karat dipengaruhi oleh tiga hal.
Tiga hal tersebut yaitu:
1. Aspek elektrokimia.
2. Efek lingkungan.
Logam-ion logam potensial elektroda dengan elektroda standar H2 (volt)
Au –Au+3 + 1,498 → emas
Pt –Pt+2 + 1,2 → platina
Pd –Pd +2 + 0.987 → paladium
Ag –Ag+ + 0.799 → perak
Hg –Hg2+2 + 0,788 → raksa
Cu –Cu+2 + 0.337 → tembaga
H2 –H + 0,0000 → hydrogen
Pb –Pb+2 - 0,126 → timbal
Sn –Sn+2 - 0,136 → timah
Ni –Ni +2 - 0,250 → nikel
Co –Co+2 - 0,277 → kobalt
Cd –Cd +2 - 0,403
Fe –Fe+2 - 0,440 → besi
Cr –Cr+3 - 0,744 → kromium
Zn –Zn+2 - 0,763 → seng
Al –Al +3 - 1,662 → aluminium
Mg –Mg+2 - 2,363 → magnesium
Na –Na+ - 2,714 → natrium
K –K + - 2,925 → kalium
Pada keterangan diatas, warna hijau mengindikasikan bahwa
logam-logam tersebut tahan terhadap korosi atau karat di lingkungan.
Warna merah mengindikasikan logam-logam tersebut tidak tahan terhadap
korosi dan rentan bereaksi dengan lingkungan. Nilai potensial reduksi
maka logam tersebut semakin tahan terhadap korosi. Semakin negatif nilai
logam maka logam semakin rentan terhadap korosi.
(sumber dari : http://gadang-e-bookformaterialscience.blogspot.com)
2.10. Mampu Las Baja
Konstruksi baja biasanya dibuat dengan jalan mengelas, untuk itu
diperlukan lembaran baja yang tebal agar mempunyai mampu las yang
baik. Tidak dapat dihindari bahwa bahan berubah sifatnya disebabkan
karena panas pada waktu pengelasan. Jadi di daerah pengelasan atau di
daerah yang dipengaruhi oleh panas pada waktu pengelasan biasa terjadi
pengersan atau retakan. Derajat dari kesukaran, apakah sambungan lasan
dapat memuaskan dan apakah konstruksi yang dibuat dengan jalan
pengelasan dapat memenuhi maksud yang diinginkan, dimanakan mampu
las. Hal yang penting, terutama terjadinya retakan atau terjadinya
pengerasan atau juga turunnya keuletan pada sambungan las.
Antar muka antara logam penyambung dan logam induk pada
daerah pengelasan dinamakan bagian pengikat dan selanjutnya daerah
yang dipengaruhi panas dari logam induk adalah daerah yang terpanaskan
pertama pada temperatur yang tinggi terdinginkan secara cepat, yang
menyebabkan daerah itu terjadi lebih keras. Kekuatan maksimum pada
daerah ini tergantung pada kadar karbon ekivalen. IIW (International
Cek (%) = C + (1/6) Mn + (1/5) (Cr + Mo + V ) + (1/15) (Cu + Ni) . 2.1
Hubungan antara kekerasan Vickers maksimum Hvmaks dengan karbon
ekivalen adalah sebagai berikut,
Hvmaks = 666 Cek + 40 ………... 2.2
Hvmaks tidak selamanya teliti tetapi ada hubungannya dengan laju retakan.
Pengelasan seperti itu yang terjadi pada daerah pengelasan
disebabkan karena naiknya temperatur transisi. Ito menentukan hubungan
antara temperatur transisi pada pengujian Charpy, vTs dengan komposisi
kimia dari 45 muatan dari baja yang berkekuatan tinggi 80 kg/mm² yang
dilas pada kekuatan tertentu.
