GAZALTI KAYNAK YÖNTEMLER
İ
Yrd. Doç. Dr. İbrahim ERTÜRK İÇİNDEKİLER
1. BÖLÜM ... 1
2. BÖLÜM ... 4
2.1. TIG Kaynak Donanımı... 6
2.2. Kaynak Torçları... 8
2.3. Hava Soğutmalı Torçlar ... 9
2.4. Su Soğutmalı Torçlar ... 10
2.5. TIG Kaynak Elektrodları... 13
2.6. Saf Tungsten TIG Kaynak Elektrodlar ... 16
2.7. Alaşımlı Tungsten TIG Kaynak Elektrodları... 18
2.8. Elektrod Tutucuları... 21
2.9. Torç Bağlantı Paketi ... 22
2.10. Koruyucu Gaz Donanımı... 22
2.11. Koruyucu Gazlar ... 23
2.12. TIG Kaynak Yönteminde Kullanılan Akım Üreteçleri... 26
2.13. TIG Kaynak Yönteminde Arkın Tutuşturulması... 28
2.13.1. Elektrodu değdirerek tutuşturma... 28
2.13.2. Yüksek frekans akımı ile arkın tutuşturulması... 29
2.13.3. Yüksek gerilim darbesi ile arkın tutuşturulması... 29
2.14. TIG Kaynak Yönteminde Kaynak Ağızlarının Hazırlanması... 29
2.15. TIG Kaynak Yöntemi için Kaynak Dolgu Metali (Tel ve Çubuk Elektrodlar) ... 31
2.16. TIG Kaynak Yönteminde Kaynak Parametrelerinin Seçimi... 33
2.17. Kaynak Öncesi Saptanan Parametreler... 34
2.17.1. Erimeyen elektrodun türü... 34
2.17.2. Erimeyen elektrod çapı... 34
2.17.3. Akım türü ... 35
2.17.4. Koruyucu gazın türü... 36
2.18. Birinci Derecede Ayarlanabilir Parametreler ... 39
2.18.1. Kaynak akım şiddeti... 39
2.18.3. Kaynak hızı... 40
2.19. İkinci Derecede Ayarlanabilir Parametreler... 40
2.19.1. Elektrod açıları... 40
2.19.2. Elektrod serbest uç uzunluğu ... 41
2.20. Yarı Otomatik TIG Kaynağı... 41
2.21. TIG Nokta Kaynağı... 42
3. BÖLÜM ... 44
3.1. Koruyucu Gazlar ... 46
3.2. Çalışma Tekniği ... 53
3.3. MIG-MAG Kaynak Yönteminin Üstünlükleri ... 70
3.3.1. Kaynak dikişinin ağırlığı:... 71
3.3.2. Elektrik enerjisi tüketimi:... 71
3.3.3. Elektrod kaybı:... 72
3.3.4. Cüruf temizleme: ... 72
3.3.5. Uygulama kolaylığı: ... 72
1. BÖLÜM
GİRİŞ
Örtülü elektrod ile ark kaynağında elektrod örtüsünün görevlerinden en önemlisi ve vazgeçilmez olanı, kaynak metali üzerinde bir koruyucu gaz atmosferi ve cüruf oluşturarak kaynak banyosunu havanın oksijen ve azotunun olumsuz etkilerinden korumasıdır.
Bütün kaynak yöntemlerinde ana tema, çıplak elektrod telini el ile ya da mekanik bir tertibat yardımı ile otomatik olarak sürekli ilerletip, akımı ark bölgesine çok yakın bir yerden vermek ve telin yüklenebileceği akım şiddetini artırarak, erime gücünü yükseltmektir. Yalnız burada en önemli husus elektrod örtüsünün görevini yüklenecek bir faktörün devreye sokulmasıdır. Bu görevi Gazaltı Kaynak Yönteminde koruyucu gaz olarak kullanılan soy gazlar, aktif gazlar ya da bunların karışımı mix. Gazlar yapmaktadır.
Örtülü elektrodun geliştirilmesi elektrik ark kaynağının önemini artırmıştır ve bütün metallerin kaynağı için yeni yöntemlerin gelişmesine yol açmıştır. Bilinen yöntemlerin geliştirilmesi ve yeni yöntemlerin bulunması yolunda yapılan araştırmalar sonucu son 70 yıl içerisinde sayılamayacak derecede gelişmeler olmuştur.
Birinci Dünya Savaşı' na kadar emekleme dönemi yaşayan kaynak, iki dünya savaşı arasında perçinli birleştirmenin yerini alarak, kalın saclann, tekne, gemi ve tankların kaynağında yaygın olarak kullanılır hale geldi. İkinci Dünya Savaşı esnasında uçaklarda kullanılan alüminyum, magnezyum alaşımlarının kaynağında karşılaşılan zorluklar TIG yönteminin gelişmesine yardımcı oldu. Soy gaz koruması altında yapılan TIG kaynak yöntemi ile önceleri sadece korozyona dayanıklı çelikler kaynatılırken, bugün bütün metal ve alaşımlarını kaynak yapmak mümkün hale gelmiştir. Yalnız yöntemin yavaşlığı araştırmacıları, benzer sonuçları veren daha hızlı bir yöntemin arayışına yöneltmiştir.
Soy gaz koruması altında eriyen elektrod ile yapılan MIG yöntemi, bir çok alanda TIG yönteminin yerini alarak işlemin hızlanmasına yol açmıştır.
kullanılan MIG yönteminin yalın karbonlu ve az alaşımlı çeliklerde uygulama alanı bulmamasının nedeni soy gazların pahalılığı olmuştur.
MAG diğer bir deyimle, aktif gaz koruması altında eriyen elektrod ile yapılan kaynak, son yıllarda büyük bir gelişme göstermiş yalın karbonlu ve düşük alaşımlı çeliklerin kaynağında önemli ölçüde kullanılır hale gelmiştir.
Önceleri yalnız CO2 koruması altında yapılan bu yöntemde, gereken durumlarda arkı yumuşatmak, sıçramayı azaltmak için CO2' ye Ar karıştırılıp kullanılmaktadır. Ar + CO2' nin içine az miktarda O2 ilave edilerek Ar + CO2 + O2’den oluşan üçlü gaz koruması altında daha kalın çaplı elektrodlar ile her pozisyonda çalışabilme olanağı sağlanmış ve düzgün görünüşlü kaynak dikişleri elde edilebilmiştir. Ayrıca bu yöntemin kullanılması ile işlemlerin hızlanmasına ve otomatikleşmesine olanak sağlanmıştır.
Son yıllarda geliştirilen, darbeli akım yönteminde, kaynak akımı ayarlanan frekansta bir alt ve bir üst değer arasında değiştirilerek iş parçasına aktarılan ısı girdisi minimumda tutularak, özellikle ince parçalarda çarpılma azaltılmıştır. Yine son yılların önemli gelişmelerinden bir tanesi de inverter türü kaynak makinelerinin uygulama alanına girmesidir, bu tür kaynak makineleri ile gerçekleştirilen kaynak işlemlerinde yalnız CO2 kullanılması halinde dahi sıçrama tamamen ortadan kalkmıştır.
Günümüzde konstrüksiyonlar, iş verimi ve güvenliğini artırmaya, boyutları ve ağırlığı küçültmeye, malzeme ve üretim masraflarını azaltmaya yöneliktir. Buna paralel olarak birleştirme teknolojisi de sürekli şekilde kendini yenilemek zorunda kalmıştır. Endüstrileşmiş ülkelerde en çok kullanılan yarı otomatik ve tam otomatik kaynak yöntemi olan MIG/MAG yöntemi, son yıllarda ülkemizde de hızla yayılmaktadır. Gerek MIG/MAG kaynak makinesi, gerekse tel elektrod üretimindeki hızlı artış bunun en önemli göstergesidir.
Koruyucu gaz ile yapılan kaynak denince aklımıza kaynak yeri, bir gaz atmosferi (şemsiyesi) ile korunarak yapılan ark kaynağı gelir.
Argon ve helyum gibi soy gazlar kullanılarak TIG ve MIG kaynak yöntemleri ile çeşitli metal ve alaşımlarının pasta ya da dekapan kullanmadan, fazla deformasyona
uğramadan kaynak edilmeleri mümkündür.
Aktif gaz kullanılarak MAG kaynak yöntemi ile yalın karbonlu ve düşük alaşımlı çeliklerin yarı otomatik ve tam otomatik olarak kaynak edilmeleri mümkündür.
2. BÖLÜM
ERİMEYEN ELEKTROD İLE TIG KAYNAĞI
TIG kaynak yöntemi çok geniş bir uygulama alanına sahiptir, kaynakçı tarafından kullanılması kolaydır, prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı gaz yoktur, ısı enerjisi elektrik arkı tarafından sağlanmaktadır.
Bu yöntem de erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden birleştirilebilir; gerektiğinde esas metalin eritilerek, ek kaynak metaline olan gereksinmeyi ortadan kaldırması da yöntemin göz önüne alınması gereken üstünlüklerinden bir tanesidir. Kaynak bağlantısı için ilave metal gerektiğinde, oksi-asetilen yönteminde olduğu gibi, tel halinde kaynakçı tarafından kaynak bölgesine verilmektedir.
Şekil 2.1. TIG Kaynak yönteminde ark bölgesi
TIG kaynak yönteminin diğer bilinen ve endüstride sık uygulanan eritme kaynağı yöntemlerine göre en önemli üstünlüğü, ısı girdisinin ve eriyen ek kaynak metali miktarının birbirlerinden bağımsız oluşudur. Bu önemli özelik yöntemin çok ince parçalara uygulanabilmesine olanak sağlamakta, kök pasoların çekilmesinde, pozisyon kaynaklarında ve tamir işlerinde de kaynakçıya büyük kolaylıklar sağlamaktadır.
İlk gelişme yıllarında sadece havacılık endüstrisinde uygulama alanı bulmuş olan bu kaynak yöntemi deneysel ölçüde, magnezyum alaşımlı parçaların birleştirilmesinde kullanılmış ve alınan doyurucu sonuçlar, yöntemin endüstrinin diğer
alanlarında da uygulanabilirliğini kanıtlamış ve hızla alüminyum, magnezyum ve diğer endüstriyel demir dışı metal ve alaşımlar ile paslanmaz çeliklerin kaynağında çok aranılan bir yöntem haline gelmiştir.
Alışılagelmiş kaynak yöntemlerinde kullanılan korrozif örtü ve flakslar, kaynaklı parçaların ancak sınırlı alanlarda kullanılmasına olanak tanıdığından, özellikle hafif metallerin alaşımlarından yapılmış kaynaklı parçaların endüstriyel kullanımını kısıtlıyordu. TIG yönteminin geliştirilmesi sonucu, hafif alaşımlar için yeni kullanım alanları açılmış, korrozif flaksların yarattığı olumsuzlukların ortadan kalkması sonucu uçak ve gemi yapım mühendisleri bu alaşımların sunduğu her tür avantajdan yararlanabilir hale gelmişlerdir.
Gaz türbinlerinin hızlı gelişmesinde de TIG Kaynak Yönteminin katkısı oldukça önemlidir, yüksek sıcaklığa dayanıklı alaşımların emniyetli bir biçimde kaynakla birleştirilebilmesi, jet motorlarının özellikle yanma odalarının en optimum biçimde tasarımına olanak sağlamıştır. Kimya, gıda endüstrisi ile alkollü, alkolsüz içki üretiminde, alüminyumun, paslanmaz çeliğin, bronzun ve bakırın kaynağında artık tamamen bu yöntem uygulanmaktadır. Örneğin, bu yöntemin yaygınlaşmasından sonra bira, tahta fıçı yerine alüminyum fıçılarda nakledilmeye başlamıştır. Elektrik makinaları üreticileri pek çok yerde cıvata ve somun yerine bu yöntemi kullanmaktadırlar, pek çok transformatörde laminasyon paketi cıvata yerine kaynak bağlantılı olarak yapılmaktadır.
