SIDOARJ O)
SKRIPSI
Oleh :
DWI WAHYU WIDAYAT
0932215030
J URUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
( STUDI KASUS : PT. TUNAS BARU LAMPUNG DI GEDANGAN-SIDOARJ O)
Disusun Oleh :
DWI WAHYU WIDAYAT
0932215030
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji Skr ipsi J ur usan Teknik Industri Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veteran” J awa Timur Pada Tanggal : 29 NOVEMBER 2013
Dosen Penguji : Dosen Pembimbing :
1. 1.
Enny Ariyani. ST, MT. Ir.Nisa Masruroh, MT.
NIP. 370099500411 NIP. 19630125 198803 2 001
2. 2.
Dr.Ir.Minto Waluyo,MM. Ir. Hari Purwoadi, MM
NIP. 19611130 199003 1 0 NIP. 19480828 198403 1 001
3.
Ir.Nisa Masruroh, MT.
NIP. 19630125 198803 2 001
Mengetahui,
Dekan Fakultas Teknologi Industri
Univer sitas Pembangunan Nasional “Veteran” J awa Timur
Nya, sehingga penyusun dapat menyelesaikan Laporan Tugas Akhir di PT. Tunas Baru Lampung, Gedangan Sidoarjo.
Laporan Tugas Akhir (skripsi) ini merupakan bagian dari kurikulum yang ada pada Jurusan Teknik Industri, Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jatim untuk memberikan wawasan kepada mahasiswa sejauh mana teori-teori yang telah diperoleh dapat digunakan secara nyata dalam dunia industri.
Pelaksanaan Laporan Tugas Akhir ini dapat berjalan dengan lancar karena adanya kerjasama yang baik dari berbagai pihak yang terlibat. Oleh karena itu penyusun menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Allah SWT Atas Limpahan Kasih Sayang Yang Dia Berikan Melalui Kemudahan Dan Segala Kebaikan Dalam Apapun.
2. Bapak Ir. Sutiyono, MT, Selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional ”Veteran”Jatim.
3. Bapak Dr.Ir. Minto Waluyo, MM Selaku Ketua Jurusan Teknik Industri Universitas Pembangunan Nasional ”Veteran”Jatim.
4. Bapak Drs. Pailan, M.Pd Selaku Sekretaris Jurusan Teknik Industri Universitas Pembangunan Nasional ”Veteran”Jatim.
Penguji Ujian Lesan Laporan Tugas Akhir.
10.Ibu Enny Ariyani ST, MT Selaku Dosen Penguji Ujian Lesan Laporan Tugas Akhir.
11.Orang Tua, Serta Keluarga Yang Telah Mendukung Dalam Mengerjakan Laporan Tugas Akhir Ini Sampai Selesai.
12.Teman-Teman Seperjuangan Atau Se-Angkatan Yang Telah Mendukung. 13.Semua Pihak Yang Telah Membantu Kelancaran Dalam Penyusunan
”Laporan Tugas Akhir”.
Dalam penyusunan Laporan ini, penyusun menyadari bahwa ”Laporan Tugas Akhir” ini masih jauh dari sempurna, baik dari segi penulisan maupun isi yang kami laporkan sehingga kami menyambut baik adanya saran dan kritik yang bersifat membangun dari semua pihak. Semoga ”Laporan Tugas Akhir” ini dapat bermanfaat dan menambah wawasan pengetahuan kita.
Surabaya, 29 November 2013
Kata Pengantar... ... ...i
Daftar Isi... ...iii
Daftar Gambar... ...vi
Daftar Tabel... .. ...vii
Daftar Lampiran...viii
ABSTRAKS ... ... ...ix
BAB I PENDAHULUAN ...1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 3
1.3 Batasan masalah ... 3
1.4 Asumsi ... 3
1.5 Tujuan Penelitian ... 4
1.6 Manfaat Penelitian ... 4
1.7 Sistemetika Penulisan ... 4
BAB II. TINJ AUAN PUSTAKA ...7
2.1 Waste (pemborosan) ... 7
2.2 Jenis – Jenis waste... 8
2.2.1 Type tujuh pemborosan ( seven waste ) ... 8
2.2.2 Type delapan pemborosan ( eight waste ) ... 9
BAB III METODOLOGI PENELITIAN ...43
3.1 Tempat dan Waktu Penelitian ... 43
3.2 Identifikasi dan Definisi Operasional Variabel ... 43
3.3 Metode Pengumpulan Data ... 44
3.4 Metode Pengolahan Data ... 45
3.5 Langkah – Langkah Pemecahan Masalah ... 48
BAB IV HASIL DAN PEMBAHASAN ...51
4.1Pengumpulan Data ... 51
4.1.1 Data Permintaan Dan Produksi ... 51
4.1.2 Data Defect ... 51
4.1.3 Data Waktu Menunggu Proses ... 53
4.1.4 Waste-Waste Yang Lain (Iventory, Transportation, Motion Dan Underutilized People) ... 54
4.1.5 Data Aliran Fisik ... 55
4.1.6 Data Aliran Proses ... 58
4.1.7 Aktivitas Proses Minyak Goreng ... 59
4.1.8 Data Big Picture Mapping ... 60
4.1.9 Identifikasi Waste Dengan Kusioner ... 62
4.2 Pengolahan Data ... 62
4.3.2 Usulan Perbaikan (FMEA) Failure Mode Effect Analysis ... 76 BAB V KESIMPULAN DAN SARAN ... 81 5.1Kesimpulan ... 81 5.2Saran ... 82 DAFTAR PUSTAKA
Gambar 2.2 Struktur Utama Lean Improvement ... 24
Gambar 2.3 Pengembangan Struktur Utama Lean ... 25
Gambar 2.4 Simbol Big Picture Mapping ... 27
Gambar 2.5 Matriks VALSAT ... 31
Gambar 2.6 Diagram Sebab–Akibat ... 34
Gambar 3.1 Diagram Sebab–Akibat ... 47
Gambar 3.2 Flow Chart Pemecahan Masalah ... 48
Gambar 4.1 Aliran Proses Pembuatan Minyak Goreng ... 58
Gambar 4.2 Big Picture Mapping PT. Tunas Baru Lampung ... 61
Gambar 4.3 Korelasi Waste Terhadap Tools ... 64
Gambar 4.4 Prosentase Jumlah Aktivitas... 69
Gambar 4.5 Prosentase Kebutuhan Waktu ... 70
Gambar 4.6 Causse Effect Diagram Jenis Waste Defect ... 72
Gambar 4.7 Causse Effect Diagram Jenis Waste Iventories ... 72
Gambar 4.8 Causse Effect Diagram Jenis Waste Waiting ... 73
Gambar 4.9 Causse Effect Diagram Jenis Waste Underutilized People ... 74
Gambar 4.10 Causse Effect Diagram Jenis Waste Transportation ... 74
Gambar 4.11 Causse Effect Diagram Jenis Waste Over Production ... 75
Tabel 2.1 Pendekatan Untuk Mereduksi Pemborosan ... 18
Tabel 2.2 Korelasi Waste Terhadap Tools ... 32
Tabel 2.3 Skala Penilaian Severity ... 38
Tabel 2.4 Skala Penilaian Occurrence ... 38
Tabel 2.5 Skala Penilaian Detection ... 39
Tabel 3.1 Value Stream Analysis Tools ... 46
Tabel 4.1 Tabel Data Permintaan Tahun 2013 ... 51
Tabel 4.2 Data Defect ... 52
Tabel 4.3 Waktu Menunggu Proses ... 53
Tabel 4.4 Identifikasi Aktivitas Proses Pembuatan Minyak Goreng... 59
Tabel 4.5 Hasil Waste Wrokshop ... 63
Tabel 4.6 Perhitungan Skor Dan Rangking Valsat ... 65
Tabel 4.7 Penentuan Tools Dan Rangking Valsat ... 66
Tabel 4.8 Proces Activity Mapping... 67
Tabel 4.9 Prosentase Jumlah Activitas ... 69
Tabel 4.10 Prosentase Kebutuhan Waktu ... 70
Lampiran A2 Data permintaan dan data defect Lampiran B Gambar Big Picture Mapping. Lampiran C Data Kusioner.
Lampiran D Pembobotan Skor Valsat Lampiran E Tabel Valsat.
Lampiran F Tabel PAM (Proces Activity Mapping)
terus menerus hasil produksinya dan memperbaiki dalam bentuk kualitas, jumlah produksi, pengiriman tepat waktu. usaha yang nyata adalah mengurangi pemborosan yang tidak mempunyai nilai tambah. Ide utamanya adalah pencapaian secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste) yang pada akhirnya adalah meningkatkan daya saing .
