PABRIK CARBON BLACK DARI RESIDUAL OIL DENGAN
PROSES OIL FURNACE
PRA RENCANA PABRIK
Oleh :
SEFRIAN SUKMA NURSIERA
0731010038
J URUSAN TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
J AWA TIMUR
iii
Kata Pengantar
KATA PENGANTAR
Dengan mengucapkan rasa syukur kepada Tuhan Yang Maha esa dan
dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat
menyelesaikan Tugas Akhir “Pra Rencana Pabrik Carbon Black dari Residual Oil
dengan Proses Oil Furnace”, dimana Tugas Akhir ini merupakan tugas yang
diberikan sebagai salah satu syarat untuk menyelesaikan program pendidikan
kesarjanaan di Jurusan Teknik Kimia, Fakultas Teknologi Industri, Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
Tugas Akhir “Pra Rencana Pabrik Carbon Black dari Residual Oil
dengan Proses Oil Furnace” ini disusun berdasarkan pada beberapa sumber yang
berasal dari beberapa literatur, data – data, dan internet.
Pada kesempatan ini saya mengucapkan terima kasih atas segala
bantuan baik berupa saran, sarana maupun prasarana sampai tersusunya Tugas
Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT , selaku Dekan FTI UPN “Veteran” Jawa Timur
2. Ibu Ir. Retno Dewati, MT, selaku Ketua Jurusan Teknik Kimia, FTI UPN
“Veteran” Jawa Timur
3. Ibu Prof.Dr.Ir. Sri Redjeki, MT , selaku Dosen Pembimbing Tugas Akhir
iii
Kata Pengantar
5. Seluruh Civitas Akademik Jurusan Teknik Kimia, FTI UPN “Veteran”
Jawa Timur
6. Kedua orang tua serta seluruh anggota keluarga yang telah memberikan
dukungan baik moril, materiil dan spiritual.
7. Semua Teman – Teman yang mendoakan dan mendukung saya
8. Semua pihak yang telah membantu, memberikan bantuan, saran serta
dorongan dalam penyelesaian tugas akhir in.
Saya menyadari bahwa tugas akhir ini masih jauh dari sempurna,
karena itu segala kritik dan saran yang membangun saya harapkan dalam
sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir
yang telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi
mahasiswa Fakultas Teknologi Indusri Jurusan Teknik Kimia.
Surabaya, Nopember 2011
iv
Intisari
INTISARI
Perencanaan pabrik Carbon Black ini diharapkan dapat berproduksi
dengan kapasitas 50.000 ton Carbon Black/tahun dalam bentuk pellet. Pabrik
beroperasi secara semi - continuous selama 330 hari dalam setahun.
Carbon Black dibutuhkan dalam jumlah besar hampir 95% bagi keperluan
industri karet, dan selebihnya digunakan dalam industri tinta, cat, kertas, plastik,
dan lain - lain. Secara singkat, uraian proses dari pabrik Carbon Black sebagai
berikut :
Pertama - tama residual oil dioksidasi didalam furnace sehingga
membentuk carbon black, kemudian dilakukan pengambilan dengan cara
melewatkan pada cyclone. Setelah itu, carbon black dibentuk menjadi pellet pada
pelletizer, kemudian dikeringkan pada rotary dryer dan didinginkan pada colling
conveyor dan siap dipasarkan dalam bentuk pellet.
Pendirian pabrik berlokasi di Taman, Sidoarjo dengan ketentuan :
Bentuk Perusahaan : Perseroan Terbatas
Sistem Organisasi : Garis dan Staff
Jumlah Karyawan : 108 orang
Sistem Operasi : Semi - Continuous
iv
Intisari
Analisa Ekonomi :
* Massa Konstruksi : 2 Tahun
* Umur Pabrik : 10 Tahun
* Fixed Capital Investment (FCI) : Rp. 263.144.423.713
* Working Capital Investment (WCI) : Rp. 65.786.105.928
* Total Capital Investment (TCI) : Rp. 328.930.529.641
* Biaya Bahan Baku (1 tahun) : Rp. 513.602.874.990
* Biaya Utilitas (1 tahun) : Rp. 96.044.363.107
- Steam = 829838,5617 lb/hari
- Air pendingin = 687,0269 m3/hari
- Listrik = 8019,463 kWh/hari
- Bahan Bakar = 1051,185 liter/hari
* Biaya Produksi Total (TPC) : Rp. 1.003.119.508.658
* Hasil Penjualan Produk (Sale Income) : Rp. 1.100.000.000.000
* Bunga Bank (Kredit Investasi Bank i) : 20 %
* Internal Rate of Return : 41,70 %
* Rate On Equity : 50,92 %
* Pay Out Periode : 1 Tahun, 8 bulan, 15 hari
DAFTAR ISI
HALAMAN JUDUL...i
KATA PENGANTAR... ii
INTISARI ...iv
DAFTAR TABEL...vi
DAFTAR GAMBAR ... vii
DAFTAR ISI ...viii
BAB I PENDAHULUAN ... I – 1
BAB II PEMILIHAN DAN URAIAN PROSES... II – 1
BAB III NERACA MASSA ... III – 1
BAB IV NERACA PANAS ... IV – 1
BAB V SPESIFIKASI PERALATAN ... V – 1
BAB VI PERENCANAAN ALAT UTAMA... VI – 1
BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA ...VII – 1
BAB VIII UTILITAS ... VIII – 1
BAB IX LOKASI DAN TATA LETAK PABRIK ... IX – 1
BAB X ORGANISASI PERUSAHAAN ... X – 1
BAB XI ANALISA EKONOMI... XI – 1
BAB XII KESIMPULAN DAN PEMBAHASAN... XII – 1
Pendahuluan I - 1
BAB I
PENDAHULUAN
I.1 Latar Belakang
Dewasa ini perkembangan industri di Indonesia, khususnya industri kimia
meningkat secara kualitatif dan kuantitatif, sehingga kebutuhan bahan baku,
bahan penunjang dan tenaga kerja meningkat pula.
Industri carbon black akhir – akhir ini berkembang begitu cepat sebagai
akibat dari proses pembuatan sol sepatu, tinta cetak, kertas carbon dari carbon
black, serta tidak lupa pemakaian carbon black sebagai bahan campuran karet
ban merupakan pemakaian carbon black terbesar. Carbon black digunakan pula
sebagai komponen pemberi warna dan sebagai proteksi dari degradasi matahari.
Diperkirakan angka permintaan carbon black secara global meningkat hingga
4,3% pertahun hingga tahun 2013.
(www.tyrepress.com)
Industri carbon black di Indonesia sudah ada, namun masih belum
mencukupi kebutuhan dalam negeri baik dalam hal kualitas maupun kuantitas,
maka untuk mencukupi kebutuhan carbon black di Indonesia saat ini dan dimasa
yang akan datang maka investasi pada industri carbon black sangat diperlukan.
Kepentingan lain dari pabrik ini adalah untuk mendukung dan merangsang
berdirinya industri lain dan juga diharapkan dapat menambah komoditi non
migas serta meningkatkan kemampuan bangsa dalam penguasaan teknologi baru.
Bahan baku yaitu residue oil bisa didapatkan dengan membeli pada
Pendahuluan I - 2
tertinggal setelah fraksi-fraksi bernilai tinggi diambil dari minyak itu. Sedangkan
udara diambil dari udara bebas.
Faktor penunjang berdirinya pabrik Carbon black ini adalah :
a) Membuka lapangan kerja baru
b) Menambah pengetahuan teknologi dan pengalaman
c) Untuk mencukupi kebutuhan Carbon black di Indonesia serta menambah
devisa negara
d) Menunjang perkembangan industri – industri lain sebagai konsumen
Carbon black
I.2 Sejar ah Carbon Black
Unsur carbon yang digunakan dalam industri terdapat dalam macam
yaitu: carbon amorf, grafit, dan intan. Pada umumnya carbon bersifat reaktif
secara kimia, dan tidak meleleh pada tekanan biasa.
Carbon adalah unsur yang luwes dan berguna, penggunaanya selalu
meningkat tiap tahunya. Pada tahun 1928, Mantell menulis: ‘peluang untuk
berkembangnya industri carbon sangat besar, karena unsur ini sangat terkait erat
di dalam kehidupan kita yang amat kompleks dewasa ini’. Perkembangan itu
sekarang sudah terwujud.
Karbon industri yang tidak di fabrikasi antara lain jelaga lampu, jelaga
karbon, karbon aktif, grafit dan industri intan. Tiga yang pertama diatas
merupakan contoh carbon amorph. Jelaga lampu ( lamp black) terbentuk dari
pembakaran tak sempurna zat padat atau zat cair. Jelaga lampu sekarang
Pendahuluan I - 3
merupakan carbon amorph yang paling penting dan juga merupakan produk dari
pembakaran tak sempurna.
