ABSTRAK
Karakteristik geometri produk sangat menentukan bagi kualitas fungsional dari produk tersebut. Sebagaimana kita ketahui bahwa dalam proses produksi tidak mungkin membuat produk dengan karakteristik geometris yang ideal. Pasti terjadi penyimpangan- penyimpangan yang disebabkan
oleh salah satu atau gabungan dari sumber-sumber
penyimpangan. Melihat kenyataan tersebut dalam merancang produk perlu diberikan toleransi.
Seiring dengan kemajuan teknologi manufakturing telah dibuat mesin bubut NC/CNC, dimana gerakannya dikontrol secara otomatis. Namun penyimpangan masih tetap akan terjadi. Dalam makalah ini akan membahas kualitas geometri pahat hasil pengerjaan dengan mesin bubut CNC type EMCO TURN 120.
Pengukuran dilakukan dengan membuat benda kerja dalam jumlah tertentu, kemudian benda kerja diukur dan dicatat pada kolom yang tersedia. Variasi pada. data tersebut dianalisa dengan menggunakan statistik, untuk melihat besar penyebaran dari data tersebut.
BAB II
DASAR TEORI
II.l. KUALITAS GEOMETRI
Sebelum menerangkan
kualitas 8eometri, lebih
apa yang
dulu kita
dimaksud dengan
bahas mengenai
kualitas funBsional dari suatu mesin. Suatu mesin
direncanakan untuk karakteristik fungsional yang
tertentu, misalnya
untuk mengalirkan
pomp a sentrifugal dengan kemampuan
cairan ke suatu ketinggian tertentu
dengan kecepatan aliran tertentu pula. Diameter poros
pada bantalan luncur harus mempunyai kelonggaran tertentu
terhadap diameter bantalannya supaya mempermudah
pelumasan untuk mengurangi gesekan. Ukuran dari
kelong-garan ini tidak boleh terlalu kecil
berputar, tetapi juga tidak boleh
supaya
terlalu
menghindari kebocoran ataupun getaran yang
poros mudah
besar untuk
diakibatkan
oleh beban dinamis yang dialami poros.
kelonggaran ini tergantung atas ukuran dari poros
Besarnya
maupun
lubang, dalam hal ini dapat kita sebut kualitas geometri
dari bantalan luncur.
Karakteristik geometri dari komponen-komponen mesin
mempunyai pengaruh yang besar atas kualitas fungsional
dari mesin, akan tetapi kita tidak dapat menggunakannya
TUOAS AkHXR - 6
sebagai ukuran kemampuan dari suatu mesin (pompa) yang
bersangkutan. Sangat besar kemungkinan bahwa umur dari
pompa dipengaruhi oleh karakteristik geometris dari
komponen-komponennya. Dalam taraf disain, selain dari
karakteristik fungsional, karakteristik geometri
ditentukan oleh perencana yang kemudian dicantumkan dalam
gambar teknik. Sewaktu pembuatan komponen-komponen pompa
tersebut, tukang bubut misalnya, akan berusaha membubut
sampai ukuran yang telah ditentukan dalam gambar teknik.
Hasilnya berupa produk yang mempunyai kualitas tertentu
yang kita sebut dengan kua~itas produksi. Dengan demikian sesungguhnya kualitas produksi sangatlah erat hubungannya
dengan kualitas geometri.
Seandainya setelah dicoba ternyata pompa tersebut
tidak bekerja sebagaimana mestinya, karena ketidak
telitian perencana dalam mendisain, maka kita tidak dapat
menyalahkan bagian produksi. Oleh karena itu kualitas
mesin masih ditentukan oleh kualitas disain.
Perlu ditekankan di sini bahwa kualitas produLsi
tidak hanya ditentukan oleh kualitas geometris saja, akan
tetapi ada hal-hal lain yang menentukan juga termasuk
kualitas material yaitu
kcseragaman. Dalam hal ini
kakuatan,
kita akan
kekerasan dan
membicarakan
mengenai kualitas produksi hanya dalam hal-hal yang
TUOAS AkHXR -
7
II.2. FAKTOR-FAKTOR PENYIMPANGAN DALAM PROSES PEMBUATAN
Suatu komponen mesin
geometri yang ideal apabila
mempunyai karakteristik
komponen tersebut sesuai
dengan yang kita kehendaki, mempunyai
1. Ukuran/dimensi yang tepat
2. Bentuk yang sempurna
3. Permukaan yang halus
Dalam praktek kita tidaklah mungkin membuat suatu
komponen dengan karakteristik geometri yang ideal. Suatu
hal yang tidak dapat kita hindari adalah terjadinya
penyimpangan-penyimpangan selama proses pembuatan,
sehingga akhirnya produk tidak mungkin mempunyai geometri
yang ideal.
Didalam proses pemotongan log am
penyimpangan ini adalah merupakan salah
gabungan faktor-faktor berikut :
1. Kekakuan (Rigidity)
sumber dari
satu a tau
Rigidity adalah kemampuan mesin untuk menahan
tegangan mekanik dari luar sedemikian rupa sehingga
defleksi yang terjadi tidak mempengaruhi spesifikasi
geometri hasil proses. Hal ini sangat bergantung
sekali pada pondasi dan kerangka mesin.
2. Kestabilan Proses
Stability adalah kestabilan dari proses
TUOAS AKHXR - 8
perkakas dan dibatasi agar ketelitian benda kerja yang
dihasilkan tetap memenuhi spesifikasi geometri yang
diinginkan. Kestabilan ini sangat dipengaruhi oleh
sifat material, sistem bantalan, sistem spindel,
ukuran dan bentuk komponen-komponen mesin perkakas.
3. Karakteristik Panas (Thermal Characteristic)
Karakteristik termal ini menentukan perubahan
ketelitian karena pengaruh kenaikan temperatur yang
menyebabkan distribusi temperatur tidak merata
sehingga mengakibatkan timbulnya tegangan termal yang
mengakibatkan perbedaan dimensi pada beberapa tempat.
4. Backlash
Pada setiap roda gigi
menjamin agar roda gigi
selalu
tersebut
ada rongga yang
dapat bergerak.
Rongga ini mengakibatkan terjadinya Backlash yang
dapat mengurangi kepresisian dari mesin.
5. Temperatur
Sewaktu pemotongan berlangsung, temperatur yang
tinggi akan terjadi pada mata pahat. Panas ini
sebagian akan mengalir ke geram, benda kerja dan ke
pahat. Demikian pula panas yang terjadi akibat gesekan
pada sistem transmisi daya dari mesin perkakas akan
merambat ke komponen-komponen mesin lainnya. Karena
kecepatan perambatan panas pada komponen-komponen
TUGAS AKHIR'- 9
temperatur sehingga pemuaian antara bagian-bagian
mesin tidak sama rata yang mengakibatkan terjadinya
deformasi. Kemungkinan sumbu spindle dari mesin bubut
menjadi tidak sejajar dengan mejanya ataupun terjadi
perubahan tingginya. Meskipun deformasi ini kecil,
tetapi harus diperhitungkan dalam pembuatan produk
yang teliti.
6. Umur Pahat
Yang dimaksud dengan umur pahat adalah lamanya
kerja efektif dari pahat, yaitu dari suatu pahat baru
sampai diasah kembali atau sampai pahat dinyatakan
tidak dapat dipakai kembali berdasarkan suatu kriteria
tertentu, misalnya kekasaran permukaan, gaya potong
yang terjadi, keausan pahat dan sebagainya.
7. Pendingin
Peranan pendingin adalah mendinginkan mata potong
pahat agar supaya temperaturnya tidak berlebihan,
sehingga pahat tetap keras pada saat operasi, dengan
demikian kecepatan potong dapat diperbesar. Selain itu
pendingin juga memberikan efek lubrikasi sehingga
pengaruh gesekan dapat diperkecil.
8. Faktor Material Benda Kerja
Kekakuan benda kerja sehingga tidak menimbulkan
TUOAS AICHIR - 10
9. Kondisi Pemotongan
Kekuatan dan kekakuan dari mesin perkakas maupun
benda kerja adalah sangat penting untuk mengurangi
defleksi yang diakibatkan oleh gaya-gaya yang terjadi
sewaktu pemotongan. Lenturan yang terjadi pada benda
kerja ataupun bagian-bagian mesin lainnya akan mengurangi
ketelitian dari produk. Akan lebih jelek lagi apabila
terjadi getaran pada waktu proses pemotongan.
II.3. KONTROL KUALITAS
Pada tingkatan produksi, pemeriksaan kualitas
geometri dilaksanakan pada produk. Hasil dari pemeriksaan
ini kemudian dibandingkan dengan spesifikasi yang
tercantum dalam gambar teknik. Untuk melakukan
pemeriksaan at as kualitas geometris dari produk
diperlukan metrologi, yang dalam ini pengertiannya kita
perjelas lagi istilahnya menjadi metrolo~i industri untuk membedakan dengan istilah metrologi dalam arti yang umum.
Jadi definisi metrologi industri adalah :
"Ilmu untuk melakukan pengukuran karakteristik geometri dari suatu produk dengan alat dan cara yang tepat sedemikian pula sehingga hasil pengukurannya diangap sebagai yang paling dekat dengan geometri yang sebenarnya dari komponen mesin yang bersangkutan".
Pada dasarnya pemeriksaan adalah sama dengan kontrol
kualitas yaitu melakukan pengukuran karakteristik dari
TUOAS AKHIR - 11
material, phisik ataupun geometris) yang kemudian
dibandingkan dengan standar. Tetapi pemeriksaan hasilnya
hanya sampai pada taraf penyajian data bahwa sekian
produk adalah baik dan yang lainnya adalah jelek yang
berarti tidak sesuai dengan spesifikasi standar. Lain
halnya dengan kontrol kualitas, dimana selain melakukan
pengukuran juga dilaksanakan hal-hal yang berhubungan
dengan :
1. Kapan pemeriksaan produk perlu dilakukan
2. Selang antara pemeriksaan yang satu dengan yang
berikutnya
3. Beberapa banyak produk yang harus diperiksa untuk
satu kali pemeriksaan
Tujuan terpenting dari kontrol kualitas dalam tingkatan
produksi adalah untuk memberikan tanda lampu merah bahwa
harus diambil tindakan segera untuk mencari sebab dan
membetulkan variabel yang mempengaruhi proses
sehingga produk yang jelek tak dihasilkan.
produksi,
Kontrol
kualitas ini perlu dan harus ada
yang menghasilkan produk yang
dalam setiap industri
sama dalam jumlah yang
besar (produksi seri). Yang menjadi dasar dari kontrol
kualitas ini adalah teori kemungkinan (probability) dan
statistik. Oleh karena itu untuk memahaminya kita akan
membahas dasar-dasar ini seperlunya dan lebih menekankan
TUOAS AkHXR - 12
II.4. TOLERAN~
Toleransi adalah perbedaan ukuran antara kedua harga
batas dimana ukuran dari komponen harus terletak. Untuk
setiap komponen perlu didefinisikan suatu ukuran dasar
sehingga kedua harga batas (maksimum dan minimum yang
membatsi daerah toleransi) dapat dinyatakan dengan suatu
penyimpangan terhadap ukuran dasar. Ukuran dasar ini
harus dinyatakan dengan bilangan bulat. Besar dan tanda
(positip atau negatip) dari penyimpangan dapat diketahui
dengan menambahkan atau mengurangkan ukuran dasar pada
harga batas yang bersangkutan.
