JURNAL TEKNIK INDUSTRI ISSN: 1979/-6021 Vol. 7 No. 12 Desember 2013
IMPLEMENTASI KANBAN PEMESANAN SEBAGAI METODE
ORDER UNTUK
SUPPLIERPT. INDONESIA KOITO
Siti Rohana Nasution Leili Septianingrum
Jurusan Teknik Industri, Fakultas Teknik, Universitas Pancasila Srengseng Sawah, Jagakarsa, Jakarta 12460
ABSTRAK
Tingkat persediaan dalam masing-masing perusahaan perlu dikelola dan direncanakan sebaik mungkin. Implementasi kanban sebagai sistem order adalah salah satu cara perbaikan untuk mengontrol persediaan. Dalam penelitian ini membahas tentang implementasi kanban pemesanan PT. Toyota-Astra Motor untuk supplier PT. Indonesia Koito yang bertujuan untuk meminimalkan persediaan guna mengefisiensikan kapasitas gudang. Data yang dievaluasi meliputi persediaan maksimal, lead time order, konsumsi luas gudang dan juga persediaan dalam nilai uang dari 7 suku cadang PT. Indonesia Koito dengan permintaan rata-rata per bulan diatas 100 pcs. Lead time order yang sebelumnya satu bulan sekali dirubah menjadi 2 kali dalam seminggu sesuai dengan waktu yang dibutuhkan oleh supplier sejak menerima order hingga pengiriman. Perhitungan parameter tingkat persediaan maksimal berdasarkan fluktuasi order dari pelanggan membuat persediaan yang disimpan lebih rendah. Hasil dari penelitian ini menunjukkan bahwa dengan menerapkan sistem kanban dapat meminimalkan persediaan dan mengefiensikan kapasitas gudang dan persediaan dalam nilai uang sebesar 70%.
Kata Kunci : Kanban, Just In Time, Maksimum Persediaan, Stock Amount, Konsumsi Luas Gudang, Lead Time
ABSTRACT
Inventory Management in every corporate must to be well managed and organized. Kanban implementation as the system order is one of improvement to control inventory. In this study discusses the implementation of kanban ordering PT. Toyota - Astra Motor for supplier PT. Indonesian Koito which aims to minimize inventory in order to streamline warehouse capacity. Data were evaluated include maximum inventory, order lead time, extensive consumption of inventory in the warehouse and also stock amount of 7 parts PT. Indonesian Koito with average demand per month above 100 pcs. Lead time before the order is changed once a month to 2 times a week according to the time required by the supplier from receipt of order to delivery. The calculation parameters for Maximum Inventory Position based on fluctuations in orders from customers making supplies are kept lower. The results of this study showed that by implementing a kanban system can minimize inventory and eficiency of warehouse capacities and stock amount by 70 %.
JURNAL TEKNIK INDUSTRI ISSN: 1979/-6021 Vol. 7 No. 12 Desember 2013
PENDAHULUAN
PT. Toyota Astra Motor – Service Parts Logistic Division adalah perusahaan otomotif yang bergerak di bidang logistik suku cadang Toyota. Pada tahun 2013 Toyota mengeluarkan 18 model mobil baru dengan 14.540 jenis suku cadang yang bertambah. Selain itu target penjualan juga meningkat dua kali lipat dari target awal. Dengan kondisi tersebut, kapasitas gudang yang direncanakan akan mampu menampung hingga tahun 2018 hanya akan dapat menampung hingga tahun 2017.
Kanban sistem adalah sebuah alat untuk menjalankan konsep Just In Time
yang bertujuan untuk mengontrol persediaan. Implementasi Kanban
pemesanan untuk supplier PT. Indonesia Koito merupakan salah satu langkah perbaikan untuk mengefisiensikan kapasitas gudang, mengefisiensikan persediaan dalam nilai uang (stock amount) dan lead time order.
STUDI KEPUSTAKAAN
Menurut Ristono (2010), mendefinisikan Just In Time Management
sebagai sebuah organisasi yang menghasilkan penyelidikan secara luas untuk menghasilkan output dalam minimum lead time dan total biaya serendah mungkin melalui identifikasi dan eliminasi secara berkelanjutan semua bentuk keragaman (variance) dan pemborosan. Just In Time dapat digolongkan menjadi 3 jenis yaitu Just In Time Pembelian, Just In Time Produksi dan
Just In Time Penjualan.