Di Amerika serikat, carbon black dibuat dengan membakar minyak ter
atau produk minyak bumi dengan udara terbatas. Carbon yang terbentuk lalu
dikumpulkan dalam ruang besar dan carbon ini kemudian di campur dengan ter,
dan dicetak dalam bentuk bata dan dikalsinasi pada suhu kira – kira 1000o C
untuk memperbaiki sifatnya. Bata kalsinasi tersebut kemudian digiling lagi
menjadi serbuk yang halus.
Industri carbon black pertama kali didirikan di Amerika Serikat dibangun
di New Cumberland, W.Va, pada tahun 1872. Carbon black ini dibuat dengan
mendinginkan nyala gas pada batuan dan mengikis carbon yang terbentuk. Pada
tahun 1883, dipattenkan proses giling ( Roller process), pada tahun 1892 Mc Nutt
menyempurnakan proses kanal ( Canal Black Process/ Chemichal Process). Pada
mulanya produksi tidak banyak, hanya 12.000 ton/tahun. Pada tahun 1904
pengaruh carbon black pada pembuatan karet dilaporkan oleh S.C. Mote dari
Inggris. Pada musin panas tahun 1912, B.F. Goodrich, yang merasa yakin akan
nilai carbon dalam industri karet mencoba sebanyak satu gerbong dan kemudian,
pada tahun itu juga memesan 500 ton/tahun. Perkembangan pasaran baru tersebut
merangsang perkembangan industri ini, sehingga berkembang dengan cepat dan
gas bumi merupakan bahan baku yang pertama.
Proses carbon termal ( thermal black process ) dipatenkan pada tahun
1916, dan mulai berproduksi pada tahun 1922. Tanur gas mulai beroperasi pada
tahun 1928. Pada bulan November 1943 pabrik carbon tanur minyak yang
Pendahuluan I - 4
I.3 Spesifikasi bahan baku dan pr oduk
I.3.1 Spesifikasi Bahan Baku
I.3.1.1 Residual Oil
Residual oil adalah sisa pengolahan minyak bumi yang kental dan
tertinggal setelah fraksi-fraksi bernilai tinggi diambil dari minyak itu.
(www.pertamina.com)
Mengandung 10 – 500 ppm vanadium dan nikel dalam molekul organik
kompleksnya. Terdapat pula garam, pasir, karat dan abu 0,01 hingga 0,5 persen
berat (perry, 8ed )
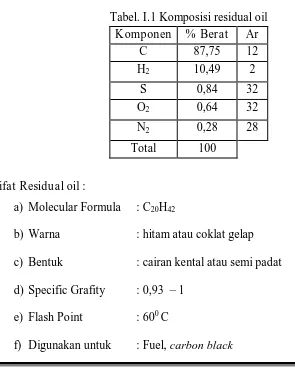
Di dalam Residual oil terdiri dari berbagai komponen diantaranya:
Tabel. I.1 Komposisi residual oil
Pendahuluan I - 5
I.3.1.2 Udara
Udara dimana di dalamnya terkandung sejumlah oksigen, merupakan
komponen esensial bagi kehidupan, baik manusia maupun makhluk hidup
lainnya. Udara merupakan campuran dari gas, yang terdiri dari sekitar 79 %
Nitrogen, 21 % Oksigen. Udara dikatakan "Normal" dan dapat mendukung
kehidupan manusia apabila komposisinya seperti tersebut diatas. Sedangkan
apabila terjadi penambahan gas-gas lain yang menimbulkan gangguan serta
perubahan komposisi tersebut, maka dikatakan udara sudah mengalami
pencemaran.
Udara terdiri dari berbagai macam gas diantaranya:
Tabel. I.2 Komposisi Udara
Carbon black adalah suatu klorida yang terbentuk oleh penguraian
thermis (thermal decompotition) dari hydrocarbon berbentuk cair dan gas.
Hampir seluruhnya carbon black terdiri dari carbon dan mengandung sedikit
beberapa material seperti: hidrogen, oksigen dan lainya. Untuk beberapa hal
diinginkan volatile meter contents yang lebih tinggi dan maksimum 18 % dan
untuk tinta cetak sebesar 12%.
Sifat – sifat fisis yang terpenting dari carbon black sehubungan dengan
Pendahuluan I - 6
1) Diameter Partikel : 400 Ao – 500 Ao
2) Surface Area : 40 -50 m2 /gr N2 adsorption
3) pH (derajat keasaman) : 8 – 9
4) Oil Absorption :0,9 – 1,1 cm2/gr
5) Kekuatan Pewarnaan : 150% - 180% (skala FF)
(sumber: Kirk Othmer, Vol 4, Tabel 3, 255)
Sifat Kimia Carbon black: (Perry 7ed, T.2-1)
1) Formula : C
2) Berat Molekul : 12
3) Warna : Hitam
4) Bentuk : Solid, amorphous ( tidak beraturan)
5) Specific grafity : 1,8 – 2,1 gr/cm3 6) Melting Point : > 3500o C 7) Boiling Point : 4200o C 8) Solubility, water : tidak larut
I.4 Kegunaan Carbon black
Hampir 95% dari produksi Carbon black di dunia dipakai dalam industri
– industri karet, dan selebihnya digunakan dalam industri tinta, cat, kertas,
plastik, dll. Dibawah ini adalah pemakaian Carbon black dalam berbagai industri
Pendahuluan I - 7
a) Karet
Pemakainan Carbon black dalam industri karet bukanlah sebagai bahan
pengisi (filling agent), tetapi adalah sebagai suatu pengeras (
reinforcement ) yang memperbaiki sifat – sifat karet yang dikehendaki.
b) Tinta
Lebih kurang separuh dari konsumsi Carbon black untuk tinta dipakai
untuk pembuatan surat kabar.
c) Cat dan pigmen
Ada tiga grade carbon black yang dipakai dalam preparasi cat, pernis,
email dan lain – lain, yaitu hight, medium dan standart color. Standart
grade umumnya dipakai dalam industri cat, medium grade digunakan
dalam industri email.
d) Plastik
Penambahan carbon black dalam industri plastik adalah sebagai pemberi
warna dan proteksi dari degradasi matahari. Dalam industry kabel listrik
dari polyethylene carbon black berfungsi untuk memperpanjang proses
deteorisasi
e) Kertas
Bermacam - macam black paper diproduksi oleh industri – industri kertas
seperti album paper, kulit karton, kertas bungkus, Opaque black paper
Pemilihan dan Uraian Proses II - 1
BAB II
PEMILIHAN DAN URAIAN PROSES
II.1 MACAM – MACAM PROSES
Proses produksi Carbon black terdiri dari berbagai macam proses
diantaranya :
a. Channel Proses
b. Furnace Proses
c. Thermal Proses
II.1.1 Channel Proses
Bahan baku ( gas) dibakar dalam burner house untuk dibakar dengan
udara yang disemprotkan dari bawah dan atas burner untuk menghasilkan
pembakaran dengan banyak asap, proses pembakaran ini terjadi pada suhu
1000 – 1200o C sehingga carbon dapat diendapkan dalam jumlah yang
banyak pada chanel – chanel. Carbon ini kemudian dihembuskan pada
pneumatic blower, dimana kotoran yang berat dan kotoran yang lain akan
mengendap ke bawah. Sedangkan carbon menuju ke cyclone, dari cyclone
kemudian dibawa ke pulvilizer dengan bantuan screw conveyor. Di
pulvilizer carbon black di seragamkan. Setelah itu dihembuskan ke
receiving tank untuk diumpankan ke pelletizer. Pada pelletizer carbon black
dimampatkan dengan menambah air, sehingga didapatkan carbon black
Pemilihan dan Uraian Proses II - 2
dengan rotary dryer. Setelah itu carbon black dibawa bucket elevator ke
unit packing.
II.1.2 Fur nace Proses
Pada furnace proses di bagi menjadi dua menurut bahan baku yang
digunakan, diantaranya :
a. Gas Furnace
Bahan baku (gas) di masukkan dalam furnace untuk proses
pembakaran. Pada furnace dibagi 3 zone : zone pembakaran, zone reaksi,
dan zone pendinginan. Gas di bakar dengan udara berlebih dengan suhu
antara 2300 - 2600o F. Dari zone pembakaran terbentuk asap hitam yang
kemudian masuk ke dalam zone reaksi dan terus bergerak ke dalam zone
quenching. Disini asap carbon black didinginkan secara mendadak. Setelah
itu dihembuskan ke spray tower dan didinginkan hingga 400o F. Dari spray
tower, debu yang bercampur dengan udara panas kemudian dihembuskan
ke dalam rangkaian dust collector. Rangkaian dust collector terdiri dari
cyclone, Electric Precipitator. Debu carbon black yang tertangkap
dijatuhkan ke screw conveyor kemudian diangkut oleh bucket elevator
untuk di bawa ke unit pelletizer.