TIG kaynak yöntemi her pozisyonda ve prensip olarak ta her kalınlıktaki parçalara uygulanabilirse de, fazla kalın parçalar için işlem süresinin uzaması yöntemin ekonomikliğini yitirmesine neden olmaktadır, bu bakımdan 7 mm'den kalın parçaların kaynağı için önerilmez; bununla beraber yüksek kalite ve kaynak emniyetinin gerekli olduğu uçak ve uzay endüstrisinde çok pasolu kaynak uygulayarak bu olumsuzluğun etkisi azaltılmaya çalışılır. Akım şiddeti azaltılarak diğer eritme kaynak yöntemleri ile birleştirilmesi olanaksız olan 0.1'mm kalınlığa kadar ince saclar bu yöntem ile çok sağlıklı olarak birleştirilebilmektedir.
TIG kaynak yöntemi özellikle 1950'den itibaren büyük bir önem kazanarak gerek AWS ve gerekse de DIN sınıflandırmasında yerini almıştır.
2.1. TIG Kaynak Donanımı
Bir TIG kaynak donanımı şu kısımlardan oluşur:
• Kaynak hamlacı diye de adlandırılan bir kaynak torcu.
• Kaynak akım ve kumanda şalter kablosunu, gaz hortumunu ve gerektiğinde soğutma suyu giriş ve çıkış hortumlarını bir arada tutan metal spiral takviyeli, torç bağlantı paketi.
• Kaynak akımının, gaz akışının ve gerektiğinde soğutma suyunun devreye giriş ve çıkışını, arkın tutuşmasını ve alternatif akım ile çalışma halinde arkın sürekliliğini sağlayan devreleri de bünyesinde toplayan kumanda dolabı.
• Kaynak akım üreteci.
• Üzerinde basınç düşürme ventili ve gaz debisi ölçme tertibatı bulunan koruyucu gaz tüpü.
TIG kaynak yönteminde bu temel donanımların yanı sıra gerek duyulduğunda veya sistemin, otomatik olarak çalışması arzu edildiğinde aşağıda belirtilmiş olan ek donanımların kullanılmasına gereksinim vardır:
• Yüksek akım şiddetleri ile çalışıldığında, ısınan torcu soğutmak için soğutma suyu sirkülasyon sistemi.
• Özellikle doldurma işlerinde kullanılmak üzere akımın kontrol ve ayarı için ayak pedalı.
• Otomatik kaynak uygulamalarında gerektiğinde torca salınım hareketleri yaptıracak bir osilatör.
• Otomatik kaynak uygulamalarında kullanılmak üzere tel besleme tertibatı. • Otomatik kaynak uygulamaları için torç veya iş parçasını ilerletme tertibatı.
• Darbeli akım uygulamaları için, kaynak akımını ayarlanmış iki akım değeri arasında öngörülen frekansta değiştiren elektronik cihaz; bu cihaz genelde ayrı bir ünite olmayıp, kaynak akım üretecinin içine monte edilir.
Şekil 2.2. TIG kaynak donanımı prensip şeması
TIG kaynak donanımı, şekil 2.2'de görüldüğü gibi uygun bir akım üreteci, koruyucu gaz tüpü, gaz basınç ve debi ayar tertibatı, tungsten elektrodu taşıyan torç, akım kabloları ve gaz hortumu ile genelde akım üreteci üzerine monte edilmiş bir kontrol panelinden oluşur; ayrıca yüksek akım şiddeti ile çalışma halinde bir de torcu soğutmak için soğutma suyu devresi vardır. El kaynağı halinde torcun hareketi ve kaynak metali beslemesi kaynakçı tarafından yapılır; yarı otomatik yöntemde torç gene kaynakçı tarafından hareket ettirilir, burada tek fark kaynak ek metalini sağlayan telin ark bölgesine otomatik olarak bir tertibat tarafından sokulması ve sürekli olarak sabit bir hızla beslenmesidir.
Yarı otomatik TIG yönteminin geniş bir uygulama alanı bulmamasına karşın otomatik TIG yöntemi olukça yaygındır. Bu yöntemde, sisteme kaynakçının müdahalesi söz konusu değildir, tüm işlem sistem tarafından gerçekleştirilmektedir. Yöntemin başarılı olabilmesi için, bağlantının konumunun sistem tarafından erişilebilir olması ve ekonomiklik açısından da çok sayıda aynı parçanın kaynatılması gereklidir.
Bu yöntemin ilk uygulamalarında elektrod pozitif kutba bağlanarak kaynak yapılmış
ve aşırı ısınan elektrottan tungsten damlacıklarının kaynak dikişine geçtiği görülmüş
ve elektrod negatif kutba bağlanarak bu engel ortadan kaldırılmıştır; bu durumda paslanmaz çeliklerin kaynağında başarı sağlanmasına karşın, alüminyum ve magnezyum gibi refrakter bir oksit tabakası ile kaplı metallerin kaynağı problemi ile karşılaşılmıştır. Alternatif akım arkının sürekliliğini sağlayan, yüksek frekans üreten generatör ve devrelerin keşfi sonucu, alternatif akım yardımı ile bu tür metal ve alaşımlarının çok kaliteli bir biçimde kaynağı gerçekleştirilmiştir.
2.2. Kaynak Torçları
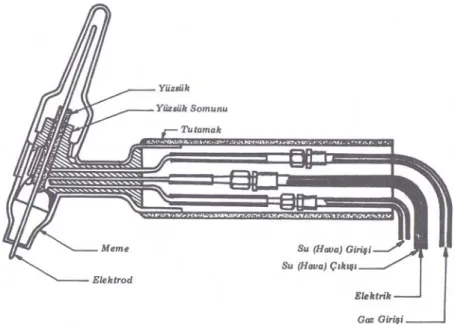
TIG kaynak yönteminde torç, iş parçası ile ucundaki tungsten elektrot arasında kaynak için gerekli olan elektrik arkını oluşturabilmek için, akım kablosundan aldığı akımı elektroda iletmek, koruyucu gazı kaynak banyosunun üzerini örtecek biçimde sevk etmek görevlerini yerine getirmek için geliştirilmiş bir elemandır.
TIG kaynak yönteminde kullanılan torçlar uygulama koşulları göz önünde bulundurularak çeşitli tür ve büyüklüklerde üretilmektedirler. El ile yapılan TIG kaynağında kullanılan torçlar hafif, küçük ve elektrik akımı kaçaklarına karşı etkin bir biçimde yalıtımlı olarak tasarlanmış ve üretilmişlerdir. Torç ile akım üreteci ve gaz tüpü ve soğutma suyu ile bağlantıları değişik kalınlıklardaki kablolar ve hortumlar ile sağlanır ve bunların tümü torç bağlantı paketi adı verilen çelik spiral takviyeli bir kalın hortum içine yerleştirilmişlerdir.
Bir TIG torcunun çekirdek kısmını erimeyen tungsten elektrodun tutucusu oluşturur. Bu parça genel olarak üzerinde boylamasına yarıklar bulunan ve bir tarafı konik bir kovandır ve elektrod yüksüğü adı ile de anılır. Her büyüklük ve türdeki torçlar için kullanılan çeşitli boyutlardaki tungsten elektrodların boyutlarına uygun farklı iç delik çaplarında, dış boyutları aynı olan elektrod tutucuları üretilmiştir, diğer bir anlatımla her çaptaki elektrod için ayrı bir elektrot tutucusu vardır. Elektrot tutucusu, elektrot tutucusu kovanı diye adlandırılan bir parçanın içine girer ve bu parça da özel bir somun ile torç gövdesine tespit edilir. Torç gövdesinin uç kısmına takılan koruyucu gaz nozulu çeşitli çaplarda üretilir, aynı torca gaz gereksinimine ve kaynak işlemine göre çeşitli büyüklüklerde gaz nozulu takılabilir. Genel olarak koruyucu gaz debisi arttıkça, gaz nozulu çapı da büyür.
Şekil 2.3. Bir TIG kaynak torcunun parçaları
Torçlar uygulamada kullanılabilecekleri maksimum akım şiddetine göre sınıflandırılırlar. Her büyüklükteki torca belirli sınırlar içinde kalmak koşulu ile çeşitli çap ve türlerde elektrod ve gaz nozulu takılabilir. Torçları sınıflandırmada en önemli kriter yüklenebilecekleri maksimum akım şiddeti olduğundan ve bu konu da torcun soğutma sistemini belirlediğinden, genelde torçlar hava soğutmalı ve su soğutmalı olarak iki ana gruba ayrılırlar.
2.3. Hava Soğutmalı Torçlar
Hava soğutmalı torçlarda, soğutma torcun dış kısmından hava yardımı ile iç kısmından ise akan koruyucu gaz tarafından gerçekleştirilir, bu neden ile bunlar gaz soğutmalı torçlar adı ile de anılırlar. Bunlar hafif, akım yüklenme kapasitesi 200 Amperi geçmeyen, manipülasyonu kolay ve su soğutmalılara nazaran daha ucuz torçlardır. Akım kapasitelerinin sınırlılığı nedeni ile ancak ince parçaların kaynağı için uygundurlar.
Kafa açısı diye tanımlanan, tungsten elektrod ile torç sapı arasındaki açı normal olarak 120o dir, bununla beraber bu açının 90o olduğu dik torçlar, 180o olduğu kalem tipi torçlar ve uç açısının ayarlanabildiği döner başlıklı torçlar da uygulamada kullanılmaktadır.
aşağıya gelecek biçimde kalem ile yazı yazar gibi tutuldukları için bu şekilde adlandırılmışlardır; bunlar diğer türlerin giremediği yerlerde kullanılabilen, hafif ve manipülasyonu kolay oldukları için özellikle ince sac kullanan üreticiler tarafından tercih edilmektedirler. Bu torçların çok yaygın olarak bir diğer kullanım alanı da uçak endüstrisidir, özellikle jet motorlarının yanma odalarına ve diğer parçalarına rakor ve manşonların kaynatılmalarında bu tür torçlar büyük bir manipülasyon kolaylığı sağlamaktadır.
Döner başlıklı torçlar biçim olarak kalem tipi torçları andırırlar, burada torcun meme ve elektrot tutucu kısmı küresel mafsallı olarak sapa bağlanmıştır ve bu şekilde torç açısı değiştirilerek kullanma sahası genişletilmiş ve torca üniversallık kazandırılmıştır. 2.4. Su Soğutmalı Torçlar
Su soğutmalı torçlar ile daha yüksek akım kapasitelerinde çalışılabildiğinden bunlar daha büyük daha ağır ve daha pahalıdırlar. Bunlar yüksek akım şiddetlerinde su soğutmalı metalsel gaz nozulları ile kullanılmak koşulu ile standard olarak 1000 Amper akım kapasitesine kadar üretilirler; otomatik TIG kaynak sistemlerinde sadece bu tür torçlar kullanılır. Doğal olarak bu tür bir torcun kullanılabilmesi için kaynak donanımının bir soğutma suyu devresine ve birde su soğutma ünitesine sahip olması gereklidir.
Bu torçlar normal olarak torç bağlantı paketi ile beraber satılırlar, zira kaynak akım kablosu, soğutma suyu dönüş hortumu içine yerleştirilmiş ve bu şekilde ısınması önlenerek daha küçük kesitli kablo kullanabilme olanağı sağlanmıştır.