Dan untuk pengertian persediaan (inventory) menurut Freddy Rangkuti (2004) adalah “Persediaan merupakan barang-barang, bagian yang disediakan, dan bahan-bahan dalam proses yang terdapat dalam perusahaan untuk proses produksi, serta barang-barang jadi atau
produk yang disediakan untuk memenuhi permintaan dari konsumen atau pelanggan setiap waktu”. Persediaan memiliki fungsi sebagai berikut :
1. Fungsi Batch Stock atau Lot Size Inventory
Penyimpanan persediaan dalam jumlah besar dengan mempertimbangkan adanya potongan harga pada harga pembelian, efisiensi produksi karena proses produksi tang lama, dan adanya penghematan di biaya transportasi.
2. Fungsi Decoupling
Merupakan fungsi perusahaan untuk mengadakan persediaan decouple, dengan mengadakan pengelompokan operasional secara terpisah-pisah.
3. Fungsi Antisipasi
Merupakan penyimpanan persediaan bahan yang fungsinya untuk penyelamatan jika sampai terjadi keterlambatan datangnya pesanan bahan dari pemasok. Tujuan utama adalah untuk menjaga proses konversi agar tetap berjalan lancar.
Tujuan Pengendalian Persediaan menurut Assauri (2004) adalah sebagai berikut :
1. Menjaga jangan sampai perusahaan kehabisan persediaan sehingga mengakibatkan terhentinya proses produksi.
2. Menjaga agar pembentukan persediaan oleh perusahaan tidak terlalu besar atau berlebihan, sehingga biaya-biaya yang timbul dari persediaan tidak terlalu besar. 3. Menjaga agar pembelian
JURNAL TEKNIK INDUSTRI ISSN: 1979/-6021 Vol. 7 No. 12 Desember 2013
JURNAL TEKNIK INDUSTRI ISSN: 1979/-6021 Vol. 7 No. 12 Desember 2013
PEMBAHASAN
1. Perhitungan Parameter Order
Sebelum menerapkan metode kanban sistem, PT. Indonesia Koito menggunakan sistem order Monthly-Weekly, yakni order dikirimkan satu bulan sekali dan suku cadang dikirimkan ke PT. TAM-SPLD setiap minggu. Perhitungan parameter order untuk sistem Monthly-Weekly adalah sebagai berikut :
Nama Suku Cadang: Headlamp Assy, RH
Kode Suku Cadang : 81110BZ180
MAD = 596 antara pengiriman) = 0,35 bulan
Permintaan rata-rata = 19 pcs (berdasarkan data history permintaan 6 bulan kebelakang)
Permintaan maksimum = 49 pcs (berdasarkan data history permintaan 6 bulan kebelakang)
Safety Stock for Demand
=
Diperoleh jumlah maksimun yang harus disediakan untuk suku cadang
Headlamp Assy, RH sebanyak 894 pcs, jumlah persediaan ini menjadi standar persediaan suku cadang dengan metode order Monthly-Weekly. Setelah itu dihitung persediaan maksimum untuk metode order
dengan menggunakan kanban. Untuk implementasi kanban, dengan mempertimbangkan volume order dan kemampuan dari supplier, maka PT. Indonesia Koito menerapkan sistem
kanban weekly dengan proses order dan pengiriman setiap hari Senin dan Kamis. Berikut perhitungan parameter order nya :
Nama Suku Cadang : Headlamp Assy, RH
Kode Suku Cadang : 81110BZ180
MAD = 596
Jumlah hari kerja = 20 hari
O/C = 1/8 = 0,125 (2 kali order setiap minggu)
L/T = 1 hari (standar perusahaan) = 0,05 bulan
Safety Stock for L/T = 3 hari (rentang antara pengiriman) = 0,15 bulan
Permintaan rata-rata = 19 pcs (berdasarkan data history permintaan 6 bulan kebelakang)
Permintaan maksimum = 49 pcs (berdasarkan data history permintaan 6 bulan kebelakang)
Safety Stock for Demand
=
= – = 1,58 ~ 2 hari = 0,1 bulan
MIP = MAD x [O/C + L/T + S/S] = 596 x [1/8 + 0,05 + 0,15 + 0,1] = 253,3 pcs ~ 254 pcs
Diperoleh jumlah maksimum yang harus disediakan untuk suku cadang
Headlamp Assy, RH sebanyak 254 pcs, jumlah persediaan ini menjadi standar persediaan suku cadang metode kanban order diterapkan. Perhitungan MIP ini juga digunakan untuk 7 suku cadang lainnya. Adapun data lengkapnya terdapat pada tabel 1.1 yang menunjukkan jumlah persediaan maksimum penyimpanan metode order Monthly-Weekly dan metode
JURNAL TEKNIK INDUSTRI ISSN: 1979/-6021 Vol. 7 No. 12 Desember 2013
Tabel 1. Persediaan Maksimum Metode Monthly-Weekly Order dan Kanban Order untuk 7 jenis suku cadang dari PT. Indonesia Koito
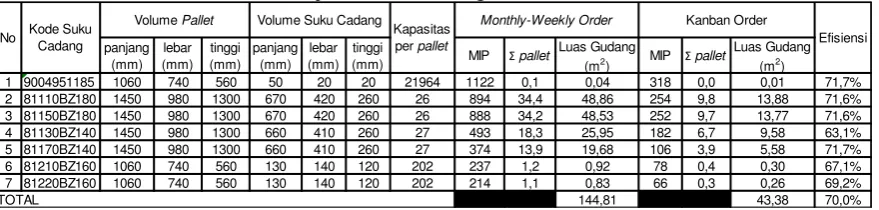
2. Perhitungan Konsumsi Luas
Gudang
Konsumsi luas gudang diperoleh dari perhitungan jumlah penggunaan pallet
dikalikan dengan luas masing-masing
pallet. Untuk menghitung jumlah pallet
yang dibutuhkan data jumlah persediaan (stok), kapasitas maksimun per pallet.