Pada pelletizer carbon black dimampatkan dengan penambahan air.
Dari pelletizer, carbon black yang telah terbentuk pellet kemudian
dikeringkan dengan menggunakan rotary dryer. Setelah proses pengeringan,
Pemilihan dan Uraian Proses II - 3
b. Oil Fur nace
Campuran residu oil dan udara disemprotkan kedalam furnace untuk
proses pembakaran. Pembakaran dilakukan pada suhu 2600 – 3000o F.
Kemudian didinginkan secara mendadak pada zone quenching hingga suhu
400o F. Dari spray tower, debu yang bercampur dengan udara panas
kemudian dihembuskan ke dalam rangkaian dust collector. Rangkaian dust
collector terdiri dari cyclone, Electrostatic Precipitator dan bag filter. Debu
carbon black yang tertangkap dijatuhkan ke screw conveyor kemudian
diangkut oleh bucket elevator untuk di bawa ke unit pelletizer. Pada
pelletizer carbon black dimampatkan dengan penambahan air. Dari
pelletizer, carbon black yang telah terbentuk pellet kemudian dikeringkan
dengan menggunakan rotary dryer. Setelah proses pengeringan, carbon
black dibawa ke unit packing.
II.1.3 Ther mal Pr oses
Bahan baku (gas) diumpankan Brick checkerwork furnace yang
terdiri dari dua furnace yang berbentuk silinder, untuk pembakaran dengan
udara dan gas panas dari kolom scruber hingga suhu 1300o C. Dari furnace
carbon black didinginkan di spray tower hingga suhu 125 o C. Kemudian bergerak menuju cyclone dan bag filter. Debu carbon black dan gas panas
yang tertangkap dijatuhkan ke screw conveyor kemudian diangkut ke unit
pelletizer. Sedangkan gas panasnya dibawa ke scruber. Pada scruber gas
yang tidak diserap oleh air dan kaya akan hydrogen didinginkan,
dihumidifikasi, dan dikompresi lalu digunakan lagi pada furnace sebagai gas
Pemilihan dan Uraian Proses II - 4
II.2 SELEKSI PROSES
Dari uraian proses diatas maka dapat disimpulkan bahwa proses yang
dipilih adalah proses Oil Furnace. Pemilihan proses oil furnace ini didasarkan
atas pertimbangan – pertimbangan sebagai berikut:
a) Furnace yang digunakan lebih sederhana dan mudah
pengoprasianya, proses yang digunakan juga lebih sederhana
b) Bahan baku berupa residu oil
c) Kadar produk besar
d) Penempatan lokasi pabrik tidak terikat dengan sumber bahan baku
karena bahan baku mudah didapat dan dapat didirikan didaerah
konsumen
e) Yield dari produk oil furnace lebih besar dibanding dengan yang
lainya
Pembakaran Hidrokarbon
Pembakaran yang terjadi pada rantai hidrokarbon :
1. Pembakaran sempurna
Setiap senyawa hidrokarbon yang dibakar sempurna (terdapat cukup
oksigen) akan menghasilkan karbondioksida dan air.
2. Pembakaran tidak sempurna
Pembakaran tidak sempurna (yakni jika tidak terdapat cukup oksigen) bisa
menyebabkan pembentukan karbon atau karbon monoksida.
Pemilihan dan Uraian Proses II - 5
II.3 URAIAN PROSES
Residual oil yang kaya akan gas carbon awalnya disimpan ke
dalam tangki penampung. Dari sini residual oil dipanaskan terlebih dahulu
dengan suhu 95o C sebelum dipompa ke furnace untuk mempermudah proses
pembakaran dan supaya selisih flash pointnya sedikit. Residual oil dari tangki
penampung diumpankan kedalam furnace bersama udara dari blower.
Residual oil di bakar dengan udara pada suhu 600o C dan tekanan 5 atm.
Reaksi yang terjadi didalam furnace sebagai berikut:
• Reaksi 1 : C20H42(l) + 61/2 O2(g) 20CO2(g) + 21H2O(g)
• Reaksi 2 : C20H42(l) 20C(amor ph)+ 21H2(g)
Reaksi Keseluruhan:
2C20H42(l) + 61/2 O2(g) 20C(amor ph)+20CO2(g) + 21H2O(g) + 21H2(g)
Dari hasil pembakaran terbentuk asap hitam (produk carbon) yang
kemudian mengalir ke spray tower. Pada spray tower produk carbon black
diturunkan suhunya atau didinginkan secara mendadak sampai suhunya 230o
C dengan bantuan air pendingin. Dari spray tower, produk yang bercampur
dengan udara panas kemudian dihembuskan ke dalam rangkaian dust
collector. Rangkaian dust collector terdiri dari cyclone. Produk carbon black
yang tertangkap dijatuhkan ke screw conveyor kemudian diangkut oleh
bucket elevator ke bin untuk di bawa ke unit pelletizer. Sedangkan gas panas
Pemilihan dan Uraian Proses II - 6
Pada pelletizer carbon black dimampatkan dengan penambahan air.
Dari pelletizer, carbon black yang telah terbentuk pellet kemudian
dikeringkan dengan menggunakan rotary dryer. Setelah proses pengeringan,
carbon black ditampung pada silo sebagai produk akhir.
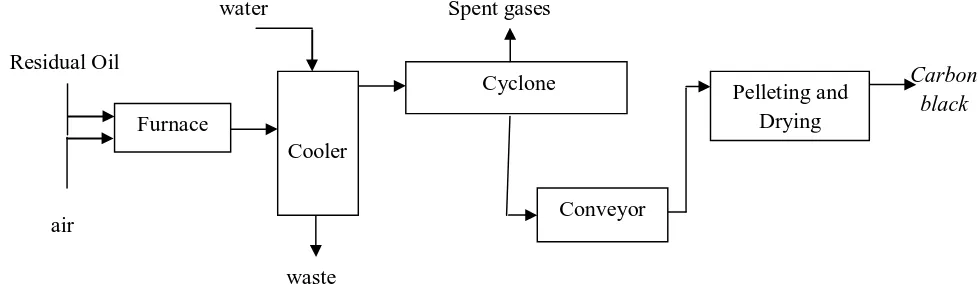
Uraian proses diatas sesuai dengan blok diagram sebagai berikut:
Gambar II.1. Gambar block diagram pembuatan carbon black
(Keyes; hal 212)
Cooler
Cyclone Pelleting and
Drying
Conveyor Furnace
air Residual Oil
Carbon black water
waste
Neraca Massa III - 2
2. Spr ay Tower
Neraca Massa :
* Campuran produk * Campuran produk
* Air pendingin dari utilitas * Limbah Cair
749756,3472 749756,3472
699011,7972
SO2 8,7409
H2O 698948,0399
O2 0,9373
N2 0,3942
H2 0,0144
CO2 47,3631
H2O 687026,8900 C 6,3075
SO2 186,7647 SO2 178,0238
62729,4572 50744,5500
CO2 34271,6976 CO2 34224,3345
H2O 14901,4374 H2O 2980,2875
O2 118,5808 O2 117,6434
N2 5777,4251 N2 5777,0309
H2 1103,8102 H2 1103,7958
S 62,2549 S 62,2549
Masuk kg/jam Keluar kg/jam
Neraca Massa III - 3
Neraca Massa :
* Campuran produk * Produk bawah ke conveyor
* Produk atas ke cyclone-2
* Campuran produk * Produk bawah ke conveyor
* Carbon black dari cyclone-1 * carbon black ke pelletizer
* Carbon black dari cyclone-2
* Carbon Black dr screw C. * Carbon Black ke rotary D.
C
* Carbon Black dr pelletizer * Carbon black ke cooling C.
