TANGERANG
OLEH
DWINATA APRIALDI F14051849
2010
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
Judul Skripsi : Optimasi Proses dan Modifikasi Desain Bak Pasteurisasi dan Bak Pendingin Produk Minuman di PT. Triteguh Manunggal Sejati, Tangerang
Nama : Dwinata Aprialdi
NIM : F14051849
Menyetujui
Pembimbing I Pembimbing II
Dr.Ir. Lilik Pujantoro, M.Agr Prof. Dr. Ir. Hadi K. Purwadaria, M.Sc NIP. 19621130 198703 1 003 NIP. 19460821 197106 1 001 Pembimbing III Iwan Surjawan, Ph.D NIP. 24.671.182.4-412.000 Mengetahui : Ketua Departemen
Dr. Ir. Desrial, M.Eng NIP. 19661201 199103 1 004
TANGERANG
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknik Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
OLEH
DWINATA APRIALDI F14051849
2010
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
Hadi K. Purwadaria, M.Sc, dan Iwan Surjawan Ph.D. 2010
RINGKASAN
Penggunaan panas untuk tujuan pengawetan baru diawali pada tahun 1800-an,
yaitu ketika Napoleon Bonaparte menghadapi masalah untuk mensuplai makanan
bagi tentaranya di medan perang. Nicolas Appert yang berhasil menciptakan metode
pengawetan makanan tersebut, yaitu dengan cara memanaskan makanan di dalam
wadah botol gelas. Cara yang dilakukannya sangat sederhana, yaitu ke dalam wadah
gelas dimasukkan makanan, kemudian ditutup rapat. Setelah itu, wadah gelas berisi
makanan tersebut direbus dalam air mendidih beberapa saat, lalu didinginkan.
Dengan proses pemasakan seperti ini, ternyata makanan dalam wadah gelas tersebut
tidak membusuk dan dapat awet beberapa bulan. Proses pemanasan makanan dalam
gelas atau kaleng ini kemudian sering disebut sebagai proses Appertisasi
(Apperti-zation), sebagai penghargaan kepada Nicolas Appert sebagai penemunya. Sepuluh
tahun kemudian, Peter Durand berhasil mengawetkan makanan dalam wadah kaleng.
Pada tahun 1813, pabrik pengalengan makanan pertama berdiri di Inggris.
Selanjutnya, dengan banyaknya permintaan terhadap makanan kaleng, industri
pengalengan terus berkembang. Teknologi pengalengan makanan terus berkembang
dan menjadi salah satu teknologi pengawetan pangan yang penting. Hal ini karena
teknologi pengalengan mampu memperpanjang masa simpan produk pangan hingga
beberapa bulan sampai beberapa tahun. Teknologi pengalengan telah diterapkan
untuk pengawetan aneka ragam produk pangan, seperti daging olahan, buah-buahan,
sayuran, susu, dan sebagainya. Demikian juga, jenis kemasan yang digunakan pun
bervariasi, baik dari jenis (seperti kaleng, gelas, dan kantung rebus), ukuran maupun
bentuk.
Salah satu proses dalam penggunaan panas ialah proses pasteurisasi. Secara
umum proses pasteurisasi adalah suatu proses pemanasan yang relatif cukup rendah
(umumnya dilakukan pada suhu di bawah 100
oC) dengan tujuan untuk mengurangi
populasi mikroorganisme pembusuk, sehingga bahan pangan yang mengalami proses
pasteurisasi tersebut akan mempunyai daya awet beberapa hari (seperti produk susu
pasteurisasi) sampai beberapa bulan (seperti produk sari buah pasteurisasi).
Sedangkan pendinginan bertujuan untuk menurunkan suhu produk setelah melewati
proses pasteurisasi. Proses pasteurisasi di PT. Triteguh Manunggal Sejati, Banten,
saat ini menggunakan tipe bak, sedangkan proses pendingin menggunakan tipe bak
dengan dua tingkatan (pra-pendingin dan pendingin). Proses pasteurisasi dan
pendingin di PT. Triteguh Manunggal Sejati, Banten yang akan diteliti untuk produk
koko drink, dan jelly drink.
Penelitian ini bertujuan untuk menentukan kesesuaian suhu dan lama
pasteurisasi dengan SOP industri. Kemudian menghitung energi dan pindah panas
PT. Triteguh Manunggal Sejati (TRMS), Keroncong, Tangerang.
Penelitian dilakukan dengan dua tahapan percobaan. Tahapan percobaan
pertama digunakan saat bak pasteurisasi, bak pra-pendingin dan pendingin belum
dimasukkan oleh produk (pra-produksi). Sedangkan tahapan percobaan kedua
digunakan saat proses produksi sedang berjalan, artinya produk berada di bak
pasteurisasi, bak pra-pendingin, dan bak pendingin.
Hasil penelitian didapat bahwa titik terdingin pada bak pasteurisasi berada di
titik 4 dan perbedaan suhu dengan titik terpanas sebesar 2.6
0C. Diperlukan waktu
pemanasan selama 117 menit dari pemanasan suhu air 31.5
0C dan 86
0C dan energi
pemanasan sebesar 324.26 MJ.
Konsumsi energi selama proses pasteurisasi sebesar 262.254 MJ untuk
jumlah produk sebanyak 24240 cup. Waktu proses pasteurisasi minimal 7 menit agar
target suhu output produk 82.0
0C dapat tercapai, dengan suhu media sebesar 84.2
0C.
Efisiensi Pemanasan sebesar 86.5% dan efisiensi pemakaian energi sebesar 80.8%.
Coefficient Of Performance (COP) untuk pendinginan di bak pra-pendingin
sebesar 6.2 dan suhu rata – rata output produk sebesar 43.8
0C. Coefficient Of
Performance (COP) untuk produk jelly drink sebesar 12.3. Suhu rata – rata output
produk sebesar 33.9
0C (berada dalam batas suhu target suhu output produk sebesar
37
0C), sehingga tidak dilakukan perhitungan optimasi suhu output produk.
Coefficient Of Performance (COP) untuk produk koko drink sebesar 12.3. Suhu
minimal media sebesar 26.0
0C agar target suhu output produk 27
0C dapat tercapai,
dengan suhu input sebesar 43.7
0C dan waktu proses 3 menit.
Perbaikan desain bak pasteurisasi berupa penambahan pipa steam menjadi 5
pipa (2.5 kali lebih banyak dari semula) menghasilkan waktu pemanasan menjadi
lebih cepat, yaitu 46.79 menit dari 117 menit dengan dua pipa steam dan energi
pemanasan naik menjadi 810.64 MJ.
Alhamdulillahirabbil’alamin, segala puji dan syukur penulis ucapkan kehadirat Allah SWT, yang telah melimpahkan rahmat, karunia dan kasih sayang-NYA sehingga penulis dapat menyelesaikan penelitian ini dengan judul Optimasi Proses dan Modifikasi Desain Bak Pasteurisasi dan Bak Pendingin Produk Minuman di PT. Triteguh Manunggal Sejati, Tangerang
Pada kesempatan kali ini penulis mengucapkan terima kasih yang tak terhingga kepada :
1. Ayah dan Ibu tercinta yang selalu mengalirkan doa demi kesuksesan penulis.
2. Dr.Ir. Lilik Pujantoro, M.Agr sebagai dosen pembimbing akademik pertama atas bimbingan dan arahannya dalam penyusunan Proposal Penelitian ini.
3. Prof. Dr. Ir. Hadi K. Purwadaria, M.Sc sebagai dosen pembimbing akademik kedua atas bimbingan dan arahannya dalam penyusunan Proposal Penelitian ini.
4. Teman-teman TEP 42 yang selalu memberi motivasi dan semangat bagi penulis.
Penulis menyadari dalam penulisan penelitian ini masih terdapat kekurangan. Saran dan kritik dari pembaca sangat penulis harapkan sebagai masukan yang sangat berharga untuk perbaikan di masa mendatang. Harapan penulis, semoga hasil penelitian ini dapat berguna dan memberi manfaat bagi semua pihak yang membutuhkan.
Bogor, Maret 2010
KATA PENGANTAR ... i DAFTAR ISI ... ii DAFTAR GAMBAR ... iv DAFTAR TABEL ... v DAFTAR LAMPIRAN ... vi I. PENDAHULUAN ... 1 A. Latar Belakang ... 1 B. Tujuan ... 2
II. TINJAUAN PUSTAKA ... 3
A. Pasteurisasi dan Pendinginan ... 3
B. Titik Terdingin ... 7
C. Proses Pembuatan Minuman di PT. Triteguh Manunggal Sejati ... 11
III. METODE PENDEKATAN ... 13
A. Waktu dan Tempat Pelaksanaan ... 13
B. Bak Pasteurisasi dan Bak Pendingin ... 13
C. Alat dan Bahan ... 15
D. Diagram Alir Penelitian ... 16
E. Metode Penelitian ... 16
1. Pengambilan Data di Bak Pasteurisasi dan Bak Pendingin ... 18
2. Pengambilan Data Produk di Bak Pasteurisasi dan Bak Pendingin 19 3. Penghitungan Energi dan Pindah Panas ... 22
4. Modifikasi Desain dari Bak Pasteurisasi dan Bak Pendingin ... 23
IV. HASIL DAN PEMBAHASAN ... 24
A. Bak Pasteurisasi ... 24
1. Pola Sebaran Suhu Medium dalam Bak Pasteurisasi ... 24
2. Energi Pemanasan Air Pra-Produksi di Bak Pasteurisasi ... 27
3. Energi Pemanasan Proses Pasteurisasi ... 28
a. Pola Sebaran Suhu selama Pasteurisasi ... 28
b. Panas yang Diterima Produk per Cup ... 29
B. Bak Pra-Pendingin ... 35
1. Energi Panas yang Diserap selama Pendinginan ... 35
2. Koefisien Kinerja Pendinginan (COP) ... 36
C. Bak Pendingin ... 40
1. Energi Panas yang Diserap selama Pendinginan untuk Produk Jelly ... 41
2. Koefisien Kinerja Pendinginan (COP) untuk Produk Jelly ... 43
3. Suhu Output Produk Jelly selama Pendinginan ... 45
4. Energi Panas yang Diserap selama Pendinginan untuk Produk koko ... 45
5. Koefisien Kinerja Pendinginan (COP) untuk Produk Koko ... 47
6. Optimasi Suhu Medium Bak untuk Produk Koko di Bak Pendingin 49 7. Kebutuhan Massa Es Balok (M es) untuk Pendinginan Produk Koko ... 50
