LANDASAN TEORI
2.1. Kualitas
Membicarakan tentang pengertian atau definisi kualitas dapat berbeda makna bagi setiap orang, karena kualitas memiliki banyak kriteria dan sangat tergantung pada konteksnya. Banyak pakar di bidang kualitas yang mencoba untuk mendefinisikan kualitas berdasarkan sudut pandangnya masing-masing. Beberapa di antaranya yang paling populer adalah :
- H. L. Gilmore. Kualitas adalah suatu kondisi di mana produk sesuai dengan desain atau spesifikasi tertentu.
- William W. Scherkenbach. Kualitas ditentukan oleh pelanggan; pelanggan ingin produk dan jasa, dalam seluruh kehidupannya, terpenuhi kebutuhan dan harapannya, pada suatu harga tertentu yang menunjukkan nilai produk tersebut.
- J. M. Juran. Kualitas adalah kesesuaian dengan spesifikasi.
- Ross Johnson dan William O. Winchell. Kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang berkaitan dengan kemampuannya memenuhi kebutuhan atau kepuasan.
- Deming. Kualitas adalah apapun yang menjadi kebutuhan dan keinginan konsumen.
- Crosby. Mempersepsikan kualitas sebagai nihil cacat, kesempurnaan, dan kesesuaian terhadap persyaratan.
Menurut perbendaharaan istilah ISO 8402 dan dari Standar Nasional Indonesia (SNI 19-8402-1991), kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang kemampuannya dapat memuaskan kebutuhan, baik dinyatakan secara tegas maupun tersamar. Istilah kebutuhan diartikan sebagai spesifikasi yang tercantum dalam kontrak maupun kriteria-kriteria yang harus didefinisikan terlebih dahulu.
Goetsch Davis, 1994 membuat definisi kualitas yang lebih luas cakupannya, yaitu “kualitas merupakan suatu kondisi dinamis yang berhubungan dengan produk, jasa, manusia, proses, dan lingkungan yang memenuhi atau melebihi harapan”. Pendekatan yang dikemukakan Goetsch Davis ini menegaskan bahwa kualitas bukan hanya menekankan pada aspek hasil akhir, yaitu produk dan jasa tetapi juga menyangkut kualitas manusia, kualitas proses, dan kualitas lingkungan. Sangatlah mustahil menghasilkan produk dan jasa yang berkualitas tanpa melalui manusia dan proses yang berkualitas.
Perusahaan jasa dan pelayanan lebih menekankan pada kualitas proses, karena konsumen biasanya terlibat langsung dalam proses tersebut. Sedangkan perusahaan yang menghasilkan produk lebih menekankan pada hasil, karena konsumen umumnya tidak terlibat secara langsung dalam prosesnya. Untuk itu diperlukan sistem manajemen kualitas yang dapat memberikan jaminan kepada pihak konsumen bahwa produk tersebut dihasilkan oleh proses yang berkualitas.
David Garvin, 1994 mengidentifikasikan lima pendekatan perspektif kualitas yang dapat digunakan oleh para praktisi bisnis, yaitu :
1. Transcendental Approach
Kualitas dalam pendekatan ini adalah sesuatu yang dapat dirasakan, tetapi sulit didefinisikan dan dioperasionalkan maupun diukur. Perspektif ini umumnya diterapkan dalam karya seni seperti seni musik, seni tari, seni drama, dan seni rupa. Untuk produk dan jasa pelayanan, perusahaan dapat mempromosikan dengan menggunakan pernyataan-pernyataan seperti kelembutan dan kehalusan kulit (sabun mandi), kecantikan wajah (kosmetik), pelayanan prima (bank), dan
tempat berbelanja yang nyaman (mall). Definisi seperti ini sangat sulit untuk
dijadikan sebagai dasar perencanaan dalam manajemen kualitas. 2. Product-based Approach
Kualitas dalam pendekatan ini adalah suatu karakteristik atau atribut yang dapat diukur. Perbedaan kualitas mencerminkan adanya perbedaan atribut yang dimiliki produk secara objektif, tetapi pendekatan ini tidak dapat menjelaskan perbedaan dalam selera dan preferensi individual.
3. User-based Approach
Kualitas dalam pendekatan ini didasarkan pada pemikiran bahwa kualitas tergantung pada orang yang memandangnya, dan produk yang paling memuaskan preferensi seseorang atau cocok dengan selera (fitness fo used)
merupakan produk yang berkualitas palin tinggi. Pandangan yang subjektif ini mengakibatkan konsumen yang berbeda memiliki kebutuhan dan keinginan yang berbeda pula, sehingga kualitas bagi seseorang adalah kepuasan maksimum yang dapat dirasakannya.
4. Manufacturing-based Approach
Kualitas dalam pendekatan ini adalah bersifat supply-based atau dari sudut
pandang produsen yang mendefinisikan kualitas sebagai sesuatu yang sesuai dengan persyaratannya (conformance quality) dan prosedur. Pendekatan ini
berfokus pada kesesuaian spesifikasi yang ditetapkan perusahaan secara internal. Oleh karena itu, yang menentukan kualitas adalah standar-standar yang ditetapkan perusahaan, dan bukan konsumen yang menggunakannya.
5. Value-based Approach
Kualitas dalam pendekatan ini adalah memandang kualitas dari segi nilai dan harga. Kualitas didefinisikan sebagai “affordable excellence”. Oleh karena itu
kualitas dalam pandangan ini bersifat relatif, sehingga produk yang memiliki kualitas paling tinggi belum tentu produk yang paling bernilai. Produk yang paling bernilai adalah produk yang paling tepat beli.
2.2. Dimensi Kualitas
Berdasarkan perspektif kualitas, David Garvin mengembangkan dimensi kualitas ke dalam delapan dimensi yang dapat digunakan sebagai dasar perencanaan strategis terutama bagi perusahaan atau manufaktur yang menghasilkan barang. Kedelapan dimensi tersebut adalah sebagai berikut :
1. Performance (kinerja), yaitu karakteristik produk dari produk inti.
2. Features, yaitu karateristik pelengkap atau tambahan.
4. Conformance (kesesuaian), yaitu sejauh mana karakteristik desain dan operasi
memenuhi standar-standar yang telah ditetapkan sebelumnya.
5. Durability (daya tahan), yaitu berapa lama produk dapat terus digunakan.
6. Serviceability, yaitu meliputi kecepatan, kompetensi, kenyamanan, kemudahan
dalam pemeliharaan dan penanganan keluhan yang memuaskan. 7. Estetika, yaitu menyangkut corak, rasa, dan daya tarik produk.
8. Perceived, yaitu menyangkut citra dan reputasi produk serta tanggung jawab
perusahaan terhadapnya.
Karakteristik kualitas dari suatu produk sangat multidimensional, karena produk dapat memberikan kepuasan dan nilai kepada pelanggan dalam banyak cara. Karakteristik beberapa produk secara kuantitatif mudah ditentukan, seperti berat, panjang, dan waktu penggunaan. Tetapi beberapa karakteristik yang lain, seperti daya tarik produk adalah bersifat kualitatif. Joseph S. Martinich, 1997 p.564 mengemukakan spesifikasi dari dimensi kualitas produk yang relevan dengan pelanggan dapat dikelompokkan dalam enam dimensi, yaitu :
1. Performance. Hal yang paling prnting bagi pelanggan adalah apakah kualitas
produk menggambarkan keadaan yang sebenarnya.
2. Range and Type of Features. Selain fungsi utama dari suatu produk, pelanggan
seringkali tertarik pada kemampuan atau keistimewaan yang dimiliki produk. 3. Reliability and Durability. Kehandalan produk dalam penggunaan secara normal
dan berapa lama produk dapat digunakan hingga perbaikan diperlukan.
4. Maintainability and Serviceability. Kemudahan untuk pengoperasian produk dan
5. Sensory Characteristics. Penampilan, corak, rasa, daya tarik, bau, selera, dan
beberapa faktor lainnya mungkin menjadi aspek penting dalam kualitas.
6. Ethical Profile and Image. Kualitas adalah bagian terbesar dari kesan pelanggan
terhadap produk.
Dimensi kualitas yang dikemukakan oleh David Garvin maupun Martinich tersebut berpengaruh pada harapan pelanggan dan kenyataan yang mereka terima. Jika kenyataannya pelanggan menerima produk yang melebihi harapannya, maka pelanggan akan mengatakan produknya berkualitas. Dan jika pelanggan menerima produk kurang atau sama dari harapannya, maka pelanggan akan mengatakan produknya tidak berkualitas atau tidak memuaskan.
Dimensi kualitas di atas dapat dijadikan dasar bagi pelaku bisnis untuk mengetahui apakah ada kesenjangan (gap) atau perbedaan antara harapan pelanggan dan
kenyataan yang mereka terima. Harapan pelanggan sama dengan keinginan pelanggan yang ditentukan oleh informasi yang mereka terima dari mulut ke mulut, kebutuhan pribadi, pengalaman masa lalu, dan komunikasi eksternal melalui iklan dan promosi. Jika kesenjangan antara harapan dan kenyataan cukup besar, hal ini menunjukkan bahwa perusahaan tidak mengetahui apa yang diinginkan oleh pelanggannya.
2.3. Biaya Kualitas
Biaya kualitas adalah biaya yang terjadi atau yang mungkin akan terjadi karena produk cacat atau kualitas yang jelek. Biaya yang terjadi atau yang mungkin terjadi akan berhubungan dengan desain, pengidentifikasian, perbaikan, dan pecegahan kerusakan. Biaya dan kualitas merupakan satu kesatuan dan bukanlah sesuatu yang perlu
dipertentangkan atau sesuatu yang berlawanan. Oleh karena itu, dalam pengertian ini sangatlah tidak mungkin menghasilkan produk yang berkualitas tinggi dengan biaya rendah.