Neraca Massa III - 5
8. Cyclone - 3
9. Cooling Conveyor Neraca Massa:
* Carbon Black dr Rotary D. * Carbon Black ke Pelletizer
* Limbah gas
Masuk kg/jam Keluar kg/jam
C 6,3005 C 6,2375
2681,4156
2687,6531 2687,6531
H2O 2681,3526
C 0,0630
H2O 2681,3526
Neraca massa :
* Carbon black dr rotary D. * Carbon black ke silo
Masuk kg/jam Keluar kg/jam
6313,1313 6313,1313
6313,1313 6313,1313
C 6294,2486 C 6294,2486
* Residual Oil dr Tangki * Residual Oil ke furnace
S 135,06783 S 1961,76454
Q steam 694765,24735 Q loss 34738,26237
Neraca Panas IV - 2
2. Fur nace
Neraca Energi :
* H Residual Oil * H campuran produk
Neraca Panas IV - 3
3. Spr ay Tower
4. Pelletizer Neraca Energi :
* H campuran produk * Campuran produk
* H air pendingin * Limbah Cair
* H carbon Black * H carbon black
* H C. black dari pelletizer * H C.black ke C. conveyor
* H udara panas * H C.black ke cyclone-3
Q loss
Q supply 7250170,1930 Q loss 362508,5096
Type : Silinder tegak, tutup bawah datar dan tutup atas dish
Volume : cuft = m3
Bhn konstruksi : Carbon steel SA-283 grade C
Jumlah : 4 buah
Type : Shell and tube, 1-2 exchanger
Spesifikasi Peralatan V - 2
4. Air Filter
Fungsi : Untuk menyaring udara bebas
Type : Dry type Airmat Dust Arrester
Dasar Pemilihan : Penanganan otomatis dan sesuai dengan bahan
Ukuran filter : Otomatis
Fungsi : Memindahkan udara dari udara bebas ke furnace
Type : Centrifugal Blower
Dasar Pemilihan : Sesuai dengan jenis bahan dan efisiensi tinggi
Bahan : Commercial Steel
Rate volumetrik : cuft/mnt
Adiabatic Head : ft.lbf/lbm gas
Effisisensi Motor :
Fungsi : Menurunkan suhu bahan sampai dengan 230 oC
Type : Silinder tegak, tutup bawah dan atas dish pada bagian atas di pasang perfored pipe untuk distribusi aliran air pendingin
Volume : cuft
Bahan Konstruksi : Carbon steel SA-283 grade C
Fungsi : Memindahkan bahan dari screw conveyor ke bin
Spesifikasi Peralatan V - 4
11. Bin
Fungsi : Menampung carbon black
Type : Silinder tegak dengan tutup atas plat da bawah conis
Volume : cuft
Bahan konstruksi : Carbon steel SA-283 grde C
Jumlah : 1 buah
Fungsi : Membuat pellet carbon black dengan metode basah Type : Wayne Strand Pelletizer (Model 221)
Manufacture : Wayne Inc.
Accesory : Feed & Cutter roll control
Jumlah : 1 buah
480 500
13. Rotar y Dryer
Fungsi = Mengeringkan carbon black dengan bantuan udara panas
Spesifikasi Peralatan V - 5
14. Cyclone - 3
Fungsi : Untuk memisahkan padatan dari gas
Type : Van Tongeren Cyclone
Fungsi : Memindahkan udara dari udara bebas ke Rotary Dryer
Type : Centrifugal Blower
Dasar Pemilihan : Sesuai dengan jenis bahan dan efisiensi tinggi
Bahan : Commercial Steel
Fungsi : Mendinginkan bahan sampai dengan 35 oC
Spesifikasi Peralatan V - 6
18. Silo
Fungsi : Menampung carbon black
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : cuft
Diameter : ft
Tinggi : ft
Tebal shell : in
Tebal tutup atas : in
Tebal tutup bawah : in
Bahan konstruksi : Carbon steel SA-283 grde C
Jumlah : 1 buah
14
5/8 5/8 6144
41
Perancangan Alat Utama VI - 1
BAB VI
PERANCANGAN ALAT UTAMA
Fungsi : Pembakaran Residual Oil menjadi Carbon Black
Type : Elektrik furnace
Kapasitas : Residual oil = kg/jam
lb/jam
Udara = kg/jam
lb/jam
ρ campuran = 1 x = lb/cuft
∑ = kg/m3
ρ komponen
volume feed = = m3
18528,24 40847,78 44201,21 97446,99
62729,457 1844,2138
34,0142
1844,214 115,1305 62,43
Perancangan Alat Utama VI - 2
a). Menentukan dimensi ruang pembakaran (crucible)
Bentuk crucible dipilih berbentuk silinder dengan pertimbangan distribusi panas dari elektrode yang lebih baik.
dinding crucible terdiri dari Reinforced Steel CV. Surya Abadi - 283
grade C dengan tebal = in
dilapisi refactory brick setebal = 30 cm
40%
Kebutuhan electrode tiap ton carbon black di tetapkan =35 lb/ton carbon black (Kirk & Othmer Vol 2 hal 110 )
carbon black yang dihasilkan = 6,313131 ton/jam
Maka Kebutuhan electrode tiap jam
direncanakan dipasang 3 buah electrode yang beroperasi 1 hari
Tiap electrode beratnya = x 24
3
= kg
densitas electrode = 35 lb/cuft = kg/m3
untuk memudahkan penambahan electrode yang umumnya habis, maka casing dibagi menjadi beberapa bagian melingkar dengan tinggi 4 - 6,5 ft
jumlah bagian casing = 18 ft = 3 bagian
6 ft
Bahan chasing terbuat dari steel SA-283 grade C dengan tebal = 2/16 in
c). Menentukan Dimensi Kubah Furnace
Kubah furnace berbentuk kubus dengan panjang sisi = 3 x diameter crucible,
maka, panjang sisi kubah = 3 x 5
= 14 m
jadi panjang sisi kubah furnace :
panjang = lebar = 14 m
Konstruksi kubah terbuat dari Reinforced Steel SA-283 grade C dan dilapisi Refractory Brick
d) Pengeluaran Produk ( Tapping)
Interval waktu tapping ditetapkan 30 menit (Kirk&Othmer vol 2 hal 109 )
jumlah tiap hole ditetapkan = 24 cm
Perancangan Alat Utama VI - 4
SPESIFIKASI :
Fungsi : Pembakaran Residual Oil menjadi carbon black
Type : PKM-100GRT (Automatic Internal Quench)
Dasar Pemilihan : Penanganan otomatis dan sesuai dengan bahan
Manufacture : Pasific (Furnace Broker Inc)
Temperature : Maksimum oC = oF
Control Voltager : volt ; 3 phase
Panjang : 14 m
Lebar : 14 m
Tinggi : 6 m
Kaloric Load : Btu/dtk
Bahan : Reinforced Steel SA-283 grade C
Isolasi : Keramik Fiber
Tebal isolasi : 24 in
Accesory : Internal Quench System
Jumlah : 1 buah
1200 2192
480
Instrumentasi dan Keselamatan Kerja VII – 12
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJ A
VII.1. Instr umentasi
Dalam rangka pengoperasian pabrik, pemasangan alat – alat
instrumentasi sangat dibutuhkan dalam memperoleh hasil produksi yang optimal.
Pemasangan alat – alat instrumentasi disini bertujuan sebagai pengontrol jalanya
proses produksi dari peralatan – peralatan pada awal sampai akhir produksi,
dimana dengan alat instrumentasi tersebut, kegiatan maupun aktifitas tiap – tiap
unit dapat dicatat kondisi operasinya sehingga sesuai dengan kondisi operasi
yang dikehendaki serta mampu memberikan tanda – tanda apabila terjadi
penyimpangan selama proses produksi berlangsung.
Pada uraian diatas bahwa dapat disederhanakan bahwa dengan adanya
alat intrumentasi maka:
1. Proses produksi dapat berjalan sesuai dengan efisiensi yang telah
ditentukan dan kondisi proses tetap terjaga pada kondisi yang sama
2. Proses produksi dapat berjalan sesuai dengan kondisi – kondisi yang
telah ditentukan sehingga diperoleh hasil yang optimum
3. Membantu mempermudah pengoperasian alat
4. Bila terjadi penyimpangan selama proses produksi, maka dapat segera
Instrumentasi dan Keselamatan Kerja VII – 12
Adapun variable proses yang diukur dibagi menjadi 3 bagian, yaitu:
1. Variable yang berhubungan dengan energi, seperti temperatur, tekanan
dan radiasi.
2. Variable yang berhubungan dengan kualitas dan rate, seperti pada
kecepatan aliran fluida, ketinggian liquid dan ketebalan.
3. Variable yang berhubungan dengan karakteristik fisik dan kimia,
seperti densitas, kandungan air.