V. KESIMPULAN DAN SARAN ... 53
DAFTAR PUSTAKA ... 55
Gambar 1. Bak Pasteurizer untuk Proses Pasteurisasi Sistem Bak ... 6
Gambar 2. Terowongan Pasteurisasi ... 6
Gambar 3. Perubahan Suhu Retort Terhadap Waktu Selama Proses Termal ... 7
Gambar 4. Perubahan Suhu Badan (Kaleng) Terhadap Suhu Retort ... 8
Gambar 5. Profil Data Penetrasi Panas ... 9
Gambar 6. Titik Terdingin dari Produk... 10
Gambar 7. Bagan Alir Pembuatan Minuman ... 11
Gambar 8. Bak Pasteurisasi ... 13
Gambar 9. Bak Pendingin ... 14
Gambar 10. Ilustrasi Dimensi Bak Pasteurisasi, Pra-Pendingin, dan Pendingin 14 Gambar 11. Alur Proses Penelitian Utama ... 16
Gambar 12. Piktorial dari Bak Pasteurisasi ... 17
Gambar 13. Distribusi Titik Pengukuran Suhu Air Medium Pemanas sebelum Proses Pasteurisasi ... 19
Gambar 14. Distribusi Titik Pengukuran Suhu Air selama Proses Pasteurisasi 19 Gambar 15. Titik Termokopel dalam Cup Produk ... 21
Gambar 16. Pola Sebaran Suhu di Bak Pasteurisasi tanpa Produk ... 25
Gambar 17. Piktorial dari Penambahan Pipa Steam di Bak Pasteurisasi ... 26
Gambar 18. Pola Sebaran Suhu Produk Jelly di Bak Pasteurisasi ... 31
Gambar 19. Pengambilan Produk di Bak Pasteurisasi ... 34
Gambar 20. Bak Pra-Pendingin... 37
Gambar 21. Pola Sebaran Suhu Produk Koko di Bak Pra-Pendingin ... 38
Gambar 22. Pengambilan Produk di Bak Pra-Pendingin ... 40
Gambar 23. Pengukuran di Bak Pendingin ... 41
Gambar 24. Pola Sebaran Suhu Produk Jelly di Bak Pendingin ... 43
Gambar 25. Pola Sebaran Suhu Produk Koko di Bak Pendingin ... 47
Halaman
Tabel 1. Kondisi dan Tujuan Pasteurisasi dari Beberapa Produk Pangan ... 4
Tabel 2. Dimensi Bak Pasteurisasi, Pra-Pendingin,dan Pendingin ... 15
Tabel 3. SOP Proses Pasteurisasi di Industri ... 15
Tabel 4. Plot Suhu Terhadap Waktu ... 22
Tabel 5. Sebaran Suhu Produk di Bak Pasteurisasi ... 28
Tabel 6. Sebaran Suhu Produk di Bak Pra-Pendingin ... 35
Tabel 7. Sebaran Suhu Produk Jelly di Bak Pendingin ... 41
Lampiran 1. Gambar Piktorial Bak Pasteurisasi ... 56
Lampiran 2. Gambar Tampak Atas Bak Pasteurisasi ... 57
Lampiran 3. Gambar Tampak Samping Bak Pasteurisasi ... 58
Lampiran 4. Gambar Piktorial Pipa Steam Existing... 59
Lampiran 5. Gambar Tampak Atas Pipa Steam Existing ... 60
Lampiran 6. Gambar Tampak Samping Pipa Steam Existing ... 61
Lampiran 7. Gambar Piktorial Pipa Steam Modifikasi ... 62
Lampiran 8. Gambar Tampak Atas Pipa Steam Modifikasi ... 63
Lampiran 9. Gambar Tampak Samping Pipa Steam Modifikasi... 64
Lampiran 10. Tabel Entahphi Steam ... 65
Lampiran 11. Tabel Nilai k,μ, dan Pr dari Air ... 66
I.PENDAHULUAN
A. Latar Belakang
Penggunaan panas untuk tujuan pengawetan baru diawali pada tahun 1800-an, yaitu ketika Napoleon Bonaparte menghadapi masalah untuk mensuplai makanan bagi tentaranya di medan perang. Nicolas Appert yang berhasil menciptakan metode pengawetan makanan tersebut, yaitu dengan cara memanaskan makanan di dalam wadah botol gelas. Cara yang dilakukannya sangat sederhana, yaitu ke dalam wadah gelas dimasukkan makanan, kemudian ditutup rapat. Setelah itu, wadah gelas berisi makanan tersebut direbus dalam air mendidih beberapa saat, lalu didinginkan. Dengan proses pemasakan seperti ini, ternyata makanan dalam wadah gelas tersebut tidak membusuk dan dapat awet beberapa bulan. Proses pemanasan makanan dalam gelas atau kaleng ini kemudian sering disebut sebagai proses Appertisasi (Apperti-zation), sebagai penghargaan kepada Nicolas Appert sebagai penemunya. Sepuluh tahun kemudian, Peter Durand berhasil mengawetkan makanan dalam wadah kaleng. Pada tahun 1813, pabrik pengalengan makanan pertama berdiri di Inggris. Selanjutnya, dengan banyaknya permintaan terhadap makanan kaleng, industri pengalengan terus berkembang.
Meskipun Nicolas Appert dapat mengaitkan makanan dengan proses pemanasan, tetapi pada saat itu dia belum mampu menjelaskan bagaimana mekanisme pengawetan yang terjadi yang menyebabkan makanan dalam gelas tersebut dapat menjadi awet dalam jangka waktu lama. Baru lima puluh tahun kemudian, Louis Pasteur -seorang ahli mikrobiologi- yang dapat memberikan jawaban tentang mekanisme pembusukan dalam makanan kaleng. Ia menunjukkan bahwa mikroorganisme-lah yang bertanggung jawab terhadap kebusukan makanan dan proses pemanasan dapat membunuh atau memusnahkan mikroba pembusuk yang ada di dalam makanan tersebut. Penelitian yang dilakukan di Massachusets Institute of Technology yang dimulai tahun 1895 menyimpulkan bahwa kebusukan makanan kaleng disebabkan oleh kurangnya pemanasan untuk membunuh mikroorganisme.
Teknologi pengalengan makanan terus berkembang dan menjadi salah satu teknologi pengawetan pangan yang penting. Hal ini karena teknologi pengalengan mampu memperpanjang masa simpan produk pangan hingga beberapa bulan sampai beberapa tahun. Teknologi pengalengan telah diterapkan untuk pengawetan aneka ragam produk pangan, seperti daging olahan, buah-buahan, sayuran, susu, dsb. Demikian juga, jenis kemasan yang digunakan pun bervariasi, baik dari jenis (seperti kaleng, gelas, dan kantung rebus), ukuran maupun bentuk.
Salah satu proses dalam penggunaan panas ialah proses pendingin dan pasteurisasi. Secara umum proses pasteurisasi adalah suatu proses pemanasan yang relatif cukup rendah (umumnya dilakukan pada suhu di bawah 100oC) dengan tujuan untuk mengurangi populasi mikroorganisme pembusuk, sehingga bahan pangan yang mengalami proses pasteurisasi tersebut akan mempunyai daya awet beberapa hari (seperti produk susu pasteurisasi) sampai beberapa bulan (seperti produk sari buah pasteurisasi).. Proses pasteurisasi di PT. Triteguh Manunggal Sejati, Banten, saat ini menggunakan tipe bak, sedangkan proses pendingin menggunakan tipe bak dengan dua tingkatan (pra-pendingin dan pendingin). Proses pasteurisasi dan pendingin di PT. Triteguh Manunggal Sejati, Banten yang akan diteliti untuk produk koko drink, dan jelly drink.
B. Tujuan
Tujuan dari penelitian ini adalah sebagai berikut:
1. Menentukan kesesuaian suhu dan lama pasteurisasi dengan SOP industri.
2. Menghitung energi dan pindah panas sehingga didapat waktu dan suhu proses yang tepat pada bak pasterurisasi dan bak pendingin.
II. TINJAUAN PUSTAKA
A. Pasteurisasi dan Pendinginan
Secara umum proses pasteurisasi adalah suatu proses pemanasan yang relatif cukup rendah (umumnya dilakukan pada suhu di bawah 100oC) dengan tujuan untuk mengurangi populasi mikroorganisme pembusuk, sehingga bahan pangan yang di-pasteurisasi tersebut akan mempunyai daya awet beberapa hari (seperti produk susu pasteurisasi) sampai beberapa bulan (seperti produk sari buah pasteurisasi) (Bejan dan Alan, 2003).
Walaupun proses ini hanya mampu membunuh sebagian populasi mikroorganisme, namun pasteurisasi ini sering diaplikasikan terutama jika:
(1) Dikhawatirkan bahwa penggunaan panas yang lebih tinggi akan menyebab-kan terjadinya kerusamenyebab-kan mutu (misalnya pada susu).
(2) Tujuan utama proses pemanasan hanyalah untuk membunuh mikroorganisme patogen (penyebab penyakit, misalnya pada susu) atau inaktivasi enzim-enzim yang dapat merusak mutu (misalnya pada sari buah).
(3) Diketahui bahwa mikroorganisme penyebab kebusukan yang utama adalah mikroorganisme yang sensitif terhadap panas (misalnya khamir/ragi pada sari buah).
(4) Akan digunakan cara atau metode pengawetan lainnya yang dikombinasikan dengan proses pasteurisasi, sehingga sisa mikroorganisme yang masih ada setelah proses pasteurisasi dapat dikendalikan dengan metode pengawetan tersebut (misalnya pasteurisasi dikombinasikan dengan pendinginan, penambahan gula dan/atau asam, dan lain-lain). Proses kombinasi pasteurisasi dan pengawetan lain ini di antaranya diaplikasikan dalam proses hot filling, seperti dalam proses pengolahan saus dan jem.
Proses pasteurisasi secara umum dapat mengawetkan produk pangan dengan adanya inaktivasi enzim dan pembunuhan mikroorganisme yang sensitif terhadap panas (terutama khamir, kapang dan beberapa bakteri yang tidak membentuk spora), tetapi hanya sedikit menyebabkan perubahan/penurunan mutu gizi dan organoleptik. Keampuhan proses pemanasan dan peningkatan daya awet yang dihasilkan dari proses pasteurisasi ini dipengaruhi oleh karakteristik bahan
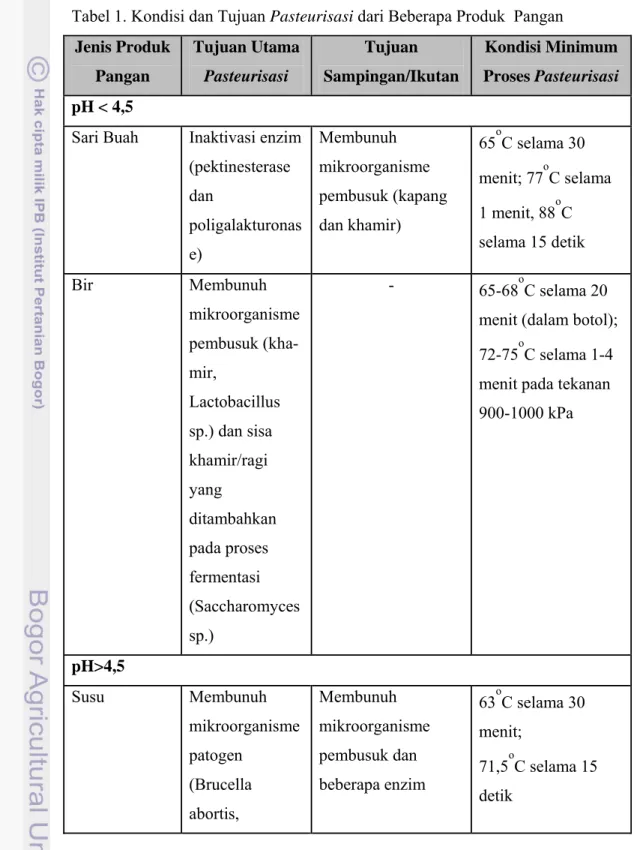
pangan, terutama nilai pH. Sebagaimana dapat dilihat pada Tabel 1, kondisi dan tujuan pasteurisasi dari beberapa produk pangan dapat berbeda-beda, tergantung dari pH produk.