Berdasarkan atas pertimbangan akan pentingnya
komponen dengan bentuk silinder dalam bangunan mesin
serta untuk mempermudah pembahasan, maka kita hanya akan
memandang komponen-komponen silindris. Dengan memandang
contoh suatu poros dan lubang, maka beberapa istilah yang
telah didefinisikan di atas dan istilah penting lainnya
dapat dijelaskan sebagaimana gambar II-1.
Selanjutnya untuk mempermudah penggambaran, maka
dibuat diagram secara skematis dengan catatan bahwa sumbu
dari komponen kita tetapkan selalu terletak di bawah.
Misalkan kedua penyimpangan dari lubang adalah positif,
sedangkan kedua penyimpangan dari poros adalah negatif,
maka diagram skematis yang menunjukkan pasangan tersebut
TUOAS AJ<IliR - 13
• ..
' .
pores
OAMDAR .I.I-.t, SISTEM TOLERANSI POROS DAN LUDANO
LUBANO + ES EI es ei.
1111
UI<URAN DASAR POROSOAMBAR II-2. DIAORAM SJ<EMATIS TOLERANSI
es
=
penyimpangan atas pores ei=
penyimpangan bawah poresII.4.1. SIMBOL ISO UNTUK TOLERANSI DAN PENYIMPANGAN
Dalam menentukan toleransi untuk suatu ukuran dasar
TUOAS AKIIIR - 14
harus ditentukan, yaitu pertama posisi dari daerah
toleransi terhadap garis nol dan kedua adalah besarnya
daerah toleransi itu sendiri. Penjelasannya adalah
sebagai berikut
- Posisi dari daerah toleransi terhadap gar is nol
ditetapkan sebagai suatu fungsi dari ukuran dasar.
Penyimpangan ini dinyatakan dengan simbol satu huruf
(untuk beberapa hal dipakai dua huruf). Huruf besar
digunakan untuk menyatakan penyimpangan dari lubang
sedang huruf kecil adalah untuk poros.
- Toleransi besarnya ditetapkan sebagai suatu fungsi dari
ukuran dasar. Simbol yang dipakai untuk menyatakan
besarnya toleransi adalah suatu angka yang kemudian
disebut dengan kualitas.
Untuk memperjelas uraian mengenai simbol huruf di atas,
dapat dilihat gambar II-3.
TUOAS AJ<JIIR - 15
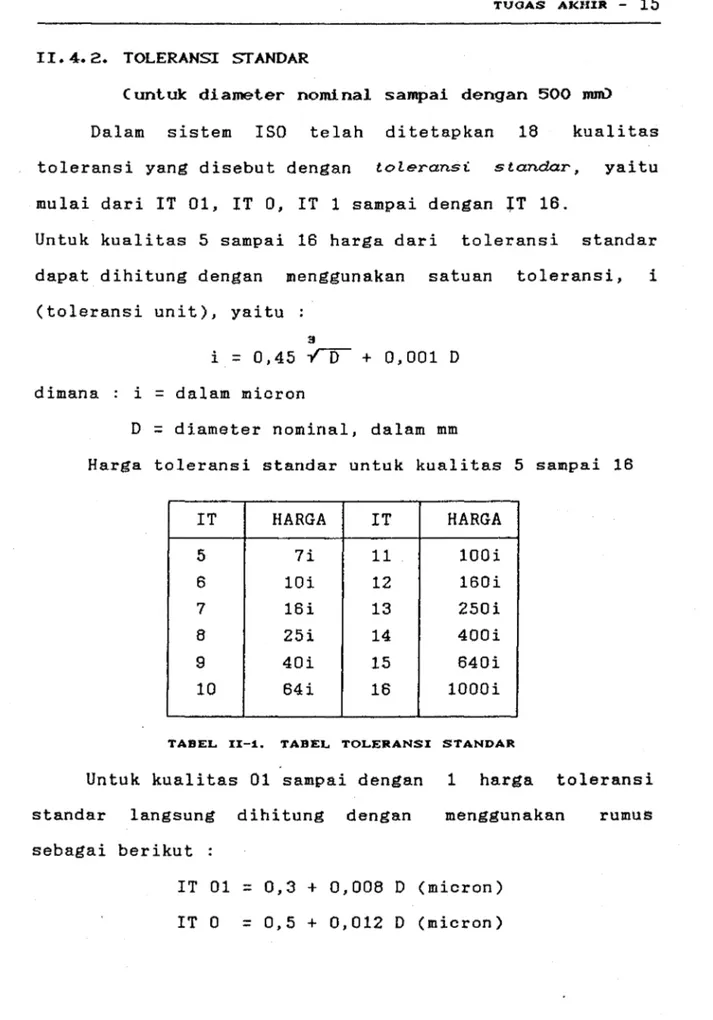
II.4.2. TOLERANSI STANDAR
Cuntuk diameter nominal sampai dengan 500 ~
Dalam sistem ISO telah ditetapkan 18 kualitas
toleransi yang disebut dengan toLeransi standar, yaitu
mulai dari IT 01, IT 0, IT 1 sampai dengan ~T 16.
Untuk kualitas 5 sampai 16 harga dari toleransi standar
dapat dihitung dengan menggunakan satuan toleransi, i
(toleransi unit), yaitu :
3
i
=
0,45y-o-+
0,001 D dimana i=
dalam micronD
=
diameter nominal, dalam mmHarga toleransi standar untuk kualitas 5 sampai 16
IT HARGA IT HARGA 5 7i 11 100i 6 10i 12 160i 7 16i 13 250i 8 25i 14 400i 9 40i 15 640i 10 64i 16 1000i
TABEL II-~. TABEL TOLERANSI STANDAR
Untuk kualitas 01 sampai dengan 1 harga toleransi
standar langsung dihitung dengan menggunakan
sebagai berikut
IT 01
=
0,3 + 0,008 D (micron) IT 0=
0,5 + 0,012 D (micron)Dengan
toleransi
TUOAS AKHIR -
16
IT 1
=
0,8 + 0,020 D (micron) menggunakan rumus di atasstandar dapat dihitung yang
maka harga
kemudian
ditabelkan sebagaimana lampiran 3, dengan catatan untuk
kualitas 2 sampai 4 didapat dengan cara menginterpolasi
dari harga-harga untuk kualitas 1 dan 5 secara deret ukur.
Dari lampiran 3 terlihat dengan jelas bahwa dengan
naiknya angka kualitas maka harga standar toleransi
semakin besar. Selain untuk memenuhi fungsi komponen,
pembagian menurut kualitas toleransi ini dimaksudkan pula
untuk menghubungkan dengan proses pengerjaan, yaitu
mengenai kemampuan dari suatu proses pengerjaan untuk
mencapai suatu kualitas toleransi sebagaiman yang
diinginkan dengan secara ekonomis. Kualitas 01 sampai 4
adalah untuk pengerjaan yang teliti, kualitas 5 sampai 11
dapat dicapai dengan proses permesinan biasa, sedang
kualitas 12 keatas adalah untuk pengerjaan kasar seperti
pengecoran, penempaan dan lain sebagainya. Untuk suatu
kualitas toleransi tertentu semakin besar diameter
semakin besar toleransi yang harus diberikan sehubungan
dengan kemungkinan-kemungkinan kesalahan dalam
pembuatan-nya. Demikian pula dalam prakteknya tidaklah perlu kita
memberikan toleransi yang sempit untuk ukuran-ukuran yang
TUGAS AKHIR - 17
II.4.3. PENYIMPANGAN FUNDAMENTIL
Cuntuk diamete~ nominal sampai dengan 500 ~~
Penyimpan8an fundamenti~ adalah
toleransi yang paling dekat dengan
bat as gar is penyimpangan dari daerah nol. Seperti fundamentil pada toleransi maka harga dari
juga dihitung dengan rumus
sebagai variabel utamanya.
dimana diameter nominal
Lampiran 4 adalah merupakan rumus-rumus fundamentil
untuk poros dengan diameter sampai 500 mm. Perlu diingat
di sini bahwa mulai dari a sampai g penyimpangan
fundamentilnya adalah penyimpangan atas (es) dengan harga
negatif, sedang dari k sampai zc adalah merupakan
penyimpangan bawah (ei) yang berharga positif.
II.5. KONFIGURASI PERMUKAAN
Yang dimaksud dengan permukaan disini adalah batas
yang memisahkan benda padat dengan sekelilingnya. Jika
kita tinjau dengan skala yang kecil, maka pada dasarnya
konfigurasi suatu permaukaan dari suatu elemen mesin
adalah merupakan suatu karaakteristik geometris, yang
dalam hal ini dapat merupakan suatu mikrogeometri.
II.5.1. PERMUKAAN DAN PROFIL
Karena ketidaksempurnaan alat ukur dan cara
TUOAS AKH:IR - 18
permukaan sesuneeuhnya tidaklah dapat dibuat duplikasinya
melainkan hamya mendekati bentuk yang sesungguhnya dan
ini disebut sebagai permukaan terukur.
Karena terjadinya penyimpangan-penyimpangan selama
proses maka permukaan geometris ideal, yaitu permuk~an
yang dianggap mempunyai bentuk yang sempurna tidaklah
dapat dibuat. Dalam praktek seorang perencana akan
menuliskan syarat suatu permukaan pada gambar teknik
dengan menggunakan cara yang mengikuti suatu standar
tertentu. Suatu permukaan seperti yang diisyaratkan pada
gambar teknik disebut sebagai permukaan nomina~.
II.5.2. PARAMETER PERMUKAAN
Untuk memproduksi profil suatu permukaan, maka jarum
peraba (stylus) dari alat ukur harus digerakkan mengikuti
lintasan yang berupa garis lurus dengan jarak yang telah
ditentukan terlebih dahulu. Panjang lintasan ini di
sepanjang lintasan ini disebut dengan panjane peneukuran
(~~). Bagian dari panjang pengukuran dimana dilakukan
analisa dari profil permukaan disebut dengan panjan~
sampe~ ( l ) . Reproduksi dari profil sesungguhnya adalah
seperti gambar II-4, dengan keterangan mengenai beberapa
istilah profil yang penting yaitu
-· Profi l. Geometris Ideal., adalah profil dari permukaan
TUOAS AKHXR - 19
atau garis lengkung).
- Profil Terukur, adalah profil yang digunakan sebagai
referensi untuk menganalisa ketidakteraturan dari
konfigurasi permukaan. Profil ini dapat berupa garis
lurus atau dengan bentuk sesuai profil geometris ideal,
serta menyinggung puncak tertinggi dari profil terukur
dalam suatu panjang sampel.
- Profil Dasar. adalah profil referensi yang digeserkan
ke bawah sehingga menyinggung titik terendah dari
profil terukur.
- Profil Ten~ah. adalah nama yang diberikan kepada profil
.referensi yang digeserkan ke bawah sedemikian rupa
sehingga jumlah luas dari daerah-daerah di atas dari
profil tengah sampai profil terukur adalah sama dengan
jumlah luas dari daerah-daerah di bawah profil terukur
(gambar II-5) ditunjukkan dengan daerah-daerah yang
diarsir mendatar atau daerah-daerah yang diarsir tegak.
,- profil geometris ·ideal
R
p I • t . : prQfil dasar ~-yTUOAS AKHXR - 20
Berdasarkan profil-profil yang diterangkan di atas,
maka didefinisikan beberapa parameter permukaan, yaitu
yang berhubungan dengan dimensi pada arah tegak dan arah
mendatar. Untuk dimensi arah tegak dikenal beberapa
parameter yaitu :
- Keda~aman Tota~ Cpeak to va~~ey hei~ht), Rt
adalah jarak antara profil referensi dan profil dasar.