Yang perlu diperhatikan didalam pemilihan alat instrumentasi adalah
Level, range, dan fungsi dari alat instrumentasi
Ketelitian hasil pengukuran
Konstruksi material
Pengaruh yang ditimbulkan terhadap kondisi operasi proses yang
berlangsung
Mudah diperoleh dipasaran
Mudah dipergunakan dan diperbaiki jika rusak
Instrumentasi yang ada dipasaran dapat dibedakan dari jenis
pengoperasian alat instrumentasi tersebut, yaitu alat instrumentasi manual atau
otomatis. Pada dasarnya alat instrumentasi yang otomatis lebih disukai
dikarenakan pengontrolanya tidak terlalu sulit, kontinyu, dan efektif, sehingga
menghemat tenaga kerja dan waktu. Akan tetapi mengingat faktor – faktor
ekonomi dan investasi modal yang ditanamkan pada alat instrumentasi berjenis
otomatis ini, maka pada perancangan pabrik ini akan menggunakan kedua jenis
Instrumentasi dan Keselamatan Kerja VII – 12
Adapun fungsi utama dari alat instrumentasi otomatis adalah
Melakukan pengukuran
Sebagai pembanding hasil pengukuran dengan kondisi yang harus
dicapai
Melakukan perhitungan
Melakukan koreksi
Alat instrumentasi otomatis ini dibagi menjadi 3 jenis, yaitu:
a) Sensing / Primary Element
Alat control ini langsung merasakan adanya perubahan pada variable
yang diukur, misalnya temperatur. Primary element merubah energi
yang dirasakan dari medium yang sedang dikontrol menjadi signal
yang bisa dibaca ( yaitu dengan tekanan fluida).
b) Receiving Element / Element Pengontrol
Alat control ini akan mengevaluasi signal yang didapat dari sensing
element dan diubah menjadi skala yang bisa dibaca, digambarkan, dan
dibaca oleh error detector. Dengan demikian sumber energi bisa diatur
sesuai dengan perubahan – perubahan yang terjadi.
c) Transmitting Element
Alat control ini berfungsi sebagai pembawa signal dari sensing element
ke receiving element.
Disamping ketiga jenis tersebut, masih terdapat peralatan pelengkap
yang lain, yaitu: Error Detector Element, alat ini akan membandingkan besarnya
kerja terukur pada variable yang dikontrol dengan harga yang diinginkan apabila
Instrumentasi dan Keselamatan Kerja VII – 12
digunakan sebagai pengatur signal yang dihasilkan oleh error detector jika signal
yang dikeluarkan lemah. Motor Operator Signal Error yang dihasilkan harius
diubah sesuai dengan kondisi yang diinginkan, yaitu dengan penambahan
variable manipulasi. Kebanyakan system control memerlukan operator atau
motor menyalurkan Final Control Element. Final Control Element untuk
mengoreksi kerja variable manipulasi. Instrumentasi pada perancangan pabrik
ini:
1. Flow Control (FC)
Mengontrol aliran setelah keluar pompa
2. Flow Ratio Control (FRC)
Mengontrol ratio aliran yang bercabang setelah pompa
3. Level Control (LC)
Mengontrol ketinggian bahan didalam tangki dapat juga digunakan
sebagai Weigh Control (WC)
4. Level Indikator (LI)
Mengindifikasikan / informative ketinggian bahan didalam tangki
5. Pressure Control (PC)
Mengontrol tekanan pada aliran / alat
6. Pressure Indikator (PI)
Mengindifikasikan / informative tekanan pada aliran / alat
7. Temperature Control (TC)
Instrumentasi dan Keselamatan Kerja VII – 12
Tabel VII.1 Instr umentasi pada pabr ik
NO NAMA ALAT INSTRUMENTASI
1 TANGKI PENAMPUNG LI; PI; WC
2 POMPA FC; LC
3 REAKTOR TC; PC
4 HEAT EXCHANGER TC
5 ROTARY DRYER/KILN/COOLER TC
6 BLOWER FC
VII.2. Keselamatan Kerja
Keselamatan kerja atau safety faktor adalah hal yang paling utama
yang harus diperhatikan dalam merencanakan suatu pabrik, hal ini disebabkan
karena:
Dapat mencegah terjadinya kerusakan – kerusakan yang besar yang
disebabkan oleh kebakaran atau hal lainya, baik terhadap karyawan
ataupun alat itu sendiri.
Terpeliharanya peralatan dengan baik sehingga dapat digunakan dalam
waktu yang cukup lama. Bahaya yang timbul pada suatu pabrik banyak
sekali jenisnya, hal ini tergantung pada bahan yang akan diolah ataupun
Instrumentasi dan Keselamatan Kerja VII – 12
Secara umum bahaya – bahaya tersebut dapat dibagi dalam tiga kategori, yaitu:
v Bahaya kebakaran
v Bahaya kecelakaan secara kimiawi
v Bahaya terhadap zat – zat kimia
Untuk menghindari kecelakaan yang mungkin terjadi, berikut ini
terdapat beberapa hal yang perlu mendapat perhatian pada setiap pabrik pada
umumnya dan pada pabrik ini pada khususnya.
VII.2.1. Bahaya Kebakaran
A. Penyebab Kebakaran
Adanya nyala terbuka (open flame) yang dating dari unit utilitas,
workshop, dan lain – lain
Adanya loncatan bunga api yang disebabkan karena konsleting aliran
listrik seperti pada stop kontak, saklar, serta instrument lainya.
B. Pencegahan
Menempatkan unit utilitas dan power plant cukup jauh dari lokasi
proses yang dikerjakan
Menempatkan bahan yang mudah terbakar pada tempat yang
terisolasi dan tertutup
Memasang kabel atau kawat listrik ditempat – tempat yang
terlindung, jauh dari daerah yang panas yang memungkinkan
terjadinya kebakaran
System alarm hendaknya ditempatkan pada lokasi dimana tenaga
Instrumentasi dan Keselamatan Kerja VII – 12
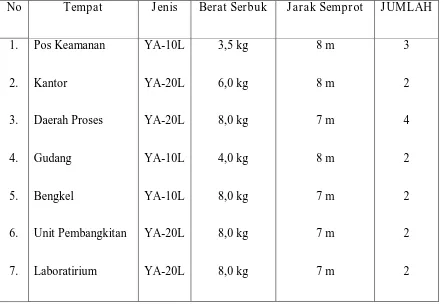
C. Alat Pencegah Kebakaran
Instalasi permanent seperti fire hydrant system dan sprinkle otomatis
Pemakaian portable fire-exthinguisher bagi daerah yang mudah
dijangkau bila terjadi kebakaran. Jenis dan jumlahnya pada
perancangan pabrik ini dapat dilihat pada tabel VII.1
Untuk pabrik ini lebih disukai alat pemadam kebakaran type karbon
dioksida
Karena bahan baku ada yang beracun, maka perlu digunakan kantong
– kantong udara atau alat pernafasan yang ditempatkan pada daerah –
daerah strategis pada pabrik ini.
Tabel VII.2 J enis dan J umlah Fire- Exthingusher
Instrumentasi dan Keselamatan Kerja VII – 12
VII.2.2 Bahaya Kecelakan
Karena kesalahan mekanik sering terjadi dikarenakan kelalaian
pengerjaan maupun kesalahan konstruksi dan tidak mengikuti aturan yang
berlaku. Bentuk kerusakan yang umum adalah karena korosi dan ledakan.
Kejadian ini selain mengakibatkan kerugian yang besar karena dapat
mengakibatkan cacat tubuh maupun hilangnya nyawa pekerja. Berbagai
kemungkinan kecelakaan karena mekanik pada pabrik ini dan cara pencegahanya
dapat digunakan sebagai berikut:
A. Vessel
Kesalahan dalam perencanaan vessel dan tangki dapat
mengakibatkan kerusakan fatal, cara pencegahanya:
Menyeleksi dengan hati – hati bahan yang sesuai, tahan korosi serta
memakai corrosion allowance yang wajar. Untuk pabrik ni, semua
bahan konstruksi yang umum dapat dipergunakan dengan
pengecualian adanya seng dan tembaga. Bahan konstruksi yang
biasanya dipakai untuk tangki penyimpan, perpipaan dan alat linya
dalam pabrik ini adalah steel. Semua konstruksi harus sesuai dengan
standart ASME (America Society Mechanical Engineering).
Memperhatikan teknik pengelasan
Memakai level gauge yang otomatis
Penyediaan manhole dan handhole ( bila memungkinkan) yang
memadai untuk inspeksi dan pemeliharaan. Disamping itu
pengelolaan tersebut harus dapat diatur sehingga mudah untuk
Instrumentasi dan Keselamatan Kerja VII – 12
B. Heat Exchanger
Kersakan yang terjadi pada umunya disebabkan karena kebocoran –
kebocoran. Hal ini dapat dicegah dengan cara:
Pada inlet dan outlet dipasang block valve untuk mencegah terjadinya
thermal expansion
Drainhole yang cukup harus disediakan untuk pemeliharaan
Pengecekan dan pengujian terhadap setiap ruangan fluida secara
sendiri – sendiri
Memakai Heat Exchanger yang cocok untuk ukuran tersebut.
Disamping itu juga rate aliran harus benar – benar dijaga agar tidak
terjadi perpindahan panas yang berlebihan sehingga terjadi perubahan
fase didalam pipa.
C. Peralatan yang Bergerak
Perlengkapan yang bergerak apabila ditempatkan tidak hati – hati,
maka akan menimbulkan bahaya bagi pekerja. Pencegahan bahaya ini dapat
dilakukan dengan:
Pemasangan penghalang untuk semua sambungan pipa
Adanya jarak yang cukup bagi peralatan untuk memperoleh
kebebasab gerak.
