30
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Profil Perusahaan
Berikut profil perusahaan PT. Toyota Motor Manufacturing Indonesia.
Nama Perusahaan : PT. Toyota Motor Manufacturing Indonesia
Bidang Usaha : Otomotif Manufaktur
Alamat : Head Office
Jl. Yos Sudarso, Sunter II, Jakarta 14330 Telp (021) 6515551; Fax (021) 6515327
Sunter I
Jl. Yos Sudarso, Sunter 1, Jakarta 14350 Telp (021) 6518989; Fax (021) 6512287
Sunter II
Jl. Gaya Motor Raya, Sunter II, Jakarta 14330 Telp (021) 6511210; Fax (021) 6512287
Karawang
Jl. Permata Raya Lot DD-1, Karawang International Industrial City, Teluk Jambe, Jawa Barat.
Pemegang Saham : Toyota Motor Corporation ( 95% ) PT. Astra International ( 5% )
4.2 Sejarah Perusahaan
PT. Toyota Astra Motor (PT. TAM) adalah salah satu industri otomotif terbesar di Indonesia yang sangat dikenal oleh masyarakat luas. Perusahaan ini berdiri sejak tanggal 12 April 1971 dan mulai beroperasi pada tanggal 01 Januari 1972. Tetapi kehadiran kendaraan-kendaraan Toyota di mulai sejak tahun 1942. Pada mulanya PT. TAM didirikan berdasarkan Undang-Undang Penanaman Modal Asing No.1 tahun 1967, yang merupakan perusahaan joint venture antara PT. Astra Internasional Tbk di Indonesia dengan saham 51 % dan Toyota Motor Corporation, Tbk di Jepang dengan saham 49 %. Pada bulan Januari 1989, PT. TAM tergabung dengan empat perusahaan besar, yaitu PT. Toyota-Astra Motor, PT. Multi-Astra (didirikan 21 Agustus 1973), PT. Toyota Mobilindo (November 1976) dan PT. Toyota Engine Indonesia (Desember 1981).
Pada tahun 2000 diresmikan pabrik modern didaerah Karawang yang terintegrasi dengan sistem robotik diatas lahan seluas 100 ha, disamping pabrik Sunter yang telah ada sebelumnya. Di pabrik inilah perakitan kendaraan dilakukan melalui proses Stamping, Welding, Painting dan Assembling. Pada tanggal 1 Januari 2003, PT. TAM memisahkan proses manufacturing dan proses distribusi dalam 2 nama perusahaan yang berbeda, yaitu PT Toyota-Astra Motor (PT. TAM) untuk proses distribusi penjualan produk Toyota di pasar domestik dan PT. Toyota Motor Manufacturing Indonesia (PT.TMMIN)
untuk proses manufacturing dan ekspor. Dengan perbandingan kepemilikan saham sebagai berikut:
PT. Toyota-Astra Motor (TAM):
• Toyota Motor Corporation Jepang : 49%
• PT. Astra Internasional, Tbk : 51%
PT. Toyota Motor Manufacturing Indonesia (TMMIN):
• Toyota Motor Corporation Jepang : 95%
• PT. Astra Internasional, Tbk : 5%
Selama 40 tahun PT. TAM telah memegang peran penting dalam perkembangan industri otomotif di Indonesia dan penciptaan lapangan kerja,
termasuk lapangan kerja di usaha-usaha pendukungnya seperti
Packing&Vanning, Engine, serta Stamping, Dies&Jig Design & Fabrication, dan Casting di area industri Sunter (I maupun II), Jakarta.
4.3 Perkembangan PT. Toyota Motor Manufacturing Indonesia
12 April 1971 : Didirikan PT. TOYOTA-ASTRA MOTOR.
1 Januari 1972 : PT. TAM mulai beraksi sebagai importir dan Agen
Tunggal Pemegang Merk (ATPM) kendaraan TOYOTA di Indonesia.
April 1973 : PT. MULTI ASTRA didirikan sebagai perakit
kendaraan TOYOTA di Indonesia.
Mei 1973 : Peresmian gedung PT. TAM yang berada di Jl.
November 1976 : PT. TOYOTA MOBILINDO didirikan sebagai pabrik pembuat komponen body kendaraan Niaga Toyota dan mulai diperkenalkan.
9 Juni 1977 : Peluncuran pertama Toyota Kijang untuk Publik
Oktober 1979 : Yayasan TOYOTA-ASTRA MOTOR mulai
didirikan.
Oktober 1979 : Peluncuran unit produksi TOYOTA ke 100.000
Agustus 1981 : Generasi Kijang kedua diperkenalkan.
November 1982 : Pusat layanan suku cadang PT. TAM diresmikan.
Desember 1982 : PT. TOYOTA ENGINE INDONESIA didirikan
sebagai pabrik mesin.
Febuari 1984 : Peluncuran unit Produksi TOYOTA ke 300.000
Febuari 1985 : Peluncuran unit Produksi Kijang ke 100.000
November 1986 : Generasi Kijang ketiga diperkenalkan.
1987 : Ekspor pertama Kijang ke pasar Mancanegara
(Brunei dan Papua Nugini) dalam bentuk CBU dan dalam bentuk CKD (ke Afrika Selatan, Malaysia, Filipina dan Taiwan).