PT. Tunas Baru Lampung merupakan perusahaan manufaktur yang bergerak dalam produksi minyak goreng, akan tetapi dalam alur pembuatan pembuatan produk tersebut masih terjadi pemborosan (waste) yaitu masih adanya aktivitas waiting (menunggu) pada proses pemasukan raw material ke dalam plate heat cxchanger dan proses mixing, masih ada produk defect yaitu produk yang tidak sesuai dengan ketetapan perusahaan, dalam persediaan / Inventories yang terjadi adalah persediaan material yang berlebihan, sedangkan overproduction yang terjadi adalah memproduksi produk melebihi dari kebutuhan, transportation yaitu yang terjadi adalah memindahkan material dalam jarak yang sangat jauh Selanjutnya mengenai underutilized people adalah pekerja yang tidak mengeluarkan seluruh kemampuan yang dimilikinya baik segi mental, kreativitas, serta skill, Dan mengenai motion / gerakan yang tidak perlu adalah dimana pada saat operator mencari alat / komponen karena tidak terdeteksi atu tempat yang jauh.
Lean merupakan suatu pendekatan yang sistematis terhadap pemborosan (waste) dalam berbagai proses secara terus menerus (continuous) untuk mengoptimalkan aliran value stream dengan menghilangkan segala bentuk pemborosan (waste) serta meningkatkan nilai tambah (value added) agar dapat memberikan hasil produk yang berkualitas kepada konsumen. Sedangkan Lean Thinking bertujuan untuk meningkatkan perfomansi, kelebihan dari Lean thinking adalah fokus kepada reduksi waste dimana waste itu sendiri adalah salah satu penghambat peningkatan perfomansi. Jadi pemborosan (waste) ini sebagai sesuatu yang tidak memberikan nilai tambah. Ide utamanya adalah pencapaian secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste) yang akhirnya adalah meningkatkan produktifitas perusahaan agar memperoleh hasil produksi yang lebih besar.
Abstract
The continued development of the industry is currently making the industry players must do a variety of things in order to survive in the competition . Manufacturing companies are continuously trying to improve its products and repair in the form of quality , quantity production , delivery on time in order to give satisfaction to the consumer . Real effort in the production of goods is to reduce the waste that has no added value in many ways , including the provision of raw materials , materials traffic , operator movement , the movement of equipment and machinery , wait for the process , re-work and repair . The main idea is the achievement of overall production efficiency by reducing waste ( waste) which in turn is increasing the competitiveness .
PT . Tunas Baru Lampung is a manufacturing company engaged in the production of cooking oil , were observed can be seen in pembutan there are waste cooking oil ( waste) . This waste include activities waiting ( waiting ) at the work station to work station next one so much time wasted in the production process , and the iventories in this material excess inventory resulting wrok In Process is too much on the machining process so needing space more for the rest of the storage material
Lean is a systematic approach to waste ( waste) in various processes continuously ( continuous ) to optimize the flow of the value stream to eliminate all forms of waste ( waste) as well as increase the value -added ( value added ) in order to provide the results of a quality product to consumers . While Lean Thinking aims to improve perfomansi , the advantages of Lean thinking is the focus on the reduction of waste where the waste itself is one of the inhibitors increased perfomansi . So waste ( waste) as something that does not add value . The main idea is the achievement of overall production efficiency by reducing waste ( waste) which ultimately is to increase the productivity of the company in order to obtain a greater yield.
1.1 Latar Belakang
Semakin berkembangnya dunia industri saat ini membuat para pelaku industri harus melakukan berbagai hal agar tetap bisa bertahan dalam ketatnya persaingan. Perusahaan manufaktur yang berusaha untuk meningkatkan terus menerus hasil produksinya dan memperbaiki dalam bentuk kualitas, jumlah produksi, pengiriman tepat waktu dengan tujuan memberikan kepuasan kepada konsumen. Usaha yang nyata dalam suatu produksi barang adalah mengurangi pemborosan yang tidak mempunyai nilai tambah dalam berbagai hal termasuk penyediaan bahan baku, lalu lintas bahan, pergerakan operator, pergerakan alat dan mesin, menunggu proses, kerja ulang dan perbaikan. Ide utamanya adalah pencapaian secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste) yang pada akhirnya adalah meningkatkan daya saing .
yaitu yang terjadi adalah memindahkan material dalam jarak yang sangat jauh dan volume daya angkut dari satu proses ke proses selanjutnya, Selanjutnya mengenai underutilized people adalah pekerja yang tidak mengeluarkan seluruh kemampuan yang dimilikinya baik segi mental, kreativitas, serta skill, Dan mengenai mantion / gerakan yang tidak perlu adalah dimana pada saat operator mencari alat / komponen karena tidak terdeteksi atu tempat yang jauh.
Lean merupakan suatu pendekatan yang sistematis terhadap pemborosan
(waste) dalam berbagai proses secara terus menerus (continuous) untuk mengoptimalkan aliran value stream dengan menghilangkan segala bentuk pemborosan (waste) serta meningkatkan nilai tambah (value added) agar dapat memberikan hasil produk yang berkualitas kepada konsumen. Sedangkan Lean Thinking bertujuan untuk meningkatkan perfomansi, kelebihan dari Lean thinking
adalah fokus kepada reduksi waste dimana waste itu sendiri adalah salah satu penghambat peningkatan perfomansi. Jadi pemborosan (waste) ini sebagai sesuatu yang tidak memberikan nilai tambah. Ide utamanya adalah pencapaian secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste) yang akhirnya adalah meningkatkan produktifitas perusahaan agar memperoleh hasil produksi yang lebih besar.
1.2 Perumusan Masalah
Permasalahan yang menjadi pokok bahasan dalam penelitian ini adalah ”Bagaimana cara mengurangi pemborosan (waste) pada lantai produksi di PT Tunas Baru Lampung”
1.3 Batasan Masalah
Batasan yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Waste yang diteliti adalah seven waste yaitu pemborosan terhadap waktu
menunggu (waiting), produksi berlebih (over production), persediaan yang tidak perlu (inventories), produk cacat (defect), transportasi berlebih (transportation), gerakan yang tidak perlu (mantion) dan underutilized people.
2. Penelitian hanya dilakukan pada proses produksi minyak goreng. 3. Data diambil untuk periode bulan Januari sampai Oktober 2013.
1.4 Asumsi – asumsi
Asumsi yang digunakan dalam penelitian ini adalah:
1. Tidak ada penambahan alat atau mesin produksi selama penelitian. 2. Tidak ada penambahan karyawan selama penelitian.
3. Tidak terjadi waste Keselamatan dan Kesehatan Kerja (K3) dan metode kerja atau urutan kerja.
1. Mengetahui terjadinya waste pada proses produksi minyak goreng.
2. Memberikan rekomendasi perbaikan untuk mengurangi waste yang sering terjadi.
1.6 Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari hasil penelitian tugas akhir ini baik bagi peneliti, universitas maupun bagi perusahaan antara lain meliputi : 1. Pihak perusahaan dapat mengetahui pemborosan, waste yang ada di area
produksi, sehingga diketahui pula kerugian yang ditimbulkan.
2. Bagi peneliti dapat pengalaman dan penambahan ilmu secara langsung di dalam perusahaan.
3. Bagi universitas dapat memberikan informasi mengenai metode lean thinking dan menambah koleksi perpustakaan Universitas Pembangunan Nasional “Veteran” Jawa Timur.
1.7 Sistematika Penulisan
Agar lebih mudah dalam pembuatannya, maka penulisan laporan hasil penelitian ini disusun dari bab-bab sebagai berikut :
BAB I PENDAHULUAN
BAB II TINJ AUAN PUSTAK A
Bab ini berisi teori-teori dasar yang berkaitan dengan Waste, jenis-jenis waste, Aktivitas, Lean Thinking dan langkah-langkah lean thinking, dan peneliti terdahulu untuk dijadikan bahan pertimbangan. Dengan yang dijadikan acuan dalam melakukan langkah-langkah penelitian sehingga permasalahan yang ada dapat dipecahkan.
BAB III M ETODE PENELITIAN
Bab ini berisi urutan langkah-langkah pemecahan masalah secara sistematis mulai dari perumusan masalah dan tujuan yang ingin dicapai, studi pustaka, pengumpulan data, dan metode analisis data.
BAB IV HASIL DAN PEMBAHASAN
Pada bab ini akan diuraikan beberapa hal yang berkaitan dengan tahapan identifikasi permasalahan yang ada di perusahaan dengan diawali penjelasan tentang proses produksi di PT. Tunas Baru Lampung. secara umum, pembuatan Big picture mapping, identifikasi waste dengan VALSAT, identifikasi penyebab permasalahan dengan fish bond / tulang ikan dan metode Failure Mode Effect Analysis (FMEA)untuk penyebab permasalahan dan perancangan solusi perbaikan.
BAB V KESIMPULAN DAN SARAN
tujuan penelitian. Selain itu juga berisi saran penelitian sehingga diharapkan dapat dilanjutkan untuk penelitian yang akan datang. DAFTAR PUSTAKA
2.1 Waste (Pembor osan)
Waste adalah pemborosan, Pemborosan bisa berbentuk apa saja baik yang
terlihat maupun yang tidak terlihat. Pemborosan yang ada di lingkungan kerja. Saat
pabrik atau perusahaan sedang dalam kesulitan untuk mendapatkan keuntungan,
pabrik cenderung mengabaikan berbagai pemborosan yang mengelilinginya dan
mengabaikan kesempatan untuk meningkatkan perbaikan. Mereka cenderung hanya
melihat waktu sebagai sesuatu yang menambah nilai, misalnya waktu yang
dihabiskan dalam pembuatan suatu barang.