vTs = -70 + 290 C + 28 Mn + 46 Cu – 6 Ni + 25 Cr + 23 Mo (°C) ... 2.3
Hasilnya adalah unsur yang positif menurunkan vTs pada daerah pengikat
hanyalah Ni dan unsur lainnya menaikkan temperatur transisi, terutama C
sangat berbahaya. Kedua persamaan 2.2 dan persamaan 2.3 telah didapat
dari kondisi tertentu, keduanya bukan kondisi umum. Perlu dikatakan pula
bahwa ada beberapa pengaruh dari kata kemurnian, inklusi dan
sebagainya. Pengaruh electric welding terhadap stainless steel dapat
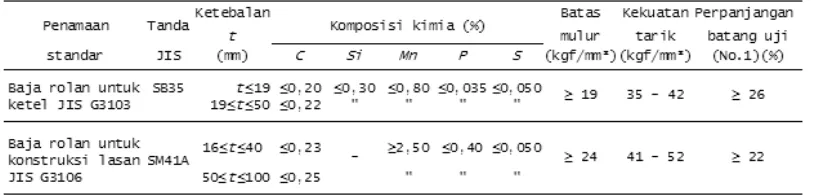
2.11. Penguatan Baja Untuk Proses Pengelasan
Tabel 2.5 menunjukkan contoh komposisi kimia dan sifat-sifat
mekanik. Kebanyakan baja rol dinormalkan, dengan komposisi kimia
hanya mencapai kekuatan tarik 45 kg/mm². Baja kekuatan tinggi adalah
baja paduan rendah dengan kekuatan lebih tinggi dari baja lunak, biasanya
kekuatan tariknya kira-kira 50 - 100 kg/mm².
Tabel 2.5 Persentase Komposisi Ketebalan Baja Lunak
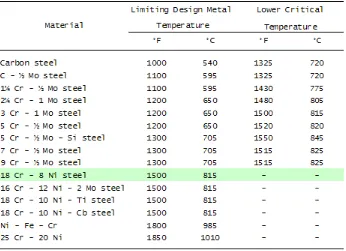
3.1. Perancangan Tabung
Bahan yang digunakan untuk perancangan tabung ini menggunakan baja tahan karat 18 Cr - 8 Ni dengan suhu operasi 50°C sesuai dengan Tabel 3.1. Bila suhu pengoperasian bekerja diatas batas suhu yang diijinkan yaitu 815°C, maka tabung tersebut akan terjadi pengurangan umur, bahkan bisa terjadi hal yang tidak diinginkan. Berikut Tabel 3.1 Batas Temperatur Desain:
Tabel 3.1 Batas Temperatur Desain
(sumber dari : API Recommended Practice 530, hal. 11)
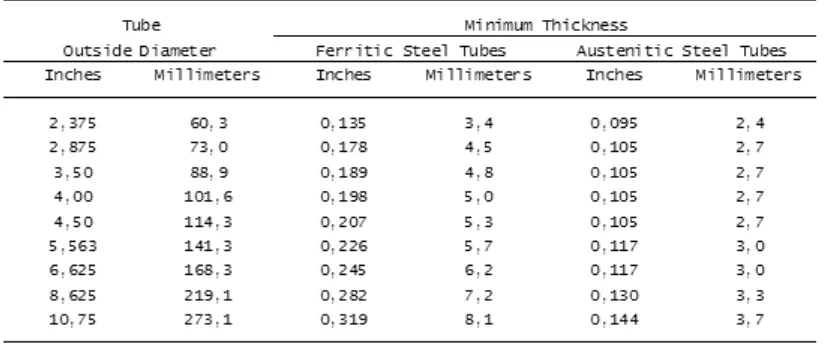
Ketebalan minimum (tm) untuk tabung (termasuk daerah korosi yang diijinkan) sebaiknya tidak kurang dari yang ditunjukkan pada tabel berikutnya. Semua spesifikasi ketebalan harus memenuhi syarat apakah nilai yang ditetapkan merupakan ketebalan minimum atau ketebalan rata-rata.