Januari 1989 : Penggabungan PT. Toyota Astra Motor, PT. Toyota
Mobilindo, PT. Toyota Engine Indonesia dan PT. Multi Astra menjadi satu perusahaan bernama PT. TOYOTA ASTRA MOTOR.
Mei 1989 : Mesin TOYOTA tipe 5K yang dibuat di Indonesia
Juni 1989 : Peluncuran unit produksi Kijang ke 200.000
Juli 1989 : Peletakan batu pertama pembangunan pabrik
pengecoran komponen mesin.
Maret 1991 : Blok mesin Toyota tipe 5K mulai dieksport ke
Jepang.
Agustus 1992 : Generasi Kijang keempat di perkenalkan.
Desember 1993 : Peresmian fasilitas pengolahan limbah pabrik PT.
TAM
Juni 1994 : Penjualan Toyota mencapai 800.000 unit.
Desember 1994 : Penjualan Toyota mencapai 79.431 unit dan
tercatat didalam pemimpin pasar.
April 1995 : Pengeluaran 500.000 unit Kijang.
Mei 1995 : Produk “New Land Cruiser “ generasi ke 2
diluncurkan.
Juli - Agustus 1995 : Toyota Astra Motor, Kijang “ Lintas Nusa 95” dari Banda Aceh ke Larantuka pada perayaan Ultah Emas Republik Indonesia. Mempertahankan proyek mesin 7Ks.
Maret 1996 : Penetapan kantor pusat PT. TAM di Sunter II .
April 1996 : Ekspor mesin Assy ke Taiwan dan Filipina.
Oktober 1996 : Peluncuran Toyota ke 1.000.000 unit dan
perayaan TAM Silver Anniversary.
Januari 1997 : Peluncuran Kijang baru (perubahan total dengan
September 1997 : Innagurasi Dies Casting Plant.
Agustus 1998 : Menerima ISO 14001 (Assy Plant) ISO 9001
(Engine Plant)
Maret 1999 : Peluncuran Toyota Camry.
Feb – Sept 2000 : - Peluncuran Kijang baru EFI 1800 cc.
- Peresmian Karawang Plant. - Peluncuran Toyota Soluna.
- Menerima ISO 14001 (Karawang Plant).
September 2001 : Peluncuran New Corolla ALTIS, 1800cc.
Oktober 2002 : Peluncuran New Camry dan Dyna Ryno.
1 Agustus 2003 : - Menerima ISO 90001 (Quality Management
System).
- Area kerja PT. TMMIN dipisahkan pada tiga lokasi berdasarkan kegiatan kerja yang berbeda, yaitu:
1) Sunter I Plant, meliputi kegiatan machining, packing vanning dan plant administration.
2) Sunter II Plant, meliputi kegiatan casting, stamping production, dies & jig design & fabrication, dan plant administration.
3) Karawang Plant, meliputi kegiatan press welding, painting, assembling dan plant administration.
PT. TMMIN telah memproduksi kendaraan yang dikategorikan ke dalam 3 jenis, yaitu :
1. Passenger Car : Camry, Corolla Altis, Soluna, Vios, Cressida dan Corona.
2. Commercial Car : Toyota Kijang, Dyna, Hiace dalam memproduksi
Toyota. Kijang PT. TMMIN mengategorikan kendaraan komersial, yaitu mesin bensin dan mesin diesel. Untuk jenis Toyota Dyna diperuntukkan sebagai kendaraan niaga seperti truk.
3. General Purpose Car : Crown, Land Cruiser kendaraan sejenis jeep yang mempunyai jenis mesin H2 dengan kapasitas mesin 4200 cc. Toyota menjadi merk kendaraan yang mendapat preferensi utama dari masyarakat Indonesia. Hal ini terbukti dari market share Toyota yang terus naik dari tahun ke tahun. Hingga tahun 2012, market share Toyota di Indonesia mencapai 48%.
4.4 Visi dan Misi Perusahaan
Visi
• Menjadi Perusahaan Terbaik & Fleksibel • Menjadi Perusahaan yang dikagumi
Misi
Membantu orang dan barang berpindah dari satu tempat ke tempat lain dengan nyaman melalui pembangunan berkelanjutan pada teknologi, produk, dan layanan di industri otomotif.
4.5 Produk
Model unit yang diproduksi oleh PT. Toyota Motor Manufacturing Indonesia adalah mobil jenis Multi Purpose Vehicle (MPV) dan Super Utility Vehicle (SUV). Berikut model yang diproduksi:
1. Innova
Toyota Innova merupakan mobil jenis MPV yang diproduksi awal pada Agustus 2003 sampai sekarang. Toyota Innova menggantikan model Toyota Kijang Kapsul yang sudah tidak diproduksi lagi. Setiap 1 tahun sekali selalu ada minor change pada spesifikasinya. Berikut varian Toyota Innova produksi 2012 hadir dengan beberapa tipe yaitu:
a. Tipe J
Tipe ini merupakan tipe terendah dari model Toyota Innova. Dengan menggunakan mesin berbahan bakar bensin 1998cc , single blower air conditioning, dan tanpa audio system. Tipe ini pun hadir dalam varian tipe J Manual dan Bisnis. Perbedaannya hanyalah pada tipe J bisnis tidak memiliki kursi baris ketiga serta air conditioning.
b. Tipe E
Tipe ini hadir dengan dua pilihan mesin, yaitu bensin 200cc dan solar 2494cc. Untuk tipe bensin tersedia dua opsi transmisi manual dan matik. Fitur lainnya yaitu tape audio system, power window, double blower air conditioning (optional).