Waste secara kasar dapat diartikan sebagai ‘sampah’ atau hal-hal yang tidak
berguna, tidak member nilai tambah, tidak bermanfaat, dan merupakan pemborosan.
Berkaitan dengan produksi, waste merupakan hal-hal yang melibatkan penggunaan
material atau resource lainnya yang tidak sesuai dengan standar.
Teknik industri tidak jauh dari hal-hal yang berupa penghematan atau efisiensi
dan efektifitas dalam meng-improve sistem. Untuk itu orang yang berkecimpung di
dunia teknik industri harus tahu hal-hal apa saja yang dapat mengganggu efisiensi dan
efektifitas dalam sistem di industri terutama di lantai produksi guna meningkatkan.
2.2 J enis–J enis Waste (Pembor osan)
Jenis-jenis waste menurut Gaspersz, Vincent. 2008) meliputi 4 jenis waste,
yang di sering terjadi di dunia manufactur maupun di bidang jasa.
2.2.1 Type Tujuh Pembor osa n (Seven waste).
Menurut Gaspersz, Vincent, (2008). Seven waste merupakan salah satu
konsep dalam proses perbaikan di dunia manufaktur. Tujuh pemborosan antara lain :
a. Produksi berlebihan (overproduction) adalah kegiatan menghasilkan barang
melebihi permintaan/keinginan sehingga menambah alokasi sumber daya
terhadap produk.
b. Menunggu (waiting) adalah proses menunggu kedatangan material, informasi,
peralatan dan perlengkapan.
c. Transportasi (transportation) adalah memindahkan material atau orang dalam
jarak yang sangat jauh dari satu proses ke proses berikut yang dapat
mengakibatkan waktu penaganan material bertambah.
d. Proses yang tidak tepat (inappropriate processing) adalah proses kerja dimana
terdapat ketidak sempurnaan proses atau metode operasi produksi yang
diakibatkan oleh penggunaan tool yang tidak sesuai dengan fungsinya ataupun
kesalahan prosedur atau sistem operasi. Secara umum faktor penyebabnya adalah
peralatan atau tool yang tidak sesuai, maintenance peralatan yang jelek dan
e. Persediaan yang tidak perlu (unnecessary inventory) adalah penyimpanan
(inventory) melebihi volume gudang yang ditentukan, material yang rusak karena
terlalu lama disimpan atau terlalu cepat dikeluarkan dari tempat penyimpanan,
material yang sudah kardaluasa. Secara umum faktor penyebabnya adalah waktu
change over yang lama, ketidakseimbangan lintasan, peramalan yang kurang
akurat, atau ukuran batch yang besar.
f. Gerakan yang tidak perlu (unnecessary motion) adalah gerakan yang melibatkan
konsep ergonomis pada tempat kerja, dimana operator melakukan
gerakan-gerakan yang seharusnya bisa dihindari, misalnya komponen dan kontrol yang
terlalu jauh dari jangkauan double handling, layout yang tidak standar, operator
membungkuk. Secara umum faktor penyebabnya adalah pengelolaan tempat kerja
yang jelek, layout yang jelek, metode kerja yang tidak konsisten, desain mesin
yang tidak ergonomis.
g. Kecacatan (defect) merupakan kesalahan yang terlalu sering dalam kertas kerja,
kualitas produk yang buruk, atau performansi pengiriman yang buruk,
ketidaksempurnaan produk, kurangnya tenaga kerja pada saat proses berjalan,
adanya alokasi tenaga kerja untuk proses pengerjaan ulang (rework) dan tenaga
kerja menangani pekerjaan claim dari pelanggan.
2.2.2 Type Dela pan Pembor osa n (eight waste).
Lean Manufacturing dikenal juga sebagai delapan pemborosan yang menurut
dalam sekitar 95% dari semua biaya yang ada dalam produksi. menurut Grennwood
Rubina, (2005).delapan pemborosan tersebut adalah :
a. Overproduction (produksi berlebih).
Produksi berlebih adalah memproduksi produk jauh lebih banyak dari permintaan
konsumen atau melebihi jumlah yang dibutuhkan. Sedangkan dalam Lean
Manufacturing semua produk yang diproduksi diluar hal tersebut (Work in
Progress, buffer, safety stock) merupakan pemborosan karena hal tersebut
membuat organisasi menjadi tidak dapat melakukan hal lain yang dapat
memenuhi keinginan konsumen. Produksi berlebih adalah pemborosan yang
paling parah diantara jenis pemborosan lainnya. Kalau permintaan pasar sedang
tinggi, pemborosan jenis ini mungkin terlalu penting, namun dikala permintaan
pasar sedang menyusut, dampak dari produksi berlebih akan berlipat ganda.
Bahkan seringkali perusahaan mendapatkan kesulitan karena menyimpan barang
yang tidak terjual itu sebagai persediaan extra.
b. Waiting (menunggu).
Yang dimaksud dengan menuggu ialah menunggu kedatangan material,
menunggu informasi, peralatan, perlengkapan dan semua hal yang membuat
organisasi berhenti beraktivitas sehingga menimbulkan pemborosan. Pemborosan
karena menunggu harus ini harus terungkap kebenaran situasinya terlebih dahulu
sebelum tindakan perbaikan dilaksanakan. Suatu contoh yang salah menafsirkan
dan operatornya menunggu pada saat pekerjaan yang diperlukan sudah selesai.
Bila hal ini dianggap sebagai pemborosan dan kemudian diatasi maka dampaknya
justru akan menimbulkan pemborosan karena produksi berlebih yang lebih gawat.
Dalam hal ini kita harus lebih cermat dalam menilai situasi.
c. Transportation (transportasi yang tidak perlu).
Yang di maksud transportasi dalam Lean Manufacturing adalah bahwa
transportasi suatu barang seharusnya dilaksanakan atau didatangkan langsung
menuju tempat dimana barang tersebut dapat langsung digunakan sehingga tidak
menimbulkan pemborosan lainnya yaitu transportasi yang tidak perlu.
Pemborosan karena transportasi dan penanganan barang adalah pemborosan yang
sering kita jumpai di dalam pabrik. Barang yang sama dapat saja ditangani
berulang-ulang tanpa memberi nilai tambah. Perencanaan yang buruk akan
menyebabkan kegiatan transportasi membengkak dan penanganan barang
dilakukan berulang-ulang.
d. Non value added activities (aktivitas yang tidak memberikan nilai tambah).
Metode dalam pengolahan produksi dapat menjadi sumber dari pemborosan yang
seharusnya tidak perlu ada. Misalnya pengerjaan ulang (reworking) karena
seharusnya proses tidak perlu diulang apabila dilakukan proses yang benar.
Deburing (sisa produksi) karena produk seharusnya dapat diproduksi tanpa sisa
produksi apabila dilakukan dengan desain yang tepat dan alat yang lengkap untuk
diproduksi dengan menggunakan Statistical Process Control (SPC) untuk
menghilangkan atau meminimalkan jumlas inspeksi yang diperlukan dalam
menjaga kualitas produk tersebut.
e. Excess inventory (persediaan berlebih).
Persediaan berlebih juga akan meningkatkan biaya produksi. Kelebihan
persediaan memerlukan penanganan extra, tempat extra, extra bunga yang harus
dibayar, extra karyawan, extra dokumen, dan lain-lain.
Berikut adalah beberapa prinsip untuk mengurangi persediaan berlebih :
1. Singkirkan barang-barang yang tidak diperlukan lagi
2. Jangan memproduksi barang yang tidak diperlukan untuk proses berikutnya.
3. Jangan membeli atau membawa barang dalam ukuran lot besar (meskipun
penghematan dari diskon pembelian dalam jumlah besar, mungkin lebih besar
dari biaya pemborosan karena persediaan)
4. Usahakan untuk memproduksi dalam lot kecil (mengurangi waktu set-up atau
tingkatkan frekuensi peralihan jenis produksi)
f. Excess motion (gerakan yang berlebih/tidak diperlukan).
Seorang pekerja dapat kelihatan sibuk selama tiga jam untuk mondar-mandir
mencari alat kerja ke semua sudut pabrik. Jelas ini merupakan kegiatan yang tidak
memberikan nilai tambah sama sekali, hal ini justru akan membebani biaya
produksi dengan upahnya selama tiga jam yang sia-sia. Di samping itu, hasil
bertambah. Contoh gerakan mengambil dan mengembalikan benda dapat
dihilangkan bila kita meletakkan alat kerja berdekatan dengan penggunaannya.
Berjalan mondar-mandir dengan jarak yang cukup jauh adalah gerakan yang
sia-sia, khususnya bila operator diberi tanggung jawab untuk mengoperasikan mesin.
Mesin harus diletakkan dengan benar, saling berdekatan dengan operator
sehingga perjalanan kaki operator dapat dikurangi.
g. Defect waste (pemborosan karena cacat produksi).
Bila cacat produksi terjadi pada satu pos produksi kerja, maka pada umumnya
operator pada pos kerja berikutnya akan menunggu. Waktu terbuang percuma dan
menambah biaya produksi. Lebih parah lagi apabila barang-barang tersebut
dikerjakan ulang (rework) atau bahkan produk yang cacat itu harus dimusnahkan.