Bu torçlar kullanılmadan önce soğutma suyunun torç içine sızmaması için contaları sık sık kontrol edilmeli ve tam bir sızdırmazlık sağlanmalıdır; zira aksi halde sızan su, çalışma sırasında buharlaşarak koruyucu gaza karışır kaynağın kalitesini bozar, gözenek ve çatlak oluşumuna neden olur.
Şekil 2.4. Su soğutmalı bir TIG kaynak torcunun kesiti
TIG kaynak torçlarına takılan gaz memeleri, torcun biçimine, türüne, kapasitesine, hava veya su soğutmalı olmasına, kullanılan gaz debisine ve kaynak yerine göre değişik çap ve tipte olabileceği gibi değişik malzemelerden de üretilmiş olabilir. Günümüz endüstrisinde kullanılan gaz nozulları, malzemeleri açısından başlıca dört gruba ayırabiliriz:
• Seramik gaz nozulları, • Metalsel gaz nozulları, • Saydam gaz nozulları, • Çift gazlı gaz nozulları.
Hava soğutmalı torçlarda tercih edilen seramik gaz nozulları kırılgan olmalarına karşın, fiyatlarının ucuzluğu, oldukça yüksek sıcaklıklarda dahi kullanılabilmeleri ve alternatif akım uygulamalarında yüksek frekans akımının oluşturduğu çapraz ateşlemelere mani olması nedeni ile endüstride en yaygın olarak kullanılan TIG gaz nozulu türüdür. Seramik gaz nozulları sürekli kullanma sonucu gevrekleşir ve alt dudaklarından ufak parçacıklar kopar ve aynı zamanda iç cidarlarında metal sıçraması, metal buharları çökelmesi ve parçacıklar kopması sonucu pürüzlülük oluşur; bu durum koruyucu gaz akımının laminerliğini bozduğundan bu hale gelmiş gaz nozulu yenisi ile değiştirilmelidir.
Genellikle bakır ve alaşımlarından üretilen metalsel gaz nozulları yüksek akım şiddeti ile uygulamalarda kullanılan su soğutmalı torçlarda tercih edilir, bunların hava soğutmalı torçlar ile kullanılan türleri de vardır.
soğutmalı torçlar ile kullanıldıklarında çok daha uzun ömürlüdürler ve kırılgan olmadıklarından da, kullanılmaları sırasında büyük bir itina gerektirmezler. Metalsel gaz memelerinde, özellikle yüksek frekans akımının devrede olduğu alternatif akım uygulamalarında karşılaşılan çapraz ateşleme olayı, koşulların elverdiği en büyük çaplı gaz memesi kullanılarak önlenebilir.
Saydam gaz nozullarının kullanılması halinde, kaynak bölgesini ve kaynak arkını görebildikleri için kaynakçılar tercih etmektedirler. Eritilmiş kuartzdan yapılmış olan bu gaz nozulları, tungsten elektrodun az bir miktar kirlenmesi sonucunda dahi yayınan
şiddetli metal buharlarının iç cidarlarına çökelmesi sonucu saydamlıklarını yitirirler. Saydam gaz nozulları kuartzdan yapılmış olmaları nedeni ile kırılgandırlar ve kullanılmaları sırasında dikkat gerektirirler.
Çift gazlı kaynak nozulları, MIG kaynak yöntemindeki MACCI uygulamasının bir alternatifi olarak geliştirilmiştir, burada konsantrik iç içe iki nozul vardır, elektrodu çevreleyen iç nozul asal bir koruyucu gaz sevk ederek arkın oluşumunu ve dış nozul da azot veya karbondioksit gibi bir gaz sevk ederek kaynak bölgesini atmosferik etkilerden korur. Asal gazdan ekonomi sağlamak amacı ile geliştirilmiş olan bu yöntemin uygulaması yok denecek kadar azdır.
TlG kaynak torçlarında kullanılan gaz nozulları hangi malzemeden yapılmış olurlarsa olsunlar, kullanılmalarında itina gereklidir, iç cidarlarında ve alt dudaklarında sıçramalardan veya parçacık kopmasından ileri gelen ufak bir pürüzlülük dahi gaz akımının laminer akışını türbülanslı hale dönüştürür ve bu tür bir gaz akışı da gerekli korumayı gerçekleştiremediğinden kaynak bağlantısında hataların ortaya çıkmasına ve kalitenin bozulmasına neden olur.
Herhangi bir TlG kaynak işlemi için gaz nozulu seçiminde, özellikle seramik nozulların kullanılması halinde, nozulun dudak kısmı diye de adlandırılan, kaynak banyosuna bakan alt kısmının, arkın sıcaklığından erimeyecek kadar küçük çaplı olmasına dikkat edilmelidir. Küçük ağız çaplı nozullar arkın daha stabil yanmasına, dar kaynak ağızları içinde daha rahat çalışmaya ve kaynakçının torcu fazlaca eğmeden kaynak bölgesini görebilmesine olanak sağlamaktadır. Buna karşın büyük ağız çaplı gaz nozulları daha etkin bir koruyucu gaz örtüsü oluşturabilmekteler ise de, TlG kaynak yönteminde en önemli girdilerden bir tanesi olan gaz sarfiyatı çok
yükselmektedir. Bu bakımdan büyük çaplı gaz nozulları, ancak yüksek sıcaklıklarda atmosferin etkilerine hassas titanyum gibi metallerin kaynağında uygulama alanı bulmaktadır.
Gaz nozulu çapı ile tungsten elektrod çapı arasındaki ilişki konusunda katı bir kural yoktur, uygulamada gaz nozulu çapı elektrod çapının 4 ila 6 katı arasında seçilmektedir.
TlG kaynak yönteminde kullanılan gaz nozulları genelde biçim olarak silindirik veya konik olarak üretilirler; bu gaz nozullarının bazı türlerinin iç kısımlarına gaz merceği adı verilen gözenekli bir perde yerleştirilerek gaz akışının laminerliliği garantilenerek nozul dışında da oldukça uzun girdapsız akan bir koruyucu gaz sütunu oluşturulur. Bu tür gaz nozullarının kullanılması sonucu, nozul dışında kalan tungsten elektrod boyu uzun tutulabilir ve bu da gerek kaynakçının kaynak banyosunu daha kolay kontrol edebilmesine ve gerekse de dar ağız açıları içinde rahat çalışabilmesine olanak sağlar. Yüksek sıcaklıklarda, havanın oksijeninden etkilenen metal ve alaşımların kaynağı ile bazı özel durumlar için değişik biçimli özel nozul türleri de geliştirilmiştir. Bunlar kaynağı tamamlanmış kısım üzerine, dikiş soğuyuncaya kadar koruyucu gaz gönderecek biçimde dizayn edilmişlerdir. Bu tür nozulların tamamlanmış kaynak dikişi üzerine de koruyucu gaz gönderen uzantıları vardır, bu uzantının ağız kısmı gözenekli bir perde ile kapanmıştır ve ek koruyucu gaz bu gözeneklerden geçerek soğumamış kaynak dikişinin atmosferin olumsuz etkilerinden korunmasını sağlar. Bu tür gaz nozulları özellikle otomatik TlG kaynak sistemlerinde uygun sonuçlar vermektedirler.
2.5. TIG Kaynak Elektrodları
TIG kaynak yöntemi ile diğer elektrik ark kaynağı yöntemleri arasındaki en önemli fark, ek kaynak metalinin elektrod tarafından sağlanmaması ve elektrodun sadece ark oluşturma görevini üstlenmiş olmasıdır; bu bakımdan burada, erime sıcaklığı 3500°C civarında olan Tungsten, elektrod malzemesi olarak seçilmiştir. Yüksek erime sıcaklığının yanı sıra tungsten çok kuvvetli bir elektron yayıcıdır ve yayınan elektronlar ark sütunu içinde kuvvetli bir elektron akımı oluşturur ve ark sütunundaki atomları iyonize ederek, arkın kararlılığını sağlar. Günümüz endüstrisinde ticari saflıktaki tungsten (% 99.5 W) ile toryum, zirkonyum ve lantanyum ile alaşımlandırılmış elektrodlar kullanılmaktadır. Uygulamada karşılaşılan TIG kaynak
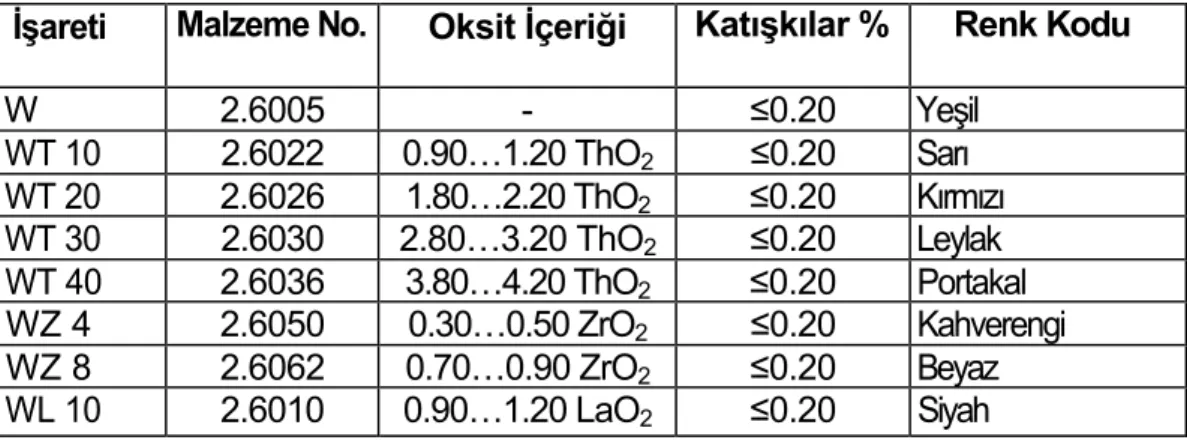
elektrodlarını, saf tungsten elektrodlar, alaşımlı elektrodlar ve çizgili elektrodlar olmak üzere üç grup altında toplamak mümkündür. TIG kaynak elektrodları, AWS A5.12 ile DIN 32528'de bileşimlerine göre sınıflandırılmış ve bunları birbirlerinden kolaylıkla ayırt edebilmek için de renk kodları kullanılmıştır.
Tablo 2.1. Tungsten elektrodların kimyasal bileşimleri ve renk kodları (DIN 32528)
İşareti Malzeme No. Oksit İçeriği Katışkılar % Renk Kodu
W 2.6005 - ≤0.20 Yeşil WT 10 2.6022 0.90…1.20 ThO2 ≤0.20 Sarı WT 20 2.6026 1.80…2.20 ThO2 ≤0.20 Kırmızı WT 30 2.6030 2.80…3.20 ThO2 ≤0.20 Leylak WT 40 2.6036 3.80…4.20 ThO2 ≤0.20 Portakal WZ 4 2.6050 0.30…0.50 ZrO2 ≤0.20 Kahverengi WZ 8 2.6062 0.70…0.90 ZrO2 ≤0.20 Beyaz WL 10 2.6010 0.90…1.20 LaO2 ≤0.20 Siyah
DIN 32528 de TIG kaynak elektrodlarının çapları 0.5, 1.0, 1.6, (2.0), 2.4, (3.0), 3.2, 4.0, (5.0), (6.0), 6.4 ve 8.0 mm boyları ise 50, 75, 150, 175 mm olarak belirlenmiştir. AWS A5.12 de ise elektrodların çaplan 0.01, 0.02, 0.04, 1/16, 3/32, 1/8, 5/32, 3/16, 1/4 inç boyları ise 3, 6, 7, 12, 18 ve 24 inç olarak saptanmıştır, 7 inçten daha uzun olanlar sadece mekanize ve otomatik kaynak yöntemlerinde kullanılırlar. Uygulamada elektrod çapı, elektrodun maksimum akım yüklenebilme kapasitesi göz önüne alınarak seçilmelidir, bu değere yaklaşıldığında arkın ısı yoğunluğu artmakta, daha stabil bir ark ile nüfuziyeti fazla, dikiş yüksekliği az bir dikiş elde edilebilmektedir. TIG kaynak yönteminde kullanılan elektrodların akım yüklenebilme kapasitesi çok sayıdaki etkene bağlı olarak oldukça geniş bir aralık içinde değişmektedir. Bu etkenleri şu şekilde sıralayabiliriz;
• Elektrodun bileşimi, • Koruyucu gazın türü,
• Elektrodun, elektrod tutucusunun dış kısmında kalan boyu, • Elektroda uygulanan soğutma sisteminin etkinliği,
• Kaynak pozisyonu.