Tipe ini hadir dengan dua pilihan mesin, yaitu bensin 2000cc dan solar 2494cc dan dua transmisi manual atau matik. Dilengkapi dengan cd-mp3 audio system with 4 speaker + 2 tweeter, Toyota Alarm Security System.
d. Tipe V
Tipe ini merupakan versi tertinggi. Memiliki semua fitur yang ada pada versi G tetapi ditambah dengan sistem pengereman ABS, SRS Air Bag, rear sensor parking.
2. Fortuner
Toyota Fortuner merupakan mobil jenis SUV yang diproduksi mulai pada Oktober 2006. Toyota Fortuner hadir dengan beberapa varian yaitu: a. Tipe G
Tipe ini hadir dengan dua pilihan mesin, yaitu bensin 2500cc dan 2700cc dan transmisi matik/manual.
b. Tipe V
Tipe ini merupakan versi tertinggi sama dengan tipe G tetapi dengan penambahan dan sistem penggerak all wheel drive 4x4.
c. Tipe G VN Turbo
Tipe ini merupakan produksi terbaru dari PT. Toyota Motor Manufacturing Indonesia.
d. Tipe TRD (Special Unit)
Tipe ini merupakan versi Sport dari Toyota Fortuner dengan dilengkapi aksesoris genuine Toyota dari Toyota Racing Development (TRD). Perubahan tampilan seperti penambahan body kit, engine hood serta aksesoris exterior.
3. Etios
Toyota Etios merupakan produk Toyota Indonesia terbaru saat launching didirikannya Toyota Plant-2 di Karawang. Prestasi Toyota Indonesia yang mampu menjaga kualitas dan produktivitas membuat Toyota Motor Corporation percaya dan memberikan kesempatan untuk memproduksi banyak model dari moibl-mobil Toyota.
4.6 Bidang Kerja
Bidang kerja pada Karawang plant PT. TMMIN meliputi beberapa bagian penting yang sangat mendukung jalannya kegiatan perusahaan. Secara umum, bidang kerja dari masing-masing divisi antara lain adalah sebagai berikut :
1. Stamping Shop
Pada Stamping Shop dilakukan pengepresan steel sheet untuk pembuatan body kendaraan. Lempengan-lempengan baja dicetak menjadi bagian-bagian dari body kendaraan seperti kerangka tangki bahan bakar dan komponen body sub-assembly (kabin, dek, dan rangka chasis).
Pembuatan pressed parts untuk membentuk body kendaraan bermula dari lembar baja yang dipress menjadi part yang siap dikirim ke welding shop untuk disatukan menjadi satu kendaraan utuh. Stamping shop memiliki fasilitas 2 proses A Line tonase 2.400 ton dengan 450 stroke/jam dan C Line dengan kapasitas 620 stroke/jam. Di samping itu, guna menjamin keselamatan kerja operator dan menjaga kualitas produk, digunakan sistem
robotik untuk menangani perpindahan part dari satu mesin ke mesin lain. Stamping shop dilengkapi dengan satu buah mesin Sheet Feeder.
Gambar 4.1. Mesin sheet feeder yang digunakan pada stamping shop
2. Welding Shop
Kegiatan pada divisi ini secara spesifik terbagi dalam enam departmen, yaitu Body Production (proses pembuatan body), Press Production ( proses pembentukan plat), Frame Production (proses pembuatan rangka ), Maintenance (manangani peralatan yang digunakan dalam produksi), Engineering Service & Inspection (menangani masalahmasalah yang timbul pada proses produksi) serta Paint Operation Yosedome.
Welding Shop memiliki area seluas 23.000 m2. Disinilah proses
penyambungan/pengelasan bagian-bagian bodi kendaraan untuk
menghasilkan satu bagian bodi utuh. Proses pengelasan dilakukan dengan menyatukan seluruh pressed part yang diproduksi oleh stamping shop. Hasil akhir dari proses ini adalah satu bodi kendaraan utuh.
Untuk menjamin tingkat presisi dan keakuratan yang tinggi, Welding Shop dilengkapi dengan fasilitas Welding Main Body Line, Coordinate Measuring Machine, dan Shell Body Line dengan Slat Conveyor. Di samping itu, Welding Shop juga didukung dengan 34 buah robot las dan GBL (Global Body Line) yang memberikan jaminan kualitas permukaan luar (proses clamp dilakukan dari sisi dalam).
3. Painting Shop
Setelah melalui proses welding, satu body kendaraan utuh kemudian memasuki Painting Shop untuk menjalani proses anti-karat (electrodeep coating), pengisian celah sambungan, dan pengecatan. Painting Shop memiliki luas 17.600 m2, memiliki fasilitas pengecatan primer dan Top Coat Process dengan sistem robotik untuk mendapatkan hasil pengecatan berkualitas tinggi. Selain itu, keduapuluh robot yang digunakan juga memberikan jaminan keamanan proses serta ramah lingkungan.