Apabila cacat produksi terjadi maka akan diperlukan untuk membongkar dan
mereparasi produk itu, lagipula tambahan komponen juga akan diperlukan dalam
penaganan komponen yang rusak. Otomatis jadwal produksi akan terganggu
karena menunggu proses penyelesaian tersebut. Memilah-milah komponen yang
jelek juga menyerap tambahan tenaga kerja sehingga meningkatkan jumlah biaya,
yang berarti pemborosan. Kasus yang lebih buruk lagi apabila pelanggan
menemukan cacat produksi setelah produk berada ditangannya. Tidak hanya
ongkos garansi dan ongkos kirim saja yang harus ditanggung, tetapi juga
pengorbanan citra perusahaan, peluang bisnis pendatang baru dan pangsa pasar
dikembangkan untuk menemukan dan mengenali cacat produksi serta berbagai
kondisi penyebab timbuknya cacat tersebut. Dengan demikian, operator bisa
melakukan tindakan perbaikan langsung.
h. Underutilized people (pekerja yang kurang profesioanl).
Yang dimaksud underutilzed people adalah pekerja yang tidak mengeluarkan
seluruh kemampuan yang dimilikinya baik dari segi mental, kreativitas, serta skill
dan kemampuan fisik dimana biasanya seorang pekerja harus dapat
mengoptimalkan seluruh kemampuan yang dimiliknya demi kepentingan
bersama. Beberapa penyebab pemborosan type ini adalah : proses kerja yang jelek
dan kurang teratur, budaya kerja yang kurang positif atau tidak mendorong
pekerjanya untuk berkembang, praktek perekrutan para pekerja yang kurang
selektif, training pegawai yang kurang memadai atau bahkan tidak ada sama
sekali training pegawai, dan turnover pekerja yang terlalu tinggi sehingga tidak
ada pekerja yang benar-benar mengerti pekerjaan serta segala detail dari
perusahaan untuk berkembang.
2.2.3 Type Sembilan Pembor osa n (nine waste)
Menurut Gaspersz, Vincent, (2008). sembilan waste dalam proses produksi
yang didefinisikan dengan istilah e-downtime©, yang dijabarkan sebagai berikut: a. E → Environmental, Health, and Safety.
Pemborosan yang terjadi akibat kelalaian pihak – pihak tertentu dalam perusahaan
menimbulkan dampak seringnya terjadi kecelakaan kerja. Jika permasalahan
kecelakaan tersebut terjadi, maka akan tidak sedikit biaya, waktu, dan tenaga
yang harus dikeluarkan perusahaan untuk mengatasinya. Oleh karena itu,
pemborosan dari segi EHS ini sangat penting untuk dapat dilakukan tindakan
preventif sedini mungkin agar dapat mencegah terjadinya kecelakaan kerja.
b. D → Defect.
Berarti adalah produk yang rusak atau tidak sesuai dengan spesifikasi, hal ini
akan menyebabkan proses rework yang kurang efektif. Tingginya complain dari
konsumen, serta inspeksi level yang sangat tinggi.
c. O → Overproduction.
Pemborosan yang disebabkan produksi yang berlebihan, maksudnya adalah
memproduksi produk yang melebihi yang dibutuhakan atau memproduksi lebih
awal dari jadwal yang sudah dibuat. Bentuk dari overproduction ini antara lain
adalah aliran produksi yang tidak lancar, tumpukan work in process (WIP) yang
terlalu banyak, target dan pencapaian hasil produksi dari setiap bagian produksi
kurang jelas.
d. W → Waiting.
Pemborosan karena menunggu untuk proses berikutnya. Waiting merupakan
selang waktu ketika operator tidak menggunakan waktu untuk melakukan value
adding activity dikarenakan menunggu aliran produk dari proses sebelumnya
produksi mesin dalam stasiun kerja lebih cepat atau lambat daripada stasiun yang
lainnya.
e. N → Not Utilizing Employees Knowledge, Skills, and Abilities.
Merupakan suatu kondisi dimana sumber daya yang ada (operator) tidak
digunakan secara maksimal, sehingga terjadi pemborosan. Kinerja operator yang
tidak maksimal ditujukkan dengan tidak adanya aktivitas yang dilakukan operator
(menganggur) atau produktivitas rendah. Selain itu juga bisa diakibatkan
penggunaan operator yang tidak tepat untuk suatu pekerjaan tertentu. Misalnya
pada penempatan karyawan pada posisi tertentu dimana skill atau riwayat
pendidikan yang tidak sesuai dengan bidang kerjanya sehingga di lapangan
operator sering melakukan kesalahan kerja.
f. T → Transportation.
Merupakan kegiatan yang penting akan tetapi tidak menambah nilai dari suatu
produk. Transport merupakan proses memindahkan material atau Work In
Process dari satu stasiun kerja ke satsiun kerja yang lainnya. Baik menggunakan
forklift maupun conveyor.
g. I → Inventories.
Berarti persediaan yang kurang perlu. Maksudnya adalah persediaan material
yang terlalu banyak, Work In Process yang terlalu banyak antara proses satu
dengan proses yang lainnya sehingga membutuhkan ruang yang banyak untuk
h. M → Motion.
Berarti adalah aktivitas atau pergerakan yang kurang perlu yang dilakukan
operator yang tidak menambah nilai dan memperlambat proses sehingga lead time
menjadi lama. Proses mencari komponen karena tidak terdeteksi tempat
penyimpanannya, gerakan tambahan untuk mengoperasikan suatu mesin. Hal ini
juga dapat terjadi dikarenakan layout produksi yang tidak tepat sehingga sering
terjadi pergerakan yang kurang perlu dilakukan oleh operator.
i. E → Excess Processing.
Terjadi ketika metode kerja atau urutan kerja (proces) yang digunakan dirasa
kurang baik dan fleksibel. Hal ini juga dapat terjadi ketika proses yang ada belum
standar sehingga kemungkinan produk yang rusak akan tinggi. Selain itu juga
ditunjukkan dengan adanya variasi metode yang dikerjakan operator.
2.2.4 Type Sepuluh Pembor osa n (ten waste)
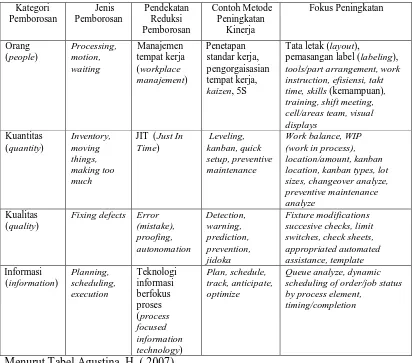
Menurut Agustina, H, (2007). Sepuluh pemborosan (waste) dalam industri
manufaktur, dimana ke-10 jenis pemborosan itu dikelompokkan kedalam empat
kategori utama yaitu orang, kuantitas, kualitas dan informasi seperti yang ditunjukkan
dalam gambar 2.1 dan pendekatan untuk mereduksi pemborosan tersebut ditunjukkan
Gambar 2.1 Sepuluh Areas Waste Dalam Industri Manufaktur.
Menurut gambar Agustina, H, (2007).
Tabel 2.1 Pendekatan Untuk Mereduksi Pemborosan Dalam Industri Manufaktur.
Kategori
2.3 Aktivitas
Menurut Assauri (2008:105), proses produksi dapat diartikan sebagai cara,
metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau
jasa dengan menggunakan sumber-sumber (tenaga kerja, mesin, bahan-bahan dan
dana) yang ada.
Dalam industri modern saat ini (yang berada dalam persaingan global yang
amat kompetitif), aktivitas bukan hanya sekedar dipandang sebagai kegiatan
mentransformasikan input menjadi output, tetapi dipandang sebagai penciptaan nilai
tambah, dimana setiap aktivitas dalam proses produksi harus memberikan nilai
tambah. Pemahaman terhadap nilai tambah ini penting agar setiap aktivitas produksi
dapat menghindari pemborosan.
Menurut Hines & Rich, (2005). aktivitas ialah operasi dalam proses produksi,
di dalam proses produksi sendiri terdapat tiga tipe operasi yang didefinisikan Ketiga
tipe operasi atau aktivitas yaitu:
1. Non-Value Adding (NVA).
Merupakan aktivitas yang tidak menambah nilai dari sudut pandang customer.
Aktivitas ini merupakan waste dan harus dikurangi atau dihilangkan. Contoh dari
aktivitas ini adalah waiting time, menumpuk work in process, dan double
2. Necessary but Non-Value Adding (NNVA).
Adalah aktivitas yang tidak menambah nilai akan tetapi penting bagi proses yang
ada. Contohnya adalah aktivitas berjalan untuk mengambil parts, unpacking
deliveries, dan memindahkan tool dari satu tangan ke tangan yang lain. Untuk
mengurangi atau menghilangkan aktivitas ini adalah dengan membuat perubahan
pada prosedur operasi menjadi lebih sederhana dan mudah, seperti membuat
layout baru, koordinasi dengan supplier dan membuat standar aktivitas.
3. Value Adding (VA).
Merupakan aktivitas yang mampu memberikan nilai tambah pada suatu material
atau produk yang diproses. Aktivitas untuk memproses raw material atau
semi-finished product melalui penggunaan manual labor. Material pada value adding
ini berupa row material bahan pembuatan produk, atau bahan yang akan diproses.