Dimensinya dalam micron.
- Kekasaran rata-rata ar{tmatis Cmean rou~hnessindex), Ra
adalah harga rata-rata aritmatisdari harga absolutnya
atau merupakan jarak antara profil terukur dan profil
tengah.
Ra
=
-f-
f /hi/ dx(~m)
II.6. TOLERANSI KEBULATANMenyatakan letak keliling dari diameter diantara dua
lingkaran yang sebidang dan sepusat dengan jarak atau
beda jari-jari sebesar toleransi yang ditentukan. Pada
gambar II-5 dapat dilihat contoh dari pemberian toleransi
kebulatan. Dalam contoh tersebut, toleransi kebulatan yang diberikan adalah 0,03 mm yang berarti k~liling dari
banda kerja tersebut harus terletak pada dua lingkaran
TUOAS AKHIR - 21
Tujuan
distribusi
BAB III
METODE STATISTIK
dari bab ini adalah untuk
probabilitas dan menunjukkan
distribusi probabilitas itu memberikan suatu
pemodelan atau penggambaran karakteristik
mesin.
III.l. DISTRIBUSI FREKUENSI DAN HISTOGRAM
mengenalkan
bagaimana
alat untuk
dari suatu
Tidak ada dua unit produk pun yang dihasilkan oleh
suatu proses produksi itu identik. Tak dapat dihindarkan
adanya variasi. Statistika adalah ilmu tentang analisis
data dan penarikan kesimpulan, dengan memperhitungkan
adanya variasi dari dalam data.
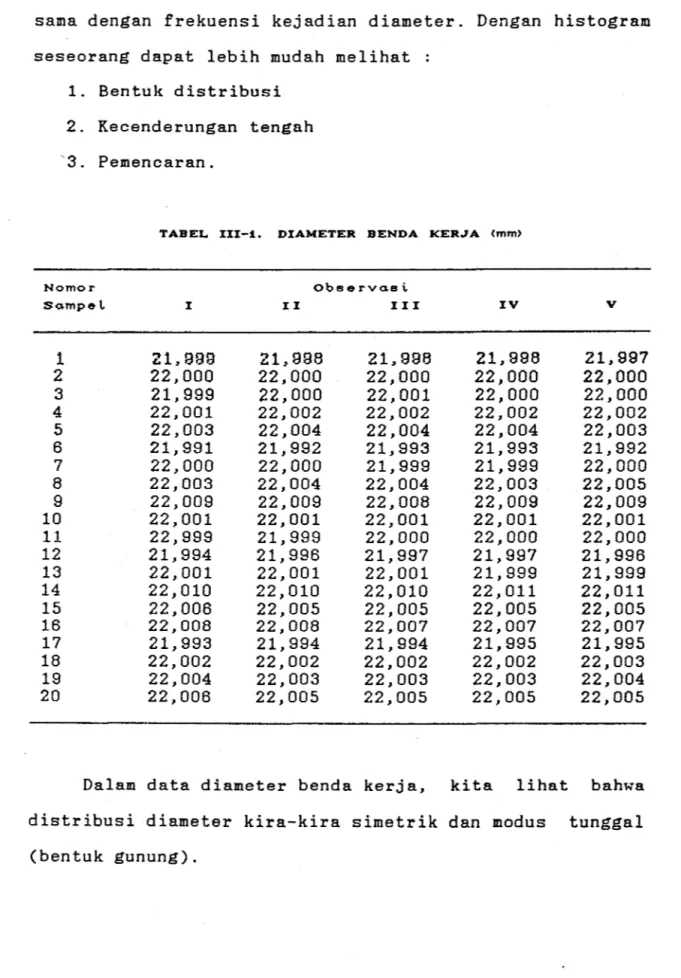
Tabel III-1 menyajikan 100 observasi diameter benda
kerja yang digunakan untuk mengukur kepresisian mesin.
Data itu dikumpulkan dalam 20 sampel masing-masing 5 kali
observasi. Perhatikan bahwa data menunjukkan adanya
variabilitas dalam diameternya. Suatu distribusi
frehuensi adalah susunan data menurut besarnya.
Suatu grafik observasi pengamatan terhadap diameter
ditunjukkan dalam grafik III-1. Grafik dinamakan
histo~ram. Tinggi tiap persegi panjang dalam grafik III-1
TUOA$ AKHXR - 23
sama dengan frekuensi kejadian diameter. Dengan histogram
seseorang dapat lebih mudah melihat :
1. Bentuk distribusi
2. Kecenderungan tengah
3. Pemencaran.
TABEL III-1. DIAMETER BENDA KER.1A <mm>
Nomor O'beerva.ei. sa.mpe\. I I I I I I IV v 1 21.999 21,998 21.998 21.998 21,997 2 22,000 22,000 22,000 22,000 22,000 3 21,999 22,000 22,001 22,000 22,000 4 22,001 22,002 22,002 22,002 22,002 5 22,003 22,004 22,004 22,004 22,003 6 21,991 21,992 21,993 21,993 21,992 7 22,000 22,000 21,999 21,999 22,000 8 22,003 22,004 22,004 22,003 22,005 9 22,009 22,009 22,008 22,009 22,009 10 22,001 22,001 22,001 22,001 22,001 11 22,999 21,999 22,000 22,000 22,000 12 21,994 21,996 21,997 21,997 21,996 13 22,001 22,001 22,001 21,999 21,999 14 22,010 22,010 22,010 22,011 22,011 15 22,006 22,005 22,005 22,005 22,005 16 22,008 22,008 22,007 22,007 22,007 17 21,993 21,994 21,994 21,995 21,995 18 22,002 22,002 22,002 22,002 22,003 19 22,004 22,003 22,003 22,003 22,004 20 22,006 22,005 22,005 22,005 22,005
Dalam data diameter benda kerja, kita lihat bahwa
distribusi diameter kira-kira simetrik dan modus tunggal
TUOAS AKHXR - 24 ., r 1'1 i I • ! 'tl , .. I :I: I ·~ i. Ill I
"i
I ,, 1-· I. , I , I I II! ·.•t,•tr:1 •;.'.1'1:'!OAMBAR III-1. J<URVA DISTRIBUSI DATA DIAMETER
BENDA KERJA.
Apabila observasinya tidak terlalu banyak, atau
apabila observasi~observasi itu hanya terdiri dari beberapa nilai saja, histogram dapat dibentuk dari
distribusi frekuensi data tak dikelompokan dalam kelas
(interval).
III.2. RINGKASAN NUMERIK DATA
Misalkan x ,x, ... ,x adalah observasi dalam
1 2 n suatu
sampel. Ukuran kecenderungan tengah yang paling penting
dalam sampel adalah ni~ai rata-rata sampe~
X
=
n n (3-1)E
X. i=1 1 -X=
nTUOAS AJCHIR - 2 5
Perhatikan bahwa nilai rata-rata sampel x adalah mean
hitungan observasi itu. Rata-rata sampel bagi data di
atas adalah : tOO
E
X. 2200.19 i= i 1 X=
=
100 100=
22,002 mmPeriksa kembali grafik III-1 dan perhatikan bahwa
rata-rata sampel adalah titik yang bertepatan dengan
titik h.eseimban~an histogram. Jadi rata-rata sampel merupakan pusat masa data sampel.
Pemencaran atau penyebaran dalam data sampel diukur
dengan variansi sampel
n 2
E
(
x1 - x )
i=l (3-2)
n - 1
Jika tidak ada variabilitas di dalam sampel, maka tiap
observasi sampel v -
x,
dan variansi""i - sampel
=
0.Umumnya, makin besar variansi 52, makin besar pula
pemencaran data sampel.
Satuan variansi dalam sampel 52 adalah kuadrat
dari satuan data aslinya. Hal ini kerap kali menyusahkan
maka biasanya kita lebih senang untuk menggunakan akar
52, yang dinamakan deviasi standar sampel 52, sebagai
ukuran pemencaran.
-TUGAS AKH:IR - 2 6 Jadi,
I
~
L..(
X. - X ) 2 1 n - 1 (3-3)s
=
keuntungan yang utama dari deviasi standar sampel yang
adalah bahwa ukuran ini dinyatakan dalam satuan
pengukuran aslinya. Untuk data diatas, kita peroleh :
2 2
S
=
0,000021 mm danS
=
0,0046 mmIII.3. DISTRIBUSI PROBABILITAS
Distribusi Probabi~itas adalah model matematik yang
menghubungkan nilai variabel dengan terjadinya di dalam
populasi. Dengan perkataan lain, kita dapat membayangkan
diameter benda kerja sebagai· diameter random, karena
diameter itu menjalani nilai-nilai yang berbeda dalam
populasi itu menurut mekanisme random, maka distribusi
probabilitas diameter bend a kerja menggambarkan
probabilitas terjadinya setiap nilai diameter benda kerja
di dalam populasi itu.
Mean ~ suatu ditribusi probabilitas adalah suatu
ukuran .k.ecenderun~an ten~ah dalam distribusi i tu, a tau
~okasinya. Apabila populasi itu terdiri dari N item, maka
----~
M!UK P!C':':-··;~,~.1.\KAl\N I
I
TUOAS AJ<:HZR - 2 7
mean didefinisikan sebagai :
N
E
X.i=l 1
/-l
=
(3-4)N
Pemencaran atau variabilitas dalam suatu distribusi
dinyatakan dengan Jika ada N item dalam
populasinya, variansinya adalah
2 0'
=
NE C
i=l X. 1 N - /-l ) 2 (3-5)Yakni, variansi adalah rata-rata jarak kuadrat tiap
elemen populasi terhadap mean-nya. Perhatikan kesamaannya dengan variansi sampel S2 , yang didefinisikan dalam
persamaan (3-2). Variansi dinyatakan dalam kuadrat
satuan variabel aslinya. Maka biasanya orang bekerja
dengan akar variansi, yang dinamakan deuiasi standar o.
Jelas bahwa Cl
=
NE C
i=l n (3-6)Deviasi standar mengukur penyebaran atau pemencaran dalam
populasinya yang dinyatakan dalam satuan aslinya.
!!!.4. DISTRIBUSI NORMAL
Mungkin distribusi normal adalah distribusi yang
TUOAS AI<HIR - 2 8
·statistika. Secara teoritis, biasanya suatu proses
produksi jika seandainya diulang sampai tak terhingga
akan menghasilkan suatu kumpulan/populasi yang
terdistribusi sebagaimana distribusi normal. Jika x suatu
variabel random normal, maka distribusi probabilitas x
adalah : f(x)
=
1 0'-1
2n f(x) (- x - J1-Jz
-J./Z e o- < X <OAt•IBAR II.I-Z. DISTRIBUSI NORMAL
(3-7)
Parameter distribusi normal adalah mean J1 (dengan - < J1
< ) dan variansi a2 > 0. Distribusi itu digunakan secara
luas sehingga kerap kali kita gunakan notasi khpsus,
x N(~;a2), yang berarti x distribusi normal dengan meam
J1 dan variansi c2 •
Distribusi normal kumulatif didefinisikan sebagai
TUOAS AJ<JI.IR - 2 9
dengan suatu harga a, atau
a
P{x $ a}
=
F<a> =J
_ 1a-fZii
(3-8)
Integral ini tidak dapat dihitung dalam bentuk rumus,
tetapi dengan menggunakan perubahan variabel
z
=
0' (3-9)hitungan itu dapat dilakukan independen dengan ~ dan 0 ' , 2
Yakni,
P { x $ a}
=
P { z $ a~ ~
}=
¢> ( a -0
~
) (3-10) dengan ¢>(.) adalah fungsi distribusi kumulatif distribusinormaL standar (mean
=
0, deviasi standar=
1). Tabeldistribusi kumulatif normal standar diberikan dalam tabel
lampiran. Transformasi (3-9) biasanya dinamakan
standarisasi, sebab transformasi itu mengubah variabel
random N(~,a2) menjadi variabel random N(O,l).