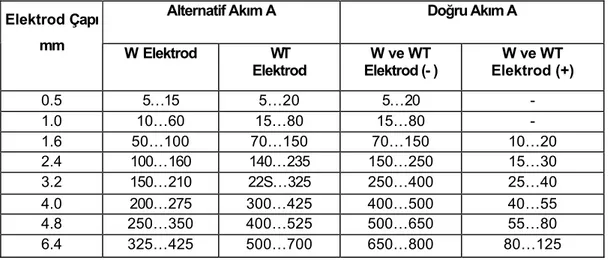
Tablo 2.2. Tungsten elektrodların bileşim ve çaplarına göre akım yüklenebilme kapasiteleri
Alternatif Akım A Doğru Akım A Elektrod Çapı
mm W Elektrod WT
Elektrod Elektrod (- ) W ve WT Elektrod (+) W ve WT
0.5 5…15 5…20 5…20 - 1.0 10…60 15…80 15…80 - 1.6 50…100 70…150 70…150 10…20 2.4 100…160 140…235 150…250 15…30 3.2 150…210 22S…325 250…400 25…40 4.0 200…275 300…425 400…500 40…55 4.8 250…350 400…525 500…650 55…80 6.4 325…425 500…700 650…800 80…125
Elektrodun maksimum akım taşıyabilme kapasitesi çok sayıda etkene bağlı olduğundan tablolarda verilen değerler sadece bir kılavuz olarak kabul edilmelidir, zira kaynatılan parçanın yüzey durumu dahi bu olayı etkiler, örneğin parlak yüzeyli bir malzeme halinde mat ve yüzeyi tufal kaplı bir malzemeye göre, elektrod yansıyan ışınlardan daha fazla ısındığından maksimum akım taşıyabilme kapasitesi azalır.
Arkın oluşturduğu ısı enerjisinin üçte ikisi pozitif ve üçte biri negatif kutupta oluştuğundan elektrodun doğru akımda negatif kutba bağlanması (doğru kutuplama) halinde, aşırı ısınma oluşmadan, elektrodun pozitif kutupta (ters kutuplama) olması haline nazaran daha fazla akım yüklemek mümkündür, gene bu duruma göre elektrod doğru akım negatif kutupta iken alternatif akım haline nazaran daha yüksek akım ile yüklenebilir. Benzer şekilde, kaynatılan parçaya öntav uygulanmış olması da elektrodun maksimum akım yüklenebilme kapasitesini azaltır.
Doğru akım uygulamalarında negatif kutupta kullanılan elektrodun akım yüklenme kapasitesinin toryum veya diğer alaşım elementleri ilavesi ile de fazla yükseltilemediği konusu olukça dikkat çekicidir, zira bu elementlerin ilavesi elektron emisyonunu arttırmakta ve elektrodun uç kısmı daha az ısınmaktadır; burada unutulmaması gereken en önemli olay, akım taşıma kapasitesini sınırlayan en önemli etken elektrik direncinin neden olduğu ısınmadır, dolayısı ile akım şiddetinin yükseltilmesi halinde elektrod elektrik direnci nedeni ile ısınır ve ucu erimeye başlar.
Elektrodun aşırı ısınması halinde en uygun çözüm elektrod çapını değiştirmektir, bunun yanısıra, elektrod tutucusunun elektrod ile arayüzeyini arttırmak, elektrodun serbest boyunu kısa tutmak, metalsel ve soğutmasız ise gaz nozulunu seramik veya daha ideali su soğutmalı metalsel bir nozul ile değiştirmek de bir dereceye kadar elektrod ısınmasına karşı alınabilecek önlemlerdir. Koruyucu gaz debisini arttırmak ta bu konuda faydalı ise de, maliyeti direkt olarak etkilediğinden önerilen bir önlem değildir.
DIN 32528'e göre tungsten elektrodlar şu biçimde gösterilmektedir:
Elektrod; DIN 32528 1.6 - 75 - WT 10
Burada 1.6 elektrodun mm. olarak çapını, 75 mm. olarak boyunu ve WT 10 da bileşiminde % 0.9 ila 1.2 toryum-oksit bulunduğunu belirtmektedir
2.6. Saf Tungsten TIG Kaynak Elektrodlar
En ucuz elektrod türü olan saf tungsten elektrodlar alternatif akımda alüminyumun kaynağında tercih edilirler. Bu elektrodlar iyi bir elektron emisyon özeliğine sahip olmalarına karşın, toryum alaşımlılara nazaran daha düşük akım’da yüklenme kapasitesine sahiptirler, kirlenmeye ve oksitlenmeye daha yatkındırlar. Bu elektrodlar gerek DIN 32528 ve gerekse de AWS A5.12'ye göre yeşil renk ile işaretlenmişlerdir.
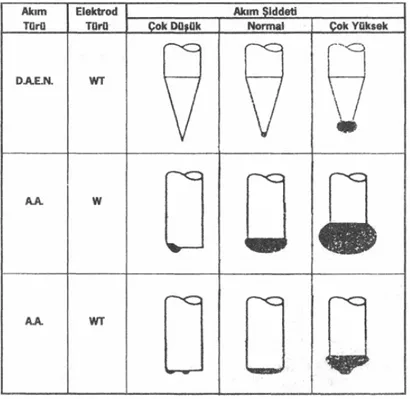
Tungsten elektrod gerektiğinden daha düşük bir akım şiddeti ile yüklendiğinde, ark elektrodun uç kısmında gezinmeye başlar; gerektiğinden daha yüksek bir akım şiddeti ile çalışıldığında elektrodun uç kısmında erime başlar ve bir sıvı tungsten damlacığı oluşur ve kaynak sırasında bu damlacık oldukça yüksek bir frekans ile titremeye başlar ve bu esnada da tungsten zerrecikleri arkı izleyerek veya buhar halinde kaynak metaline geçer. Akım şiddetinin çok yükselmesi arkın stabilitesinin bozulmasına neden olur ve bu durumda tungsten kaynak metaline zerrecikler veya buhar halinde değil oldukça iri damlalar halinde geçmeye başlar, ideal akım şiddetinde elektrodun uç kısmında erimiş tungsten bir yarım küre şeklinde görülür.
Saf tungsten elektrod kullanılması halinde, en stabil ark akım şiddetinin izin verdiği en küçük çaplı elektrod ucunda yarım küre şeklinde erimiş tungsten damlacığı oluştuğu anda görülür. Bu şekildeki bir çalışmada, özellikle otomatik kaynak halinde uzun
çalışma süreleri sonunda dahi elektrodda bir aşınma görülmediği gibi, kaynak koşullarının izin verdiği en uzun ark boyu ile de çalışmak mümkün olur.
Normal çalışma koşullarında tungsten elektrod buharlaşma ile aşındığından aşınma miktarını belirlemek için hassas ölçümlere gerek vardır; buna karşın uygulamada görülen elektrod kayıpları uygun olmayan çalışma koşullarında tungstenin damlacıklar halinde kaynak metaline geçmesi ve kaynak sırasında elektrodun uç kısmının kaynak banyosuna, iş parçasına veya kaynak dolgu metaline değmesi sonucu oluşur. Tungsten elektrod aşınmasının bir diğer önemli nedeni de ark söndürüldükten sonra, elektrod kızgın halde iken, koruyucu gaz akımının hemen kesilmesidir. Bu durumda tungsten elektrod oksitlenir ve yeniden kaynağa başlandığında ark içinde, kaynak banyosuna doğru hızla fırlayan beyaz parlak oksit zerrecikleri görülür. Bu şekilde oksitlenme sonucu elektrodda aşınma normal halin 30 katına kadar çıkabilir. Bu olayı önlemek için en etkin çözüm kaynak bittikten sonra elektrod soğuyuncaya kadar koruyucu gaz akışını sürdürmektir. Elektrod yüzeyi normalde beyaz gümüş rengi ve parlaktır, herhangi bir matlaşma ve renk değişimi elektrodun sıcak iken oksijen ile temas etmiş olduğunu gösterir.
Tungsten elektroddan kaynak metaline, elektrodun değmesi veya akım şiddetinin yüksek seçilmesi sonucu tungsten geçmesi halinde, işlemin durdurulup kaynak dikişinin o kısmının işlenerek dikişi zayıflatan tungsten parçacığının çıkartılması gereklidir, bu işlem için taşlama pek önerilmez, zira taş tungsten parçacıklarını içe doğru gömer.
Tungsten elektrodun ucunun kirlenmesi kaynakta süreksizlik oluşturur ve arkın stabilitesini bozar. Elektrod ucunun kirlenmesinin nedenleri şu şekilde sıralanabilir:
• Elektrod ucunun kaynak banyosuna değmesi, • Elektrod ucunun kaynak dolgu teline değmesi,
• Koruyucu gaz debisinin yeterli olmaması ve gereken biçimde koruma gerçekleştirememesi,
• Kaynak biter bitmez elektrod ucu henüz daha kızgın iken koruyucu gaz akımının kesilmesi.
bir sıcaklıktadır, bu uç kaynak banyosu veya kaynak dolgu teli ile temas ettiğinde, uca yapışan metalin bir kısmı hemen buharlaşır ve bir kısmı da, elektrodun uç kısmında bir yarım küre biçiminde olan tungsten damlacığını alaşımlandırarak arkın stabilitesinin bozulmasına neden olur. Kirlenmiş elektrod ile yapılan kaynakta arkın stabilitesini kaybetmesine, elektrod ucunun biçiminin değişmesi ile kirletici metalin buharlarının ark yoluna geçmesine neden olmaktadır.
Böyle bir durum karşısında yapılabilecek iki şey vardır; elektrodun ucunu kırıp yeniden
şekillendirip kullanmak veya bir bakır parça üzerinde, yüksek akım şiddeti ile bir ark oluşturup, kirletici metal buharlaşıp yok oluncaya kadar arkı devam ettirmek. Bu
şekilde yapılan temizleme işleminde tek değerlendirme yöntemi arkı izlemektir, ark
stabilitesini kazandığı an temizleme işlemi tamamlanmış demektir. Kirlenmiş elektrodun uç kısmının kırılıp yeniden şekillendirilmesinin gerekli olduğu hallerde, kırma iki pense kullanarak elektrodun uç kısmından en fazla 10-12 mm kadarlık kısımda yapılmalıdır; zira bu bölge gevrekleşmiştir kırılabilir, elektrodun diğer kısımlarından kırmaya zorlandığında eğilir ve düzeltmek çok zor bir iştir.
2.7. Alaşımlı Tungsten TIG Kaynak Elektrodları
Bileşiminde % 1-2 toryum oksit (ThO2) içeren tungsten elektrodlar saf tungsten elektrodlara göre daha yüksek bir akım yüklenme kapasitesine, iyi bir elektron yayınımına, daha uzun bir kullanma ömrüne, kirlenme oksitlenmeye karşı daha büyük bir dirence, daha kolay bir tutuşma ve daha kararlı bir ark oluşturma özeliğine sahiptirler. Toryum-Oksit miktarının % 4'de kadar yükselmesi ile ark karakteristikleri daha da iyi bir duruma gelir.