2.4 Lean Thinking
Lean adalah suatu konsep perampingan atau efisiensi dalam upaya yang
dilakukan secara terus menerus untuk menghilangkan pemborosan (waste) dan
meningkatkan nilai tambah (value added) produk (barang atau jasa) agar dapat
memberikan nilai kepada pelanggan (customer value). Prinsip Lean pada perusahaan
Toyota dikenal dengan istilah TPS (Toyota Production System), dari sinilah terlihat
adanya cara kerja atau proses produksi perusahaan yang dilakukan secara paralel
Perusahaan dikatakan Lean jika perusahaan tersebut telah menerapkan TPS
(Toyota Production System) ke dalam semua bagian proses produksinya karena yang
pertama menerapkan sistem Lean ini adalah perusahaan Toyota Motor Company.
Ketika suatu perusahaan sudah menerapkan sistem TPS (Toyota Production System)
ini, langkah awal yang bisa dilakukan oleh perusahaan adalah memeriksa proses
manufaktur dari sudut pelanggan. Dari sini dapat diamati suatu proses dan
memisahkan langkah – langkah yang menambah nilai dan langkah – langkah yang
tidak menambah nilai. Dari waste yang berhasil diminimalisasi ini diharapkan kepada
pihak perusahaan untuk dapat menjadikannya sebagai suatu standararisasi kerja.
(Womack, J. and Jones, D.T. 2005).
Sedangkan Lean Thinking adalah suatu konsep dari strategi Lean yang
digunakan untuk pencapaian perbaikan yang berkesinambungan dan signifikan
(continuous improvement) dalam kinerja perusahaan, dengan langkah mengeliminasi
semua pemborosan (waste) secara menyeluruh.
Pendekatan Lean Thinking pada lingkungan manufaktur merupakan
pendekatan yang sistematis untuk mengurangi waste yang tidak memberikan nilai
tambah melalui aktifitas peningkatan terus – menerus serta mengoptimalkan value
stream sehingga dapat meningkatkan produktivitas dan performansi kerja dari
perusahaan. Mengurangi pemborosan adalah sebagian dari tujuan strategi system
Implementasi Lean Thinking adalah menfokuskan diri mendapatkan hal yang
tepat pada tempat yang tepat, pada waktu yang tepat dalam jumlah yang tepat untuk
mencapai aliran kerja yang sempurna di saat yang sama meminimasi pemborosan dan
menjadi fleksibel (mudah berubah). Implementasi Lean Thinking pertama kali
diperkenalkan oleh Taiichi Ohno dari Toyota Motor Company, sebuah perusahaan
raksasa dunia yang sangat agresif dalam improvement.
Berikut ini menurut Laily, Hawien, (2008). terdapat ciri - ciri utama
perusahaan yang menerapkan Lean Thinking :
1. Naiknya kecepatan produksi sesuai dengan permintaan pelanggan (tidak lagi
berdasarkan cycle time tetapi berdasarkan waktu yang diminta untuk
menyelesaikan quantity yang diminta pelanggan. Ini berarti produksi dijalankan
dengan efisiensi yang tinggi).
2. Melakukan produksi jika ada permintaan dari pelanggan (dikenal dengan istilah
pull system yaitu berproduksi sebanyak unit yang diminta pelanggan)
3. Melakukan produksi unit per unit mulai dari awal hingga akhir dengan tujuan
untuk menghindari bertumpuknya barang setengah jadi diantara proses yang ada.
4. Hilangnya tujuh waste sehingga dihasilkan suatu peningkatan efisiensi.
Sebagai hasil akhir dari penerapan Lean Thinking diharapkan produk atau
komponen tersedia tepat pada waktunya, dalam jumlah yang tepat dan pada tempat
yang tepat pula. Dengan demikian persediaan dapat ditekan seminim mungkin dan
Menurut Womack, J. and Jones, D.T. (2005). penerapan dari filosofi lean
thinking didasarkan pada 5 prinsip utama yaitu:
1. Specify value (mendefinisikan nilai bagi pelanggan).
Yaitu mengidentifikasi nilai (value) produk berdasarkan perspektif pelanggan,
dimana pelanggan menginginkan produk berkualitas tinggi dengan harga yang
kompetitif dan penyerahan tepat waktu.
2. Identify whole value stream (menetapkan value stream).
Yaitu mengidentifikasi semua langkah– langkah yang diperlukan untuk
mendesain, memesan dan memproduksi barang atau produk ke dalam whole value
stream untuk mencari non value added activity (aktivitas yang tidak memberikan
nilai tambah).
3. Flow (mengalir).
Yaitu membuat value flow untuk semua aktifitas yang memberikan nilai tambah
disusun dalam suatu aliran yang tidak terputus (continuous).
4. Pulled (ditarik oleh pelanggan).
Yaitu mengorganisasikan agar material, informasi dan produk mengalir lancar
dan efisien sepanjang proses value stream dengan pull system.
5. Perfection (pencapaian yang terbaik).
Yaitu mengejar keunggulan untuk mencapai kesempurnaan (zero waste) melalui
perbaikan yang dilakukan secara terus – menerus sehingga waste yang terjadi
Sebagian besar lean tools dan tekniknya merupakan suatu konsep teknik
industri yang baik yang dapat diterapkan pada perusahaan dengan berbagai kondisi
tanpa banyak kesulitan. Bagaimanapun dampak aplikasinya akan terasa, jika
diterapkan dengan proses improvement yang berkelanjutan. Sebuah framework yang
pada Gambar 2.1 menunjukkan sebuah aliran logis dari penerapan lean improvement.
Gambar 2.2 Struktur Utama Lean Improvement. (Womack, J. and Jones, D.T, 2005).
Dari struktur utama tersebut, bagian teknik tertentu akan dikembangkan,
sehingga tools tersebut akan memiliki dampak terhadap investasi. Dengan
pengembangan ini, akan mengurangi waktu tunggu, waktu proses, biaya, dana
pengiriman material hanya pada waktu dan tempat yang dibutuhkan. Pengembangan
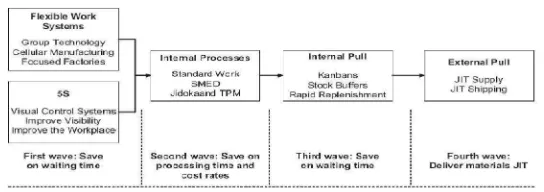
tersebut ditunjukkan pada Gambar 2.2. Pendekatan yang digunakan akan
dikelompokkan dalam sebuah “gelombang”, berdasarkan tipe penghematan yang
Gambar 2.3 Pengembangan struktur utama lean.(Womack, J. and Jones, D.T, 2005).
2.5 Langkah-la ngkah Lean Thinking.
Menurut Hines, Peter and Rich, Nick (2005). Langkah-langkah dalam
pengolaan data dalam metode lean thinking dengan menggunakan beberapa tool
yaitu:
1. Big Picture Mapping adalah suatu tool yang digunakan untuk menggambarkan
suatu sistem secara keseluruhan beserta aliran nilai (Value Stream) yang terdapat
dalam perusahaan. Sehingga nantinya diperoleh gambaran mengenai aliran
informasi dan aliran fisik dari sistem yang ada, mengidentifikasi dimana
terjadinya waste, serta mnggambarkan lead time yang dibutuhkan berdasar dari
masing-masing karakteristik proses yang terjadi. Peta ini tentunya dibuat untuk
suatu produk atau pelanggan tertentu yang sudah diidentifikasikan pada tahap
sebelumnya.
Untuk melakukan pemetaan terhadap aliran informasi dan material atau
produk secara fisik, kita dapat menerapkan big picture mapping dengan 5 fase:
Menggambarkan kebutuhan konsumen. Mengidentifikasi jenis dan
jumlah produk yang diinginkan customer, timing, munculnya kebutuhan akan
produk tersebut, kapasitas dan frekuensi pengirimannya, packaging serta
jumlah persediaan yang disimpan untuk keperluan customer.
b. Phase 2 : Information flows
Menggambarkan aliran informasi dari konsumen ke supplier yang berisi
antara lain: peramalan dan informasi pembatalan supply oleh customer, orang
atau departemen yang memberi informasi ke perusahaan, berapa lama
informasi muncul sampai diproses, informasi apa yang disampaikan kepada
supplier serta pesanan yang disyaratkan.
c. Phase 3 : Physical flows
Menggambarkan aliran fisik yang dapat berupa : langkah-langkah utama
aliran material dan aliran produk dalam perusahaan, waktu yang dibutuhkan,
waktu penyelesaian tiap-tiap operasi, berapa banyak orang yang bekerja
disetiap workplace, berapa lama waktu berpindah yang dibutuhkan untuk
berpindah dari satu workplace ke workplace yang lain, berapa jam per hari tiap
workplace beroperasi, titik bottleneck yang terjadi dan lain-lain.
d. Phase 4 : Linking physical and information flows
Menghubungkan aliran informasi dan aliran fisik dengan anak panah
dihasilkan, dari dan untuk siapa informasi dan instruksi dikirim, kapan dan
dimana biasanya terjadi masalah dalam aliran fisik.
e. Phase 5 : Complete map
Melengkapi peta atau gambar aliran informasi dan aliran fisik dilakukan
dengan menambahkan lead time dan value adding time dari keseluruhan proses
dibawah gambar aliran yang dibuat.