Dalam perancangan ukuran dari diameter luar tabung dan ketebalan minimum dari tabung dapat dilihat dari Tabel 3.2 berikut ini:
Tabel 3.2 Tebal Minimum Tabung
(sumber dari : API Recommended Practice 530, hal. 5)
3.2. Perancangan Suhu Rendah (Elastic Design)
Pada perancangan tabung yang beroperasi pada daerah elastis pertama yang harus diketahui adalah besarnya tegangan yang terjadi akibat suhu. Setelah besarnya tegangan elastis diketahui maka dapat diketahui besarnya tebal minimum (tm) dengan menggunakan persamaan,
A Y P E S D P t q o m + + = ) ( 2
= t + A ... 3.1
dimana:
tm = tebal minimum dinding yang diperlukan, inchi t = tebal akibat tekanan, inchi
P = tekanan elastis (tekanan dalam), psi Do = diameter luar tabung, inchi
S = tegangan elastis, tegangan yang diijinkan pada temperatur bahan, psi (lihat Table 4.1 dan Table 4.2)
A = korosi yang diijinkan, ketebalan tambahan untuk material yang terbuang dalam penguliran, karat, atau erosi yang diijinkan; toleransi pabrikasi mill tolerance (MT) juga perlu dipertimbangkan, inchi
o D d d Y +
= jika,
6
d
t ≥ ... 3.2
dimana:
d = diameter dalam = Do – 2 t
Eq = faktor kualitas yang menjadi faktor produk kualitas tuang
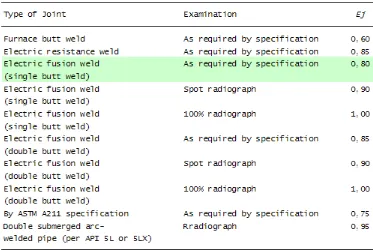
Ec, faktor kualitas gabung Ej dan nilai mutu ketika digunakan Es. Nilai Ec dari 0,85 sampai 1,00 tergantung dari metode yang digunakan untuk menguji mutu tuangan (lihat Tabel 3.4). Sedangkan nilai Ej dari 0,60 sampai 1,00 (lihat Tabel 3.5) yang tergantung pada jenis materi sambungan. Nilai Es dapat diasumsikan menjadi 0,92.
s j c q E E E
E = ... 3.3
) (
2 SE PY
D P t q o +
= ... 3.4
Tabel 3.3 Nilai-nilai Y Koefisien yang digunakan dalam Eq
(sumber dari : Pipe Stress Analysis table 2.1, hal. 23)
Tabel 3.4 Tingkatan Faktor Kualitas yang digunakan dalam Ec
(sumber dari : Pipe Stress Analysis table 2.2a, hal. 23)
(Reference ANSI/ASME B31.3. Table 302.3.3c.)
Tabel 3.5 Faktor Kualitas Las Lurus dan Sambungan Membujur dalam Ej
(sumber dari : Pipe Stress Analysis table 2.2a, hal. 24)
(Reference B31.3 ANSI/ASME Table 302.3.4.)
)
diijinkan dalam tabung, maka tebal minimum dari tabung pada daerah elastis (tm) menjadi,
Tebal nominal
(
MT tm− =
1 ... 3.5 dimana:
tm = tebal minimum dinding yang diperlukan, inchi
MT = mill tolerance-nya 12 2 1
% (sumber dari : Introduction to PIPE STREES ANALYSIS, hal. 24)
4.1. Perhitungan Tebal Tabung
Ukuran dimensi yang sudah ditentukan antara lain, diketahui laju korosi A = 0,1 mm/tahun. Diameter dalam d = 220 mm, tekanan di dalam tabung P = 1 atm, Eq = 0,625. Bahan yang digunakan adalah tabung berbahan 18 Cr - 8 Ni. Tabung tersebut akan digunakan selama Ld = 5
tahun dan suhu di dalam tabung T = 50°C. Hitung tebal minimum tabung (t), tebal minimum tabung akibat laju korosi (tm) dan tebal nominal
(nominal thickness).
P = 14,696 psi ; Do = 8,701 inchi ; Eq = 0,625 dari jenis tabung S = Sh = tegangan yang diijinkan pada temperatur bahan dari 18 Cr - 8 Ni
tubes A269 grade A = 20000 psi, lihat Tabel 4.1 dan 4.2
Allowance Stresses in Tension for Metals, SE, KSI (sumber dari :
Introduction to PIPE STREES ANALYSIS Appendix A3, hal. 220)
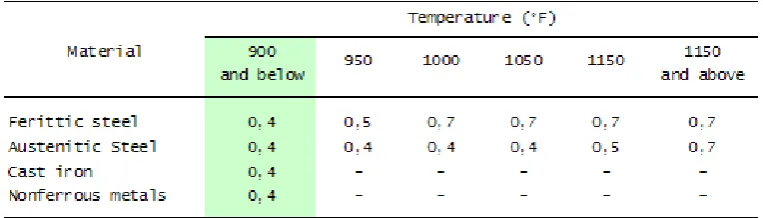
Y = 0,4 (karena temperaturnya dibawah 900°F atau 482,2°C)
A Y P E S D P t q o
m= + +
) (
2
= t + A ... 4.1
dimana:
tm = tebal minimum dinding yang diperlukan, inchi t = tebal akibat tekanan, inchi
P = tekanan elastis (tekanan dalam), psi Do = diameter luar tabung, inchi
S = tegangan elastis, tegangan yang diijinkan pada temperatur bahan, psi (lihat Tabel 4.1 dan Tabel 4.2)
A = korosi yang diijinkan, ketebalan tambahan untuk material yang terbuang dalam penguliran, karat, atau erosi yang diijinkan; toleransi pabrikasi mill tolerance (MT) juga perlu dipertimbangkan, inchi
Y = koefisien yang diijinkan berdasarkan material atau bahan yang digunakan. Untuk nilai Y dalam rumusan diatas didapat karena temperaturnya dibawah 900°F, (lihat Tabel 3.3) maka nilai Y yang diasumsikan adalah 0,4.