Tabel 1. Kondisi dan Tujuan Pasteurisasi dari Beberapa Produk Pangan Jenis Produk Pangan Tujuan Utama Pasteurisasi Tujuan Sampingan/Ikutan Kondisi Minimum Proses Pasteurisasi pH < 4,5
Sari Buah Inaktivasi enzim (pektinesterase dan poligalakturonas e) Membunuh mikroorganisme pembusuk (kapang dan khamir) 65oC selama 30 menit; 77oC selama 1 menit, 88oC selama 15 detik Bir Membunuh mikroorganisme pembusuk (kha-mir, Lactobacillus sp.) dan sisa khamir/ragi yang ditambahkan pada proses fermentasi (Saccharomyces sp.) - 65-68oC selama 20 menit (dalam botol); 72-75oC selama 1-4 menit pada tekanan 900-1000 kPa pH>4,5 Susu Membunuh mikroorganisme patogen (Brucella abortis, Membunuh mikroorganisme pembusuk dan beberapa enzim 63oC selama 30 menit; 71,5oC selama 15 detik
Mycobacterium tuberculosis (Coxiella burnettii) Telur cair Membunuh
mikroorganisme pathogen Salmonella sp. Membunuh mikroorganisme pembusuk 64,4oC selama 2,5 menit; 60oC selama 3,5 menit Es Krim Membunuh mikroorganisme patogen Membunuh mikroorganisme pembusuk 65oC selama 30 menit; 71 oC selama 10 menit; 80oC selama 15 detik Sumber : Hariyadi dan Feri (2008)
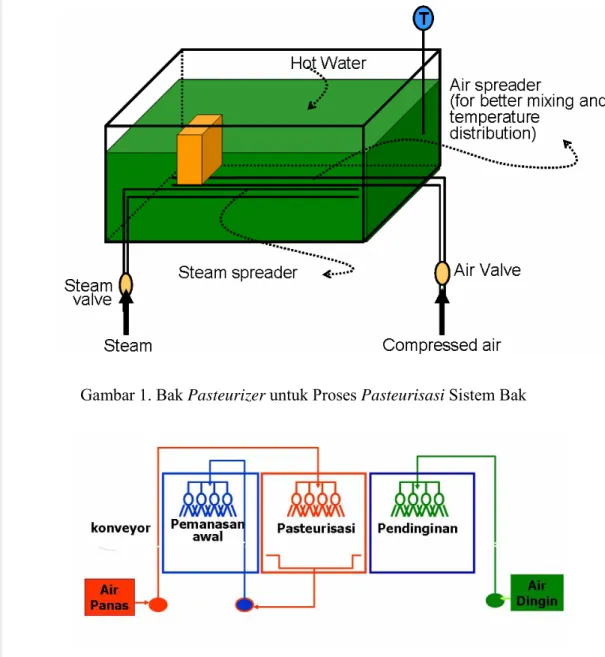
Peralatan pasteurisasi yang digunakan dapat berupa sistem batch atau sinambung. Dalam sistem batch, pasteurisasi menggunakan bak air panas pada suhu yang telah ditentukan, dimana bahan pangan yang akan di-pasteurisasi dicelupkan ke dalam air panas tersebut selama selang waktu yang telah ditentukan (Gambar 1). Jika pemanasan telah tercapai, maka produk tersebut diangkat dan kemudian dicelupkan ke dalam bak lain yang berisi air dingin.
Proses pasteurisasi dalam sistem sinambung menggunakan konveyor yang secara sinambung akan mentransportasikan produk masuk melalui bak air panas dan akhirnya melalui bak air pendingin (Gambar 2). Waktu pemanasan dapat dikendalikan dengan mengendalikan kecepatan konveyor. Disain alat pasteurisasi kontinyu adalah berupa suatu terowongan yang dapat dibagi menjadi 3 bagian utama, dimana pada masing-masing bagian dilengkapi dengan penyemprot (sprayer ataupun atomizer) yang akan menyemprotkan air panas atau air dingin. Selain menggunakan air panas, terowongan pasteurisasi dapat menggunakan uap panas sebagai medium pemanas. Keuntungannya adalah bahwa proses pemanasan akan berjalan lebih cepat, sehingga tidak memerlukan ruangan yang terlalu besar.
Proses pasteurisasi yang dilakukan sebelum dikemas dapat menerapkan sistem sinambung. Teknologi ini terutama digunakan memproses produk cair (susu, sari buah, telur cair, dll) ataupun produk semi padat (pasta, yoghurt, bubur, dll), dimana proses pemanasannya dapat dilakukan dengan alat penukar panas (heat exchanger) yang umumnya beroperasi secara sinambung/kontinyu. Beberapa produk memerlukan perlakuan aerasi (misalnya sari buah dan produk anggur/wine) untuk mencegah kerusakan oksidatif. Karena itu sebelum proses pasteurisasi, produk demikian biasanya disemprotkan ke dalam ruangan vakum sehingga udara terlarut akan terhisap oleh pompa vakum.
Gambar 1. Bak Pasteurizer untuk Proses Pasteurisasi Sistem Bak
B. Titik Terdingin
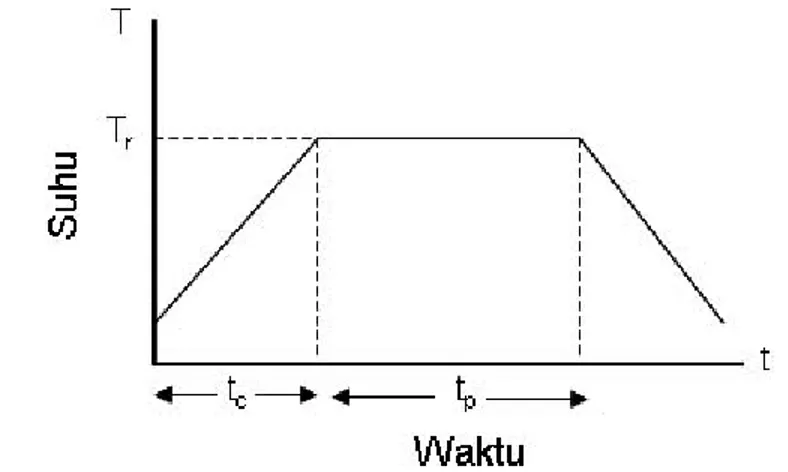
Selama proses pasteurisasi atau sterilisasi berlangsung, akan terjadi peru-bahan suhu retort terhadap waktu yang dapat dibagi menjadi 3 fase, yaitu (a) fase pemanasan (heating), dimana suhu retort meningkat sehingga tercapai suhu yang diinginkan; (b) fase holding, yaitu mempertahankan suhu retort pada suhu proses yang diinginkan; dan (c) fase pendinginan (pendingin), yaitu menurunkan suhu retort pada suhu tertentu. Pola perubahan suhu terhadap waktu tersebut dapat diilustrasikan pada Gambar 3.
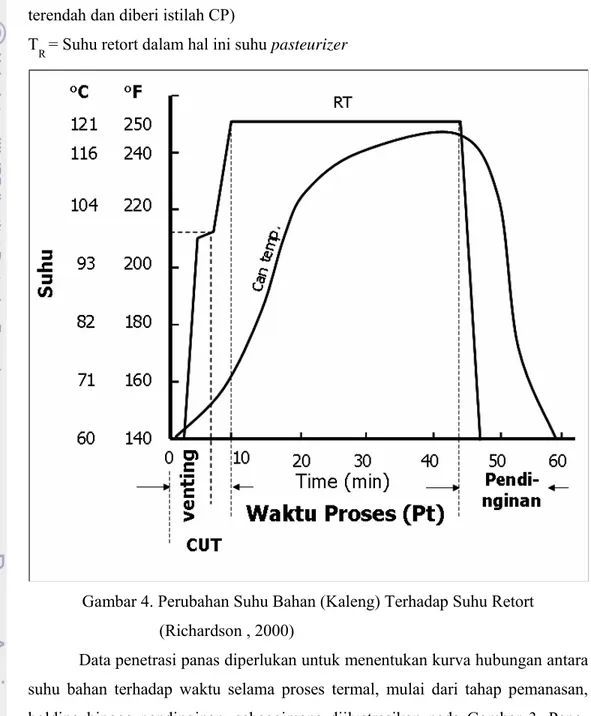
Pada kenyataannya, suhu bahan pangan di dalam retort akan mencapai suhu yang lebih rendah dibandingkan suhu retortnya (TR), karena panas harus berpenetrasi ke wadah dan mencapai titik terdinginnya. Gambar 4 menunjukkan profil suhu retort (TR) dan suhu kaleng (TC). Suhu retort berangsur meningkat hingga mencapai suhu yang diinginkan, yaitu 250oF. Setelah mencapai suhu tersebut, suhu retort dipertahankan selama beberapa waktu (holding), kemudian didinginkan (pendingin). Suhu kaleng pun meningkat selama proses pemanasan, tetapi selalu lebih rendah dibanding suhu retortnya (pada waktu tertentu akan mendekati suhu retort).
Gambar 3. Perubahan Suhu Retort Terhadap Waktu Selama Proses Termal (Richardson, 2000)
Keterangan : t = waktu
tc = waktu antara dimulainya pemanasan sampai mencapai suhu pasteurizer yang diinginkan dan biasanya disebut dengan CUT
tp = waktu dari berakhirnya tc sampai dengan waktu akhir pemanasan T = Suhu pada waktu tertentu
TC = Suhu ditengah kontainer (kemasan) yang disebut dengan coldest point (suhu terendah dan diberi istilah CP)
TR = Suhu retort dalam hal ini suhu pasteurizer
Gambar 4. Perubahan Suhu Bahan (Kaleng) Terhadap Suhu Retort (Richardson , 2000)
Data penetrasi panas diperlukan untuk menentukan kurva hubungan antara suhu bahan terhadap waktu selama proses termal, mulai dari tahap pemanasan, holding hingga pendinginan, sebagaimana diilustrasikan pada Gambar 3. Peng-ukuran data penetrasi panas dilakukan dengan menggunakan termokopel yang dipasang pada titik terdingin dari kemasan dan dihubungkan dengan rekorder
yang akan mencatat data perubahan suhu terhadap waktu. Titik terdingin atau the coldest point (CP) dari kemasan adalah titik dari bagian kemasan yang paling lambat menerima panas selama proses termal.
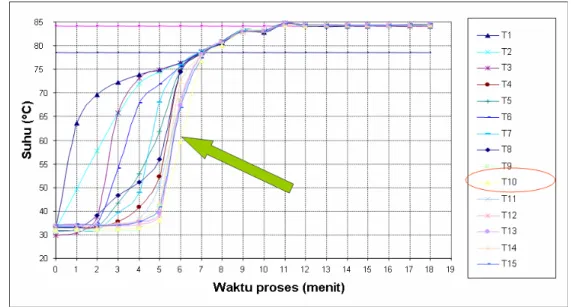
Pengukuran penetrasi panas dilakukan pada bagian retort yang paling lambat menerima panas, yaitu ditentukan dengan cara mengukur distribusi panas. Gambar 4 menunjukkan profil distribusi panas di titik-titik tertentu di dalam retort. Titik terdingin dari retort adalah yang paling lambat menerima panas. Dalam grafik tersebut, termokopel di titik no. 10 yang paling lambat menerima panas.
Gambar 5. Profil data penetrasi panas. Termokopel pada titik ke-10 (T10) adalah yang paling lambat menerima panas (Hariyadi dan Feri, 2008)
Titik terdingin menjadi perhatian penting dalam proses termal, karena apabila titik terdingin telah mendapat pemanasan yang mencukup, maka titik-titik lain dalam kemasan dianggap sudah mendapat panas yang mencukupi pula. Penentuan titik terdingin produk dapat diperkirakan dari sifat perambatan panas yang terjadi, bentuk kemasan dan ukuran headspace. Menurut Richardson (2000) perambatan panas dengan konduksi dengan bentuk kaleng silindris serta headspace yang minimal maka titik terdingin akan terdapat di tengah kaleng. Jika headspace-nya diperbesar maka titik terdingin akan mendekati permukaan (tutup kaleng). Sedangkan perambatan konveksi pada kemasan kaleng dengan bentuk silindris vertikal akan memberikan titik terdingin di bagian dasar kemasan. Untuk produk yang dikemas dengan pengemas yang mempunyai bentuk dan bahan lain
maka posisi titik terdinginnya harus dicari dengan cara mengukur kecepatan panas pada seluruh daerah dalam kemasan dan ada pencatatan data yang dilakukan dapat diketahui titik mana yang merupakan titik terdingin. Gambar 5 memperlihatkan titik terdingin dari kaleng silinder dan posisi termokopel yang dipasang pada titik terdingin tersebut. Gambar 6 mengilustrasikan pemasangan termokopel dalam pengumpulan data penetrasi panas di dalam sistem bak pemanas.