Simbol-simbol yang digunakan dalam Big Picture Mapping adalah
sebagai berikut:
Gambar 2.4 Simbol-simbol Big Picture Mapping. (Hines, Peter and Rich, Nick , 2005).
2. Kusioner ialah cara pengumpulan data dengan mengirim atau menggunakan
kusioner yang berisi sejumlah pertanyaan, kelebihannya dapat dilakukan dalam
skala besar, biaya nya lebih murah dan dapat memperoleh jawaban yang sifatnya
pribadi. Kelemahannya adalah jawaban bisa tidak akurat, bisa jadi semua
pertanyaan terjawab bahkan tidak semua lembar jawaban dikembalikan.
Riduwan,dan Sunarto, (2007).
Jadwal mingguan customer I
Q
Supplier / Customer Titik Persediaan Kotak Informasi Aliran Informasi Aliran Fisik
Aliran fisik antar
Total production Lead Time = 22.75 jam Value Adding Time (lower line) = 2.25 jam
3. Value Stream Analysis Tools (VALSAT)
Alat ini berfungsi untuk memilih alat dari pemetaan aliran proses yang nantinya
akan digunakan sebagai pedoman dalam mengidentifikasi pemborosan (waste).
Pada proses ini dilakukan dari hasil pembobot kusioner, lalu proses pemetaan dari
future state yang diusulkan Value Stream berfokus pada proses value adding dan
non-value adding. Value Stream Mapping. Menurut Hines&Rich, (2005). Di
dalam Value Stream Analysis Tools, terdapat 7 tool yang di gunakan untuk
menggurai waste antara lain :
a) Proses Activity Mapping (PAM)
Pada dasarnya tool ini digunakan untuk me-record seluruh aktivitas dari
suatu proses dan berusaha untuk mengurangi aktivitas yang kurang penting,
menyederhanakannya, sehingga dapat mengurangi waste. Dalam tool ini
aktivitas dikategorikan dalam beberapa kategori seperti: operation, transport,
inspection, dan storage. Selain aktivitas, tool ini juga me-record mesin dan
area yang digunakan dalam operasi, serta jarak perpindahan, waktu yang
dibutuhkan , dan jumlah operator. Dalam proses penggunaan tool tersebut
peneliti harus memahami dan melakukan studi berkaitan dengan aliran proses,
selalu berpikir untuk mengidentifikasi waste, dengan mengubah urutan proses
atau process rearrangement
Tool ini meruoaka sebuah diagram sederhana yang berusaha
menggambarkan the critical lead time constraint untuk setiap bagian proses
dalam supply chain, yaitu cumulative lead time di dalam distribusi sebuah
perusahaan baik supplier-nya dan downstream retailer-nya. Diagram ini
terdapat dua axis dimana untuk vertical axis menggambarkan rata – rata
jumlah inventory (hari) dalam setiap bagian supply chain. Sedangkan untuk
horizontal axis menunjukkan cumulative lead time-nya.
c) Production Variety Funnel
Teknik pemetaan secara visual dengan cara melakukan plot pada
sejumlah produk yang dihasilkan dalam setiap tahap proses manufaktur.
Teknik ini dapat digunakan untuk mengidentifikasi titik mana sebuah produk
generic diproses menjadi beberapa produk yang spesifik, dapat menunjukkan
area bottleneck pada desain proses.
d) Quality Filter Mapping
Quality filter mapping merupakan tool untuk mengidentifikasi dimana
terdapat problem kualitas. Hasil dari pendekatan ini menunjukkan dimana tiga
tipe defect terjadi. Ketiga tipe defect tersebut adalah product defect (cacat fisik
produk yang lolos ke customer), service defect (permasalahan yang dirasakan
customer berkaitan dengan cacat kualitas pelayanan), dan internal defect
dalam tahap inspeksi). Ketiga tipe defect tersebut digambarkan secara
latotudinaly sepanjang supply chain. (Rini, Dewi, 2008).
e) Demand Amplification Mapping
Merupakan diagram yang menggambarkan bagaimana demad berubah –
ubah sepanjang jalur supply chain dalam interval waktu tertentu. Informasi
yang dihasilkan oleh diagram ini merupakan dasar untuk mengatur fluktuasi
dan menguranginya., membuat keputusan berkaitan dengan value stream
configuration. Dalam diagram ini vertival axis menggambarkan jumlah
demand dan horizontal axis menggambarkan interval waktu, grafik
didapatkan untuk setiap chain dari supply chain configuration yang ada.
(Hines&Rich, 2005).
f) Decision Point Analysis
Merupakan tool yang digunakan untuk menentukan titik dimana actual
demand dilakukan dengan system pull sebagai dasar untuk membuat
peramalan pada sistem push pada supply chain atau dengan kata lain titik
batas dimana produk dibuat berdasarkan actual demand dan setelah titik ini
selanjutnya produk harus dibuat dengan melakukan peramalan. Dengan tool
ini dapat diukur kemampuan dari porses upstream dan downstream
berdasarkan titik tersebut, sehingga dapat ditentukan filosofi pull atau push
yang sesuai. Selain itu juga dapat digunakan sebagai scenario apabila
g) Physical Structure Mapping
Tool ini digunakan untuk memahami kondisi dan fungsi – fungsi
bagian–bagian dari supply chain untuk berbagai level industri. Untuk level
yang lebih kecil tool ini dapat menggambarkan inbound supply chain di lantai
produksi. Pemahaman terdapat fungsi – fungsi di dalam inbound supply chain
tersebut dan memberikan pemahaman berkaitan dengan inefisiensi bagian
produksi.
Menurut Hines&Rich, (2005). Dari ketujuh tool tersebut akan digunakan
dalam usaha untuk memahami kondisi yang terjadi di lantai produksi.
Penggunaan tool tersebut dilakukan dengan melakukan pemilihan dengan
menggunakan matrik. Untuk langkah pertama dan penting dalam pemilihan tool
yang sesuai denga kondisi yang bersangkutan adalah melakukan pembobotan
waste. Pembobotan ini merupakan hal yang sangat penting sekali karena dengan
pembobotan waste yang sempurna maka tool yang digunakan juga tepat sehingga
mudah dalam melakukan usulan perbaikan. Kemudian dilakukan pemilihan
dengan menggunakan matrik program LEAP.
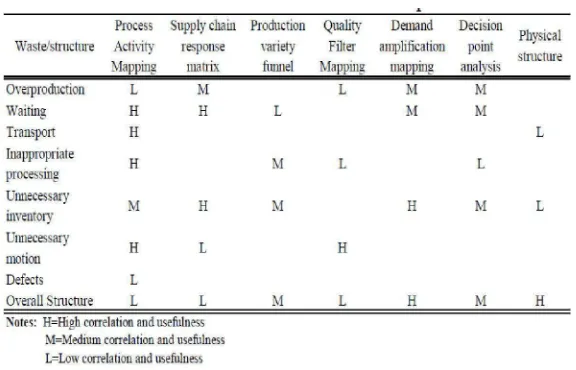
Gambar 2.5 Matriks VALSAT
Dimana:
Kolom A : Berisi 7 waste dalam perusahaan.
Kolom B : Berisi 7 tool pada value stream mapping (Process activity mapping,
Supply chain response matrix, Production variety funnel, Quality
filter mapping, Demand amplification mapping, Decision point
analysis dan Physical structure mapping).
Kolom C : Berisi korelasi antara kolom A dan kolom B.
Kolom D : Bobot dari 7 waste.
Kolom E : Berisi pembobotan dari masing-masing waste yang didapat dari
kuesioner yang diisi oleh manajer dan supervisor terkait.
Sedangkan untuk bagian F diisi dengan melakukan perkalian antar bobot
waste dengan nilai korelasi antar waste dengan masing – masing tools. Dimana
korelasi setiap waste terdapat korelasi high dengan nilai tujuh (7), medium dengan
nilai tiga (3), dan low dengan nilai satu (1 ).
Tabel 2.2 Tabel Korelasi Waste Terhadap Tools
4. Penyebab Kecacatan atau Kegagalan.
Suatu solusi masalah yang efektif adalah apabila berhasil ditemukan sumber
sumber penyebab masalah itu kemudian mengambil tindakan untuk
menghilangkan akar-akar penyebab tersebut. Untuk dapat menemukan akar
penyebab dari suatu masalah, perlu dipahami prinsip yang berkaitan dengan
hukum sebab-akibat menurut Laily, Hawien, (2008). yaitu:
a. Suatu akibat terjadi hanya jika penyebabnya itu ada pada titik yang sama
dalam ruang dan waktu.
b. Setiap akibat memiliki paling sedikit dua penyebab dalam bentuk.
1. Controllable Causes: penyebab itu berada dalam lingkup tanggung
jawab dan wewenang manusia sehingga dapat diambil tindakan untuk
menghilangkan penyebab itu.
2. Uncontrollable Causes: penyebab yang berada di luar pengendalian
manusia.