D. Perpipaan
Selain ditinjau dari segi ekonomisnya, perpipaan harus ditinjau dari
segi keamananya hal ini dikarenakan perpipaan yang kurang teratur dapat
membahayakan pekerja terutama pada malam hari, seperti terbentur,
Instrumentasi dan Keselamatan Kerja VII – 12
menimbulkan juga hal – hal yang tidak diinginkan seperti kebocoran –
kebocoran bahan kimia yang berbahaya. Untuk menghindari hal – hal yang
tidak diinginkan tersebut, maka dapat dilakukan dengan cara:
Pemasangan pipa untuk ukuran yang tidak besar hendaknya pada
elevasi yang tinggi tidak didalam tanah, karena dapat menimbulkan
kesulitan apabila terjadi kebocoran.
Bahan konstruksi yang dipakai untuk perpipaan harus memakai
bahan konstruksi dari steel
Sebelum dipakai, hendaknya diadakan pengecekan dan pengetesan
terhadap kekuatan tekan dan kerusan yang diakibatkan karena
perubahan suhu, begitu juga harus dicegah terjadinya over stressing
atau pondasi yang bergerak
Pemberian warna pada masing – masing pipa yang bersangkutan
akan dapat memudahkan apabila terjadi kebocoran.
E. Listrik
Kebakaran sering terjadi akibat kurang baiknya perencanaan intalsi
listrik dan kecerobohan operator yang menanganinya. Sebagai usaha
pencegahanya dapat dilakukan :
Alat – alat listrik dibawah tanah sebaiknya diberi tanda seperti
dengan cat warna pada penutupnya atau diberi isolasi berwarna
Pemasangan alat remote shut down dari alat – alat operasi disamping
starter
Penerangan yang cukup pada semua bagian pabrik supaya operator
Instrumentasi dan Keselamatan Kerja VII – 12
Sebaiknya untuk penerangan juga disediakan oleh PLN meskipun
kapasitas generator set mencukupi untuk penerangan dan proses
Penyediaan emergency power supplies tegangan tinggi
Meletakkan jalur – jalur kabel listrik pada posisi aman
Merawat peralatan listrik, kabel, starter, trafo, dan lain sebagainya
F. Isolasi
Isolasi penting sekali terutama berpengaruh terhadap pada karyawan
dari kepanasan yang dapat mengganggu kinerja para karyawan, oleh karena
itu dilakukan:
Pemakaian isolasi pada alat – alat yang menimbulkan panas seperti
reactor, exchanger, kolom distilasi, dan lain – lain. Sehingga tidak
mengganggu konsentrasi pekerjaan
Pemasangan isolasi pada kabel instrument, kawat listrik dan
perpipaan yang berada pada daerah yang panas, hal ini dimaksudkan
untuk mencegah terjadinya kebakaran.
G. Bangunan Pabr ik
Hal – hal yang perlu diperhatikan dalam perencanaan bangunan
pabrik adalah:
Bangunan – bangunan yang tinggi harus diberi penangkal petir dan
jika tingginya melebihi 20 meter, maka harus diberi lampu suar
(mercu suar)
Instrumentasi dan Keselamatan Kerja VII – 12
VII.2.3 Bahaya Karena Bahan Kimia
Banyak bahan kimia yang berbahaya bagi kesehatan. Biasanya para
pekerja tidak mengetahui seberapa jauh bahaya yang dapat ditimbulkan oleh
bahan kimia seperti bahan – bahan berupa gas yang tidak berbau atau yang tidak
berwarna yang sangat sulit diketahui jika terjadi kebocoran. Untuk itu sering
diberikan penjelasan pendahuluan bagi para pekerja agar mereka dapat
mengetahui bahwa bahan kimia tersebut berbahaya. Cara lainya adalah
memberikan tanda – tanda atau gambar – gambar pada daerah yang berbahaya
atau pada alat – alat yang berbahaya, sehingga orang – oaring yang berada
didekatnya dapat lebih waspada. Selain hal – hal tersebut diatas, usaha – usaha
lain dalam menjaga keselamatan kerja dalam pabrik ini adalah memperhatikan
hal – hal seperti:
1. Didalam ruang produksi pekerja dan para operator dilarang merokok
2. Harus memakai sepatu karet dan tidak diperkenankan memakai sepatu
yang alasnya berpaku
3. Untuk pekerja lapangan maupun pekerja proses dan semua orang yang
memasuki daerah proses diharuskan mengenakan topi pengaman agar
terlindung dari kemungkinan kejatuhan barang – barang dari atas
4. Karena sifat alami dari steam yang sangat berbahaya, maka harus
disediakan kacamata tahan uap, masker penutup wajah dan sarung tangan
Organisasi Perusahaan X - 1
BAB X
ORGANISASI PERUSAHAAN
X.1. Umum
Bentuk Perusahaan : Perseroan Terbatas (PT)
Letak : Taman , Kabupaten Sidoarjo, Jawa Timur
Lapangan Usaha : Memproduksi Carbon Black
Kapasitas Produksi : 50.000 ton/tahun
X.2. Bentuk Perusahaan
Bentuk perusahaan dari pabrik ini direncanakan berbentuk Perseroan
Terbatas (PT). Dasar pertimbangan dari bentuk perusahaan ini adalah sebagai
berikut :
1. Mudah mendapatkan modal, selain modal dari bank, modal dapat juga
diperoleh dari penjualan saham.
2. Kekayaan perseroan terpisah dari kekayaan setiap pemegang saham.
3. Demi kelancaran produksi, maka tanggung jawab setiap pemegang saham
dipegang oleh pimpinan perusahaan.
4. Kelangsungan hidup perusahaan lebih terjamin karena tidak terpengaruh
Organisasi Perusahaan X - 2
X.3. Struktur Organisasi
Bentuk Organisasi : Garis dan Staff
Bentuk organisasi ini mempunyai keuntungan antara lain :
1. Dapat dipergunakan oleh setiap organisasi.
2. Ada pembagian yang jelas antara pimpinan, staff dan pelaksana.
3. Bakat – bakat yang berbeda dari para karyawan dapat dikembangkan
menjadi suatu spesialisasi.
4. System penempatan ‘ The Right Man in The Right Place’ lebih mudah
dilaksanakan.
5. Pengambilan keputusan dapat dilakukan dengan cepat walaupun
banyak orang yang diajak berunding karena pimpinan perusahaan
dapat mengambil keputusan yang mengikat.
6. Pengambilan keputusan yang sehat lebih mudah dicapai karena ada
anggota – anggota staff yang ahli dalam bidangnya yang dapat
memberikan nasehat dan mengerjakan perencanaan yang teliti.
7. Koordinasi dapat pula dengan mudah dikerjakan karena sudah ada
pembagian tugas masing – masing.
8. Disiplin dan moral karyawan biasanya tinggi karena tugas yang
dilaksanakan oleh seseorang sesuai dengan bakat, keahlian, dan
Organisasi Perusahaan X - 3
PEMBAGIAN TUGAS DAN TANGGUNG J AWAB
1. Pemegang Saham
Pemegang saham adalah beberapa orang yang mengumpulkan
modal untuk pabrik dengan cara membeli saham perusahaan. Mereka
adalah pemilik perusahaan dan mempunyai kekuasaan tertinggi dalam
perusahaan.
Tugas dan wewenang pemegang saham :
• Memilih dan menghentikan komisaris
• Meminta pertanggungjawaban kepada komisaris
2. Dewan Komisaris
Dewan komisaris sebagai wakil dari pemegang saham dan semua
keputusan dipegang dan ditentukan oleh Rapat Persero. Biasanya yang
menjadi Ketua Dewan Komisaris adalah ketua dari pemegang saham,
dipilih dari Rapat Umum Pemegang saham.
Tugas dan Wewenang Dewan Komisaris :
• Memilih dan menghentikan Direktur
• Mengawasi Direktur
• Menyetujui atau menolak rencana kerja yang diajukan Direktur
• Mempertanggungjawabkan Perusahaan kepada pemegang saham
3. Direktur Utama
Direktur utama adalah pimpinan perusahaan yang bertanggung
Organisasi Perusahaan X - 4
Direktur Teknik dan Produksi
Direktur Keuangan
Tugas dan Wewenang Direktur Utama :
• Bertanggung jawab kepada Dewan Komisaris
• Menetapkan kebijaksanaan peraturan dan tata tertip perusahaan
• Mengatur dan mengawasi keuangan perusahaan
• Mengangkat dan memberhentikan pegawai
• Bertanggung jawab atas kelancaran perusahaan
4. Direktur Teknik dan Produksi
Direktur Teknik dan Produksi bertanggung jawab kepada Direktur
Utama dalam hal :
• Pengawasan dan peningkatan mutu produksi
• Perencanaan jadwal produksi dan penyediaan sarana produksi
• Pengawasan peralatan pabrik
• Perbaikan pemeliharaan alat – alat produksi
5. Direktur Keuangan dan Administrasi
Direktur Keuangan dan Administrasi bertanggung jawab kepada
Direktur Utama dalam hal :
• Laba rugi perusahaan
• Neraca keuangan
• Administrasi perusahaan
Organisasi Perusahaan X - 5
6. Staff Ahli
Direksi dibantu oleh beberapa staff ahli yang bertanggung jawab
langsung kepada Direktur. Staff ahli ini bersifat sebagai konsultan yang
diminta pertimbanganya apabila perusahaan mengalami suatu masalah.