Dalam mengukur data penetrasi panas, terdapat faktor-faktor yang perlu diperhatikan sebagai berikut:
(1) Formulasi, variasi berat ingredien harus konstan (termasuk didalamnya ukuran, bentuk dan berat produk padat, viskositas produk cair, penambahan beberapa ingredien seperti garam), perubahan formulasi akan menyebabkan perubahan penetrasi panas.
(2) Kemasan, yaitu bahan dasar pengemas seperti kaleng, gelas jar, cup plastik dll harus dicatat.
(3) Metode pengisian, suhu pengisian produk harus dikontrol sebab akan mempengaruhi suhu awal.
(4) Penutupan dan sealer, penutupan harus dilakukan sebaik dan sekuat mungkin agar kondisi hermetis dapat dijaga selama proses termal.
(5) Sistem retort (sistem pemanas) yang digunakan.
Gambar 6. Titik terdingin dari produk
Pendingin Pra-pendingin Pemanasan Filling Mixing/Cooking Packaging
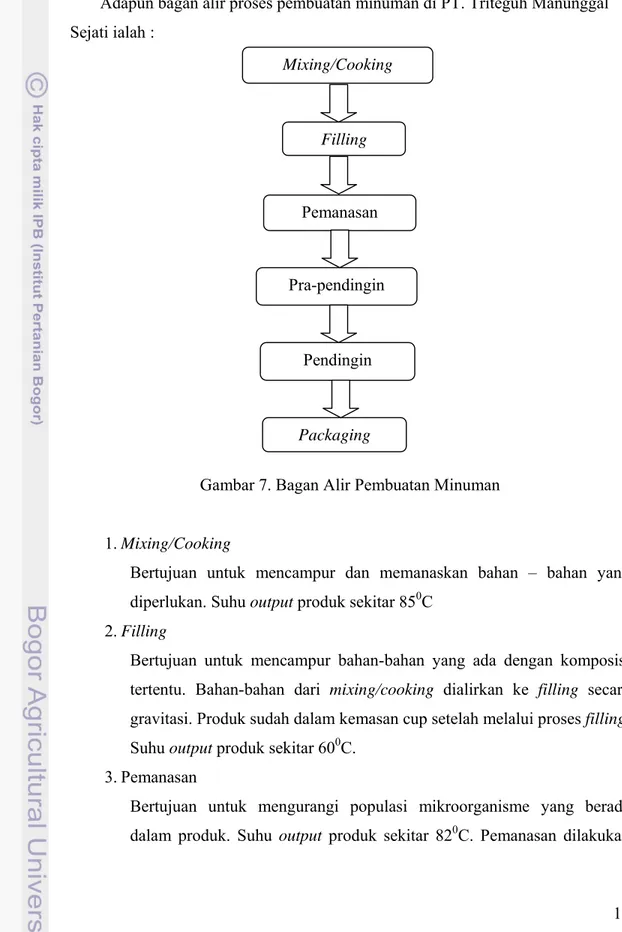
C. Proses Pembuatan Minuman di PT. Triteguh Manunggal Sejati Adapun bagan alir proses pembuatan minuman di PT. Triteguh Manunggal Sejati ialah :
Gambar 7. Bagan Alir Pembuatan Minuman 1. Mixing/Cooking
Bertujuan untuk mencampur dan memanaskan bahan – bahan yang diperlukan. Suhu output produk sekitar 850C
2. Filling
Bertujuan untuk mencampur bahan-bahan yang ada dengan komposisi tertentu. Bahan-bahan dari mixing/cooking dialirkan ke filling secara gravitasi. Produk sudah dalam kemasan cup setelah melalui proses filling. Suhu output produk sekitar 600C.
3. Pemanasan
Bertujuan untuk mengurangi populasi mikroorganisme yang berada dalam produk. Suhu output produk sekitar 820C. Pemanasan dilakukan
secara continius, produk dari proses filling masuk ke proses pasteurisasi melalui konveyor. Pemanasan menggunakan steam yang dialirkan melalui pipa yang berada di bawah konveyor ke bak pasteurisasi. Sebelum steam dialirkan, terlebih dahulu bak pasteurisasi diisi dengan air biasa. Panjang bak pasteurisasi 12 m, lebar 1.5 m dan lama proses 3.5 – 7 menit. Suhu output sebesar 820C.
4. Pra-pendingin.
Bertujuan untuk menurunkan suhu produk setelah melewati proses pasteurisasi. Pendinginan dilakukan dengan menggunakan air bersuhu ruangan (± 300C) yang dialirkan melalui pipa di atas konveyor. Panjang bak pendingin sebesar 6 m dengan lebar 1.5 m. lama proses pra-pendingin 3 – 6 menit.
5. Pendingin
Bertujuan untuk menurunkan suhu produk setelah melewati proses pra-pendingin. Pendinginan dilakukan dengan menggunakan air dingin (suhu ±200C) yang dialirkan melalui pipa di atas konveyor. Panjang bak pendingin sebesar 6 m dengan lebar 1.5 m. proses pra-pendingin dan pendingin berlangsung selama 4.5 – 8 menit.
6. Packaging
Bertujuan untuk mengemas produk yang telah melewati proses pendingin.
III. METODE PENDEKATAN
A. Waktu dan Tempat Pelaksanaan
Penelitian ini akan dilaksanakan di PT. Triteguh Manunggal Sejati, Tangerang. Penelitian dilakukan selama 2 (dua) bulan, yaitu mulai dari bulan Oktober sampai dengan bulan November 2009.
PT Triteguh Manunggal Sejati (TRMS) terletak di Jl. . Baru Zona Industri Keroncong Desa Gebang Raya RT. 001 RW. 02 Pasar Kemis, Tangerang, Indonesia.
B. Bak Pasteurisasi dan Bak Pendingin
Di dalam bak pasteurisasi terdapat konveyor yang akan membawa produk ketika masuk ke dalam bak sampai keluar dari bak. Di bawah konveyor, di atas permukaan bak pasteurisasi, terdapat pipa steam yang mengeluarkan steam sehingga menjaga suhu air di dalam bak supaya stabil di suhu 860 C. Pipa steam memiliki lubang di bagian atasnya sehingga steam yang keluar akan memanaskan secara langsung air yang berada di dalam bak. Jadi, ada kemungkinan kontaminasi dengan produk jika bak dimasukkan produk. Proses pasteurisasi berlangsung selama 3.5 – 7 menit, tergantung jumlah produk yang berada di dalam bak.
Pada saat pengukuran ternyata terdapat perbedaan suhu sebesar 2 – 30 C antara suhu input produk ke bak percobaan dengan yang proses yang berjalan sebenarnya. Dengan kata lain, suhu input percobaan 2 – 30 C lebih rendah dibandingkan suhu input proses yang berjalan. Hal ini disebabkan karena pada waktu percobaan dilakukan proses filling secara manual sehingga bisa terjadi penurun suhu, sedangkan proses yang berjalan menggunakan filling otomatis.
Sedangkan pada bak pendingin, pipa pendingin berada di atas bak sehingga air pendingin masuk ke bak pendingin secara gravitasi. Air pendinginan akan didinginkan oleh chiller sebelum masuk ke bak pendingin. Pabrik memiliki empat buah chiller untuk mendinginkan air.
Gambar 8. Bak Pasteurisasi
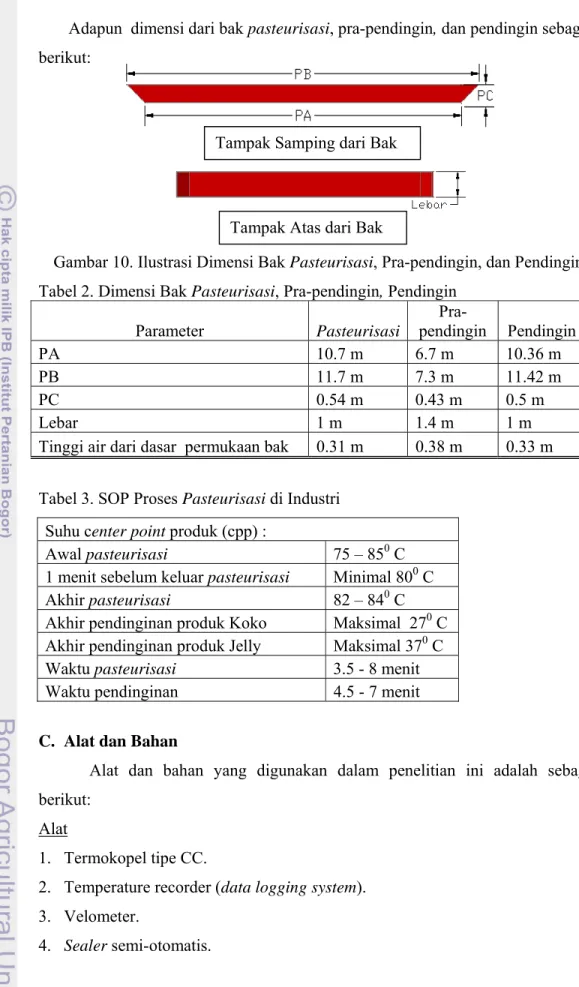
Adapun dimensi dari bak pasteurisasi, pra-pendingin, dan pendingin sebagai berikut:
Gambar 10. Ilustrasi Dimensi Bak Pasteurisasi, Pra-pendingin, dan Pendingin Tabel 2. Dimensi Bak Pasteurisasi, Pra-pendingin, Pendingin
Parameter Pasteurisasi Pra-pendingin Pendingin PA 10.7 m 6.7 m 10.36 m PB 11.7 m 7.3 m 11.42 m PC 0.54 m 0.43 m 0.5 m Lebar 1 m 1.4 m 1 m
Tinggi air dari dasar permukaan bak 0.31 m 0.38 m 0.33 m Tabel 3. SOP Proses Pasteurisasi di Industri
Suhu center point produk (cpp) :
Awal pasteurisasi 75 – 850 C 1 menit sebelum keluar pasteurisasi Minimal 800 C Akhir pasteurisasi 82 – 840 C Akhir pendinginan produk Koko Maksimal 270 C Akhir pendinginan produk Jelly Maksimal 370 C Waktu pasteurisasi 3.5 - 8 menit Waktu pendinginan 4.5 - 7 menit C. Alat dan Bahan
Alat dan bahan yang digunakan dalam penelitian ini adalah sebagai berikut:
Alat
1. Termokopel tipe CC.
2. Temperature recorder (data logging system). 3. Velometer.
4. Sealer semi-otomatis.
Tampak Samping dari Bak
5. Seal silikon. 6. Mur. 7. Obeng. 8. Kunci pas. 9. Cutter. 10. Meteran. Bahan
1. Cup plastik minuman untuk produk jelly drink dan koko drink. 2. Seal plastik.
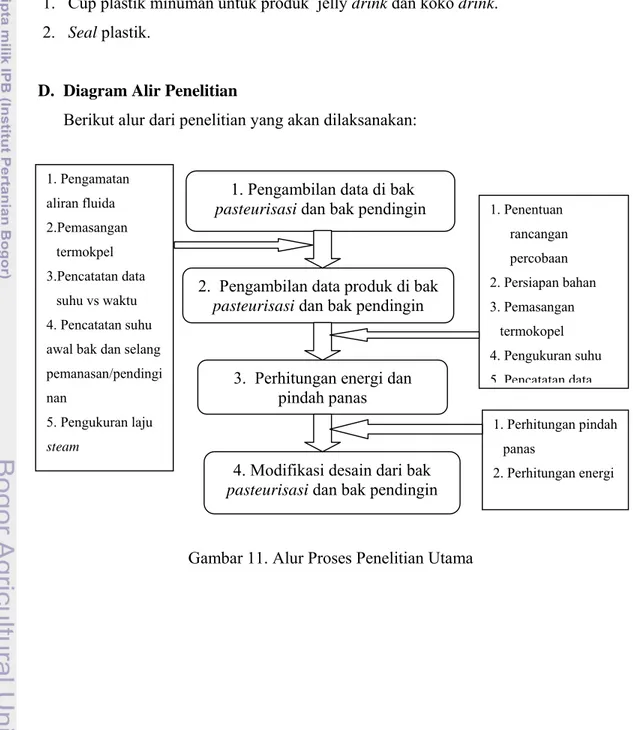
D. Diagram Alir Penelitian
Berikut alur dari penelitian yang akan dilaksanakan:
Gambar 11. Alur Proses Penelitian Utama 3. Perhitungan energi dan
pindah panas
4. Modifikasi desain dari bak pasteurisasi dan bak pendingin 2. Pengambilan data produk di bak pasteurisasi dan bak pendingin
1. Pengambilan data di bak
pasteurisasi dan bak pendingin 1. Penentuan rancangan percobaan 2. Persiapan bahan 3. Pemasangan termokopel 4. Pengukuran suhu 5 Pencatatan data 1. Perhitungan pindah panas 2. Perhitungan energi 1. Pengamatan aliran fluida 2.Pemasangan termokpel 3.Pencatatan data suhu vs waktu 4. Pencatatan suhu awal bak dan selang pemanasan/pendingi nan
5. Pengukuran laju steam
Gambar 12. Piktorial dari Bak Pasteurisasi
E. Metode Penelitian
Penelitian ini dilakukan dalam lima tahap. Tahap pertama ialah pengukuran suhu dan waktu dari bak pasteurisasi bak pendingin. Tahap kedua adalah pengambilan data produk yaitu pengukuran suhu dan waktu produk di bak pasteurisasi dan bak pendingin. Tahap ketiga ialah pengukuran dimensi dari bak pasteurisasi dan bak pendingin. Tahap keempat ialah perhitungan energi dan pindah panas, dan tahap kelima akan dilakukan modifikasi desain dari bak pasteurisasi dan bak pendingin (lihat Gambar 11).
1. Pengambilan Data di Bak Pasteurisasi dan Bak Pendingin 1. Pengamatan dari arah aliran steam yang diberikan.
2. Pemasangan termokopel di bak pasteurisasi sesuai arah aliran steam. 3. Lakukan pencatatan data dan pembuatan plot suhu vs waktu. Pada
waktu yang bersamaan dengan dialirkannya steam atau pendingin, recorder dinyalakan. Pemanasan suhu 820 C tersebut dipertahankan selama 15 menit.
4. Lakukan pencatatan data mengenai : (a) suhu awal bak (initial temperature) dan jam (waktu) mengalirkan steam ke dalam pasteurisasi; (b) suhu setiap waktu pemasakan (misalkan dicatat selama 1 menit).
5. Perlakuan yang sama dilakukan pada bak pra-pendingin dan pendingin dengan rancangan percobaan yang sama.
6. Lakukan pengukuran laju steam tepat pada lubang pipa steam dengan menggunakan velometer.
Penentuan titik – titik pemasangan probe di bak pasteurisasi, pra-pendingin dan pra-pendingin:
Gambar 13. Distribusi Titik Pengukuran Suhu Air Medium Pemanas sebelum Proses Pasteurisasi
Keterangan :
1. No 1 s.d. 4 merupakan titik-titik tempat penempatan sensor termokopel. 2. Pengukuran dilakukan saat tidak ada produk di dalam bak.
3. Pipa pendingin digunakan di bak pendingin dan bak pra-pendingin sedangkan pipa pemanas (steam) digunakan di bak pasteurisasi.
4. Pipa steam mempunyai lubang di bagian atasnya sehingga memanaskan langsung air yang berada di dalam bak (posisi pipa steam berada di dasar bak di bawah konveyor). Sedangkan pipa pendingin mempunyai lubang di bagian bawahnya sehingga mendinginkan langsung air yang berada di dalam bak (posisi pipa pendingin berada di atas bak).
2. Pengambilan Data Produk di Bak Pasteurisasi dan Bak Pendingin a. Penentuan Rancangan Percobaan
Gambar 14. Distribusi Titik Pengukuran Suhu Air selama Proses Pasteurisasi Pipa steam atau pendingin
Air
Pipa pendingan atau pemanas
Keterangan :
a. No 1 s.d 9 merupakan titik-titik pemasangan termokopel di bak.
b. Pipa pendingin digunakan di bak pendingin dan bak pra-pendingin sedangkan pipa pemanas (steam) digunakan di bak pasteurisasi.
c. Pengukuran di produk mengikuti titik 1, titik 2, dan titik 3 mulai dari produk masuk sampai keluar bak sedangkan titik pengukuran suhu air di bak di kesembilan titik tersebut. Sehingga data – data yang diperoleh adalah data suhu produk di titik 1, titik 2, titik 3, dan rata – rata suhu air dari kesembilan titik pengukuran.
b. Persiapan bahan
1. Ambil cup yang akan digunakan kemudian periksa kondisi cup dalam keadaan baik (tidak berlubang) atau tidak.
2. Lubangi cup. Letak lubang sesuai dengan pindah panas yang akan terjadi (konveksi, konduksi, atau gabungan dari keduanya). Di dalam cup akan dimasukkan cairan dan butiran-butiran nata, sehingga pindah panas yang terjadi merupakan gabungan dari konveksi dan konduksi. Jadi posisi lubang dari cup diantara di bagian tengah dan 1/3 dari ketinggian cup dari bawah.
c. Pemasangan termokopel
1. Pasang sensor termokopel pada cup yang sudah dilubangi, kemudian tutup dengan seal silikon agar tidak bocor.
2. Pasang mur di bagian dalam cup dan menempel dengan termokopel kemudian kencangkan mur dengan kunci pas agar tidak bocor. 3. Isi cup dengan cairan dan nata. Kemudian cup ditutup dengan di-seal
menggunakan sealer semi otomatis.
4. Hubungkan termokopel yang terpasang dalam cup tersebut pada temperature recorder.
d. Pengukuran suhu
1. Letakkan tiga sensor termokopel di dalam bak sesuai dengan rancangan percobaan. Data logger system hanya mempunyai empat probe sehingga peletakkan termokopel di bak berjumlah tiga sensor
termokopel dan satu sensor termokopel di cup. Jadi satu termokopel dipasang di dalam cup dijalankan mengikuti titik 1, 2, dan 3 (tiga sensor termokopel yang berada di dalam bak). Begitu seterusnya sampai titik ke-9.
2. Letakkan cup tersebut dalam bak dan biarkan berjalan sesuai pergerakan konveyor di dalam bak sesuai titik – titik dalam rancangan percobaan.
e. Pencatatan data
1. Lakukan pencatatan data dan pembuatan plot suhu vs waktu. Pada waktu yang bersamaan dengan dimasukkannya cup, recorder dinyalakan. Pemanasan suhu 820 C tersebut dipertahankan selama 3.5 menit.
2. Lakukan pencatatan data mengenai : (a) suhu awal produk (initial temperature) dan jam (waktu) memasukkan cup ke dalam bak pasteurisasi; (b) suhu setiap waktu pemasakan (misalkan dicatat selama 10 detik).
3. Setelah periode pemasakan dilakukan, angkat cup tersebut kemudian lepaskan sensor termokopel dari cup.
4. Lakukan metode pengukuran yang sama untuk proses pra-pendingin dan pendingin dengan rancangan percobaan yang sama.
Tabel 4. Plot Suhu Terhadap Waktu Waktu (10 detik) T1 T2 T3 T4 T5 T6 T7 T8 10 20 30 120 150 180 210 ... Dst
3. Perhitungan Energi dan Pindah Panas
1. Perhitungan dari laju pindah panas yang digunakan untuk proses pasteurisasi, pra-pendingin dan pendingin.
2. Perhitungan konsumsi energi yang digunakan selama proses pindah panas yang terjadi di bak pasteurisasi, bak pra-pendingin dan bak pendingin sehingga dapat diketahui besarnya energi yang diperlukan per siklus dari tiga proses.
Analisis laju pindah panas dan energi dengan menggunakan rumus: A. Perhitungan panas jenis produk
Cp = 0.0837 + 0.034 x KA
Dimana : Cp = Panas jenis produk (KJ/KgK) KA = Kadar air produk (%) B. Pendugaan suhu output produk
Dimana : T = suhu output produk (0C) Tm = suhu medium (0C) To = suhu input produk (0C)
U = overall heat transfer coefficient (W/m2K) A = luas permukaan (m2)
W = Berat produk (Kg)
Cp = Panas jenis produk (KJ/KgK) C. Jumlah pindah panas dari medium ke produk
q = m x Cp x (Tout – Tin)
Dimana : q = Laju pindah panas (W/m2) m = massa produk (Kg)
Cp = Panas jenis produk (Kg/KJ) Tout = Suhu keluar produk (0C) Tin = Suhu masuk produk (0C) D. Bilangan Reynold (Re)
Re = V∞ x d/ν
Dimana : Re = Bilangan Reynold V∞ = Kecepatan aliran (m/s) d = diamater penampang (m)
ν = Viskositas kinematik aliran (m2/s)
E. Perhitungan Nilai Koefisien Pindah Panas Konveksi (h) dari Air h = k x Nu/d
Dimana : h = Koefisien pindah panas konveksi (W/m2 C) k = Konduktivitas panas (W/m C)
Nu = Nusselt number d = diameter penampang (d)
4. Modifikasi Desain dari Bak Pasteurisasi dan bak pendingin
1. Dari data profil sebaran suhu vs waktu dan sebaran laju aliran fluida dari produk, dilakukan modifikasi desain dari bak pasteurisasi dan bak pendingin yang baru. Desain hanya sebatas berupa gambar teknik dengan menggunakan program Autocad atau sejenisnya.
IV. HASIL DAN PEMBAHASAN
Secara umum di pabrik untuk produk minuman cup diproduksi hanya dua jenis produk yaitu jelly drink dan koko drink. Untuk produk jelly drink memiliki beberapa rasa yaitu apel, jambu, jeruk, dan anggur. Sedangkan untuk produk koko drink hanya memiliki dua rasa yaitu leci dan strawberry. Di dalam produk koko dan jelly terdapat nata yang berbentuk bongkahan – bongkahan kecil. Pada proses filling, pasteurisasi, pra-pendinginan, baik untuk produk jelly atau koko, keduanya berbentuk cair. Sedangkan sampai proses pendinginan untuk produk koko berbentuk cair dan untuk produk jelly sebagian kecil dari tiap-tiap cup produk sedikit terbentuk gel (padatan). Di dalam pembahasan ini bak pendingin dibedakan menjadi bak pra-pendingin dan bak pendingin.
Di proses pasteurisasi dan pra-pendingin baik produk koko ataupun jelly mengalami perlakuan yang sama, yaitu memiliki kesamaan di sisi suhu output produk yang keluar dari kedua proses itu. Tetapi ketika sampai diproses pendinginan kedua produk ini mengalami perlakuan yang berbeda dari sisi suhu di media bak pendingin.