Toryum-Oksit ile alaşımlanmış tungsten elektrodlar da, saf tungsten elektrodlar gibi sinterleme ile üretilir. Tungsten tozları ve toryum oksit tozları belirli bir oranda karıştırıldıktan sonra preslenerek şekil verilir ve pişirilerek elektrod elde edilir. Toryum- Oksit alaşımlı tungsten elektrodlar, normal akım yüklenme kapasitelerinde erime göstermezler, aşırı bir akım ile yüklendiklerinde, saf tungsten elektrod halinde olduğu gibi erimiş tungsten damla halinde kaynak banyosuna geçmez, burada sadece elektrodda hızlı bir boy kısalması görülür. Bu olay alaşımlı elektrod halinde aynı elektron emisyonu yoğunluğunda sıcaklığın saf tungsten elektroddan daha düşük olmasından kaynaklanmaktadır.
Ark ateşleyicisi olarak yüksek frekans akım generatörü kullanıldığı hallerde, bu elektrodlar ile, değdirme yöntemi halinde uygulanan gerilimden çok daha düşük bir gerilimde ve daha uzun bir ark boyunda ark ateşlemesi gerçekleştirilebilir. Bu konu özellikle yüzey kalitesinin önemli olduğu haller için bir üstünlüktür.
Bu tür elektrodlar ile değdirerek ark ateşlemesini yapılması halinde de saf tungsten elektrodlar halinde görülen kıvılcım sıçraması ve çakma görülmez; bu biçimde ark ateşlemesi için bu tür elektrodlar halinde en iyi sonuç yüksek bir boşta çalışma gerilimi ve koruyucu gaz olarak ta argon kullanıldığı zaman alınmaktadır. Bu tür ark ateşlemeye, kaynatılan metal türünün de etkisi vardır, örneğin paslanmaz çelik bu tür ark ateşlemesine alüminyumdan daha yatkındır.
Akım yüklenme kapasitesi açısından, alternatif akım halinde artan toryum oksit içeriğine bağlı olarak bu tür elektrodlar saf tungsten elektrodlara nazaran % 50'ye kadar varan bir fazlalık gösterirler, özellikle koruyucu gaz olarak helyum kullanılması halinde oldukça yüksek akım yüklenme kapasitelerine çıkılabilmektedir.
Toryum oksit alaşımlı elektrodlar ile yapılan kaynak dikişinin nüfuziyetinin derinliği, aynı akım şiddeti ve aynı ark boyu halinde saf tungsten elektrod ile yapılan kaynak dikişininkinden daha azdır, zira bu elektrodlarda ark gerilimi 3-5 Volt daha düşük olmaktadır. Uygulamada bu elektrodlar ile daha yüksek akım şiddeti ile çalışıldığından bu olayın farkına varılmaz.
Toryum oksit alaşımlı tungsten elektrodlar ile paslanmaz çeliklerin kaynağı halinde yatay oluk pozisyonunda elektrod ucunun kaynak banyosuna değmesi bir sorun oluşturmaz, elektrod veya banyo bu olaydan etkilenmez, buna karşın dik veya tavan kaynağı halinde bu olay elektroda banyodan bir miktar kaynak metali sıvaşmasına neden olur ve bu da elektrodu deforme eder, bu durumda elektrod ucunun uygun bir noktadan kırılarak yeniden şekillendirilmesi gerekir.
Elektrod ucunun sivriltilerek daha yoğun ve sert bir ark oluşturulabilir ve bu da özellikle derin kaynak ağzı hazırlanmış boru birleştirmelerinde büyük bir kolaylık sağlar.
Düşük akım şiddeti ile otomatik kaynak uygulamalarında saf tungsten elektrodlar toryum oksitli elektrodlara tercih edilir, zira uzun süre kullanma sonucu elektrodun ucunda bazı bölgelerde toryum segregasyonu oluşur ve ark bu noktalara doğru kayarak
stabilitesini yitirir.
Bileşimlerinde zirkonyum oksit (ZrO2) içeren elektrodların özelikleri saf tungsten elektrod ile toryum oksitli elektrodların özellikleri arasındadır. Alternatif akım ile kullanılmaları halinde saf tungsten elektrodların ark stabilitesini, toryum oksitli elektrodların akım yüklenme kapasitesi ile kolay ark tutuşturma özelliğini gösterirler. Bu elektrodlar zirkonyum oksit içeriğine göre kahverengi ve beyaz renk ile işaretlenmişlerdir.
1980'li yılların başlarından itibaren özellikle ABD'de Seryum oksit (CeO2) içeren elektrodlar endüstride, toryum oksitli elektrodların bir alternatifi olarak kullanılmaya başlanmıştır.
Çizgili tungsten elektrodlar diye adlandırılan bu elektrodların gövdeleri saf tungstenden yapılmış ve gövde üzerinde bulunan çizgi şeklindeki kanalcıklar ise toryum oksit ile doldurularak saf tungsten elektrodun alternatif akım ile kullanma halindeki ark stabilitesi ile toryum oksit alaşımlı elektrodların akım yüklenme kapasitesi ve arkın kolay tutuşma özeliği bir arada sağlanmıştır.
Son yıllarda geliştirilmiş olan ve ülkemizde pek tanınmayan çizgili elektrodlarda, seryum elektrodun tüm kesidinde üniform olarak dağılmamış, elektrod üzerine çizgi gibi görünen açılmış kanalcıklar içine doldurulmuştur. Bu tür elektrodların uygulamada sağladığı üstünlük ve kolaylıklar şu şekilde sıralanabilir:
• Yüksek akım şiddetlerinde daha küçük çaplı elektrod ile çalışabilme olanağı sağlarlar,
• İyi bir ark stabilitesi sağladıklarından, daha üniform kaynak dikişleri elde edilir, • Düşük bir akım direncine ve yüksek bir sıcaklık dayanımına sahip olmaları
nedeni ile yüksek bir akım ile yüklenebilme kapasitesine sahiptirler,
• Kaynak sırasında, elektrodun uç kısmında çok dengeli bir sıvı tungsten damlacığı oluşur ve elektroddan kaynak dikişine damlama ve sıçrama görülmez, kaynak metalinin tungsten ile kirlenmesi olayı ile karşılaşılmaz,
• Bu elektrodlar ile arkın tutuşması daha kolay bir biçimde gerçekleşir ve kaynak sırasında ark gerilimi değişme göstermez,
elektrodlardan daha iyi bir performansa sahiptirler,
• Alüminyumun kaynağında, elektrod kaynak banyosuna veya ek dolgu metaline değme sonucu kirlenme göstermez.
TIG Yönteminde kullanılan elektrodların yüzeyleri taşlanarak veya kimyasal olarak temizlenmiş olarak piyasaya sunulur. Taşlama sonucu elde edilen yüzey düzgünlüğü nedeni ile bu elektrodların akım yüklenebilme kapasiteleri daha yüksektir, zira elektrod tutucusu ile çok iyi temas etmeleri sonucu arayüzey direnci azalarak temas bölgesinde oluşan sıcaklık yükselmesi daha düşük düzeyde kalmaktadır. Herhangi bir tür TIG elektrodu, yüzeyi taşlanarak veya kimyasal yöntem ile temizlenmiş olsun daima açık parlak bir renktedir, kullanma sonucu matlaşması renk değiştirmesi onun oksitlendiğini gösterir, oksitlenme sonucu elektrod sarfiyatı artar, ark stabilitesini yitirir ve kaynak dikişinin kalitesi bozulur.
TIG kaynak elektrodları kullanılmadıkları zaman temiz bir kutuya konmalı yağ ve kirden korunmalıdır. Yüzeyinde çukurcuk, çizik, enklüzyon ve çatlak bulunan elektrodlar kullanılmamalıdır.
2.8. Elektrod Tutucuları
Elektrod tutucuları, TIG kaynak yönteminde elektrodu torca bağlayan ve aynı zamanda da elektroda kaynak akımını ileten bir parçadır. Bunlar genellikle bakırdan yapılır ve iç delikleri kullanılan elektrodun çapına uygun olarak hassas bir şekilde işlenmiştir. Otomatik kaynak uygulamalarında sıcaklığa dayanıklı olabilmeleri açısından nikel-krom alaşımları da kullanılmaktadır.
Elektrod tutucular yarıklı veya sürmeli türde üretilmektedir ve elektrod ile temas eden iç kısmı elektrod ile tam teması sağlayacak bir yüzey düzgünlüğüne sahiptir dış kısmı da elektrod tutucu yüzüğü diye adlandırılan parçanın iç kısmına yerleştiğinden hassas bir şekilde işlenmiştir. Elektrod tutucularının her kullanımdan önce özellikle iç kısımları kontrol edilmeli, kir, yağ artıkları temizlenmeli, iç kısmı derin bir biçimde çizilmiş veya tungsten elektrodun uygun çapta olmaması nedeni ile ark oluşması sonucu içinde kraterler oluşmuşlar kullanılmamalıdır.
Elektrod tutucuları, eski deyim ile tutucu hamili genelde diffüzör diye adlandırılan bakırdan yapılmış ve koruyucu gaz kanallarına sahip bir parçanın içine yerleştirilir;
elektrik akımı bu parçadan memeye geçtiğinden ve bu parça sayesinde tutucu tungsten elektrodu sıkıca kavrayabildiğinden bu geçmenin de toleransları ve işleme hassasiyeti önemlidir. Bu parça üst ucundan direkt olarak üzerindeki dişler ile veya bir somun yardımı ile torç gövdesine bağlanır; alt ucuna ise gaz nozulu takılır.
2.9. Torç Bağlantı Paketi
TIG kaynak donanımların büyük bir kısmında, torç kaynak akım üretecine, içinde akım kablosunu, koruyucu gaz hortumunu, kumanda kablolarını ve gerektiğinde de soğutma suyu geliş ve gidiş hortumlarını bir arada tutan, torç bağlantı paketi diye adlandırılan bir metal spiral takviyeli kalın bir hortum ile bağlanmıştır. Burada saf bakırdan yapılmış olan akım kablosu makina veya torcun en üst akım değerini taşıyabilecek bir kesite sahiptir. Bu kesiti mümkün olduğu kadar ufaltabilmek amacı ile su soğutmanın var olduğu hallerde akım kablosu su hortumu içinden geçirilerek ısınmaması sağlanır. Koruyucu gaz olarak helyum'un kullanılması halinde, kauçuk helyumun diffüzyonuna mani olamadığından özel bir plastikten imal edilirler.
2.10. Koruyucu Gaz Donanımı
TIG kaynak yönteminde koruyucu gaz olarak sadece asal gazlar kullanılmaktadır, bu yöntemde koruyucu gaz içinde az miktarda dahi aktif bir gazın varlığına müsaade edilemez, zira kaynak sırasında kızgın durumda bulunan tungsten elektrod bu olaydan etkilenir. Koruyucu gaz basınçlı tüplerden veya stasyoner bir büyük basınçlı kaptan borular yardımı ile dağıtılarak kullanım alanına sevkedilir. Ülkemizde TIG kaynağı için gerekli gaz basınçlı tüplerden sağlanır, işletme içi merkezi gaz dağıtım
şebekeleri henüz uygulama alanı bulamamıştır.
