PABRIK SILICON CARBIDE DARI SILICA DIOKSIDE DAN
CARBON DENGAN MENGGUNAKAN ELECTRIC FURNACE
PRA RENCANA PABRIK
Oleh :
0731010046
EKA OKTAMIA HERWATI
JURUSAN TEKNIK KIMIA FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JAWA TIMUR
KATA PENGANTAR
Dengan mengucapkan puji syukur kehadirat Allah SWT yang telah melimpahkan karunia beserta rahmat dan hidayah-Nya, sehingga penyusun diberikan kekuatan dan kelancaran dalam menyelesaikan Tugas Akhir Pra Rencana Pabrik dengan judul: “Pabrik Silicon Carbide dari Silica Diokside dan Carbon dengan menggunakan Electric Furnace”
Tugas Akhir ini disusun untuk memenuhi tugas yang diberikan kepada mahasiswa jurusan Teknik Kimia Universitas Pembangunan Nasional “Veteran” Jawa Timur, sebagai salah satu syarat untuk memperoleh gelar sarjana Teknik Kimia.
.
Tugas Akhir ini dapat terselesaikan atas kerjasama dan berkat bantuan petunjuk, bimbingan, dan dorongan dari berbagai pihak. Serta disusun berdasarkan pada beberapa sumber yang berasal dari beberapa literatur , data-data , majalah kimia, dan internet.
Oleh karena itu, pada kesempatan ini penyusun mengucapkan terima kasih sebesar - besarnya kepada :
1. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri UPN “Veteran” Jawa Timur.
2. Ibu Ir. Retno Dewati, MT selaku Ketua Jurusan Teknik Kimia UPN “Veteran” Jawa Timur.
3. Ibu Ir. Isni Utami, MT selaku Dosen Pembimbing.
5. Bapak dan Ibu Dosen Teknik Kimia, FTI, Universitas Pembangunan Nasional “Veteran” Jawa Timur.
6. Rekan – rekan mahasiswa dan semua pihak yang telah ikut membantu dalam menyelesaikan tugas akhir ini.
Tak Ada Gading Yang Tak Retak, penyusunpun menyadari tentunya tugas akhir ini masih jauh dari sempurna. Oleh karena itu, kritik dan saran yang bersifat membangun senantiasa penyusun harapkan demi sempurnanya tugas akhir ini.
Akhir kata, penyusun mengharapkan semoga Tugas Akhir yang telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa Fakultas Teknologi Industri jurusan Teknik Kimia.
Surabaya, Mei 2011
DAFTAR ISI
HALAMAN JUDUL ... i
KATA PENGANTAR ... ii
INTISARI ... iv
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
DAFTAR TABEL
DAFTAR GAMBAR
INTISARI
Pra Rencana Pabrik Silicon Carbide direncanakan untuk memenuhi kebutuhan Indonesia terhadap Silicon Carbide. Pada pembuatan produk Silicon Carbide ini dipakai bahan baku Anthracite dan Pasir Kuarsa.
Proses pembuatan Silicon Carbide ini, Anthracite dan Pasir Kuarsa dicampur dalam Drum Mixer kemudian direaksikan dalam Electric Furnace hingga diperoleh SiC. Setelah itu dilakukan proses pendinginan dan pencucian dengan H2SO4
Pabrik SiC ini direncanakan beroperasi secara kontinyu selama 24 jam/hari dan 330 hari/tahun dengan data – data sebagai berikut :
untuk menghilangkan impurities atau pengotor yang ada dalam produk. Selanjutnya, dilakukan pengeringan dengan Rotary Dryer dan diseragamkan ukurannya menggunakan Ball Mill.
• Kapasitas produksi : 50.000 ton/tahun
• Bahan Baku :
Anthracite : 5516.6703 kg/jam
Pasir kuarsa : 8710.5321 kg/jam
• Produk Silicon Carbide : 6313.1313 kg/jam
• Lokasi Pabrik : Jenu, Kabupaten Tuban, Jawa Timur
• Struktur Organisasi : Garis dan Staff
• Jumlah Karyawan : 115 orang
• Masa Konstruksi : 2 tahun
• Analisa Ekonomi :
a. Total Capital Investment (TCI) : Rp. 457.299.819.549,- b. Pay Out Period (POP) : 4.45 tahun
Pendahuluan I - 1
BAB I
PENDAHULUAN
I.1. LATAR BELAKANG
Silicon Carbide pertama kali diamati oleh Jacobs pada tahun 1824 yang pada waktu itu kegunaannya belum banyak dikenal. Penemu lain Achesons bertujuan untuk menghasilkan bahan penggosok dan bahan pengganti intan sebagai pemotong dan penghalus. Silicon Carbide produk Achesons menamainya sebagai Carborundum dan dijabarkan menjadi ‘Silicade of Carbon’ dengan rumus formula SiC. Penemuan ini mempunyai dampak yang cukup besar dan banyak diproduksi sebagai bahan pemotong dan penghalus dan pada tahun 1890 pertama kali dikembangkan dalam bidang elektronik untuk membuat Light Emiting Diode (LED).
Pada tahun 1955, Lely mempersembahkan sebuah konsep baru tentang pertumbuhan produk dengan kualitas yang lebih tinggi. Penelitian Silicon Carbide menjadi lebih intensif lagi setelah ada konferensi pertama di Boston pada tahun 1958.
Pada tahun 1978 ditemukan kesamaan dimensi dan kepentingan dari proses Achesons dengan yang disampaikan oleh Tairov dan Tsuetkov. Penemuan mereka untuk menghasilkan substrat dengan penghalusan di tempat tertentu. Pada tahun 1981, Matsunami menemukan kemungkinan terjadinya SiC pada Si substrat.
Pendahuluan I - 2
banyak dikembangkan adalah Silicon Carbide. Silicon Carbide alam sulit didapatkan sehingga perlu didirikan industri komersil. Silicon Carbide diproduksi dari bahan Silica Dioxide dan Carbon dengan bantuan furnace. Silicon Carbide bisa digunakan dalam berbagai kepentingan industri yang mengandalkan operasi pada temperatur tinggi, kekerasan bahan, dan untuk industri elektronik.
Eksploitasi dan eksplorasi potensi sumber daya mineral tidak hanya terbatas pada penambangan batubara atau minyak dan gas bumi tetapi juga seluruh sumber daya alam yang memiliki prospek pasar. Salah satu upaya nyata yang telah dilakukan adalah melakukan eksperimen dari pasir kuarsa untuk dikembangkan menjadi produk yang mempunyai nilai lebih tinggi. Saat ini pasir kuarsa di Indonesia hanya digunakan sebagai bahan pembuat gelas, kaca, atau keramik. Sedangkan batubara di Indonesia digunakan untuk pembangkit tenaga listrik dan bahan bakar dalam industri. Berdasarkan penelitian, pasir kuarsa dan anthracite (yang merupakan salah satu jenis dari batubara yang mempunyai kandungan karbon terbanyak) bisa dimanfaatkan untuk pembuatan Silicon Carbide dengan nilai ekonomi yang lebih menjanjikan.
Pendahuluan I - 3
Silicon Carbide banyak dipakai dalam industri terutama industri yang mengandalkan kekerasan bahan misalnya pada pengamplasan bahan yang bersifat korosif, abrasi, dan temperatur tinggi. Silicon Carbide telah dipakai secara luas dan didapatkan dengan mudah.
I.1.2. KEGUNAAN PRODUK
a. Weat surface, karena SiC mempunysi kekerasan yang tinggi maka SiC banyak digunakan untuk bahan – bahan yang mengutamakan ketahanan terhadap aus seperti lapisan rem, stop kontak listrik dan pemakaian alat – alat supaya tidak tergelincir pada lantai atau anak tangga.
b. Sebagai refractories, karena SiC mempunyai koefisien muai rendah dan mempunyai ketahanan terhadap suhu yang tinggi serta mempunyai sifat kimia dan fisika yang stabil maka SiC penting untuk membuat refractories. Biasanya digunakan sebagai pelapis dinding furnace , cecker bricks, klin furnace.
c. Sebagai penggosok (abrasive) pada alat - alat grinding whowll, kertas dan kain gosok, grinding ball, menajamkan batu.
d. Elektronik, sifat semi konduktor dari SiC mempunyai peranan penting untuk alat yang berkaitan dengan ketahanan panas, peralatan sensitive temperatur dan tegangan tinggi. Alat tersebut untuk mengukur dan mengontrol koil induksi.