A. Bak Pasteurisasi
a. Pola Sebaran Suhu Medium dalam Bak Pasteurisasi
Pengukuran dilakukan menggunakan rancangan percobaan II (Gambar 13). Pengukuran dilakukan saat produk tidak masuk ke dalam bak pasteurisasi. Suhu mula-mula produk yang diambil pada saat air sudah di dalam bak (steam belum masuk). Kemudian steam dimasukkan dan pengukuran dihentikan pada saat titik – titik pengukuran sudah mencapai suhu 860 C. Steam yang digunakan keluar dari lubang – lubang pipa dan memanaskan air secara langsung. Jadi pindah panas yang terjadi secara konveksi (dari steam ke air). Suhu steam pada waktu memanaskan air ialah 1210 C.
Gambar 16. Pola Sebaran Suhu di Bak Pasteurisasi tanpa Produk
Dari pengukuran didapat waktu pemanasan yang diperlukan untuk memanaskan air dari suhu 31.50 C ke suhu 860 C selama 5310 detik atau 88.5 menit. Gambar 16 menunjukkan bahwa titik keempat merupakan titik terlama menerima panas atau titik terlama yang mencapai suhu 860 C. Sedangkan titik tercepat menerima panas ialah titik kedua. Pada saat titik keempat mencapai suhu 860 C maka titik kedua sudah mencapai suhu 88.60 C. Sehingga selisih suhu yang terjadi sebesar 2.60 C.
Karena selisih suhu yang di bak yang relatif berbeda (2.60 C) dan waktu pemanasan yang relatif lama (88.5 menit) maka akan dilakukan perbaikan desain dari bak pasteurisasi. Perbaikan diharapakan dapat memperkecil perbedaan suhu di dalam bak dan mempercepat waktu pemanasan. Diharapkan waktu pemanasan setelah modifikasi bisa di bawah 60 menit. Langkah modifikasi atau perbaikan yang akan dilakukan ialah dengan menambah jumlah pipa steam. Pipa steam yang ada saat ini berjumlah dua, dan akan dimodifikasi dengan menambah jumlah pipa menjadi lima (Gambar 17, gambar lengkapnya di Lampiran 1 – 9). Perhitungan kebutuhan energi yang akan masuk ke air di dalam bak pasteurisasi dan akan meningkatkan suhu air seperti berikut ini :
Gambar 17. Piktorial dari Penambahan Pipa Steam di Bak Pasteurisasi Sekarang
b. Energi Pemanasan Air Pra-Produksi di Bak Pasteurisasi Kecepatan steam = 47 m/s
Diameter lubang steam = 0.005 m Debit steam (Q) = 0.00049 m3/s Massa jenis steam (ρ) = 943.23 Kg/m3 Laju massa steam (m) = Q x ρ
= 0.00049 x 943.23 = 0.463 Kg/s
= 3132.05 Kg/jam
Suhu awal steam = 1200 C Suhu akhir steam = 860 C
h awal steam = 2706.5 KJ/Kg (Lampiran 10) h akhir steam = 2653.4 KJ/Kg (Lampiran 10) Suhu awal air (To) = 31.50 C
Suhu akhir air (Ta) = 860 C massa air (mair) = 3419.83 Kg
Cp air = 2.79 KJ/KgK
Massa steam (S) = mair x Cp air x (Ta – To) / (h awal – h akhir) = 3419.83 x 2.79 x (86 – 31.5) / (2706.5 – 2653.4)
= 6106.52 Kg
Waktu pemanasan (t) = S/m = 6106.52/3132.05
= 1.95 jam = 117 menit
Perhitungan pipa steam existing
Waktu pemanasan secara teori dari perhitungan = 117 menit Energi Pemanasan Steam (Q) = S x (h awal – h akhir)
= 6106.52 x (2706.5 – 2653.4)
= 324256 KJ
= 324.26 MJ
Perhitungan pipa steam modifikasi
Pertambahan jumlah pipa = 2.5 kali dengan yang existing sehingga laju massa steam bertambah 2.5 kali dengan semula
Massa steam (S) = mair x Cp air x (Ta – To) / (h awal – h akhir) = 3419.83 x 2.5x2.79x(86 – 31.5)/(2706.5 – 2653.4)
= 15266.3 Kg
Waktu pemanasan (t) = S/m = 15266.3/(3132.05*2.5) = 0.78 jam = 46.8 menit Energi Pemanasan Steam (Q) = S x (h awal – h akhir)
= 15266.3 x (2706.5 – 2653.4)
= 810640.5 KJ
= 810.64 MJ
Suhu medium setelah modifikasi Ta = (Qsteam /mair x Cp air) + To
= (810.64/3419.83 x 2.79) + 31.5 = 116.5 0C
Dapat dilihat bahwa dengan penambahan pipa steam dapat mempercepat waktu pemanasan tapi penggunaan energi steam menjadi lebih boros. Akan tetapi hal ini bisa berguna karena pada waktu pengukuran di lapangan sempat terjadi penundaan produksi, salah satunya karena waktu pemanasan yang relatif lebih lama. Dengan penambahan pipa steam juga membuat suhu media air di bak pasteurisasi menjadi relatif lebih seragam, hanya seberapa seragam harus dilakukan pergantian di pipa steam sesuai modifikasi dan dilakukan pengukuran. Perkiraan suhu medium setelah modifikasi sebesar 116.5 0C.
3. Energi Pemanasan Proses Pasteurisasi a. Pola Sebaran Suhu Selama Pasteurisasi Tabel 5. Sebaran Suhu Produk di Bak Pasteurisasi
Waktu (detik) Titik 1 (0C) Titik 2 (0C) Titik 3 (0C) Trata-rata (0C) Trata-rata medium (0C) 0 62.1 61.4 64.27 62.6 84.4 10 63.2 63.3 65.80 64.1 84.3 20 64.5 63.0 67.43 65.0 84.8 30 65.2 65.1 69.90 66.7 84.4 40 65.1 65.6 71.17 67.3 84.3 50 64.4 66.1 72.13 67.6 84.0 60 68.4 68.6 73.13 70.0 84.2 70 67.1 68.1 73.87 69.7 84.5 80 70.7 69.0 74.30 71.3 84.0 90 72.5 70.0 75.23 72.6 84.1
100 74.1 69.8 75.60 73.2 84.1 110 72.3 70.2 76.63 73.1 83.6 120 75.0 70.2 77.33 74.2 84.2 130 75.4 73.6 77.30 75.4 83.6 140 74.2 73.5 77.37 75.0 84.2 150 75.5 73.7 79.27 76.1 83.9 160 75.3 75.1 78.47 76.3 83.8 170 74.6 76.4 79.00 76.7 83.9 180 76.4 76.8 79.93 77.7 84.4 190 74.8 77.1 80.27 77.4 84.7 200 76.2 79.6 80.47 78.8 84.5 210 76.8 79.5 81.83 79.4 84.5 T rata-rata medium (0C) 84.2
Dari Tabel 4 dapat dilihat bahwa rata – rata suhu produk masuk ke bak pasteurisasi sebesar 62.60 C. Pada kenyataannya sewaktu kegiatan produksi yang biasanya suhu produk masuk ke dalam bak pasteurisasi kira – kira 700 C. Suhu produk pada waktu percobaan lebih rendah daripada biasanya karena pada waktu percobaan terjadi kerusakan di mesin cooking sehingga suhu produk keluar dari mesin cooking tidak terlalu panas. Sedangkan suhu media rata – rata didapat sebesar 72.30 C.
Karena suhu produk masuk ke bak pasteurisasi yang lebih rendah sehingga untuk memanaskan suhu di dalam bak pasteurisasi akan memerlukan beban pemanasan yang relatif besar. Rata – rata suhu produk keluar dari bak pasteurisasi sebesar 79.40 C, yang berarti suhu rata – rata produk keluar tidak sesuai dengan yang ditargetkan, yaitu suhu output produk sebesar 820 C. Sedangkan dari ke – 9 titik percobaan hanya pada titik 6 tercapai suhu output produk lebih besar dari 820 C. Hal ini bisa terjadi karena suhu pada titik 6 merupakan suhu input produk tertinggi dari ke – 9 titik percobaan.
b. Panas yang Diterima oleh Produk per Cup Massa produk (m) = 0.195 Kg
KA = 94.8 %
Cp = 0.0837 + 0.034*94.8
T rata – rata medium = 84.20 C
T rata – rata awal (To) = 79.40 C (Tabel 4) T rata – rata akhir (Ta) = 62.60 C (Tabel 4) q = m*Cp* (Ta – To)
= 0.195*3.3069*(79.4 – 62.6) = 10.8 KJ
Qtotal = q x kapasitas produksi/siklus = 10.82 x 24240 cup/jam = 262254.4 KJ = 262.3 MJ c. Efisiensi Pemanasan Cp air = a0 + a1T + a2T2 (Maroulis, 2003) = 9.97 x 102 + (-1.35) x 10-3 x 84.32 + 1.38 x 10-5 x 84.322 = 3.2 KJ/KgK
Efisiensi Pemanasan = Qtotal Qair
= Berat produk/jam x Cp produk x ΔT Berat air/jam x Cp air x (Tawal – Takhir)
= 262254.4
56906.4 x 3.2 x (86 – 84.2)
= 86.5%
d. Efisiensi Pemakaian Energi
Efisiensi Pemakaian Energi = Qtotal Qsteam = 262254.4 S x (h awal – h akhir) = 262254.4 324256 = 80.8%
Perhitungan dilakukan dengan menggunakan rancangan percobaan I (Gambar 14). Sensor termokopel dipasang di tiga titik di bak pasteurisasi kemudian satu sensor termokopel dipasang di produk mengikuti ketiga titik di bak pasteurisasi.
Karena pasteurisasi terjadi pada suhu 860 C sehingga baik untuk produk koko dan jelly sama – sama berbentuk cair. Jadi data yang diambil hanya untuk produk jelly, karena diasumsikan pindah panas selama proses pasteurisasi untuk kedua produk dianggap sama.
Gambar 18. Pola Sebaran Suhu Produk Jelly di Bak Pasteurisasi
Dari pengukuran didapat suhu rata-rata produk masuk ke bak pasteurisasi sebesar 62.60C dan suhu rata-rata produk keluar dari bak pasteurisasi sebesar 79.40C dengan suhu rata – rata air di dalam bak sebesar 84.20 C. Suhu terendah produk masuk ke bak pasteurisasi sebesar 61.40C (pada titik 1) dan suhu tertinggi produk masuk ke bak pasteurisasi sebesar 64.70C (pada titik 3). Sedangkan suhu terendah produk keluar dari bak pasteurisasi sebesar 76.80C (pada titik 1) dan suhu tertinggi produk keluar dari bak pasteurisasi sebesar 81.80C (pada titik 3). Sehingga dari pengukuran, produk masuk dengan suhu terendah akan menjadi produk dengan suhu terendah ketika keluar dari bak pasteurisasi. Adanya perbedaan suhu produk keluar dapat disebabkan perbedaan suhu produk masuk. Atau mungkin terjadi karena produk yang jumlahnya tidak selalu tetap ketika
masuk ke bak sehingga perpindahan panasnya pun tidak tetap. Penyebab lainnya mungkin posisi produk lain yang berada di dekat produk yang diambil titik pengukurannya. Semakin banyak produk yang berada di dekat produk yang diambil sebagai data pengukuran maka panas yang seharusnya diterima produk yang diambil sebagai pengukuran jadi diterima oleh produk yang berada di sebelahnya.
Dari pengukuran juga didapat rata-rata peningkatan suhu selama di dalam bak pasteurisasi (produk masuk hingga keluar dari bak) sebesar 16.80C. Dengan peningkatan suhu terkecil sebesar 14.60C (pada titik 1) dan peningkatan suhu terbesar sebesar 18.10C (pada titik 2). Bervariasinya peningkatan suhu ini juga dikarenakan jumlah produk di dalam bak pasteurisasi dalam satu siklus/batch yang tidak tetap.
