BAB III METODOLOGI PENELITIAN
3.1. Tempat dan Waktu
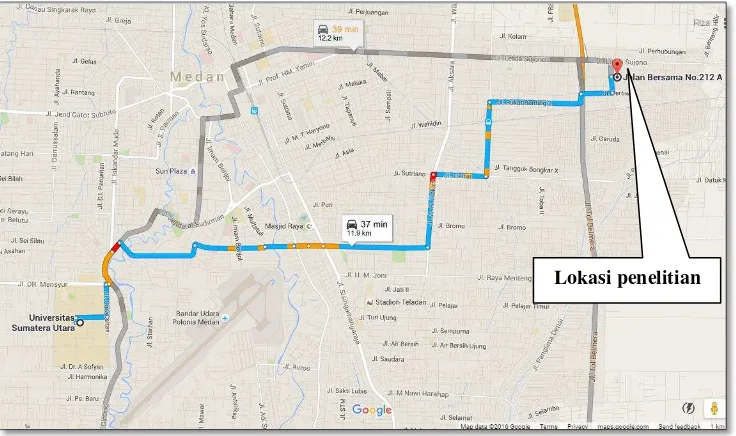
Penelitian ini dilakukan pada Oktober 2016 di Sentra UMKM pengrajin batik khas Sumatera Utara yang bertempat di Jl. Letda Sudjono, Medan Tembung. Lokasi kegiatan di Jl. Letda Sudjono, masuk Jl. Bersama Gg. Musyawarah No 2.
Gambar 3. 1Lokasi pengerajin ardhina batik motif medan
Gambar 3. 2 Ardhina Batik Motif Medan
3.2. Sentra Pengrajin Batik Motif Medan
Ardhina Batik Motif Medan memiliki dua jenis batik yang dikembangkan adalah batik tulis dengan motif khas Jawa serta batik cap atau cetak dengan motif Gorga atau khas Batak. Produksi batik dari sentra ini sering dipamerkan pada acara-acara pameran yang diadakan di Sumatera Utara dan beberapa sudah mendapat pesanan dari beberapa instansi pemerintah untuk pakaian seragam.
UMKM Ardhina Batik Motif Medan (BMM) yang meproduksi kain batik khas Sumatera Utara. Batik dengan motif yang disesuaikan dengan lima etnis Batak yang ada di Sumatera Utara yaitu Mandailing Tapanuli Utara (Toba) Simalungun Karo Pakpak Dairi dan Tapanuli Tengah. Ardhina Batik Motif Medan tahun 2009.
Gambar 3. 3 Manajemen Produksi Ardhina Batik Motif Medan Aspek produksi dan Manajemen dari usaha pembuatan kain batik oleh mitra kerja sama terdiri dari tiga aspek yaitu perencanaan produksi, pengendalian produksi dan pengawasan produksi. Pada aspek produksi meliputi jenis produk berupa kain untuk bakal baju dengan jumlah produksi rata-rata perhari 10 meter utuk tiap motif dengan jumlah motif yang dihasilkan rata-rata perhari 2-3 motif.
Batik Motif Medan dengan jam kerja dari Senin sampai Sabtu dari jam 08.00– 17.00 WIB, Ardhina Batik Motif Medan terdiri dari 9 orang pekerja yang merupakan masyarakat sekitar. Pemasaran batik melalui reseller dan dijual di galeri-galeri batik.
Pengawasan produksi meliputi kualitas dan standar produk yang dihasilkan, produk yang dihasilkan sudah dipamerkan di beberapa acara dan sudah dipasarkan ke berbagai daerah serta dipesan oleh beberapa instansi pemerintah sebagai baju seragam. Kisaran harga untuk per lembar kain batik yang dipasarkan sekitar 150 ribu sampai dengan 300 ribu rupiah, untuk cost produksi rata-rata 100 ribu sampai dengan 200 ribu rupiah per lembar.
Mulai
kita ketahui bahwa UMKM selalu terkendala dengan modal.
3.3. Metodologi Penelitian 3.3.1. Jenis Penelitian
Penelitian yang dilakukan jl. Letda sudjono jl. Bersama Gg. Musyawarah no.2 Medan termasuk jenis penelitian eksperimen.