Gambar 4.3 Robot Top Coating yang digunakan pada painting shop
Kegiatan pada divisi ini secara spesifik terbagi dalam empat departmen, yaitu Assy & Painting Eng. Service (menangani masalahmasalah yang timbul pada proses produksi), Assy Production (menangani proses perakitan unit), Painting Production (menangani proses pengecatan unit), serta departemen Assy & Painting Maint (menangani peralatan yang di gunakan dalam proses produksi).
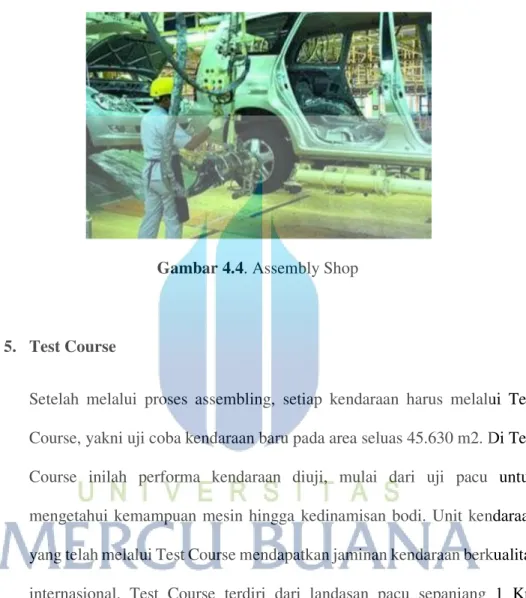
4. Assembling Shop
Assembling Shop yang memiliki luas area 37.500 m2 merupakan tempat perakitan body kendaraan yang telah melalui proses welding dan coating dengan komponen lain seperti mesin, chassis dan axle sehingga menjadi satu unit kendaraan utuh. Di Assembling Shop inilah dilakukan proses perakitan atau pemasangan seluruh komponen kendaraan pada bodi. Assembling Shop memiliki fasilitas Main Assembly Line dengan door less system yang memberikan jaminan kualitas terbaik dan meningkatkan produktivitas kerja. Selain itu, Assembly Shop juga dilengkapi dengan Final
Test Facility untuk mengecek kualitas setiap bagian pada unit kendaraan guna menjaga kepuasan pelanggan.
Gambar 4.4. Assembly Shop
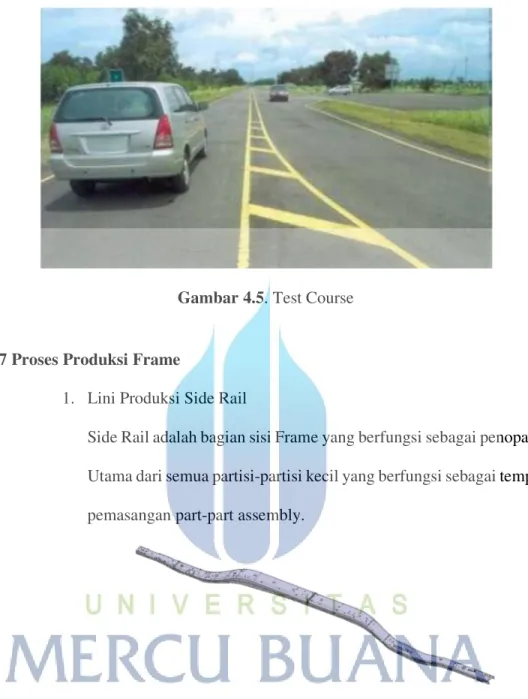
5. Test Course
Setelah melalui proses assembling, setiap kendaraan harus melalui Test Course, yakni uji coba kendaraan baru pada area seluas 45.630 m2. Di Test Course inilah performa kendaraan diuji, mulai dari uji pacu untuk mengetahui kemampuan mesin hingga kedinamisan bodi. Unit kendaraan yang telah melalui Test Course mendapatkan jaminan kendaraan berkualitas internasional. Test Course terdiri dari landasan pacu sepanjang 1 Km dilengkapi dengan simulasi tikungan.
Gambar 4.5. Test Course
4.7 Proses Produksi Frame
1. Lini Produksi Side Rail
Side Rail adalah bagian sisi Frame yang berfungsi sebagai penopang Utama dari semua partisi-partisi kecil yang berfungsi sebagai tempat pemasangan part-part assembly.
2. Lini Produksi Cross Member
Lini Produksi Cross Member membuat semua cross member yang memiliki fungsi dari masing-masing sebagai tempat instalasi mesin, gandar, suspensi, serta part assembly lainnya.
Gambar 4.7 Cross Member No.6
3. Lini Produksi Finishing
Proses Penggabungan antara Side Rail dengan Cross Member serta partisi-partisi kecil dilakukan di lini produksi finishing sehingga terbentuklah menjadi sebuah frame mobil.
4. Lini Produksi ED Frame
Lini Produksi ini bertugas untuk melakukan pelapisan terhadap Frame yang sudah jadi sebagai pelindung dari karat serta menambah nilai estetika suatu frame. Proses yang digunakan adalah melalui proses Electro Plating.