Setelah dilakukan pengkuran produk selanjutnya dilakukan perhitungan pindah panas dan konsumsi energi yang terjadi selama proses pasteurisasi. Dari perhitungan didapat rata-rata konsumsi energi per titik yang dibutuhkan dari mulai produk masuk ke bak pasteurisasi sampai keluar bak sebesar 10.8 KJ. Selanjutnya dilakukan perhitungan konsumsi energi per siklus pasteurisasi. Dari perhitungan didapat kapasitas produksi bak pasteurisasi per siklus sebesar 2464 cup. Sehingga didapat konsumsi energi per siklus pasteurisasi sebesar 262.3 MJ untuk 2464 cup produk.
Dari perhitungan efisiensi pemanasan didapat efisiensi sebesar 86.5%. Adapun kehilangan panas kemungkinan terjadi karena panas lepas ke udara luar sehingga tidak dimanfaatkan untuk menaikkan suhu produk. Sedangkan untuk perhitungan efisiensi pemakaian energi didapat efisiensi sebesar 80.8%, ini artinya bahwa pemakaian energi yang digunakan untuk proses pasteurisasi masih baik.
e. Optimasi Lama Waktu Proses Pasteurisasi Diketahui :
Tout produk (target) = 820 C
KA = 94.8 %
T medium (T air) = 84.20 C T∞ (T awal produk) = 62.60 C
Massa produk = 0.195 Kg Diameter cup (d) = 0.06 m Tinggi cup (l) = 0.085 m A = π x d x l = 3.14 x 0.06 x 0.085 = 0.016 m2 Tf = (T∞ + Tair)/2 = (62.59 + 84.32)/2 = 73.470 C V∞ (kecepatan konveyor) = 0.056 m/s μ = 0.386 x 10-3 Kg/m s (Lampiran 11) ρ = 975.6 Kg/m3 (Lampiran 11) ν = μ/ρ = 0.38 x 10-3/975.56 = 3.95 x 10-7 m2/s k = 0.665 W/m. 0 C (Lampiran 11) Pr = 2.43 (Lampiran 11) Re = V∞ x d/ν = (0.05 x 0.06)/(3.95 x 10-7) = 8449 Nu = 0.193 x Re0.618 x Pr1/3 (Lampiran 12) = 0.193 x 84490.618 x 2.171/3 = 69.4 h = Nu x d/k = 69.34 x 0.06/0.671 =769.4 W/m2K Cp = 0.0837 + 0.034*94.8 = 3.3069 KJ/KgK Dicari : lama waktu proses pasteurisasi (t) = ?
Jawab :
Target suhu output produk ialah 820 C. Dari pengukuran dapat dilihat bahwa dari ketiga titik pengukuran tidak ada titik pengukuran yang suhu output produknya sesuai target. Sehingga perlu dilakukan perhitungan secara teori untuk mencapai target suhu 820 C berapa suhu input yang harus dicapai. Dari perhitungan didapat bahwa minimal suhu input produk sebesar 62.60 C. Dengan suhu media sebesar 84.20 C dan proses pasteurisasi selama 7 menit.
B. Bak Pra-pendingin
1. Energi Panas yang Diserap selama Pendinginan Tabel 6. Sebaran Suhu Produk di Bak Pra-pendingin
Waktu (detik) Titik 1 (0C) Titik 2 (0C) Titik 3 (0C) Trata - rata (0C) Trata - rata medium (0C) 0 80.7 80.6 80.6 80.6 40.0 10 74.5 77.3 78.9 76.9 39.6 20 72.6 73.5 74.3 73.5 39.5 30 69.9 70.1 71.6 70.5 39.7 40 67.5 67.5 68.0 67.7 40.1 50 64.7 64.2 65.4 64.7 40.2 60 61.6 61.2 63.5 62.1 40.2 70 57.0 59.6 61.9 59.5 40.4 80 55.7 58.0 60.3 58.0 40.4 90 54.3 56.6 59.7 56.9 40.3 100 53.2 55.2 57.0 55.1 40.7 110 53.1 54.0 55.0 54.0 40.6 120 52.6 52.7 54.4 53.2 40.6 130 52.1 51.6 53.9 52.5 40.6 140 51.5 49.8 53.9 51.7 40.6 150 51.0 49.3 53.2 51.2 40.8 160 49.7 47.8 52.9 50.1 40.8 170 49.5 46.7 51.5 49.2 40.7 180 48.4 45.8 49.7 48.0 40.5 190 47.7 45.1 48.2 47.0 40.4 200 47.0 44.9 48.5 46.8 40.5 210 46.4 45.0 47.9 46.4 40.1 220 45.2 44.4 47.2 45.6 40.4 230 45.6 44.6 47.2 45.8 40.4 240 45.4 44.1 47.1 45.5 40.5 250 44.2 43.8 46.8 44.9 40.2 260 44.0 44.9 46.8 45.2 40.0 270 43.2 43.3 46.1 44.2 39.6 280 43.3 42.8 45.3 43.8 39.3 290 42.4 43.2 44.2 43.3 39.3 300 42.3 43.3 42.8 39.4 310 42.1 42.7 42.4 39.3 320 42.3 43.0 42.7 39.2 330 42.8 42.6 42.7 39.2
340 42.0 42.3 42.2 39.3
350 42.3 41.1 41.7 39.3
360 41.8 42.0 41.9 39.3
370 41.4 42.6 42.0 39.4
Trata - rata medium (0C) 40.2 Massa produk (m) = 0.195 Kg
KA = 94.8 %
Cp = 0.0837 + 0.034*94.8
= 3.3069 KJ/KgK
T rata – rata medium = 40.20 C
T rata – rata produk = 51.90 C (tabel 5) q = m*Cp* (Tp – Tm)
= 0.195*3.3069*(51.9 – 40.2) = 7.5 KJ
Qtotal = q x kapasitas produksi = 7.5 x 24240 cup/jam = 182894.5 KJ = 182.9 MJ 2. Koefisien Kinerja Pendinginan (COP)
Tc (Suhu air keluar dari pendingin) = 31.50 C = 304.5 K
Th = 80.60 C = 353.6 K COP = Tc Th – Tc = 304.5 (353.6 – 304.5) = 6.2
Setelah melewati proses pasteurisasi selanjutnya produk akan masuk ke bak pra-pendingin. Bak pra-pendingin dibuat agar tidak terjadi penurunan suhu yang terlalu besar jika produk langsung masuk ke bak pendingin sehingga tidak terjadi kerusakan fisik pada produk akibat penurunan suhu yang drastis. Pendinginan di bak precooling menggunakan air biasa dengan rata – rata suhu media air di bak sebesar 40.20C. Untuk menjaga agar suhu media stabil maka media air langsung mengalami sirkulasi. Air yang berada di media dikeluarkan melalui pipa ke bak
pendingin di pendingin tower kemudian dimasukkan lagi ke bak pra-pendingin. Proses pra-pendingin akan berlangsung 3 – 7 menit tergantung jumlah produk yang berada di dalam bak. Di dalam bak pra-pendingin tidak ada target suhu output produk yang akan dicapai, sehingga tidak dilakukan perhitungan optimasi suhu output produk. Pada bak pra-pendingin juga tidak dilakukan pengukuran bak tanpa produk sehingga perbaikan ke arah desain bak belum bisa dilakukan.
Perhitungan dilakukan dengan menggunakan rancangan percobaan I (Gambar 14). Sensor termokopel dipasang di tiga titik di bak pra-pendingin kemudian satu sensor termokopel dipasang di produk mengikuti ketiga titik di bak pra-pendingin.
Gambar 21. Pola Sebaran Suhu Produk Jelly di Bak Pra-pendingin
Karena pra-pendingin terjadi pada suhu 40.20 C sehingga baik untuk produk koko dan jelly sama – sama berbentuk cair. Jadi data yang diambil hanya untuk produk jelly, karena diasumsikan pindah panas selama proses pra-pendingin untuk kedua produk dianggap sama.
Suhu input produk diatur supaya berada di suhu 800 C, penentuan suhu 800 C sesuai dengan pengukuran di bak pasteurisasi yaitu suhu rata-rata output produk sebesar 79.40 C. Caranya dengan mencelupkan produk yang telah terpasang sensor termokopel terlebih dahulu ke bak pasteurisasi kemudian jika suhu input sudah tercapai, produk langsung dimasukkan ke bak pra-pendingin. Tentunya sewaktu pengambilan data di lapangan suhu input produk tidak tepat 800 C.
Dari pengukuran didapat suhu rata-rata produk keluar dari bak pra-pendingin sebesar 420C. Suhu terendah produk keluar dari bak pra-pendingin sebesar 41.40C (pada titik 1) dan suhu tertinggi produk keluar dari bak pra-pendingin sebesar 42.60C (pada titik 3). Sehingga dari pengukuran, produk masuk dengan suhu terendah belum tentu akan menjadi produk dengan suhu terendah ketika keluar
dari bak pra-pendingin. Hal ini mungkin terjadi karena produk yang jumlahnya tidak selalu tetap ketika masuk ke bak yang berakibat lama produk di dalam bak belum tentu sama untuk setiap produk sehingga perpindahan panasnya pun tidak tetap. Atau mungkin posisi produk lain yang berada di dekat produk yang diambil titik pengukurannya. Semakin banyak produk yang berada di dekat produk yang diambil sebagai data pengukuran maka panas yang seharusnya diterima produk yang diambil sebagai pengukuran jadi diterima oleh produk yang berada di sebelahnya. Misalnya pada titik 1 (suhu keluaran produk sebesar 41.40 C) yang tercapai setelah pendinginan selama 370 detik atau 6 menit yang lebih lama dibandingkan pada titik 2 (suhu keluaran produk sebesar 43.20 C) yang tercapai dengan pendinginan selama 290 detik atau 4.8 menit.
Dari pengukuran juga didapat rata-rata penurunan suhu selama di dalam bak pra-pendingin (produk masuk hingga keluar dari bak) sebesar 38.60C. Dengan penurunan suhu terkecil sebesar 37.40C (pada titik 2) dan penurunan suhu terbesar sebesar 39.30C (pada titik 1). Bervariasinya penurunan suhu ini juga dikarenakan jumlah produk di dalam bak pra-pendingin dalam satu siklus/batch yang tidak tetap sehingga lama waktu produk di dalam bak juga tidak sama.
Setelah dilakukan pengukuran produk selanjutnya dilakukan perhitungan pindah panas dan energi yang dilepas selama proses pra-pendingin. Dari perhitungan didapat rata-rata energi lepas per titik yang dibutuhkan dari mulai produk masuk ke bak pra-pendingin sampai keluar bak sebesar 10.8 KJ. Selanjutnya dilakukan perhitungan energi lepas per siklus pra-pendingin. Dari perhitungan didapat kapasitas produksi bak pra-pendingin per siklus sebesar 2464 cup (kapasitas dianggap sama dengan kapasitas bak pasteurisasi, karena yang diambil kapasitas produksi per siklus). Sehingga didapat energi lepas per siklus pra-pendingin sebesar 658.7 MJ untuk 2464 cup produk.
Dari perhitungan COP (Coefficient Of Performance) didapat nilainya sebesar 6.2. Artinya bak pra-pendingin mampu memindahkan 6.2 unit panas dari tiap unit energi yang dikonsumsi (sebagai contoh, misalnya pendingin ruangan mengkonsumsi 1KWh akan memindahkan panas dari ruangan sebesar 6.2 KWh).