Selesai
3.3.3. Tahapan Penelitian
Tugas akhir ini dimulai dengan survei lokasi. setelah mendapat lokasi, peneliti melakukan referensi atau studi literatur yang berkaitan dengan studi analisis pengolahan sektor air non domestik kategori industri kecil di sentra pengerajin batik motif medan. Setelah mempelajari literatur yang ada, peneliti melakukan pengumpulan data yang di butuhkan. Data yang diambil yaitu data primer dan sekunder, data primer berupa :
- Data jumlah produksi harian
- Data pengujian sampel limbah sesudah dan sebelum penyaringan (BOD, COD, TSS, TDS, PH, Suhu)
Pengolahan Data - Metode Analisis Kebutuhan Air - Metode Daur Ulang Limbah Cair Batik - Metode Perhitungan Biaya
- Metode Perhitungan Komponen Instalasi
Sedangkan data sekunder yang diambil adalah :
- Data kebutuhan dan biaya pemakaian air dari PDAM
Data – data tersebut akan diolah dengen beberapa metode yaitu :
1. Metode analisis kebutuhan air 2. Metode daur ulang limbah cair batik 3. Metode perhitungan biaya
4. Metode perhitungan komponen instalasi
Setelah data – data diolah, maka didapatkan hasil analisa biaya produksi batik. Kemudian peneliti dapat memberi kesimpulan dan saran terhadap biaya produksi batik dan pencemaran lingkungan.
3.4. Metode Analisis Kebutuhan Air
3.5. Metode Daur Ulang Limbah Cair Batik
Metode yang digunakan untuk menyelesaikan masalah tersebut adalah Metode elektrokoagulasi. Secara singkat berikut cara kerja sistem yang digunakan adalah.
1) Limbah batik hasil pencucian batik yang selesai direbus, lalu dimasukkan ke dalam bak pengumpul limbah cair.
3) Elektroda-elektroda pada bak elektrokoagulasi dihubungkan dengan sumber arus DC melalui voltmeter.
4) Proses elektrokoagulasi limbah batik dijalankan dan dihentikan jika larutan sudah menjadi jernih.
5) Penambahan garam dapur untuk mempercepat proses elektrokoagulasi. 6) Air limbah yang terdapat pada bak elektrokoagulasi setelah waktu
tertentu maka dialirkan ke bak pengendapan. pada bak pengendapan akan diendapkan dalam kurun waktu satu malam.
7) Limbah hasil pengendapan kemudian dialirkan ke bak filtrasi. 8) Setelah melewati serangkaian filterisasi maka air akan dialirkan ke
bak penampung.
9) Begitu terus prosesnya selanjutnya sampai dengan air yang keluar jernih agar dapat digunakan kembali untuk proses pekerjaan pembuatan batik motif Medan.
3.6. Metode Perhitungan Biaya
Dengan adanya pemakaian alat pengolahan limbah tentunya terdapat influence terhadap perhitungan biaya untung dan rugi. Analisa biaya pada penelitian ini dilakukan dalam jangka waktu sebulan, dengan memfokuskan perhitungan pada penggunaan air, biaya pembuatan alat dan peningkatan nilai jual.
tersebut diakumulasi dengan biaya pembuatan alat dan biaya dari volume air yang masih digunakan (diluar penggunaan air daur ulang).
BAB IV
ANALISIS DAN PEMBAHASAN
4.1. Analisis Kebutuhan Air
4.1.1. Kebutuhan Air Proses Produksi
4.1.2. Suplai Air untuk Proses Produksi
Kebutuhan air pada proses produksi tidak hanya digunakan pada proses tersebut diatas, tetapi juga pada proses sekunder lainnya. Total suplai air yang digunakan dilihat dari tagihan rekening air Perusahaan Daerah Air Minum (PDAM) pabrik seperti pada gambar dibawah.
Gambar 4. 1 Rekening tagihan air PDAM
Dari tagihan rekening air tersebut diperoleh suplai air rata-rata untuk proses produksi sebesar 63 m3. Dengan asumsi pemakaian sekunder sebesar ± 20 m3
4.2. Analisis Daur Ulang Limbah Cair 4.2.1. Analisis Kondisi Limbah Cair Batik
Gambar 4. 3 Hasil penyaringan
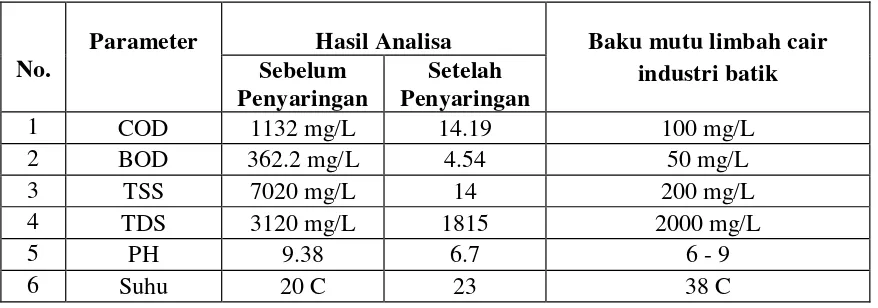
Tabel. 5.1 Hasil uji laboratorium Balai Teknik Kesehatan Lingkungan dan Pengendalian Penyakit (BTKLPP) Kelas I Medan
Tabel 4. 1 Hasil Analisa Penurunan Kandungan Parameter Limbah
No.