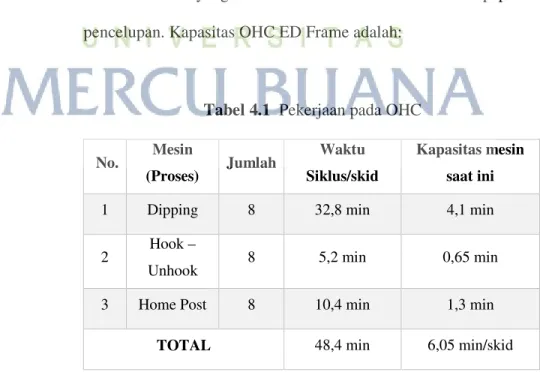
Gambar 4.9 Proses Dipping ED Frame
4.8 Flow Proses Lini Produksi ED Frame
Gambar 4.10 Layout Lini Produksi ED Frame
OVEN COOLING NIGHT STORAGE ED DIPPING T R A VE R S E
Proses ED Frame diawali dengan proses ED Dipping yang didalamnya terbagi menjadi 2 bagian, yaitu treatment dan ED process. Proses pre-treatment sebagai proses persiapan sebelum dilakukan proses ED kepada material frame yang menjadi objek. Fungsi dari pre-treatment diantaranya adalah pembersihan terhadap minyak-minyak dan pelapisan anti karat.
Dilanjut ke traverse untuk dikirim ke dalam Oven. Tujuannya adalah untuk mengeringkan cat yang sudah menempel pada frame. Sampailah kepada Oven ED Frame, lalu Cooling dan Night Storage.
4.9 Kapasitas Lini Produksi ED Frame
4.9.1 Kapasitas Mesin
1. OHC (Over Head Conveyor)
OHC yang ada pada Lini produksi ED Frame berfungsi untuk membawa skid yang berisikan 4 unit Frame untuk setiap proses pencelupan. Kapasitas OHC ED Frame adalah:
Tabel 4.1 Pekerjaan pada OHC
No. Mesin (Proses) Jumlah Waktu Siklus/skid Kapasitas mesin saat ini
1 Dipping 8 32,8 min 4,1 min
2 Hook –
Unhook 8 5,2 min 0,65 min
3 Home Post 8 10,4 min 1,3 min
2. Dipping
Proses Pencelupan/dipping yang dilakukan di lini produksi ED Frame ada 10 proses, berikut adalah detail pekerjaan beserta waktu standar yang digunakan oleh setiap proses pencelupannya:
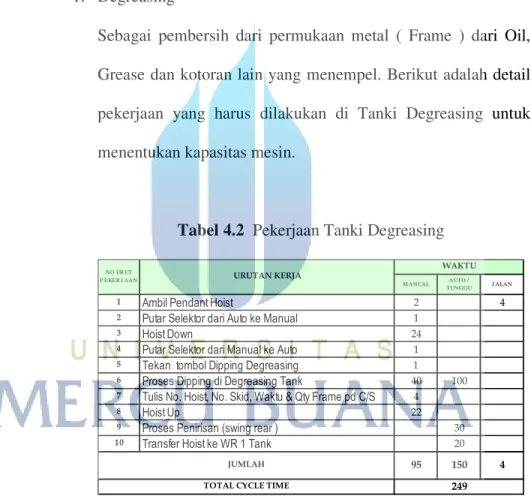
1. Degreasing
Sebagai pembersih dari permukaan metal ( Frame ) dari Oil, Grease dan kotoran lain yang menempel. Berikut adalah detail pekerjaan yang harus dilakukan di Tanki Degreasing untuk menentukan kapasitas mesin.
Tabel 4.2 Pekerjaan Tanki Degreasing
2. Water Rinse #1
Sebagai pembersih dari permukaan metal ( Frame ) dari sisa Grease, untuk mendapatkan hasil yang lebih baik diperlukan overflow out yang berfungsi memperkecil kadar kontaminasi.
1 Ambil Pendant Hoist
2 Putar Selektor dari Auto ke Manual 3 Hoist Down
4 Putar Selektor dari Manual ke Auto 5 Tekan tombol Dipping Degreasing 6 Proses Dipping di Degreasing Tank
7 Tulis No. Hoist, No. Skid, Waktu & Qty Frame pd C/S 8 Hoist Up
9 Proses Penirisan (swing rear ) 10 Transfer Hoist ke WR 1 Tank
JUMLAH 95 150 4
TOTAL CYCLE TIME 249
22 1 2 4 1 20 4 NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU
M ANUAL TUNGGUAUTO / J ALAN
30 1
40 100
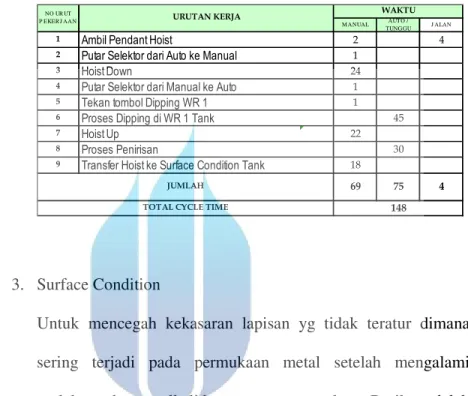
Berikut adalah detail pekerjaan yang harus dilakukan di Tanki Water Rinse #1 untuk menentukan kapasitas mesin.