Menemukan akar penyebab dari suatu masalah dapat dilakukan dengan
menerapkan prinsip “5 Why’s”, yaitu dengan bertanya “mengapa” sebanyak lima
kali tentang terjadinya suatu akibat maka akan dapat ditemukan dan dipahami
sebab-sebab yang melatarbelakanginya.
Selanjutnya akar-akar penyebab dari masalah yang ditemukan melalui
bertanya “Why” beberapa kali itu dapat dimasukkan ke dalam Diagram Sebab –
Diagram sebab-akibat (atau juga disebut Diagram Tulang ikan)
dikembangkan oleh Kaoru Ishikawa dan pada awalnya digunakan oleh bagian
pengendali kualitas untuk menemukan potensi penyebab masalah dalam proses
manufaktur yang biasanya melibatkan banyak variasi dalam sebuah proses.
Namun kemudian digunakan secara luas dalam setiap aspek kegiatan bisnis ketika
diperlukan pemilahan penyebab timbulnya masalah untuk kemudian disusun
dalam suatu hubungan yang saling berkaitan.
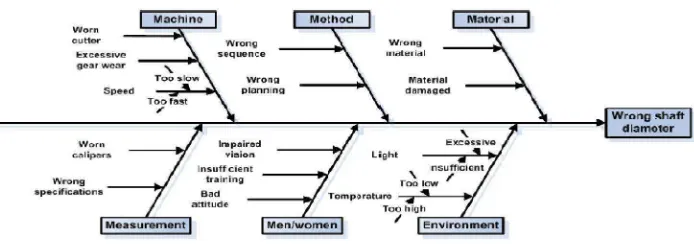
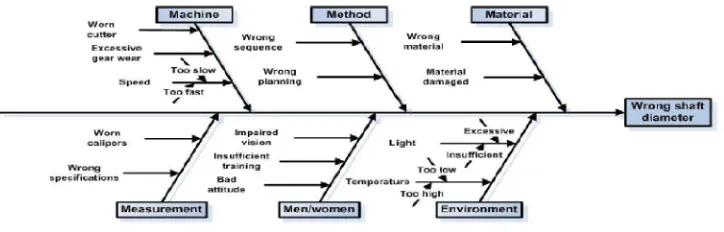
Dalam industri manufaktur, pembuatan diagram sebab-akibat ini dapat
menggunakan konsep “5M-1E”, yaitu: machines, methods, materials,
measurement, men/women, dan environment. Sedangkan dalam bidang pelayanan
dapat memakai pendekatan “3P-1E” yang terdiri dari: procedures, policies,
people, serta equipment.
Gambar 2.6 Diagram Sebab – Akibat. (Laily, Hawien, (2008).
Merupakan langkah operasional ketiga dalam program peningkatan
kualitas Six Sigma. Pada tahap ini yang perlu diperhatikan adalah beberapa hal
sebagai berikut :
Process capability merupakan suatu ukuran kinerja kritis yang menunjukkan
proses mampu menghasilkan sesuai dengan spesifikasi produk yang telah
ditetapkan oleh manajemen berdasarkan kebutuhan dan ekspektasi
pelanggan.
b. Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau
kegagalan. Untuk mengidentifikasi sumber-sumber penyebab kegagalan,
dapat menggunakan Fishbone diagram (cause and effect diagram). Dengan
analisa cause and effect, manajemen dapat memulai dengan akibat sebuah
masalah, atau dalam beberapa kasus, merupakan akibat atau hasil yang
diinginkan dan membuat daftar terstruktur dari penyebab potensial.
Setelah akar-akar penyebab dari masalah ditemukan, maka dimasukkan ke
dalam cause and effect diagram tulang ikan yang telah mengkategorikan
sumber-sumber penyebab berdasarkan prinsip 7M, Menurut Gaspersz Vincent, (2008).
yaitu :
1) Manpower ( Tenaga Kerja ).
2) Machines ( Mesin-mesin ).
3) Methods ( Metode Kerja ).
4) Material ( Bahan Baku dan Bahan Penolong ).
5) Media (Surat Kabar).
6) Motivation ( Motivasi ).
5. Failure Mode Effect Analysis (FMEA)
FMEA adalah sekumpulan petunjuk, sebuah proses, dan form untuk
mengidentifikasi dan mendahulukan masalah-masalah potensial kegagalan.
(Cavanagh, Peter S. Pande, Robert P.Neuman, 2004).
Definisi FMEA yang lain yaitu suatu prosedur terstruktur untuk
mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan. Mode
kegagalan ini meliputi apa saja yang termasuk dalam kecacatan desain, kondisi di
luar batas spesifikasi yang telah ditetapkan atau perubahan-perubahan dalam
produk yang menyebabkan terganggunya fungsi dari produk itu.
Pada dasarnya FMEA terbagi menjadi 2 yaitu FMEA Design yang
dipergunakan untuk memprediksi kesalahan yang akan terjadi pada desain proses
produk, sedangkan FMEA process untuk mendeteksi kesalahan pada saat proses
telah dijalankan. Dengan menggunakan FMEA maka akan meningkatkan
keandalan dari suatu produk dan pelayanan sehingga meningkatkan kepuasan
pelanggan yang menggunakan produk dan pelayanan tersebut. Tahapan FMEA
sendiri adalah :
a. Menetapkan batasan proses yang akan dianalisa, didapatkan dari tahap define
dari proses DMAIC.
b. Melakukan pengamatan terhadap proses yang akan dianalisa.
c. Hasil pengamatan digunakan untuk menemukan kesalahan / defect potensial
d. Mengidentifikasi potensial cause (penyebab dari kesalahan / defect yang
terjadi).
e. Mengidentifikasikan akibat (effect) yang ditimbulkan.
f. Menetapkan nilai-nilai (dengan jalan brainstorming) dalam point :
1. Keseriusan akibat kesalahan terhadap proses lokal, lanjutan dan terhadap
konsumen (severity).
2. Frekuensi terjadinya kesalahan (occurance).
3. Alat kontrol akibat potential cause (detection).
g. Memasukkan kriteria nilai sesuai dengan 3 kriteria yang telah dibuat
sebelumnya.
h. Dapatkan nilai RPN (Risk Potential Number) dengan jalan mengalikan nilai
SOD (Severity, Occurance, Detection).
i. Pusatkan perhatian pada nilai RPN yang tertinggi, segera lakukan perbaikan
terhadap potential cause, alat control dan efek yang diakibatkan.
j. Buat implementation action plan, lalu terapkan.
k.Ukur perubahan yang terjadi dalam RPN dengan langkah-langkah yang sama
diatas.
Nilai – nilai dalam brainstorming terbagi dalam:
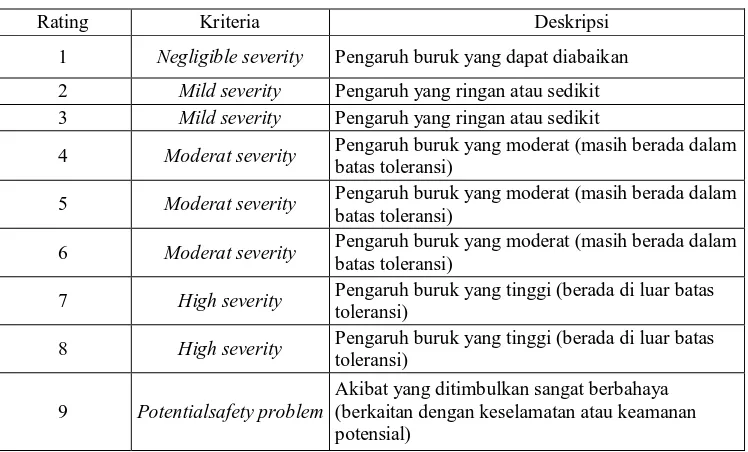
a. Severity
Severity merupakan suatu estimasi atau perkiraan subyektif tentang
produk atau jasa . Adapun skala yang menggambarkan severity dapat
diinterpretasikan pada tabel 2.3 sebagai berikut :
Tabel 2.3 Skala Penilaian Severity
Rating Kriteria Deskripsi
1 Negligible severity Pengaruh buruk yang dapat diabaikan
2 Mild severity Pengaruh yang ringan atau sedikit
3 Mild severity Pengaruh yang ringan atau sedikit
4 Moderat severity Pengaruh buruk yang moderat (masih berada dalam
batas toleransi)
5 Moderat severity Pengaruh buruk yang moderat (masih berada dalam
batas toleransi)
6 Moderat severity Pengaruh buruk yang moderat (masih berada dalam
batas toleransi)
7 High severity Pengaruh buruk yang tinggi (berada di luar batas
toleransi)
8 High severity Pengaruh buruk yang tinggi (berada di luar batas
toleransi)
9 Potentialsafety problem
Akibat yang ditimbulkan sangat berbahaya (berkaitan dengan keselamatan atau keamanan potensial)
(Sumber : Cavanagh, Peter S. Pande, Robert P.Neuman, 2004)
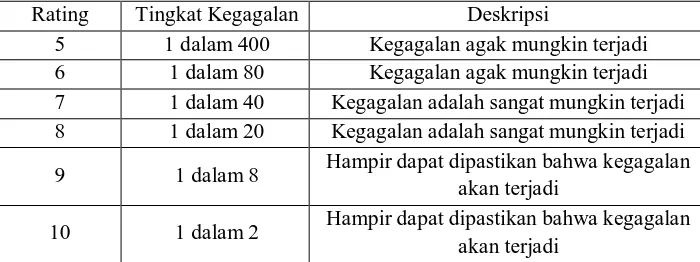
b. Occurrence
Occurrence menunjukkan nilai keseringan suatu masalah terjadi karena
potensial cause. Adapun skala yang menggambarkan occurrence dapat
diinterpretasikan pada tabel 2.4 sebagai berikut :
Tabel 2.4 Skala Penilaian Occurrence Rating Tingkat Kegagalan Deskripsi
Rating Tingkat Kegagalan Deskripsi
5 1 dalam 400 Kegagalan agak mungkin terjadi 6 1 dalam 80 Kegagalan agak mungkin terjadi 7 1 dalam 40 Kegagalan adalah sangat mungkin terjadi 8 1 dalam 20 Kegagalan adalah sangat mungkin terjadi
9 1 dalam 8 Hampir dapat dipastikan bahwa kegagalan akan terjadi
10 1 dalam 2 Hampir dapat dipastikan bahwa kegagalan akan terjadi
(Sumber : Cavanagh, Peter S. Pande, Robert P.Neuman, 2004).