Pendahuluan I - 4
I.2. SIFAT DAN KOMPOSISI BAHAN BAKU
I.2.1. Silica Dioxide
1. Sifat Fisika
• Nama : Silica Dioxide
• Formula : SiO
• Berat molekul : 60 g/mol 2
• Bentuk : Padatan
• Warna : Putih
• Titik leleh : 1723 o
• Panas laten : 7,7 kJ/mol C
• Densitas : 2,26 gr/cm
• Titik didih : 2230 3
o
(Kirk Othmer ed.2 vol : 4,hal 128) C
2. Sifat Kimia
• Specific heat : 0,316 cal/(g)(ºC)
• Kapasitas panas :
- c,quartz, α : 10,87 + 0,008712T – 241200/T2
(273 K – 848 K)
• Panas pembentukan (∆H) pada 25 ºC : - c, quartz : - 203,35 kcal/mol
Pendahuluan I - 5
3. Komposisi Silica Dioxide
Silicon Dioksida dalam proses ini diambil dari pasir kuarsa yang mempunyai komposisi :
SiO2 : 99,7 %
TiO2 : 0,03 %
Al2O3 : 0,01 % Fe2O3 : 0,02 %
CaO : 0,02 %
MgO : 0,02 %
H2
1. Sifat Fisika
O : 0,20 %
Ukuran pasir : 40 mesh
(PT. Visi Utama Mandiri)
1.2.2. Anthracite
• Bentuk : Keras dan kompak
• Warna : Hitam dan mengkilap
• Tingkat kelembaban (moisture) yang rendah : 2,8 – 16,3 % berat
• Kandungan energinya besar
Pendahuluan I - 6
2. Sifat Kimia
• Bulk density : 50 – 58 lb/ft3, 801 – 929 kg/m
• Specific heat : 0,22 – 0,23 Btu/(lb.°F), 921 – 963 J/(kg.K) 3
(Perry’s, ed. 7, hal. 27-6)
3. Komposisi Anthracite
Carbon dalam proses ini diambil dari Anthracite yang mempunyai komposisi :
• 90 % Carbon
• 5 % Oksigen
• 4,5 % Hydrogen
• 0,5 % Nitrogen
(Brady, George S. hal 58) I.3. SIFAT DAN KOMPOSISI PRODUK
Silicon Carbide (SiC)
1. Sifat Fisika
• Berat molekul : 40,07
• Warna : Hijau sampai hitam
• Spesific gravity : 3,208 - 3,210
• Young’s modulus of elasticity : 3896 Kbar
• Compressive strength : 150.000 psi
• Dispersion pada 4360 - 6200 Ao
• Spectral emissivity pada 3 - 15 µ : 0,8
: 0,0918 - 0,1028
Pendahuluan I - 7
• Heat Capacity : 6,38 - 6,42 cal/ o
• Enthalpy (967
K mole o
• Thermal Conductivity (1140
F) : 223 Btu/lb o
F) : 650 Btu/hr ft2 (o
• Resistivity : 0,1 Ω cm
F/in)
(Kirk Othmer ed. 2 vol : 4, hal 114-122)
• Mohr hardness : 9,5
(The Encyclopedia of Chemistry, ed.3,hal.1)
2. Sifat Kimia
• Specific heat pada100 ºC : 0,202 cal/g ºC
(Perry’s, ed. 7, hal. 2-188 dan 2-193)
I.4. Kapasitas Produksi
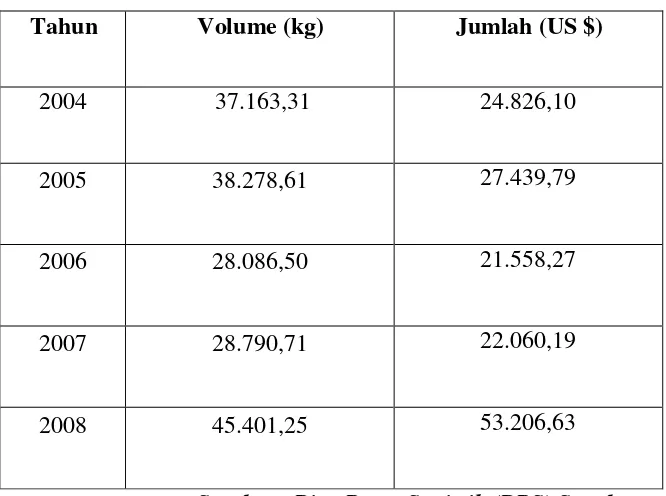
Kebutuhan Silicon Carbide di Indonesia khususnya, semakin meningkat dengan peningkatan pertumbuhan kapasitas pada bidang industri kimia. Kebutuhan Silicon Carbide di Indonesia dipenuhi oleh beberapa negara pengimpor. Sampai saat ini Indonesia masih membutuhkan Silicon Carbide dari negara – negara penghasil Silicon Carbide.
Pendahuluan I - 8
Tabel 1.1. Data Impor Silicon Carbide
Tahun Volume (kg) Jumlah (US $)
2004 37.163,31 24.826,10
2005 38.278,61 27.439,79
2006 28.086,50 21.558,27
2007 28.790,71 22.060,19
2008 45.401,25 53.206,63
Sumber : Biro Pusat Statistik (BPS) Surabaya
Tabel 1.2. Data Ekspor Silicon Carbide
Tahun Volume (kg) Jumlah (US $)
2004 10.774 43.670
2005 7.828 84.359
2006 15.048 43.805
2007 944 8.403
2008 1.286 5.566
Pendahuluan I - 9
Pemilihan dan Uraian Proses II - 1
BAB II
PEMILIHAN DAN URAIAN PROSES
II.1. PROSES PEMBUATAN
Silicon Carbide merupakan senyawa dari hasil reaksi Silicon Dioxide (SiO2) dan Carbon (C) pada suhu 2200 oC. Proses Achesons (1890), Silicon Carbide dihasilkan dengan cara mencampur 60 bagian Silica Dioxide (SiO2) dan 40 bagian Carbon (C) yang dipanaskan pada suhu 2046 oC – 2200 o
SiO
C.
Proses pembuatan Silicon Carbide sederhana dan tidak banyak berubah sejak pertama kali dikembangkan pada tahun 1978. Bahan baku untuk produksi Silicon Carbide adalah pasir silica dan carbon. Carbon diperoleh dari anthracite, coke, petroleum dan pasir silica yang terdiri dari 98 hingga 99,5% silica. Persamaan yang biasa diberikan untuk reaksi yang terlibat adalah :
2 (c) + 2 C (amorph) Si (c) + 2 CO (g) Si
∆H = + 606 kJ
(c) + C (amorph) SiC (c)
SiO
∆H = - 127,7 kJ (Shreve, ed 5, hal. 260)
Pemilihan dan Uraian Proses II - 2
II.2. PEMILIHAN PROSES
Proses yang akan dipilh dalam pembuatan Silicon Carbide ini adalah proses pemanasan campuran Silica Dioxide dan Carbon dalam tanur listrik (Electric Furnace) dengan bahan baku pasir kuarsa dan Anthracite dengan pertimbangan :
- Proses sederhana dan peralatan yang digunakan tidak banyak - Bahan baku anthracite murah dan mudah dapat di berbagai daerah - Bahan baku pasir kuarsa murah dan mudah didapat di berbagai daerah - Proses dapat dilakukan secara kontinyu
II.3. DIAGRAM ALIR
Sebagai dasar pembuatan Pabrik Silicon Carbide yang diperoleh dari Shreve adalah sebagai berikut :
Cake or Coal Sand Sawdust Crushing, Grinding, Weighing Weighing Weighing MIXER Furnace Electrical Power Granulated Carbon Core Unconverted Charge
from Previous Run Crushing,
And Grinding
Chemical Treatment
H2SO4 NaOH
Magnetic Separator
H2O
Classifier
Steam
Dryers Flour Filters
SiC Flour Graded SiC Screen
Pemilihan dan Uraian Proses II - 3
II.4. URAIAN PROSES
Proses pembuatan Silicon Carbide dibagi dalam 4 tahap, yaitu : 1. Tahap persiapan bahan baku
2. Tahap pembuatan Silicon Carbide 3. Tahap pendinginan dan pencucian 4. Tahap pengeringan dan pengemasan
II.4.1. Tahap Persiapan Bahan Baku
A. Anthracite
Anthracite dari gudang diangkut dengan Belt Conveyor dan Bucket Elevator menuju Cone Crusher untuk digiling. Hasilnya dimasukkan ke dalam Vibrating Screen yang berukuran 40 mesh. Anthracite yang telah halus ditampung dan ditimbang di Bin sebelum dicampur dengan pasir kuarsa.
B. Pasir Kuarsa
Pasir kuarsa diangkut dari gudang dengan Belt Conveyor dan Bucket Elevator untuk ditampung dan ditimbang di Bin. Selanjutnya, anthracite dan pasir kuarsa diangkut dengan Belt Conveyor untuk dicampur ke dalam Drum Mixer dengan perbandingan 40 : 60.