Gambar 22. Pengambilan Produk di Bak Pra-Pendingin C. Bak Pendingin
Setelah produk keluar dari bak pra-pendingin selanjutnya produk akan masuk ke bak pendingin. Produk akan berada di bak pendingin selama 4.5 – 8 menit, tergantung jumlah produk yang berada di dalam bak. Proses pendingin menggunakan air yang didinginkan dari empat buah chiller tower. Ketika produk jelly masuk digunakan satu atau dua chiller tower untuk mengontrol suhu media, tapi ketika produk koko masuk semua chiller tower digunakan. Suhu media di bak pendingin dibuat berbeda tergantung produk yang masuk. Suhu media akan diatur stabil di suhu 310 C untuk produk jelly dan 190 C untuk koko. Hal ini dilakukan karena target suhu output produk jelly maksimal 370 C dan maksimal 270 C untuk produk koko. Suhu output koko dibuat lebih rendah agar nata yang berada di dalam produk melayang sehingga kelihatan bagus secara visual. Pada bak Pendingin perkiraan awal untuk produk jelly, sebagian besar jelly sudah berbentuk jelly sehingga terjadi pindah panas secara konduksi di dalam cup. Jadi, karena target suhu dan asumsi bentuk produk keluar dari bak yang berbeda untuk kedua produk maka dilakukan pengambilan data untuk kedua produk. Pengukuran untuk
sebaran suhu di bak pendingin tanpa produk belum dilakukan sehingga modifikasi untuk bak pendingin belum bisa dilakukan.
Gambar 23. Pengukuran di Bak Pendingin
1. Energi Panas yang Diserap selama Pendinginan untuk Produk Jelly
Tabel 7. Sebaran Suhu Produk Jelly di Bak Pendingin Waktu (detik) Titik 1 (0C) Titik 2 (0C) Titik 3 (0C) T rata-rata (0C) Trata-rata medium (0C) 0 43.3 43.7 43.2 43.4 31.3 10 42.4 42.2 42.6 42.4 31.2 20 41.7 41.9 40.4 41.3 31.3 30 40.9 41.4 37.5 39.9 31.3 40 41.1 40.2 36.7 39.4 31.3 50 40.7 39.5 36.4 38.9 31.3 60 39.8 39.1 36.1 38.3 31.3 70 39.5 38.5 35.7 37.9 31.3 80 38.8 38.0 35.6 37.4 31.3 90 38.1 37.7 35.5 37.1 31.3 100 37.9 37.9 35.5 37.1 31.3 110 37.8 37.5 35.4 36.9 31.3
120 37.4 37.2 35.4 36.7 31.3 130 37.2 37.3 35.1 36.6 31.3 140 37.1 36.6 35.2 36.3 31.3 150 36.9 37.1 34.9 36.3 31.3 160 36.6 36.4 34.9 35.9 31.3 170 36.1 36.2 35.0 35.8 31.3 180 36.6 36.0 34.5 35.7 31.3 190 35.5 35.9 34.4 35.3 31.2 200 35.2 36.2 34.3 35.2 31.2 210 35.5 36.3 35.0 35.6 31.2 220 34.9 35.9 34.6 35.1 31.2 230 35.3 35.6 34.4 35.1 31.2 240 35.3 35.3 33.5 34.7 31.2 250 35.6 35.1 34.1 34.9 31.2 260 35.4 35.0 34.0 34.8 31.2 270 35.1 35.4 33.7 34.8 31.2 280 35.3 34.6 34.0 34.6 31.2 290 35.3 36.8 33.5 35.2 31.2 300 34.7 36.5 33.8 35.0 31.2 310 34.8 36.5 34.2 35.1 31.2 320 34.8 34.0 34.4 30.6 330 34.3 34.0 34.2 31.3 340 34.1 34.1 34.1 31.4 350 33.3 34.0 33.7 31.1 360 34.0 34.0 34.0 32.0 370 34.8 33.8 34.3 32.0 380 34.8 33.6 34.2 32.1 390 34.2 33.4 33.8 32.1 400 34.4 32.0 33.2 32.1 410 34.2 32.1 33.2 32.0 420 34.0 32.3 33.2 32.1 T rata-rata medium (0C) 31.4 Suhu media = 31.490 C Massa produk = 0.195 Kg Cp = 3.3069 KJ/KgK
Suhu rata – rata produk = 36.030 C (tabel 6) q = m*Cp* (Tp – Tm)
= 0.195*3.3069*(36.03 – 31.49) = 2.9 KJ
Qtotal = q x kapasitas produksi = 2.9 x 24240 cup/jam = 123809.8 KJ = 123.8 MJ
2. Koefisien KinerjaPendinginan (COP) untuk Produk Jelly Tc (suhu air keluar dari pendingin) = 200 C = 293 K
Th = 43.80 C = 316.38 K COP = Tc Th – Tc = 299 (316.38 – 293) = 12.31
Perhitungan dilakukan dengan menggunakan rancangan percobaan I (gambar 14). Teknik pengambilan data sama seperti di bak pra-pendingin.
Gambar 24. Pola Sebaran Suhu Produk Jelly di Bak Pendingin
Suhu input produk diatur supaya berada di suhu 44 C, penentuan suhu 440 C sesuai dengan pengukuran di bak pra-pendingin yaitu suhu rata-rata output produk sebesar 43.80 C. Dari pengukuran didapat suhu rata-rata produk keluar dari bak
pendingin sebesar 33.90C dengan suhu rata – rata media sebesar 31.490 C. Suhu terendah produk keluar dari bak pendingin sebesar 32.30C (pada titik 1) dan suhu tertinggi produk keluar dari bak pra-pendingin sebesar 36.50C (pada titik 2). Sehingga dari pengukuran, produk masuk dengan suhu yang relatif sama belum tentu sama suhunya ketika keluar dari bak pendingin. Hal ini mungkin terjadi karena produk yang jumlahnya tidak selalu tetap ketika masuk ke bak yang berakibat lama produk di dalam bak belum tentu sama untuk setiap produk sehingga perpindahan panasnya pun tidak tetap. Atau mungkin posisi produk lain yang berada di dekat produk yang diambil titik pengukurannya. Semakin banyak produk yang berada di dekat produk yang diambil sebagai data pengukuran maka panas yang seharusnya diterima produk yang diambil sebagai pengukuran jadi diterima oleh produk yang berada di sebelahnya. Sebagai contoh pada suhu keluaran produk tertinggi sebesar 36.50 C ( pada titik 2) tercapai dengan pemanasan selama 310 detik atau 5 menit yang lebih cepat jika dibandingkan dengan suhu keluaran produk titik 7 ( 32.30 C) yang terjadi selama 420 detik atau 7 menit.
Dari pengukuran didapat rata – rata penurunan suhu selama di dalam bak pendingin (produk masuk hingga keluar dari bak) sebesar 10.20C. Dengan penurunan suhu terkecil sebesar 7.20C (pada titik 2) dan penurunan suhu terbesar sebesar 10.90C (pada titik 3). Bervariasinya penurunan suhu ini juga dikarenakan jumlah produk di dalam bak pendingin dalam satu siklus/batch yang tidak tetap sehingga lama waktu produk di dalam bak juga tidak sama.
Setelah dilakukan pengukuran produk selanjutnya dilakukan perhitungan pindah panas dan energi yang dibutuhkan untuk mendinginkan produk selama proses pendingin. Pada waktu pengukuran di lapangan ternyata ketika produk keluar di bak pendingin hanya sebagian kecil di dalam tiap produk yang berbentuk jelly (padatan), sehingga untuk perhitungan diasumsikan produk berbentuk cair. Sehingga pindah panas yang terjadi di dalam produk berupa konveksi. Dari perhitungan didapat rata-rata konsumsi energi per titik yang dibutuhkan dari mulai produk masuk ke bak pendingin sampai keluar bak sebesar 2.9 KJ. Selanjutnya dilakukan perhitungan konsumsi energi per siklus pendingin. Dari perhitungan didapat kapasitas produksi bak pendingin per siklus sebesar 2464 cup (kapasitas
dianggap sama dengan kapasitas bak pasteurisasi, karena yang diambil kapasitas produksi per siklus). Sehingga didapat konsumsi energi per siklus pendingin sebesar 123.8 MJ untuk 2464 cup produk/siklus.
Dari perhitungan COP (Coefficient Of Performance) didapat nilainya sebesar 12.3. Artinya bak pendingin mampu memindahkan 12.3 unit panas dari tiap unit energi yang dikonsumsi (sebagai contoh, misalnya pendingin ruangan mengkonsumsi 1KWh akan memindahkan panas dari ruangan sebesar 12.3 KWh).
3. Suhu Output Produk Jelly selama Pendinginan
Dari grafik pengukuran dapat dilihat bahwa semua titik – titik pengukuran telah mencapai target suhu output produk yaitu maksimal sebesar 370 C (suhu rata – rata output produk sebesar 33.90 C dan suhu output tertinggi sebesar 36.50 C). Sehingga untuk produk jelly tidak perlu dilakukan optimasi suhu.
4. Energi Panas yang Diserap selama Pendinginan untuk Produk Koko Tabel 8. Sebaran Suhu Produk Koko di Bak Pendingin
Waktu
(detik) Titik 1 (0C) Titik 2 (0C) (Titik 3 0C) Trata-rata (0C) Trata-rata medium (0C)
0 43.5 43.6 43.1 43.4 31.2 10 40.6 40.8 39.3 40.2 31.1 20 37.9 39.7 38.8 38.8 31.0 30 37.7 38.6 37.6 38.0 31.1 40 37.5 37.4 36.6 37.2 31.0 50 37.2 37.1 35.6 36.6 31.1 60 36.9 36.4 35.8 36.4 31.1 70 37.0 35.7 35.3 36.0 31.1 80 36.6 35.8 34.7 35.7 31.1 90 36.3 35.3 34.5 35.4 31.2 100 36.2 34.9 34.4 35.2 31.3 110 35.7 34.7 35.0 35.1 31.4 120 35.5 34.4 34.5 34.8 31.4 130 35.6 34.8 34.8 35.0 31.5 140 35.8 35.3 34.4 35.2 31.5 150 35.6 34.6 34.2 34.8 31.5 160 35.2 34.3 34.0 34.5 31.5 170 35.3 34.2 33.9 34.5 31.5 180 34.4 33.9 33.5 33.9 31.4
190 34.2 34.2 33.3 33.9 31.7 200 34.2 33.7 32.9 33.6 31.6 210 33.3 33.1 32.7 33.0 31.7 220 33.2 33.4 32.5 33.0 31.6 230 33.1 33.6 31.7 32.8 31.6 240 33.0 33.3 32.2 32.8 31.7 250 33.3 33.4 32.4 33.1 31.8 260 33.1 33.0 33.1 33.1 31.7 270 32.6 33.4 32.6 32.9 31.7 280 32.5 32.2 32.6 32.4 31.7 290 32.8 32.8 32.5 32.7 31.2 300 32.8 32.3 33.0 32.7 31.3 310 32.9 32.0 31.8 32.2 31.2 320 33.2 31.7 32.5 32.5 31.1 330 32.8 31.7 31.1 31.9 31.0 340 33.3 31.6 32.1 32.3 31.0 350 33.1 32.1 31.7 32.3 30.9 360 33.7 31.8 31.5 32.3 30.8 370 33.2 31.6 31.1 32.0 30.9 380 32.5 31.3 31.9 30.5 390 32.8 30.8 31.8 30.5 400 32.4 30.3 31.4 30.9 410 33.1 30.6 31.9 30.9 420 32.6 30.5 31.6 30.4 430 32.2 32.2 30.7 440 32.8 32.8 29.9 450 32.2 32.2 31.0 460 32.4 32.4 31.3 470 31.8 31.8 31.0 480 31.4 31.4 31.2 Trata-rata medium (0C) 31.2
Suhu media air = 31.20 C Massa produk = 0.195 Kg
KA = 96%
Cp = 0.837 + 0.034*96
= 3.348 KJ/KgK
Suhu produk rata – rata = 33.90 C (Tabel 7) q = m*Cp* (Tp – Tm)