III.5. KERTAS PROBABILITAS
Sebagaimana dikatakan di atas bahwa proses produksi
mempunyai distribusi sebagaimana Distribusi Normal, maka
untuk memastikan bahwa sampel tersebut kurang lebih
mempunyai sifat seperti distribusi normal, maka dapat
TUOAS AKHIR - 30
diterangkan berikut.
Apabila kurva distribusi kumulatif normal seperti
pada gambar III-2 digambarkan pada suatu kertas grafik
khusus dimana sumbu Y mempunyai skala yang diturunkan
dari fraktil distribusi normal Z yang linier kemudian
ditransformasikan menjadi harga nilai kemungkinan
kumulatif, maka kurva distribusi kumulatif normal akan
berupa suatu garis lurus (linier), lihat gambar 4. Kertas
grafik tersebut dinamakan sebagai "Kertas Probabilitas".
100 p { u} ~[uj 0/o'
~~[Ark,,
-2 0 2 3u
OAMBAR III-2. DISTRIBUSI KUMULATIF NORMAL STANDAR
Apabila data hasil pengamatan diplotkan pada kertas
probabilitas dimana frekuensi kumulatif merupakan ordinat
dan hasil pengukuran merupakan absis, maka terlihat bahwa
hasil pengamatan akan tersebar kurang lebih disekitar
garis lurus. Hal ini menunjukan bahwa anggapan bahwa
.50 30 10 1 0.~ 0,2 m·)u TUOAS AKHIR - 31 m. ur m-er m m.tr
OAMBAR III-3. DISTRIBUSI KUMULATIF NORMAL YANO
DIOAMBARKAN PADA KERTAS PROBAB ILITAS
III.6. PERBANDINGAN DATA
Masalah yang sering dijumpai adalah menbandingkan
dua data atau lebih ytlng diperoleh dari pengamatan yang
berbeda, misalnya; berbeda cara, berbeda hari, berbeda
operator dan sebagainya. Hal ini berguna apakah parameter
yang diperoleh dari beberapa data mempunyai kesalahan
TUOAS AKHZR - 32
Biasanya dalam praktek, tingkat kepercayaan
ditentukan sebesar 95%, yang berart i · ha.nya 2,5%
kemungkinan terjadinya kesalahan sistematis.
Misalkan dua pengukuran yang menghasilkan data
sebagai berikut :
DATA JUMLAH HARGA RATA~ VARIAN DE RAJ AT HARGA
ELEMEN KEBEBASAN TEORITIS
1 n xj_ - s 2 f
=
n - 1 ~j_ ' Ct L L L L 2 nz xz-
sz 2 f=
n - 1 ~L ' Ct 2 i 52 2 k L dan 52 dikata an sama. apabika mereka dianggap berasal dari satu populasi, sedangkan perbedaannya
merupakan kesalahan rambang. Untuk itu perlu diperiksa
apakah hasil bagi dari kedua varian tersebut berasal dari
satu populasi atau tidak. Cara pemeriksaan ini dianjurkan
oleh R.A. Fisher, yang kemudian dikenal dengan nama
Fisher Test atau Variance Fisher Test, yaitu
F
=
Varian yang besar Varian yang kecil (3-11)'
Harga F yang diperoleh kemudian dibandingkan dengan
fraktil dari distribusi yang sesuai. Dalam hal ini
digunakan Distribusi Hasil Baei Varian yang terdapat pada
bagian lampiran. Tabel tersebut a.dalah merupakan fraktil
97,5% dari distribusi F, dimana f merupakan
TUOAS AKHXR - 33
kebebasan dari varian yang besar (pembilang) dan f2
adalah derajat kebebasan dari varian yang kecil
(penyebut). Supaya perbedaan antara kedua varian tersebut
dapat dianggap sebagai kesalahan rambang, maka :
F (3-12)
dimana :
F o,!>?'t::,= Fraktil 97,5% dari distribusi F dengan derajat
kebebasan pembilang f dan penyebut f . 1 2
Jika persamaan 3-12 terpenuhi, maka harga varian totalnya
dapat diperoleh dengan harga pendekatan dari variansi
teoritis, yaitu 2 f 1 2 s1 + f z (3-13)
s
=
f + f d imana : f=
n 1 + n 2 - 2Untuk memeriksa bahwa kedua harga rata-rata
(X
1danX
2 ) tersebut hanya berbeda secara rambang, maka perbedaan(d
=x
1
-x
2 ) harus terdistribusi sebagaimana distribusi t. Dalam hal ini terdistribusi disekitar harga nol (~=
0) dengan :t
=
(3-14)Harga t yang diperoleh dari persamaan (3-14) kemudian
dibandingkan dengan fraktil 97,5 dari distribusi t dengan
TUGAS AKHXR - 34
derajat kebebasan dari
sz
yang dihitung dengan rumus(3-13).
Apabila t ~ t0,97~ maka
xt
danxz
hanya berbeda secara rambang, dengan demikian dapat dicari hargarata-rata total dengan pendekatan dari harga teoritis ~.
X
=
(3-15)Apabila harga t yang dihitung menurut rumus di atas
ternyata lebih besar dari t
0,97~' maka kedua harga
parameter tersebut berbeda secara sistematis. Pad a
keadaan ini, mungkin perlu dilakukan pemeriksaan pada
BAB
IV
METODE DAN PELAKSANAAN PENELITIAN
IV.1. MESIN BUBUT NC/CNC
Mesin Bubut NC/CNC yang diukur kepresisiannya adalah
mesin bubut NC/CNC yang terdapat di Lab. NC/CNC Jurusan
Teknik Mesin- ITS dengan data-data sebagai berikut :
- Merk
- Type
- Buatan
IV.2. BENDA KERJA
EMCO
EMCO Turn 120
MAIER
&
CO AustriaSebagaimana ditulis pada bagian pendahuluan, bahwa
proses yang diukur adalah pada proses
1. Turning
2. Pembuatan Tirus
3. Grooving
maka dibuat bentuk benda kerja sebagaimana digambarkan
pada gambar
IV-1.
Data-data benda kerja adalah
- Bahan - Diameter - Panjang Aluminium 25.4 mm 90 mm 35
TUOAS AJ<IUR - 3 6
i-- ,i--,.olr. rr;;:y .tiS rn")-...
60 fV"lf'll -t' • E. l(\ {5_ ~ t. ( £ 0,,
1:}'
OAMBAR IV-1. OAMBAR BENDA KERJA YANO AKAN DIKERJAKAN
IV.3. ALAT-ALAT UKUR
Proses Pengukuran dilaksanakan di PT. BBI ·Unit
Bisma. Adapun alat-alat yang digunakan adalah :
- Jangka sorong
- Micrometer
- Roundtest (alat ukur kebulatan)
- Roughness tester (alat ukur kekasaran permukaan)
IV.4. PROSEDUR PENELITIAN
1. Membuat kolom-kolom untuk percobaan untuk mencatat
hasil pengukuran.
2. Mempersiapkan alat-alat yang digunakan dalam
TUOAS AI<HIR - 3 7
3. Ukuran benda kerja dibuat sama dan diberi tanda sesuai
dengan operator yang mengerjakan.
4. Melaksanakan pemotongan sesuai dengan program
pemotongan yang telah dibuat.
5. Melaksanakan pengukuran dan dicatat pada tabel yang
tersedia.
IV.5. PENGOLAHAN DATA
Adapun analisa data tersebut dilakukan sebagai berikut
1. Data tersebut dikelompokan dalam kelas inteval,
sehingga untuk tiap kelas interval dapat diketahui
frekuensinya. Selanjutnya dibuat tabel dan kurva untuk
frekuensi.
z
2. Dicari harga rata-rata sampel x dan variansi sampel S
dari data tersebut.
-3. Untuk mengetahui bahwa harga rata-rata sampel x dan
variansi sampel S z merupakan kesalahan ram bang dan
bukannya kesalahan operator, maka proses pengerjaan
dalam penelitian tersebut dilakukan dua kali dan
dikerjakan oleh dua operator. Kemudian masing-masing
dicari harga rata-rata sampel dan variansi sampel
untuk operator- I dan II. Selanjutnya kedua data
tersebut dibandingkan dengan menggunakan met ode
perbandingan data. Apabila perbedaan harga rata-rata
TUOAS AKHXR - 38
operator telah melaksanakan pengerjaan dengan benar
dan parameter yang diperoleh merupakan sifat dari
mesin tersebut.
- 2
4. Harga rata-rata sampel x dan variansi sampel ~ yang
didapat di atas adalah merupakan harga penaksiran
z
titik dari harga mean ~ dan variansi o .