Pemilihan dan Uraian Proses II - 4
II.4.2. Tahap Pembuatan Silicon Carbide
Kedua bahan yang telah tercampur kemudian diumpankan ke dalam tanur (Electric Furnace) dengan bantuan Screw Conveyor. Kondisi operasi Electric Furnace dijalankan pada suhu pemanasan 2200 o
SiO
C. Reaksi utama yang terjadi pada Electric Furnace :
2 (c) + 3 C (amorph) SiC (c) + 2 CO (g) ∆H = + 478,3 kJ (Shreve, ed.5, hal.260) II.4.3. Tahap Pendinginan dan Pencucian
Produk yang terbentuk di dalam Electric Furnace berupa SiC dilewatkan pada suatu Chill Conveyor. Selama di Chill Conveyor, lelehan Silicon Carbide dengan bantuan udara dihembuskan oleh blower sehingga membentuk flake dan dikecilkan ukurannya menjadi serpihan – serpihan (fragment/flake) dengan menggunakan Hammer Mill. Kemudian bahan diangkut kembali dengan Screw Conveyor dan Bucket Elevator menuju Hammer Mill untuk digiling hingga 80 mesh. Setelah halus, bahan diangkut menuju Cone Reactor untuk dicuci dengan larutan H2SO4 dari tangki penampung. Penggunaan H2SO4
Al
sebagai pencuci adalah untuk menghilangkan pengotor/impurities yang berasal dari bahan baku. Reaksi yang terjadi dalam Cone Reactor adalah :
2O3 + 3 H2SO4 Al2(SO4)3 + 3 H2
Fe O
2O3 + 3 H2SO4 Fe2(SO4)3 + 3 H2
TiO O
Pemilihan dan Uraian Proses II - 5
MgO + H2SO4 MgSO4 + H2O
Hasil yang didapat dari Cone Reactor tersebut dilewatkan Screw Conveyor menuju Washer untuk dipisahkan antara padatan dan liquidanya, Alat ini sekaligus berfungsi sebagai pencuci bahan dengan menggunakan tambahan air proses, untuk menghilangkan pengotor/impurities yang ada dalam bahan, karena sebagian pengotor dapat larut dengan air.
II.4.4. Tahap pengeringan dan pengemasan
Neraca Massa III - 1
BAB III
NERACA MASSA
Kapasitas Produksi = 50.000 ton/tahun = 6313.1313 kg/jam Waktu Operasi = 330 hari Komposisi bahan masuk :
Anthracite = 5516.6703 kg/jam Pasir kuarsa = 8710.5321 kg/jam Satuan Operasi = kg/jam
1. Cone Crusher (C - 120)
Ke Vibrating Screen I
Dari Recycle
Total Total
261.3160 5226.3192 290.3511 Bahan Keluar (kg/jam)
Neraca Massa III - 2
2. Vibrating Screen I (H - 121)
Ke Belt Conveyor
H H C C O2 O2 N2 N2 Di Recycle H C O2 N2 Total
Dari Cone Crusher
27.5834
261.3160 Bahan Keluar (kg/jam)
248.2502 4965.0033 275.8335 29.0351
Bahan Masuk (kg/jam)
261.3160 5226.3192 290.3511 1.4518 5516.6703 13.0658 5807.0214 290.3511 14.5176 Total 5807.0214
3. Belt Conveyor (J - 134)
Ke Drum Mixer
Total Total 1.7421 1.7421 17.4211 14227.2024 2.6132 0.8711 8684.4005 1.7421 Bahan Keluar (kg/jam)
248.2502 4965.0033 275.8335 27.5834 MgO 1.7421 H2O 17.4211 8710.5321 14227.2024
TiO2 2.6132 MgO
CaO 1.7421 H2O
Al2O3 0.8711 TiO2
Fe2O3 1.7421 CaO
Pasir Kuarsa Al2O3
SiO2 8684.4005 Fe2O3
N2 27.5834 N2
5516.6703 SiO2
C 4965.0033 C
O2 275.8335 O2
Bahan Masuk (kg/jam) Anthracite
Neraca Massa III - 3
4. Drum Mixer (M - 140)
Dari Belt Conveyor ke Electric Furnace
Total Total 248.2502 1.7421 4965.0033 275.8335 27.5834 2.6132 TiO2 1.7421 17.4211 Bahan Masuk (kg/jam)
14227.2024 8684.4005 0.8711 1.7421 2.6132 14227.2024
MgO 1.7421 MgO
H2O 17.4211 H2O
CaO 1.7421 CaO
Al2O3 0.8711 Al2O3
Fe2O3 1.7421 Fe2O3
TiO2
N2 27.5834 N2
SiO2 8684.4005 SiO2
C 4965.0033 C
O2 275.8335 O2
Bahan Keluar (kg/jam)
H 248.2502 H
5. Electric Furnace (Q -210)
Dari Drum Mixer Bahan Menguap
Produk Total Total 6259.7803 0.8711 14227.2024 2.6132 1.7421 868.4400 1.7421 171.9895 27.5834 7294.8964 17.4211 379.2711 7967.4220 5210.6403 1.7421 Fe2O3
MgO 1.7421 C
14227.2024
TiO2 CaO MgO
H2O 17.4211 Al2O3
TiO2 2.6132
CaO 1.7421 SiO2
SiC 27.5834 H2O
SiO2 8684.4005 CO2
1.7421
Al2O3 0.8711
Fe2O3 N2
C 4965.0033 N2
O2 275.8335 CO
Bahan Masuk (kg/jam)
H 248.2502 H
Bahan Keluar (kg/jam)
Neraca Massa III - 4
6. Chill Conveyor (J - 220)
Dari Electric Furnace Ke Hammer Mill
SiC SiC SiO2 SiO2 C C Al2O3 Al2O3 Fe2O3 Fe2O3 TiO2 TiO2 CaO CaO MgO MgO Total Total 5210.6403 868.4400 171.9895 1.7421 6259.7803 1.7421 6259.7803 2.6132 1.7421 2.6132 1.7421 0.8711 1.7421 0.8711 1.7421 868.4400 171.9895
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
5210.6403
7. Hammer Mill (C - 310)
Dari Chill Conveyor Ke Vibrating Screen II
Dari Recycle
6589.2424
MgO 0.0917
329.4621
Total 6589.2424 Total
Fe2O3 0.0917 TiO2 0.1375 CaO 0.0917 SiO2 45.7074 C 9.0521 Al2O3 0.0458
MgO 1.7421 MgO 1.8338
6259.7803
SiC 274.2442
TiO2 2.6132 TiO2 2.7507
CaO 1.7421 CaO 1.8338
Al2O3 0.8711 Al2O3 0.9169
Fe2O3 1.7421 Fe2O3 1.8338
SiO2 868.4400 SiO2 914.1474
C 171.9895 C 181.0415
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
Neraca Massa III - 5
8. Vibrating Screen II (H - 311)
Dari Hammer Mill Di Recycle
Ke Cone Reactor
MgO 1.7421
6259.7803
Total 6589.2424 Total 6589.2424
Fe2O3 1.7421 TiO2 2.6132 CaO 1.7421 SiO2 868.4400 C 171.9895 Al2O3 0.8711
MgO 1.8338 MgO 0.0917
329.4621
SiC 5210.6403
TiO2 2.7507 TiO2 0.1375
CaO 1.8338 CaO 0.0917
Al2O3 0.9169 Al2O3 0.0458
Fe2O3 1.8338 Fe2O3 0.0917
SiO2 914.1474 SiO2 45.7074
C 181.0415 C 9.0521
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
SiC 5484.8845 SiC 274.2442
9. Tangki pengencer H2SO4
Dari penampung H2SO4 Ke Cone Reactor
H2SO4 H2SO4
H2O H2O
Air proses
19.7996
107.4095
Total 127.2090 Total 127.2090
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
19.4113 19.4113
0.3882 107.7977
Neraca Massa III - 6
10. Cone Reactor (M - 320)
Dari Vibrating Screen II Ke Washer
CaSO4 MgSO4
Dari tangki pengencer
127.2090
H2O 110.9012
Total 6386.9894 Total 6386.9894
H2O 107.7977 H2SO4 19.4113 H2SO4 0.7765 Fe2(SO4)3 4.2750 Ti(SO4)2 7.6868 5.0974 4.1447
MgO 1.7421 MgO 0.0348
6259.7803 Al2(SO4)3 2.8638
TiO2 2.6132 TiO2 0.0523
CaO 1.7421 CaO 0.0348
Al2O3 0.8711 Al2O3 0.0174
Fe2O3 1.7421 Fe2O3 0.0348
SiO2 868.4400 SiO2 868.4400
C 171.9895 C 171.9895
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
Neraca Massa III - 7
11. Washer (H - 330)
Dari Cone Reactor Ke Rotary Dryer
Ke Filtrat
Air Pencuci Air pencuci
terikut Cake Air pencuci ke filtrat 0.7765 H2O 110.9012 135.7454 329.0037
Total 7664.3872 Total 7664.3872
948.3942 1277.3979
H2O 110.9012 CaSO4 4.1447
6386.9894 MgSO4 5.0974
H2SO4
MgSO4 5.0974 Fe2(SO4)3 4.2750
H2SO4 0.7765 Ti(SO4)2 7.6868
Fe2(SO4)3 4.2750