Kualitas yang lebih tinggi berarti biaya yang lebih tinggi pula, dengan kata lain peningkatan kualitas pasti dibarengi dengan peningkatan biaya. Biaya tinggi berarti harga jual tinggi, tetapi harga jual tinggi tidak selalu mencerminkan kualitas tinggi, karena tingginya harga produk dapat pula disebabkan oleh faktor lain seperti : terlalu jauh proses produksinya, terlalu rumit dalam proses, margin yang diperoleh terlalu tinggi, pengaruh daya beli konsumen, dan pengaruh hukum permintaan dan penawaran.
Pandangan yang menyatakan bahwa kualitas yang lebih tinggi berarti biaya lebih tinggi mendapatkan kritikan dari para pioner kualitas. Juran meneliti tentang aspek ekonomis dari kualitas dan menyimpulkan bahwa manfaat kualitas jauh melebihi biayanya. Sedangkan Crosby mengajukan konsepnya yang terkenal, yaitu “quality is free”. Bahkan ada yang beranggapan bahwa biaya kualitas sebenarnya melebihi biaya
yang terjadi apabila produk dihasilkan dengan cara yang benar sejak dari awal proses. Pada saat ini terdapat tiga kaegori pandangan yang berkembang di antara para praktisi mengenai biaya kualitas, yaitu :
1. Kualitas semakin tinggi berarti biaya semakin tinggi
Tambahan biaya yang terjadi akibat dari peningkatan kualitas lebih besar dari manfaat peningkatan kualitas. Dengan kata lain manfaat tamahan dari peningkatan kualitas tidak dapat menutupi biaya tambahan. Pandangan seperti ini beranggapan bahwa peningkatan kualitas selalu diikuti oleh peningkatan biaya.
2. Biaya peningkatan kualitas lebih rendah dari penghematan yang dihasilkan Pandangan ini dikemukakan pertama kali oleh Deming dan banyak dipakai oleh perusahaan Jepang. Penghematan dihasilkan oleh berkurangnya pengerjaan ulang, produk cacat, dan biaya lainnya yang berkaitan dengan kerusakan. Pandangan ini menjadi landasan bagi perbaikan kualitas berkelanjutan atau terus-menerus pada kebanyakan perusahaan di Jepang.
3. Biaya kualitas melebihi biaya yang terjadi bila produk diproses secara benar sejak awalnya. Pandangan ini banyak dianut oleh para pendukung filosofi TQM yang menyatakan bahwa biaya kualitas tidak hanya menyangkut biaya secara langsung, tetapi juga biaya akibat kehilangan pelanggan, kehilangan pangsa pasar, biaya kehilangan peluang, dan banyak lagi biaya tersembunyi lainnya.
Baik para manajer maupun perusahaan menginginkan agar biaya kualitas turun, tetapi dapat mencapai kualitas yang lebih tinggi atau minimal sampai pada batas tertentu. Untuk dapat mengukur biaya kualitas perlu dipahami dulu jenis biaya kualitas tersebut. Dilihat dari sumbernya biaya kualitas dapat berasal dari dalam perusahaan, yaitu biaya yang terjadi untuk menjaga agar kualitas produk yang dihasilkan sesuai dengan standar yang telah ditentukan. Biaya yang berasal dari luar perusahaan, yaitu biaya yang timbul setelah produk dan jasa sampai kepada konsumen. Sumber biaya kualitas dari dalam perusahaan maupun dari luar perusahaan dapat dikelompokkan menjadi empat kategori, yaitu :
1. Biaya pencegahan (Preventive Cost Category)
Biaya pencegahan adalah biaya yang terjadi untuk mengidentifikasi dan menghilangkan penyebab kerusakan agar tidak terulang kembali kesalahan yang
sama dalam setiap produk. Dalam biaya pencegahan termasuk semua kegiatan baik yang berhubungan dengan spesifikasi desain, proses, dan pemeliharaan sistem kualitas. Contoh biaya pencegahan seperti : biaya perencanaan kualitas, biaya pemasaran dan pelanggan, biaya operasi pabrik, biaya untuk pengembangan desain produk, biaya pembelian, biaya kualitas administrasi, dan biaya program perbaikan kualitas.
2. Biaya Inspeksi/Deteksi (Inspection/Detection Cost Category)
Biaya inspeksi adalah biaya yang terjadi untuk menentukan apakah produk sesuai dengan standar kualitas yang telah ditentukan. Tujuan utama inspeksi ini adalah untuk menghindari terjadinya kerusakan pada waktu proses dan mencegah pengiriman produk yang tidak sesuai standar kepada konsumen. Contoh biaya inspeksi/deteksi atau disebut juga appraisal cost ini seperti : biaya pemeriksaan
bahan baku yang diterima dari pemasok, biaya pemeriksaan produk dalam proses, biaya pengujian produk, biaya pemeriksaan kualitas produk, kalibrasi, survei, verifikasi, biaya pemeriksaan peralatan, biaya mengevaluasi persediaan material dan barang jadi.
3. Biaya Kegagalan Internal (Internal Failure Cost Category)
Biaya kegagalan internal adalah biaya yang terjadi karena ketidak sesuaian produk yang dihasilkan dengan standar yang telah ditentukan dan terdeteksi sebelum produk dikirim ke konsumen. Contoh biaya kegagalan internal ini seperti : biaya pengerjaan ulang (retest, rework), redesign, reinspeksi, tes ulang
(retest), corrective action cost, scrap dari proses produksi yang tidak dapat
dipakai lagi, kerusakan mesin (downtime), stok pengaman, biaya kelebihan
4. Biaya Kegagalan Eksternal (External Failure Cost Category)
Biaya kegagalan eksternal adalah biaya yang terjadi karena produk gagal memenuhi persyaratan yang telah ditentukan dan diketahui setelah produk tersebut dikirimkan kepada konsumen. Hal ini dapat menurunkan reputasi perusahaan di mata konsumen, kehilangan pelanggan, dan menurunnya pangsa pasar (loss of market share). Contoh biaya kegagalan eksternal ini seperti : biaya
penanganan keluhan, biaya penarikan kembali produk di pasaran (product recall), biaya jaminan atau pertanggunan (warranty expenses), biaya penalti, loss of liability cost, biaya kehilangan penjualan (loss sales cost), dan biaya perbaikan
kembali produk agar sesuai dengan standar. Biaya kegagalan eksternal ini sesungguhnya tidak perlu terjadi bila tidak ada kerusakan atau kerusakan dapat dideteksi sebelum produk dikirim ke konsumen.
Kesulitan yang mungkin timbul dalam menilai dan menganalisis biaya kualitas adalah kebanyakan kategori biaya kualitas tidak tercermin secara langsung dalam catatan akuntansi perusahaan. Akibatnya informasi yang akurat mengenai biaya kualitas sulit diperoleh. Untuk mengatasi hal ini, perusahaan perlu melakukan penaksiran dengan membandingkan penampilan kualitas sekarang dengan penampilan kualitas yang lampau, sehingga biaya kualitas akan menampilkan variansi dari penampilan yang lalu.
2.4. Pengendalian Kualitas
Pengendalian kualitas merupakan proses yang berkelanjutan untuk menjamin kualitas produk yang dihasilkan. Tujuan pelaksanaan pengendalian kualitas adalah untuk memperbaiki kualitas produk dan menurunkan ongkos secara keseluruhan. Terdapat dua
pendekatan dalam pengendalian kualitas, yaitu On-line Quality Control dan Off-line Quality Control.
On-line Quality Control adalah kegiatan pengendalian kualitas yang dilakukan
selama proses manufakturing berlangsung dengan menggunakan Statistical Process Control (SPC). Sifat on-line quality control adalah tindakan pengendalian yang reaktif,
atau tindakan setelah kegiatan produksi berjalan. Artinya jika produk yang dihasilkan tidak memenuhi spesifikasi yang diharapkan, tindakan perbaikan terhadap proses dilakukan.
Off-line Quality Control adalah pengendalian kualitas yang dilakukan sebelum
proses produksi atau pengendalian kualitas yang bersifat preventif. Dengan tindakan secara preventif maka kemungkinan adanya cacat produk dan masalah kualitas dapat diatasi sebelum produksi berjalan. Pengurangan pada produk cacat akan mengurangi
scrap dan produk gagal, yang akhirnya akan mengurangi pengembalian produk dari
konsumen. Tujuan dari off-line quality control adalah untuk mengoptimasi desain
produk dan proses dalam rangka mendukung kegiatan on-line quality control. Tujuan
dan keuntungan dari pengendalian kualitas pada tahap desain produk adalah :
1. Membuat produk sesuai dengan kebutuhan konsumen dengan kualitas yang diharapkan.
2. Mendesain produk sesuai kemampuan manufakturnya, sehingga terlepas dari kesulitan pada saat produksi dengan biaya yang rendah dan kompetitif.
3. Mengurangi siklus pengembangan produk, sehingga produk sampai ke pasar sesingkat mungkin.
5. Menghasilkan produk dengan kualitas kompetitif tidak hanya pada saat ini tetapi tetap berkelanjutan.
2.4.1. Variasi Proses
Menurut Gaspersz (2003, p3), variasi merupakan ketidakseragaman dalam proses operasional sehingga menimbulkan perbedaan dalam kualitas pada produk (barang/jasa) yang dihasilkan. Pada dasarnya dikenal ada dua jenis variasi yaitu :
1. Variasi Penyebab Khusus (Special Causes Variation)
Adalah kejadian-kejadian di luar sistem yang mempengaruhi variasi dalam sistem. Penyebab khusus dapat bersumber dari manusia, peralatan, material, lingkungan, metode kerja, dan lain-lain. Penyebab khusus ini mengambil pola-pola non acak sehingga dapat diidentifikasikan/ditemukan, sebab mereka tidak selalu aktif dalam proses tetapi memiliki pengaruh yang lebih kuat pada proses sehingga menimbulkan variasi. Dalam konteks pengendalian proses statiskal menggunakan peta-peta kendali (control charts), jenis variasi ini sering ditandai dengan titik-titik
pengamatan yang melewati atau keluar dari batas-batas pengendalian yang didefinisikan ( defined control limits ).