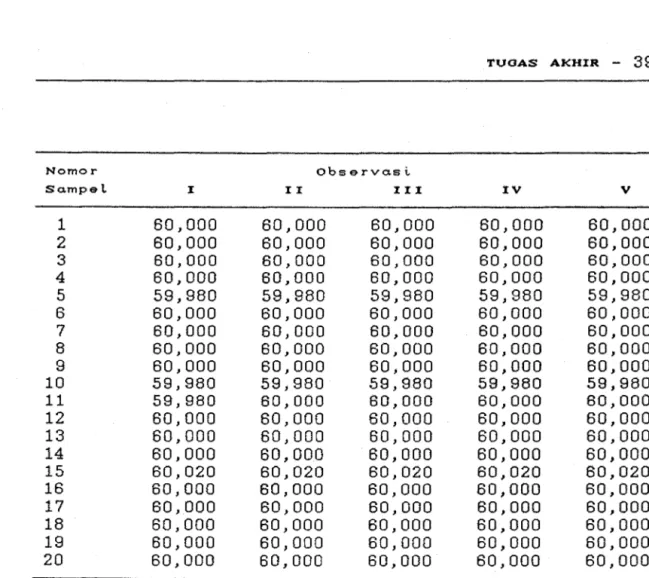
IV.6. HASIL PENGUKURAN
Adapun bagian-bagian yang diukur dapat dilihat pada
gambar IV-2. A
-I ~~ I'
Nomor Sa.mpet 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 TUOAS AI<HIR - 3 9 Observa.si.. I I I I I I IV 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 59,980 59,980 59,980 59,980 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 59,980 59,980 59,980 59,980 59,980 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,020 60,020 60,020 60,020 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000
TABEL IV-~a.. PANJANO HASIL PROSES TURNINO
OLEH OPERATOR I <mm> v 60,000 60,000 60,000 60,000 59,980 60,000 60,000 60,000 60,000 59,980 60,000 60,000 60,000 60,000 60,020 60,000 60,000 60,000 60,000 60,000
Nomor So.mpel 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 TUOAS AKHIR - 40 Observa.si. I I I I I I IV 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,020 60,000 60,020 60,020 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 59,980 59,980 59,980 59,980 60,000 60,000 60,000 60,000 59,980 59,980 59,980 59,980 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000
TABEL IV-~b. PANJANO HASIL PROSES TURNINO
OLEH OPERATOR I I <mm> v 60,000 60,000 60,000 60,020 60,000 60,000 60,000 60,000 60,000 59,980 60,000 59,980 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000
TUOAS AKHIR - 41 Nomor observa.si. Sa.mpel I I I I I I IV v 1 21,992 21,993 21,993 21,993 21,992 2 21,998 21,999 22,000 21,999 21,998 3 22,002 22,004 22,004 22,003 22,003 4 21,999 21,999 21,999 22,000 22,000 5 22,002 22,002 22,002 22,003 22,003 6 21,994 21,995 21,995 21,996 21,994 7 21,999 21,999 21,999 21,998 21,999 8 22,000 22,000 22,000 22,000 22,001 9 22,000 22,000 22,000 22,000 22,000 10 22,001 22,001 22,001 22,001 22,001 11 22,006 22,007 22,007 22,007 22,006 12 22,001 22,001 22,002 22,002 22,001 13 22,010 22,011 22,010 22,010 22,009 14 22,000 22,000 22,000 22,000 22,000 15 22,004 22,005 22,005 22,006 22,005 16 22,002 22,002 22,003 22,003 22,003 17 21,998 21,998 21,998 21,998 21,996 18 22,000 22,001 22,002 22,000 22,001 19 22,006 22,008 22,009 22,008 22,008 20 21,996 21,997 21,997 21,997 21,997
TABEL IV-Za.. DIAMETER PADA POSISI PENOUKURAN I
TUOAS AKHIR - 4 2 Nomor observo.si. So.mpet I I I I I I IV v 1 22,002 22,002 22,002 22,002 22,002 2 21,998 21,999 21,999 21,999 21,998 3 22,000 22,000 22,000 22,000 22,000 4 21,998 21,999 21,999 21,999 22,000 5 22,006 22,006 22,006 22,007 22,007 6 22,009 22,010 22,010 22,010 22,011 7 22,000 22,000 22,000 22,000 22,000 8 22,000 22,000 22,000 22,001 22,001 9 21,996 21,998 21,998 21,998 21,998 10 21,997 21,997 21,997 21,997 21,996 11 22,000 21,999 21,999 21,999 22,000 12 22,002 22,002 22,003 22,004 22,003 13 21,992 21,992 21,993 21,993 21,993 14 22,000 22,001 22,001 22,002 22,000 15 21,994 21,994 21,995 21,995 21,996 16 22,003 22,004 22,003 22,003 22,003 17 22,004 22,005 22,005 22,005 22,006 18 22,007 22,008 22,008 22,009 22,008 19 22,000 22,001 22,001 22,001 22,001 20 22,002 22,002 22,001 22,001 22,001
TABEL IV-Zb. DIAMETER PADA POSIS I PENOUI<URAN I
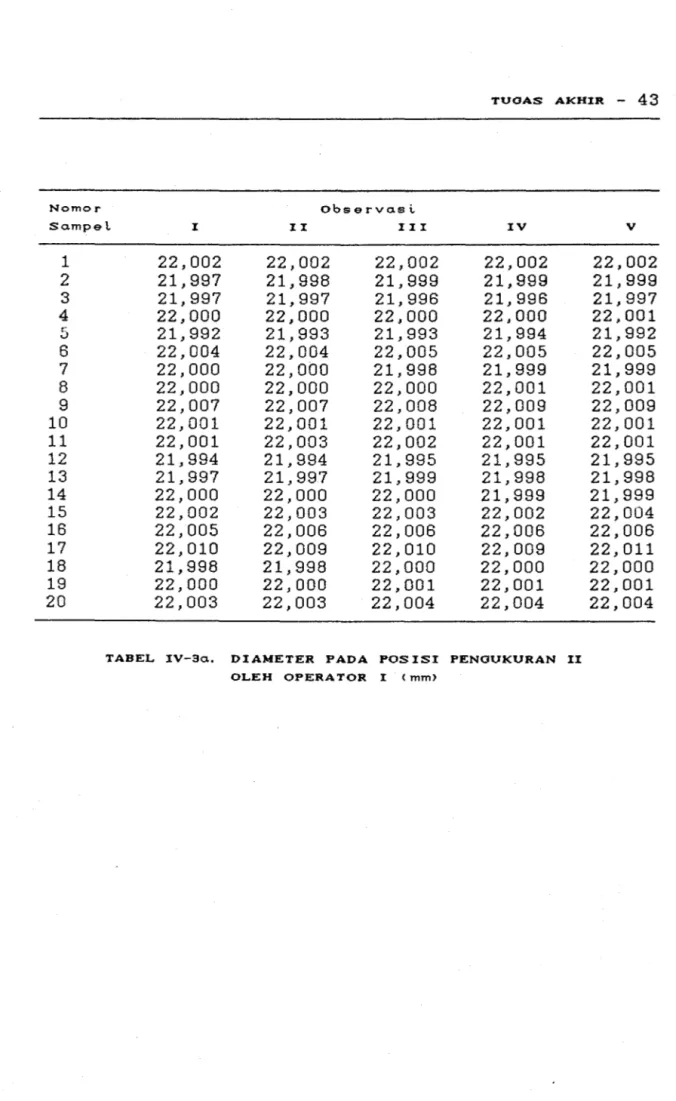
TUOAS AJ<H:IR - 4 3 Nomor observasi. Sampet I I I I I I IV v 1 22,002 22,002 22,002 22,002 22,002 2 21,997 21,998 21,999 21,999 21,999 3 21,997 21,997 21,996 21,996 21,997 4 22,000 22,000 22,000 22,000 22,001 :· ;) 21,992 21,993 21,993 21,994 21,992 6 22,004 22,004 22,005 22,005 22,005 7 22,000 22,000 21,998 21,999 21,999 8 22,000 22,000 22,000 22,001 22,001 9 22,007 22,007 22,008 22,009 22,009 10 22,001 22,001 22,001 22,001 22,001 11 22,001 22,003 22,002 22,001 22,001 12 21,994 21,994 21,995 21,995 21,995 13 21,997 21,997 21,999 21,998 21,998 14 22,000 22,000 22,000 21,999 21,999 15 22,002 22,003 22,003 22,002 22,004 16 22,005 22,006 22,006 22,006 22,006 17 22,010 22,009 22,010 22,009 22,011 18 21,998 21,998 22,000 22,000 22,000 19 22,000 22,000 22,001 22,001 22,001 20 22,003 22,003 22,004 22,004 22,004