o D d d Y +
= jika,
6
d
t≥ ... 4.2
dimana:
d = diameter dalam = Do – 2 t
s j c
q E E E
E =
Ec, faktor kualitas gabung Ej dan nilai mutu ketika digunakan Es. Nilai Ec dari 0,85 sampai 1,00 tergantung
dari metode yang digunakan untuk menguji mutu tuangan (lihat Tabel 3.4). Sedangkan nilai Ej dari 0,60 sampai 1,00 (lihat Tabel 3.5) yang tergantung pada jenis materi sambungan. Nilai Es dapat diasumsikan menjadi 0,92.
... 4.3
dengan:
Eq = 0,85 . 0,80 . 0,92 = 0,626
) (
2 SE PY
D P t q o +
= ... 4.4
dengan:
(
20000.0,626 14,696.0,4)
2 691 , 8 . 696 , 14 + = t 757 , 25051 723 , 127 =
=0,005098 inchi
=0,13 mm (untuk penggunaan selama 5 tahun)
A t tm = +
015 0 005098
0, ,
tm
t = tebal akibat tekanan, inchi A = laju korosi yang diijinkan, inchi
dengan:
= +
)
=0,020098inchi
=0,51mm (untuk penggunaan selama 5 tahun)
Tebal nominal
(
MT tm− =
1 ... 4.5
dimana:
tm = tebal minimum dinding yang diperlukan, inchi
MT = mill tolerance-nya 12 2 1
% (sumber dari : Introduction to PIPE STREES ANALYSIS, hal. 24)
dengan:
Tebal nominal
(
)
125 , 0 1 0,020098 − =
0,022970= inchi
0,58= mm (untuk penggunaan selama 5 tahun)
Tebal Mi ni mal Tabung Ak i bat Tek anan
0 . 1 2 90 . 1 3 0
0 . 1 3 1
0 . 1 3 4
0. 126 0. 127 0. 128 0. 129 0. 130 0. 131 0. 132 0. 133 0. 134
1 5 10 15 20 25 30 35 40 45 50 Us i a Pe n g g u n a a n , Td ( t a h u n )
T e b a l M i n i m a l , t ( m m )
Gambar 4.1 Grafik Tebal Minimal Tabung Akibat Tekanan
Tebal Mi ni mal Tabung Ak i bat Laj u Kor os i
0 . 5 1 0
0 . 8 9 2
2 . 0 3 6
3 . 9 4 4
0. 0 0. 5 1. 0 1. 5 2. 0 2. 5 3. 0 3. 5 4. 0 4. 5
1 5 10 15 20 25 30 35 40 45 50 Us i a Pe n g g u n a a n , Td ( mm)
T e b a l M i n i m a l A k i b a t L a j u K o r o s i , t m ( m m )
Tebal Nomi nal Tabung
4 . 5 0 7
2 . 3 2 7
1 . 0 1 9
0 . 5 8 3 0. 0 0. 5 1. 0 1. 5 2. 0 2. 5 3. 0 3. 5 4. 0 4. 5 5. 0
1 5 10 15 20 25 30 35 40 45 50
Us i a Pe n g g u n a a n , Td ( t a h u n )
T e b a l N o m i n a l T a b u n g , N t ( m m )
Gambar 4.3 Grafik Tebal Nominal Tabung
4.2. Rancangan Akhir Ketebalan Tabung
Karena dalam perhitungan tebal tabung tersebut didapat angka ketebalan tabung untuk usia penggunaan sangat tipis dan bahan sulit untuk didapat maka, dalam pemilihan bahan menggunakan SS 304; 18 Cr - 8 Ni
namun dengan ketebalan yang berbeda. Untuk pemilihan bahan tersebut tentunya juga harus diperhatikan masalah usia penggunaan yang dapat dicapai.