2. Variasi Penyebab Umum (Common Causes of Variation)
Adalah faktor-faktor di dalam sistem atau yang melekat pada proses yang menyebabkan timbulnya variasi dalam sistem serta hasil-hasilnya. Penyebab umum sering disebut juga penyebab acak (random causes) atau penyebab system
(system causes). Karena penyebab umum ini selalu melekat pada sistem, untuk
menghilangkannya kita harus menelusuri elemen-elemen dalam sistem itu dan hanya pihak manajemen yang dapat memperbaikinya, karena pihak manajemenlah
yang mengendalikan sistem itu. Dalam konteks pengendalian proses statistikal dengan menggunakan peta-peta kendali, jenis variasi ini sering ditandai dengan titik-titik pengamatan yang berada dalam batas-batas
pengendalian yang didefinisikan.
2.4.2. Jenis Data
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak. Berdasarkan data, kita mempelajari fakta-fakta yang ada dan kemudian mengambil tindakan yang tepat berdasarkan pada fakta itu. Dalam konteks pengendalian proses statistikal dikenal dua jenis data, yaitu : (Gaspersz, 1998, p43)
1. Data Atribut
Merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada kemasan produk, kesalahan proses administrasi buku tabungan nasabah, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karena corelap, dll. Data
atribut biasanya diperoleh dalam bentuk unit-unit nonkonformans atau ketidaksesuaian dengan spesifikasi atribut yang ditetapkan.
2. Data Variabel
Merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variabel karakteristik kualitas adalah diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume biasanya merupakan data variabel.
2.4.3. Tools yang Digunakan dalam Pengendalian Kualitas 2.4.3.1. Pareto Diagram
Diagram Pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada sisi paling kiri, dan seterusnya sampai masalah yang paling sedikit terjadi ditunjukkan oleh grafik batang terakhir yang terendah serta ditempatkan pada sisi paling kanan.
Diagram Pareto diperkenalkan oleh seorang ahli ekonomi dari Italia yang bernama Vilfredo Pareto, dalam studinya mengemukakan mengenai prinsip 80/20. Prinsip ini kemudian sering disebut dengan Prinsip Pareto yang mengatakan bahwa 80 persen dari semua masalah diakibatkan oleh 20 persen dari penyebabnya. Sehingga diagram ini sangat berguna dalam prioritas pengambilan tindakan-tindakan perbaikan proses.
Pada dasarnya diagram Pareto mempunyai kegunaan untuk :
- Menentukan frekuensi relatif dan urutan pentingnya masalah-masalah atau penyebab-penyebab dari masalah yang ada.
- Memfokuskan perhatian pada isu-isu kritis dan penting melalui pembuatan
ranking terhadap masalah-masalah atau penyebab-penyebab dari masalah itu
dalam bentuk yang signifikan.
- Membandingkan data cacat berdasarkan tipe, dan melihat cacat mana yang paling umum terjadi.
- Membandingkan masalah-masalah berdasarkan hari tiap minggu atau tiap bulan, untuk melihat selama periode tersebut masalah yang muncul paling sering.
- Mengurutkan tipe dari keluhan pelanggan, untuk mengetahui keluhan apa yang paling sering terjadi.
Langkah-langkah pembuatan diagram Pareto (Gaspersz, 1998, p53) dapat dikemukakan sebagai berikut :
- Langkah 1
Menentukan masalah apa yang akan diteliti.
Menentukan data apa yang diperlukan dan bagaimana mengklasifikasikan atau mengkategorikan data itu.
Menentukan metode dan periode pengumpulan data. - Langkah 2
Membuat suatu ringkasan daftar atau tabel yang mencatat frekuensi kejadian dari masalah yang telah diteliti dengan menggunakan formulir pengumpulan data atau lembar periksa.
- Langkah 3
Membuat daftar masalah secara berurut berdasarkan frekuensi kejadaian dari yang tertinggi sampai terendah, serta hitunglah frekuensi kumulatif, persentase dari total kejadian, dan persentase dari total kejadian secara kumulatif.
- Langkah 4
Menggambar dua buah garis vertikal dan sebuah garis horisontal. a. Garis Vertikal
a. Garis vertikal sebelah kiri : buatkan pada garis ini, skala dari nol sampai total keseluruhan dari kerusakan.
b. Garis vertikal sebelah kanan : buatkan pada garis ini, skala dari 0% sampai 100%.
b. Garis Horisontal
Bagilah garis ini ke dalam banyaknya interval sesuai dengan banyaknya item
masalah yang diklasifikasikan. - Langkah 5
Buatkan histogram pada diagram Pareto. - Langkah 6
Gambarkan kurva kumulatif serta cantumkan nilai-nilai kumulatif (total kumulatif atau persen kumulatif) di sebelah kanan atas dari interval setiap item masalah.
- Langkah 7
Memutuskan untuk mengambil tindakan perbaikan atas penyebab utama dari masalah yang sedang terjadi itu. Untuk mengetahui akar penyebab dari suatu masalah, kita dapat menggunakan diagram sebab-akibat
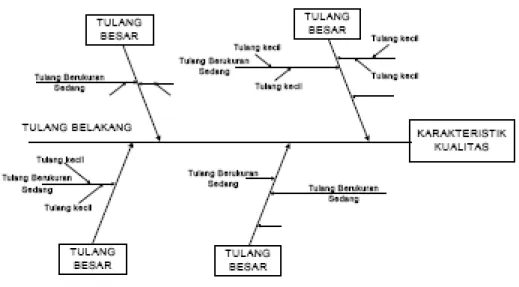
2.4.3.2. Fishbone Diagram
Fishbone diagram atau sering juga disebut dengan diagram Ishikawa dan cause and effect diagram dikembangkan oleh Dr. Kaoru Ishikawa. Ia mengembangkan suatu
metode untuk menggambarkan penyebab dari masalah yang ada. Menurut Pyzdek (2002, p261) fishbone diagram adalah suatu alat yang digunakan untuk mengelola dan
menampilkan secara grafis pengetahuan yang dimiliki terhadap masalah tertentu.
Kegunaan dari diagram fishbone ini adalah untuk mengumpulkan ide yang
merupakan metode dasar dari brainstorming terstruktur. Dengan diagram fishbone dapat
dikelompokkan penyebab-penyebab yang mungkin dan membantu dalam memikirkan semua kemungkinan yang ada dibandingkan hanya fokus pada penyebab tertentu.
Sumber : Gasperz, 1998.
Gambar 2.1 Skema Fishbone Diagram
Langkah-langkah dalam pembuatan diagram sebab-akibat dapat dikemukakan sebagai berikut :
1. Mulai dengan pernyataan masalah-masalah utama yang penting dan mendesak untuk diselesaikan.
2. Tuliskan pernyataan masalah itu pada “kepala ikan“, yang merupakan akibat (efek). Tuliskan pada sisi sebelah kanan dari kertas (kepala ikan), kemudian gambarkan “tulang belakang“ dari kiri ke kanan dan tempatkan pernyataan masalah itu dalam kotak.
3. Tuliskan faktor-faktor penyebab utama (sebab-sebab) yang mempengaruhi masalah kualitas sebagai “tulang besar“, juga ditempatkan dalam kotak. Faktor-faktor penyebab atau kategori-kategori utama dapat dikembangkan melalui stratifikasi ke dalam pengelompokan dari faktor-faktor : manusia, mesin, peralatan, material, metode kerja, lingkungan kerja, pengukuran, dan lain-lain, atau stratifikasi melalui
langkah-langkah aktual dalam proses. Faktor-faktor penyebab atau kategori-kategori dapat dikembangkan melalui brainstorming.
4. Tuliskan penyebab-penyebab sekunder yang mempengaruhi penyebab-penyebab utama (tulang-tulang besar), serta penyebab sekunder itu dinyatakan sebagai “ tulang-tulang berukuran sedang “.
5. Tuliskan penyebab-penyebab tersier yang mempengaruhi penyebab-penyebab sekunder (tulang-tulang berukuran sedang), serta penyebab-penyebab tersier itu dinyatakan sebagai “ tulang-tulang berukuran kecil “.
6. Tentukan item-item yang penting dari setiap faktor dan tandailah faktor-faktor penting tertentu yang kelihatannya memiliki pengaruh nyata terhadap karakteristik kualitas.
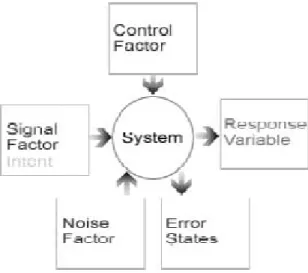
2.4.3.3. P Diagram
P-diagram merupakan tool yang sangat berguna dan membantu dalam
melakukan brainstorming dan documenting karena P-diagram memberikan gambaran
yang sangat jelas dari suatu sistem yang sedang diteliti dimana mulai dari input hingga output dan faktor-faktor yang mempengaruhi sistem. Oleh karena itu, diagram ini telah
banyak digunakan untuk pengembangan proyek.