TABEL IV-3a. DIAMETER PADA POSISI PENOUI<URAN II
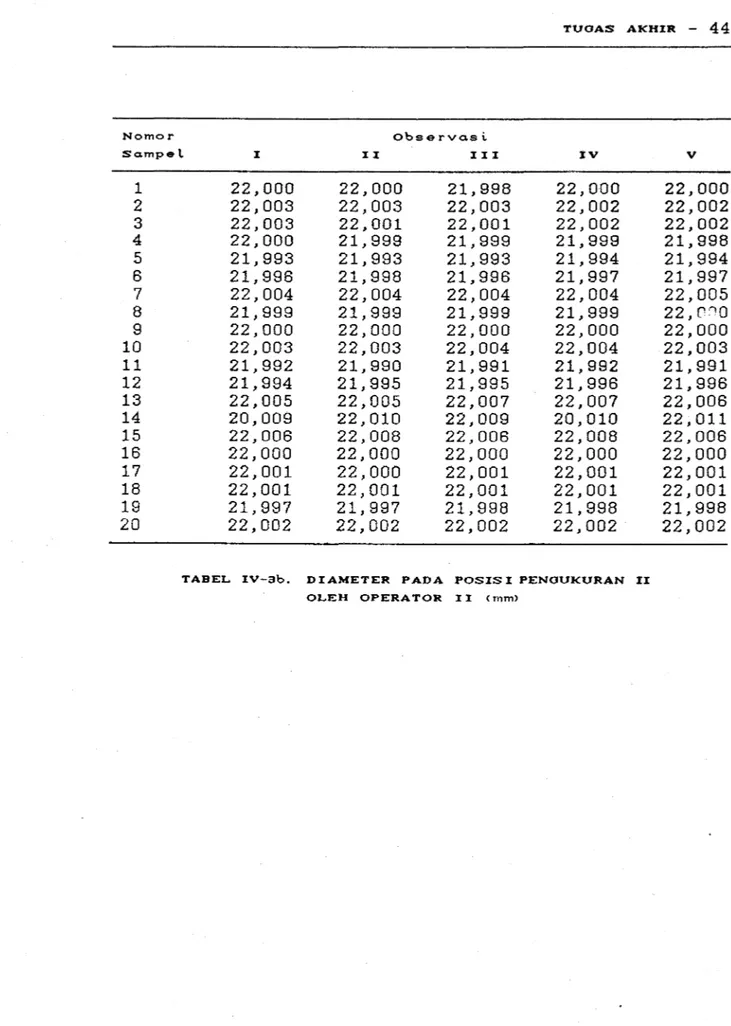
TUOAS AJ<:HIR - 44 Nomor observa.si. Sa.mpel I I :X :X :X :X IV v 1 22,000 22,000 21,998 22,000 22,000 2 22,003 22,003 22,003 22,002 22,002 3 22,003 22,001 22,001 22,002 22,002 4 22,000 21,999 21,999 21,999 21,998 5 21,993 21,993 21,993 21,994 21,994 6 21,996 21,998 21,996 21,997 21,997 7 22,004 22,004 22,004 22,004 22,005 8 21,999 21,999 21,999 21,999 22,0:'10 9 22,000 22,000 22,000 22,000 22,000 10 22,003 22,003 22,004 22,004 22,003 11 21,992 21,990 21,991 21,992 21,991 12 21,994 21,995 21,995 21,996 21,996 13 22,005 22,005 22,007 22,007 22,006 14 20,009 22,010 22,009 20,010 22,011 15 22,006 22,008 22,006 22,008 22,006 16 22,000 22,000 22,000 22,000 22,000 17 22,001 22,000 22,001 22,001 22,001 18 22,001 22,001 22,001 22,001 22,001 19 21,997 21,997 21,998 21,998 21,998 20 22,002 22,002 22,002 22,002 22,002
TABEL :XV-ab. DIAMETER PADA POSIS I PENOUJ<:URAN I I
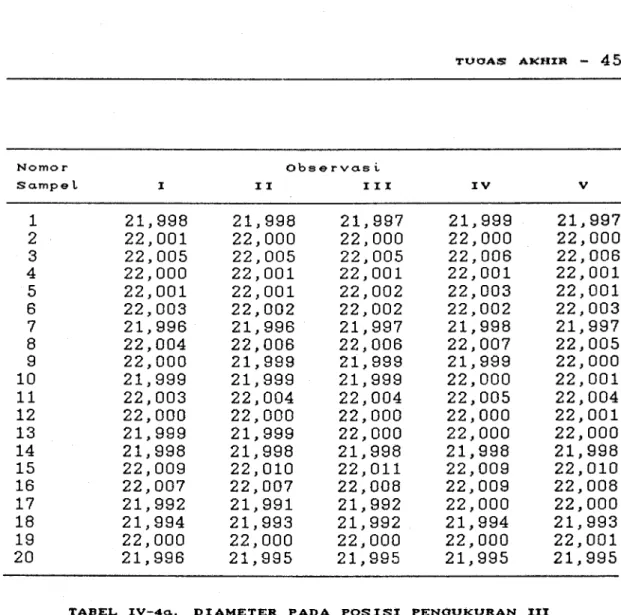
TUOA:S: AKHXR - 4 5 Nomor Observa.si Sa.mpet I I I I I I IV v 1 21,998 21,998 21,997 21,999 21,997 2 22,001 22,000 22,000 22,000 22,000 3 22,005 22,005 22,005 22,006 22,006 4 22,000 22,001 22,001 22,001 22,001 5 22,001 22,001 22,002 22,003 22,001 6 22,003 22,002 22,002 22,002 22,003 7 21,996 21,996 21,997 21,998 21,997 8 22,004 22,006 22,006 22,007 22,005 9 22,000 21,999 21,999 21,999 22,000 10 21,999 21,999 21,999 22,000 22,001 11 22,003 22,004 22,004 22,005 22,004 12 22,000 22,000 22,000 22,000 22,001 13 21,999 21,999 22,000 22,000 22,000 14 21,998 21,998 21,998 21,998 21,998 15 22,009 22,010 22,011 22,009 22,010 16 22,007 22,007 22,008 22,009 22,008 17 21,992 21,991 21,992 22,000 22,000 18 21,994 21,993 21,992 21,994 21,993 19 22,000 22,000 22,000 22,000 22,001 20 21,996 21,995 21,995 21,995 21,995
TABEL IV-4a.. DIAMETER PADA POSISI PENOUJ<URAN III
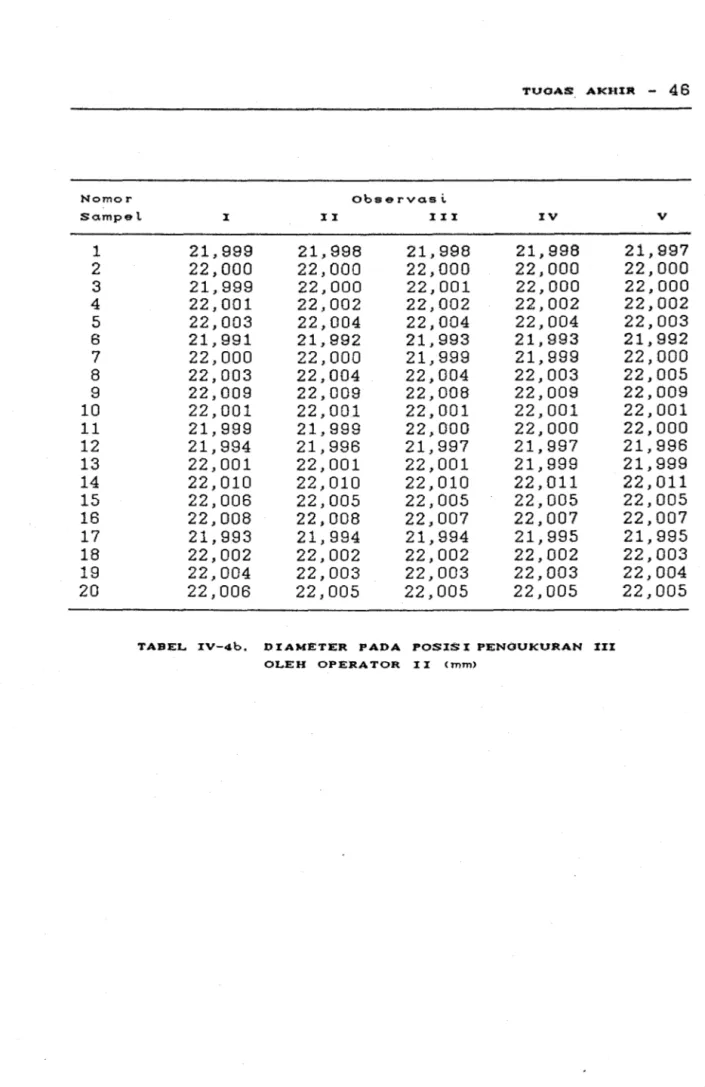
TUOAS. AKHIR - 4 6 Nomor observa.si. Sa.mpel X XX I I I IV v 1 21,999 21,998 21,998 21,998 21,997 2 22,000 22,000 22,000 22,000 22,000 3 21,999 22,000 22,001 22,000 22,000 4 22,001 22,002 22,002 22,002 22,002 5 22,003 22,004 22,004 22,004 22,003 6 21,991 21,992 21,993 21,993 21,992 7 22,000 22,000 21,999 21,999 22,000 8 22,003 22,004 22,004 22,003 22,005 9 22,009 22,009 22,008 22,009 22,009 10 22,001 22,001 22,001 22,001 22,001 11 21,999 21,999 22,000 22,000 22,000 12 21,994 21,996 21,997 21,997 21,996 13 22,001 22,001 22,001 21' 999 21,999 14 22,010 22,010 22,010 22,011 22,011 15 22,006 22,005 22,005 22,005 22,005 16 22,008 22,008 22,007 22,007 22,007 17 21,993 21,994 21,994 21,995 21,995 18 22,002 22,002 22,002 22,002 22,003 19 22,004 22,003 22,003 22,003 22,004 20 22,006 22,005 22,005 22,005 22,005
TABEL IV-4b. DIAMETER PADA POSIS I PENOUKURAN III
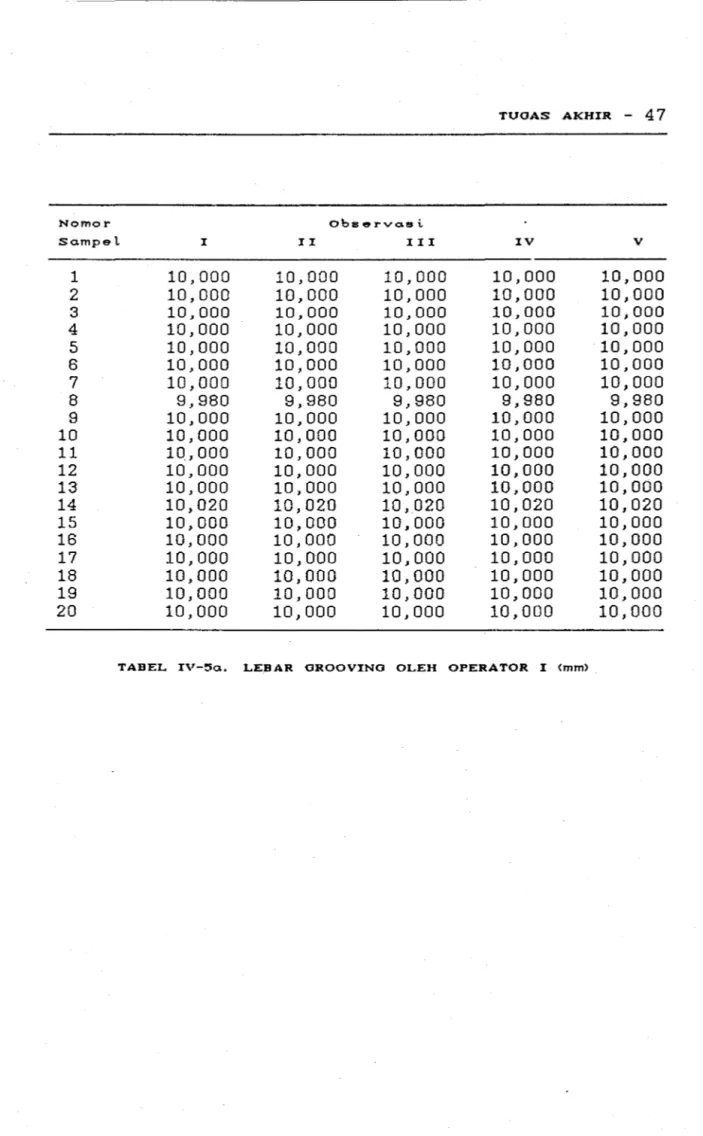
TUOAS AI<H:IR - 4 7 Nomor Observo.si. Sampet :r :r:r :r:r:r IV v 1 10,000 10,000 10,000 10,000 10,000 2 10,000 10,000 10,000 10,000 10,000 3 10,000 10,000 10,000 10,000 10,000 4 10,000 10,000 10,000 10,000 10,000 5 10,000 10,000 10,000 10,000 10,000 6 10,000 10,000 10,000 10,000 10,000 7 10,000 10,000 10,000 10,000 10,000 8 9,980 9,980 9,980 9,980 9,980 9 10,000 10,000 10,000 10,000 10,000 10 10,000 10,000 10,000 10,000 10,000 11 10,,000 10,000 10,000 10,000 10,000 12 10,000 10,000 10,000 10,000 10,000 13 10,000 10,000 10,000 10,000 10,000 14 10,020 10,020 10,020 10,020 10,020 15 10,000 10,000 10,000 10,000 10,000 16 10,000 10,000 10,000 10,000 10,000 17 10,000 10,000 10,000 10,000 10,000 18 10,000 10,000 10,000 10,000 10,000 19 10,000 10,000 10,000 10,000 10,000 20 10,000 10,000 10,000 10,000 10,000
TUOAS AKH:IR - 4 8
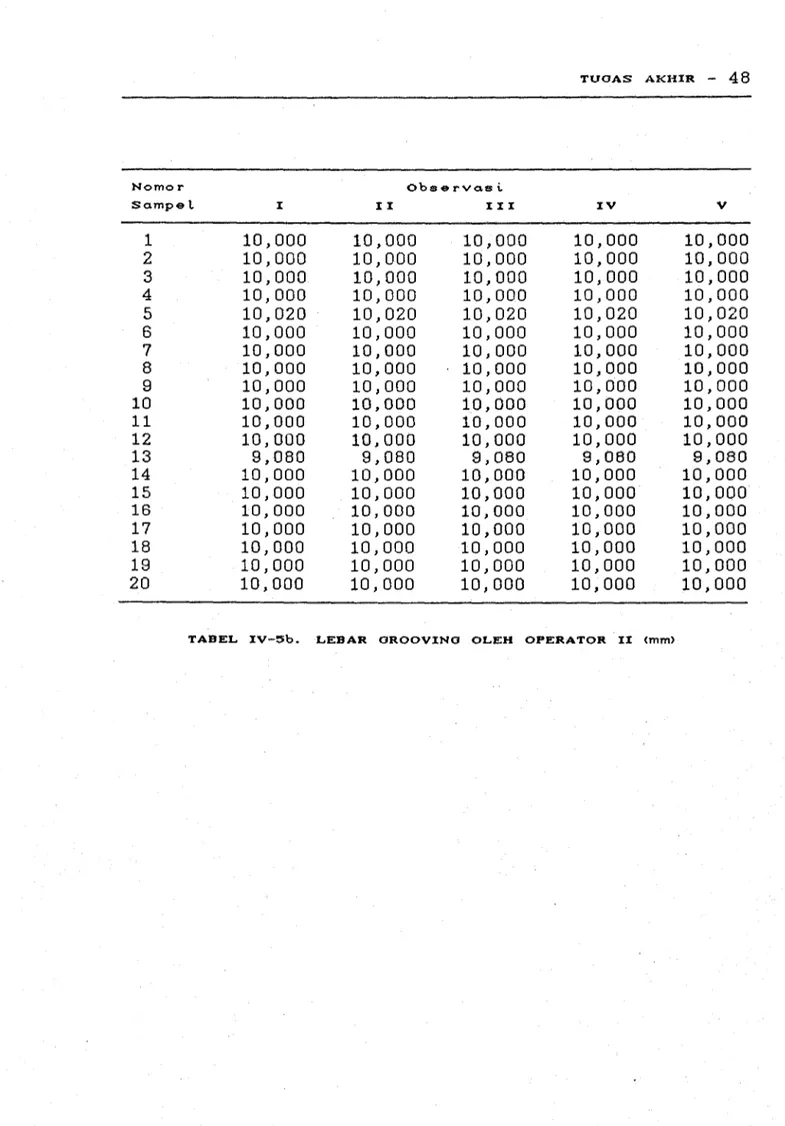
Nomor Observa.si.