Ti(SO4)2 7.6868
CaSO4 4.1447 Al2(SO4)3 2.8638
MgO 0.0348 MgO 0.03484
Al2(SO4)3 2.8638 6251.2440
TiO2 0.0523 TiO2 0.0523
CaO 0.0348 CaO 0.0348
Al2O3 0.0174 Al2O3 0.0174
Fe2O3 0.0348 Fe2O3 0.0348
SiO2 868.4400 SiO2 868.4400
C 171.9895 C 171.9895
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
Neraca Massa III - 8
12. Rotary Dryer (B - 340)
Dari Washer Ke Cyclone
Ke Screw Conveyor
6251.2440
Total 6580.2477 Total 6580.2477
CaO 0.0345 MgO 0.0345 H2O 62.5125 Al2O3 0.0172 Fe2O3 0.0345 TiO2 0.0517 329.0037 SiC 5158.5339 SiO2 859.7556 C 170.2696
MgO 0.0348 MgO 0.0003
H2O 329.0037 H2O 266.4912
TiO2 0.0523 TiO2 0.0005
CaO 0.0348 CaO 0.0003
Al2O3 0.0174 Al2O3 0.0002
Fe2O3 0.0348 Fe2O3 0.0003
SiO2 868.4400 SiO2 8.6844
C 171.9895 C 1.7199
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
Neraca Massa III - 9
13. Cyclone (H - 343)
Dari Rotary Dryer Ke Udara
Ke Screw Conveyor
CaO 0.0003
MgO 0.0003
61.8873
Total 329.0037 Total 329.0037
Al2O3 0.0002 Fe2O3 0.0003 TiO2 0.0005 SiC 51.5853 SiO2 8.5976 C 1.7027
H2O 266.4912 H2O 266.4912
329.0037 267.1163
CaO 0.0003 CaO 0.000003
MgO 0.0003 MgO 0.000003
Fe2O3 0.0003 Fe2O3 0.000003
TiO2 0.0005 TiO2 0.000005
C 1.7199 C 0.0172
Al2O3 0.0002 Al2O3 0.000002
Bahan Masuk (kg/jam)
SiC 52.1064 SiC 0.5211
SiO2 8.6844 SiO2 0.0868
Neraca Massa III - 10
14. Screw Conveyor (J - 344)
Dari Rotary Dryer Ke Ball Mill
Dari Cyclone
Total 6313.1313 Total 6313.1313
CaO 0.0003
MgO 0.0003
61.8873
Al2O3 0.0002
Fe2O3 0.0003
TiO2 0.0005
6251.2440
SiC 51.5853
SiO2 8.5976
C 1.7027
MgO 0.0345 MgO 0.0348
H2O 62.5125 H2O 62.5125
TiO2 0.0517 TiO2 0.0523
CaO 0.0345 CaO 0.0348
Al2O3 0.0172 Al2O3 0.0174
Fe2O3 0.0345 Fe2O3 0.0348
SiO2 859.7556 SiO2 868.3532
C 170.2696 C 171.9723
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
Neraca Massa III - 11
15. Ball Mill (C - 350)
Dari Screw Conveyor Ke Vibrating Screen III
Dari Recycle Total 6645.4014 MgO 0.0018 H2O 3.2901 332.2701 Total 6645.4014 Fe2O3 0.0018 TiO2 0.0028 CaO 0.0018 SiO2 45.7028 C 9.0512 Al2O3 0.0009
H2O 62.5125 H2O 65.8026
6313.1313
SiC 274.2168
CaO 0.0348 CaO 0.0367
MgO 0.0348 MgO 0.0367
Fe2O3 0.0348 Fe2O3 0.0367
TiO2 0.0523 TiO2 0.0550
C 171.9723 C 181.0234
Al2O3 0.0174 Al2O3 0.0183
SiC 5210.1192 SiC 5484.3360
SiO2 868.3532 SiO2 914.0560
Neraca Massa III - 12
16. Vibrating Screen III (H - 351)
Dari Ball Mill Di Recycle
Ke Silo
6313.1313
Total 6645.4014 Total 6645.4014
CaO 0.0348 MgO 0.0348 H2O 62.5125 Al2O3 0.0174 Fe2O3 0.0348 TiO2 0.0523 332.2701 SiC 5210.1192 SiO2 868.3532 C 171.9723
MgO 0.0367 MgO 0.0018
H2O 65.8026 H2O 3.2901
TiO2 0.0550 TiO2 0.0028
CaO 0.0367 CaO 0.0018
Al2O3 0.0183 Al2O3 0.0009
Fe2O3 0.0367 Fe2O3 0.0018
SiO2 914.0560 SiO2 45.7028
C 181.0234 C 9.0512
Bahan Masuk (kg/jam) Bahan Keluar (kg/jam)
Neraca Panas IV - 1
BAB IV
NERACA PANAS
Kapasitas produksi
=
ton / tahun
=
kg / jam
Waktu Operasi
=
hari
Satuan Operasi
= kkal / jam
Suhu referensi
=
25 °C
(
°K )
50000
6313.1313
330
298.15
1. Electric Furnace (Q - 210)
∆H bahan masuk ∆H udara keluar
Q supply ∆H bahan keluar
∆H reaksi total
Q loss Total Total 1425068.9644 28501379.2882 7664704.6162 4461045.7660 28482546.9531 14950559.9415 28501379.2882 Masuk (kkal/jam) Keluar (kkal/jam)
18832.3351
2. Chill Conveyor (J - 220)
∆H bahan masuk ∆H bahan keluar
∆H udara masuk ∆H udara keluar
Neraca Panas IV - 2
3. Rotary Dryer (B - 340)
∆H bahan masuk ∆H bahan keluar
∆H udara masuk ∆H udara keluar
∆H cyclone Q loss Total Total 24152.8638 5506.3326 5987.2068 477070.0683 483057.2751 483057.2751
Masuk (kkal/jam) Keluar (kkal/jam)
88013.1980 365384.8807
4. Heater (E - 342)
∆H udara masuk ∆H udara keluar
Q supply Q loss
Total Total 131139.5772 138060.8326 131503.8538 138060.8326 6556.9789 Keluar (kkal/jam) 6921.2555 Masuk (kkal/jam)
5. Tangki pengencer H2SO4
∆H H2SO4 98 % ∆H H2SO4 30 %
∆H H2O Q loss
∆Hs Total Total 536.3277 Keluar (kkal/jam) 34.8660 2525.2774 3096.4712 2970.2073 126.2639 3096.4712 Masuk (kkal/jam)
Spesifikasi Peralatan V - 1
BAB V
SPESIFIKASI PERALATAN
1. Gudang penampung Anthracite (F - 110)
Fungsi : Untuk menyimpan Anthracite selama 10 hari Type : Bangunan segi empat
Kapasitas : cuft
Panjang : ft
Lebar : ft
Tinggi : ft
Jumlah : 1 Buah
66256.3330 64.2336 32.1168 32.1168
2. Belt Conveyor (J - 111)
Fungsi : Mengangkut Anthracite dari gudang penampung menuju Bucket Elevator
Type : Troughed belt on 45o idlers with rolls of equal length Kapasitas maks : ton/jam
Belt width : in
Belt speed : ft/menit
Trough width : in
Skirt seal : in
Panjang : ft
Sudut elevasi :
Power : hp
Jumlah : buah
4 100 1 55.902 32 14 9 2
26.6 o
3. Bucket Elevator (J - 112)
Fungsi : Memindahkan Anthracite dari Belt Conveyor menuju Cone Crusher Type : Centrifugal discharge bucket elevator
Kapasitas : ton/jam
Kapasitas maksimum : ton/jam
Ukuran : 6 in x 4 in x 4 1/4 in
Bucket spacing : in
Tinggi elevator : ft
Ukuran feed (Maks) : in
Bucket speed : ft/menit
Putaran head shaft : rpm
Lebar belt : in
Power total : hp
Jumlah : buah
Spesifikasi Peralatan V - 2
4. Cone Crusher (C - 120)
Fungsi : Menghancurkan anthracite sampai 40 mesh Type : Cone Crusher Type HP 200
Kapasitas : ton/jam
Feed Opening : 3/4 - 7 in Close Side Opening : 85 in
Ukuran Produk : mesh
Putaran : rpm
Power : hp
Jumlah : buah
5.8070
150 1 40 1200
5. Screen I (H - 121)
Fungsi : Menyeragamkan ukuran Anthracite Type : High Speed Vibrating Screen
Kapasitas : kg/jam
Ukuran screen
: in
: in
Tyler equivalent design : mesh
Sieve no :
Sieve opening : mm
Ukuran kawat : mm
Luas screen : in 2
Power : hp
Jumlah : 1 buah
1 Panjang Lebar 41.5405 20.7703 5807.021 862.8078 0.373 0.259 40 43.6
6. Bin Anthracite (F - 122)
Fungsi : Menampung sementara Anthracite sebelum dicampur dengan Pasir Kuarsa Type : Tangki silinder vertikal terbuka dengan tutup bawah berbentuk conis
Kondisi operasi : - Suhu : 30 oC
- Tekanan : 1 atm
- Waktu tinggal : 8 hari
Kapasitas : cuft
Tangki : - Diameter : ft
- Tinggi : ft
- Tebal shell : in
- Tebal tutup atas : in
- Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA - 283 Grade C
Jumlah : 1 buah
Spesifikasi Peralatan V - 3
7. Gudang penampung Pasir Kuarsa (F - 130)