Konsep P-diagram muncul berdasarkan konsep perubahan 100% dari energi
yang masuk (input signal) menjadi 100% fungsi yang ideal. Setiap sistem yang telah
direncanakan untuk mencapai fungsi yang ideal, dimana ketika semua energi yang masuk (input) ditransformasikan secara efisien menjadi energi output yang diinginkan,
dengan kata lain jika 100% energi input ditransformasikan maka energi output yang
seperti ini. Yang terjadi adalah energi sistem (output) kurang dari 100% ketika 100%
energi input ditransformasikan secara efisien. Kekurangan ini akan menciptakan suatu
sistem atau output yang tidak diharapkan, dengan kata lain adalah error states.
Sumber : Thomas Edison, http://www.thequalityportal.com/p_diagram.htm.
Gambar 2.2 Skema P-Diagram
Sejumlah faktor yang dapat mempengaruhi karakteristik kualitas produk (responses variable) dapat diklasifikasikan menjadi :
Signal Factors
Merupakan faktor yang menjadi input dari suatu sistem atau parameter-parameter signal. Jika signal konstan disebut karakteristik statis dan jika signal mempunyai
beberapa nilai yang berubah-ubah disebut karakteristik dinamis. Faktor ini tidak diset oleh ahli rekayasa desain tetapi oleh pengguna berdasarkan kondisi yang ada pada saat itu.
Noise Factors
Merupakan parameter yang menjadi penyebab terjadinya variasi (deviation)
bisa diatur atau dikendalikan, atau faktor yang nilainya tidak ingin diatur atau dikendalikan. Pada saat tertentu sebenarnya faktor ini dapat dikendalikan tetapi membutuhkan biaya yang mahal. Faktor gangguan terdiri atas :
a. External (outer) noise, merupakan semua gangguan dari kondisi
lingkungan/luar produksi.
b. Internal (inner) noise : semua gangguan dari dalam produksi sendiri.
c. Unit to unit noise : perbedaan antara unit yang diproduksi dengan spesifikasi
yang sama.
Control Factors
Merupakan parameter-parameter yang nilainya dapat dikontrol oleh ahli rekayasa desain. Faktor terkontrol mempunyai nilai satu atau lebih yang disebut level.
2.4.3.4. Peta Kendali
Control Chart atau peta kendali adalah grafik yang secara khusus memberi
informasi dalam dua dimensi mengenai distribusi proses baik itu berupa rata-rata maupun varian dan kecenderungan proses. Peta kendali pertama kali digunakan oleh Dr. Walter Andrew Shewhart dari Bell Telephone Laboratories pada tahun 1924.
Peta kendali umumnya memiliki tiga garis batas yaitu batas kontrol atas (Upper Control Limit – UCL) yang merupakan garis batas 3σ, rata-rata (Central Limit – CL),
dan batas kontrol bawah (Lower Control Limit – LCL) yang merupakan garis batas -3σ.
Secara umum titik yang berada didalam rentang UCL-LCL dikatakan berada dalam batas kontrol (in control). Titik yang out of control mengindikasikan bahwa terdapat
variasi penyebab khusus dan bahwa analisa dan evaluasi perlu dilakukan untuk variasi penyebab khusus tersebut.
Menurut Montgomery (2001, p160) fungsi terpenting dari peta kendali adalah untuk memperbaiki proses dimana pada umumnya proses tidak beroperasi di dalam batas kontrol, dengan demikian maka penggunaan peta kendali secara rutin akan dapat mengidentifikasikan penyebab khusus, bila penyebab khusus ini dapat diatasi maka variabilitas akan berkurang dan proses akan menjadi lebih baik.
Fungsi lain dari peta kendali adalah sebagai alat untuk mengukur kapabilitas proses, dimana dari peta yang sudah in control, kita dapat mengukur parameter proses
seperti tingkat cacat, rata-rata, standar deviasi dan parameter lainnya yang berguna dalam pengukuran kapabilitas proses.
Peta kendali dapat diklasifikasikan menjadi dua berdasarkan jenis datanya yaitu peta kendali untuk data variabel dan peta kendali untuk data atribut. Data variabel adalah tipe data kontinu yang didapat sebagai hasil pengukuran seperti data berat, panjang, dan lain sebagainya. Data atribut adalah tipe data diskrit yang memiliki dua kemungkinan seperti baik atau tidak baik. Pemilihan diagram kontrol dapat ditentukan sesuai dengan jenis data dan ukuran subgrupnya seperti yang ditampilkan di Tabel 2.1.
Tabel 2.1 Tabel Jenis Data dan Peta Kendali yang Digunakan Jenis Data Jenis Peta Kendali
Data Atribut np Chart
p Chart
c Chart
u Chart Data Variabel X – S Chart
X – R Chart
I – MR Chart
A. Peta kendali untuk data atribut : i. np Chart
Merupakan peta kendali berdasarkan proporsi cacat. Proporsi cacat adalah perbandingan antara jumlah produk cacat dengan jumlah produk yang dihasilkan. Produk dikatakan cacat bila terdapat satu atau lebih karakterisitik produk yang seharusnya dimiliki namun tidak dimiliki. Peta np digunakan untuk pengamatan dengan jumlah sampel yang tetap.
ii. p Chart
Sama halnya dengan np chart, peta kendali p digunakan berdasarkan proporsi
cacat hanya saja peta p diguanakan ketika jumlah sampel dalam pengamatan berjumlah tidak sama antara pengamatan satu dengan lainnya.
iii. c Chart
c chart digunakan ketika cacat dihitung berdasarkan jumlah jenis cacat yang
terdapat dalam satu unit produk dimana dalam satu unit produk ada kemungkinan terdapat satu atau lebih jenis cacat. C chart digunakan ketika jumlah sampel
dalam pengamatan berjumlah sama. iv. u Chart
Sama halnya dengan c chart, u chart digunakan untuk pengukuran berdasarkan
jumlah jenis cacat, hanya saja u chart digunakan ketika jumlah sampel dalam
suatu pengamatan berbeda antara pengamatan yang satu dengan yang lainnya.
B. Peta kendali untuk data variabel : i. X - S Chart
a. Ukuran subgrup lebih besar dari 10. b. Data merupakan tipe data variabel.
X - S Chart dapat digunakan untuk ukuran sampel yang sama maupun yang
bervariasi. ii. X – R Chart
Seperti juga halnya pada X – S chart, juga terdapat dua syarat dalam penggunaan
X – R chart :
a. Ukuran subgrup antara 2 – 10. b. Data merupakan tipe data variabel. iii. I – MR Chart
Terdapat beberapa situasi dimana ukuran subgrup yang digunakan adalah 1, atau digunakan data individual :
a. Inspeksi dan teknologi pengukuran dilakukan secara otomatis dan setiap unit dianalisa sehingga tidak terdapat basis untuk pembuatan subgrup.
b. Tingkat produksi yang rendah sehingga pengambilan sampel lebih besar dari satu tidak memungkinkan. Selain itu rentang antara pengamatan bisa menjadi masalah dalam subgrup.
c. Pengukuran berulang hanya berbeda karena adanya kesalahan analisis atau laboratorium, seperti halnya dalam proses kimia.
d. Pengukuran yang berulang diambil dari unit produk yang sama.
e. Untuk proses tertentu, pengukuran untuk parameter tertentu hanya akan berbeda sedikit sekali.
Peta kendali I – MR dilakukan dengan pertama-tama membuat peta MR dan setelah peta tersebut in control maka dibuat peta I.
Ketentuan dalam penggunaan peta kendali variabel :
• Untuk R, S dan MR chart, data yang out of control adalah data yang berada di
luar rentang LCL – UCL. Dimana hal tersebut menunjukkan bahwa distribusi data telah menjadi kurang konsisten.
• Peta kendali untuk R, S dan MR chart harus berada dalam batas kendali
sebelum kita dapat melanjutkan ke peta kendali rata-rata dan individual. (George, 2005)
• Sementara untuk chart rata-rata dan chart individual, terdapat beberapa aturan
mengenai penentuan data yang out of control :
o Data ekstrim (di luar rentang LCL – UCL) : menandakan adanya pergeseran nilai rata-rata, dan peningkatan nilai standar deviasi. Perlu dilakukan pengecekan dengan data pada S, R atau MR.
o Sembilan titik secara berurut di satu sisi dari peta kendali (di atas CL atau di bawah CL) : menandakan adanya pergeseran di nilai rata-rata.
o Enam titik berturut-turut terus naik atau turun : menandakan pola data trend.
o Empat belas data berturut-turut bergerak naik dan turun : menunjukkan adanya variasi antara dua sistem yang berbeda (misalnya mesin atau operator yang berbeda).
o Dua dari tiga data berada di luar batas 2 σ : menandakan pergeseran nilai rata-rata dan peningkatan nilai standar deviasi.
o Empat dari lima data berada di luar batas 1 σ : menandakan adanya pergeseran nilai rata-rata.
o Lima belas data berturut-turut berada di dalam batas 1 σ : menandakan stratifikasi dalam subgrup dimana observasi berada pada rentang rata-rata yang berbeda.
o Tidak terdapat satu datapun yang terletak di dalam batas 1 σ dianatara delapan data berturut-turut : menandakan adanya stratifikasi dalam subgrup dimana observasi berasal dari satu sumber tetapi subgrup berasal dari sumber yang berbeda dengan nilai rata-rata yang berbeda.
2.5. Metode Taguchi 2.5.1. Latar Belakang
Metode Taguchi dicetuskan oleh Genichi Taguchi pada tahun 1949 saat mendapat tugas untuk memperbaiki sistem komunikasi di Jepang. Ia memiliki latar belakang engineering, juga mendalami statistika dan matematika tingkat lanjut sehingga
ia dapat menggabungkan antara teknik statistik dan pengetahuan engineering. Metode
ini ditemukan untuk memenuhi informasi yang akurat pada saat percobaan yang besar tidak mungkin dilakukan. Metode Taguchi berawal dari metode desain eksperimen klasik yang dikembangkan oleh R.A. Fisher di Inggris, metode ini berdasarkan pada pendekatan statistika yang didasarkan pada latin square dan pada awalnya
dikembangkan untuk industri pertanian. Metode ini menjadi tidak praktis untuk diterapkan pada industri manufaktur karena adanya asumsi tertentu dan penekanan pada prosedur-prosedur tertentu. Taguchi mengembangkan metode desain eksperimen dengan memanfaatkan sifat desain kokoh (robust design).