4.3. Bagian-bagian Tabung
Gambar 4.4 Bagian-bagian Tabung
4.3.1. Tutup Lubang Sensor
Gambar 4.5 Tutup Lubang Sensor
Dalam pembuatan tutup lubang sensor ini menggunakan logam berbahan stainless steel berdimensi h = 24,2 mm, d = 15 mm. Karena bahan dibuat dan digunakan sebagai tutup saluran luabang sensor yang berbentuk pipa maka perlu dibuatkan ulir sepanjang h = 18,2 mm, Do = 10
4.3.2. Lubang Sensor
Gambar 4.6 Lubang Sensor
Dalam pembuatan lubang sensor ini menggunakan logam berbahan
stainless steel pejal berdimensi h = 100 mm, d = 11,8 mm. Karena bahan dibuat dan digunakan sebagai luabang sensor yang berbentuk pipa maka dari stainless steel pejal perlu dibuatkan ulir dan dibor. Dalam pembuatan ulir sebagai tutup lubang sensor sepanjang h = 18,2 mm, Do = 10 mm. Dan
tabung tunda maka pipa lubang sensor bagian bawah dilas dengan tabung tunda.
4.3.3. Saluran Udara
Gambar 4.7 Saluran Udara
Dalam pembuatan lubang udara menggunakan logam berbahan
stainless steel pejal berdimensi h = 100 mm, d = 6,2 mm. Karena saluran udara harus memiliki ruang sebagai saluran udara kelur dan masuk maka dari stainless steel pejal tersebut perlu dibor dengan d = 4,6 mm sepanjang
4.3.4. Handle Tabung
Gambar 4.8Handle Tabung
Selain pembuatan menggunakan logam berbahan stainless steel
4.3.5. Tabung Tunda
Gambar 4.9 Tabung Tunda
Dari keseluruhan proses pembuatan, perancangan tabunglah yang paling utama. Badan tabung terbuat dari pelat tipis berbahan stainless steel
dengan dengan ketebalan h = 1,4 mm dan d = 221,2 mm pada tutup badan tabung bagian atas namun untuk tutup badan tabung bagian bawah dalam perancangannya ditambah dengan kemiringan sebesar 185° dari bagian sebelah kanan bawah dan 355° pada kiri bawah. Semua proses penyatuan bahan menggunakan las.
4.3.6. Penghubung Pipa (Coupling)
Gambar 4.10 Penghubung Pipa (Coupling)
sisi panjangnya yang dibutuhkan h = 15 mm dan dilas. Untuk keterangan selengkapnya ada pada Lampiran V atau pada plot gambar teknik.
4.4. Metode Pengujian Instalasi Pipa Reaktor SAMOP
Pengujian instalasi pipa reaktor SAMOP adalah pengujian kebocoran. Pengujian ini menggunakan metode pengujian yang mengacu pada metode pengujian praktikum prestasi mesin yang diperoleh di bangku kuliah (lihat lampiran). Adapun langkah pengujian yang dipakai adalah sebagai berikut:
4.4.1. Persiapan
Mempersiapkan dahulu bahan-bahan yang akan dipakai sebelum melakukan pengujian, yaitu:
1. Air mineral sebagai bahan penguji.
2. Larutan uranium (v = 1,3578 cs ; ρ = 1,4 gr/cc = 0,019 cp), sebagai bahan pengganti digunakan larutan gula ( ρ dan v mendekati).
3. Kompresor.
4. Selang untuk memasukkan air mineral ke dalam pipa. 5. Timer untuk mencatat waktu.
4.4.2. Uji Kebocoran
Untuk mengetes kebocoran, maka dilakukan langkah-langkah pengujian sebagai berikut:
1. Memastikan semua katup tertutup dahulu.
2. Memasukkan bahan penguji (air mineral) melewati katup 1, dengan membuka katup 1.
3. Memasukkan air mineral sampai tabung penampung penuh.
4. Melakukan pengecekan adanya kebocoran atau tidak setelah tabung penampung penuh.
5. Karena terdapat kebocoran pada sistem instalasi, maka tempat dimana terdapat kebocoran tersebut ditandai dengan menggunakan spidol untuk diperbaiki pada saat perbaikan.
6. Setelah tidak terdapat kebocoran di lain tempat, maka katup 3 dan 5 dibuka untuk mengalirkan semua air mineral dari tabung penampung menuju ke tabung utama (Teras SAMOP).