Fungsi : Menyimpan Anthracite selama 10 hari
Type : Bangunan segi empat
Kapasitas :
Panjang : ft
Lebar : ft
Tinggi : ft
Jumlah : Buah
35247.6903 52.047 26.024 26.024
1
8. Belt Conveyor (J - 131)
Fungsi : Mengangkut Pasir Kuarsa dari gudang penampung ke Bucket Elevator
Type : Troughed belt on 45o idlers with rolls of equal length Kapasitas maksimum : ton/jam
Belt width : in
Belt speed : ft/menit
Trough width : in
Skirt seal : in
Panjang : ft
Sudut elevasi :
Power : hp
Jumlah : buah
14 32
26.6 o 4 1 55.902 2 9 100
9. Bucket Elevator (J - 132)
Fungsi : Memindahkan Pasir Kuarsa dari Belt Conveyor ke bin Pasir Kuarsa Type : Centrifugal discharge bucket elevator
Kapasitas : ton/jam
Kapasitas maksimum : ton/jam Ukuran : 6 in x 4 in x 4 1/4 in
Bucket spacing : in
Tinggi elevator : ft
Ukuran feed (Maks) : in
Bucket speed : ft/menit
Putaran head shaft : rpm
Lebar belt : in
Power total : hp
Jumlah : buah
Spesifikasi Peralatan V - 4
10. Bin Pasir Kuarsa (F - 133)
Fungsi : Menampung sementara Pasir Kuarsa sebelum dicampur dengan Anthracite Type : Tangki silinder vertikal terbuka dengan tutup bawah berbentuk conis
Kondisi operasi : - Suhu : 30 oC
- Tekanan : 1 atm
- Waktu tinggal : 8 hari
Kapasitas : cuft
Tangki : - Diameter : ft
- Tinggi : ft
- Tebal shell : in
- Tebal tutup atas : in
- Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA - 283 Grade C
Jumlah : 1 buah
3/16 9.5471 18.8442 3/16 3/16 1223.8781
11. Belt Conveyor (J - 134)
Fungsi : Mengangkut Pasir Kuarsa dan Anthracite menuju Drum Mixer Type : Troughed belt on 45o idlers with rolls of equal length
Kapasitas maksimum : 32 ton/jam
Belt width : 14 in
Belt speed : 100 ft/menit
Trough width : 9 in
Skirt seal : 2 in
Panjang : ft
Sudut elevasi :
Power : 4 hp
Jumlah : 1 buah
55.902 26.6 o
12. Drum Mixer (M - 140)
Fungsi : Mencampur Anthracite dan Pasir Kuarsa sebelum direaksikan dalam Electric Furnace
Type : Double Cone
Kapasitas : cuft
Rate pencampuran : cuft/menit
Diameter : ft
Tinggi : ft
Tebal Shell : in
Tebal tutup : in
Spesifikasi Peralatan V - 5
13. Screw Conveyor (J - 141)
Fungsi : Mengangkut campuran Anthracite dan Pasir Kuarsa menuju Electric Furnace Type : Standart Screw
Kapasitas : cuft/jam Panjang : 20 ft
Diameter : 6 in Kecepatan putaran : 18 rpm Power : 2 hp Jumlah : 1 buah
351.4327
14. Electric Furnace (Q - 210)
Pada perancangan alat utama (BAB VI)
15. Chill Conveyor (J - 220)
Fungsi : Mendinginkan lelehan Silicon Carbide dari Electric Furnace
Type : Appron conveyor dilengkapi dengan blower udara untuk pendinginan
Kapasitas : kg/jam
Ukuran : Panjang chill = ft = 97 m
Lebar = 2 m
Kecepatan : ft/jam = ft/menit
Power : hp
Jumlah : buah
319.200
68.9370 1.1490
6259.780
5 1
16. Filter Udara
Fungsi : Menghilangkan debu dan kotoran dari udara
Type : Dry Throwaway
Rate udara : kg / jam
Rate volumetrik : ft3/menit
Digunakan ukuran standart : 24 x 24 in 112122.1529
56597.0730
17. Blower (G - 221)
Fungsi : Menghembuskan udara dari udara bebas ke Chill Conveyor
Type : Centrifugal
Bahan : Commercial steel
Rate Volumentrik : cuft/mnt
Adiabatic Head : ft.lbf/lbm gas
Effisiensi motor :
Power : hp
Jumlah : buah
11382.2130 15000
80% 117.39
Spesifikasi Peralatan V - 6
18. Hammer Mill (C - 310)
Fungsi : Memperkecil ukuran Silicon Carbide hingga 80 mesh
Type : Reversible Hammer Mills
Kapasitas Maksimum : ton/jam
Sieve number :
Model :
Ukuran Rotor (in) : 30 x 30 Maksimum ukuran feed : in Maksimum speed : rpm
Bahan : Heavy Duty Steel
Power : hp
Jumlah : buah
60 No. 40 2.5 1200 1 505 100
19. Screen II (H - 311)
Fungsi : Menyeragamkan ukuran Silicon Carbide Type : High Speed Vibrating Screen
Kapasitas : kg/jam
Ukuran screen
: in
: in
Luas screen : in 2
Power : hp
Jumlah : buah
Panjang Lebar 6589.2424 1 15.2257 463.6418 1 30.4513
20. Screw Conveyor (J - 312)
Fungsi : Mengangkut Silicon Carbide ke Bucket Elevator Type : Standart Screw
Kapasitas : cuft/jam Panjang : ft Diameter : in Kecepatan putaran : rpm Power : hp Jumlah : buah
Spesifikasi Peralatan V - 7
21. Bucket Elevator (J - 313)
Fungsi : Memindahkan Silicon Carbide ke Bin sebelum dicuci di Cone Reactor Type : Centrifugal discharge bucket elevator
Kapasitas : ton/jam
Kapasitas maksimum : ton/jam
Ukuran : 6 in x 4 in x 4 1/4 in
Bucket spacing : in
Tinggi elevator : ft
Ukuran feed (Maks) : in
Bucket speed : ft/menit
Putaran head shaft : rpm
Lebar belt : in
Power total : hp
Jumlah : buah
105.8985 20.2384 14 12 2 1 7 20 6.5892 0.750
22. Bin (F - 314)
Fungsi : Menampung sementara Silicon Carbide
Type : Tangki silinder vertikal terbuka dengan tutup bawah berbentuk conis
Kondisi operasi : - Suhu : 30 oC
- Tekanan : 1 atm
- Waktu tinggal : hari = 8 jam
Kapasitas : ft3
Tangki : - Diameter : ft
- Tinggi : ft
- Tebal shell : in
- Tebal tutup atas : in
- Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA - 283 Grade C
Jumlah : 1 buah
Spesifikasi Peralatan V - 8
23. Tangki Penampung H2SO4
Fungsi : Menampung larutan H2SO4 98%
Type : Silinder tegak dengan tutup atas dished head dan tutup bawah datar
Kondisi operasi : - Suhu : 30 oC
- Tekanan : 1 atm
- Waktu tinggal : 1 hari
Kapasitas : kg / hari
Tangki : - Diameter : ft
- Tinggi : ft
- Tebal shell : in
- Tebal tutup atas : in
- Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA - 283 Grade C
Jumlah : 2 buah
1.9849 3/16 3/16 3/16 11404.5563 2.2706 (F - 152)
24. Pompa (L - 151)
Fungsi : Memompa H2SO4 98% dari tangki penampung menuju ke tangki pengencer H2SO4
Type : Centrifugal pump
Kondisi operasi : - Suhu : 30 oC (suhu kamar) - Tekanan masuk : 1 atm
- Tekanan keluar : 1 atm - Waktu proses : continuos
Kapasitas : lb / jam
Rate volumetrik : gpm
Bahan : Commercial steel
Diameter pipa : Effisiensi pompa : Effisiensi motor :
Power motor : hp
Jumlah : buah
80% 0.5
1 0.0477
1/8 " sch. 80 19.7996
Spesifikasi Peralatan V - 9
25. Tangki pengencer H2SO4
Fungsi : Untuk mengencerkan H2SO4 98% menjadi 30%
Type : Tangki berbentuk silinder dengan tutup atas dan bawah berbentuk standard dished head dilengkapi pengaduk
Kondisi operasi : - Suhu : 51 oC
- Tekanan : 1 atm
- Konsentrasi awal : - Konsentrasi akhir :
Kapasitas : kg / hari