Sejak tahun 1960, metode Taguchi telah sukses digunakan untuk meningkatkan kualitas dari produk Jepang. Tahun 1980, banyak perusahaan yang akhirnya menyadari
bahwa metode lama tidak lagi kompetitif untuk menjamin kualitas dari produk yang dihasilkan karena inspeksi kualitas tidak dapat memperbaiki produk yang cacat. Bagaimanapun menurut Taguchi, kualitas produk harus diperhatikan sejak awal yakni mulai dari tahap desain produk.
Filosofi yang dikembangkan oleh Taguchi adalah kualitas yang diukur dengan penyimpangan karakteristik dari nilai target. Faktor-faktor tidak terkendali seperti kegaduhan dapat menyebabkan penyimpangan dan menambah biaya. Pengurangan faktor kegaduhan tersebut sulit dan tidak mungkin dapat diterapkan. Metode Taguchi mencoba meminimalkan pengaruh kegaduhan tersebut dengan mencoba menentukan tingkat maksimal faktor-faktor penting yang dapat dikendalikan berdasar pada konsep kekuatan atau kesamaan (robustness).
Ide dasar dalam desain Taguchi adalah untuk mengidentifikasi, melalui penyelidikan interaksi antara parameter kontrol dan noise variabel, setting yang tepat
pada parameter kontrol dengan performansi sistem yang kokoh (robust) terhadap variasi
yang tidak dapat dikendalikan (uncontrollable variation). Dengan kata lain, Taguchi
melakukan desain yang kokoh dalam proses dan produk sedemikian sehingga dapat mencegah masuknya faktor yang tidak terkendali dalam proses produksi dan mencegah masuknya dampak faktor yang tidak terkendali tersebut pada konsumen.
2.5.2. Langkah-Langkah dalam Metode Taguchi 2.5.2.1.Penentuan Variabel Tak Bebas
Variabel tak bebas adalah variabel yang perubahannya tergantung pada variabel-variabel lain. Dalam merencanakan suatu percobaan harus dipilih dan ditentukan dengan jelas variabel tak bebas mana yang akan diselidiki. Dalam percobaan Taguchi variabel
tak bebas adalah karakteristik kualitas yang terdiri dari tiga kategori, yaitu : (Peace, 1993, p46)
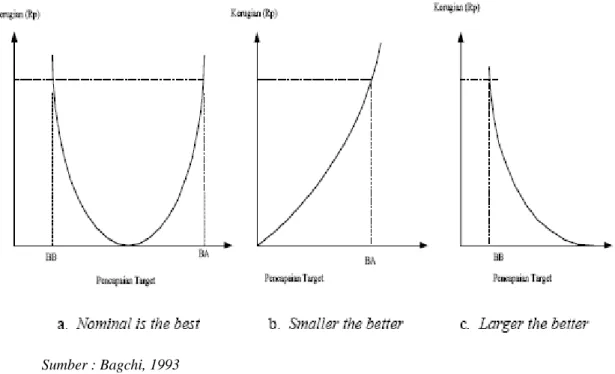
1. Measureable characteristics (karakteristik yang dapat diukur), yaitu semua hasil
akhir yang diamati dapat diukur dengan skala kontinu seperti dimensi, berat, tekanan dan lain-lain. Karakteristik kualitas yang dapat diukur dapat diklasifikasikan atas :
Nominal is the best
Adalah karakteristik kualitas yang menuju suatu nilai target yang tepat pada suatu nilai tertentu.
Smaller is better
Merupakan pencapaian karakteristik kualitas, jika semakin kecil (mendekati nol) semakin baik.
Larger is better
Merupakan pencapaian karakteristik kualitas, jika semakin besar semakin baik. 2. Attribute Characteristics (karakteristik atribut), yaitu hasil akhir yang diamati tidak
dapat diukur dengan skala kontinu, tetapi dapat diklasifikasikan secara kelompok. Seperti kelompok kecil, menengah, besar, dan sangat besar. Bisa juga dikelompokkan berdasarkan berhasil / tidak.
3. Dynamic characteristics (karakteristik dinamik), merupakan fungsi representasi dari
proses yang diamati. Proses yang diamati digambarkan sebagai signal atau input dan output sebagai hasil dari signal.
2.5.2.2.Penentuan Variabel Bebas
Pada tahap ini akan dipilih faktor-faktor mana saja yang akan diselidiki pengaruhnya. Faktor – faktor yang berpengaruh termasuk variabel bebas yaitu variabel
yang perubahannya tidak tergantung pada variabel lain. Dalam suatu eksperimen tidak seluruh faktor yang diperkirakan mempengaruhi respon diselidiki, sebab terlalu banyak faktor yang diteliti, analisisnya akan menjadi kompleks, sehingga hanya faktor – faktor yang dianggap penting saja yang diselidiki.
2.5.2.3.Pemisahan Faktor-faktor Kontrol dan Gangguan
Faktor-faktor yang diamati terbagi atas faktor kontrol dan faktor gangguan. Dalam metode Taguchi, keduanya perlu diidentifikasikan dengan jelas sebab pengaruh antar kedua faktor tersebut berbeda. Untuk pemisahan faktor-faktor tersebut dapat digunakan P-diagram, agar faktor-faktor yang berpengaruh pada responses dapat terlihat
dengan jelas.
2.5.2.4.Penentuan Jumlah Level dan Nilai Level Faktor
Pemilihan jumlah level penting artinya untuk ketelitian hasil percobaan dan biaya pelaksanaan percobaan. Makin banyak level yang diteliti maka hasil percobaan akan lebih teliti karena data yang diperoleh lebih banyak. Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan biaya percobaan.
2.5.2.5.Identifikasi Interaksi Antar Faktor
Interaksi muncul ketika dua faktor atau lebih yang mengalami perlakuan secara bersama akan memberikan hasil yang berbeda pada karakteristik kualitas dibandingkan jika faktor mengalami perlakuan secara sendiri-sendiri.(Belavendram, 1995, p531) Kesalahan dalam penentuan interaksi akan berpengaruh pada kesalahan interpretasi data dan kegagalan pada penentuan proses yang optimal. Tetapi Taguchi lebih mementingkan
engineering approach dengan cara pengamatan pada main effect (penyebab utama)
sehingga adanya interaksi diusahakan seminimal mungkin, tetapi tidak dihilangkan sehingga perlu dipelajari kemungkinan munculnya interaksi.(Peace, 1993, p86). Jumlah interaksi yang terlalu banyak akan meningkatkan biaya percobaan dan tidak efisien dalam penggunaan waktu. Maka penentuan interaksi dilakukan hanya antar faktor yang potensial mengalami interaksi saja.
2.5.2.6.Perhitungan Derajat Kebebasan
Menurut Bagchi (1993, p114) perhitungan dengan derajat kebebasan dilakukan untuk menghitung jumlah minimum percobaan yang harus dilakukan untuk menyelidiki faktor yang diamati. Jika nA dan nB adalah jumlah perlakuan untuk faktor A dan B maka:
dof untuk faktor A = nA – 1 dof untuk faktor B = nB – 1
dof untuk interaksi faktor A dan B = (nA – 1)(nB – 1)
Jumlah total dof = (nA – 1) + (nB – 1) + (nA – 1) (nB – 1)
dof total = (jumlah total percobaan x jumlah pengulangan) – 1
dof error = vT – vA – vB – vAxB
2.5.2.7.Pemilihan Orthogonal Array
Orthogonal Array (OA) merupakan salah satu bagian kelompok dari percobaan
yang hanya menggunakan bagian dari kondisi total, dimana bagian ini barangkali hanya separuh, seperempat atau seperdelapan dari percobaan faktorial penuh. Orthogonal
Array diciptakan oleh Jacques Hardmard pada tahun 1897, dan mulai diterapkan pada
perang dunia II oleh Plackett dan Burman. Matriks Taguchi secara matematis identik dengan matriks Hardmard, hanya kolom dan barisnya dilakukan pengaturan lagi. Keuntungan Orthogonal Array adalah kemampuannya untuk mengevaluasi berapa
faktor dengan jumlah tes yang minimum. Jika pada percobaan terdapat 7 faktor dengan level 2, maka jika menggunakan full factorial akan diperlukan 27 buah percobaan.
Dengan Orthogonal Array, jumlah percobaan yang perlu dilakukan dapat
dikurangi sehingga akan mengurangi waktu dan biaya percobaan. (Ross, 1989, p70). Taguchi hanya menyediakan dua macam orthogonal array dasar, yaitu orthogonal array
dengan faktor-faktornya mempunyai dua level dan orthogonal array dengan
faktor-faktornya mempunyai tiga level. Jika orthogonal array yang siap pakai tidak tersedia
maka perlu dilakukan modifikasi dan memungkinkan untuk melakukan pengujian faktor-faktor multiple level. Contoh orthogonal array adalah L8(27) yang mempunyai
arti delapan adalah baris yang menyatakan banyaknya observasi, dua menyatakan level dan tujuh menyatakan kolom yaitu banyaknya faktor dan interaksi faktor.