Sampet I :II :IX I XV v
1 10,000 10,000 10,000 10,000 10,000 2 10,000 10,000 10,000 10,000 10,000 3 10,000 10,000 10,000 10,000 10,000 4 10,000 10,000 10,000 10,000 10,000 5 10,020 10,020 10,020 10,020 10,020 6 10,000 10,000 10,000 10,000 10,000 7 10,000 10,000 10,000 10,000 10,000 8 10,000 10,000 10,000 10,000 10,000 9 10,000 10,000 10,000 10,000 10,000 10 10,000 10,000 10,000 10,000 10,000 11 10,000 10,000 10,000 10,000 10,000 12 10,000 10,000 10,000 10,000 10,000 13 9,080 9,080 9,080 9,080 9,080 14 10,000 10,000 10,000 10,000 10,000 15 10,000 10,000 10,000 10,000 10,000 16 10,000 10,000 10,000 10,000 10,000 17 10,000 10,000 10,000 10,000 10,000 18 10,000 10,000 10,000 10,000 10,000 19 10,000 10,000 10,000 10,000 10,000 20 10,000 10,000 10,000 10,000 10,000
TUOAS AJ<:H:IR - 4 9 Nomor Observa.si. Sa.mpel % zz %%% l:V v 1 20,002 20,002 20,002 20 •. Q02 20,002 2. 19,998 . 19,999 19,999 . 1.9, 998 19,998 3 19,999 20,000 20,
o·oo
20,000 20,001 4 20,001 20,000 20,000 20,000 20,001 5 20,004 20,004 20,003 20,003 20,003 6 20,009 20,010 20,010 20,009 20,010 7 20,003 20,003 20,003 20,005 20,004 8 20,001 20,000 20,000 20,000 20,000 9 20,002 20,001 20,001 20,001 20,002 10 20,007 20,005 20,006 20,006 20 J 007 . 11 20,006 20,008 20,007 20,008 20,008 12 20,000 20,000 20,000 20,000 20,000 13 20,002 20,002 20,001 20,000 20,001 14 19,995 19,995 19,994 19,994 19,995 15 19,996 19,996 19,996 19,997 19,996 16 20,011 20,011 20,013 20,012 20,012 17 20,004 20,003 20,004 20,004 20,005 18 20,006 20,007 20,005 20,006 20,007 19 19,998 19,997 19,997 19,999 19,998 20 20,001 19,999 19,999 20,000 19,999TUOAS AI<HIR - 50 Nomor O'beervo.si. Sampel I I I I I I IV v 1 20,001 20,000 20,001 20,001 20,000 2 19,997 19,997 19,996 19,996 19,998 3 19,998 19,998 19,997 19,997 19,998 4 20,000 20,000 20,000 20,000 20,000 5 20,002 20,003 20,003 20,002 20,002 6 20,004 20,003 20,003 20,004 20,004 7 19,999 19,999 20,000 20,000 20,000 8 20,000 19,999 19,998 19,998 19,999 9 20,002 20,003 20,001 20,001 20,001 10 20,010 20,010 20,011 20,012 20,011 11 19,999 19,999 20,000 20,001 20,000 12 19,994 19,993 19,993 19,994 19,994 13 20,001 20,001 20,001 20,002 20,001 14 19,996 19,995 19,995 19,995 19,995 15 20,000 19,999 19,999 20,000 20,000 16 20,008 20,008 20,009 20,009 20,010 17 20,004 20,003 20,003 20,004 20,004 18 20,002 20,001 20,002 20,002 20,002 19 20,005 20,005 20,006 20,007 20,007 20 20,006 20,005 20,006 20,006 20,008
TUOAS AKHXR - 51 Nomor Observas\. Sampel l: l:l: l:l:l: l:V v 1 17,000 17,000 17,000 17,000 17,000 2 17,020 17,020 17,020 17,020 17,020 3 17,020 17,020 17,020 17,020 17,020 4 17,020 17,020 17,020 17,020 17,020 5 17,020 17,020 17,020 17,020 17,020 6 17,000 17,000 17,000 17,000 17,000 7 17,020 17,020 17,020 17,020 17,020 8 17,020 17,020 17,020 17,020 17,020 9 17,020 17,020 17,020 17,020 17,020 10 17,000 17,000 17,000 17,000 17,000 11 17,020 17,020 17,020 17,020 17,020 12 17,020 17,020 17,020 17,020 17,020 13 17,020 17,020 17,020 17,020 17,020 14 17,020 17,020 17,020 17,020 17,020 15 17,020 17,020 17,020 17,020 17,020 16 17,000 17,000 17,000 17,000 17,000 17 17,020 17,020 17,020 17,020 17,020 18 17,000 17,000 17,000 17,000 17,000 19 17,020 17,020 17,020 17,020 17,020 20 17,020 17,020 17,020 17,020 17,020
TUOAS AKIU:R - 52 ~" :.mor obs-9rvasi. SO.ni['Ol I I I I I :I IV v 1 17,020 17,020 17,020 17,020 17,020 2 17,020 17,0:?0 17.020 17,0~0 17,020 3 17,000 17,000 17,000 17,
,-·oo
17,000 4 17,020 17,0~~0 17,020 17,020 17,020 5 17,020 17,020 17,020 17,UZO 17,020 6 17,020 17,020 17,020 17,020 17,020 7 17,020 1?,020 17,020 17,020 17,020 0 17,000 17,000 17,000 17,000 17,000 9 17,020 17,020 17,020 17,0~0 17,020 10 17,020 1'/,020 17,020 1'1,020 17,020 l l 17,000 17,000 17,000 17,000 17,000 12 17,020 17,020 17,020 17,020 17,020 13 17,020 17,020 17,020 17,020 17,020 1·1 17,020 17,020 17,0~0 17,0:-:0 17,020 15 17,020 1?,020 17,020 17,o;:o
17,0~:0 16 17,020 17,020 17,020 17,020 17,020 17 17,000 17,000 17,000 17,000 17,000 18 17,020 17,020 17,020 17,020 17,020 19 17,020 17,020 17,020 17,020 17,020 20 17,020 17,020 17,020 17,020 17,020TUOI\S AKHIR - 53 Nomor observo.si. Sa.mpel X XX XXX XV v 1 19,999 19,998 20,000 20,000 19,909 2 20,001 20,001 20,001 20,000 20,000 3 20,000 20,001 20,001 20,000 20,001 4 19,998 19,887 19,897 19,D88 18,088 5 20,001 20,000 19,999 19,D8D i-0,001 6 20,005 20,003 20,005 20,003 20,005 7 19,899 18,898 20,000 20,000 2~:' 000 8 18,996 19,997 19,996 --4:1 onr-l....)' .__. ·.:.10 18,93'7 g 20,006 20,007 20,007 20,006 20,007 10 20,000 20,000 20,000 20,000 20,000 11 19,998 19,998 19,9Q9 20,000 18,889 12 20,011 20,011 20,010 20,010 20,010 13 20,002 20,002 20' 0011 20,003 L::O, 002 11 19,992 19,991 19,992 19,903 18,8D3 15 20,000 20,000 20,000 2C,001 20,001 16 19,993 19,994 19) 99/1 19,995 19' 9::3.1 17 19,996 19,995 19,995 19,995 19,985 18 20,009 20,009 20,008 20,008 20,008 19 20,002 20,003 20,002 20,002 20,003 20 20,004 20,004 20,004 20,006 20,005
TUOAS AI<HIR - 54 Nomor observa.si. Sa.mpel I I I I I I IV v 1 20,003 20,002 20,003 20,000 20,001 2 19,994 19,994 19,994 19,984 19,994 3 20,002 20,001 20,001 20,001 20,001 4 20,008 20,007 20,008 20,007 20,007 5 20,000 20,000 20,000 20,000 20,000 6 20,001 20,001 20,001 20,000 20,001 7 19,998 19,998 19,998 19,997 19,998 8 19,996 19,996 19,995 19,995 19,996 9 19,999 19,999 20,000 19,989 20,000 10 20,010 20,011 20,012 20,012 20,011 11 20,003 20,002 20,002 20,002 20,003 12 20,004 20,005 20,004 20,005 20,004 13 19,997 19,997 19,998 19,999 19,998 14 20,000 19,998 19,998 19,989 20,000 15 19,997 19,997 19,995 19,935 19,896 16 20,001 20,000 20,000 20,000 20,000 17 20,009 20,008 20,007 20,009 20,010 18 19,992 19,993 19,992 19,993 19,993 19 19,999 20,000 19,999 19,999 19,999 20 20,005 20,005 20,006 20,006 20,006
NO SAMPEL 1 2 3 4 5 6 7 8 9 10 NO SAM PEL 1 2 3 4 5 6 7 8 9 10 TUOAS AKIUR - 55 KEKASARAN NO KEKASARAN
PEIH<!UJ<AAN < R t > SAM PEL PERMUKAAN
7 11 4 6 12 4 3 13 6 5 14 5 5 15 4 5 16 4 7 17 4 3 18 5 5 19 6 5 20 4
TABEL J:V-s>o.. J<EJ<ASARAN P'ERMUKAAN OLEH OPERATOR J: <J.-Im>
KEJ<ASARAN NO J<EJ<ASARAN PERMUKAAN < R t > SAM PEL PERMUJ<AAN
6 11 5 5 12 4 5 13 4 4 14 5 5 15 4 4 16 5 7 17 4 5 18 5 6 19 6 5 20 3
TABEL XV-s>b. KEKASARAN PI!:RMUKAAN Ot.JtH OPERATOR Xl (i..lm>
< R l >
TUOAS AKIUR - 56
NO NO
KEBULATAN KEBULATAN
SAM PEL SAMPEL
1 2 3 4 5 6 7 8 9 10 NO 4 11 4 4 12 4 4 13 4 2 14 4 2 15 2 4 16 4 6 17 4 4 18 4 4 19 2 4 20 2
TABEL IV-10~. KEBULATAN PADA POSISI PENGUJ<URAN I
OLEH OPERATOR I <~m>
NO
KEBULATAN KEBULATAN
SAM PEL SAM PEL
1 2 3 4 5 6 7 8 9 10 4 11 4 4 12 4 4 13 4 2 14 2 2 15 6 6 16 4 2 17 2 2 18 2 4 19 4 2 20 4
TABEL IV-10~. J<EBULATAN PADA POSISI PENOUKURAN I
TUOAS AKHIR - 57 NO NO KEBULATAN KEBULATAN SAMPEL SAMPEL 1 2 3 4 5 6 7 8 9 10 NO 4 11 6 4 12 6 6 13 6 4 14 4 6 15 6 6 16 4 6 17 8 8 18 4 4 19 6 6 20 6
TABEL IV-11a.. KEDULATAN PADA POSISI PENOUKURAN II
OLEH OPERATOR I <~m>
NO
KEDULATAN KEDULATAN
SAM PEL SAM PEL
1 2 3 4 5 6 7 8 9 10 6 11 6 6 12 6 6 13 6 6 14 6 4 15 6 6 16 6 4 17 6 2 18 8 4 19 6 6 20 6
TABEL IV-j.~o. KEDULATAN PADA POSISI PENOUKURAN II
BAB V
ANALISA
DATA
.
.Secara teoritis, biasanya suatu proses produksi di
alam ini, jika diulang sampai tak terhingga akan
menghasilkan suatu kumpulan/populasi yang terdistribusi
pembubutan dianggap terdistribusi normal.
Nilai rata-rata sampsl ~ dan variansi sampel Sz yang
didapat, merupakan prakiraan titik dari harga rata-rata
~ dan variansi ,, 2 .~
.