Tabel 4.3 Pekerjaan pada Tanki Water Rinse #1
3. Surface Condition
Untuk mencegah kekasaran lapisan yg tidak teratur dimana sering terjadi pada permukaan metal setelah mengalami perlakuan dengan alkali kuat ataupun asam kuat. Berikut adalah detail pekerjaan yang harus dilakukan.
Tabel 4.4 Pekerjaan pada Tanki Surface Condition
1 Ambil Pendant Hoist 0 0 6
2 Putar Selektor dari Auto ke Manual 6 6 1
3 Hoist Down 7 7 24
4 Putar Selektor dari Manual ke Auto 31 31 1
5 Tekan tombol Dipping WR 1 32 32 1
6 Proses Dipping di WR 1 Tank 33 33 45
7 Hoist Up 78 33 22
8 Proses Penirisan 100 55 30
9 Transfer Hoist ke Surface Condition Tank 130 55 18
JUMLAH 69 75 4
TOTAL CYCLE TIME 148
1
18 30
NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU M ANUAL AUTO / TUNGGU J ALAN 22 1 45 24 2 4 1
1 Ambil Pendant Hoist 0 0 6
2 Putar Selektor dari Auto ke Manual 6 6 1
3 Hoist Down 7 7 24
4 Putar Selektor dari Manual ke Auto 31 31 1
5 Tekan tombol Dipping Surface Condition 32 32 1
6 Proses Dipping di Surface Condition Tank 33 33 30
7 Hoist Up 63 33 22
8 Proses Penirisan 85 55 30
9 Transfer ke Phospate Tank 115 55 18
TOTAL CYCLE TIME 133
JUMLAH 69 60 4 1 2 4 1 18 NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU MANUAL AUTO / TUNGGU J ALAN 22 30 1 30 24
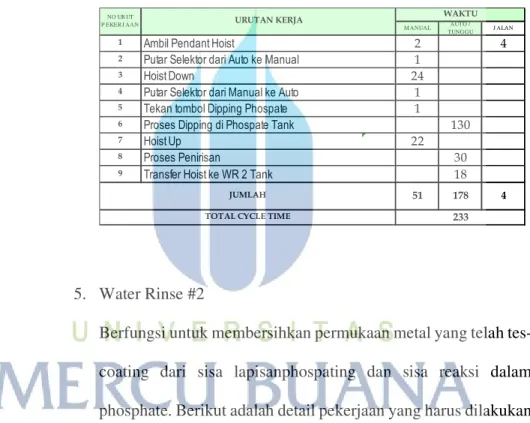
4. Phospate
Merupakan proses utama dalam Pre-treatment dimana dalam proses ini terjadi reaksi antara metal dan larutan Phosphate yang menghasilkan lapisan ( Coating ) antikarat. Berikut adalah detail pekerjaan yang harus dilakukan.
Tabel 4.5 Pekerjaan pada Tanki Phospate
5. Water Rinse #2
Berfungsi untuk membersihkan permukaan metal yang telah tes-coating dari sisa lapisanphospating dan sisa reaksi dalam phosphate. Berikut adalah detail pekerjaan yang harus dilakukan di Tanki Water Rinse #2 untuk menentukan kapasitas mesin.
1 Ambil Pendant Hoist 0 6
2 Putar Selektor dari Auto ke Manual 0 6 1
3 Hoist Down 1 7 24
4 Putar Selektor dari Manual ke Auto 25 31 1
5 Tekan tombol Dipping Phospate 26 32 1
6 Proses Dipping di Phospate Tank 27 33 130
7 Hoist Up 163 33 22
8 Proses Penirisan 55 55 30
9 Transfer Hoist ke WR 2 Tank 85 85 18
JUMLAH 51 178 4
TOTAL CYCLE TIME 233
2 4
1
NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU
M ANUAL TUNGGUAUTO / J ALAN
1 130 24 1 18 22 30
Tabel 4.6 Pekerjaan pada Tanki Water Rinse #2
6. DI Water Rinse
Berfungsi untuk membersihkan permukaan metal yang telah tes-coating dari sisa lapisanphospating dan sisa reaksi dalam phosphate.