Burada kullanılan gaz tüpleri oksijen veya diğer basınçlı gaz tüpleri gibi çelikten imal edilmişlerdir. Ülkemizde asal gaz tüpü olarak da 40 litrelik ve 150 Atü'lük tüpler kullanılmaktadır, bunlar TS 1519 ve DIN 4664'te tanımlanmışlar ve gri renge boyanmışlardır. Bu tüpler içinde gaz basınç altında bulunduğu için bunlar basınçlı kaplar sınıfına girerler ve oksi gaz kaynağında etraflıca açıklanmış olan tüplerin bakımı ve kullanılması sırasında dikkat edilmesi gerekli hususlara aynen uymak zorunludur. Gelişmiş Batı Ülkelerinde tüp doldurmaya gönderilir iken içinde 1 Atü basıncında gaz kaldığı zaman tüpün vanası kapatılır ve bu halde doldurmaya gönderilir ve tüp ventili açık tutulmadığı için hava tüpe giremez ve doldurulan gaz daha saf olur; aksi halde
tüpün içindeki hava emilmeden yapılan doldurmalarda tüp hacmi kadar hava argona karışmış olur bu da % 0.75'lik bir safiyetsizliğe karşı gelir. Bu kadar bir safiyetsizlik örneğin titanyumun kaynağında hemen kendini belli eder ve kaynak kalitesi bozulur. Basınç altındaki gazın basıncını ve debisini ayarlayıp kaynak bölgesine sevkedebilmek için aynen oksijen tüplerine takılana benzeyen bir basınç ayar tertibatı tüpün üzerine takılır. Bu tertibatın üzerindeki manometrelerden tüpe yakın olanı tüpteki gaz basıncını ikincisi ise litre/dakika olarak gaz debisini gösterir. Bazı hallerde gaz debisi flowmetre denilen bir konik cam tüp içinde hareketli bir bilya bulunan tertibat ile de yapılır.
Gaz tüplerine takılan basınç ayar ventilleri sadece belirli bir gaz içindir ve bunlar dizayn edildikleri gaz için kullanılmalıdır.
Kaynak sırasında tüp başlangıçta bir kez vanasından açılır, gaz debi ayarı yapılır bundan sonra çalışma sırasında verilen aralarda, ark sönünce gaz akımı da makinede bulunan selenoid ventil tarafından kesilir.
2.11. Koruyucu Gazlar
TIG kaynak yönteminde koruyucu gaz kullanmanın tek amacı kaynak sırasında, kaynak banyosunu ve erimeyen tungsten elektrodu havanın olumsuz etkilerinden korumaktır. TIG kaynak yönteminde kullanılan koruyucu gazlar, Helyum ve argon veya bunların karışımı gibi asal gazlar olup, kimyasal bakımdan nötr karakterde, kokusuz ve renksiz monoatomik gazlardır. Kaynak sırasında koruyucu gazlar kaynak bölgesine bir ısı katkısında bulunmasalar da, ısı girdisini bir dereceye kadar etkilerler. TIG kaynak yönteminde koruyucu gaz olarak kullanılan asal gazlar veya bunların karışımı kaynak sırasında kızgın durumda bulunan tungsten elektrod ve erimiş kaynak banyosu ile bir reaksiyon oluşturmazlar, kaynak metalinin kalitesine olumsuz bir etkide bulunmamalarına karşın, kaynak hızına ve kaynaklı bağlantının kalitesine önemli etkide bulunurlar.
Argon ve helyumun kaynak karakteristiklerinin farklılığı bu gazlar ile yapılan uygulamalarda, bazı metal ve alaşımlar için biri diğerine nazaran daha iyi sonuçlar vermektedir. Argon satış fiyatının daha ucuz olması ve kolay tedarik edilebilmesinin de etkisi ile TIG yönteminde en çok kullanılan gazdır. Tarihsel süreç
içinde bu yöntemin ilk uygulamalarında ABD’de helyum kullanılmış ve yöntem Heliark adı ile anılmıştır. ABD'nin doğal gazdan yeterli miktarda helyum elde edebilmesine karşın, Avrupa’da helyumun yokluğu havadan ayrıştırma ile elde edilen argonun bu yöntemde kullanılmasına neden olmuş ve yönteme de Argonark adı verilmiştir. Helyum doğada hidrojenden sonra en hafif gaz olup, özgül ağırlığı 0,179 kg/m3 olup havadan yaklaşık 7 kat daha hafiftir; argonun özgül ağırlığı ise 1,784 kg/m3 tür ve havadan 1,4 kere daha ağırdır. Bu farklılık her iki gazın kaynakta kullanımında gaz sarfiyatını etkilemektedir, tavan kaynak pozisyonu haricinde, kaynak işlemende aynı korumayı gerçekleştirebilmek için daha fazla helyuma gerek vardır. Ayrıca kapalı yerlerde yapılan kaynak işlerinde, örneği bir kazan veya basınçlı kap içinde, havadan ağır olan argonun yere çökmesine karşın, helyum üst kısımlarda biriktiğinden gerekli önlemin alınmadığı hallerde kaynakçının boğulmasına neden olabilmektedir. Aynı akım şiddetinde helyum atmosferi içinde oluşan ark, argon atmosferinde oluşandan daha yüksek bir ark gerilimine sahiptir bu da kaynak ısı girdisini ve dolayısı ile de nüfuziyeti arttırmaktadır. Bu olay özellikle ince kesitli parçalarda argonun, kalın kesitli ve ısı iletkenliği yüksek olan malzemelerin kaynağı ile otomatik kaynak uygulamalarında helyumun tercih edilmesine neden olmaktadır.
Argon atmosferinde oluşturulan kaynak arkı, helyuma nazaran daha yumuşak ve daha sakindir, arkın sakinliği ve ısı girdisinin da kaynakçıyı rahatsız etmeyecek mertebede olmasından ötürü manuel kaynak uygulamalarında argon gazı tercih edilir.
Tablo 2.3. Argon ve Helyum gazlarının TIG yönteminde davranışlarının karşılaştırılması
Argon Helyum
Düşük ark gerilimi sonucu ısı girdisinin azalması, 1.5 mm'den ince parçaların el ile kaynağında büyük bir üstünlük sağlar.
Alüminyum ve alaşımları gibi yüzeyleri refrakter bir oksit tabakası ile kaplı malzemelerin kaynağında temizleme etkisi daha şiddetlidir. Arkın tutuşması daha kolaydır. Ark daha sakin ve daha stabil yanar.
Havadan ağır olması nedeni ile daha az koruyucu gaz ile daha etkin bir koruma sağlar. Dik ve tavan kaynaklarında, gaz sarfiyatının fazla olmasına karşın, ısı girdisinin azlığı sonucu oluşan, daha ufak kaynak banyosuna kaynakçının kolaylıkla hakim olabilmesine olanak sağlar.
Otomatik kaynak işlerinde hızın yükselmesi, gözenek oluşumuna neden olur.
Farklı metallerin kaynağında daha iyi sonuçlar alınır.
Yüksek ark gerimi sonucu oluşan daha sıcak ark, ısı iletkenliği yüksek malzemeler ile kalın parçaların kaynağında daha üstün sonuçlar verir.
Yüksek ısı girdisi ve yüksek kaynak hızı daha dar bir ITAB oluşturur ve bunun sonucu kaynak bağlantısının mekanik özelikleri iyileşir ve çarpılması ve kendini çekmeler azalır.
Havadan çok daha hafif olması sonucu koruyucu gaz sarfiyatı yüksektir ve torcun memesinden çıkan gaz akımı hava hareketlerine hassastır.
Otomatik kaynak işlemlerinde yüksek kaynak hızlarında karşılaşılan gözenek ve yanma çentikleri oluşumu kontrol altına alınabilir.
Paslanmaz çelik, inkonel ve monelin kaynağında bazı hallerde gözeneğe mani olmak için Ar-He karışımları kullanılabilir. Bu gaz karışımı hidrojenin olumsuz metalürjik etkileri bulunan çeliklerde hiç bir zaman kullanılmamalıdır. Koruyu gaz içinde hidrojenin varlığı ark gerilimini yükseltmekte ve kaynak banyosu daha akıcı yapmakta ve sıvı kaynak metalinin ıslatma kabiliyetini yükseltmektedir. ABD'de özellikle ince paslanmaz çelik boruların üretiminde tercih edilen bu karışım gazın iki ayrı bileşimi % 15 He - % 85 Ar ve % 5 He - % 95 Ar bu alanda oldukça yaygın bir uygulamaya sahiptir.
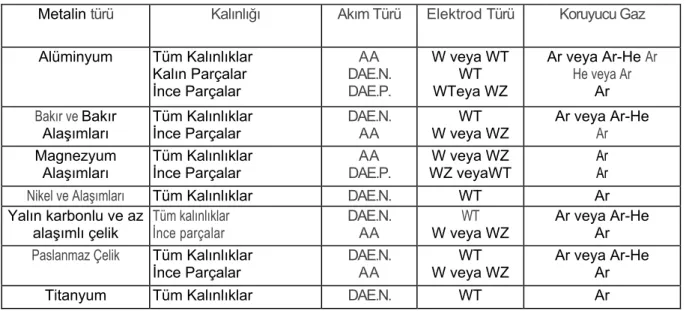
Tablo 2.4. Çeşitli metallerin TIG kaynağı için önerilen koruyucu gazlar ve elektrodlar
Metalin türü Kalınlığı Akım Türü Elektrod Türü Koruyucu Gaz Alüminyum Tüm Kalınlıklar
Kalın Parçalar İnce Parçalar AA DAE.N. DAE.P. W veya WT WT WTeya WZ Ar veya Ar-He Ar He veya Ar Ar Bakır ve Bakır
Alaşımları Tüm Kalİnce Parçalar ınlıklar DAE.N. AA W veya WZ WT Ar veya Ar-He Ar Magnezyum Alaşımları Tüm Kalınlıklar İnce Parçalar AA DAE.P. W veya WZ WZ veyaWT Ar Ar Nikel ve Alaşımları Tüm Kalınlıklar DAE.N. WT Ar Yalın karbonlu ve az alaşımlı çelik Tüm kalınlıklar İnce parçalar DAE.N. AA WT W veya WZ Ar veya Ar-He Ar Paslanmaz Çelik Tüm Kalınlıklar
İnce Parçalar DAE.N. AA W veya WZ WT Ar veya Ar-He Ar
Titanyum Tüm Kalınlıklar DAE.N. WT Ar
Bazı özel hallerde, bakır ve alaşımlarının TIG kaynağında Azot'ta yüksek ark gerilimi ve yüksek akım şiddetinin gerekli olduğu hallerde koruyucu gaz olarak kullanılmaktadır. Bu uygulamada azot asal bir gaz olmadığından elektrod kirlenmesini azaltmak amacı ile yüksek miktarda toryum oksit içeren elektrodlar kullanılmak zorundadır.
2.12. TIG Kaynak Yönteminde Kullanılan Akım Üreteçleri
Tüm ark kaynak yöntemlerinde, kaliteli bir kaynak dikişi eldesi ancak kararlı bir ark gerçekleşebildiğinden, akım üretecinin seçimine özen göstermek gereklidir. TIG kaynak yönteminde, arkın kararlılığı, kutuplama ve akım türü diğer ark kaynak yöntemlerinden daha etkin bir biçimde kaynak dikişinin kalitesini etkilediğinden bu konuda daha büyük özen göstermek gereklidir.
TIG kaynak yöntemi için geliştirilmiş çeşitli tür ve büyüklüklerde akım üreteçleri piyasada mevcuttur; bunların şantiyelerde kullanılan türleri bir içten yanmalı motor ile tahrik edilirler; fabrika ve atölyelerde kullanılan türleri ise şebekeden beslenirler. Bunların giriş
voltajı şebeke geriliminde olabildiği gibi özel durumlar için değişik giriş geriliminde üretilmiş akım üreteçleri de vardır.