Untuk nilai kapasitas maksimum per pallet
diperoleh dari perhitungan volume pallet dibagi dengan volume suku cadang.
Berikut perhitungan kapasitas pallet : Nama Suku Cadang : Headlamp Assy, RH
Kode Suku Cadang : 81110BZ180 Volume pallet = 1450 x 980 x 1300
Diperoleh kapasitas maksimun dalam pallet suku cadang Headlamp Assy, RH sebanyak 26 pcs, setelah itu dihitung jumlah pallet dengan kondisi penyimpanan saat menggunakan metode order Monthly-weekly dan kanban order. Adapun penjelasannya sebagai berikut. Contoh perhitungan target jumlah pallet MIP:
Nama Suku cadang: Headlamp Assy RH
Kode Suku cadang : 81110BZ180
MIP Monthly-Weekly Order = 894 pcs
Untuk perhitungan luas gudang Monthly-Weekly Order sebagai berikut :
Luas gudang =
= 34,4 pallet x 1450 x 980 = 48882400 mm2
= 48,88 m2
Dan berikut perhitungan jumlah pallet
dengan metode kanban order :
Perhitungan luas gudang Kanban Order
sebagai berikut : Luas gudang =
1 9004951185 748 1 0,05 0,35 0,1 1122 0,125 0,05 0,15 0,1 318
2 81110BZ180 596 1 0,05 0,35 0,1 894 0,125 0,05 0,15 0,1 254
3 81150BZ180 592 1 0,05 0,35 0,1 888 0,125 0,05 0,15 0,1 252
4 81130BZ140 290 1 0,05 0,35 0,3 493 0,125 0,05 0,15 0,3 182
5 81170BZ140 249 1 0,05 0,35 0,1 374 0,125 0,05 0,15 0,1 106
6 81210BZ160 148 1 0,05 0,35 0,2 237 0,125 0,05 0,15 0,2 78
7 81220BZ160 138 1 0,05 0,35 0,15 214 0,125 0,05 0,15 0,15 66
Monthly Average Demand (MAD)
Monthly-Weekly Order Kanban Order
JURNAL TEKNIK INDUSTRI ISSN: 1979/-6021 Vol. 7 No. 12 Desember 2013
Perhitungan konsumsi luas gudang penyimpanan dengan metode Monthly-Weekly Order dan Kanban Order ini juga digunakan untuk 7 suku cadang lainnya. Data pada tabel 1.2 menunjukkan
konsumsi luas gudang peryimpanan metode Monthly-Weekly Order dan
Kanban Order jenis suku cadang dengan menjumlahkan luas gudang tiap suku cadang.
Tabel 2 Konsumsi Luas Gudang Penyimpanan metode Monthly-Weekly Order dan Kanban Order untuk 7 jenis suku cadang PT. Indonesia Koito
Maka perhitungan efisiensi luas gudang nya adalah :
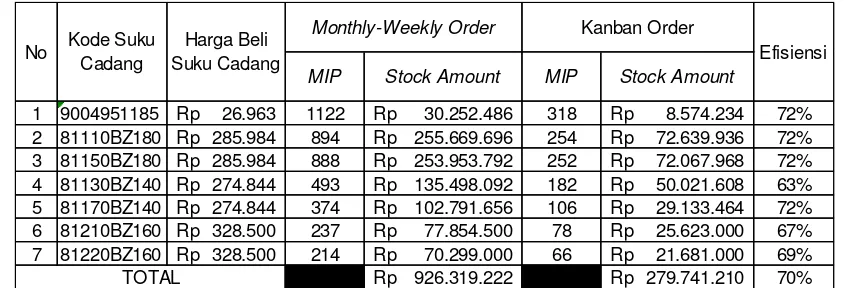
3. Perhitungan Stock Amount
Stock Amount (persediaan dalam nilai uang) diperoleh dengan perhitungan jumlah persediaan suku cadang dikalikan dengan harga beli suku cadang ke pemasok. Kemudian total Stock Amount
diperoleh dengan cara menjumlahkan
Stock Amount untuk 7 jenis suku cadang PT. Indonesia Koito.