7. Melakukan kembali pengecekan seperti langkah 4 dan memberi tanda pada tempat yang bocor seperti langkah 5. 8. Membuka katup 6 dan 8 hingga air mineral mengalir
9. Melakukan kembali langkah 7.
10.Semua air mineral pada sistem instalasi dikeluarkan dengan membuka katup 9 hingga tangki tunda kosong, setelah semua tempat yang terdapat kebocoran diberi tanda.
11.Melakukan perbaikan pada tempat yang bocor.
12.Melakukan kembali tes kebocoran dari awal (langkah 1) untuk memastikan sistem instalasi tidak ada lagi kebocoran.
4.4.3. Pengujian
Setelah tes kebocoran selesai dilakukan, pengujian sistem instalasi dilakukan dengan langkah-langkah sebagai berikut (lihat Gambar 4.11):
1. Menutup semua katup, kecuali katup 1.
2. Memasukkan air mineral sampai tangki penampung penuh.
3. Memberi tekanan dengan menggunakan kompresor hingga tekanan mencapai 1,25 atm.
4. Membuka katup 3, serta menyiapkan catatan dan timer. 5. Mereset flowmeter ke posisi 0 (nol).
8. Membuka katup 6 serta menjalankan timer bersamaan katup dibuka.
9. Mencatat tekanan pada saat air mineral mengalir dari teras SAMOP ke tangki tunda.
10.Mencatat waktu dan angka flowmeter setelah semua air mineral mengalir ke tangki tunda.
11.Melakukan evaluasi.
4.5. Hasil Pengujian
4.6. Pengujian Instalasi Reaktor SAMOP
4.6.1. Uji Kebocoran
Pada uji kebocoran (test kebocoran) hanya dilakukan dengan menggunakan air sebagai fluida untuk pengujiannya, dengan tekanan udara luar yaitu 1 atm, tanpa pengaruh tekanan tambahan. Dari hasil uji kebocoran yang telah dilaksanakan, terdapat beberapa kebocoran pada sambungan pipa dan terdapat juga kebocoran pada tabung, yaitu pada tabung tunda pada bagian pengelasan. Kebocoran pada sambungan-sambungan pipa dapat diatasi dengan menambah gasket tape pipe pada ulir sambungan dan pada saat pemasangan kembali, pipa dan semua instrumen pipa lebih dikencangkan. Untuk kebocoran pada tabung tunda pengerjaan dikembalikan pada instansi yang telah ditunjuk.
4.6.2. Pengujian Instalasi Reaktor SAMOP
Pengujian instalasi juga menggunakan air sebagai fluida pengujinya, yaitu sebanyak 10 liter, tanpa tekanan tambahan. Tekanan yang digunakan adalah tekanan udara luar (1 atm). Pada saat proses pengujian, didapat hasil seperti pada tabel berikut.
5.1. Kesimpulan
Dari tugas akhir dengan judul Perancangan dan Pembuatan Tabung Tunda Pada Reaktor SAMOP dengan bahan stainless steel 304; 18 Cr - 8
Ni di dapat kesimpulan bahwa perancangan suatu tabung reaktor sangat dipengaruhi oleh hal-hal berikut:
1. Melalui perhitungan dengan rumusan untuk perancangan desain dan pembuatan tabung tunda reaktor SAMOP untuk 5 tahun usia penggunaan ini, memerlukan ketebalan tanpa terkorosi sebesar 0,13 mm, ketebalan tabung dengan adanya laju korosi akibat fluida yang mengalir sebesar 0,51 mm dan ketebalan nominal 0,58 mm. 2. Karena pengadaan bahan untuk stainless steel 304; 18 Cr - 8 Ni
yang di dapat adalah dengan ketebalan 1,4 mm, maka usia penggunaan tabung tunda reaktor SAMOP dapat mencapai 12 tahun menggunakan fluida cair seperti uranium nitrat.
3. Apabila temperatur, tekanan dan korosi yang diijinkan dalam tabung makin tinggi atau besar maka tebal tabung (t), tebal minimal akibat laju korosi (tm), tebal nominal (Nt) tabung tabung semakin tinggi.
5.2. Penutup
Dalam penulisan Tugas Akhir Perancangan dan Pembuatan Tabung Tunda Pada Reaktor SAMOP ini penulis mengucapkan banyak terima kasih kepada semua pihak yang telah banyak membantu sehingga dapat terselesaikan tugas ini. Semoga dengan terselesainya penyusunan tugas akhir ini dapat membantu dan bermanfaat bagi pembaca khususnya mahasiswa Teknik Mesin sebagai pengetahuan dalam teknologi perancangan khususnya pada perancangan tabung-tabung reaktor.