c. Detection
Detection merupakan alat kontrol yang digunakan untuk mendeteksi
potential cause. Adapun skala yang menggambarkan detection dapat
diinterpretasikan dalam Tabel 2.5.
Tabel 2.5 Skala PenilaianDetection
Rating Degree Deskripsi
1 Very high Otomatis proses dapat mendeteksi kesalahan yang terjadi (komputerisasi)
2 Very high Hampir semua kesalahan dapat dideteksi oleh alat kontrol (visual pada bentuk barang dan double checking)
3 High Alat kontrol cukup andal untuk mendeteksi kesalahan (visual pada bentuk barang)
4 High Alat kontrol relatif andal untuk mendeteksi kesalahan (visual pada bentuk barang)
5 Moderate Alat kontrol bisa mendeteksi kesalahan (visual pada susunan barang)
Rating Degree Deskripsi
7 Low Keandalan alat kontrol untuk mendeteksi kesalahan rendah
(pengamatan fisik)
8 Low Keandalan alat kontrol untuk mendeteksi kesalahan sangat
rendah (perubahan warna)
9 Very low Alat kontrol tidak bisa diandalkan untuk mendeteksi kesalahan (feeling berdasar pengalaman masa lalu)
10 Very low Tidak ada alat kontrol yang bisa digunakan untuk mendeteksi kesalahan
(Sumber : Cavanagh, Peter S. Pande, Robert P.Neuman, 2004).
2.6 Penelitian Ter dahulu
Untuk mengetahui perkembangan penelitian dengan tema lean thinking,
peneliti akan memberikan review dari beberapa penelitian terdahulu sehingga dapat
diketahui posisi dan perbedaan penelitian yang dilakukan saat ini dengan penelitian
lainnya, antara lain:
1. Fanesha Febriary,T (2010). Dengan judul penelitian: “Implementasi Konsep Lean
Thinking untuk Menganalisis Order Fullfilment Process, tujuan penelitiannya
adalah: untuk mengeliminasi waste yang terjadi pada bagian produksi dan
memberikan masukan kepada perusahaan untuk mengurangi pemborosan (waste)
dalam rangka meningkatkan produktivitas perusahaan,
PT Baja Pertiwi Industri, bergerak dalam bidang pengolahan baja dan
carriage, screw, permasalahan yaitu adanya waste pada bagian produksi yang
dalam hal ini pada pemenuhan order roda lorry antara lain waktu menunggu,
transportasi dan stock. Perusahaan perlu mengatasi pemborosan yang terjadi
sehingga production lead time menjadi lebih pendek. Penggunaan value stream
mapping dapat membantu untuk mengidentifikasi terjadinya waste (tujuh jenis
waste antara lain overproduction, waiting, transportation, inappropriate
processing, unnecessary inventory, unnecessary motion, defect)selama proses
produksi berlangsung. dengan mengidentifikasi pemborosan yang terjadi selama
proses produksi sehingga dapat diambil langkah untuk mengurangi pemborosan
tersebut. Pemborosan yang menjadi perhatian adalah waktu menunggu antar
proses yang panjang yang dapat pada current state map. Setelah dicari akar
permasalahan dengan menggunakan tool 5 why diperoleh bahwa yang menjadi
akar permasalahan adalah ketidakseimbangan lintasan produksi. Beberapa usulan
perbaikan untuk membuat future state map kemudian diberikan antara lain
penerpaan prinsip 5S, kanban, dan penyeimbangan lintasan dengan menggunakan
metode Kilbridge Wester. Dengan dilakukannya perbaikan diperoleh pengurangan
production lead time sebanyak 3825.57 menit ataupun 53.60%.
2. Agus Tri W (2012). Judul penelitian ialah: Implementasi lean thinking dalam
meminimasi waste pada produksi mesin diesel, tujuan penelitian adalah:
Mengidentifikasi waste yang terjadi, menganalisa penyebab waste yang ada,
necessary but not value added) yang berpengaruh terhadap sistem di perusahaan
dan Memberikan usulan perbaikan pada perusahaan untuk meningkatkan efisiensi
dengan meminimasi waste yang terjadi.
PT. Tri Ratna Diesel Indonesia di Gresik, merupakan perusahaan yang
bergerak dibidang industri mesin diesel dengan produk utama yaitu D 2400 H dan
D 2700 H, waste yang sering terjadi adalah waiting, inappropriate processing,
dan defect. Dari ketiga waste ini diberikan rekomendasi perbaikan. Dan Process
Activity Mapping didapatkan prosentase untuk jumlah pada tiap kategori aktivitas
Value Added (Operasi) sebanyak 12 aktivitas atau 60 %, Non Value Added (Delay
dan Storage) sebanyak 3 aktivitas atau 15%, Necessary but Non Value Added
(Transportasi & Inspeksi) sebanyak 5 aktivitas atau 25%. Sedangkan prosentase
dari waktu yaitu yang dibutuhkan pada tiap kategori aktivitas yaitu Value Added
(Operasi) sebanyak 17970 detik atau 71.67 %, Non Value Added (Delay dan
Storage) sebanyak 3960 detik atau 16.11%, Necessary but Non Value Added
3.1 Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan di PT. Tunas Baru Lampung, yang berlokasi di Jl. Raya Gedangan No. 147. Sidoarjo. Pengambilan data dilaksanakan pada bulan April 2013 sampai data terpenuhi.
3.2 Identifikasi dan Definisi Operasional Variabel
Dalam identifikasi variable terdapat variabel – variabel yang didapatkan berdasarkan dari data perusahaan yang digunakan dalam metode Lean Thinking. Variabel – variabel tersebut adalah sebagai berikut:
Variabel Bebas adalah suatu variabel yang mempunyai nilai berubah – ubah dan mempengaruhi variasi perubahan nilai variabel terikat, variabel tersebut meliputi:
Variabel Bebas
1. Waktu menunggu (waiting).
Waktu tunggu dari proses yang satu ke proses lainnya. 2. Produksi Berlebihan (overproduction).
Jumlah produksi melebihi dari jumlah pesanan. 3. Persediaan Berlebihan / yang tidak perlu (iventories).
4. Produk Cacat (defect).
Produk cacat apabila kandungan FFA(fruid facid acid) diatas 0,3% dari jumlah CPO(cruide palm oil) yang di produksi.
5. Transportasi Berlebih (transportation).
Adalah memindahkan material dalam jarak yang sangat jauh dari satu proses ke proses selanjutnya dan biasanya tidak dimaksimalkan dalam volume pengankutannya.
6 Gerakan yang tidak perlu (mantion).
Kegiatan yang tidak perlu dilakukan oleh karyawan selama bekerja. 7 Underutilized People
Pekerja yang tidak mengeluarkan seluruh kemampuan yang dimilikinya baik mental, kreativitas, ketrampilan, dan kemampuan.
Variabel Terikat yaitu variabel yang nilainya tergantung dari variasi perubahan variabel bebas, adapun variabel terikat dalam penelitian ini adalah waste yang sekecil mungkin.
3.3 Metode Pengumpulan Data
3.4 Metode Pengolahan Data
Pada penelitian ini tahap pengolahan data dengan metode lean thinking menggunakan beberapa tool yakni: Big Picture Mapping (BPM), data kusioner, kuisioner untuk pembobotan waste, lalu dilakukan pengolaan dengan Value stream analysis tools (VALSAT), menyertakan diagram sebab – akibat/ diagram
tulang ikan dan terakhir guna memberikan perbaikan menggunakan Failure Mode Effect nalysis (FMEA).
1. Pengolahan dengan big picture mapping (BPM).
Dari tool big picture mapping untuk memberikan gambaran umum sistem produksi perusahaan.
2. Pengolahan data kusioner.
Kuisioner pembobotan seven waste untuk menunjukan bobot nilai dari waste yang ada.
3. Pengolahan data dengan VALSAT