Parameter Hasil Analisa Baku mutu limbah cair
industri batik
Setelah dilakukan penyaringan terdapat perubahan pada warna seperti pada Gambar 4.3 dan penurunan kandungan parameter limbah seperti yang tercantum pada Tabel 4.1.
4.2.2. Analisis Proses Elektrokoagulasi
Sebuah arus yang dilewatkan ke elektroda logam maka akan mengoksidasi logam (M) tersebut menjadi logam kation (M+), sedangkan air akan mengalami reduksi menghasilkan gas hidrogen (H2) dan ion hidroksi (OH). Persamaan reaksi elektrokoagulasi adalah sebagai berikut :
M M+ + ne : Anoda ……….. (1) 2H2O+ 3e 2OH- + H2 : Katoda ………. (2) Kation menghidrolisis di dalam air membentuk sebuah hidroksi dengan spesies dominan yang tergantung pada kondisi pH larutan. Kation bermuatan tinggi mendestabilisasi beberapa partikel koloid dengan membentuk polivalen polihidroksi komplek. Senyawa komplek ini mempunyai sisi yang mudah diadsorbsi, membentuk gumpalan (aggregates) dengan polutan. Pelepasan gas hidrogen akan membantu pencampuran dan pembentukan flok. Flok yang dihasilkan oleh gas hidrogen akan diflotasikan kepermukaan reaktor. Sebuah reaktor elektrokoagulasi adalah sel elektrokimia dimana anoda korban (biasanya menggunakan aluminium atau besi) digunakan sebagai agen akoagulan (Matteson et al).
Ada beberapa faktor yang mempengaruhi proses elektrokoagulasi ini antara lain:
a. Kuat arus
elektron yang berpindah maka semakin besar, hal ini akan menyebabkan pembentukan koagulan yang terbentuk akan semakin banyak.
b. Jenis Elektroda
Pada penelitian yang dilakukan ada 3 elektrode yang digunakan yaitu Fe, Zn, serta Al. Setiap jenis elektrode ini memberikan pengaruh yang berbeda-beda. Hasil terbaik pada penelitian ini di dapat pada logam Al dengan penurunan TSS sebesar 95,3%, sedangkan untu Fe terjadi penurunan sebesar 94,39% dan Zn sebesar 91,96%. Penggunaan jenis elektrode ini dipengaruhi kereaktifan logam serta pembentukan koagulan untuk mengikat kotoran yang ada.
c. Waktu
Percobaan elektrokoagulasi dengan variasi waktu 10, 15, 20, 25. dan 30 menit. Dalam elektrokoagulasi semakin lama waktu proses maka penurunan parameter pencemaran akan semakin baik. Ini juga sesuai hukum faraday yang menyatakan semakin lama waktu proses.
Gambar 4. 4 Bak elektrokoagulasi
Gambar 4. 6 Proses elektrokoagulen pada material anoda katoda
4.2.3. Analisis Proses Pengendapan
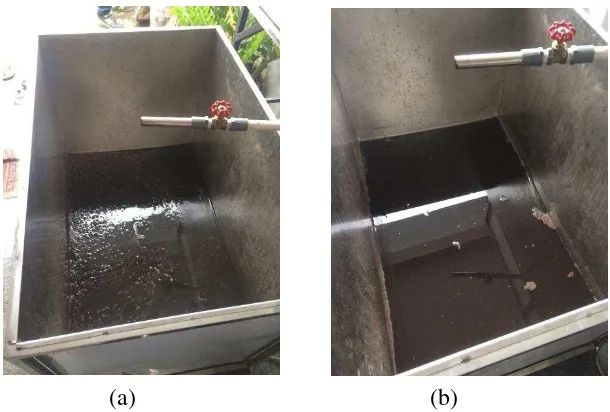
Proses pengendapan dimaksudkan agar limbah yang mengalami koagulasi terpisah dengan air. Pengendapan dilakukan di bak pengendap selama 24 jam dan setelah itu limbah yang menggumpal akan berada didasar bak pengendap dan air berada diatasnya. Kapasitas bak pengendap disesuaikan dengan pemakaian air produksi batik selama 1x24 jam. Berikut adalah gambar bak pengendap dan limbah sebelum dan sesudah mengalami proses pengendapan.