Staff ahli tersebut yaitu :
Ahli Teknik
Ahli Proses
Ahli Ekonomi dan Marketing
Ahli Hukum
7. Kepala Bagian
Kepala Bagian terdiri dari :
a) Kepala Bagian Teknik
b) Kepala Bagian Produksi
c) Kepala Bagian Umum
d) Kepala Bagian Pemasaran
e) Kepala Bagian Keuangan
Tujuan umum Kepala Bagian :
• Menjalankan organisasi/mengatur/mengkoordinasi atau mengawasi
pekerja – pekerja seksi bawahannya.
• Bertanggung jawab atas kerja seksi – seksi bawahannya.
• Membuat laporan – laporan berkala dari seksi – seksi bawahannya.
• Mengajukan saran – saran atau pertimbangan – pertimbangan
Organisasi Perusahaan X - 6
Tugas Khusus Kepala Bagian :
a) Kepala Bagian Teknik
Mengusahakan dan menjaga kelancaran operasi disegala bidang
produksi seperti pemeliharaan, perbaikan, penampungan bahan
baku (utilitas).
b) Kepala Bagian Produksi
Menyelenggarakan dan mengembangkan produksi dengan cara
yang ekonomis dalam batas kualitas yang direncanakan oleh
perusahaan disamping secara periodik mengenalkan kualitas
produk dan bahan baku.
c) Kepala Bagian Umum
Melaksanakan dan mengatur arus barang produksi dari perusahaan
kepada konsumen.
d) Kepala Bagian Pemasaran
Melaksanakan dan mengatur arus barang produksi dari perusahaan
kepada konsumen.
e) Kepala Bagian Keuangan
Merencanakan, menyelenggarakan, dan mengevaluasi hasil operasi
keuangan.
8. Kepala Seksi
Tugas Umum Kepala Seksi :
a) Melakukan tugas operasional dalam bidang masing – masing
Organisasi Perusahaan X - 7
c) Bertanggung jawab atas kelancaran / keserasian kerjaatau
personalia dari seksi – seksi kepala bagian
Tugas Khusus Kepala Seksi :
a) Seksi Pemeliharaan dan Perbaikan
Menjamin keadaan peralatan / mesin – mesin yang ada dalam
pabrik selalu dalam keadaan baik dan siap dipakai dengan
pemeliharaan yang efisien dan efektif.
b) Seksi utilitas dan Pembangkit Tenaga
Menyediakan unsur penunjang proses dalam pabrik yaitu : meliputi
air, listrik, steam, dan bahan bakar.
c) Seksi Riset dan Pengembangan
Mengadakan pemeriksaan dan menetapkan acceptabilitas bahan
baku, bahan pembantu maupun produk, selain itu juga dapat
melakukan penelitian guna keperluan pengembangan bila
diperlukan.
d) Seksi Produksi dan Proses
Melakukan pembuatan produksi sesuai dengan ketentuan yang
direncanakan dan mengadakan kegiatan agar proses produksi
berlangsung secara baik, mulai dari bahan baku masuk hingga
Organisasi Perusahaan X - 8
e) Seksi Personalia dan Kesejahteraan
Mengembangkan dan menyelenggarakan kebijaksanaan dan
program perusahaan dalam bentuk tenaga kerja yang baik dan
memuaskan.
f) Seksi Keamanan
Melaksanakan dan mengatur hal – hal yang berkaitan dengan
keamanan perusahaan.
g) Seksi Administrasi
Melaksanakan dan mengatur administrasi serta inventarisasi
perusahaan.
h) Seksi Pemasaran dan Penjualan
Melaksanakan dan mengatur penjualan produksi kepada
konsumen. Disini direktur utama berperan untuk menentukan
kebijaksanaan perusahaan.
i) Seksi Gudang
Melaksanakan penyimpanan dan pengeluaran serta mengamankan
bahan baku / bahan pembantu dan mengatur serta melaksanakan
penyimpanan dan penerimaan serta pengiriman produksi ke
konsumen.
j) Seksi Anggaran
Mengadakan pembukuan dan mengadakan dana keuangan yang
cukup dengan mendayagunakan modal dan mengamankan fisik
Organisasi Perusahaan X - 9
k) Seksi Pembelian
Mengadakan pembelian dan persedian dari semua peralatan beserta
sparepart dan semua bahan – bahan untuk keperluan produksi
dengan memperhatikan mutu, harga, dan jumlah yang tepat.
X.4. J am Kerja
Pabrik Carbon black direncanakan bekerja atau beroperasi 330 hari dalam
setahun, 24 jam perhari. Sisa hari yang bukan hari libur dimanfaatkan untuk
perbaikan dan perawatan mesin – mesin. Jam kerja untuk pegawai adalah sebagai
berikut :
1. Untuk Pekerja Non Shift
Bekerja enam hari dalam seminggu, sedang hari minggu dan hari besar libur.
Pembagian jam kerja karyawan non-shift sebagai berikut :
• Senin sampai Jumat : 07.00 – 15.00 WIB
• Sabtu : 07.00 – 13.00 WIB
2. Untuk Pekerja Shift
Sehari bekerja dalam 24 jam terbagi dalam 3 shift, yaitu :
• Shift 1 ( pagi ) : 07.00 – 15.00 WIB
• Shift 2 ( siang ) : 15.00 – 23.00 WIB
• Shift 3 ( malam ) : 23.00 – 07.00 WIB
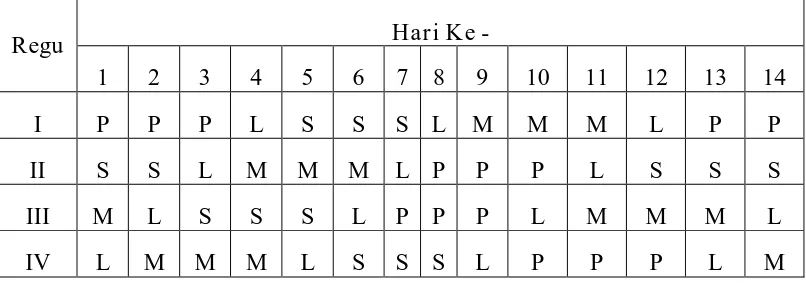
Untuk memenuhi kebutuhan ini diperlukan 4 regu dimana 3 regu kerja dan 1 regu
Organisasi Perusahaan X - 10
Tabel X.1 Jadwal Kerja Karyawan Proses
Hari Ke - Regu
1 2 3 4 5 6 7 8 9 10 11 12 13 14
I P P P L S S S L M M M L P P
II S S L M M M L P P P L S S S
III M L S S S L P P P L M M M L
IV L M M M L S S S L P P P L M
Keterangan :
P : Pagi
S : Siang
M : Malam
L : Libur
X.5 Status Karyawan dan Sistem Upah
Pabrik Carbon black ini mempunyai sistem upah karyawan berbeda –
beda tergantung pada status karyawan, kedudukan dan tanggung jawab serta
keahlian.
X.6 J aminan Sosial
Jaminan sosial yang diberikan oleh perusahaan pada karyawan antara
lain yaitu :
a. Pakaian kerja, diberikan kepada karyawan tetap sebanyak 2 stel pakaian
Organisasi Perusahaan X - 11
b. Tunjangan, diberikan kepada karyawan tetap berupa uang dan dikeluarkan
bersama – sama dengan gaji, dimana besarnya disesuaikan dengan
kedudukan, keahlian dan masa kerja
c. Pengobatan, dapat dilakukan di poliklinik perusahaan secara gratis atau
pada rumah sdakit atau dokter yang ditunjuk oleh perusahaan, dimana
biaya pengobatan menjadi tanggung jawab perusahaan sepenuhnya
d. Setiap karyawan berhak menjadi peserta Jamsostek dan dikoordinasikan
oleh perusahaan.