Tangki : - Diameter : ft
- Tinggi : ft
- Tebal shell : in
- Tebal tutup atas : in
- Tebal tutup bawah : in
Pengaduk : - Jenis : Turbin enam daun rata
- Diameter impeller : ft
- Jumlah impeller : 2 buah
- Kecepatan putaran : rpm
- Power : hp
Jumlah : 1 buah
0.9103 110 0.5 2.7310 5.2953 3/16 3/16 3/16 98% 30% 3053.0171
(F - 150)
26. Pompa (L - 153)
Fungsi : Memompa H2SO4 98% dari tangki penampung menuju
tangki pengencer H2SO4
Type : Centrifugal pump
Kondisi operasi : - Suhu : 30 oC (suhu kamar) - Tekanan masuk : 1 atm
- Tekanan keluar : 1 atm - Waktu proses : continuous
Kapasitas : lb / jam
Rate : gpm
Bahan : Commercial steel
Diameter pipa : Effisiensi pompa : Effisiensi motor :
Power motor : hp
Jumlah : buah
20% 80% 0.5 1 280.4451 0.4608
Spesifikasi Peralatan V - 10
27. Cone Reactor (M - 320)
Fungsi : Untuk menghilangkan impurities / pengotor pada Silicon Carbide
Type : Cone Reactor
Kapasitas : lb/jam
Diameter : ft
Tinggi : ft
Jumlah : buah
Bahan konstruksi : Carbon Steel 2
13800.3117 6
12
28. Screw Conveyor (J - 321)
Fungsi : Mengangkut Silicon Carbide ke Washer Type : Standart Screw
Kapasitas : cuft/jam Panjang : 20 ft
Diameter : 6 in Kecepatan putaran : 18 rpm Power : 1 hp Jumlah : 1 buah
78.4135
29. Washer (H - 330)
Fungsi : Untuk memisahkan padatan dan cairan serta mencuci impurities pada SiC Tipe : Disk-Bowls Centrifuge
Bahan : Carbon steel
Diameter : in
Speed : rpm
MCF : lbf/ft2
Power : hp
Jumlah : buah
6 2 13 7500
5
30. Screw Conveyor (J - 331)
Fungsi : Mengangkut Silicon Carbide ke Rotary Dryer Type : Standart Screw
Kapasitas : cuft/jam Panjang : 20 ft
Diameter : 6 in Kecepatan putaran : 18 rpm Power : 1 hp Jumlah : 1 buah
Spesifikasi Peralatan V - 11
31. Rotary Dryer (B - 340)
Fungsi : Mengeringkan bahan hingga kadar air tinggal 1 % dengan bantuan udara panas
Type : Rotary drum
Kapasitas : kg/jam
Isolasi : Batu isolasi
Tebal isolasi : 4 in
Tebal shell : in
Diameter : ft
Panjang : ft
Tinggi bahan : ft
Sudut rotary : o
Time of passes : menit
Power : hp
Jumlah : 1 buah
2/16 6580.2477 3.18 80 33 6.5643 74.2108 0.1575
32. Filter Udara
Fungsi : Menghilangkan debu dan kotoran dari udara
Type : Dry Throwaway
Rate udara : kg / jam
Rate volumetrik : ft3 / menit
Digunakan ukuran standart : 24 x 24 in
Type : Dry Throwaway
5537.0044 2794.9717
33. Blower (G - 341)
Fungsi : Menarik udara yang akan dihembuskan menuju Heater
Type : Centrifugal blower
Bahan : Carbon steel
Rate Volumetrik : cuft/mnt
Adiabatic Head : ft.lbf/lbm gas
Effisiensi motor : %
Power : hp
Jumlah : buah
2810.4777 15000
1 70
Spesifikasi Peralatan V - 12
34. Heater (E - 342)
Fungsi : Memanaskan suhu udara sebelum masuk Rotary Dryer dari 30 oC hingga 120 oC Tipe : 1 - 2 shell and tube heat exchanger
Kapasitas : kg / jam
Dimensi : Tube side
panjang : ft
OD : in
BWG :
pitch : in squarepitch
jumlah : buah
passes :
Shell side
ID : in
Baffle space : in
passes : 1
3/4 104 19 1/4 5537.0044 16 2 1 10 12
35. Cyclone (H - 343)
Fungsi : Memisahkan udara dengan debu produk yang keluar dari Rotary Dryer
Type : Cyclone Separator
Kapasitas : lb/jam
Ukuran : - : in
- : in
- : in
- : in
- : in
- : in
- : in
- : in
Tebal shell : in
Tebal tutup atas : in
Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA - 283 Grade C
Jumlah : 1 buah
Spesifikasi Peralatan V - 13
36. Screw Conveyor (J - 344)
Fungsi : Mengangkut Silicon Carbide dari Rotary Dryer menuju Bucket Elevator Type : Standart Screw
Kapasitas : cuft/jam Panjang : 20 ft
Diameter : 6 in Kecepatan putaran : 18 rpm Power : 1 hp Jumlah : 1 buah
76.3579
37. Bucket Elevator (J - 345)
Fungsi : Memindahkan Silicon Carbide dari Screw Conveyor menuju ke Ball Mill Type : Centrifugal discharge bucket elevator
Kapasitas : ton/jam
Kapasitas maksimum : ton/jam
Ukuran : 6 in x 4 in x 4 1/4 in
Bucket spacing : in
Tinggi elevator : ft
Ukuran feed (Max) : in
Bucket speed : ft/mnt
Putaran head shaft : rpm
Lebar belt : in
Power total : hp
Jumlah : buah
0.750 6.313 2 1 25 14 12 101.461 19.390 7
38. Ball Mill (C - 350)
Fungsi : Menghaluskan ukuran Silicon Carbide hingga 200 mesh
Type : Ball Mill
Kapasitas : kg / jam
Diameter mill : in = m
Panjang mill : in = m
Diameter bola : in = ft
Ukuran ball mill : 5 x 4 ft
Jumlah bola : buah
Kecepatan putaran : rpm
Power : hp
Jumlah : buah
Spesifikasi Peralatan V - 14
39. Screen III (H- 351)
Fungsi : Memisahkan produk yang berukuran lebih besar dari 200 mesh, yang keluar dari Ball Mill
Type : High Speed Vibrating Screen
Kapasitas : kg/jam
Ukuran screen
: in
: in
Luas screen : in 2
Power : hp
Jumlah : buah
276.8917 Panjang 43.0769 Lebar 21.5384 927.8087 1 1
40. Screw Conveyor (J - 352)
Fungsi : Mengangkut produk Silicon Carbide ke Bucket elevator Type : Standart Screw
Kapasitas : cuft/jam Panjang : 20 ft
Diameter : 6 in Kecepatan putaran : 18 rpm Power : 1 hp Jumlah : 1 buah
80.3768
41. Bucket Elevator (J - 353)
Fungsi : Memindahkan produk Silicon Carbide dari Screw Conveyor ke Silo Type : Centrifugal discharge bucket elevator
Kapasitas : ton/jam
Kapasitas maksimum : ton/jam
Ukuran : 6 in x 4 in x 4 1/4 in
Bucket spacing : in
Tinggi elevator : ft
Ukuran feed (Max) : in
Bucket speed : ft/mnt
Putaran head shaft : rpm
Lebar belt : in
Power total : hp
Jumlah : buah
Spesifikasi Peralatan V - 15
42. Silo (F - 354)
Fungsi : Penampung akhir Silicon Carbide
Type : Tangki silinder vertikal terbuka dengan tutup bawah berbentuk conis
Kondisi operasi : - Suhu : 30 oC (suhu kamar)
- Tekanan : 1 atm
- Waktu tinggal : 5 hari
Volume tangki : cuft
Ukuran Tangki : - Diameter : ft
- Tinggi : ft
- Tebal shell : in
- Tebal tutup atas : in
- Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA - 283 Grade C
Jumlah : 1 buah
Perancangan Alat Utama VI - 1
BAB VI
PERANCANGAN ALAT UTAMA
Kapasitas : Anthracite = kg/jam
lb/jam
Pasir Kuarsa = kg/jam
lb/jam
ρ campuran = lb/cuft
Volume feed = 14517.5534 = m3 89.2498
162.6621 5807.0214 12802.2898 8710.5321 19203.4347
Perancangan Alat Utama VI - 2
A. Menentukan dimensi ruang pembakaran (crucible)
Bentuk crucible dipilih berbentuk silinder dengan pertimbangan distribusi panas dari elektrode yang lebih baik.