Penulis menyadari dalam penyusunan tugas akhir ini masih jauh dari kesempurnaan, untuk itu penulis mengharapkan saran dan kritik dari pembaca, agar penyusunan tugas akhir ini dapat lebih sempurna.
American Society for Testing and Materials. 1999, G1 Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens, ASTM Standards Vol.03.02, ASTM Society
American Society for Testing and Materials. 1999, B 117 Practice for Operating Salt Spray (Fog) Apparatus, ASTM Standards Vol.03.02, ASTM Society
Bryson, James. 1999, Corrosion of Carbon Steels, ASM Handbook Vol.13, ASM International
Callister. W, Material Science and Engineering, Third Edition
Chamberlain. 1988, Corrosion for Students of Science and Engineering, Longman Group, UK
Fontana. 1978, Corrosion Engineering. McGraw-Hill International, New York
Fontana and Greene. 1978, Corrosion Engineering. McGraw-Hill. Inc,
Jaffre Dick. 2003, Effect of The Elements on Steel Properties (summary), VP Raw Material, Texas
Shreir and Jarman, Corrosion Vol.1 Metal/Environment Reactions, Butterworth-Heinemann, 2000, page 40
Widharto, Sri. 2001, Karat dan Pencegahannya, Pradnya Paramita, Jakarta
http://gadang-e-bookformaterialscience.blogspot.com/2006/11/artikelperingkat-ketahanan-logamterhadap-korosi.html (Sabtu, 26 Januari 2008)
http://gadang-e-bookformaterialscience.blogspot.com/2007/4/infodaftar-pengujian-korosi-standar-astm-secara-umum.html (Sabtu, 26 Januari 2008)
http://gadang-e-bookformaterialscience.blogspot.com/2005/25/infomengenal-singkat-apa-itu-stainless-steel.html (Sabtu, 26 Januari 2008)
http://gadang-e-bookformaterialscience.blogspot.com/2007/15/sekilasapakah-makna-dari-korosi-secara-umum.html (Sabtu, 26 Januari 2008)
LAMPIRAN I
Perhitungan Tebal Tabung Berdasarkan Ld
Berikut perhitungan tebal tabung berdasar rumusan Introduction to PIPE
STRESS ANALYSIS dalam usia penggunaan tabung 10, 25, 50 tahun. Ukuran
dimensi yang sudah ditentukan antara lain, diketahui laju korosi A = 0,1 mm/tahun. Diameter dalam Di = 220 mm, tekanan di dalam tabung P = 1 atm, Eq
= 0,625. Bahan yang digunakan adalah tabung berbahan 18 Cr - 8 Ni. Tabung digunakan selama Ld = 10, 25, 50 tahun dan suhu di dalam tabung T = 50°C. Hitung tebal minimum tabung (t), tebal minimum tabung akibat laju korosi (tm)
dan tebal nominal (nominal thickness).
P = 14,696 psi ; Do = 8,701 inchi ; Eq = 0,625 dari jenis tabung S = Sh = tegangan yang diijinkan pada temperatur bahan dari 18 Cr - 8 Ni
tubes A269 grade A = 20000 psi, lihat Tabel 4.1 dan 4.2
Allowance Stresses in Tension for Metals, SE, KSI (sumber dari :
Introduction to PIPE STREES ANALYSIS Appendix A3, hal. 220)
Y = 0,4 (karena temperaturnya dibawah 900°F atau 482,2°C)
dimana:
tm = tebal minimum dinding yang diperlukan, inchi t = tebal akibat tekanan, inchi
Do = diameter luar tabung, inchi
S = tegangan elastis, tegangan yang diijinkan pada temperatur bahan, psi (lihat Table 4.1 dan Table 4.2)
A = korosi yang diijinkan, ketebalan tambahan untuk material yang terbuang dalam penguliran, karat, atau erosi yang diijinkan; toleransi pabrikasi mill tolerance (MT) juga perlu dipertimbangkan, inchi
Y = koefisien yang diijinkan berdasarkan material atau bahan yang digunakan. Untuk nilai Y dalam rumusan diatas didapat karena temperaturnya dibawah 900°F, (lihat Tabel 3.3) maka nilai Y yang diasumsikan adalah 0,4.