X.7. Perincian J umlah Tenaga Kerja
Jumlah tenaga kerja dan daftar gaji / upah karyawan di pabrik
Carbon black ini dapat dilihat pada tabel berikut :
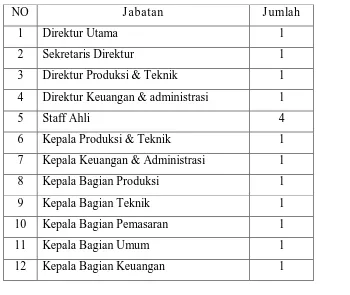
Tabel X.2 Perincian Jumlah Tenaga Kerja
NO J abatan J umlah
1 Direktur Utama 1
2 Sekretaris Direktur 1
3 Direktur Produksi & Teknik 1
4 Direktur Keuangan & administrasi 1
5 Staff Ahli 4
6 Kepala Produksi & Teknik 1
7 Kepala Keuangan & Administrasi 1
8 Kepala Bagian Produksi 1
9 Kepala Bagian Teknik 1
10 Kepala Bagian Pemasaran 1
11 Kepala Bagian Umum 1
Organisasi Perusahaan X - 12
13 Kasi Proses 1
14 Kasi Riset & Pengembangan 1
15 Kasi Utilitas & Energi 1
16 Kasi Pemeliharaan & Perbaikan 1
17 Kasi Pembelian 1
18 Kasi Gudang 1
19 Kasi Pemasaran & Penjualan 1
20 Kasi Administrasi 1
21 Kasi Personalia & Kesejahteraan 1
22 Kasi Keamanan 1
23 Karyawan Bagian Proses (Kepala) 4
24 Karyawan Bagian Proses (Regu) 20
25 Karyawan Bagian Laboratorium 6
26 Karyawan Bagian Utilitas 6
27 Karyawan Bagian Personalia 3
28 Karyawan Bagian Pemasaran 3
29 Karyawan Bagian Administrasi 3
30 Karyawan Bagian Pembelian 3
31 Karyawan Bagian Pemeliharaan 4
32 Karyawan Bagian Gudang 4
33 Karyawan Bagian Keamanaan 8
34 Karyawan Bagian Kebersihan 6
35 Sopir 4
36 Pesuruh 4
37 Dokter 2
38 Perawat 3
Pembahasan dan Kesimpulan XII - 1
BAB XII
PEMBAHASAN DAN KESIMPULAN
Dalam memenuhi kebutuhan dalam negeri akan Carbon Black,
Indonesia masih mengimpor Carbon black dari beberapa negara. Di lain pihak,
Indonesia mempunyai bahan baku yang tersedia. Sehingga pendirian pabrik
carbon black dengan mempunyai masa depan yang baik.
XII.1. Pembahasan
Untuk mendapatkan kelayakan pra rencana pabrik ini, maka perlu
ditinjau dari beberapa faktor, antara lain:
Pasar
Kebutuhan dalam negeri akan Carbon black yang selama ini masih
diimpor, hal ini akan menguntungkan dalam segi pangsa pasar dalam
negeri.karena bahan dasarnya yang dapat diperoleh secara mudah di dalam negeri
di Indonesia. Sehingga keadaan tersebut akan mampu menjadi modal dalam
persaingan internasional dan persaingan domestik.
Lokasi
Lokasi pabrik terletak di daerah Taman, Sidoarjo. Pelabuhan yang
terdekat dari lokasi pabrik ini adalah pelabuhan laut Tanjung Perak. Untuk
kebutuhan transportasi udara, Taman, Sidoarjo dekat dengan Bandara Udara
Internasional Juanda. Hal ini akan memudahkan dalam transportasi bahan baku
maupun produk. Maka pemilihan lokasi di daerah Taman, Sidoarjo dapat
Pembahasan dan Kesimpulan XII - 2
Teknis
Peralatan yang digunakan dalam pra rencana ini sebagian besar
merupakan peralatan standart yang umum digunakan dan mudah didapat.
Sehingga masalah pemeliharaan alat serta pengoperasianya tidak mengalami
kesulitan.
Analisa Ekonomi :
* Massa Konstruksi : 2 Tahun
* Umur Pabrik : 10 Tahun
* Fixed Capital Investment (FCI) : Rp. 263.144.423.713
* Working Capital Investment (WCI) : Rp. 65.786.105.928
* Total Capital Investment (TCI) : Rp. 328.930.529.641
* Biaya Bahan Baku (1 tahun) : Rp. 513.602.874.990
* Biaya Produksi Total (TPC) : Rp. 1.003.119.508.658
* Hasil Penjualan Produk (Sale Income) : Rp. 1.100.000.000.000
* Bunga Bank (Kredit Investasi Bank i) : 20 %
* Internal Rate of Return : 41,70 %
* Rate On Equity : 50,92 %
* Pay Out Periode : 1 Tahun, 8 bulan, 15 hari
Pembahasan dan Kesimpulan XII - 3
XII.2. Kesimpulan
Dengan melihat berbagai pertimbangan serta perhitungan yang telah
dilakukan, maka pendirian pabrik Carbon black di daerah Taman, Sidoarjo, secara
teknis dan ekonomis layak untuk didirikan. Adapun rincian pra rencana pabrik
Crabon black yang dimaksud adalah sebagai berikut:
Kapasitas : 50.000 ton/tahun
Bentuk Perusahaan : Perseroan Terbatas
Sistem Organisasi : Garis dan Staff
Jumlah Karyawan : 108 orang
Sistem Operasi : semi-Continuous
Waktu Operasi : 330 hari/tahun ; 24 jam/hari
Total Investasi : Rp 328.930.529.641
Internal Rate of Return : 41,70 %
Rate On Equity : 50,92 %
Pay Out Periode : 1 Tahun, 8 bulan, 15 hari
Daftar Pustaka
DAFTAR PUSTAKA
Badger, W.L and Banchero, JT , 1995, “Introduction to Chemical Engineering”,
Int ed , Mc Graw-Hill Book Company Inc, N. Y.
Biro Pusat Statistik, “Export – Import sector industry”
Brownell, L, E. Young, 1959, “ Process Equipment Design”, John Wiley & Sons
Inc, N.Y.
Faith, W. L, Keyes, D.B & Clark, R.I, 1960, “ Industrial Chemical”, 4th ed, John Wiley & Sons Inc, N.Y.
Foust, A.S, 1960, “ Principles of Unit Operations”, 2ed, John Wiley & Sons Inc, N.Y.
Geankoplis, C.J, 1983, “Tranport Processes and Unit Operations”, 2ed, Allyn and Bacon Inc, Boston
Hesse, G. Gessner,1962, “Process Equipment Design”, 8th pmt, Van Nostrand Reinhold, New Jersey
Himmelblau,D.M., 1989, “Basic Principles and Calculations in Chemical
Engineering”, 5ed, Prentice-Hall International, Singapore
Kern,D.Q,1965, “Process Heat Transfer”, Int ed, McGraw Hill Book Company
Daftar Pustaka
Levenspiel,O,1962, “Chemical Engineering Reaction”, 2ed, John Wiley & Sons
Inc, N.Y.
McCabe,W.L,1956, ”Unit Operation of Chemical Engineering”, McGraw Hill
Book Company Inc, Tokyo
McKetta,Cunningham, W.A, “Encyclopedia of Chemical Processing and Design”
vol 9, Marcell Dekker Inc, New York
Othmer, Kirk, ” Encyclopedia of Chemical Enggineer vol 23”, 3ed, McGraw Hill
Book Company Inc, N.Y
Perry,Chilton,1973,” Perry’s Chemical Engineer’s Handbook”, 5ed, McGraw Hill
Book Company Inc, Singapore
Perry,Chilton,1984,” Perry’s Chemical Engineer’s Handbook”, 6ed, McGraw Hill
Book Company Inc, Singapore
Perry,Chilton,1999,” Perry’s Chemical Engineer’s Handbook”, 7ed, McGraw Hill
Book Company Inc, N.Y
Petter, M.S, Timmerhaus, K.D, 1959, “ Plant Design and Economics for Chemical
Engineering”, 4th ed, McGraw Hill Book Company Inc, N.Y
Sherwood,T, 1977, ”The Properties of Gasses and Liquid”, 3th ed, McGraw Hill Book Company Inc, Singapore
Severn,W.H, 1954, “Steam Air and Gas Power”, Modern Engineering Asia
Daftar Pustaka
Sugiharto,1994, “ Dasar – Dasar Pengolahan Air limbah”, cetakan pertama
Universitas Indonesia Press, Jakarta
Ulrich, G.D, 1984, “A Guide to Chemical Engineering Process Design and
Economics”, John Wiley & Sons Inc, N.Y.
Underwood A.L. 1980, “ Quantitative Analysis”, 4 ed, Prentice Hall Inc, London
Van Ness, H.C, Smith J.M, 1987, “ Introduction to Chemical Engineering