Apabila terjadi perbedaan nilai rata-rata sampel dan
variansi sampel, maka dalam melakukan perbandingan data,
menggunakan selang kepercayaan 9.75%.
Y.l. PANJANG A HASIL PROSES TURNING
X 59.980 60.000 60.020 Jumlah FREKUENSI (X X f) 11 659.780 0.00388784 84 5040.000 0.00012096 5 300.100 0.00224720 100 5999.880 0.00625600
TAUEL V-~a. DISTRIBUSI FREKUENSI PANJANO A
OLEH OPERATOR I <mml
ORAFIK V-:la.. ORAFIK V-:tb. I<URVA OLEH DISTRIBUSI OPERATOR I TUOAS AKHXR - ~9 PANJANO A
KURVA Dl:STRl:BUSl: PANJANO A OLEH OPERATOR II
TUOAS AJ<:HJ:R - dO X 59.980 60.000 60.020 FREKUENSI 10 86 4 ( X X f ) 599.800 5160.000 240.080 (X - X)"' 0.00353440 0.0!ZJ!ZJ12384 0.00179776
---Jumlah 100 5999.880 0.00545600TABEL V-:tb. DISTRIBUSI FREI<UENSI, PANJANO A
OLEH OPERATOR I I <mm>
Dari data diatas dl.dapatkan
*
Operator I-
Nilai rata-rata sampel-
Variansi sampelsz
-
Standar deviasi sampel*
Operator I I :- Nilai rata-rata sampel
-
Variansi sampelsz
-
Standar deviasi sampel -Xs
Xs
59,999 mm 0,00006319 0,0079 mm 59,999 mm 0,00005511 0,0074 mm z mm 2 mmKarena adanya perbedaan variansi sampel maka diadakan
pemeriksaan untuk melihat apakah perbedaan tersebut hanya
merupakan kesalahan rambang a tau ada kesalahan
sistematis. Pemeriksaan dilakukan sebagai berikut :
F
=
0,00006319 0,00005511 F=
1,48 0,97!5=
1,15 karena F < F0 ,975 maka perbedaan hanya merupakan
dicari sebagai berikut
sz -
0,00005915 S=
0,0077 mm 2 nun TUOAS AKHXR - 6:lmaka parameter distribusi normal untuk panjang
A
- Mean 1-1
- Variansi CY 2
59,999 mm
0,00006319 rnm 2
- Standar deviasi a 0,0079 mm
V.2. DIAMETER HASIL PROSES TURNING
I. Pada jarak 60 mm dari ujung kanan.
X 2·1. 992 21.993 21.994 21.995 21.996 21.997 21.998 21.999 22.000 22.001 22.002 22.003 22.004 22.005 22.006 22.007 22.008 22.009 22.010 22.011 22.012 22.013 Jumlah Frekuensi (X >< f) 2 3 2 2 3 II 7 9 19 11 10 6 3 4 3 3 2 3 1 0 0 43.984 65.'779 43.988 43.990 65.988 87, r799 153.986 197.991 418.000 242.011 220.020 132.018 66.012 66.015 88.024 66.021 66.024 44.018 66.030 22.011 0.000 0.000 100 '2200.098 0.000161:'8080 0.00019104120 0.00009744080 0.00007152080 cl.000074401~'0 0. 00006S3L, 160 0.00006216280 0.00003528360 0.00001824760 0.00000000440 0. 000010401100 0.00002448240 0.00002736120 0.00004848120 0.00010080160 o:oool0872.t20 0.00014784120 0.00012864080 0.00024408120 0.00010040040 0.00000000000 0.00000000000 0.00171596000
TABEL V-2a. DISTRIBUSI FREKUENSI DIAMETER PADA JARAK
TUOAS AJGIUR - d2 111
,,
11:! '• I I .. ' FJ.. .~.]· ~!<· •. ~..{ rl 'tf -~~· 'b~ . ~~-···-~ ·-···· ... 1 ... ··-·· ... _, __ . ______ l. ... :~~l;t-· I I) l 2 I , ~.19ORAFIK V-2a. KURVA DISTRIBUSI DIAMETER PADA JARAK 60 mm
DARI UJUNG KANAN OLEH OPERATOR I
---X Frekuensi (X x f ) ---21.991 21.992 21.993 21.994 21.995 21.996 21.997 21. 9'Y8 21.999 22.000 2~.~.001 22.002 22.003 22.004 22.005 22.006 22.007 22.008 :'2. 009 22.010 22.011 22.012 1 2 2 4 5 6 11 19 9 8 6 5 4 2 2 ., ~· 2 1 0 21.991 65.976 43.986 43.988 43.990 87.984 109.985 131.988 241.989 418.000 198.009 176.016 132.018 110.020 88.020 44.012 44.014 66.0:24 66.027 44.020 22.011 0.000 0.00009370240 0.00022602720 0.00011796480 0.00008924480 0. 00006'1 :'>2'180 . 0. 00008760960 o. oooo6 771 ;•oo 0.00004309440 0.00003104640 0.00000878560 0.00000092160 0.00001393920 0.00003229440 0.00005511200 0,00007464960 0.00005660480 0. 00007988li!::J(> 0.00016074720 0.000207667£0 0.00017372480 0.00010650240 0.00000000000 ---Jumlah 100 2200.0b8 0.00179176000TABEL V-2b. DISTRIBUSI FREKUENSI DIAMETER PADA JARAK
60 mm DARI UJUNG KANAN OLEH OPERATOR I I
'.!11,··· 1 n j. 1[1 ! ...
i
1' t·'"I·
... ~· 10 ,/ I. I ''~. 'rit '· ·,,,,,
····m '· n~·'.'·.tF.:Tf.~! {mrn} TUGA:S AKHXR - C:S3 ·, ,.:t +l. \:.-·-t::l···ORAFIK V-Zb. KURVA DISTRIDUSI DIAMETER PADA JARAK 60 mm
DARI UJUNO KANAN OLEH OPERATOR II
Dari data diatas didapatkan
*
Operator I-
Nilai rata-rata - Variansi sampel-
Standar deviasi*
Operator I I-
Nilai rata-rata-
Variansi sampel - Standar deviasi sampel Xsz
sampels
sampel Xsz
... sampels
22,001 mm 0,0000173329 0,0042 mm 42,001 mm 0,0000180986 0,0043 mm 2 mm 2 mmKarena adanya perbedaan variansi sampel maka diadakan
pemeriksaan untuk melihat apakah perbedaan tersebut hanya
merupakan kesalahan rambang a tau ada kesalahan
TOOAS AKH:lR - cU.
F
=
0,0000180936- - - =
1 ' 04 0,0000173329 dan F=
1, 48 0,975karena F < F r).!J75 maka perbedaan hanya merupakan
kesalahan rambang. Harga variansi sampel gabungan
dicari sebagai berikut
0,000017715
S - 0,0042 mm
2
mm
maka parameter distribusi normalnya adalah
- Mean J..l 2 - Variansi a - Standar deviasi a 22,001 mm 0,000017715 0,0042 mm 2 mm
II. Pada jarak 40 mm dari ujung kanan.
X 21.991 21.992 21.993 21.994 21.995 21. 996 21.997 21.998 21.999 22.000 22.001 22.002 22.003 22.004 22.005 22.006 22.007 22.008 22.009 22.010 22.011 :22.012 Jumlah Frekuensi (X x f ) 0 2 2 3 3 7 6 6 8 17 14 8 6 5 4 4 2 1 3 2 2 0 0.000 43.984 43.986 65.982 65.985 43.992 131.982 131.988 175.992 374.000 308.014 176.016 132.018 110.020 88.020 88.024 44.014 22.008 66.027 44.020 44.022 0.000 100 2200.094 (X - X)~ 0.00000000000 0. 00013'7811 720 0.00012608720 0.00014.449080 0.00010505080 0. OOOO<H180720 0.00009314160 0.00005186160 0.00003010880 0.00001502120 0. 0000000:>040 0.00000898880 0.00002546160 0.00004681800 0.00006593440 0.000102411140 0.00007344720 0.00004984360 0.00019489080 0.00016416720 0.00020240720 0.000000000(>0 0. 001 7096'1000 dapat
TABEL V-3a. DISTRIBUSI FREKUENSI DIAMETER PADA JARAK
i... :~ I '~: !:: ~~ . 0¥0••··-···-··i.·-···· ~· : ~ , !'I !'I :1 ::.' •.. ··,~1 ·lo! \ \ TUQAS AKHIR - ~ ... !' ..• ···h·· . .. _,
ORAFIK V-Sa. KURVA DISTRIDUSI DIAMETER PADA JARAK 40 mm
DARI UJUNO KANAN OLEH OPERATOR I
··---____ .. ····-··--·· -· -~ ·--~--· ---··
--
---·· ---·-·;;-·;;:. -~-x rrekuens~ IX x 1 I IX - XI ---21.990 1 21.990 0.00011067040 21.991 2 43.982 0.00018126080 21.992 2 4'! .. 904 O.OOO.l45.L£:JOBO 21.993 5 65.'779 0.000169651:.:0 21.994 3 65.982 0.0001275~120 21.995 2 43.990 0.00006094080 21.996 4 87.984 0.00008172160 21.997 4 87.9!38 0. 0(10049~161 60 21.998 6 131.988 0.00003810:Z40 21.999 7 15:3.9S'3 0.00001617280 22.000 17 374.000 0. 00000'1 :':19680 22.001 u 242.011 0. 0000025Vl40 22.002 9 198.018 0.00001971360 22.003 7 154.021 0.00004305280 22.004 6 132.024 0.00007266240 22.005 3 66.015 0.00006021120 22.006 4 88.024 0.00012012160. 22.007 2 44.014 0.00008398080 2::'.008 .. _,;_ , 44.016 0.00011190080 2'2.009 2 44.018 0.00014302080 2~~.010 ,, "- 4'1.020 0.0001797ll080 22.011 1 2::'.011 o.oool09830llo ---·---Jurnlah 100 2200.052 0. fJ0193276t:>OOTABEL V-Bb. DISTRIDUSI FREKUENSI DIAMETER PADA JARAK
40 mm DARI UJUNG KANAN OLEO OPERATOR I I <mm>
1 n , ..
,, i
i 1•11-l ~· r··I
1 u t-1 ,, i" I i ,. ! \ ' ~ \· }t" -1.':+
•' 1.11• ···~·· / \ ., fs -Fr~·"t:.l·~ ,., ; .. ~ ... ·-~ .. --. __ .... J .. ·-·-··- .• -· ··-··-·-l- .... - .. -·-·- ... -· ... -t ·- ... ~· ... - .. ·--. -~J.ORAFIK v-ab, KURVA DIBTR!BUSI PlA~FT~R PADA JAftAK 40 mm
1"\AO'r T'f 1'1'T,..TI-:I V/!.,..fA ... t
, _ . . . '-0';.1 •• ..,. ... _ . , . . ... . , _ ... . ,
Dari data diatas didapatkan
*
Operator I- Nilai rata-rata sampel X
- Variansi sampel
sz
- Standar deviasi sarnpel
s
*
Operator I I- Nilai rata-rata sarnpel X
·- Var ians i sampel
sz
-
Standar deviasi sarnpels
22,001 mm 0,000017269 0,0042 mm 22,001 mm 2 mm O,OC001852485 mm 0,0044 mm 2
Karena adanya perbedaan variansi sampel maka diadakan
pemerilHU3.an untuli. mel ihat apa!-u.:d1 perbedaan tersebut hanya
merupakan kesalahan ram bang a tau ada kesalahan