(a) (b)
Gambar 4. 8 (a) Limbah sebelum mengalami pengendapan. (b) Limbah sesudah mengalami pengendapan
4.2.4. Analisis Proses Filtrasi
Filtrasi(penyaringan) adalah pembersihan partikel padat dari suatu fluida dengan melewatkan pada medium penyaringan yang diatasnya padatan akan terendapkan. Rentang filtrasi pada industry mulai dari penyaringan sederhana hingga pemisahan yang kompleks. Fluida yang difiltrasi berupa cairan.
filtrasi. Berikut gambar bak filtrasi untuk proses filter air hasil pengendapan.
Gambar 4. 9 Bak Filtrasi
Bak filtrasi tersebut memiliki tinggi sekitar 100 cm akan diisi material
(a) (b)
Gambar 4. 10 (a) Proses pencucian material . (b) Material filtrasi yang sudah bersih
Limbah yang telah difiltrasi akan berubah baik dari segi kandungan dan warnanya seperti yang terlihat pada tabel 4.1 dan gambar 4.11. Limbah tersebut dapat digunakan kembali dalam proses produksi dan mengurangi penggunaan air PDAM.
4.3 Analisis Dimensi Pengolahan Limbah
4.3.1 Analisis Bak Elekrokoagulasis
Proses elektrokoagulen berlangsung selama 120 menit, maka dalam satu hari dapat dilakukan 12 kali proses elektrokoagulen. Dengan kapasitas penggunaan air sebesar 1,5 m3 perharinya, maka dimensi bak elektrokoagulasi minimum sebesar 0,125 m3 (12 kali). Pada penelitian ini digunakan dimensi bak sebesar 0,35 m3. Oleh karena itu, proses elektrokoagulen dapat dilakukan 5 kali perharinya. Gambar bak eletrokuagulasi terdapat pada gambar 4.4 dengan dimensi 1,5x0,5x0,5 m .
4.3.2 Analisis Bak Pengendap
Pengendapan berlangsung selama 1x24 jam, maka dimensi bak pengendap harus disesuaikan dengan pemakaian air perhari. Dengan kapasitas penggunaan air sebesar 1,5 m3 perharinya, maka dimensi bak pengendap yang digunakan sebesar 1,53 m3 dengan dimensi 1,7x1x0.9 m seperti yang terdapat pada gambar 4.7
4.4 Analisis Biaya Produksi
4.4.1 Analisis Biaya dengan Suplai Air dari PDAM
Jumlah (m3) Harga air /m3 (Rp) Total (Rp)
Pemakaian total 63 2.300 144.900
Pemakaian Sekunder 20 2.300 46.000
Proses produksi 98.900
4.4.2 Analisis Air dengan Suplai Air Daur Ulang
Pengendapan berlangsung selama 1x24 jam, maka dimensi bak pengendap harus disesuaikan dengan pemakaian air perhari. Dengan kapasitas penggunaan air sebesar 1,5 m3 perharinya, maka dimensi bak pengendap yang digunakan sebesar 1,53 m3 dengan dimensi 1,7x1x0.9 m seperti yang terdapat pada gambar 4.7
4.4.3 Analisis Perbandingan Biaya dengan Suplai Air PDAM dan Daur Ulang
produksi batik perharinya sebesar 15 buah, maka dalam bulan pertama pabrik sudah dapat menutupi modal pembuatan alat dan memperoleh keuntungan di bulan selanjutnya.
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan
Kesimpulan yang dapat diambil pada Tugas Akhir yang berjudul “Studi Analisis Kebutuhan Air Sektor Non-Domestik Kategori Industri Kecil di Sentra
Pengrajin Batik Motif Medan” adalah
1. Jumlah kebutuhan air untuk proses produksi batik sebesar 45 m3 perbulan
2. Terjadi penurunan terhadap kandungan limbah cair batik seperti yang
3. Bedasarkan kebutuhan air produksi diperoleh desain bak elektrokoahgulasi
sebasar1,5x0,5x0,5 m 1,7x1x0.9 m dan bak pengendap sebesar 1,7x1x0.9 m.
4. Biaya produksi penggunaan air dari suplai PDAM sebesar Rp. 98.900,
sedangkan dari PDAM dan proses daur ulang sebesar Rp. 10.748.800.
5.2. Saran
Saran untuk hasil Tugas Akhir yang berjudul “Studi Analisis Kebutuhan Air Sektor Non-Domestik Kategori Industri Kecil di Sentra Pengrajin Batik Motif
Medan” adalah
1. Agar proses elektrokoagulen berjalan lebih cepat power supply sebaiknya diganti dengan kapasitas 24 volt 10 ampere dan lempengan stainless steel
diganti dengan logam Seng, karena memiliki sifat penghantar listrik yang lebih baik.
2. Biaya pembuatan alat ini masih tergolong mahal bila dilimpahkan terhadap pengrajin tradisional. Untuk penelitian selanjutnya agar lebih memberikan inovasi-inovasi baru terkhusus dalam hal pengurangan biaya.