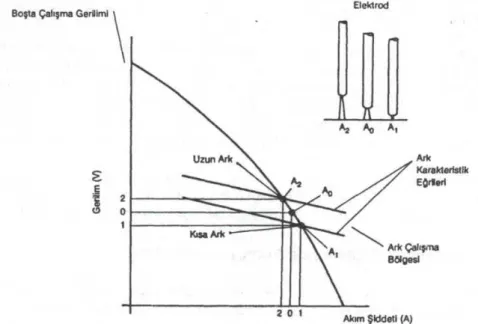
TIG yönteminde kullanılan kaynak akım üreteçleri, örtülü elektrot ile ark kaynağında kullanılan türdekiler gibi sabit akım, diğer bir tanım ile düşen karakteristikli akım üreteçleridir. Sabit akımlı kaynak akım üreteçleri düşen tip voltamper
karakteristiğine sahiptirler ve bu sayede, ark boyu değiştiği zaman akım sabit kalabilmektedir. Eğimi fazla olan bir volt-amper eğrisinde kaynak çalışma aralığında ark voltajındaki değişmelere bağlı olarak akımdaki değişmeler oldukça küçüktür. Sabit akımlı kaynak akım üreteçlerine ait tipik bir volt-amper eğrisi Şekil 2.5'de görülmektedir.
Şekil 2.5. Bir kaynak akım üretecine ait düşen tür volt-amper karakteristiği
TIG kaynak yöntemi akım üreteçlerinden, generatör ve alternatörler daima bir kuvvet makinası tarafından tahrik edilirler. Güç elektroniği günümüz düzeyine erişmeden önce, fabrika veya atölye içinde kullanılan TIG akim üreteçleri de bir elektrik motoru tarafından tahrik edilirlerdi; artık günümüzde bu türün üretimi yoktur; şantiye ve arazi çalışmalarında, şebeke akımının bulunmadığı hallerde bunlar içten yanmalı motorlar (benzin veya dizel) tarafından tahrik edilirler. Bu tür üreteçler örtülü elektrot ile ark kaynağı için kullanılanların aynısıdır.
TIG kaynak yönteminde, kaynatılan malzemenin türüne göre hem alternatif akım hem de doğru akım kullanıldığından, modern akım üreteçleri her iki tür akımı da gerektiğinde sağlayabilecek türde dizayn edilmişlerdir, iyi bir kaynak akım üreteci hem alternatif hem de doğru akım sağladığında, kaynak akımını sabit tutabilmen ve ayrıca doğru akımda tutuşmayı, alternatif akımda ise arkın sürekliliğini sağlamak için bir yüksek frekans generatörüne sahip olmalıdır. Son yıllarda birçok uygulamada bu konuda darbeli akım da kullanılmaktadır
redressör türleri generatör ve alternatörlere nazaran çok daha yaygın bir kullanma alanına sahiptir. Redressörler, akımı kaynak gerilimine ayarlayan bir transformatör ve bu akımı doğrultan bir redressörden oluşmuşlardır, bu neden ile hem doğru akım hem de alternatif akım üreten bu tür üreteçler ile her tür metal ve alaşımın kaynağını yapmak mümkün olabilmektedir. Cihaz üzerindeki bir şalter yardımı ile kaynak akımı ister transformatör çıkışından, istenir ise de redressör çıkışından alınabilir; redressör çıkışından akım çekme halinde, bir başka şalter yardımı ile düz kutuplama (torç negatif kutupta) veya ters kutuplama (torç pozitif kutupta) bağlantılarından bir tanesi seçilebilir; bu seçimi kaynakçı kaynak yapacağı metal ve alaşımın türüne göre belirler.
Günümüzde gelişmiş TIG kaynak redressörleri bir de darbeli akım üretecek biçimde dizayn edilmişlerdir. Darbeli akım doğru akımın şiddetinin iki sınır değer arsında öngörülen frekansta değişmesidir. Bu şekilde akımın üst sınır değerinin nüfuziyeti ele edilebilmekte ve aynı zamanda ortalama akım şiddetinin ısı girdisi parçaya uygulanmaktadır bu bakımdan daha çok D.A.E.N. ile çalışmada tercih edilen darbeli akım pozisyon kaynaklarında çok iyi sonuçlar vermektedir.
Son yıllarda inverterler TIG kaynak yönteminde yaygın bir uygulama alanı bulmuştur; bu akım üreteçleri daha hafif olukları gibi daha stabil bîr ark oluşturduklarından pek çok kullanıcı tarafından tercih edilmektedirler.
2.13. TIG Kaynak Yönteminde Arkın Tutuşturulması
TIG kaynak yönteminde kaynağa başlar iken arkın tutuşturulması önemli konulardan bir tanesidir, bu konuda uygulanan yöntemler şunlardır
2.13.1. Elektrodu
de
ğ
direrek tutu
ş
turma
Sadece doğru akım ile çalışmada uygulanan bu tutuşturma yönteminde kaynak makinesi çalıştırılıp koruyucu gaz akımı başladıktan sonra torç elektrod iş parçasına değinceye kadar yaklaştırılır ve değmeden hemen sonra hafifçe geri çekilerek ark oluşturulur. Bu yöntemin en önemi üstünlüğü basitliği ve kaynak akım üretecinde ek donanımlara gerek yoktur. Bu değdirme sonucu elektrod iş parçası ile temas ettiğinden özellikle saf tungsten elektrodlarda elektrod ucunun kirlenmesi ve elektroddan da iş
2.13.2. Yüksek frekans ak
ı
m
ı
ile ark
ı
n tutu
ş
turulmas
ı
Yüksek frekans ile tutuşturma gerek doğru akım ve gerekse de alternatif akım uygulamalarında kullanılır. Bu sitemde yüksek gerilim ve yüksek frekansta çalışan bir küçük üreteç seri halde kaynak akım devresinde yer alır. Yüksek gerilim elektrod parçaya birkaç mm kadar yaklaştırılınca yüksek gerilim arkı oluşturur ve bu ark elektrod ile iş parçası arasındaki gazı iyonize eder ve hemen kaynak arkı oluşur. Doğru akım ile çalışmada bu yüksek gerilim arkına sadece arkın tutuşturulması anında gereksinim vardır, alternatif akım halinde ise bu ark kaynak süresince sürekli olarak devrede kalır. Yüksek frekans genaratörünün yayınladığı dalgalar civardaki radyo, bilgisayar gibi elektronik cihazların çalışmalarını etkiler; batı ülkelerinde bu konuda uyulması gerekli nizamnameler vardır ve kaynak akım üreteci dizaynında burada öngörülmüş olan koşullara uyulur.
2.13.3. Yüksek gerilim darbesi ile ark
ı
n tutu
ş
turulmas
ı
Elektrod iş parçasına yaklaştırıldığında bir yüksek gerilim akım darbesi elektrod ile iş
parçası arasındaki gazı iyonize ederek kaynak arkının oluşmasını sağlar. Bu yöntem genellikle doğru akım ile kaynak yapan otomatik TIG kaynak donanımlarında kullanılır.
2.14. TIG Kaynak Yönteminde Kaynak Ağızlarının Hazırlanması
TIG kaynak yöntemi, bir eritme kaynak yöntemi olduğundan, kaynak işlemi öncesi muhakkak bir kaynak ağzı hazırlamak gereklidir. TIG kaynak yönteminde uygulanan kaynak ağızları diğer eritme kaynak yöntemleri için hazırlanan ağızlardan biçim olarak farklılık göstermese de boyut olarak bazı farklılıklar gösterir. TIG kaynağında uygulanan kaynak ağızları TS 3473 te ve daha ayrıntılı olarak ta DIN 8551 Teil 1 ve DIN 8552 Blatt 1 ve Blatt 3'te açıklanmıştır.
Bu yöntemde kaynak metali uygulanan akımın şiddetine bağlı olmayıp da dışarıdan ark bölgesine sokulduğu için daha çok kıvrık alın, köşe, dik alın, üçlü alın ve küt alın birleştirmeler mümkün olan her yerde tercih edilerek bağlantı ek kaynak metali kullanmadan gerçekleştirilir. Küt alın birleştirmede kaynak tek taraftan, mümkün mertebe az kök aralığı bırakılarak çelik malzeme halinde 3-4 mm, alüminyum halinde 5 mm kalınlıklara kadar uygulanır. İki taraftan uygulanan I küt alın birleştirmede kalınlık 8 mm' ye kadar çıkabilir. Alüminyum bakır gibi, ısı iletim katsayıları yüksek
malzemelerde, küt alın kaynak ağzı ile birleştirmeler, dik pozisyonda iki taraftan aynı anda kaynak uygulanarak gerçekleştirilir ve bu şekilde ısı yoğunluğu arttırıldığı için daha az çarpılma ile karşılaşılır.
8 mm ve daha kalın parçaların tek taraftan birleştirilmesinde V ağzı tercih edilir, yalnız burada kök alın yüksekliği diğer eritme kaynak yöntemlerine göre daha yüksek alınır. Çelik halinde kök alın yüksekliği parça kalınlığına göre 0-4 mm, ağız açısı 60°, Alüminyum halinde kök alın yüksekliği 0-3 mm, ağız açısı 70° olarak seçilir.
Kalın parçalar halinde U ağzı TIG kaynak yönteminde uygulanır; yalnız TIG yöntemi kalın parçaların kaynağı için ekonomik olmadığından bu tür parçalarda kök paso TIG ile dolgu pasoları diğer uygun bir yöntem ile yapılır.
Kaynak ağızlarının hazırlanmasında çelikler halinde oksijen ile kesme, paslanmaz çelik ve alüminyum halinde ise plazma kullanılabilir. Küt alın kaynak birleştirmesi halinde ince parçalar mekanik olarak giyotin ile de kesilebilir. Doğal olarak gerektiğinde kaynak ağızları takım tezgahları veya taşlama yardımı ile hazırlanabilir. Yalnız Alüminyum ve alaşımları halinde bağlayıcısı plastik olan taşlar kullanıldığında kaynak dikişinde gözenek görülür. TIG kaynak yönteminde kaynak ağızlarının kirlenmemesine ve kaynak öncesi temiz olmasına özel bir dikkat gösterilmelidir.