Tabel 4.7 Pekerjaan pada Tanki DI Water Rinse
7. ED Tank
Proses pelapisan khusus dimana material catnya yang dilarutkan ( dispension ) dalam air dilapiskan ( deposite ) dengan aliran
1 Ambil Pendant Hoist 0 0 6
2 Putar Selektor dari Auto ke Manual 6 6 1
3 Hoist Down 7 7 24
4 Putar Selektor dari Manual ke Auto 31 31 1
5 Tekan tombol Dipping WR 2 32 32 1
6 Proses Dipping di WR 2 Tank 33 33 45
7 Hoist Up 78 78 22
8 Proses Penirisan 100 33 30
9 Transfer Hoist ke DIW Rinse Tank 63 63 18
TOTAL CYCLE TIME 148
JUMLAH 77 67 4 2 4 18 45 22 NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU M ANUAL AUTO / TUNGGU J ALAN 30 1 1 1 24
1 Ambil Pendant Hoist 0 0 6
2 Putar Selektor dari Auto ke Manual 6 6 1
3 Hoist Down 7 7 24
4 Putar Selektor dari Manual ke Auto 31 31 1 5 Tekan tombol Dipping DIW Rinse 32 32 1 6 Proses Dipping di DIW Rinse Tank 33 33 45
7 Hoist Up & Auto Spray 78 33 60
8 Hoist Up 93 93 30
9 Transfer Hoist ke ED Coat Tank 123 93 18
JUMLAH 107 75 4
TOTAL CYCLE TIME 186
30 1
45
NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU M ANUAL AUTO / TUNGGU J ALAN 60 24 1 2 4 1 18
listrik pada permukaan logam dan membentuk lapisan yang rata dan tak larut dalam air.
Tabel 4.8 Pekerjaan pada Tanki ED
8. Ultra Filter #1
Pembilasan setelah dilakukan proses ED pada Tanki ED Tank untuk dapat mempertahankan material cat yang masih menempel pada part untuk disirkulasikan kembali ke ED Tank adalah fungsi dari Ultra Filter. Kapasitas pada Ultra Filter #1 Tank adalah:
1 Ambil Pendant Hoist
2 Pindah Selektor dari Auto ke Manual 3 Hoist Down + 130 cm
4 Ambil Clamp Arde 1
5 Pasang Clamp Arde 1 pada Hoist 6 Ambil Clamp Arde 2
7 Pasang Clamp Arde 2 pada Hoist 8 Hoist Down
9 Proses Swing 1 (Rear Up) 10 Taruh pendant Hoist pd Pagar safety 11 Tutup pintu Pagar Safety
12 Pasang Safety Plug 13 Tekan tombol Start ED Coat 14 Proses ED Coating 15 Buka Safety plug 16 Buka pintu Pagar Safety 17 Ambil Pendant Hoist
18 Putar Selektor dari "Single" ke posisi "Double" 19 Hoist Up
20 Buka Clamp Arde 2
21 Taruh Clamp Arde 2 pada tempatnya 22 Ambil Clamp Arde 1
23 Taruh Clamp Arde 1 pada tempatnya 24 Hoist Up kembali
25 Proses Penirisan 26 Transfer Skid ke UF #1 Tank
TOTAL CYCLE TIME 364
JUMLAH 100 260 4 1 12 1 4 1 1 1 1 2 1 12 1 1 2 1 242 1 1 2 1 1 12 1 1 12 NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU
M ANUAL AUTO / TUNGGU J ALAN
18 30
Tabel 4.9 Pekerjaan pada Tanki Ultra Filter #1
9. Ultra Filter #2
Sama dengan Proses pembilasan yang dilakukan di Ultra Filter #1. Berikut adalah proses penjaminan kembali.
Tabel 4.10 Pekerjaan pada Tanki Ultra Filter #2
10. DI Water Spray
Untuk menghilangkan kotoran pada produk yang sudah ter-coating sebelum masuk oven sehingga produk yang akan didapati surface dengan thikness homogan dan permukaan halus.
1 Ambil Pendant Hoist 0 0 4
2 Pindah Selektor dari Auto ke Manual 4 4 1
3 Hoist Down 5 5 24
4 Pindah Selektor dari Manual ke Auto 29 29 1
5 Tekan tombol Dipping 30 30 1
6 Proses Dipping UF 1 Tank 31 31 30
7 Hoist Up 61 61 22
8 Proses Penirisan 83 83 30
9 Transfer Skid ke UF 2 Tank ## ## 18
JUMLAH 29 100 2
TOTAL CYCLE TIME 131
NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU M ANUAL AUTO / TUNGGU J ALAN 30 24 1 18 22 30 1 2 2 1
1 Ambil Pendant Hoist 0 2
2 Pindah Selektor dari Auto ke Manual 2 2 1
3 Hoist Down 3 3 24
4 Pindah Selektor dari Manual ke Auto 27 27 1
5 Tekan tombol Dipping 28 28 1
6 Proses Dipping di UF 2 Tank 29 29 45
7 Hoist up 74 74 22
8 Proses Penirisan 96 96 30
9 Transfer Hoist ke DIW Spray Tank 126 126 18
TOTAL CYCLE TIME 144
JUMLAH 29 115 0 30 18 1 45 22 1 24 1 NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU
M ANUAL AUTO / TUNGGU J ALAN
Tabel 4.11 Pekerjaan pada Tanki DI Water Spray
Dari semua data waktu siklus di setiap proses pencelupan, maka kita dapat merangkum bahwa kapasitas dari masing-masing proses pencelupan adalah sebagai berikut:
Tabel 4.12 Rangkuman Kapasitas Proses Dipping
No. Mesin (Proses) Jumlah Waktu
Siklus/skid
Kapasitas mesin saat ini
1 Degreasing 1 4,15 min 4,15 min
2 Water Rinse #1 1 2,47 min 2,47 min
3 Surface Condition 1 2,22 min 2,22 min
4 Phospate 1 3,88 min 3,88 min
5 Water Rinse #2 1 2,47 min 2,47 min
1 Ambil Pendant Hoist 0 0 2
2 Pindah Selektor dari Auto ke Manual 2 2 1
3 Hoist Down 3 3 24
4 Tekan tombol Spray 1 27 27 1
5 Proses Spray 1 28 28 60
7 Tekan tombol Spray 2 ## ### 1
8 Proses Spray 2 ## ### 60
12 Swing skid ke posisi normal ## ### 3
13 Putar Selektor dari "Single" ke posisi "Double"
14 Hoist Up 0 0 6
15 Transfer skid ke Area Traverse 6 6 18
16 Hoist Down 24 24 26
17 Tekan tombol Hook Advance 50 50 1
18 Hoist Up 51 51 20
19 Pindah Selektor dari Manual ke Auto 57 51 1
20 Tekan tombol "AS" pada pendant 58 52 1
21 Tekan Tombol Hook Return 59 53 1
22 Tekan Tombol Complete 60 54 1
JUMLAH 214 20 0
TOTAL CYCLE TIME 234
1 6
NO UR UT
P EKER J AAN URUTAN KERJA
WAKTU M ANUAL AUTO / TUNGGU J ALAN 1 1 1 20 1 6 18 26 3 1 60 60 1 1 24 1 2
6 DI Water Rinse 1 3,10 min 3,10 min
7 ED Tank 1 6,06 min 6,06 min
8 Ultra Filter #1 1 2,18 min 2,18 min
9 Ultra Filter #2 1 2,40 min 2,40 min
10 DI Water Spray 1 3,9 min 3,9 min
3. Traverse
Traverse merupakan Conveyor yang berfungsi memindahkan skid yang berisikan 4 unit frame dari area dipping ke area oven untuk selanjutanya proses pengeringan yang dilakukan di dalam oven. Berikut data kapasitas traverse:
Tabel 4.13 Pekerjaan pada Traverse
No. Mesin (Proses) Jumlah Waktu Siklus/skid Kapasitas mesin saat ini 1 Run
Traverse 1 1,0 min 1,0 min
2 Door Up
Entrance-1 1 0,3 min 0,3 min
3 Run to FL-1 1 0,5 min 0,5 min
TOTAL 1,76 min 1,76 min/skid
4. FL-1 Conveyor
Sebelum masuk ke dalam oven, FL-1 ini adalah pemberhentian skid, memiliki 2 pintu untuk dapat menjaga uap panas yang ada di oven dapat keluar dan terjadi penurunan suhu oven yang sudah di standar.
Tabel 4.14 Pekerjaan pada FL-1 No. Mesin (Proses) Jumlah Waktu Siklus/skid Kapasitas mesin saat ini 1 Door Up
Entrance-2 1 0,3 min 0,3 min
2 Run to FL-2 1 0,5 min 0,5 min
TOTAL 0,8 min 0,8 min
5. FL-2 Conveyor (Oven)
Oven yang bertujuan untuk proses pengeringan lapisan cat hasil dari proses ED pada saat dipping. Standar yang ditentukan adalah dengan suhu 215o C dengan waktu 30 menit untuk kematangan maksimal.
Tabel 4.15 Pekerjaan pada FL-2
No. Mesin (Proses) Jumlah Waktu Siklus/skid Kapasitas mesin saat ini
1 Oven 5 27,5 min 5,5 min
2 Run
Transfer 5 2,5 min 0,5 min
3 Door Up
Exit-1 5 0,3 min 0,06 min
6. FL-3 Conveyor
Sama seperti FL-1, FL-3 juga merupakan Floor Conveyor transisi dari oven sebelum keluar kepada cooling untuk menjaga stabilitas suhu yang ada di dalam oven.
Tabel 4.16 Pekerjaan pada FL-3
No. Mesin (Proses) Jumlah Waktu Siklus/skid Kapasitas mesin saat ini 1 Door Up
Exit-2 1 0,3 min 0,3 min
2 Run to
Cooling 1 0,5 min 0,5 min
TOTAL 0,8 min 0,8 min
7. FL-4 Conveyor (Cooling)
Proses Cooling setelah Oven untuk dapat mengembalikan suhu frame yang baru saja keluar dari proses oven karena di proses selanjutnya akan dilakukan proses oleh operator dan segera dikirimkan ke proses assembly. Kapasitasnya adalah sebagai berikut:
Tabel 4.17 Pekerjaan pada FL-4
No. Mesin (Proses) Jumlah Waktu Siklus/skid Kapasitas mesin saat ini
1 Cooling 4 0,4 min 0,1 min
2 Run
Transfer 4 1,4 min 0,35 min
8. FL5 s/d FL-13 (Night Storage)
Proses setelah cooling, frame yang sudah siap untuk dikirimkan ke assembly shop disimpan pada Night Storage area. Night Storage yang dimiliki oleh Lini produksi ED Frame berjumlah 10 pos. Berikut kapasitasnya:
Tabel 4.18 Pekerjaan pada FL-5 s/d FL-13
No. Mesin (Proses) Jumlah Waktu Siklus/skid Kapasitas mesin saat ini 1 Night
Storage 10 4,6 min 0,46 min/skid