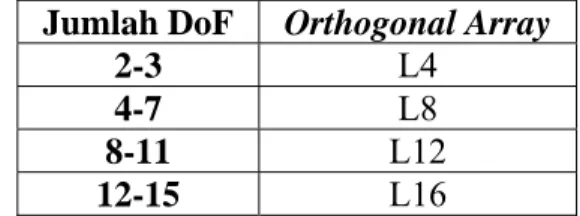
Taguchi telah membuat 18 Orthogonal Array yang biasa juga disebut OA
Standar (Belavendram, 1995, p89). Pemilihan penggunaan OA disesuaikan dengan jumlah Dof berdasarkan pada tabel berikut ini : (Bagchi, 1993, p91)
Tabel 2.2 Tabel Pemilihan Orthogonal Array
Jumlah DoF Orthogonal Array
2-3 L4
4-7 L8
8-11 L12
12-15 L16
Dalam memilih jenis Orthogonal Array harus diperhatikan jumlah level faktor
yang diamati yaitu :
a. Jika semua faktor adalah dua level: pilih jenis OA untuk 2 level faktor. b. Jika semua faktor adalah tiga level: pilih jenis OA untuk 3 level faktor.
c. Jika beberapa faktor adalah multi-level faktor : gunakan Dummy Treatment, Metode
Kombinasi atau Metode Idle Columns.(Ross, 1989, p63,67-69)
d. Jika terdapat campuran faktor dari dua, tiga, atau empat level : lakukan modifikasi OA dengan Merging Columns. (Ross, 1989, p60-63)
2.5.2.8. Persiapan dan Pelaksanaan Percobaan
Sudjana (1980, p10) menyatakan bahwa dua kondisi diperlukan untuk memperoleh estimasi kesalahan percobaan yang valid yaitu replikasi. Replikasi adalah
pengulangan kembali perlakuan yang sama suatu percobaan dengan kondisi yang sama untuk memperoleh ketelitian yang lebih tinggi. Replikasi dalam eksperimen Taguchi terwakili oleh eksperimen untuk setiap kombinasi faktor pada outer array. Hal ini
dilakukan untuk mengurangi tingkat kesalahan eksperimen dan meningkatkan ketelitian data eksperimen.
2.5.2.9.Analisa Data
Pada tahap ini dilakukan pengumpulan, pengaturan, perhitungan, dan penyajian data dalam suatu lay out yang sesuai dengan desain yang dipilih untuk suatu eksperimen.
Dalam perhitungan tersebut, dapat terlihat berapa besar kontribusi masing-masing faktor terhadap karakteristik produk. Cara yang digunakan untuk menganalisa data adalah dengan melihat dan menganalisa grafik main effect responses dan grafik interaction plot
yang dihasilkan untuk rata-rata dan rasio S/N. Perhitungan untuk menganalisa data dapat terbagi menjadi dua metode, yaitu :
Metode Average (Metode Rata-rata)
Perhitungan dengan metode ini dimaksudkan untuk mengetahui pengaruh dari masing-masing faktor dan interaksi terhadap nilai tengah dari hasil yang diharapkan.
Metode S/N Rasio (Signal to Noise)
Rasio signal to Noise adalah rasio rataan (signal) terhadap standar deviasi
(noise), disingkat rasio S/N dan dilambangkan dengan η. Satuan rasio S/N adalah
desibel (dB). Dalam percobaan, respon rataan digunakan untuk mengoptimasi factor-faktor yang berpengaruh terhadap rata-rata dan respon rasio S/N digunakan untuk mengoptimasi faktor-faktor yang berpengaruh terhadap variansi. (Belavendram, 1995, p507-508). Rasio S/N digunakan untuk memilih faktor-faktor yang memiliki kontribusi pada pengurangan variansi suatu respons. Rasio S/N merupakan rancangan untuk transformasi pengulangan data (paling sedikit dua untuk satu percobaan) ke dalam suatu nilai yang merupakan ukuran variansi yang timbul. (Ross, 1989, p172). Rasio S/N adalah cara yang sangat berguna dalam mengevaluasi kualitas sebuah proses atau produk. Rasio ini mengukur level performansi terhadap level faktor gangguan pada performansi.
Dengan demikian, rasio S/N merupakan sebuah evaluasi kestabilan dari performansi karakteristik output. Rasio S/N bertujuan untuk mengukur sensitifitas
dari karakteristik kualitas dari faktor yang dapat dikontrol terhadap pengaruh faktor eksternal yang tidak dikontrol. Dalam suatu percobaan bertujuan untuk
mendapat nilai rasio S/N terbesar, karena dengan semakin besar rasio S/N maka variasi produk sekitar nilai target semakin kecil.
Terdapat beberapa jenis rasio S/N sesuai dengan tipe kualitas, yaitu nominal is the best, smaller the better, dan bigger the better. Rumus untuk menghitung rasio
S/N adalah : Mean responses :
∑
= = n 1 i i y n 1 y Standard deviation :∑
(
)
= − − = n 1 i 2 i 1 n y y STabel 2.3 Tabel Rumus SNR Berdasarkan Karakteristik Kualitas Karakteristik Kualitas Rumus SNR
Smaller the Better
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − =
∑
= n i i 2 i S y n 1 log 10 SN Nominal is Best ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎝ ⎛ = 2 2 T S y log 10 SNLarger The Better
⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ − =
∑
= n i i 2i L y 1 n 1 log 10 SN Sumber : Mitra, 1993.2.5.2.10.Pemilihan Level Faktor-Faktor Utama
Untuk mendapatkan suatu kondisi optimal harus dilakukan pemilihan faktor-faktor yang berpengaruh pada kondisi optimal dari kualitas suatu produk. Dari efek tiap-tiap faktor dapat dilihat urut-urutan pengaruh dari tiap-tiap-tiap-tiap faktor faktor mulai yang berpengaruh besar sampai yang berpengaruh kecil. Dari rata-rata respon tiap faktor dipilih yang paling kecil sebagai rancangan usulan karena karakteristik mutu untuk cacat adalah smaller the better.
2.5.2.11.Percobaan Konfirmasi
Percobaan konfirmasi adalah percobaan yang dilakukan untuk memeriksa kesimpulan setting kondisi optimal yang didapat dari perhitungan (validasi kesimpulan
yang ditarik selama fase analisa). Tujuan percobaan konfirmasi adalah untuk memverifikasi : (Bagchi, 1993, p87)
1. Dugaan yang dibuat pada saat model performansi penentuan faktor dan interaksinya.
2. Setting parameter (faktor) yang optimal analisa hasil percobaan pada performansi
yang diharapkan
Pada saat percobaan konfirmasi yang dilakukan adalah men-setting kondisi
optimal untuk faktor dan level signifikan, sedangkan untuk faktor yang tidak signifikan,
setting untuk level faktornya dipilih berdasarkan pertimbangan biaya ekonomis. (Ross,
1989, p182)
2.5.2.12.Perhitungan Taguchi Loss Function
Kerugian kualitas digunakan dalam mengukur performansi karakteristik kualitas dalam pencapaian nilai target (target value) yaitu suatu nilai yang ideal dari performansi
karakteristik tersebut. Semakin dekat penyimpangan produk dari nilai target yang telah ditetapkan maka semakin baik mutunya. Taguchi menekankan bahwa kualitas produk adalah fungsi dari karakteristik kunci suatu produk yang disebut karakteristik– karakteristik performansi. Tujuan dari Quality Control adalah untuk mengontrol variasi
fungsional dan masalah-masalah yang berkaitan. Karena tidak adanya evaluasi secara kuantitatif untuk kualitas dan kerugian kualitas, masalah-masalah dari QC dan pemecahannya dilihat secara subyektif. Tujuan dari Quality Lost Function adalah untuk
mengevaluasi secara kuantitatif dari kerugian kualitas yang disebabkan oleh variasi fungsional.
Metode konvensional menggunakan loss-by-defect untuk menghitung kegagalan
kualitas yang disebabkan adanya produk yang cacat. Semua produk dalam batas spesifikasi diasumsikan tidak memiliki kegagalan kualitas. Oleh karena itu, jika diketahui proporsi produk yang cacat, maka tidak susah untuk menghitung kegagalan kualitasnya. Sedangkan Taguchi loss function digunakan dalam mengukur performansi
karakteristik kualitas dalam pencapaian nilai target (Target Value, yaitu nilai yang ideal
dari performansi karakteristik tersebut). Semakin dekat penyimpangan produk dari nilai target yang telah ditetapkan, semakin baik mutunya.
Sumber : Bagchi, 1993
Untuk melakukan perhitungan loss function, maka digunakan rumus : 0 2 Δ L k = Dimana : k = koeffisien biaya 0 L = rata-rata biaya 2 Δ = toleransi
Khusus untuk Larger the Better : k =L0xΔ2
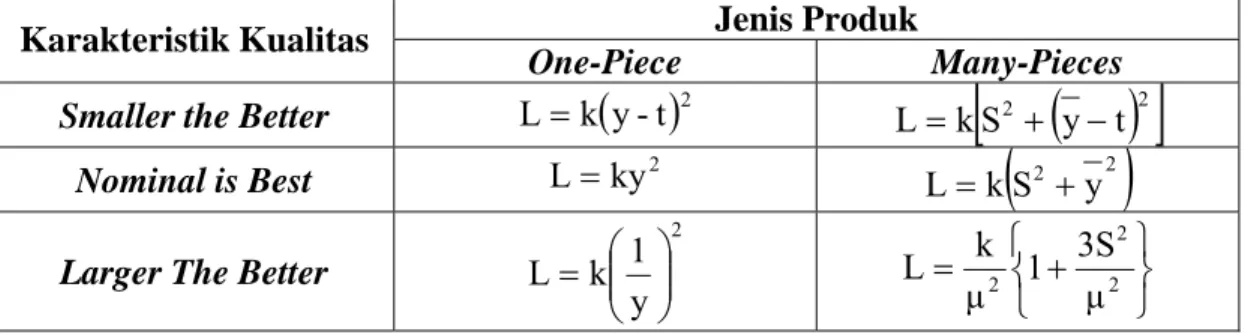
Tabel 2.4 Tabel Rumus Loss Function Berdasarkan Karakteristik Kualitas
Jenis Produk Karakteristik Kualitas
One-Piece Many-Pieces
Smaller the Better L=k
( )
y-t 2 L=k[
S2 +( )
y−t 2]
Nominal is Best L=ky2 L=k
(
S2 +y2)
Larger The Better
2 y 1 k L ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ = ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ + = 2 22 μ 3S 1 μ k L Sumber : Mitra, 1993 Dimana :
y = rata-rata hasil percobaan t = nilai target
Sumber : Bagchi, 1993
Gambar 2.4 Kurva Loss Function Berdasarkan Karakteristik Kualitas
Untuk memastikan bahwa data-data yang digunakan untuk perhitungan loss function ini valid, maka dilakukan uji keseragaman data dan uji kecukupan data. Uji
keseragaman data dapat menggunakan peta kontrol. Pembuatan peta kontrol ini dilakukan menggunakan software Minitab 15. Uji keseragaman data ini dilakukan agar
tidak ada data yang terlalu besar atau terlalu kecil dan jauh menyimpang dari nilai rata-rata (tidak ada data yang ekstrim).