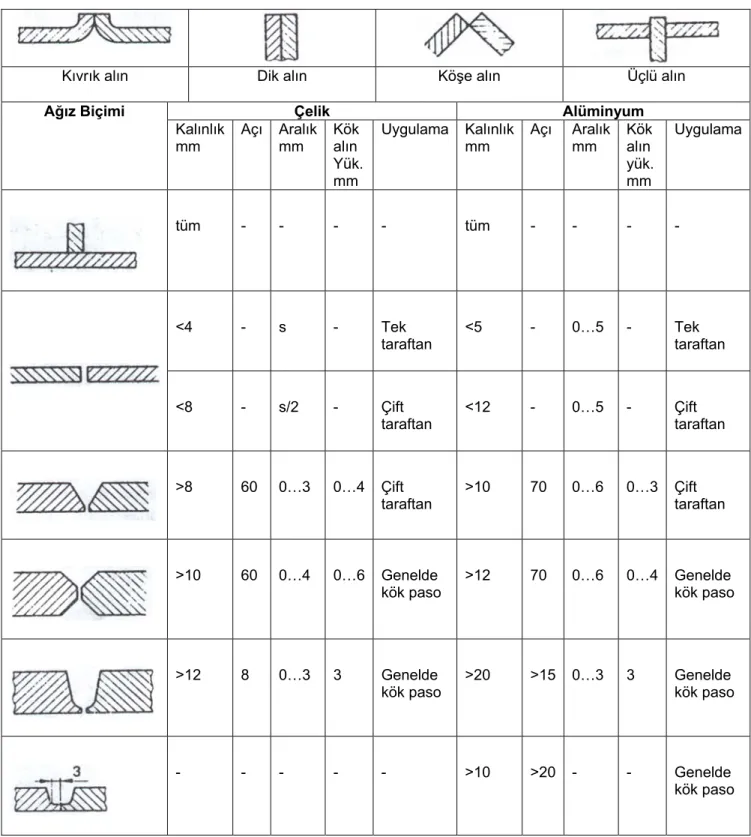
Kıvrık alın Dik alın Köşe alın Üçlü alın Çelik Alüminyum Ağız Biçimi Kalınlık mm Açı Aralmm ık Kök alın Yük. mm Uygulama Kalınlık mm Açı Aralmm ık Kök alın yük. mm Uygulama tüm - - - - tüm - - - - <4 - s - Tek
taraftan <5 - 0…5 - Tek taraftan
<8 - s/2 - Çift
taraftan <12 - 0…5 - Çift taraftan
>8 60 0…3 0…4 Çift
taraftan >10 70 0…6 0…3 Çift taraftan
>10 60 0…4 0…6 Genelde
kök paso >12 70 0…6 0…4 Genelde kök paso
>12 8 0…3 3 Genelde
kök paso >20 >15 0…3 3 Genelde kök paso
- - - - - >10 >20 - - Genelde
kök paso
Şekil 2.6. TIG yönteminde uygulanan kaynak ağız ve kıvrık alın birleştirme türleri
2.15. TIG Kaynak Yöntemi için Kaynak Dolgu Metali (Tel ve Çubuk Elektrodlar) TIG kaynak yönteminde gerekli olan kaynak dolgu metali el ile yapılan kaynakta tel çubuk halinde kaynakçı tarafından otomatik tel besleyici sistemlerde ise tel halinde
sistemin tel sürme tertibatı tartından kaynak bölgesine sokulur. Burada kaynak metalinin ark tarafından taşınımı söz konusu değildir ve ark asal bir gaz atmosferi altında oluşturulmuştur. Bu bakımdan özellikle alaşım ve dezoksidasyon elementlerinin büyük çapta yanması diye bir olay söz konusu değildir ve kayıplar gözönüne alınamayacak derecede azdır. Her tür metal ve alaşımın kaynağına uygulanabilen TIG yöntemi için her tür metal ve alaşım için çok geniş bir spektrumu kapsayan kaynak telleri üretilmiştir. Bunlar bileşim olarak, MIG kaynak yönteminin de uygulanabildiği metal ve alaşımlarda aynı bileşimdedirler; sert dolgu telleri ile MIG yönteminin uygulanamadığı alaşımlarda farklılık gösteririler. Bu yöntemde kullanılan koruyucu gazın pahalılığı ve işlemin büyük çapta el ile yapılması kolay kaynatılabilen yalın karbonlu ve az alaşımlı çeliklerin kaynağı için bir engel oluşturur; buna rağmen 50 mm'den düşük çaplı tesisat ve doğalgaz borularının kaynağında ve birçok halde daha kalın çaplı boruların ve payplaynların kök pasolarında vazgeçilemez yöntemlerden bir tanesidir.
TIG Yöntemine kullanılan kaynak alaşımları döküm ile elde edilmiş sert dolgu metalleri dışındakiler çekilerek üretilmiş 1 metre boyunda çeşitli çaplarda tellerdir. Bunların çapları DIN 8556 ya göre 1, 1.2, 1.6, 2, 2.4, 3, 3.2, 4 ve 5 mm’ dir çap toleransları ise 4 mm.'ye kadar ±0.10 mm, 5 mm. için ise ±0.15 mm.dir. Otomatik ve tel sürme tertibatlı sistemlerde kaynak telleri aynen MIG kaynak yönteminde kullanılanlar gibi kangal halinde pazara sunulurlar.
Tel çubuk halindeki kaynak metallerinden kalın çaplı olanların üzerine damgalama yöntemi ile, ince çaplılara ise özel bir etiket yapıştırılarak, telin standard işareti belirtilmek zorunludur, aksi halde ambalajından çıkartılan telleri birbirlerinden ayırt etmek mümkün değildir.
Kaynak metali seçiminde bu yöntemde en önemli kriter esas metal ile kimyasal bileşim bakımdan uygunluktur, kaynak dikişinin kalitesine ve bileşimine dolgu metalinin etkisi daha şiddetli olduğundan endüstride kullanılan norm bileşimdeki metal ve alaşımlar için dahi burada kimyasal bileşim daha dar aralıklarda değişmeye izin verilir. Bunun yanısıra çekme ve darbe zorlamalarına dayanıklık, elektrik iletkenliği, korozyon direnci ve kaynak dikişinin görünüşü de önemli kriterlerdir.
Kaynak teli üreticileri bunları yüzeyleri gayet temiz olarak kutu veya özel ambalajlarda pazara sunarlar, bunların işletmelerde uygun olmayan koşullarda
depolanması özeliklerinin bozulmasına neden olur. Nemli yerlerde depolanan bazı tür tellerin yüzeylerinde oksit tabakası oluşabilir, yağlı el ile tutulan veya yağlı gresli maddeler ile temas eden teller ile açıkta ambalajı açılmış olarak depolanan tellerin yüzeyinde gerek rutubetin ve gerekse de ortamdaki tozların çökelmesi sonucu kir tabakası oluşur bütün bunlar kaynak sırasında banyoya geçerek bağlantının beklenen kalitede olmamasına neden olurlar.
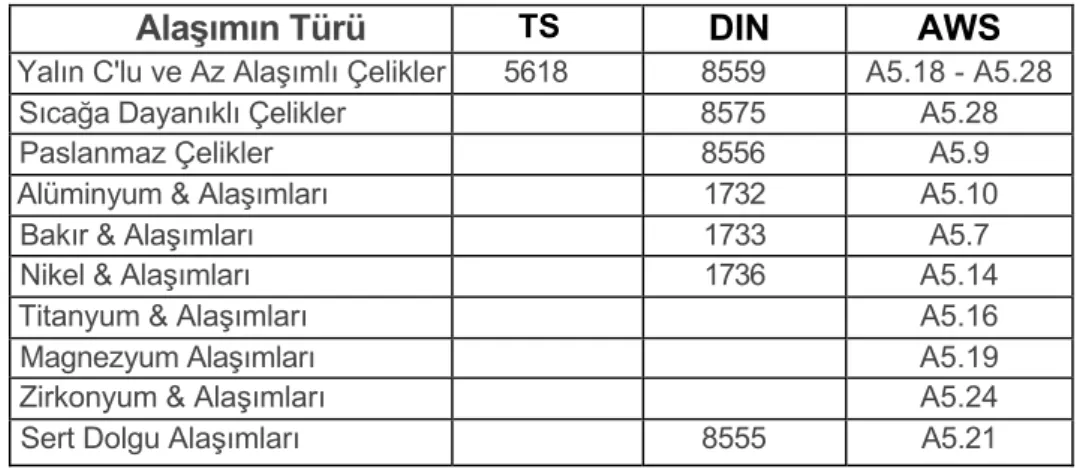
Tablo 2.5. TIG Kaynak yönteminde çeşitli metal ve alaşımlar için kullanılan kaynak tellerine ait standartlar
Alaşımın Türü TS DIN AWS
Yalın C'lu ve Az Alaşımlı Çelikler 5618 8559 A5.18 - A5.28 Sıcağa Dayanıklı Çelikler 8575 A5.28 Paslanmaz Çelikler 8556 A5.9 Alüminyum & Alaşımları 1732 A5.10 Bakır & Alaşımları 1733 A5.7 Nikel & Alaşımları 1736 A5.14 Titanyum & Alaşımları A5.16 Magnezyum Alaşımları A5.19 Zirkonyum & Alaşımları A5.24 Sert Dolgu Alaşımları 8555 A5.21
2.16. TIG Kaynak Yönteminde Kaynak Parametrelerinin Seçimi
Kaynak parametreleri kaynak işleminin ve elde edilen kaynak bağlantısının kalitesini belirleyen en önemli etmenlerdendir; bunların uygun seçimi, kaynakçının çalışma koşullarını kolaylaştırdığı gibi gereken özelikte kaynak bağlantısı elde edebilme olasılığını da arttırır. Bunların saptanmasında kaynaklanan parçanın malzemesi, kaynak ağız ve parça geometrisi gözönünde bulundurulur.
Kaynak parametreleri kaynak öncesi saptanan ve kaynak süresince değiştirilemeyen kaynak parametreleri, birinci derecede ayarlanabilir ve ikinci derecede ayarlanabilir kaynak parametreleri olmak üzere üç grupta incelenecektir. Kaynak öncesi saptanan parametreler TIG kaynak yönteminde erimeyen elektrodun çapı, uç biçimi, malzemesi, koruyucu gaz türü ve akım türüdür. Bunlar kaynak öncesi kaynaklanan parçanın malzemesi, geometrisi, boyutları ve kaynak ağız biçimi göz önüne alınarak önceden saptanır ve kaynak süresince değiştirilmeleri mümkün değildir.
kaynak işlemini kontrol altında tutan değişkenlerdir ve birinci gruba giren parametreler saptandıktan sonra belirlenirler; bunlar kaynak dikişinin genişliğini, yüksekliğini, nüfuziyetini, arkın stabilitesini ve kaynak bağlantısının emniyetini etkileyen değişkenlerdir. TIG kaynağında bunlar kaynak akım şiddeti, ark boyu ve kaynak hızıdır. Bu parametreler değer sayıları ile ölçülebildiği gibi kaynak işlemi sırasında da değiştirilebilirler.
Üçüncü gruba giren, ikinci derecede ayarlanabilir parametreler ise torç açısı, elektrod serbest uzunluğu ve parçanın yatay düzlem ile olan eğimidir. Bu değişkenlerin ölçülmesi daha zordur ve kaynak dikişi üzerine etkileri daha azdır.
TIG kaynak yönteminde parametreler incelenir iken bunların kaynak dikişinin biçimi ve bağlantının güvenliği göz önüne alınır ve erime gücüne etkileri göz önüne alınmaz; zira bu yöntemde kaynak metali ark bölgesine dışarıdan ve genelde el ile sokulduğu için parametrelerin erime gücüne etkileri en düşük düzeydedir.
2.17. Kaynak Öncesi Saptanan Parametreler
2.17.1. Erimeyen elektrodun türü
TIG kaynak yönteminde erimeyen elektrodun türü genelde kaynaklanan metalin türü ile ilgili olarak seçilir. Kaynaklanan malzemenin türüne göre kullanılan elektrodlar ile ilgili bilgiler Tablo 2.5'te genel olarak verilmiştir. Saf tungsten elektrodların akım taşıma kapasiteleri düşük ve kaynak sırasında kirlenmeye ve kaynak dikişinde kalıntı bırakmaya meyilleri daha fazladır; bu neden ile daha az kritik işlerde fiyatlarının ucuzluğu nedeni ile tercih edilirler. Alüminyum ve magnezyum alaşımlarının kaynağında alternatif akım ile kaynağında saf tungsten elektrodlar, alternatif akım halinde daha uzun ömürlü olduklarından, yaygın bir uygulama alanına sahiptirler. Toryum ile alaşımlı elektrodlar yüksek akım taşıma kapasiteleri, uzun ömürleri, kirlenmeye karşı dirençleri, arkın tutuşma kolaylığı ve oluşan arkın stabilitesinden ötürü uygulamada en fazla tercih edilen elektrodlardır. Zirkonyum alaşımlı elektrodlar ise alternatif akım ile daha üstün karakteristiklere sahiptirler ve alüminyum ve magnezyumun kaynağında kaynak dikişinde tungsten kalıntısı riski daha azdır.