Contoh perhitungan stock amount
Nama Suku Cadang : Headlamp Assy, RH
Kode Suku Cadang : 81110BZ180
MIP Monthly-Weekly Order = 894 pcs
MIP Kanban Order = 254 pcs
Total Stock Amount dengan jumlah maksimum persediaan metode Monthly-Weekly Order :
= ∑ MIP Monthly-Weekly Order x Harga beli suku cadang
= 894 x Rp 285.984 = Rp. 255.669.696
Total Stock Amount dengan jumlah maksimum persediaan saat implementasi metode Kanban Order : digunakan untuk menghitung stock amount
proses 7 suku cadang lainnya, setelah itu dijumlahkan masing-masing kondisi pada saat persediaan maksimum dengan metode order Monthly-Weekly dan Kanban Order. Data pada tabel 1.3 menunjukkan stock amount persediaan maksimum dengan metode order Monthly-Weekly dan Kanban Order untuk 7 suku cadang PT. Indonesia
1 9004951185 1060 740 560 50 20 20 21964 1122 0,1 0,04 318 0,0 0,01 71,7%
2 81110BZ180 1450 980 1300 670 420 260 26 894 34,4 48,86 254 9,8 13,88 71,6%
3 81150BZ180 1450 980 1300 670 420 260 26 888 34,2 48,53 252 9,7 13,77 71,6%
4 81130BZ140 1450 980 1300 660 410 260 27 493 18,3 25,95 182 6,7 9,58 63,1%
5 81170BZ140 1450 980 1300 660 410 260 27 374 13,9 19,68 106 3,9 5,58 71,7%
6 81210BZ160 1060 740 560 130 140 120 202 237 1,2 0,92 78 0,4 0,30 67,1%
7 81220BZ160 1060 740 560 130 140 120 202 214 1,1 0,83 66 0,3 0,26 69,2%
144,81 43,38 70,0%
TOTAL
Efisiensi Kode Suku
Cadang
Volume Pallet Volume Suku Cadang
Kapasitas per pallet
JURNAL TEKNIK INDUSTRI ISSN: 1979/-6021 Vol. 7 No. 12 Desember 2013
Tabel 3 Stock Amount persediaan maksimum dengan metode Monthly-Weekly Order dan
Kanban Order PT. Indonesia Koito
Maka perhitungan efisiensi stock amount
nya adalah :
% Efisiensi Stock Amount
=
Setelah mengadakan analisa dan pengolahan data secara keseluruhan maka dapat disimpulkan sebagai berikut :
1. Lead Time Order untuk PT. Indonesia Koito yang sebelumnya satu kali dalam satu bulan berubah menjadi dua kali dalam satu minggu yaitu setiap hari Senin dan Kamis.
2. Efisiensi konsumsi luas gudang pada implementasi sistem kanban order
suku cadang mobil untuk PT. Indonesia Koito di PT. Toyota – Astra Motor sebesar 70%.
3. Efisiensi dari stock amount
(persediaan dalam nilai uang) pada implementasi implementasi sistem
kanban order suku cadang mobil untuk PT. Indonesia Koito di PT. Toyota – Astra Motor sebesar 70%.
SARAN
Untuk memperkaya hasil penelitian ini, saran yang diberikan oleh penulis adalah sebagai berikut :
1. Parameter untuk kanban order direview setiap 6 bulan sekali agar dapat mengikuti fluktuasi permintaan dari pelanggan.
2. Meneliti suku cadang PT. Indonesia Koito yang lain untuk diimplementasikan sistem kanban.
DAFTAR PUSTAKA
Leo, Anton. Usulan Penerpan Sistem Produksi Just In Time Pada Proses
Produksi Sabun Krim Merk “Bu Krim” pada PT Birina Multi Daya.
Skripsi. Jurusan Teknik Industri, Fakultas Teknik, Universitas Katolik Indonesia Atma Jaya, Jakarta : 2007
Ristono, Agus. 2010. Sistem Produksi Tepat Waktu. Graha Ilmu, Yogyakarta.
Riyanto, M. Bambang. ANALISIS EFEKTIVITAS PENERAPAN SISTEM PRODUKSI JUST IN TIME
PADA UNIT PERAKITAN PT. ASTRA DAIHATSU MOTOR. Bogor: Fakultas Ekonomi dan Manajemen IPB. 2011
MIP Stock Amount MIP Stock Amount
1 9004951185 Rp 26.963 1122 Rp 30.252.486 318 Rp 8.574.234 72%