Sedangkan uji kecukupan data perlu dilakukan untuk mengetahui apakah sampel data yang diambil sudah mencukupi untuk mewakili data populasi. Uji kecukupan data ini dilakukan dengan mencari banyaknya data yang diperlukan sesuai dengan ketelitian yang diinginkan. Rumus yang digunakan dalam uji kecukupan data ini adalah:
N’ =
(
) (
)
2 i 2 i 2 i 2 α x x x N s Z ⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ −∑
∑
∑
dimana :
s = Tingkat ketelitian ( % )
k = Nilai tingkat kepercayaan dari distribusi normal Xi = Data pengamatan
N = Jumlah pengamatan/pengukuran yang telah dilaksanakan
N’ = Banyaknya data yang diperlukan untuk tingkat ketelitian dan kepercayaan yang diinginkan
2.5.3. Kelebihan dan Kelemahan Metode Taguchi
Metode pengukuran biaya kualitas dengan metode Taguchi ini memiliki beberapa kelebihan jika diterapkan dalam perusahaan. Kelebihan-kelebihan metode ini antara lain adalah :
- Adanya metode ini memungkinkan perusahaan untuk melakukan analisis terhadap produk yang dihasilkan. Dengan penerapan metode Taguchi, perusahaan akan mudah melakukan analisis karena produk yang dihasilkan dapat dideteksi tingkat penyimpangannya.
- Memotivasi perusahaan sehingga meningkatkan kualitas produk yang dihasilkan karena metode Taguchi ini selalu berpandangan bahwa produk yang dihasilkan haruslah mencapai nilai target, jika tidak, akan selalu ada kerugian yang diderita oleh perusahaan untuk setiap penyimpangan produk yang ada karena semakin besar penyimpangan produk dari nilai targetnya maka akan semakin besar tingkat ketidakpuasan konsumen bila produk tersebut didistribusikan ke konsumen.
- Dengan metode Taguchi ini, perusahaan dapat mengidentifikasi dan melakukan estimasi terhadap besarnya biaya kualitas yang tersembunyi. Selama ini metode yang digunakan perusahaan dalam menentukan besarnya biaya kualitas tersembunyi kurang mencerminkan kondisi (kerugian) yang diderita oleh perusahaan apabila produk yang dihasilkan menyimpang dari nilai target yang ditetapkan.
Melalui metode ini, Taguchi berusaha memberikan suatu alternatif metode yang merupakan penerapan dari sistem yang terintegrasi untuk mengimplementasikan suatu eksperimen desain produk sehingga tidak menyimpang dari standar yang dihasilkan. Metode ini telah terbukti mampu mengembangkan proses produksi, baik yang sederhana maupun yang kompleks sifatnya, dengan meminimumkan tingkat eksperimental produk yang tidak sesuai dengan tingkat spesifikasi produk. Hal yang paling penting adalah bahwa metode Taguchi ini telah mampu menggabungkan metode statistik dengan industri terutama untuk pengembangan kualitas produk yang dihasilkan. Hal ini tentu saja akan mendukung metode yang dikembangkan oleh Deming, Juran dan Crosby mengenai pengembangan kualitas suatu produk.
Metode yang telah terbukti berhasil diterapkan terutama oleh perusahaan industri manufaktur ini juga memiliki kelemahan-kelemahan antara lain :
- Dalam hal pengembangan produk (quality improvement) metode ini, apabila
diterapkan tanpa diikuti penerapan tehnik-tehnik yang dikembangkan oleh Deming, Juran dan Crosby, tidak akan memberikan hasil yang maksimal. Hal ini disebabkan karena metode ini hanya memberikan tehnik bagaimana menghasilkan produk yang benar-benar sesuai target dan menhitung biaya yang diserap oleh produk yang tidak dapat memenuhi nilai target, tetapi metode yang
dikembangkan oleh Taguchi ini tidak memberikan tehnik-tehnik pengendalian dan pengembangan kualitas produk di masa yang akan datang.
- Metode ini hanya cocok diterapkan untuk perusahaan industri manufaktur yang menghasilkan barang dengan tingkat ketelitian tinggi. Apabila produk yang dihasilkan menyimpang dari nilai target maka sedikit saja penyimpangan akan menyebabkan konsumen tidak puas dan lari ke produk/merk lain.
- Implementasi dari metode ini membutuhkan perhitungan statistik yang sedikit rumit, sehingga diperlukan sumberdaya yang benar-benar mampu menerapkannya. Selain itu juga diperlukan keahlian khusus dalam melakukan analisa statistik.
2.6. Sistem Informasi Manajemen 2.6.1. Sistem
Sistem menurut O’Brien (2003, p8) adalah suatu kelompok dari elemen-elemen yang saling berhubungan dan berinteraksi satu sama lain dan menciptakan suatu kesatuan yang utuh. Elemen-elemen ini bekerja sama untuk mencapai suatu tujuan bersama dengan menerima input dan memproduksi output dalam proses transformasi
yang terorganisir.
Sistem memiliki tiga komponen dasar yang saling berinteraksi :
Input. Mencakup mendapatkan dan mengatur komponen atau elemen yang masuk
ke sistem untuk diproses. Contohnya mencakup bahan mentah, data, usaha manusia.
Proses. Mencakup proses transformasi yang mengubah input menjadi output.
Contohnya mencakup proses manufaktur, perhitungan matematis, dan lain sebagainya.
Output. Mencakup elemen yang telah melalui proses transformasi. Contohnya
mencakup jasa, produk dan informasi.
Selain ketiga komponen dasar tersebut, terdapat dua lagi komponen tambahan yaitu :
Feedback : data mengenai performa sistem.
Control : mencakup pengawasan dan evaluasi dari feedback untuk mengetahui bila sistem bergerak menuju tujuan yang telah ditetapkan.
2.6.2. Informasi
Untuk memahami konsep informasi, perlu untuk terlebih dahulu memahami konsep data. Data adalah kenyataan atau observasi mengenai fenomena tertentu atau transaksi bisnis tertentu yang merupakan pengukuran objektif dari karakteristik dari suatu objek pengamatan tertentu.
Menurut McLeod (2001, p2) Informasi merupakan data yang telah diproses atau data yang memiliki arti. Sedangkan menurut O’Brien (2002, p13), informasi adalah data yang telah dikonversikan menjadi bentuk yang bermakna dan berguna bagi pengguna akhir. Menurut pendapat ahli lainnya, informasi adalah data yang telah diproses menjadi bentuk yang memiliki arti bagi penerima dan dapat berupa fakta, suatu nilai yang bermanfaat atau prospek keputusan. Jadi ada suatu proses transformasi data menjadi suatu informasi (input-proses-output). Dari definisi yang disebutkan, informasi dapat
disimpulkan sebagai data yang telah diolah yang mempunyai arti dalam pengambilan keputusan bagi pihak yang bersangkutan.
2.6.3. Sistem Informasi
Pengertian sistem informasi menurut Mcleod (2001,p4) adalah suatu kombinasi yang terorganisasi dari manusia, perangkat lunak, perangkat keras, jaringan komputer, dan sumber daya data yang mengumpulkan, mentransformasikan, serta menyebarkan informasi di dalam sebuah organisasi. Menurut pendapat ahli lainnya, sistem informasi adalah sebuah sistem terintegrasi, sistem manusia-mesin, untuk menyediakan informasi untuk mendukung operasi, manajemen, dan fungsi pengambilan keputusan dalam suatu organisasi. Pengertian lainnya dari sistem informasi adalah sebagai suatu sistem yang menerima data sebagai input dan kemudian mengolahnya menjadi informasi sebagai outputnya. Definisi sistem informasi dapat disimpulkan sebagai gabungan sistem kerja
dari berbagai elemen yang mengumpulkan, menyimpan, mentransformasikan dan menyebar informasi dalam suatu sistem.
Menurut Turban et al. (2001, p17), sistem informasi berbasiskan komputer (CBIS) merupakan sebuah sistem informasi yang menggunakan komputer dan teknologi telekomunikasi untuk melakukan beberapa atau semua tugasnya. Komponen sistem informasi merupakan model sistem informasi yang menunjukkan hubungan antara komponen dan aktivitas sistem informasi, yang terdiri atas :
1. Sumber daya orang (people resources)
Merupakan orang-orang yang mengoperasikan semua sistem informasi. Sumber daya orang meliputi:
atau informasi yang dihasilkannya. Contohnya adalah :
- Clerical personnel, untuk menangani transaksi dan pemrosesan data dan
melakukan inquiry (operator).