Direncanakan feed menempati volume crucible
maka, volume crucible = x = m3
D = H
V = π D2 H
= x x D3
D = m = 8 m
H = m = 5 m
dinding crucible terdiri dari Reinforced Steel CV. Surya Abadi - 283 grade C, dengan tebal = in dilapisi refactory brick setebal = 30 cm
162.6621 8.0950 4/16 260.2593 260.2593 1/4 1.6 0.25 1.6 5.0594 3.14 0.625 40%
B. Menentukan Dimensi Casing Elektrode
Kebutuhan elektrode tiap ton Silicon Carbide di tetapkan
= 35 lb/ton silicon carbide (Kirk & Othmer Vol.2 hal.110 )
Silicon Carbide yang dihasilkan = 6.2598 ton/jam
Maka, kebutuhan elektrode tiap jam = 35 lb/ton x
= lb/jam
= 99.3786 kg/jam 219.0923
6.2598
direncanakan dipasang 3 buah elektrode yang beroperasi 1 hari Tiap elektrode beratnya = x 24
3
= kg
densitas elektrode = 35 lb/cuft = kg/m3
volume tiap elektrode = kg
kg/m3
= m3
560.9 99.3786 560.9 795.0289 1.4174 795.0289
Ditetapkan elektrode berbentuk silinder dengan D = m Maka :
= π D2 H
= x x 2 H
= m
= ft = 30 ft
Perancangan Alat Utama VI - 3
Jadi, dimensi elektrode
D = m
H = m
0.45 8.9167
Untuk memudahkan penambahan elektrode yang umumnya habis, maka casing dibagi menjadi beberapa bagian melingkar dengan tinggi 4 - 6,5 ft.
(Kirk & Othmer Vol.2 hal 107)
Ditetapkan tingginya 6 ft / bagian, maka :
jumlah bagian casing = 30 ft = 5 bagian 6 ft
Bahan casing terbuat dari steel SA-283 grade C dengan tebal = 2/16 in
C. Menentukan Dimensi Kubah Furnace
Kubah furnace berbentuk kubus dengan panjang sisi = 3 x diameter crucible, maka, panjang sisi kubah = 3 x 8
= 24 m Jadi, panjang sisi kubah furnace :
panjang = = tinggi = 24 m
Konstruksi kubah terbuat dari Reinforced Steel SA - 283 grade C dan dilapisi refractory Brick.
lebar
D. Pengeluaran Produk (Tapping)
Interval waktu tapping ditetapkan = 60 menit (Kirk&Othmer, Vol. 2, hal.109)
Jumlah tiap hole ditetapkan = 25 cm
Tinggi permukaan muatan =
=
x x 2
= m
0.25 3.1621 volume muatan luas crucible 162.6621 8.0950 3.14
Letak tiap hole = x tinggi muatan
= x
= 1.0540 m 1/3
Perancangan Alat Utama VI - 4
Q = kcal/kg
= BTU/lb
= watt
= Kw
= 769.0388164 Hp 1030.883132 1425068.9644
1030883.132 6597652045
SPESIFIKASI
Fungsi : Pembakaran Anthracite dan Pasir Kuarsa menjadi Silicon Carbide Type : PKM-100GRT (Automatic Internal Quench)
Dasar Pemilihan : Penanganan otomatis dan sesuai dengan bahan Manufacture : Pasific (Furnace Broker Inc)
Temperatur : Maksimum oC = oF
Control Voltager : volt ; 3 phase
Panjang : 24 m
Lebar : 24 m
Tinggi : 24 m
Kaloric Load : Btu/dtk
Bahan : Reinforced Steel SA-283 grade C Isolasi : Keramik Fiber
Tebal isolasi : 24 in
Accesory : Internal Quench System
Jumlah : 1 buah
1200000
3992 2200
Instrumentasi dan Keselamatan Kerja VII - 1
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
Instrumentasi dan keselamatan kerja merupakan suatu hal penting di dalam proses kerja pabrik Silicon Carbide untuk mencegah kehilangan nyawa manusia, kerugian materi, alat, dan sarana. Hal ini dapat terjadi karena kesalahan operasi mesin, sifat – sifat bahan, dan kebakaran.
VII.1. Instrumentasi
Instrumentasi merupakan peralatan pengendalian proses sehingga didapatkan produk dengan kualitas dan kuantitas yang direncanakan. Di dalam pabrik Silicon Carbide ini, peralatan pengendalian proses berupa alat – alat kontrol yang bekerja secara otomatis dan manual.
Pemakaian instrumentasi dalam pabrik Silicon Carbide ini mempunyai beberapa tujuan khusus, yaitu :
• Untuk mengendalikan proses produksi sehingga peralatan proses dapat bekerja
sesuai dengan yang direncanakan dan dihasilkan produk dengan kualitas dan kuantitas yang direncanakan pula.
• Untuk memudahkan karyawan bagian produksi mengetahui kondisi operasi
alat setiap waktu sehingga bila terjadi penyimpangan dapat segera diatasi. • Untuk mencegah pemborosan terhadap bahan baku dan waktu yang
Instrumentasi dan Keselamatan Kerja VII - 2
VII.1.1. Pertimbangan Pemilihan Instrumentasi
Untuk mencapai tujuan – tujuan penggunaan instrumentasi di atas, maka dalam perencanaan instrumentasi harus diperhatikan hal – hal sebagai berikut :
a. Penempatan instrumentasi yang sesuai dengan kegunaannya.
b. Sifat – sifat instrumentasi harus dipilih dengan kriteria sebagai berikut : • Ketahanan (Realibility)
Realibility dapat terpenuhi dengan jalan mamilih alat dengan kategori : 1. Sedikit gangguan
2. Sedikit kerusakan 3. Umurnya panjang • Faktor pemilihan
Alat instrumentasi harus diseleksi agar dalam perawatan dan pemeliharaan dapat dilaksanakan dengan mudah, cepat, dan perawatan tidak mahal.
• Harus dipertimbangkan bahwa bila realibility makin tinggi maka material
investment cost makin tinggi pula akan tetapi maintenance cost makin rendah.
Instrumentasi dan Keselamatan Kerja VII - 3
VII.1.2. Pemilihan Instrumentasi
Berdasarkan uraian di atas, maka alat ukur atau instrumentasi yang dipilih adalah yang sederhana, mudah pengoperasiannya, murah harganya, dan bila terjadi kerusakan mudah diganti dan diperbaiki.
Untuk proses di dalam pabrik Silicon Carbide ini, beberapa variabel yang harus diawasi dan dikendalikan adalah :
1. Komposisi bahan baku dan produk 2. Kadar air dalam bahan baku 3. Suhu
4. Tekanan
5. Kecepatan putar motor
6. Laju alir fluida (cair, gas, dan padat)
1. Komposisi Bahan Baku dan Produk
Pemeriksaan terhadap komposisi bahan baku dan produk perlu dilaksanakan terus – menerus karena komposisi bahan baku Pasir Kuarsa (SiO2, Al2O3, Fe2O3, TiO2, CaO, MgO, dan H2O) dan Anthracite (kandungan Carbon, Hidrogen, Nitrogen, Oksigen) akan selalu bervariasi. Pemeriksaan ini dilakukan di
Instrumentasi dan Keselamatan Kerja VII - 4
2. Kadar Air dalam Bahan Baku
Bahan baku Pasir Kuarsa dan Anthracite yang disimpan dalam gudang selalu berubah – ubah kadar airnya. Kadar air ini perlu diperiksa setiap periodiknya agar kondisi peralatan proses, seperti Rotary Dryer dapat bekerja sesuai dengan yang dikehendaki dan terjaminnya mutu produk. Pemeriksaan dilakukan dalam laboratorium dengan menggunakan peralatan – peralatan seperti : neraca halus, dapur pemanas suhu 50 °C yang dipanaskan dengan listrik.
3. Suhu
Karena dalam proses produksi pabrik Silicon Carbide ini banyak terjadi proses pembakaran atau pemanasan maka suhu perlu dikontrol di dalam peralatan tertentu, misalnya Rotary Dryer, Chill Conveyor, dan Electric Furnace. Beberapa alat kontrol suhu yang digunakan untuk masing – masing alat – alat tersebut di atas adalah sebagai berikut :
• Platinum – 10 % Rhodium Thermocouple
Alat kontrol suhu ini digunakan pada beberapa peralatan antara lain : Rotary Dryer, Chill Conveyor. Alat kontrol ini dapat bekerja pada range suhu kisaran 630,74 °C sampai 1064,42 °C. Cara kerja alat ini adalah 2 buah logam yang bergabung dengan suhu yang berbeda.
• Optical Pyrometer
Instrumentasi dan Keselamatan Kerja VII - 5
• Platinum Resistance Thermometer
Alat kontrol ini dapat digunakan pada alat proses Rotary Dryer karena range suhu yang dapat dikontrol sebesar 0 – 630,74 °C.
4. Tekanan
Pada peralatan proses pabrik Silicon Carbide ini pada umumnya bekerja pada tekanan atmosferik. Tekanan dalam beberapa peralatan misalnya Rotary Dryer, Chill Conveyor, Electric Furnace, dan cerobong dapat digunakan alat ukur manometer jenis mercury – column pressure gauge dan simple deadwight tester.