o
D d
d Y
+
= jika,
6
d t ≥
dimana:
d = diameter dalam = Do – 2 t
Eq = faktor kualitas yang menjadi faktor produk kualitas tuang Ec, faktor kualitas gabung Ej dan nilai mutu ketika digunakan Es. Nilai Ec dari 0,85 sampai 1,00 tergantung
s j c
q E E E
E =
dengan:
Eq = 0,85 . 0,80 . 0,92 = 0,626
Diketahui Ld = 10 tahun, maka
) (
2 SE PY
D P t q o + = dengan:
(
20000.0,626 14,696.0,4)
2 8,721 . 696 , 14 + = t 757 , 25051 164 , 128 =
=0,005116 inchi
=0,13 mm
A t tm = +
dengan:
tm =0,005116+0,030
=0,035116inchi
=0,89 mm
Tebal nominal
(
MT)
tm
− =
(
)
dengan:
Tebal nominal
125 , 0 1− =0,035116
=0,040133inchi
1,02= mm
Diketahui Ld = 25 tahun, maka
) (
2 SE PY
D P t q o + = dengan:
(
20000.0,626 14,696.0,4)
2 8,811 . 696 , 14 + = t 757 , 25051 486 , 129 =
=0,005169 inchi
=0,13 mm
A t tm = +
dengan:
tm =0,005169+0,075
=0,080169inchi
Tebal nominal
(
)
MT tm − = 1 dengan:Tebal nominal
(
)
125 , 0 1 080169 , 0 − =
=0,091622inchi
2,33= mm
Diketahui Ld = 50 tahun, maka
) (
2 SE PY
D P t q o + = dengan:
(
20000.0,625 14,696.0,4)
2 8,961 . 696 , 14 + = t 757 , 25051 691 , 131 =
=0,005257 inchi
=0,13 mm
A t tm = +
dengan:
tm =0,005257+0,150
=0,155257inchi
Tebal nominal
(
)
MT tm − = 1 dengan:Tebal nominal
(
)
125 , 0 1 155257 , 0 − =
=0,177437inchi
4,51= mm
LAMPIRAN II
Daftar ASTM Pengujian Korosi Secara Umum
A 143 - Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting Embrittlement
A 262 - Practices for Detecting Susceptibility to lntergranular Attack in Austenitic Stainless Steels
A 380 - Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts, Equipment and Systems
A 763 - Practices for Detecting Susceptibility to Intergranular Attack in Ferritic Stainless Steels
***
B 78 - Test Method for Accelerated Life of Iron-Chromium-Aluminum Alloys for Electrical Heating
B 117 - Practice for Operating Salt Spray (Fog) Apparatus
B 154 - Test Method for Mercurous Nitrate Test for Copper and Copper Alloys
B 368 - Method for Copper-Accelerated Acetic Acid-Salt Spray (Fog) Testing (Cass Test)
B 380 - Method of Corrosion Testing of Decorative Electrodeposited Coatings by the Corrodkote Procedure
B 457 - Test Method for Measurement of Impedance of Anodic Coatings on Aluminum
B 537 - Practice for Rating of Electroplated Panels Subjected to Atmospheric Exposure
B 545 - Specification for Electrodeposited Coatings of Tin
B 577 - Test Methods for Detection of Cuprous Oxide (Hydrogen Embrittlement Susceptibility) in Copper
B 605 - Specification for Electrodeposited Coatings of Tin-Nickel Alloy
B 627 - Test Method for Electrolytic Corrosion Testing (EC Test)
B 650 - Specification for Electrodeposited Engineering Chromium Coatings on Ferrous Substrates
B 651 - Method for Measurement of Corrosion Sites in Nickel Plus Chromium or Copper Plus Nickel Plus Chromium Electroplated Surfaces With the
B 680 - Test Method for Seal Quality of Anodic Coatings on Aluminum by Acid Dissolution
B 689 - Specification for Electroplated Engineering Nickel Coatings
B 732 - Test Method for Evaluating the Corrosivity of Solder Fluxes for Copper Tubing Systems
B 733 - Specification for Autocatalytic Nickel-Phosphorus Coatings on Metals
B 734 - Specification for Electrodeposited Copper for Engineering Uses
B 735 - Test Method for Porosity in Gold Coatings on Metal Substrates by Nitric Acid Vapor
B 741 - Test Method for Porosity in Gold Coatings on Metal Substrates by Paper Electrography
B 765 - Guide for Selection of Porosity Tests for Electrodeposits and Related Metallic Coatings
B 809 - Test Method for Porosity in Metallic Coatings by Humid Sulfur Vapor "Flowers of Sulfur"
***
C 692 - <