- First level manager, untuk mengelola pemrosesan data didukung dengan
perencanaan, penjadwalan, identifikasi situasi out-of-control dan
pengambilan keputusan level menengah ke bawah.
- Management, untuk pembuatan laporan berkala, permintaan khsus, analisis
khusus, laporan khsusus, pendukung identifikasi masalah dan peluang, pendukung analisis pengambilan keputusan level atas.
Spesialis sistem informasi merupakan orang-orang yang mengembangkan dan mengoperasikan sistem informasi.
2. Sumber daya perangkat keras (hardware resources)
Meliputi semua alat dan material fisik yang digunakan dalam pengolahan informasi, mencakup semua mesin dan media data. Komponen penting adalah: Sistem Komputer, adalah CPU dan yang terkait, seperti terminal dan jaringan PC
(personal computer).
Penghubung Komputer, adalah alat masukan dan alat keluaran seperti papan tombol (keyboard), monitor, dan sarana penyimpanan sekunder.
Jaringan Telekomunikasi, adalah sistem komputer yang saling berhubungan melalui berbagai media telekomunikasi seperti modem (modulator - demodulator).
3. Sumber daya perangkat lunak (software resources)
Meliputi sekumpulan instruksi untuk pengolahan informasi. Sumber daya perangkat lunak meliputi:
Perangkat lunak sistem, untuk mengendalikan bekerjanya komputer.
Perangkat lunak aplikasi, digunakan untuk membantu pelaksanaan tugas spesifik dari pemakai, seperti pengolah kata.
Prosedur, adalah instruksi kerja atau operasional untuk orang-orang yang menggunakan sistem informasi tersebut.
4. Sumber daya data (data resources)
Data adalah bahan baku utama diantara berbagai sumber daya organisatoris yang sangat berharga didalam suatu sistem informasi. Data dapat disajikan dalam bentuk alphanumeric, teks, gambar dan/atau format audio. Data secara khas
terorganisir ke dalam basis data (database) yang mengatur proses dan
pengorganisasian data atau Basis Pengetahuan (knowledgebase) yang mengatur
pengetahuan dan knowledge dalam berbagai format atau bentuk seperti fakta dan
peraturan tentang suatu hal/subjek tertentu.
Sistem Informasi menurut O’Brien (2003, p24) terbagi atas tiga kategori yaitu :
Operations Support Systems
Merupakan sistem operasi yang memproses data yang digunakan dalam operasi bisnis menjadi informasi yang dapat digunakan baik untuk keperluan internal maupun eksternal tanpa penekanan mengenai kegunaannya bagi manajemen (atau manager). Fungsinya adalah untuk mengefisiensikan transaksi bisnis,
mengontrol proses bisnis, mendukung komunikasi dan kolaborasi serta update database. Yang termasuk dalam Operations Support Systems adalah :
- Transaction Processing Systems
Mengolah data yang didapat dari transaksi bisnis, mengupdate database operasional, dan mengahasilkan dokumen bisnis.
- Process Control Systems
Memonitor dan mengontrol proses industri. - Enterprise Collaboration Systems
Mendukung kolaborasi dan kerja sama serta komunikasi dalam kegiatan perusahaan, tim dan kelompok kerja.
Management Support Systems
Merupakan sistem informasi yang berfokus pada penyediaan informasi untuk mendukung pengambilan keputusan yang efektif bagi para manager. Yang
termasuk dalam Management Support Systems adalah :
- Management Information Systems
Menyediakan informasi dalam bentuk laporan dan tampilan yang mendukung proses pembuatan keputusan bisnis.
- Decision Support Systems
Menyediakan dukungan ad hoc untuk proses pengambilan keputusan bagi manager dan profesional bisnis lainnya.
- Executive Information Systems
Menyediakan informasi yang kritis dari berbagai sumber untuk memenuhi kebutuhan informasi bagi kaum eksekutif perusahaan.
Sistem informasi yang dapat mendukung operasi maupun kegiatan manajemen seperti :
- Expert Systems
Sistem berbasis knowledge (pengetahuan) yang memberikan masukan atau
nasihat dari sudut pandang ahli di bidang tersebut. - Knowledge Management Systems
Sistem berbasis knowledge yang mendukung penciptaan,
pengorganisasian, dan penyebaran business knowledge dalam perusahaan.
- Strategic Information Systems
Mendukung proses manajemen dan operasi yang memberikan perusahaan kemampuan strategis dalam mendapatkan keuntungan bersaing.
- Functional Business Systems
Mendukung berbagai aplikasi operasional dan manajemen untuk fungsi bisnis mendasar dalam suatu perusahaan.
2.6.4. Sistem Informasi Manajemen
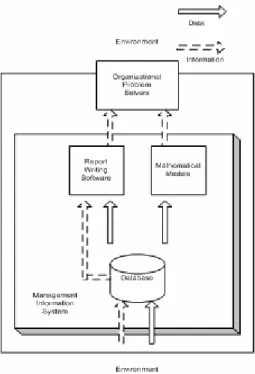
McLeod (2001, p239) mendefinisikan Sistem Informasi Manajemen (SIM) sebagai sistem berbasis komputer yang menyediakan informasi bagi pengguna yang memiliki kepentingan yang saman yaitu pengambilan keputusan untuk menyelesaikan masalah yang dihadapi oleh organisasi / perusahaan. Output dari SIM adalah berupa
laporan periodik, laporan khusus dan perhitungan matematis.
Model SIM dapat dijelaskan dalam Gambar 2.5. Dimana ditunjukkan bahwa data dan informasi didapat dari lingkungan. Database digunakan oleh software untuk
menghasilkan laporan dan model matematis juga digunakan untuk menghasilkan perhitungan yang akan digunakan oleh pengambil keputusan dalam organisasi baik itu
berupa manager maupun non manager. Aliran data dan informasi dibedakan untuk
menunjukkan yang mana yang merupakan input dan output dari komponen sistem.
Sumber : McLeod (2000, p240)
Gambar 2.5 Model Sistem
SIM memberikan kontribusi terhadap pemecahan masalah dalam dua cara:
Sumber daya informasi organisasi secara menyeluruh
SIM menyiapkan dan merupakan sarana untuk menghubungkan para manager
dalam organisasi, sehingga informasi dapat digunakan bersama untuk
mendukung pemecahan masalah yang dihadapi.
Pemahaman dan identifikasi masalah
Sesuai dengan konsep SIM yaitu sebagai penyedia informasi terus menerus bagi
manager (pengambil keputusan). Penggunaan SIM dapat memberikan gambaran
lebih lanjut tidak segera diambil. SIM juga membantu dalam hal pemahaman
penyebab dari masalah tersebut.
2.6.5. Analisa dan Perancangan Berorientasi Objek
Menurut Whitten et al. (2004, p31), Object Oriented Analysis and Design
(OOAD) merupakan kumpulan alat dan teknik mengembangkan sistem dengan
menggunakan teknologi objek untuk membuat sebuah sistem dan programnya.
Sedangkan menurut Mathiassen et al. (2000, pp3-4), OOAD merupakan metode untuk
menganalisa dan merancang suatu sistem informasi dengan menggunakan objek dan
class sebagai konsep dasarnya.
2.6.5.1. Konsep Dasar Analisa dan Perancangan Berorientasi Objek
1. Objek
Menurut pendapat Lau (2001), ”Objek merupakan abstraksi baik untuk
hal-hal konseptual maupun fisik. Objek memiliki keadaan dan identitas yang
melekat. Objek mencapai tingkah laku tertentu melalui suatu kumpulan operasi
yang didefinisikan diawal, yang mana dapat masuk atau merubah keadaannya.
(p.1).” Menurut Mathiassen et al, et al (2000), ”Objek adalah suatu entitas
dengan identitas, keadaan (tingkatan hidup) dan tingkah laku. Objek merupakan
dasar dalam Object Oriented Analysis and Design (OOA&D).
Keadaan dari objek biasanya diimplementasikan dengan kelompok
propertinya (disebut atribut), berisi nilai dari properti tersebut, ditambah
keterhubungan objek yang mungkin dengan objek lainnya. Kelakuan
dari objek lainnya. Kelakuan dari objek mendeskripsikan segala sesuatu yang
dapat kita lakukan terhadap objek tersebut dan segala sesuatu yang dapat
dilakukan oleh objek untuk kita. Setiap objek mempunyai identitas yang unik.
Identitas yang unik ini membuat kita dapat membedakan dua objek yang
berdeda, walaupun kedua objek tersebut mempunyai keadaan dan nilai yang
sama pada atributnya. Karakteristik yang dimiliki objek antara lain:
- Tiap objek dapat memiliki satu atau lebih informasi individual yang unik.
Inilah yang disebut attribute dimana tiap attribute mempunyai nilai.
- Objek dapat melakukan suatu operasi yang disebut behaviour. Operasi ini
dapat dipicu dari stimulus dari luar maupun dalam objek
- Objek dapat dikomposisikan menjadi bagian-bagian terpartisi yang
dinyatakan dengan hubungan consist of atau aggregate.
2. Kelas
Setiap objek digambarkan secara berkelompok (kumpulan) karena ada
beberapa objek yang memiliki sifat atau fungsi yang sama yang dikenal dengan
istilah class. Sedangkan class adalah suatu deskripsi atas kumpulan objek yang
saling menggunakan struktur, pola tingkah laku, dan atribut secara
bersama-sama. (p.4).” Kelas menurut Mathiassen (2000, p4) adalah deskripsi dari
sekumpulan objek yang berbagi struktur, behavioral pattern dan attributes yang
sama. Kelas berguna untuk memahami dan menggambarkan objek dimana
daripada mendeskripsikan masing-masing objek yang ada, akan lebih baik untuk