5. Kecepatan Putar
Kebanyakan peralatan pabrik Silicon Carbide ini menggunakan motor penggerak, maka kecepatan putar dari motor penggerak perlu dipasang alat kontrol sesuai dengan yang direncanakan. Beberapa peralatan yang perlu dipasang alat kontrol kecepatan putar adalah Screw Conveyor, Bucket Elevator, Rotary Dryer, Chill Conveyor, dan Belt Conveyor. Alat – alat kontrol kecepatan putar yang digunakan adalah Gear Train, Syachromotor dan Linier Position.
6. Laju Alir Cairan dan Udara
Instrumentasi dan Keselamatan Kerja VII - 6
mengontrol laju alir air pada unit utilitas. Beberapa alat kontrol laju alir yang digunakan adalah Vortex, Shodding Flowmeters dan Ultrasonic Flowmeters.
Berdasarkan uraian di atas, maka penggunaan alat kontrol beserta alat – alat proses tercantum dalam tabel VII.1 sebagai berikut :
No.
1 Bin 1. Berat Material
2 Tangki Penampung 1. Tinggi Material H2SO4 2. Aliran keluar
3 Pompa 1. Aliran Keluar
4 Tangki Pengencer H2SO4 1. Tinggi Material
5 Electric Furnace 1. Suhu 2. Tekanan
6 Rotary Dryer 1. Suhu
2. Tekanan
3. Kecepatan Putar
7 Chill Conveyor 1. Kecepatan Putar
8 Blower 1. Aliran Keluar
9 Cone Reactor 1. Tinggi Material
10 Heater 1. Suhu
11 Belt Conveyor 1. Kecepatan Putar
12 Screw Conveyor 1. Kecepatan Putar
13 Bucket Elevator 1. Kecepatan Putar
Peralatan Variabel yang dikontrol Instrumentasi
FC WC LI FC FC LC TI PI
Instrumentasi dan Keselamatan Kerja VII - 7
Keterangan :
WC : Weight Control
LI : Level Indikator
FC : Flow Control
LC : Level Control
TI : Temperatur Indicator
SC : Speed Control
TC : Temperatur Control
Instrumentasi dan Keselamatan Kerja VII – 8
VII.2. Keselamatan Kerja
Dalam perencanaan pabrik Silicon Carbide ini, masalah keselamatan kerja mendapat perhatian yang serius karena proses kerja peralatan produksi bila mengabaikan keselamatan kerja akan dapat menimbulkan bahaya – bahaya kecelakaan kerja yang dapat merenggut nyawa manusia. Adapun bahaya – bahaya yang mungkin timbul dan cara untuk menanggulanginya dalam pra rencana pabrik Silicon Carbide adalah :
1. Konstruksi
• Konstruksi bangunan, alat produksi harus memenuhi syarat – syarat yang
telah ditentukan.
• Pada tempat – tempat yang berbahaya atau yang dapat menimbulkan bahaya
kecelakaan kerja hendaknya diberi pagar atau tanda – tanda peringatan yang jelas.
• Pengaliran udara dan penerangan harus cukup baik.
• Antara peralatan mesin dan proses harus mempunyai jarak yang cukup. • Tangki bahan bakar harus mempunyai jarak yang cukup dari tempat yang
dapat menimbulkan bahaya kebakaran.
• Sistem perpipaan untuk air, udara dan minyak bakar hendaknya diberi cat
dengan warna lain dengan warna disekitarnya. 2. Mechanical
Instrumentasi dan Keselamatan Kerja VII – 8
pagar pengaman dan mempunyai jarak yang cukup sehingga daerah tersebut aman dari lalu lalang orang.
3. Hygiene
Karena pada pabrik Silicon Carbide ini lebih banyak memproses bahan – bahan dari batuan maka perlu diperhatikan partikel padat (debu) dan gas – gas hasil pembakaran yang dapat mempengaruhi kesehatan karyawan. Oleh karena itu, perlu pencegahan dengan beberapa cara antara lain :
• Pemakaian sarung tangan, masker, sepatu boot sebagai pengaman.
• Pemakaian filter – filter pada cerobong – cerobong gas untuk diameter atau
diturunkan sampai keadaan yang diijinkan. 4. Flammeable dan Explosive
Bahaya yang ditimbulkan karena flammeable dan explosive perlu mendapat perhatian karena bahan – bahan seperti bahan bakar dan produk Silicon Carbide merupakan bahan yang mudah meledak. Oleh karena itu, perlu beberapa pencegahan antara lain :
• Untuk bahan bakar hendaknya diletakkan di luar daerah proses dan cukup
jauh dari daerah pembakaran atau dekat api.
• Dipasang tanda – tanda peringatan dilarang merokok atau menyalakan api di
daerah – daerah yang rawan kebakaran tersebut.
Instrumentasi dan Keselamatan Kerja VII – 8
• Untuk mencegah terjadinya kebakaran, dipasang alat – alat pemadam
kebakaran di tempat yang mudah dijangkau atau diketahui karyawan. 5. Insulasi
Pabrik Silicon Carbide banyak menggunakan peralatan pembakaran yang membutuhkan panas seperti Chill Conveyor, Rotary Dryer, dan Electric Furnace. Oleh karena itu, perlu dijaga keselamatan kerja dari panas yaitu dengan cara :
• Memasang insulasi pada semua permukaan panas terutama daerah yang
banyak didatangi atau ditempati oleh operator.
• Dipasang kabel – kabel instrumen dan kawat listrik di daerah yang panas atau
daerah yang sangat mungkin terjadi kecelakaan. 6. Kelistrikan
• Dipasang alat pengontrol jarak jauh dari alat – alat operasi selain starter yang
dipasang setempat.
• Alat – alat penting seperti Switcher dan transformator harus diletakkan sejauh
mungkin dari unit – unit operasi. • Disediakan emergency power supply
VII.2.1. Peraturan Keselamatan Kerja
Instrumentasi dan Keselamatan Kerja VII – 8
VII.2.2. Alat Pemadam Kebakaran
Pemadam kebakaran merupakan suatu cara dalam penanganan kebakaran yang terjadi dalam pabrik. Pada umumnya bahan baku yang digunakan untuk memadamkan api adalah air. Oleh karena itu, distribusi air untuk pemadam kebakaran sangat penting. Air yang disemprotkan ke atas api akan memberikan efek pendingin dan dapat mematikan api. Dengan adanya sistem ini maka penggunaan pompa untuk menaikkan tekanan air sangat diperlukan. Untuk dapat mengatasi kebakaran yang terjadi di dalam pabrik secara cepat, maka digunakan unit mobil kebakaran yang dapat dipakai untuk memadamkan kebakaran dengan cepat dalam daerah yang tertentu ialah dengan menggunakan foam atau insert gas CO2
VII.2.3. Sistem Alarm Pabrik
, steam juga banyak dipakai sebagai pemadam api sekitar Electric Furnace. Untuk mengatasi kebakaran yang bersumber dari api yang kecil maka di tempat – tempat tertentu, misalnya gedung kantor, gudang dan daerah proses ditempatkan peralatan portable extinguisher yang dapat digunakan oleh karyawan. Dengan perhatian yang cepat kepada api yang kecil ini dapat mencegah kebakaran yang hebat.
Lokasi dan Tata Letak Pabrik IX - 1
BAB IX
LOKASI DAN TATA LETAK PABRIK
IX.1 Lokasi Pabrik
Dalam perancangan suatu pabrik, penentuan lokasi pabrik merupakan salah satu faktor utama dalam menentukan keberhasilan suatu pabrik. Penentuan ini juga ditinjau dari segi ekonomis yaitu berdasarkan pada “Return On Investment“, yang merupakan presentase pengembalian modal tiap tahun.
Daerah operasi ditentukan oleh faktor utama, sedangkan tepatnya lokasi pabrik yang dipilih ditentukan oleh faktor – faktor khusus.
Setelah mempelajari dan mempertimbangkan faktor – faktor yang mempengaruhi penentuan lokasi tersebut, maka pabrik yang direncanakan ini didirikan di daerah Jenu, Tuban.
Adapun alasan pemilihan lokasi tersebut karena dengan mempertimbangkan faktor – faktor utama dan faktor – fakor khusus.
IX.1.1 Faktor Utama
a) Bahan Baku
Lokasi dan Tata Letak Pabrik IX - 2
b) Pemasaran
Dengan melihat pangsa pasar yang prospektif, maka produk hasil Silicon Carbide ini bisa dikatakan memenuhi pangsa pasar tersebut. Distribusi dan pemasaran dari produk hasil Silicon Carbide dapat dilakukan melalui kota Surabaya dimana segala fasilitas telah tersedia, karena kedudukan Surabaya sebagai Ibukota Propinsi Jawa Timur.
c) Tenaga Listrik dan Bahan Bakar
Agar produksi pabrik ini tidak bergantung pada supply listrik dari PLN dan untuk menghemat biaya, maka didirikan unit – unit pembangkit tenaga listrik sendiri, sehingga PLN apabila pabrik tidak beroperasi dan apa